Уровень техники изобретения
Многие современные промышленные процессы покраски содержат весьма сложные многоступенчатые процессы. Например, автомобильная отрасль, отрасль коммерческих транспортных средств, космос, легкая и тяжелая промышленность, судостроительная и другие отрасли требуют пленочных покрытий с высокой консистенцией, цветов при конечной покраске, визуального внешнего вида, соответствующего ожиданию, свойств характеристик отверждаемых покрытий, соответствующих техническим требованиям, достигаемых на больших производственных линиях и в течение длительных периодов времени. Это дополнительно усложняется современными способами покраски, которые часто содержат многочисленные слои и сложную химию.
Например, в некоторых традиционных системах, каждый из слоев покрытия может быть аддитивным и наноситься на другой. Дополнительно, многие из слоев могут обладать полихроматическим цветом и чистовой окончательной отделкой. В сущности все труднее и важнее гарантировать, что каждый слой консистентен на протяжении всего процесса, с тем, чтобы конечный продукт обладал правильными характеристиками покрытия. Например, один автомобиль может быть окрашен многочисленными различными слоями, чтобы обеспечить значительную защиту от коррозии и обеспечить весьма специфический конечный цвет и результат. Значительное различие внутри любого из слоев может привести в результате к окончательному цвету покраски, который не удовлетворяет техническим требованиям и который не совпадает с другими автомобилями, или конечные характеристики отверждаемой пленки не будут удовлетворять техническим требованиям к качеству или долговечности.
Дополнительно, традиционные системы часто требуют уникальных рецептур краски для различных географических мест или для выполнения региональных законодательных требований, чтобы создать покрытия, обладающие одними и теми же техническими характеристиками и/или атрибутами. Дополнительно, в некоторых случаях существенные изменения в локальных условиях окружающей среды могут повлиять на процесс выполнения покрытия. Уникальные рецептуры и влияния погоды создают многочисленные проблемы, связанные с цветом и совместимостью внешнего вида и затратами. Например, по мере изменения условий на одном производственном средстве, цвет может сильно отличаться от цвета, создаваемого на других производственных средствах.
Дополнительно, за счет сложности процесса выполнения покраски может быть чрезвычайно трудно идентифицировать, какие параметры должны регулироваться, чтобы создать окончательное цветовое покрытие, который находится в пределах технических требований. В рамках традиционных покрасочных систем, когда проблема идентифицирована, специалист производственного средства полагается на свой собственный личный опыт и "технику" процесса выполнения покрытия, чтобы идентифицировать потенциальную проблему. Такое решение нежелательно, потому что разные специалисты имеют разный опыт и разное время наблюдения различных процессов выполнения покрытия. По существу, различные специалисты могут по-разному реагировать на одну и ту же проблему и неумышленно создавать дополнительные проблемы в процессе выполнения покрытия.
Соответственно, в технике существует много проблем, которые должны быть решены.
Раскрытие сущности изобретения
Настоящее изобретение может содержать первую систему для контроля процесса нанесения покрасочного покрытия на первом производственном средстве. Первая система может не допускать человеческого вмешательства или автоматически регулировать параметры краски в пределах первой многопараметровой системы покрасочного покрытия, основываясь на данных датчика или устройства, собранных от различных модулей первого датчика или устройства. Первая система может также содержать базу данных параметров обеспечения качества. База данных параметров обеспечения качества может быть выполнена с возможностью предоставления индикации идеального диапазона атрибута конечного покрасочного продукта. Первая система может дополнительно содержать модуль электронного датчика, управляемый через интерфейс пользователя или выполненный с возможностью автоматического измерения атрибута конечного покрасочного покрытия на готовом изделии.
Дополнительно, первая система может также содержать модуль процесса обеспечения качества. Модуль процесса обеспечения качества может быть выполнен с возможностью получения измеренного атрибута конечного покрасочного покрытия от модуля электронного датчика по сети. Модуль процесса обеспечения качества может быть выполнен с возможностью определения, что измеренный атрибут конечного покрасочного покрытия находится вне идеального диапазона. Дополнительно, модуль процесса обеспечения качества может быть выполнен с возможностью получения доступа к базе данных одного или более рабочих параметров и одного или более компонентов покрасочной смеси. Дополнительно модуль процесса обеспечения качества может быть выполнен с возможностью определения, используя первый многопараметровый анализ, по меньшей мере одного или более первых рабочих параметров, которые, если корректируются, могут приводить параметр конечного покрасочного продукта для будущих изделий в рамки идеального диапазона. Многопараметровый анализ может учитывать, по меньшей мере, существующие условия окружающей среды, параметры работы машины и компоненты краски и их состояние.
Дополнительно, настоящее изобретение может содержать способ получения данных и обеспечения расчетных корректировок покрасочного процесса. Способ может дополнительно содержать прием на сервере первого рабочего параметра, связанного с первой машиной покрасочного процесса на первом покрасочном производственном средстве. Способ может также содержать получение на сервере первого результата измерения контроля качества, полученного из анализа готового первого покрасочного изделия. Дополнительно, способ может содержать получение из базы данных набора архивных рабочих параметров, связанных с первой машиной покрасочного процесса. Дополнительно, способ может содержать автоматическую идентификацию недостатка в готовом первом покрасочном изделии, основываясь на первом результате измерения контроля качества. Дополнительно, способ может также содержать передачу на экран мобильного компьютерного устройства предложенной корректировки первого рабочего параметра, которая должна устранить недостаток.
Дополнительные признаки и преимущества настоящего изобретения будут изложены в последующем описании и частично станут очевидны из описания или могут быть изучены в результате практической реализации настоящего изобретения. Признаки и преимущества настоящего изобретения могут быть реализованы и получены посредством инструментов и комбинаций, указанных, в частности, в добавленной формуле изобретения. Эти и другие признаки станут полностью очевидны из последующего описания и добавленной формулы изобретения или могут быть изучены при практической реализации настоящего изобретения, как указано в дальнейшем.
Краткое описание чертежей
Чтобы описать способ, которым могут быть получены вышеупомянутые и другие преимущества и признаки изобретения, более подробное описание изобретения, коротко представленного выше, будут показаны со ссылкой на настоящее изобретение, которое поясняется на приложенных чертежах. Понимая, что эти чертежи не должны рассматриваться как ограничивающие объем настоящего изобретения, изобретение будет описано и объяснено с дополнительной конкретизацией и подробностями, используя сопроводительные чертежи, на которых:
Фиг. 1 - схематичное представление компьютерной системы, соответствующей настоящему изобретению;
Фиг. 2 - схематичное представление удаленного сервера, осуществляющего связь с географически разнесенными покрасочными производственными средствами в соответствии с настоящим изобретением;
Фиг. 3 - интерфейс пользователя покрасочной системы, соответствующей настоящему изобретению;
Фиг. 4 - другой интерфейс пользователя покрасочной системы, соответствующей настоящему изобретению;
Фиг. 5 - другой интерфейс пользователя покрасочной системы, соответствующей настоящему изобретению;
Фиг. 6A - другой интерфейс пользователя покрасочной системы, соответствующей настоящему изобретению;
Фиг. 6B - другой интерфейс пользователя покрасочной системы, соответствующей настоящему изобретению;
Фиг. 7A - другой интерфейс пользователя покрасочной системы, соответствующей настоящему изобретению;
Фиг. 7B - другой интерфейс пользователя покрасочной системы, соответствующей настоящему изобретению;
Фиг. 7C - другой интерфейс пользователя покрасочной системы, соответствующей настоящему изобретению;
Фиг. 8 - блок-схема последовательности выполнения операций примерного способа, реализованного в соответствии с настоящим изобретением; и
Фиг. 9 - блок-схема последовательности выполнения операций другого примерного способа, реализованного в соответствии с настоящим изобретением.
Подробное описание
Настоящее изобретение распространяется на системы, способы и устройство, выполненные с возможностью автоматического или с помощью интерфейса пользователя сбора разнообразных данные от покрасочного производственного средства и идентификации одного или более атрибутов краски или покрасочного процесса, при которых готовое окрашенное изделие с отверждаемой пленкой может оказаться вне желаемого диапазона. В частности, настоящее изобретение может содержать различные компьютерные модули и/или модули датчиков, выполненные с возможностью получения данных считывания датчиков или данных считывания устройства ввода человеком и затем анализа всех переменных, чтобы проверить правильность изменений существующих или создать предложенные скорректированные рабочие параметры. Данные считывания датчика или устройства могут содержать как текущие рабочие параметры, так и экологические данные. Дополнительно, такие данные, как рецептуры покраски, могут использоваться совместно географически разнесенными покрасочными производственными средствами и выходной результат может быть оптимизирован.
Соответственно, настоящее изобретение может обеспечить значительный технический прогресс и разрешить давно назревшие потребности внутри области крупномасштабного нанесения покрасочных покрытий. Например, настоящее изобретение может обеспечить интуитивный интерфейс для управления сложным процессом покрасочного покрытия. Дополнительно, настоящее изобретение может обеспечить предложения по автоматическому исследованию на компьютерной основе, чтобы упреждающе корректировать потенциальные проблемы внутри процесса покрасочного покрытия. Дополнительно, настоящее изобретение может обеспечить способы оптимизации процессов покраски среди множества географически разнесенных покрасочных производственных средств.
При нанесении на изделие красочных и других покрытий, дискретное слежение и управление могут быть жизненно важными на каждом независимом этапе. Например, характеристики окончательного покрытия могут в большой степени зависеть от управления технологическим процессом и совместимости, с которой каждый индивидуальный слой и покрытие наносится, сушится или иным образом отверждается. Следует понимать, что если какой-либо этап в процессе нанесения покрасочного покрытия значительно выходит за пределы порогового значения, окончательное покрасочное покрытие может выходить за пределы заданных технических требований.
Идентификация и поддержание соответствующей химии покрытия могут быть критическим этапом при получении или достижении требуемых конечных свойств характеристик пленки. Химия покрытий и процессы покраски, однако, стали как никогда сложными. Повышенная сложность, по меньшей мере частично, вызвана все более растущими техническими требованиями потребителей, социальным запросом на снижение общих влияний на окружающую среду, затратами в направлении снижения потребления энергии и требованиями высокого качества.
Поскольку технические требования к покрытию возросли и сложность увеличилась, традиционные ремесленные подходы управления покрасочными производственными средствами стали непригодны и неэффективны. В частности, те, кто обладают общими знаниями в области отрасли покраски, признают, что существуют зависимости между химией покрытий, нанесением покрытий и применяемыми процессами и конечным окрашенным изделием. Несмотря на такое признание, традиционные способы неспособны продемонстрировать или использовать динамическое понимание управления покраской и контроля множества разнообразных переменных внутри покрасочного производственного средства. Например, традиционные способы могут содержать менеджера по покраске, идентифицирующего конкретную проблему в процессе покраски и опирающегося на свой личный опыт, угадывая, какой процесс должен быть изменен, чтобы скорректировать проблему.
Настоящее изобретение может содержать в себе многочисленные переменные в отношении химического состава краски, в том числе, но не ограничиваясь только этим, тип химического состава, содержание сухого вещества, растворимость, вязкость, реологию, поведение при сдвиге, давлении, в потоке, при температуре и т. п. Аналогично, настоящее изобретение может содержать многочисленные переменные, относящиеся к нанесению покрасочных покрытий и процессам отверждения. Эти переменные могут содержать, но не ограничиваясь только этим, тип процесса покраски, показатель пропускной способности покрытия, скорость осаждения покрытия, климатические условия, давления, потоки, электрические напряжения, температуры, способности к распылению и энергии распыления, энергии парообразования, энергии отверждения и т. п.
В частности, каждая из упомянутых выше переменных может контролироваться, чтобы определить, попали ли они в пределы одного или более определенных порогов. Изобретение может содержать мобильное компьютерное устройство, которое может быть выполнено с возможностью проведения контроля переменных и анализа входных данных, чтобы определить состояние системы и получить в результате качество процесса покраски. Сбор данных может иметь множество различных форм, в том числе, но не ограничиваясь только этим, ввод человеком, автоматическую передачу от оборудования управления процессом, связь в ближнем поле или сбор данных, ввод данных от измерительных приборов, камер, устройств считывания штрих-кода или QR, запись переговоров или другие способы ввода. После введения, алгоритмы, способные прогнозировать результат процесса покраски, основываясь на диапазоне многопараметровых ввводов, могут анализировать данные.
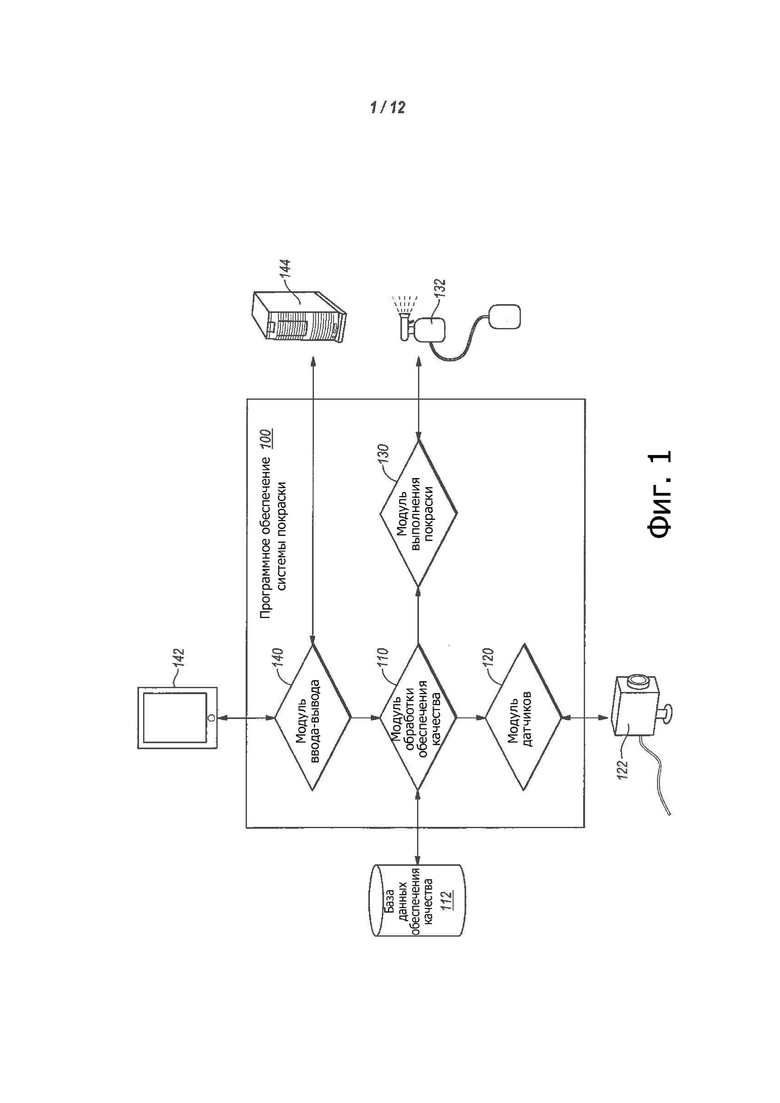
В соответствии с этими принципами, на фиг. 1 представлена система покраски, содержащая программное обеспечение 100 системы покраски. Как показано на чертеже, программное обеспечение 100 системы покраски может содержать различные модули и компоненты. Должно быть, однако, понятно, что модули и компоненты, показанные и описанные здесь, представлены только лишь с целью ясности и объяснения и не ограничивают систему никакой конкретной конфигурацией. В частности, другое программное обеспечение 100 системы покраски может как-либо иначе разделять, объединять или описывать различные модули и все же оставаться в рамках настоящего изобретения. Дополнительно, в различных вариантах осуществления модули могут содержать аппаратные компоненты, компоненты программного обеспечения или сочетания аппаратных и программных компонент.
На фиг. 1 показано, что программное обеспечение 100 системы покраски может осуществлять связь с базой 112 данных обеспечения качества, различными блоками 122 датчиков, различным производственным оборудованием 132 для нанесения покрасочных покрытий (например, распылители, покрасочные ванны, печи и т. д.), различными мобильными компьютерными устройствами 142 и различными удаленными серверами 144. При использовании программное обеспечение 100 системы покраски может как принимать информацию о процессе покраски, так и предлагать различные изменения и оптимизации, основываясь на принятой информации.
На фиг. 1 дополнительно показано, что программное обеспечение 100 системы покраски может также содержать модуль 110 процесса обеспечения качества. Модуль 110 процесса обеспечения качества может дополнительно осуществлять связь с различными другими модулями 120, 130, 140 и компонентами 112 внутри системы покраски. Например, модуль 110 процесса обеспечения качества может принимать данные датчиков от различных модулей 120 датчиков. Например, модуль датчика может осуществлять связь с камерой или спектрофотометром 122. Камера или спектрофотометр могут быть выполнены с возможностью идентификации конечного атрибута продукта покраски, таких как толщина пленки, цвет или конечный внешний вид готового окрашенного изделия. Дополнительно модуль 120 датчика может также осуществлять связь с различными другими датчиками, в том числе, но не ограничиваясь только этим, с термометрами, датчиками давления, датчиками глубины, датчиками обнаружения химических веществ, универсальными измерительными приборами и другим устройствами датчиков, связанными с процессом покраски.
Дополнительно, модуль 110 процесса обеспечения качества может принимать входную информацию от пользователя через мобильное компьютерное устройство 142. Например, пользователь может вручную вводить различные точки данных и результаты считывания датчика в мобильное компьютерное устройство 142 по мере того, как точки данных и результаты считывания датчика становятся доступны пользователю. Вместо использования мобильного компьютерного устройства, такого как планшет или смартфон, пользователь может использовать настольный компьютер, сервер или любое другое управляемое пользователем компьютерное устройство, чтобы взаимодействовать с программным обеспечением 100 системы покраски.
Когда модуль 110 процесса обеспечения качества принял одну или более точек данных, модуль 110 процесса обеспечения качества может принять конкретную производственную информацию от базы 112 данных обеспечения качества. Например, база 112 данных обеспечения качества может содержать различные технические требования к покраске, которые описывают желаемые или идеальные конечные атрибуты покраски. Дополнительно, база 112 данных обеспечения качества может также содержать различную рабочую пороговую информацию, которая описывает приемлемые пороги для различных процессов в пределах системы покраски. Например, может быть желательным нанести покрытие определенной толщины, покрытие с определенной вязкостью или нанести покрытие при конкретной температуре.
Модуль 110 процесса обеспечения качества может идентифицировать различные проблемы внутри системы покрасочного покрытия. Например, модуль 110 процесса обеспечения качества может идентифицировать нежелательную тенденцию, обнаруженную модулем 120 датчика. Точно также, модуль 110 процесса обеспечения качества может обнаружить, когда заданный порог был нарушен.
Основываясь на обнаруженном нежелательном поведении или предсказанном нежелательном результате, модуль 110 процесса обеспечения качества может предложить конкретные изменения, чтобы устранить проблему. Например, модуль 110 процесса обеспечения качества может послать предложение на модуль 140 ввода-вывода ("IO"), который затем может направить предложение соответствующему пользователю. В отношении настоящего изобретения многочисленные пользователи могут иметь доступ к различным компьютерным устройствам 142. Модуль 140 ввода-вывода может выборочно послать предложенное решение конкретному пользователю, который связан с конкретной точкой в процессе покраски. Например, предложение может коснуться предварительной покраски. Модуль 140 ввода-вывода может идентифицировать пользователя, ответственного за процесс предварительной покраски, и послать предложение только этому пользователю.
Альтернативно, модуль 110 процесса обеспечения качества может автоматически выполнить предложенное изменение, осуществляя связь непосредственно с модулем 130 покрасочного покрытия. Например, модуль 130 покрасочного покрытия может осуществлять связь со множеством различных машин 132 покрасочного покрытия. Например, модуль 130 покрасочного покрытия может осуществлять связь с аппликатором 132 покраски, таким как автоматизированный распылитель, пульверизатор, электростатический краскопульт, раструбный распылитель или какой-либо другой аппликатор покраски. Соответственно, после получения предложенного изменения, модуль 130 покрасочного покрытия может автоматически управлять аппликатором 132 покраски, чтобы осуществить предложенное изменение. Например, предложенное изменение может содержать повышенную скорость распыления. В этом случае модуль 130 покрасочного покрытия может повысить скорость распыления аппликатора 132 покраски. Следует понимать, однако, что любая машина или система в пределах покрасочного производственного средства может также управляться модулем 130 покрасочного покрытия.
Дополнительно, модуль 110 процесса обеспечения качества при определении предложенных изменений может опираться на многопараметровый анализ. Например, модуль 110 процесса обеспечения качества может опираться на текущие локальные метеорологические условия, многочисленные результаты считывания датчиков, конкретную информацию, относящуюся к типу и созданию различных покрасочных машин 132, и информацию, касающуюся различных компонент рецептуры красок. База данных 112 обеспечения качества может предоставить информацию, относящуюся к рецептуре красок, типу покрасочной машины, изготовителю и модели покрасочной машины и другую подобную информацию.
Дополнительно, модуль 110 процесса обеспечения качества может корректировать и видоизменять одно или более уравнений, используемых при многопараметровом анализе. Например, многопараметровый анализ может содержать компоненты, которые взвешиваются, основываясь на архивной обратной связи, принимаемой программным обеспечением 100 системы покраски. Например, основываясь на проанализированных архивных данных обратной связи, модуль 110 процесса обеспечения качества может идентифицировать, что конкретный химический компонент меняется на основе тепла и давления. Используя идентифицированную зависимость, модуль 110 процесса обеспечения качества может предложить решения и действия, необходимые для коррекции или модификации различных конечных атрибутов покрасочного продукта.
Со временем, однако, поскольку машина внутри покрасочного производственного средства заменяется или ремонтируется, одна или более переменных покрасочного процесса могут преднамеренно или непреднамеренно изменяться относительно их архивного значения. Модуль 110 процесса обеспечения качества может идентифицировать, что один или более датчиков обеспечивают обратную связь, которая не совпадает с архивными параметрами. Основываясь на отличной от ожидаемой обратной связи, модуль 110 процесса обеспечения качества может автоматически изучить и скорректировать многопараметровый анализ, чтобы учесть скорректированные параметры. Дополнительно, настоящее изобретение может определить, когда конкретный датчик бездействует или дает ошибочные повторяющиеся показания. Например, после получения результата считывания, который значительно превышает ожидаемый порог, настоящее изобретение может сигнализировать, что соответствующий датчик нуждается в проверке.
Дополнительно, модуль 110 обеспечения качества может идентифицировать ранее неизвестные ассоциации и тенденции между производственными переменными покраски. Например, используя технологии машинного обучения, модуль 110 обеспечения качества может идентифицировать ранее неизвестные зависимости между локальной влажностью, конкретными химическими веществами внутри рецептуры краски и характеристиками отверждения краски.
После идентификации этих зависимостей модуль 110 обеспечения качества может ввести эти зависимости в будущие предлагаемые изменения. Например, модуль 110 обеспечения качества может идентифицировать, что вследствие изменения влажности и ее влияния на конкретное химическое вещество в пределах рецептуры краски, распылитель должен быть скорректирован, чтобы гарантировать, что краска удовлетворяет заданным техническим требованиям. Соответственно, настоящее изобретение может автоматически идентифицировать зависимости, неизвестные в традиционной технологии, и может автоматически предлагать изменения в покрасочном процессе, основываясь на идентифицированных зависимостях.
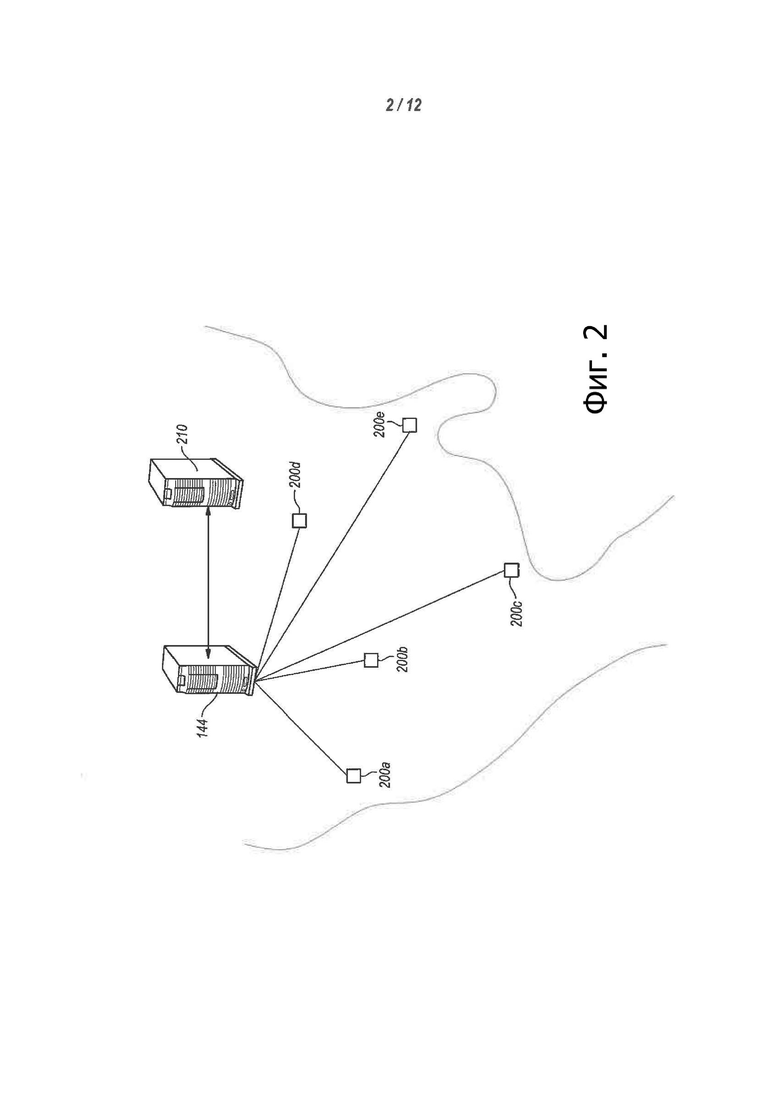
Дополнительно, программное обеспечение 100 покраски может также осуществлять связь через модуль 140 ввода-вывода с удаленным сервером 144. Удаленный сервер 144 может, например, содержать центральный процессорный концентратор (например, фиг. 2), осуществляющий связь с многочисленными копиями программного обеспечения 100 системы покраски, разбросанной по множеству географически распределенных покрасочных производственных средств.
Например, на фиг. 2 схематично представлен удаленный сервер 144, осуществляющий связь с многочисленными покрасочными производственными средствами 200(a-e). Удаленный сервер 144 может принимать различные результаты считывания датчиков, данные по результирующему качеству покрытия и данные технологических процессов от различных покрасочных производственных средств 200(a-e). Используя эту информацию, удаленный сервер 144 может идентифицировать тенденции на каждом из соответствующих покрасочных производственных средств 200(a-e). Дополнительно, удаленный сервер 144 может идентифицировать оптимизацию, которая может проводиться на различных производственных средствах. Например, удаленный сервер 144 может идентифицировать, как корректировать производственный процесс изготовления краски и процесс нанесения, чтобы приспособиться к изменениям влажности на конкретном покрасочном производственном средстве 200e, находящемся во влажном регионе. Удаленный сервер 144 может затем автоматически обеспечивать коррекцию на другом покрасочном производственном средстве 200b внутри второго региона, который подвергается необыкновенно высокой для второго региона влажности.
По существу, настоящее изобретение может предоставлять значительные преимущества по сравнению с традиционным "ремесленным" подходом к нанесению покрасочного покрытия. Конкретно, настоящее изобретение может приспосабливать знания лица, ответственного за смену, в отношении вариаций или ограничений. Например, бригадир смены в одном регионе относительно другого региона может иметь небольшой или никакой опыт того, что делать с чрезмерной влажностью. Поскольку настоящее изобретение может совместно использовать информацию по различным географическим регионам и для разных климатов, системы, соответствующие настоящему изобретению, могут обеспечивать оптимизацию и корректировки, которые ранее были невозможны.
Дополнительно, настоящее изобретение обеспечивает системы и способы для объединения рецептур краски для многочисленных географически различных мест. Например, конкретный синий цвет, созданный на покрасочном производстве 200a, может потребовать уникальной и другой рецептуры краски, отличной от производственного средства 200e, чтобы создать тот же самый синий цвет. Следует понимать, что существенные технические и финансовые трудности, связанные с созданием уникальных рецептур краски для каждого покрасочного производственного средства, так чтобы на производственных средствах 200(a-e) могли быть достигнуты однородные цвета.
Дополнительно, настоящее изобретение обеспечивает высокую адаптацию к изменяющимся типам погоды в местах расположения индивидуальных производственных средств, изменению и обновлению машин в индивидуальных производственных средствах как в форме обновления, выполняемого по частям, так и при полном обновлении всех производственных средств, и точно прослеживая конкретные результаты на различных производственных средствах. В отличие от недостатков традиционной технологии, настоящее изобретение может автоматически идентифицировать общие тенденции и отличия среди всевозможных различных покрасочных производственных средств 200(a-e), не касаясь различий в машинах, погоде и других локальных переменных. Используя эту информацию, можно автоматически осуществлять существенные усовершенствования качества покрасочного покрытия и эффективности.
Например, удаленный сервер 144 может идентифицировать рецептуры красок, которые могут обычно использоваться многочисленными покрасочными производственными средствами 200(a-e), чтобы создавать покрытия, способные удовлетворить одним и тем же конечным техническим требованиям или атрибутам. Например, конкретная рецептура краски может использоваться на покрасочном производственном средстве 200a, чтобы создать особый цвет зелени. Используя информацию, принятую одновременно от покрасочного производственного средства 200a и от покрасочного производственного средства 200e, удаленный сервер 144 может идентифицировать, что покрасочное производственное средство 200e использует ту же самую рецептуру краски, что и покрасочное производственное средство 200a, но с другими рабочими параметрами производственного средства, чтобы создать тот же самый цвет зелени. По существу, удаленный сервер 144 может сэкономить затраты, посылая одну и ту же рецептуру на оба производственных средства 200a, 200e и позволяя локальным модулям 110 процесса обеспечения качества вносить необходимые уникальные корректировки на каждом производственном средстве 200a, 200e, чтобы создать правильное покрытие.
Кроме того, удаленный сервер 144 может также автоматически управлять материально-производственными запасами на сервере 210 материально-производственных запасов, основываясь на информации, принятой от различных покрасочных производственных средств 200(a-e). Например, удаленный сервер 144 может идентифицировать, что конкретный химический компонент на конкретном покрасочном производственном средстве подходит к концу. Удаленный сервер 144 может иметь возможность автоматически инициировать порядок пополнения химического вещества прежде, чем оно закончится на покрасочном производственном средстве.
Дополнительно, удаленный сервер 144 может автоматически корректировать производство краски, основываясь на обнаруженных изменениях погоды и/или на других параметрах. Например, удаленный сервер 144 может принимать информацию о прогнозе погоды для одного или более мест покрасочных производственных средств 200(a-e). Дополнительно, удаленный сервер 144 может идентифицировать ту погодную тенденцию, которая имеет место или прогнозируется в месте расположения конкретного покрасочного производственного средства 200a и будет иметь неблагоприятное воздействие на конкретное покрытие, которое покрасочное производственное средство 200a намеревается произвести. После такого определения удаленный сервер 144 может автоматически передвинуть последовательность операций с покрасочного производственного средства 200a, на которое оказывает вредное воздействие погода, на другое покрасочное производственное средство 200b, которое не подвергается или не испытывает как-либо иначе на себе неблагоприятных воздействий.
Использование удаленного сервера 144 в рамках настоящего описания предназначается только для указания, что компьютерный модуль является удаленным по меньшей мере от одного из покрасочных производственных средств. Одно из покрасочных производственных средств может содержать в себе удаленный сервер 144, так чтобы все другие покрасочные средства осуществляли связь с одним главным производственным средством. Альтернативно, удаленный сервер 144 может располагаться на многих покрасочных средствах 200(a-e) или даже на всех покрасочных средствах 200(a-e), реализуя распределенную систему.
Как обсуждалось выше, настоящее изобретение может также содержать мобильные компьютерные устройства 142. Мобильные компьютерные устройства 142 могут быть как устройствами ввода, так и устройствами вывода. Например, техник по покраске может вводить различные переменные покраски в мобильное компьютерное устройство 142. Входные переменные могут затем вводиться в программное обеспечение 100 покрасочной системы.
Дополнительно, мобильное компьютерное устройство 142 может использоваться для отображения предложенных изменений, сформированных модулем 110 процесса обеспечения качества. Например, техник, работающий на участке предварительной покраски покрасочного производственного средства, может получить предложенное изменение, чтобы скорректировать определенный аспект процесса предварительной покраски. Соответственно, мобильное компьютерное устройство 142 может предоставить уникальные и новые способы техническому персоналу, отвечающему за определенные области на покрасочном производственном средстве, чтобы получить предложенные изменения, учитывающие условия и переменные на протяжении всего производственного процесса покраски. Точно также, настоящее изобретение может предоставлять руководителям покрасочного производственного средства быстрый и легкий доступ к информации, относящейся ко всему покрасочному производственному средству.
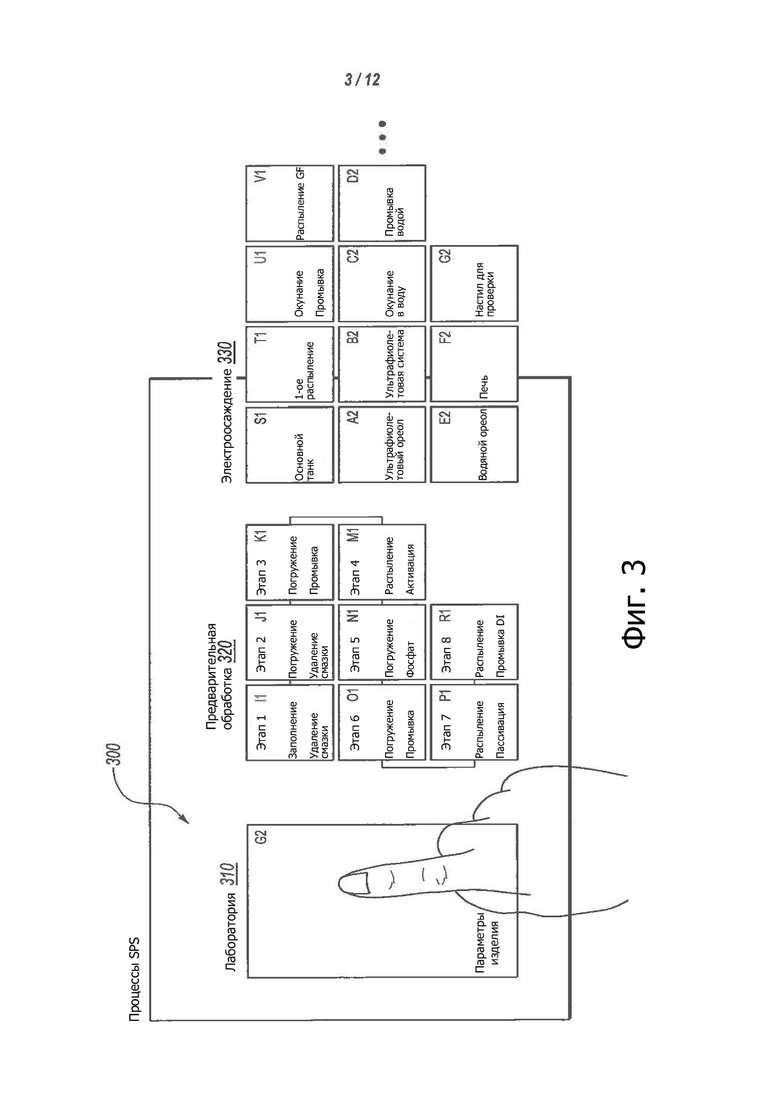
Например, на фиг. 3 показан интерфейс 300 пользователя, состоящий из значков 310, 320, 330, представляющих различные аспекты процесса покраски. Значки могут содержать значок 310 лаборатории, набор значков 320 предварительной обработки, набор значков 330 электроосаждения и любое количество других значков, необходимых для представления различных частей процесса покраски. В сущности, используя интерфейс 300 пользователя, показанный на фиг. 3, пользователь может быстро и легко получать доступ к информации, касающейся любой индивидуальной части процесса покраски.
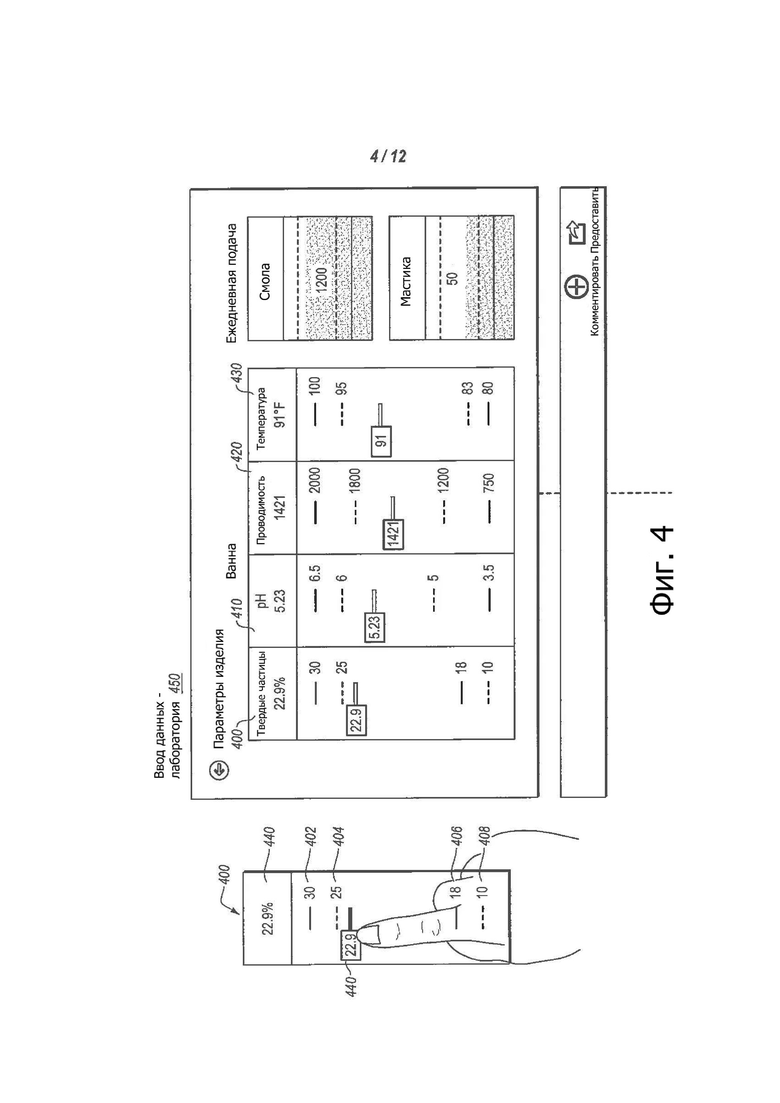
Например, при выборе значка 310 лаборатории, пользователю может отображаться лабораторный интерфейс 450, как показано на фиг. 4. Лабораторный интерфейс 450 может содержать различные входные и выходные данные, касающиеся химических веществ рецептуры краски. Например, образец лабораторного интерфейса 450, показанный на фиг. 4, содержит карту 400 твердых частиц, карту 410 PH, карту удельной проводимости для 20, температурную карту 430 и другие различные информационные карты.
На фиг. 4 также показан развернутый вид карты 400 твердых частиц, показывающий текущее состояние индикатора 440 количеств с различными порогами 402, 404, 406, 408. Индикатор 440 текущего состояния может указывать текущий процент обнаруженных твердых частиц. Дополнительно, индикатор текущего состояния может также указывать заданный пользователем процент твердых частиц при покраске. Например, пользователь может выбрать индикатор 440 текущего состояния и регулировать количество твердых частиц, чтобы отразить требуемый уровень твердых частиц в краске внутри покрытия.
Фиг. 4 показано, что по мере того, как пользователь корректирует требуемое количество 440 твердых частиц, индикаторы, относящиеся к другим переменным 410, 420, 430, могут автоматически самокорректироваться, чтобы отражать обнаруженные изменения на каждом из соответствующих уровней или отображать вычисленные изменения внутри каждого из соответствующих уровней. Соответственно, информация, отображаемая в рамках интерфейса 450 пользователя может динамически обновляться, чтобы отражать считанные данные, динамически обновленные, чтобы представлять расчетные и/или вручную скорректированные пользователем данные.
В качестве примера пользователя, корректирующего значение в рамках интерфейса 450 пользователя, модуль 110 процесса обеспечения качества может предложить, чтобы пользователь уменьшил процент содержания твердых частиц с 22,9 % до 21,3 %. Причина предложенного изменения не обязательно может быть связана с неправильным процентом твердых частиц, а может быть связана связью, причина которой не очевидна, пока процесс покраски не продвинется далее. По существу, корректировка процента содержания твердых частиц может не давать заметного эффекта для пользователя, фактически проводящего корректировку, но может устранить потенциальную проблему в последующем процессе.
Интерфейс пользователя может также содержать пороги 402, 404, 406, 408. Пороги могут указывать пределы запасов прочности, качественных факторов и других подобные ограничения. Например, первый верхний порог 404 может указать порог, который может пересекаться только в течение конкретного промежутка времени. Второй верхний порог 402 ограничения может указывать уровень, который никогда не должен пересекаться из-за проблем безопасности. Соответственно, наблюдение пользователем за текущим состоянием индикатора 440 может сразу определять, находится ли индикатор в допустимых пределах. Точно также, пользователь, корректирующий текущий индикатор 440, может ясно и легко видеть допустимые диапазоны коррекции.
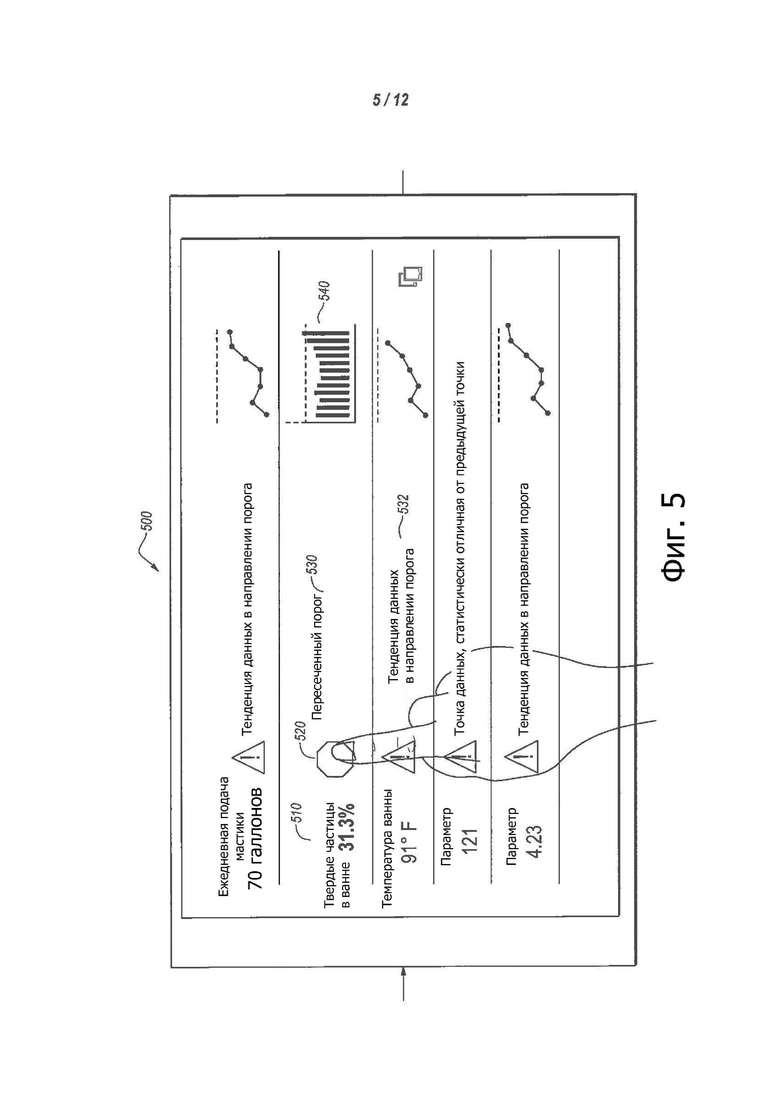
На фиг. 5 показан интерфейс 500 пользователя для намечаемых действий. Как показано на чертеже, интерфейс 500 пользователя для намечаемых действий может содержать различные предупреждения, относящиеся к текущей работе покрасочного производственного средства. Предупреждения могут фильтроваться индивидуальным пользователем, получающим доступ к интерфейсу 500 для намечаемых действий. Например, пользователю, связанному с процессом отверждения, будут отображаться только предупреждения, находящиеся в пределах возможностей его управления.
Интерфейс 500 пользователя для намечаемых действий может также содержать значок индикатора 520 предупреждения, который визуально показывает пользователю важность конкретного указания. Например, интерфейс 500 для намечаемых действий содержит восклицательные знаки для предупреждений и знаки остановки для критических позиций. Дополнительно, интерфейс пользователя для намечаемых действий может содержать числовую индикацию 510, отображающую показания датчика, являющиеся причиной беспокойства. Дополнительно, датчик 500 может содержать краткое описание 530 существующей проблемы. Краткое описание может дополнительно содержать график или другое числовое представление предыдущих показаний 540 датчика.
Следует понимать, что интерфейс 500 для намечаемых действий может содержать предупреждения для результатов считывания пересеченных порогов 530, для результатов считывания, имеющих тенденцию движения в направлении порогов 532, для статистических аномалий между одновременными результатами считывания и для других проблем, аналитически идентифицированных модулем 110 процесса обеспечения качества. Пользователь может получать доступ к дополнительной информации, относящейся к каждому предупреждению, просто выбирая предупреждение внутри интерфейса 500 для намечаемых действий. Когда предупреждение выбрано, пользователю может быть предоставлен интерфейс, подобный интерфейсу, показанному на фиг. 4 и описанному выше.
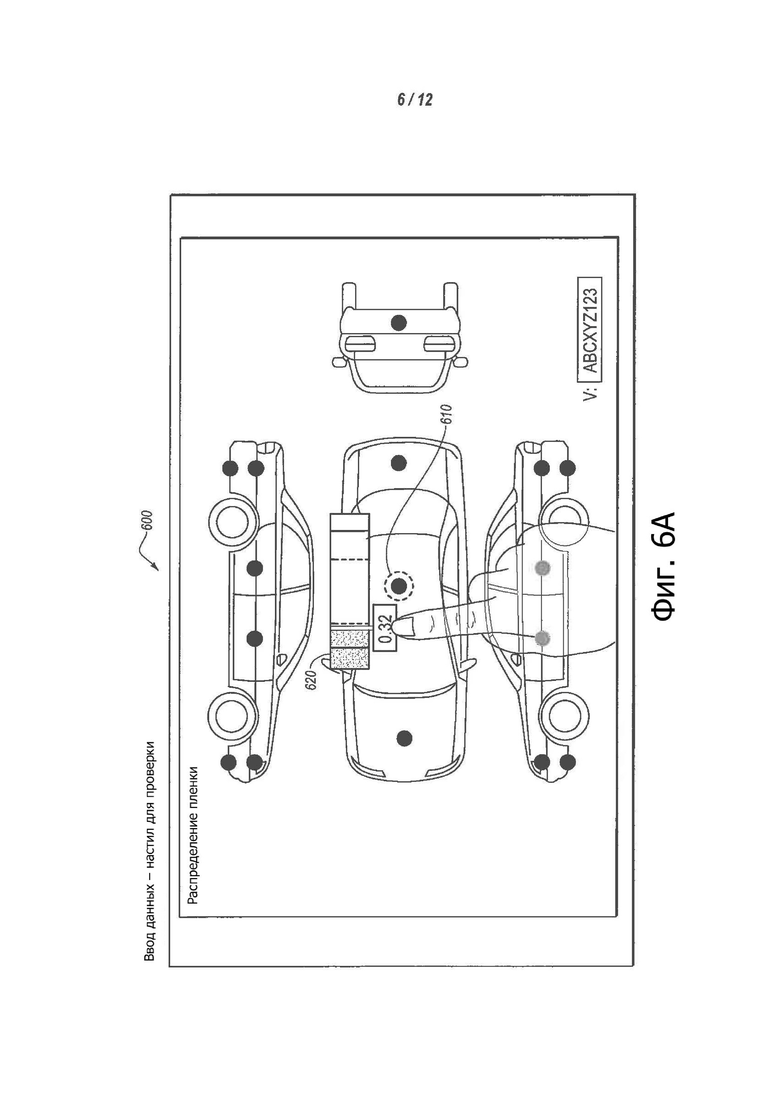
В дополнение к приему предупреждений через интерфейс 500 для намечаемых действий, пользователь может также сам вводить в систему предупреждения и проблемы. Например, на фиг. 6 представлена проблема, информирующая интерфейс 600 пользователя о сообщении по конкретным проблемам, идентифицированным в пределах готовой продукции. Готовой продукцией, показанной на фиг. 6, является автомобиль. Например, после идентификации, что толщина покрытия для крыши автомобиля недостаточна, пользователь может выбрать крышу автомобиля 610 и указать на графике 620 обнаруженную проблему. Этот и подобные интерфейсы могут быть необходимы для ввода данных, которые датчики неспособны собрать автоматически. Дополнительно, этот и подобные интерфейсы могут быть необходимы, чтобы дополнительно объяснить данные датчиков.
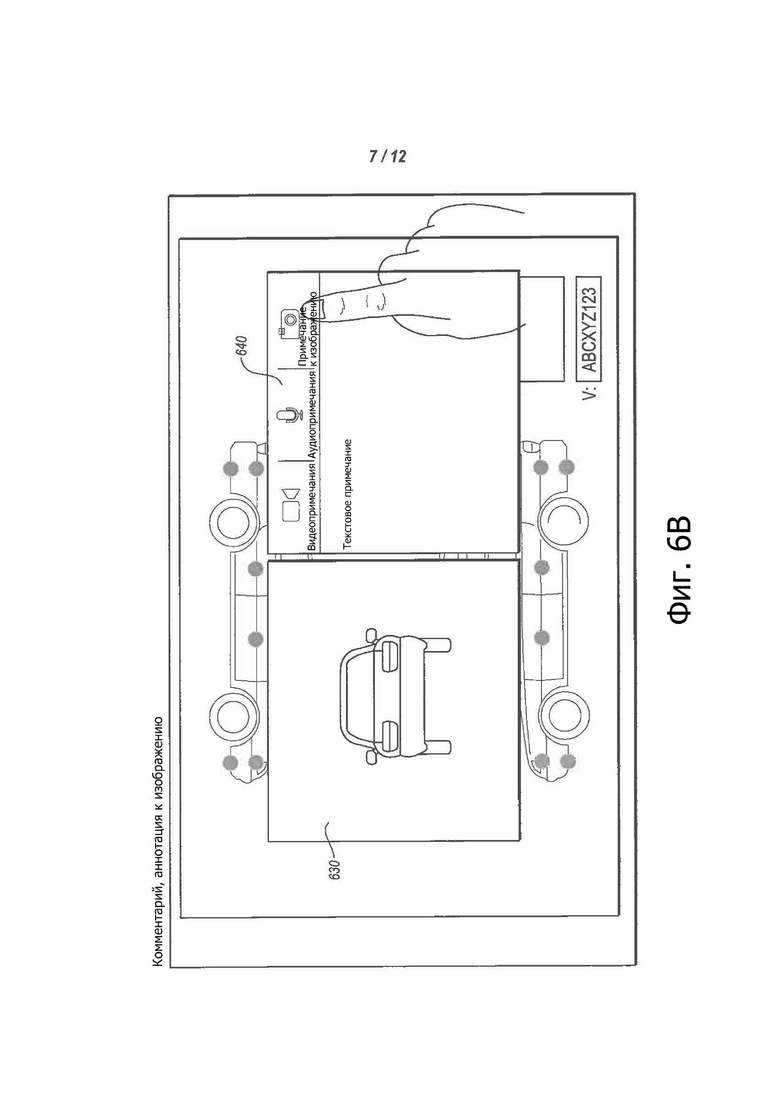
Например, на фиг. 6B показан интерфейс 630 ввода данных пользователя. Интерфейс 630 ввода данных пользователя может содержать участки эскизов, где пользователь может на изображении готового изделия рисовать и вводить текст, относящийся к готовому изделию, где пользователь может получать картину проблем, с которыми столкнулось готовое изделие, видеочасть, часть аудиозаписи и другие части для любых других средств ввода данных. Используя интерфейс 630 ввода пользователя, пользователь может четко сформулировать проблему и представить проблему, с тем, чтобы руководитель покрасочного производственного средства или специалист по поиску неисправностей мог посмотреть замечания пользователя.
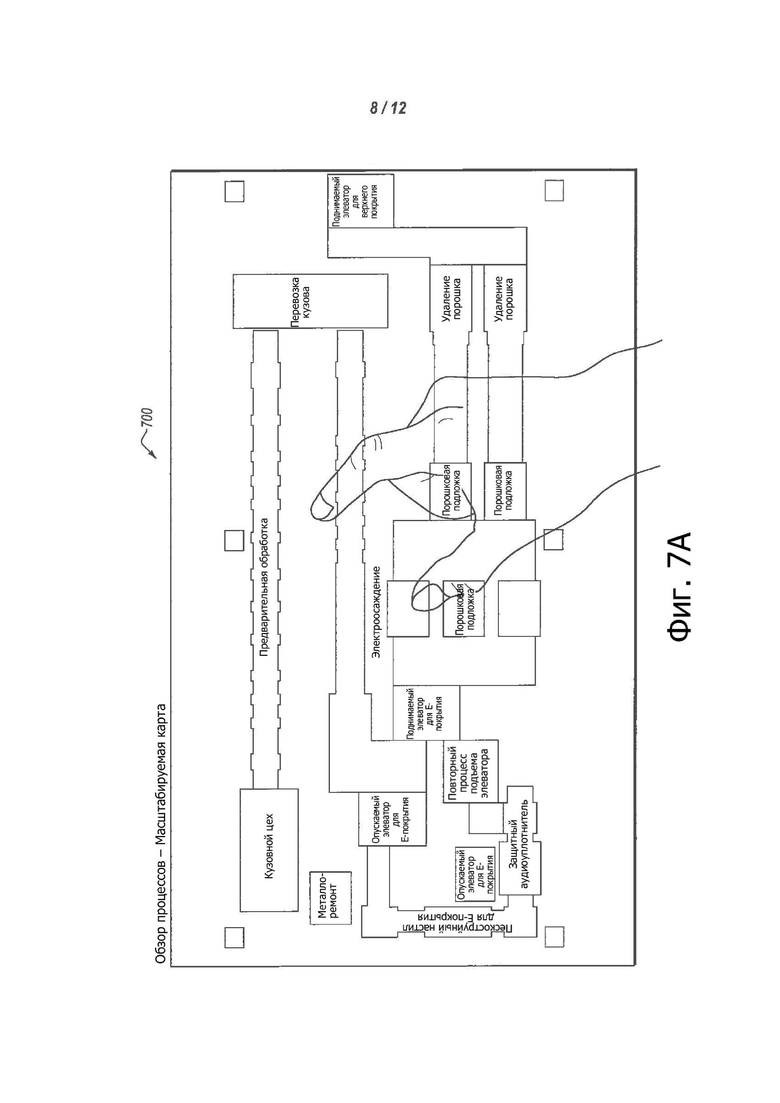
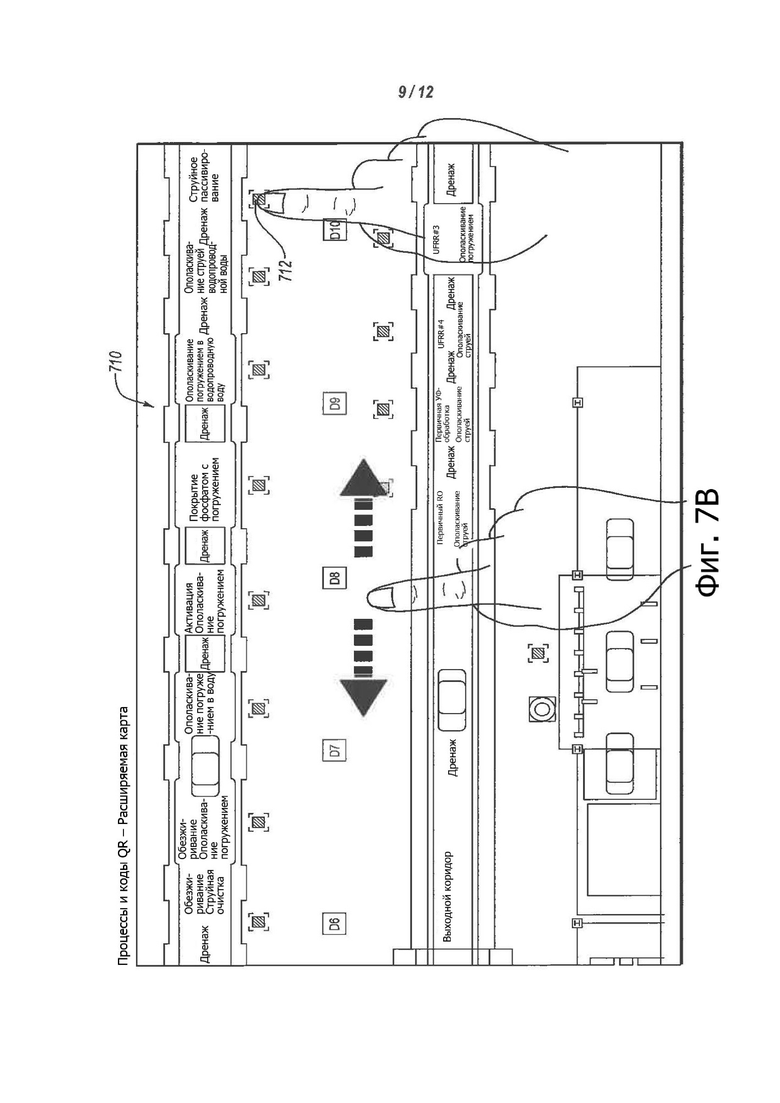
В дополнение к предоставлению пользователям возможностями поиска и устранения неисправностей, программное обеспечение 100 системы покраски может также предоставить руководителю покрасочного производственного средства общий обзор всего покрасочного производственного средства. Например, на фиг. 7A схематично показан интерфейс 700 покрасочного производственного средства. Интерфейс 700 пользователя может быть заказным для любого конкретного покрасочного производственного средства. Например, интерфейс 700 пользователя может быть разработан так, чтобы отображать фактическую планировку покрасочного производственного средства, прохождение изделия по покрасочному производственному средству или любую другую планировку, которое требуется пользователю.
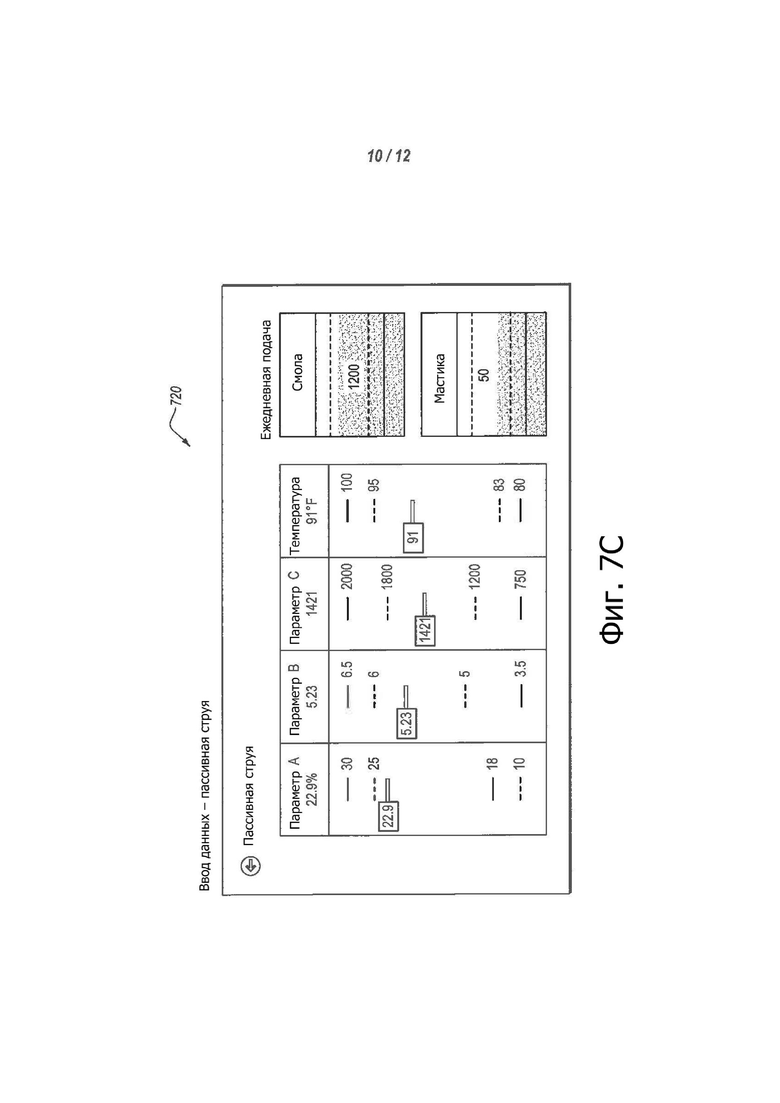
Внутри интерфейса 700, показанного на фиг. 7A, пользователю предоставляется физическая карта покрасочного производственного средства. Внутри физической карты пользователь может выбрать конкретный участок производственного средства, чтобы получить доступ к информации, относящейся к этой части. Например, фиг. 7B изображает в увеличенном масштабе участок карты, показанной на фиг. 7A. Интерфейс на фиг. 7B показывает отдельные процессы 710, имеющие место на этом участке покрасочного производственного средства. Дополнительно, пользователю могут предоставляться опции 712 доступа, чтобы получать доступ к дополнительной информации, касающейся каждого отдельного процесса покрасочного производственного средства. Например, после выбора процесса пассивного напыления пользователю может отображаться интерфейс 720 пассивного напыления, показанный на фиг. 7C.
Настоящее изобретение может обеспечивать множество интерфейсов пользователя для конкретных задач. Например, пользователь может получать доступ к интерфейсу пользователя, предоставляющий пользователю информацию и управление всей производственной линией покрасочного производственного средства. Аналогично, пользователь может получать доступ к другому интерфейсу пользователя, обеспечивающему пользователю предупреждения, касающиеся текущего процесса выполнения покраски. В сущности, настоящее изобретение обеспечивает динамичные и новые способы управления и контроля покрасочного производственного средства и процесса выполнения покраски.
Соответственно, фиг. 1-7C и соответствующий текст поясняют или как-либо иначе описывают один или более способов, систем и/или команд, хранящихся на носителе запоминающего устройства, для контроля и управления одним или более покрасочными производственными средствами. Следует понимать, что настоящее изобретение может также быть описано с точки зрения способов, содержащих один или более этапов для достижения конкретного результата. Например, фиг. 8 и 9 и соответствующий текст поясняют блок-схемы последовательности выполнения этапов способа контроля и управления одним или более покрасочными производственными средствами. Этапы, показанные на фиг. 8 и 9, описываются ниже со ссылкой на компоненты и модули, показанные на фиг. 1-7C.
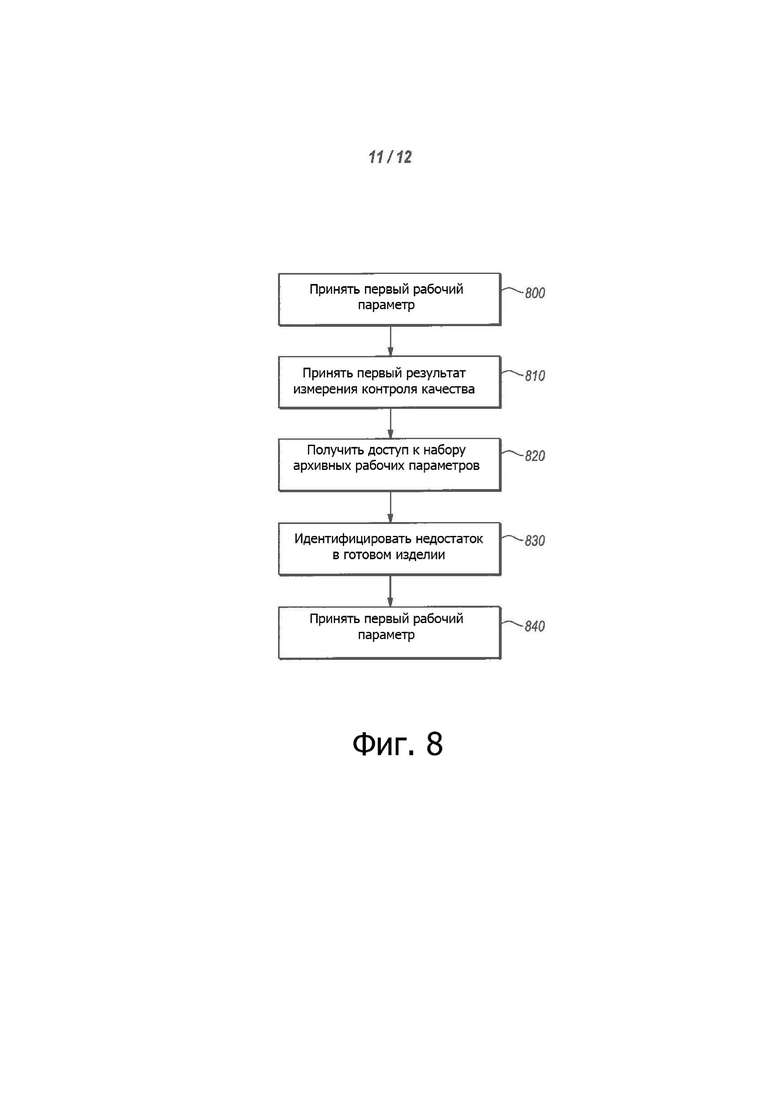
Например, на фиг. 8 показано, что блок-схема последовательности выполнения операций способа приема данных и предоставления вычисленных корректировок процесса выполнения покраски может содержать этап 800 приема первого рабочего параметра. Этап 800 может содержать прием на сервере от компьютерного устройства первого рабочего параметра, связанного с первой машиной выполнения покраски на первом покрасочном производственном средстве. Например, фиг. 1 и сопутствующее описание поясняют, что база 112 данных обеспечения качества может содержать различные рабочие параметры, такие как пороги, установившуюся практику, технические характеристики машин, выполняющих покраску, рецептуры краски и другие сопутствующие точки данных. В частности, база 112 данных обеспечения качества может содержать рабочий параметр, связанный с конкретной частью машины, выполняющей покраску.
Дополнительно, на фиг. 8 показано, что способ может содержать этап 810 получения первого результата измерения контроля качества. Этап 810 может содержать получение на сервере первое результата измерения контроля качества из анализа готового первый раз окрашенного изделия. Например, фиг. 1 и сопроводительное описание показывают, что камера или спектрофотометрический датчик 122 могут осуществлять связь различных результатов измерения контроля качества с программным обеспечением 100 системы покраски.
На фиг. 8 также показано, что способ может содержать этап 820 доступа к набору архивных рабочих параметров. Этап 820 может содержать получение доступа от базы данных набора архивных рабочих параметров, связанных с первой машиной процесса выполнения покраски. Например, фиг. 1 и сопроводительное описание дают пояснение к модулю 110 процесса обеспечения качества. Модуль 110 процесса обеспечения качества может получить архивные рабочие данные от базы 112 данных обеспечения качества. Архивные рабочие параметры могут содержать параметры работы машины, ранее внесенные коррекции, архивные выходные данные и другие подобные данные.
Далее, на фиг. 8 показано, что способ может содержать этап 830 идентификации недостатка в готовом изделии. Этап 830 может содержать автоматическую идентификацию недостатка в готовом изделии с первой покраской, основываясь на первом результате измерения контроля качества. Например, фиг. 1 и сопроводительное описание поясняют, что модуль 110 процесса обеспечения качества может идентифицировать недостаток в готовом изделии, основываясь на информации, полученной от модуля 120 датчика. Например, модуль обеспечения качества может определить, что толщина пленки выходит за пределы указанных порогов.
Также дополнительно, на фиг. 8 показано, что способ может содержать этап 840 передачи предложенной корректировки. Этап 840 может содержать передачу на экран компьютерного устройства предложенной корректировки первого рабочего параметра, которая должна устранить недостаток. Предложенная корректировка может учитывать архивные рабочие параметры, связанные с первой машиной, выполняющей покраску. Например, фиг. 1 и сопроводительное описание поясняют модуль 140 ввода-вывода (IO) , который передает предложенные корректировки компьютерному устройству 142. Например, интерфейсы 400, 500 пользователя , показанные на фиг. 4 и 5, показывают примеры предложенных изменений.
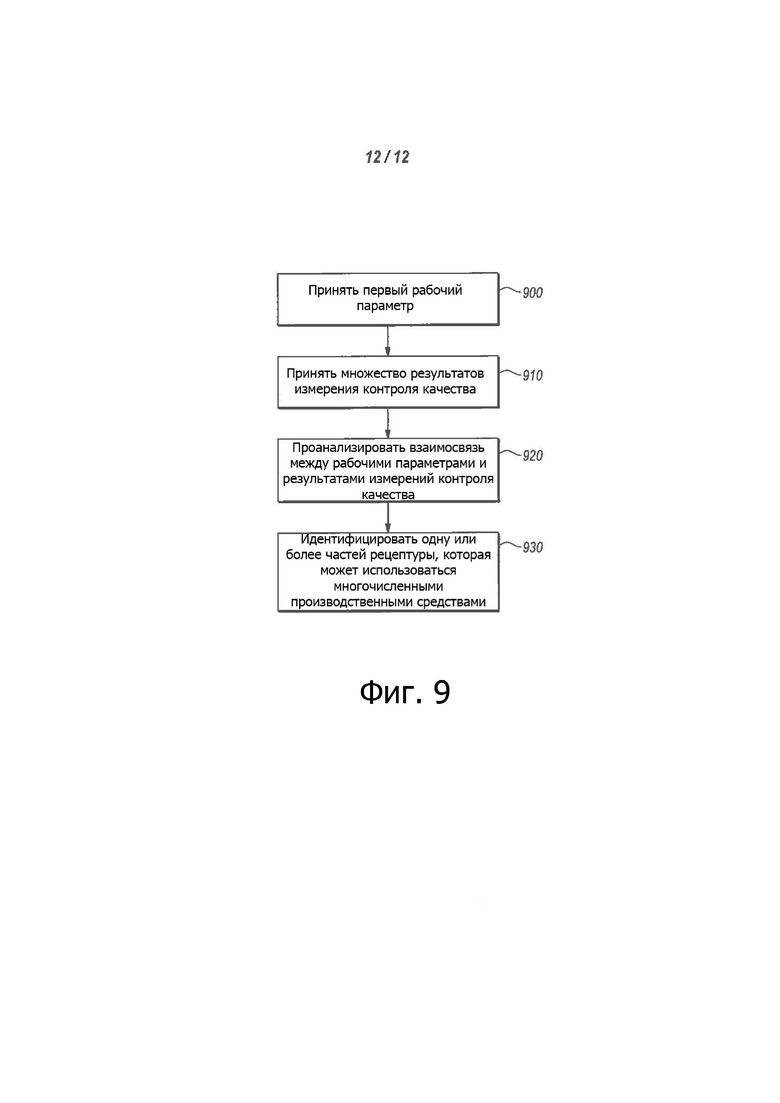
В дополнение к вышесказанному, на фиг. 9 показана блок-схема последовательности выполнения операций дополнительного или альтернативного способа получения данных и предоставления вычисленных корректировок процесса выполнения покраски. Например, фиг. 9 показывает, что способ может содержать этап 900 получения одного или более рабочих параметров от множества производственных средств. Этап 900 может содержать получение на сервере от множества покрасочных производственных средств одного или более рабочих параметров, уникальных для каждого соответствующего покрасочного производственного средства. Например, фиг. 2 и сопутствующее описание представляют удаленный сервер 144, осуществляющий с различными покрасочными производственными средствами 200(a-e) связь, охватывающую географически разнообразные области. Удаленный сервер 144 может получать рабочие параметры от каждого из уникальных покрасочных производственных средств 200(a-e).
Дополнительно, на фиг. 9 представлен способ, который может содержать этап 910 получения множества результатов измерений контроля качества. Этап 910 может содержать получение множества результатов измерений контроля качества из анализов готовых покрашенных изделий от каждого соответствующего покрасочного производственного средства. Например, каждое покрасочное производственное средство 200(a-e) может содержать свое собственное программное обеспечение 100 системы покраски. Каждое соответствующее программное обеспечение 100 системы покраски может содержать модуль 140 IO, осуществляющий связь с удаленным сервером 144. Конкретно, модуль 140 IO может передавать удаленному серверу 144 информацию, такую как результаты измерения контроля качества.
На фиг. 9 также представлен способ, который может содержать этап 920 анализа зависимостей между рабочими параметрами и результатами измерений контроля качества. Этап 920 может содержать автоматический анализ с помощью одного или более процессоров для получения зависимостей между архивными рабочими параметрами и архивными критериями контроля качества на каждом из покрасочных производственных средств. Например, фиг. 2 и сопроводительное описание представляют удаленный сервер 144, анализирующий информацию, получаемую от покрасочных производственных средств 200(a-e), чтобы распознать различные тенденции.
Дополнительно, фиг. 9 показывает, что способ может содержать действие 930 идентификации одной или более рецептур красок, которые могут использоваться на многочисленных производственных средствах. Этап 930 на основе проанализированных зависимостей может содержать идентификацию одной или более начальных формул краски, которые могут использоваться по меньшей мере двумя из множества покрасочных производственных средств и которые способны к созданию для краски особого продукта, удовлетворяющего заданным параметрам. Например, фиг. 2 и сопутствующее описание представляют пример, в котором удаленный сервер 144 определяет, что одна и та же рецептура краски может использоваться покрасочным производственным средством 200a и покрасочным производственным средством 200e, чтобы создать одинаковые конечные покрытия, хотя с разными рабочими параметрами на каждом из производственных средств 200a, 200e.
Соответственно, настоящее изобретение может обеспечивать значительные преимущества перед традиционными системами и способами и удовлетворять многочисленные давно назревшие потребности. Например, настоящее изобретение может автоматически идентифицировать отрицательные тенденции в рамках выполняющего покраску производственного средства. Дополнительно, настоящее изобретение может выполнять многопараметровый анализ, чтобы идентифицировать потенциальные изменения, которые могут быть введены, чтобы избежать отрицательных результатов. Дополнительно, настоящее изобретение может идентифицировать эффективность, которая может быть реализована на географически разнесенных и оперативно уникальных покрасочных производственных средствах.
Хотя предмет изобретения был описан на языке, специфическом для конструктивных признаков и/или методологических действий, следует понимать, что предмет изобретения, определенный в добавленной формуле изобретения, не обязательно ограничивается описанными признаками или действиями, описанными выше, или процессом действий, описанных выше. Скорее описанные признаки и действия раскрываются как примерные формы осуществления формулы изобретения.
Настоящее изобретение может содержать или использовать специализированную или универсальную компьютерную систему, содержащую компьютерное оборудование, такое как, например, один или более процессоров и системную память, как более подробно обсуждается ниже. Настоящее изобретение может также содержать физические и другие считываемые компьютером носители для переноса или хранения исполняемых компьютером команд и/или структур данных. Такие считываемые компьютером носители могут быть любыми доступными средами, к которым может получить доступ универсальная или специализированная компьютерная система. Считываемые компьютером носители, которые хранят исполняемые компьютером команды и/или структуры данных, являются носителями запоминающего устройства. Считываемые компьютером носители, которые переносят исполняемые компьютером команды и/или структуры данных, являются средами передачи. Таким образом, для примера, но не для ограничения, настоящее изобретение может содержать по меньшей мере два явно различных вида считываемых компьютером сред: среда компьютерного запоминающего устройства и среда передачи.
Средой компьютерного запоминающего устройства являются физические носители запоминающего устройства, которые хранят исполняемые компьютером команды и/или структуры данных. Физические носители запоминающего устройства содержат компьютерное оборудование, такое как RAM, ROM, EEPROM, твердотельные диски ("SSD"), флэш-память, память с изменением фазы ("PCM"), оптический диск, запоминающее устройство на магнитных дисках или другие запоминающие устройства с магнитным накопителем или любое другое запоминающее устройство(-а), которое может использоваться для хранения управляющей программы в форме исполняемых компьютером команд или структур данных, к которым можно получить доступ и которые можно исполнять универсальной или специализированной компьютерной системой, чтобы осуществить раскрытые функциональные возможности изобретения.
Передающие среды могут содержать сеть и/или каналы передачи данных, которые могут использоваться, чтобы нести код программы в форме исполняемых компьютером инструкций или структур данных, и к которым может получить доступ универсальная или вычислительная система специального назначения. "Сеть" определяется как один или более каналов передачи данных, позволяющих транспортировать электронные данные между компьютерными системами и/или модулями и/или другими электронными устройствами. Когда информация передается или предоставляется по сети или по другому связному соединению (по проводам или без проводов или с помощью комбинации проводной и беспроводной передачи) компьютерной системе, компьютерная система может рассматривать соединение как среду передачи. Сочетания упомянутого выше должны также содержаться в рамках объема считываемых компьютером носителей.
Дополнительно, после попадания в различные компоненты компьютерной системы управляющая программа в форме исполняемых компьютером команд или структур данных может переноситься автоматически с передающих сред на носители компьютерного запоминающего устройства (или наоборот). Например, исполняемые компьютером команды или структуры данных, полученные по сети или каналу передачи данных, могут быть буферированы в RAM внутри модуля сетевого интерфейса (например, "NIC") и затем в конечном счете переноситься в RAM компьютерной системы и/или на менее энергозависимый носитель запоминающего устройства в компьютерной системе. Таким образом, следует понимать, что носители запоминающего устройства могут содержаться в компонентах компьютерной системы, которые также (или даже в первую очередь) используют среды передачи.
Исполняемые компьютером команды содержат, например, команды и данные, которые, когда исполняются одним или более процессорами, заставляют универсальную компьютерную систему, специализированную компьютерную систему или специализированное устройство обработки выполнять определенную функцию или группу функций. Исполняемые компьютером команды могут быть, например, двоичными числами, командами в промежуточном формате, таком как ассемблер, или даже исходным кодом.
Специалисты в данной области техники должны понимать, что изобретение может быть реализовано на практике в среде компьютерных сетей со множеством типов конфигурации компьютерных систем, содержащих персональные компьютеры, настольные компьютеры, ноутбуки, процессоры сообщений, карманные устройства, мультипроцессорные системы, основанные на микропроцессорах или на программируемой бытовой электронике, сетевые персональные компьютеры, миникомпьютеры, большие компьютеры, мобильные телефоны, PDA, планшеты, пейджеры, роутеры, переключатели и т. п. Изобретение также может быть осуществлено на практике в средах распределенных систем, где локальные и удаленные компьютерные системы, которые связываются (посредством проводных каналов передачи данных, беспроводных каналов передачи данных или сочетанием проводных и беспроводных каналов передачи данных) через сеть, также вместе выполняют задачи. По существу, в среде распределенной системы компьютерная система может содержать множество входящих компьютерных систем. В среде распределенной системы программные модули могут располагаться как в локальных, так и в удаленных запоминающих устройствах памяти.
Специалисты в данной области техники должны также понимать, что изобретение может быть реализовано на практике в среде компьютерного облака. Среды компьютерного облака могут быть распределенными, хотя это не требуется. Когда они являются распределенными, среда компьютерного облака может распределяться на международном уровне внутри организации и/или иметь компоненты, принадлежащие многочисленным организациям. В настоящем описании и последующей формуле изобретения "компьютерное облако" определяется как модель, позволяющая через сетевой доступ по требованию получать доступ к совместно используемому пулу конфигурируемых компьютерных ресурсов (например, к сетям, серверам, запоминающим устройствам, приложениям и сервисам). Определение "компьютерного облака" не ограничивается ни одним из прочих многочисленных преимуществ, которые могут быть получены из такой модели, когда она развернута должным образом.
Модель с компьютерным облаком может быть образована различными характеристиками, такими как самообслуживание по требованию, широкий сетевой доступ, объединение ресурсов в пул, быстрая адаптация, измерительные услуги и т. д. Модель с компьютерным облаком может также пребывать в форме различных сервисных моделей, таких как, например, Software as a Service ("SaaS"), Platform as a Service ("PaaS"), и Infrastructure as a Service ("IaaS"). Модель с компьютерным облаком может также быть развернута, используя различные модели развертывания, такие как частное облако, общее облако, публичное облако, гибридное облако и т. д.
Модель с компьютерным облаком может содержать систему, имеющую один или более главных компьютеров, каждый из которых способен к работе с одной или более виртуальными машинами. Во время работы виртуальные машины эмулируют операционную компьютерную систему, поддерживая операционную систему и, возможно, также одно или более других приложений. Каждый главный компьютер может содержать гипервизор, который эмулирует виртуальные ресурсы для виртуальных машин, используя физические ресурсы, которые абстрагируются из представления виртуальных машин. Гипервизор также обеспечивает соответствующую развязку между виртуальными машинами. Таким образом, с точки зрения любой заданной виртуальной машины, гипервизор обеспечивает иллюзию, что виртуальная машина сопрягается с физическим ресурсом, даже при том, что виртуальная машина сопрягается только с внешним проявлением (например, виртуальным ресурсом) физического ресурса. Примерами физических ресурсов являются производительность обработки, память, дисковое пространство, ширину полосы сети, приводы носителей и т. д.
Настоящее изобретение может быть реализовано в других конкретных формах, не отступая от его сущности или основных характеристик. Приведенное выше описание нужно рассматривать во всех отношениях только как иллюстративное и не создающее ограничений. Объем изобретения, поэтому, указывается приложенной формулой изобретения, а не предшествующим описанием. Все изменения, попадающие в рамки смысла и в границы эквивалентности формулы изобретения, должны попадать в его объем.
Настоящее изобретение может, таким образом, быть связано, в частности, но без его ограничения, со следующими пунктами 1-15:
П. 1. Система контроля и управления одним или более процессом(-ами) выполнения покраски, причем упомянутая система содержит: первую систему выполнения покраски, посредством которой первый раз окрашенное изделие формируется из объекта, который должен быть окрашен при первом процессе выполнения покраски, одно или более первое измерительное устройство(-а) для определения по меньшей мере одного атрибута первый раз окрашенного изделия; базу данных первого процесса выполнения покраски, содержащую архивные данные по меньшей мере для одного атрибута первый раз окрашенного изделия в отношении множества рабочих параметров, связанных с первым процессом выполнения покраски, содержащим, по меньшей мере, условия окружающей среды, компоненты краски и рабочие параметры первой системы выполнения покраски; базу данных обеспечения качества, содержащую данные по идеальному диапазону и/или приемлемому диапазону по меньшей мере для одного атрибута первого окрашенного изделия; одно компьютерное устройство, выполненное с возможностью для более чем одного из связанных средствами связи компьютерных устройств быть полностью выполненным с возможностью: автоматического определения по меньшей мере одного атрибута первого окрашенного изделия посредством одного или более первого измерительного устройства; обнаружения недостатка в первом окрашенном изделии посредством модуля процесса обеспечения качества, который, осуществляя связь с одним или более первыми измерительными устройствами, имеет доступ к базе данных обеспечения качества и выполнен с возможностью обнаружения упомянутого недостатка, определяя выпадает ли один или более определенный по меньшей мере один атрибут первого окрашенного изделия за пределы его идеального диапазона и/или его приемлемого диапазона; обеспечения предложенной корректировки одного или более рабочих параметров, связанных с первым процессом выполнения покраски для коррекции упомянутого недостатка в первом окрашенном изделии посредством модуля конфигурации системы выполнения покраски, осуществляющего связь с модулем процесса обеспечения качества и первой системой выполнения покраски, который имеет доступ к первой базе данных процесса выполнения покраски и выполняется с возможностью осуществления первого многопараметрового анализа, основываясь на архивных данных, полученных от первой базы процесса выполнения покраски, для обеспечения предложенной корректировки, причем многопараметровый анализ учитывает, по меньшей мере, текущие условия окружающей среды, компоненты краски и рабочие параметры первой системы выполнения покраски первого процесса выполнения покраски; и передачу предложенной корректировки одного или более рабочих параметров, связанных с первым процессом выполнения покраски, на устройство отображения, выполненное с возможностью отображения предложенной корректировки и/или автоматической корректировки одного или более рабочих параметров, связанных с первым процессом выполнения покраски в соответствии с предложенной корректировкой модулем конфигурации системы выполнения покраски.
П. 2. Система по п. 1, в которой первая система выполнения покраски содержит по меньшей мере одно устройство выполнения покраски, которое ассоциируется со множеством корректируемых параметров, в которой, как вариант, модуль конфигурации системы выполнения покраски выполнен с возможностью автоматической корректировки по меньшей мере одного из корректируемых параметров одного или более устройств выполнения покраски, чтобы прийти в соответствие с предложенной корректировкой; и/или по меньшей мере участок архивных данных первой базы данных выполнения покраски связывается с рабочими параметрами первой системы выполнения покраски, которые специфичны для типа и выполняются по меньшей мере на одном устройстве выполнения покраски.
П. 3. Система по любому из п. 1 или 2, дополнительно содержащая один или более первых датчиков для определения одного или более рабочих параметров, ассоциированных с первым процессом выполнения покраски, в которой модуль датчика осуществляет связь с одним или более первыми датчиками и выполнен с возможностью автоматического измерения одного или более рабочих параметров, ассоциированных с первым процессом выполнения покраски.
П. 4. Система по любому из пп. 1-3, в которой модуль конфигурации системы выполнения покраски выполнен с возможностью неоднократного предоставления предлагаемых корректировок и автоматической корректировки одного или более рабочих параметров, ассоциированных с первым процессом выполнения покраски, чтобы соответствовать соответствующей предложенной корректировке для устранения обнаруженного недостатка в первый раз окрашенном изделии, причем модуль конфигурации выполнен с возможность обновления многопараметрового анализа на основе контура обратной связи, который учитывает измеренный один или более атрибутов первый раз окрашенного изделия, полученных применением скорректированного одного или более рабочих параметров, соответствующих соответствующей последней предшествующей предложенной корректировке в первом процессе выполнения покраски.
П. 5. Система по любому из пп. 1-4, дополнительно содержащая: вторую систему выполнения покраски, посредством которой второй раз окрашенное изделие формируется из объекта, который должен быть окрашен во втором процессе выполнения покраски, причем вторая система выполнения покраски находится в географически отличном месте, чем первая система выполнения покраски; одно или более вторых измерительных устройств, чтобы определить по меньшей мере один атрибут второго окрашенного изделия, и вторую базу данных процесса выполнения покраски, которая содержит архивные данные одного или более вторых атрибутов покраски изделия в отношении множества рабочих параметров, ассоциированных со вторым процессом выполнения покраски, в том числе, по меньшей мере, условия окружающей среды, компоненты краски и рабочие параметры второй системы выполнения покраски краски, и одно или более компьютерных устройств, выполненных с возможностью предоставления функций, аналогичных тем, которые определены в любом из п. 1 для первого процесса выполнения покраски относительно второго процесса выполнения покраски; и сервер, осуществляющий связь с первой системой выполнения покраски и второй системой выполнения покраски и имеющий доступ к первой базе данных процесса выполнения покраски и, как вариант, ко второй базе данных процесса выполнения покраски, где сервер выполнен с возможностью: приема индикации целевого покрасочного покрытия, которое должно наноситься в первом процессе выполнения покраски и во втором процессе выполнения покраски, причем целевое покрасочное покрытие ассоциируется с множеством требований к атрибутам в рамках заданных порогов, идентификации на основе данных, содержащих архивные данные, полученные из первой базы данных процесса выполнения покрытия и, как вариант, полученные из второй базы данных процесса выполнения покраски, первые рабочие параметры, ассоциированные с первым процессом выполнения покраски, и краски, и вторые рабочие параметры, ассоциированные со вторым процессом выполнения покраски, чтобы создать целевое покрасочное покрытие посредством первого процесса выполнения покраски, а также второго процесса выполнения покраски, с тем, чтобы упомянутое множество требований к атрибутам выполнялись в пределах заданных порогов, где идентифицированные первые рабочие параметры отличаются от идентифицированных вторых рабочих параметров.
П. 6. Система по п. 5, в которой сервер выполнен с возможностью идентификации общей рецептуры краски для целевого покрасочного покрытия, которую как первая система выполнения покраски, так и вторая система выполнения покраски способны использовать для создания целевого покрасочного покрытия, так чтобы упомянутое множество требований к атрибутам выполнялось в пределах заданных порогов.
П. 7. Система по любому из п. 5 или 6, в которой сервер выполнен с возможностью учета локальных метеорологических условий при идентификации первых рабочих параметров и вторых рабочих параметров для создания целевого покрасочного покрытия с помощью первого процесса выполнения покраски, а также второго процесса выполнения покраски, так чтобы упомянутое множество требований к атрибутам выполнялось в пределах заданных порогов.
П. 8. Осуществляемый компьютером способ контроля и управления одним или более процессами выполнения покраски, причем упомянутый способ содержит этапы, на которых: получают посредством компьютерного устройства один или более рабочих параметров, ассоциированных с первым процессом выполнения покраски, где первый раз окрашенное изделие формируется из объекта, который должен быть окрашен первой системой выполнения покраски; измеряют по меньшей мере один атрибут первый раз окрашенного изделия; передают результат измерения по меньшей мере одного атрибута первый раз окрашенного изделия компьютерному устройству; автоматически обнаруживают недостаток в первый раз окрашенном изделии, определяя, выходит ли результат измерения по меньшей мере одного окрашенного изделия за пределы идеального диапазона и/или его допустимого диапазона, причем упомянутые диапазоны могут быть получены от модуля процесса обеспечения качества; получают от первой базы данных процесса выполнения покраски доступ к набору архивных данных по меньшей мере для одного атрибута первый раз окрашенного изделия в отношении одного или более рабочих параметров, ассоциированных с первым процессом выполнения покраски; обеспечивают на основе упомянутых архивных данных предлагаемую корректировку по меньшей мере одного или более рабочих параметров, ассоциированных с первым процессом выполнения покраски для коррекции упомянутого недостатка; и отображают предложенную корректировку на устройстве отображения и/или автоматически корректируют один или более рабочих параметров, ассоциированных с первым процессом выполнения покраски, согласно предложенной корректировке.
П. 9. Способ по п. 8, в котором компьютерное устройство содержит сервер.
П. 10. Способ по п. 9, дополнительно содержащий этапы, на которых: получают посредством сервера один или более рабочих параметров, ассоциированных со вторым процессом выполнения покраски, где второй раз окрашенное изделие формируется из объекта, который должен быть окрашен посредством второй системы выполнения покраски, причем вторая система выполнения покраски находится в географически другом месте, отличном от первой системы выполнения покраски; измеряют по меньшей мере один атрибут второй раз окрашенного изделия; передают на сервер результат измерения по меньшей мере одного атрибута второй раз окрашенного продукта; сохраняют полученные результаты измерений атрибутов окрашенного продукта и соответствующие рабочие параметры; автоматически анализируют сохраненную информацию для получения зависимостей между архивными результатами измерений атрибутов окрашенного изделия и архивными рабочими параметрами как для первого процесса выполнения покраски, так и для второго процесса выполнения покраски; принимают посредством сервера индикацию целевого покрасочного покрытия, которое должно наноситься в первом процессе выполнения покраски и во втором процессе выполнения покраски, причем целевое покрасочное покрытие, ассоциируется с множеством требований к атрибутам в пределах заданных порогов, идентифицируя, основываясь на проанализированных зависимостях, по меньшей мере одну рецептуру краски, которая может быть использована как в первом процессе выполнения покраски, так и во втором процессе выполнения покраски, для создания целевого покрасочного покрытия, так чтобы множество требований к атрибутам выполнялись в пределах заданных порогов.
П. 11. Способ по п. 10, в котором первая система выполнения покраски содержит по меньшей мере одно первое устройство выполнения покраски, и вторая система выполнения покраски содержит по меньшей мере одно второе устройство выполнения покраски, которое имеет другой тип и исполнение, отличные от первого устройства выполнения покраски, и способ дополнительно содержит этапы, на которых: корректируют один или более рабочих параметров первой системы выполнения покраски, основываясь на типе и исполнении первого устройства выполнения покраски, и/или корректируют один или более рабочих параметров второй системы выполнения покраски, основываясь на типе и исполнении второго устройства выполнения покраски.
П. 12. Способ по любому из пп. 8-11, содержащий корректировку одного или более рабочих параметров, ассоциированных с первым процессом выполнения покраски, основываясь на текущих метеорологических условиях в географическом месте первой системы выполнения покраски, как вариант, дополнительно содержащий коррекцию одного или более рабочих параметров, ассоциированных со вторым процессом выполнения покраски, если имеется, основываясь на текущих метеорологических условиях в географическом месте расположения второй системы выполнения покраски, если имеется.
П. 13. Считываемый компьютером носитель, содержащий исполняемые компьютером команды, которые, когда выполняются компьютерным устройством, заставляют компьютерное устройство реализовывать способ по любому из пп. 8-12.
П. 14. Считываемый компьютером носитель, содержащий исполняемые компьютером команды, которые, когда выполняются компьютерным устройством, заставляют компьютерное устройство реализовывать способ, содержащий этапы, на которых: принимают посредством сервера от множества процессов выполнения покраски каждый один или более рабочих параметров, ассоциированных с соответствующим процессом выполнения покраски, в котором в каждом процессе выполнения покраски окрашенное изделие формируется из объекта, который должен быть окрашен посредством системы выполнения покраски; измеряют по меньшей мере один атрибут окрашенного изделия для каждого процесса выполнения покраски; передают результат измерения по меньшей мере одного атрибута окрашенного изделия на сервер; сохраняют принятый результат измерения по меньшей мере одного атрибута окрашенного изделия и соответствующие рабочие параметры; автоматически анализируют сохраненную информацию для получения зависимостей между архивными результатами измерений атрибутов окрашенного изделия и архивными рабочими параметрами для каждого из множества процессов выполнения покраски; принимают на сервере индикацию целевого покрасочного покрытия, которое должно наноситься в процессе выполнения покраски, причем целевое покрасочное покрытие ассоциируется с множеством требований к атрибутам в пределах заданных порогов, идентифицируя на основе проанализированных зависимостей по меньшей мере одну рецептуру краски, которая может использоваться по меньшей мере на двух из множества процессов выполнения покраски, чтобы создать целевое покрасочное покрытие, с тем, чтобы упомянутое множество требований к атрибутам выполнялись в пределах заданных порогов.
П. 15. Считываемый компьютером носитель по п. 14, в котором архивные рабочие параметры каждого из множества процессов выполнения покраски ассоциируются с локальными метеорологическими условиями в географическом месте расположения соответствующей системы выполнения покраски и/или ассоциируются с системой выполнения покраски, используемой в соответствующем процессе выполнения покраски.
| название | год | авторы | номер документа |
|---|---|---|---|
| Управление цветом | 2015 |
|
RU2707513C2 |
| СИСТЕМА, СПОСОБ И КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ ПРОДУКТ ДЛЯ ОПТИМИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА | 2021 |
|
RU2833336C1 |
| ИНФОРМАЦИОННАЯ СИСТЕМА ДЛЯ ПРОМЫШЛЕННЫХ МАШИН | 2010 |
|
RU2517334C2 |
| ТЕХНОЛОГИИ ДЛЯ ВЫДЕЛЕНИЯ КОНФИГУРИРУЕМЫХ ВЫЧИСЛИТЕЛЬНЫХ РЕСУРСОВ | 2015 |
|
RU2646323C2 |
| ПРЕДОСТАВЛЕНИЕ УСТРОЙСТВ В КАЧЕСТВЕ СЕРВИСА | 2014 |
|
RU2763314C2 |
| Система, содержащая средство индивидуальной защиты (PPE), c аналитической обработкой потоков данных для распознавания связанных с безопасностью событий | 2017 |
|
RU2719555C1 |
| ВИРТУАЛЬНАЯ ИГРОВАЯ СИСТЕМА И МЕТОД ЕЕ РАБОТЫ | 2015 |
|
RU2730383C2 |
| СПОСОБ ЦИФРОВОЙ ПЕЧАТИ НА КУЗОВЕ ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2659039C1 |
| СПОСОБ УЛУЧШЕНИЯ АКУСТИЧЕСКИХ СВОЙСТВ ПОВЕРХНОСТЕЙ, ОГРАЖДАЮЩИХ ОБЪЕМЫ ПРОСТРАНСТВА, И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА | 2009 |
|
RU2409727C1 |
| СИСТЕМА И СПОСОБ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ КВИТИРОВАНИЯ МЕЖДУ БЕСПРОВОДНЫМИ УСТРОЙСТВАМИ И СЕРВЕРАМИ | 2003 |
|
RU2357375C2 |
Изобретение относится к покраске и может быть использовано в автомобильной отрасли, отрасли коммерческих транспортных средств, в космической отрасли, легкой и тяжелой промышленностях, судостроительной и других отраслях. Первая система для контроля процесса выполнения покраски на первом производственном средстве и автоматической корректировки параметров покраски в рамках первой многопараметровой системы выполнения покраски на основе данных датчиков, собранных от различных первых модулей датчиков, принимающих данные от различных точек внутри первой системы выполнения покраски, содержит базу данных параметров обеспечения качества. База данных параметров обеспечения качества выполнена с возможностью предоставления индикации идеального диапазона атрибута окончательно покрашенного изделия. Система также содержит электронный модуль датчика, выполненный с возможностью автоматического измерения атрибута окончательно окрашенного изделия на готовом изделии, и модуль обработки обеспечения качества, выполненный с возможностью: приема по сети результата измерения атрибута окончательно покрашенного изделия от модуля электронного датчика и определения, что измеренный результат атрибута окончательно покрашенного изделия находится за пределами идеального диапазона. Кроме того, система содержит модуль конфигурации системы выполнения покраски, выполненный с возможностью обращения к базе данных первого производственного средства за одним или более рабочими параметрами от одной или более машин выполнения покраски, которые выполняют этап процесса покраски готового изделия, и за одним или более компонентами смеси краски, которые использовались в процессе покраски готового изделия, и определения, используя первый многопараметровый анализ, по меньшей мере одного или более первых рабочих параметров, которые, при корректировке, привели бы параметр окончательного окрашенного изделия для будущих изделий в рамки идеального диапазона. Многопараметровый анализ учитывает по меньшей мере текущие условия окружающей среды, параметры работы машины и компоненты краски. Система также содержит компьютерное устройство, содержащее экран, выполненный с возможностью отображения предложенной корректировки по меньшей мере одного рабочего параметра. Предложенная корректировка принимается от модуля конфигурации системы выполнения покраски. Изобретение также содержит способ, ориентированный на компьютерный сервер, для контроля процесса выполнения покраски, для приема данных и представления вычисленных корректировок в процессе выполнения покраски и компьютерную систему. Техническим результатом изобретения является обеспечение возможности автоматически идентифицировать отрицательные тенденции в рамках выполняющего покраску производственного средства, выполнять многопараметровый анализ и идентифицировать эффективность, которая может быть реализована на географически разнесенных и оперативно уникальных покрасочных производственных средствах. 3 н. и 17 з.п. ф-лы, 12 ил.
1. Первая система для контроля процесса выполнения покраски на первом производственном средстве и автоматической корректировки параметров покраски в рамках первой многопараметровой системы выполнения покраски на основе данных датчиков, собранных от различных первых модулей датчиков, принимающих данные от различных точек внутри первой системы выполнения покраски, причем упомянутая система содержит:
базу данных параметров обеспечения качества, причем база данных параметров обеспечения качества выполнена с возможностью предоставления индикации идеального диапазона атрибута окончательно покрашенного изделия;
электронный модуль датчика, выполненный с возможностью автоматического измерения атрибута окончательно окрашенного изделия на готовом изделии;
модуль обработки обеспечения качества, выполненный с возможностью:
приема по сети результата измерения атрибута окончательно покрашенного изделия от модуля электронного датчика и
определения, что измеренный результат атрибута окончательно покрашенного изделия находится за пределами идеального диапазона;
модуль конфигурации системы выполнения покраски, выполненный с возможностью:
обращения к базе данных первого производственного средства за одним или более рабочими параметрами от одной или более машин выполнения покраски, которые выполняют этап процесса покраски готового изделия, и за одним или более компонентами смеси краски, которые использовались в процессе покраски готового изделия, и
определения, используя первый многопараметровый анализ, по меньшей мере одного или более первых рабочих параметров, которые, при корректировке, привели бы параметр окончательного окрашенного изделия для будущих изделий в рамки идеального диапазона, причем многопараметровый анализ учитывает по меньшей мере текущие условия окружающей среды, параметры работы машины и компоненты краски; и
компьютерное устройство, содержащее экран, выполненный с возможностью отображения предложенной корректировки по меньшей мере одного рабочего параметра, причем предложенная корректировка принимается от модуля конфигурации системы выполнения покраски.
2. Система по п. 1, в которой по меньшей мере одна из машин выполнения покраски содержит аппликатор краски, связанный с множеством регулируемых рабочих параметров.
3. Система по п. 2, в которой модуль обработки обеспечения качества дополнительно выполнен с возможностью автоматической корректировки по меньшей мере одного из множества корректируемых рабочих параметров, связанных с аппликатором краски, для обеспечения соответствия предложенной корректировке.
4. Система по п. 2, в которой по меньшей мере часть одного или более рабочих параметров, полученных из базы данных машины, является специфической для типа и исполнения аппликатора краски.
5. Система по п. 1, в которой:
модуль конфигурации выполнения покраски дополнительно выполнен с возможностью обновления многопараметрового анализа;
причем многопараметровый анализ основан на контуре обратной связи, указывающем обновленный параметр окончательно покрашенного изделия для недавно изготовленного готового изделия, которое было окрашено с использованием по меньшей мере одного скорректированного параметра из указанного одного или более рабочих параметров.
6. Система по п. 1, дополнительно содержащая:
вторую систему выполнения покраски, выполненную с возможностью контроля процесса выполнения покраски на втором производственном средстве, причем вторая система выполнения покраски находится географически в другом месте, чем первая система выполнения покраски; и
центральный концентратор обработки данных, осуществляющий связь с первой системой выполнения покраски и второй системой выполнения покраски, причем центральный концентратор обработки выполнен с возможностью:
приема индикации определенного покрасочного покрытия, причем покрасочное покрытие связано с различными пороговыми требованиями к атрибуту, и
идентификации различных первых рабочих параметров, полученных от первого производственного средства, и различных вторых рабочих параметров, полученных от второго производственного средства, требующихся, чтобы должным образом создать указанное определенное покрасочное покрытие, так чтобы оно попадало в границы различных пороговых требований к атрибуту, причем первые рабочие параметры и вторые рабочие параметры различны.
7. Система по п. 6, в которой центральный концентратор обработки данных дополнительно выполнен с возможностью:
идентификации различных первых рабочих параметров, полученных от первого производственного средства, и различных вторых рабочих параметров, полученных от второго производственного средства, требующихся для создания должным образом указанного определенного покрасочного покрытия, так чтобы оно находилось в границах различных пороговых требований к атрибуту;
при этом как первое производственное средство, так и второе производственное средство используют общую рецептуру краски для получения атрибута окончательно окрашенного изделия.
8. Система по п. 7, в которой по меньшей мере один из первых рабочих параметров и вторых рабочих параметров подвержен влиянию локальных метеорологических условий.
9. Система по п. 6, в которой центральный концентратор обработки данных дополнительно выполнен с возможностью:
идентификации общей рецептуры краски для атрибута окончательно покрашенного изделия, который как первое производственное средство, так и второе производственное средство способны использовать для создания указанного определенного покрасочного покрытия, так чтобы оно попадало в границы различных пороговых требований к атрибуту.
10. Способ, ориентированный на компьютерный сервер, для контроля процесса выполнения покраски, способ для приема данных и предоставления вычисленных корректировок в процессе выполнения покраски, причем способ содержит этапы, на которых:
принимают на сервере от удаленного компьютерного устройства первый рабочий параметр, связанный с первой машиной обработки покраски на первом покрасочном производственном средстве;
принимают на сервере первый результат измерения контроля качества, полученный из анализа первого окончательно покрашенного изделия;
обращаются к базе данных за набором архивных рабочих параметров, связанных с первой машиной обработки покраски;
автоматически идентифицируют недостаток в первом окончательно покрашенном изделии на основе первого результата измерения контроля качества; и
передают на экран мобильного компьютерного устройства предложенную корректировку первого рабочего параметра, которая устранит недостаток;
причем предложенная корректировка учитывает архивные рабочие параметры, связанные с первой машиной обработки покраски.
11. Способ по п. 10, дополнительно содержащий этапы, на которых:
принимают на сервере от второго покрасочного производственного средства один или более рабочих параметров, которые уникальны для второго покрасочного производственного средства;
принимают на сервере второй результат измерения контроля качества, полученный из анализа вторых окончательно окрашенных изделий, от второго покрасочного производственного средства;
автоматически анализируют зависимости между архивными рабочими параметрами и архивными результатами измерения контроля качества как на первом покрасочном производственном средстве, так и на втором производственном средстве;
идентифицируют, основываясь на проанализированных зависимостях, по меньшей одну начальную рецептуру краски, которая может быть использована как на первом покрасочном производственном средстве, так и на втором покрасочном производственном средстве, чтобы создать определенное покрасочное покрытие, находящееся в пределах одного или более пороговых требований.
12. Способ по п. 10, дополнительно содержащий этап, на котором автоматически устанавливают предложенную корректировку для первого рабочего параметра.
13. Способ по п. 10, дополнительно содержащий этап, на котором корректируют первый рабочий параметр на основе текущих метеорологических условий на первом покрасочном производственном средстве.
14. Способ по п. 10, дополнительно содержащий этап, на котором:
корректируют второй рабочий параметр на основе текущих метеорологических условий на втором покрасочном производственном средстве;
причем корректировка первого рабочего параметра отличается от корректировки второго рабочего параметра из-за различия метеорологических условий на первом покрасочном производственном средстве и на втором покрасочном производственном средстве.
15. Способ по п. 10, в котором:
первая машина выполнения покраски содержит первый покрасочный аппликатор, а вторая машина выполнения покраски содержит второй покрасочный аппликатор, который имеет другие тип и исполнение, отличные от первого покрасочного аппликатора.
16. Способ по п. 15, дополнительно содержащий этап, на котором корректируют первый рабочий параметр на основе типа и исполнения первого покрасочного аппликатора.
17. Способ по п. 16, дополнительно содержащий этап, на котором:
корректируют второй рабочий параметр на основе типа и исполнения второго распылителя;
причем корректировка первого рабочего параметра отличается от корректировки второго рабочего параметра из-за различного типа и исполнения первого покрасочного аппликатора и второго покрасочного аппликатора.
18. Компьютерная система, содержащая:
один или более процессоров;
системную память; и
один или более считываемых компьютером носителей, хранящих исполняемые компьютером команды, которые при исполнении одним или более процессорами, вызывают выполнение компьютерной системой способа приема данных и предоставления вычисленных корректировок процессу выполнения покраски, причем упомянутый способ содержит этапы, на которых:
принимают на сервере от множества покрасочных производственных средств один или более рабочих параметров, уникальных для каждого соответствующего покрасочного производственного средства;
принимают множество результатов измерения контроля качества, полученных из анализа окончательно покрашенных изделий, от каждого соответствующего покрасочного производственного средства;
автоматически анализируют с помощью одного или более процессоров зависимости между архивными рабочими параметрами и архивными результатами измерений контроля качества на каждом из покрасочных производственных средств;
идентифицируют на основе проанализированных зависимостей одну или более начальных рецептур краски, которые могут использоваться по меньшей мере двумя из множества покрасочных производственных средств и которые способны создавать определенный покрасочный продукт, удовлетворяющий заданным параметрам.
19. Система по п. 18, в которой архивные рабочие параметры каждого из множества покрасочных производственных средств связаны с различными соответствующими локальными метеорологическими условиями.
20. Система по п. 18, в которой архивные рабочие параметры каждого из множества покрасочных производственных средств связаны с различными соответствующими машинами покраски.
| EP 915401 A2, 12.05.1999 | |||
| US 6528109 B1, 04.03.2003 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 20128219699 A1, 30.08.2012 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| RU 2053535 С1, 27.01.1996. | |||

