Область техники
Настоящее изобретение относится к устройству для формирования борта шины.
Уровень техники
Известное устройства для формирования сердечника борта шины содержит устройство, которое наносит резиновое покрытие на периферийную поверхность стальной проволоки. Например, в публикации JP 2004-345312 раскрыто устройство для нанесения резинового покрытия, в котором нагретая стальная проволока контактирует с резиной для нагревания и размягчения резины и на периферийную поверхность стальной проволоки наносится резина. В результате на стальную проволоку наносится резиновое покрытие. Стальная обрезиненная проволока наматывается на намоточный барабан и затем отправляется на формирователь, который формирует сердечник борта шины.
Задачи, решаемые изобретением
Резина сразу после нанесения на стальную проволоку размягчена теплотой и, поэтому, легко деформируется Соответственно, при намотке на намоточный барабан резина может сжаться и отвердеть. Это может ухудшить круглость резинового покрытия так, что в сердечнике борта шины легко образуются зазоры. Далее, это может привести к изготовлению дефектных изделий.
Целью настоящего изобретения является создание устройства для формирования сердечника борта шины, которое ограничивает снижение круглости резины, которой покрыта стальная проволока.
Средства для решения задач
Для достижения указанной выше цели создано устройство для формирования сердечника борта шины, содержащее устройство для нанесения резинового покрытия, которое наносит резну на периферийную поверхность стальной проволоки, и охлаждающие ролики, вокруг которых намотана стальная обрезиненная проволока. Каждый охлаждающий ролик содержит периферийную поверхность, имеющую первую канавку и вторую канавку, расположенные в осевом направлении соответствующего охлаждающего ролика. Стальная проволока, расположенная на выходной стороне первой канавки, намотана вокруг второй канавки. По меньшей мере в одном охлаждающем ролике участок, содержащий вторую канавку, имеет меньший диаметр, чем участок, содержащий первую канавку.
В вышеописанной структуре сила, прилагаемая к участку стальной проволоки, намотанной на вторую канавку, меньше, чем сила, прилагаемая к участку стальной проволоки, намотанной на первую канавку. Это снижает величину сжатия резины и способствует твердению резины. Следовательно, уменьшение круглости резины, которой покрыта стальная проволока, ограничивается.
Эффект изобретения
Предлагаемое устройство ля формирования сердечника борта шины ограничивает уменьшение круглости резины, покрывающей стальную проволоку.
Краткое описание чертежей
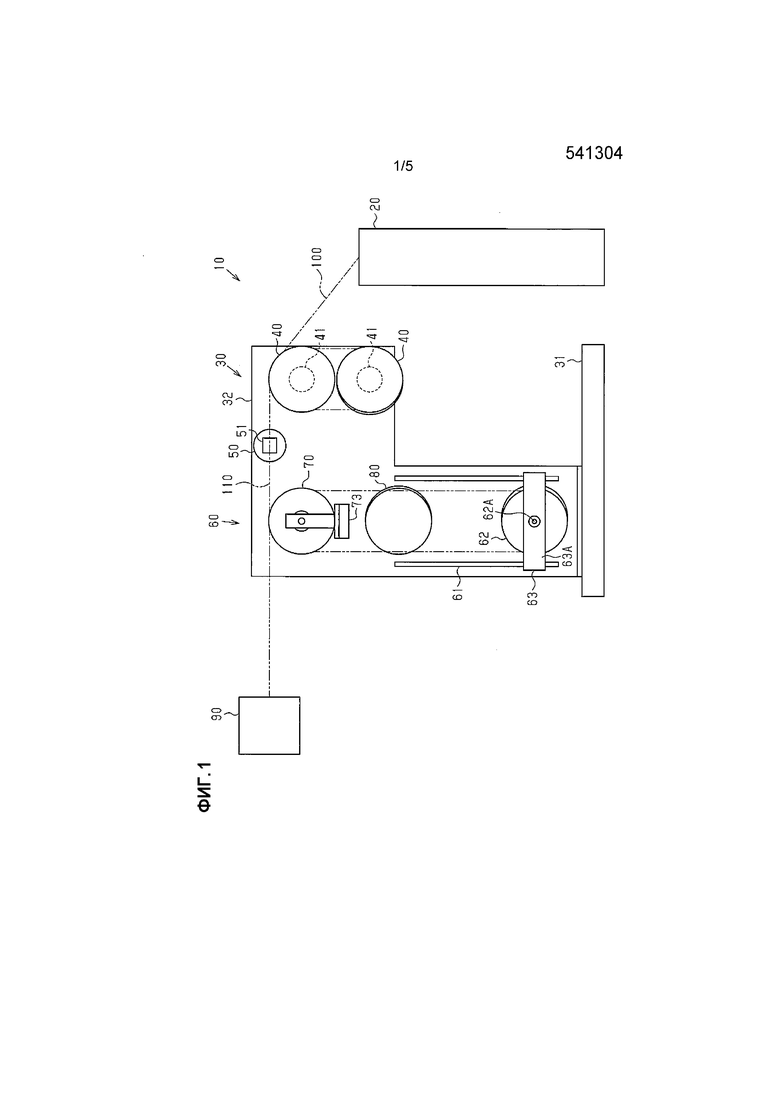
Фиг. 1 - вид спереди, иллюстрирующий устройство для формирования сердечника борта шины по одному варианту настоящего изобретения;
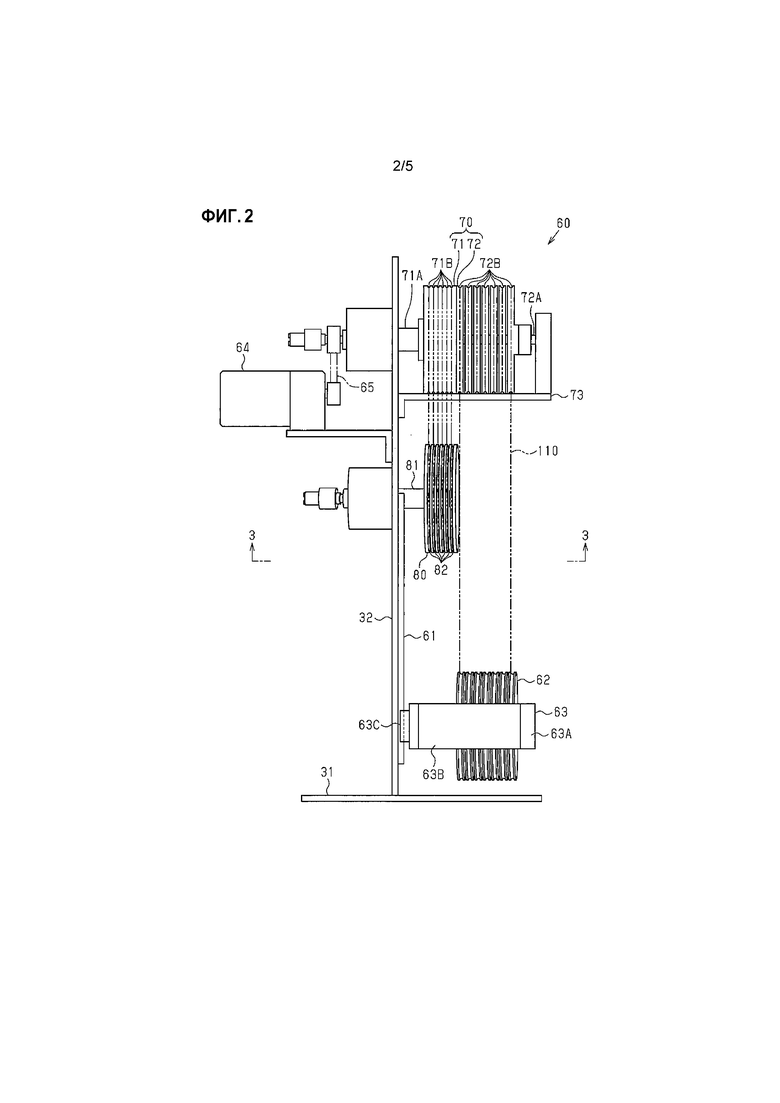
Фиг. 2 - вид сбоку, иллюстрирующий накопительное устройство;
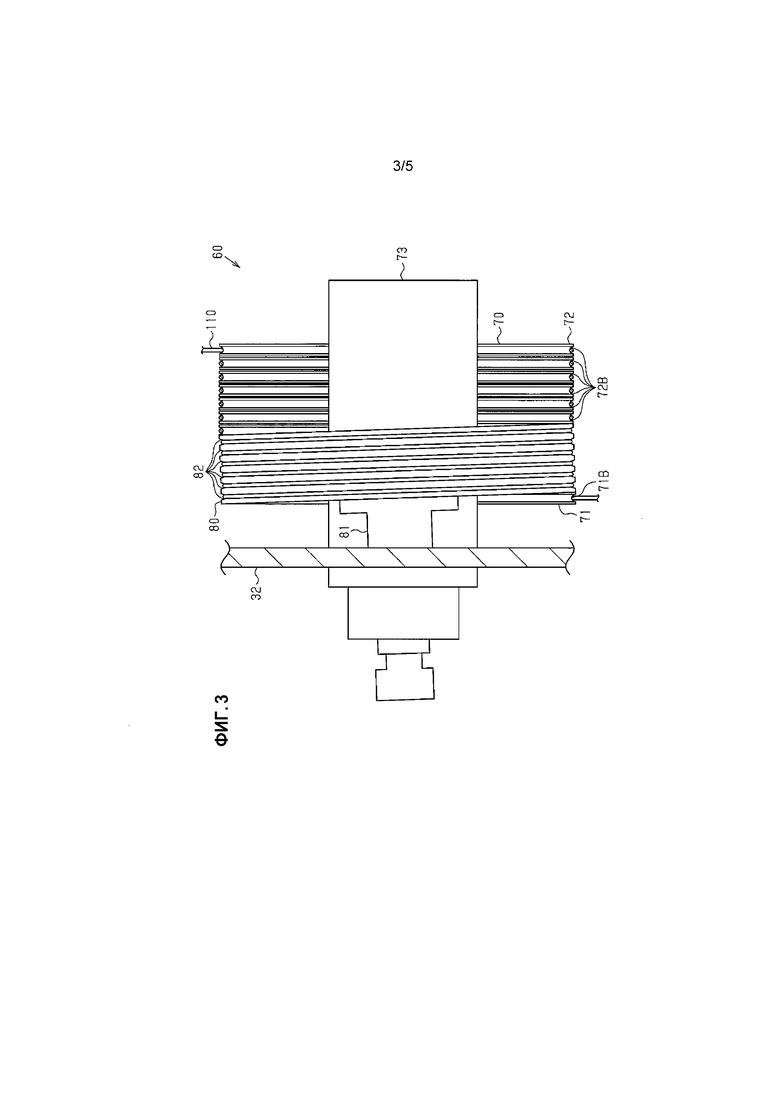
Фиг. 3 - сечение по линии 3-3 с фиг. 2;
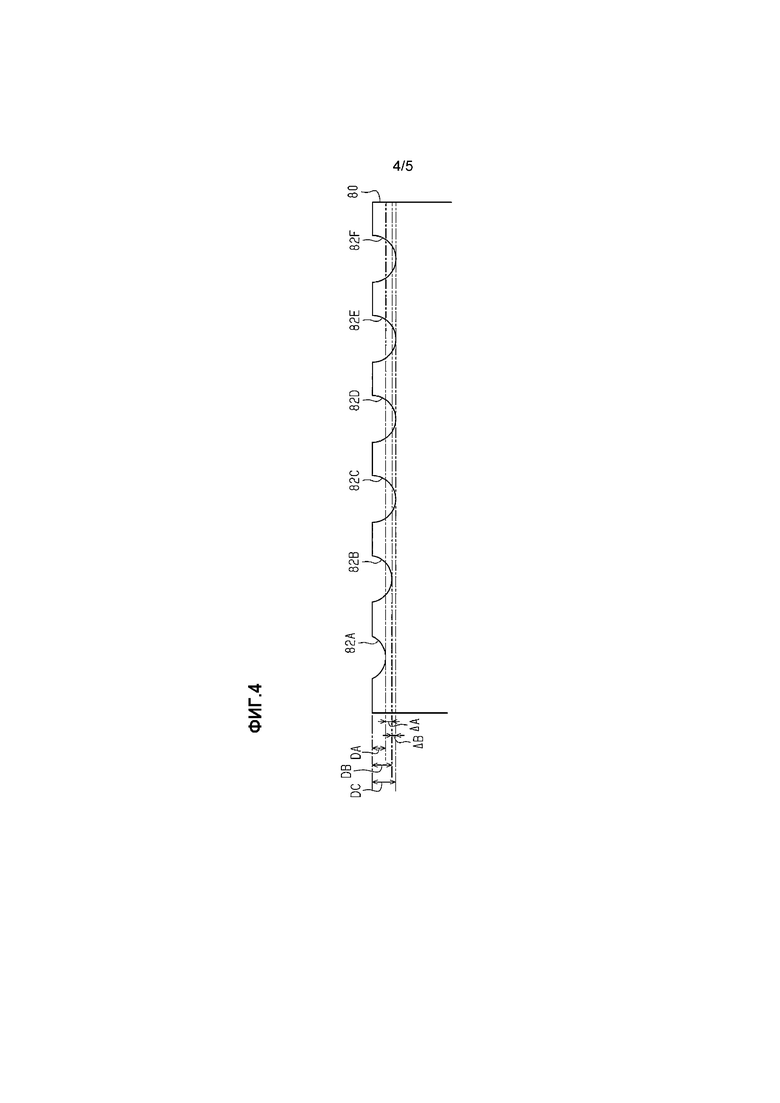
Фиг. 4 - сечение, иллюстрирующее канавки второго охлаждающего ролика;
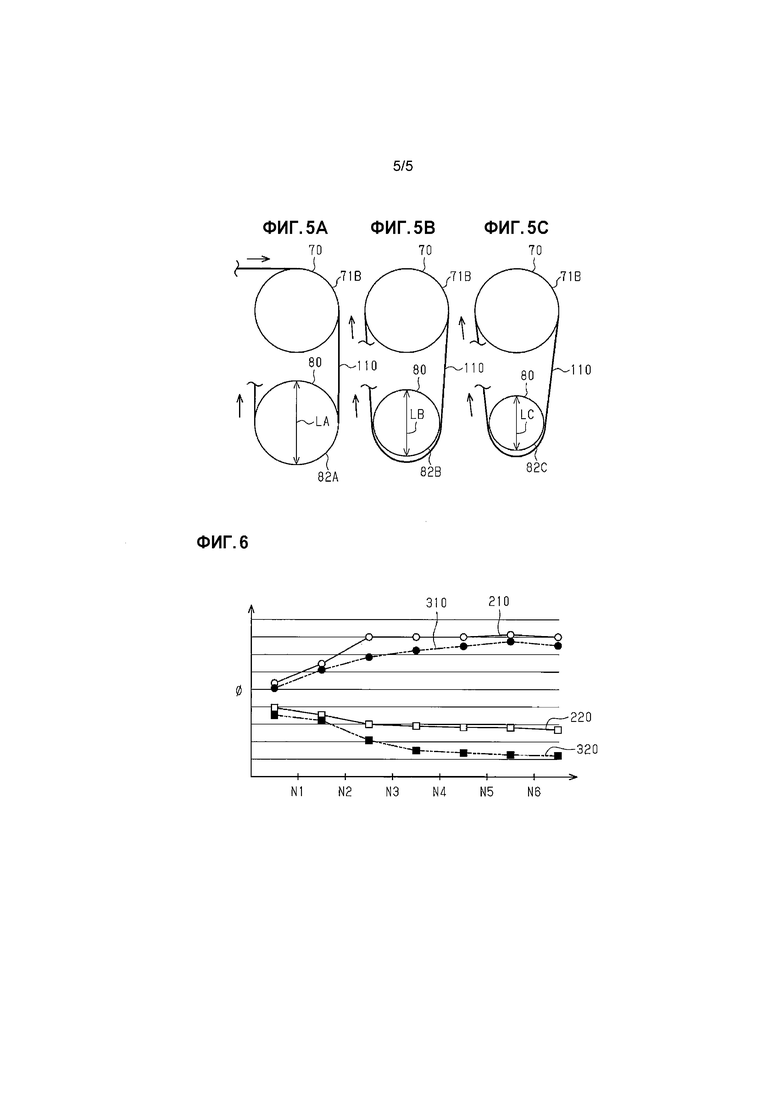
Фиг. 5А - схематический вид, показывающий в преувеличенном виде отношение между охлаждающим роликом и стальной проволокой;
Фиг. 5В - схематический вид, показывающий в преувеличенном виде отношение между охлаждающим роликом и стальной проволокой;
Фиг. 5С - схематический вид, показывающий в преувеличенном виде отношение между охлаждающим роликом и стальной проволокой; и
Фиг. 6 - диаграмма, иллюстрирующая изменения диаметра стальной проволоки, намотанной на охлаждающий ролик.
Подробное описание изобретения
Далее следует описание одного варианта устройства для формирования сердечника борта шины.
Как показано на фиг. 1, устройство 10 для формирования сердечника борта шины содержит подающее устройство 20, которое подает стальную проволоку 1, устройство 30 нанесения резинового покрытия, которое покрывает стальную проволоку 1 резиной, и формирователь 90. Формирователь 90 формирует сердечник борта шины, наматывая стальную проволоку 1, покрытую резиной.
Устройство 30 нанесения резинового покрытия содержит основание 31, поддерживающую плиту 32, выступающую из основания 31, два ролика 40 теплопереноса и экструзионную машину 50, которая экструдирует резину на стальную проволоку 1.
Вращающиеся валы 41, выступающие из поддерживающей плиты 32, соединены с двумя роликами 40 теплопереноса, соответственно. Каждый вращающийся вал 41 соединен с возможностью вращения с поддерживающей плитой 32. Два ролика 40 теплопереноса ориентированы в вертикальном направлении поддерживающей плиты 32.
Стальная проволока 1 подается из подающего устройства 20 и затем наматывается в канавках (не показаны), сформированных в периферийных поверхностях двух роликов 40 теплопереноса. Стальная проволока 1 огибает два ролика 40 теплопереноса несколько раз и затем направляется на экструзионную машину 50.
По вращающимся валам 41 в ролики 40 теплообмена подается горячая вода. Горячая вода переносит теплоту на ролики 40 теплообмена. Стальная проволока 1 контактирует с роликами теплопереноса и получает теплоту от роликов 40 теплопереноса. Затем стальная проволока 1 проходит через головку 51 экструзионной машины 50. Головка 51 экструдирует предварительно вулканизированную резину на периферийную поверхность стальной проволоки 1. Резина наносится на нагретую стальную проволоку 1 и размягчается для покрытия поверхности стальной проволоки 1. Обрезиненная стальная проволока 1 (далее именуемая обрезиненной проволокой 110) направляется на накопительное устройство 60.
Как показано на фиг. 2, накопительное устройство 60 содержит верхний ролик 70 и второй охлаждающий ролик 80, которые соединены с поддерживающей плитой 32. Эти два ролика 70 и 80 ориентированы в вертикальном направлении поддерживающей плиты 32.
Вращающийся вал 71А, выступающий из поддерживающей плиты 32, соединен с верхним роликом 70. Вращающийся вал 71А соединен с возможностью вращения с поддерживающей плитой 32. Верхний ролик 70 содержит первый охлаждающий ролик 71, с которым соединен вращающийся вал 71А, и основной ролик 72, который расположен дальше от поддерживающей плиты 32, чем первый охлаждающий ролик 71.
Первый охлаждающий ролик 71 является однокомпонентным. Первый охлаждающий ролик 71 имеет периферийную поверхность, содержащую канавки 71В. Канавки 71В расположены в осевом направлении охлаждающего ролика 71. Основной ролик 72 отделен от первого от первого охлаждающего ролика. Основной ролик 72 содержит дисковые элементы, расположенные в осевом направлении основного ролика 72. Каждый из дисковых элементов соединен с валом 72А, прикрепленным к передней поверхности первого охлаждающего ролика 71. Каждый дисковый элемент имеет периферийную поверхность, содержащую единственную канавку 72В. То есть, основной ролик 72 содержит множество канавок 72В, расположенных в осевом направлении. Пластинчатый кронштейн 73, соединенный с поддерживающей плитой 32 расположен под верхним роликом 70. Вал 72А содержит передний конец, который поддерживается с возможностью вращения кронштейном 73. Первый охлаждающий ролик 71 вращается вместе с вращающимся валом 71А. Каждый дисковый элемент основного ролика 72 выполнен с возможностью вращения относительно первого охлаждающего ролика 71.
Вращающийся вал 81, выступающий из поддерживающей плиты 32, соединен со вторым охлаждающим роликом 80. Вращающийся вал 81 соединен с возможностью вращения с поддерживающей плитой 32. Второй охлаждающий ролик 80 имеет периферийную поверхность, содержащую канавки 82. Канавки 82 наклонены относительно осевого направления первого охлаждающего ролика 71. В этом случае во втором охлаждающем ролике 80 терминальный конец (нижний конец на фиг. 3) покрытой резиной проволоки 110 намотанной на канавки 82, расположен напротив канавки 71В, которая примыкает к передней стороне канавки 71В, соответствующей начальному концу (верхний конец на фиг.3) покрытой резиной проволоки 110, намотанной на канавки 82.
Накопительное устройство 60 содержит двигатель 64. Двигатель 64 соединен с вращающимся валом 71А ремнем 65. Двигатель 64 вращает вращающийся вал 71А и первый охлаждающий ролик 71. Это приводит к наматыванию покрытой резиной проволоки 110 вокруг первого охлаждающего ролика 71.
Обрезиненная проволока 110 проходит вокруг первого охлаждающего ролика 71 и второго охлаждающего ролика 80. Более конкретно, как показано на фиг. 3, обрезиненная проволока 110 намотана на заднюю канавку 71В первого охлаждающего ролика 71. Затем обрезиненная проволока 110 наматывается на заднюю канавку 82 второго охлаждающего ролика 80 и повторно наматывается на канавку 71В первого охлаждающего ролика. Как описано выше, канавки 82 второго охлаждающего ролика наклонены относительно канавок 71В первого охлаждающего ролика 71. Поэтому, когда обрезиненная проволока 110 наматывается на канавку 82 второго охлаждающего ролика и затем вновь наматывается на первый охлаждающий ролик 71, эта обрезиненная проволока 110 наматывается на канавку 71В, которая примыкает к передней стороне канавки 71В, на которую стальная проволока 1 была намотана ранее. В этом состоянии обрезиненная проволока 110 проходит в вертикальном направлении между первым охлаждающим роликом 71 и вторым охлаждающим роликом 80. Поэтому обрезиненная проволока 110 не перекручивается между первым охлаждающим роликом 71 и вторым охлаждающим роликом 80. Таким образом, обрезиненная проволока 110 последовательно наматывается от задней стороны к передней стороне по канавкам 71В первого охлаждающего ролика 71 и по канавкам 82 второго охлаждающего ролика 80.
Как показано на фиг. 2, после того, как обрезиненная проволока 110 будет намотана на переднюю канавку 71В первого охлаждающего ролика 71, обрезиненная проволока 110 направляется на регулировочный ролик 62. Регулировочный ролик 62 расположен под верхним роликом 70. Обрезиненная проволока 110 проходит вокруг охлаждающих роликов 71 и 80 несколько раз и затем несколько раз проходит вокруг основного ролика 72 и регулировочного ролика 62.
Регулировочный ролик 62 соединен с поддерживающей плитой 32 грузом 63. Груз 63 содержит переднюю пластину 63А, закрывающую переднюю поверхность регулировочного ролика 62, и две боковые пластины 63В, закрывающие две боковые поверхности регулировочного ролика 62. Каждая боковая пластина 63В содержит задний конец, имеющий ползун 63С. Ползун 63С соединен с поддерживающей плитой 32 через направляющую 61, проходящую в вертикальном направлении. Высота верхнего конца направляющей 61 равна высоте второго охлаждающего ролика 80. Как показано на фиг. 1, регулировочный ролик 62 соединен с передней пластиной 63А фиксированным валом 62А. Регулировочный ролик 62 соединен с возможностью вращения с фиксированным валом 62А. Регулировочный ролик 62 выполнен с возможностью перемещения относительно направляющей 61 в вертикальном направлении в соответствии с натяжением покрытой резиной проволоки 110 и весом груза 63. Регулировочный ролик 62 поднимается до такой же высоты, что и второй охлаждающий ролик 80. Подающее устройство 20 подает стальную проволоку 1 на устройство 30 нанесения резины с постоянной скоростью. Когда заранее определенная длина покрытой резиной проволоки 110 намотана на формирователь 90, формирователь 90 временно останавливает намотку покрытой резиной проволоки 110. В течение периода, когда формирователь 90 останавливает намотку покрытой резиной проволоки 110, покрытую резиной проволоку 110 снимают с формирователя 90. Накопительное устройство 60 регулирует длину покрытой резиной проволоки 110, намотанной на основной ролик 72 и регулировочный ролик 62 для регулировки длины покрытой резиной проволоки 110, поданной с устройства 30 для нанесения покрытия и количества покрытой резиной проволоки 110, поданной на формирователь 90.
По вращающимся валам 71А и 81 в первый охлаждающий ролик 71 и второй охлаждающий ролик 80, показанные на фиг. 2, на фиг. подается текучая среда, например, хладагент. Эта текучая среда охлаждает охлаждающие ролики 71 и 80. Таким образом, когда обрезиненная проволока 110 движется вокруг первого охлаждающего ролика 71 и второго охлаждающего ролика 80, резина, нанесенная на покрытую резиной проволоку 110, охлаждается, например, до 20°С и твердеет.
Как показано на фиг. 4, канавки 82 в периферийной поверхности второго охлаждающего ролика 80 содержат первую канавку 82А, вторую канавку 82В, третью канавку 82С, четвертую канавку 82D пятую канавку 82Е и шестую канавку 82F, начиная от заднего торца второго охлаждающего ролика к переднему торцу второго охлаждающего ролика 80. Канавки 82А-82F имеют одинаковую кривизну.
Глубина DB второй канавки 82В больше, чем глубина DA первой канавки 82А. Канавки 82С-82F имеют одинаковую глубину DC, которая больше глубины DB второй канавки 82. Далее, разница ΔВ между глубиной DB второй канавки 82В и глубиной DC третьей канавки 82С меньше, чем разница ΔА между глубиной DA первой канавки 82А и глубиной DB второй канавки 82В.
Как показано на фиг. 5, диаметр второго охлаждающего ролика 80 уменьшается для образования участка, содержащего первую канавку 82А и имеющего первый диаметр LA, участок, содержащий вторую канавку 82В и имеющего второй диаметр LB, и участка, содержащего третьи канавки 82С-82F и имеющего третий диаметра LC. Разница между вторым диаметром LB и третьим диаметром LC меньше, чем разница между первым диаметром LA и вторым диаметром LB.
Работа устройства 30 для нанесения резинового покрытия далее будет описана со ссылками на фиг. 4 и 5. На фиг. 5 провес покрытой резиной проволоки показан в преувеличенном виде.
Непосредственно после нанесения резинового покрытия на проволоку 110, резина под действие теплоты размягчается. Поэтому, когда обрезиненная проволока 110 контактирует с первым охлаждающим роликом 71 и вторым охлаждающим роликом 80, сила, прилагаемая к резиновому покрытию проволоки 110, обжимает резину.
Как показано на фиг. 5А и 5В, второй диаметр LB меньше, чем первый диаметр LA на втором охлаждающем ролике 80. Поэтому часть второго охлаждающего ролика 80, включающая вторую канавку 82В, движется медленнее, чем часть второго охлаждающего ролика 80, содержащая первую канавку 82А. Далее, упругость покрытой резиной проволоки 110 позволяет покрытой резиной проволоке 110 изгибаться в состояние частичного отсоединения от второго охлаждающего ролика 80. В результате участок покрытой резиной проволоки 110, намотанной на вторую канавку 82В, отсоединяется. Соответственно, сила, которая прижимает прокрытую резиной проволоку 110, намотанную на вторую канавку 82В, к нижней поверхности второй канавки 82А, меньше, чем сила, которая прижимает покрытую резиной проволоку 110, намотанную на первую канавку 82А, к нижней поверхности первой канавки 82А. Поэтому, после того, как резина, обмотанная вокруг первой канавки 82А, остынет и отвердеет до некоторой степени, степень обжимания резины, намотанной на вторую канавку 82В, уменьшается.
Как показано на фиг. 5В и 5С, во втором охлаждающем ролике 80 третий диаметр LC меньше, чем второй диаметр LB. Поэтому часть второго охлаждающего ролика 80, содержащая третью канавку 82С, движется медленнее, чем часть второго охлаждающего ролика 80, содержащая вторую канавку 82В. В результате участок покрытой резиной проволоки 110, намотанный на третью канавку 82С, отсоединяется. Соответственно, сила, прижимающая покрытую резиной проволоку 110, намотанную на третью канавку 82С к нижней поверхности третьей канавки 82С, меньше, чем сила, которая прижимает покрытую резиной проволоку 110, намотанную на вторую канавку 82В, к нижней поверхности второй канавки 82В. Поэтому, после того, как резина, намотанная на вторую канавку 82В, остынет и затвердеет до некоторой степени, степень обжатия резины, намотанной на третью канавку 82С, снижается.
Пример
Далее следует описание примера со ссылками на фиг. 6.
Два охлаждающих ролика в этом примере имеют периферийные поверхности, содержащие шесть канавок с N1 по N6. Эти два охлаждающих ролика в настоящем примере имеют такую же конструкцию, что и второй охлаждающий ролик 80, за исключением того, что содержать шесть канавок N1-N6. Канавки N2-N6 (со второй по шестую) каждого охлаждающего ролика в этом примере имеют большую глубину, чем первая канавка N1. Сплошная линия 210 на фиг. 6 показывает максимальный диаметр ϕХ участком покрытой резиной проволоки 110, намотанной на два охлаждающих ролика по примеру, которые прошли через канавки N2-N6. Сплошная линия 210 показывает минимальный диаметр ϕY участков покрытой резиной проволоки 110, намотанной на охлаждающие ролики по примеру, которые прошли через канавки N2-N6. Максимальный диаметр ϕХ показывает диаметр ϕ участка покрытой резиной проволоки 110, где диаметр ϕ является в сечении наибольшим. Минимальный диам5етр ϕY показывает диаметр ϕ участка покрытой резиной проволоки 110, где диаметр ϕ является в сечении наименьшим.
Два охлаждающих ролика сравнительного примера имеют периферийные поверхности, содержащие шесть канавок N1-N6. эти два охлаждающих ролика сравнительного примера имеют такую же конструкцию, что и второй охлаждающий ролик 80, за исключением того, что содержат шесть канавок N1-N6. Канавки N1-N6 (с первой по шестую) каждого охлаждающего ролика в сравнительном примере имеют одинаковую глубину. Штриховая линия 310 на фиг. 6 показывает максимальный диаметр ϕА участков покрытой резиной проволоки 110, намотанной на два охлаждающих ролика в сравнительном примере, которые прошли через канавки N2-N6. Штриховая линия 320 показывает минимальный диаметр ϕВ участков покрытой резиной проволоки 110, намотанной на охлаждающие ролики по сравнительному примеру, которые прошли через канавки N2-N6. Максимальный диаметр ϕА показывает диаметр ϕ участка покрытой резиной проволоки 110, где диаметр ϕ является наибольшим в сечении. Минимальный диаметр ϕВ показывает диаметр ϕ части покрытой резиной проволоки 110, где диаметр ϕ является наименьшим в сечении.
Как показано штриховой линией 310, максимальный диаметр ϕА по сравнительному примеру, постепенно увеличивается, по мере того, как проволока 110 проходит через канавки N1-N6. Как показано штриховой линией 320, минимальный диаметр ϕВ постепенно уменьшается по мере того, как проволока 110 проходит через канавки N1-N6. То есть, когда проволока 110 проходит через канавки N1-N6, разница между максимальным диаметром ϕА и минимальным диаметром ϕВ постепенно увеличивается, а круглость уменьшается. В частности, величина изменения максимального диаметра ϕА и минимального диаметра ϕВ, когда покрытая резной проволока 110 проходит через канавки N1-N3 (с первой по третью) больше, чем величина изменения максимального диаметра ϕА и минимального диаметра ϕВ, когда проволока проходит через канавки N4-N6 (с четвертой по шестую).
Как показано сплошной линией 210, максимальный диаметр ϕХ примера увеличивается по мере того, как проволока 110 проходит через канавки N1-N6. Как показано сплошной линией 220, минимальный диаметр ϕY уменьшается по мере того, как проволока 110 проходит через канавки N1-N6.
От первой канавки N1 до шестой канавки N6 величина изменения максимального диаметра ϕХ в примере по существ равна величине изменения максимального диаметра ϕА в сравнительном примере. От первой канавки N1 до шестой канавки N6 величина изменения минимального диаметра ϕY в примеру меньше, чем величина изменения минимального диаметра ϕВ в сравнительном примере. Более конкретно от первой канавки N1 до второй канавки N2 величина изменения минимального диаметра ϕY в примере по существу равна величине изменения минимального диаметра ϕВ в сравнительном примере. От третьей канавки N3 для четвертой канавки N4 величина изменения минимального диаметра ϕY в примере меньше, чем величина изменения минимального диаметра ϕВ в сравнительном примере. От положения, в котором проволока 110 проходит через четвертую канавку N4, до положения, в котором обрезиненная проволока 110 проходит через шестую канавку N6, величина изменения минимального диаметра ϕY в примере и величина изменения минимального диаметра ϕВ в сравнительном примере невелики.
Таким образом, поле того, как обрезиненная проволока пройдет через шестую канавку N6, разница между максимальным диаметром ϕХ и минимальным диаметром ϕY в примере меньше, чем разница между максимальным диаметром ϕА и минимальным диаметром ϕВ в сравнительном примере. Таким образом ограничивается уменьшение круглости резины в обрезиненной проволоке 110, прошедшей через два охлаждающих ролика в примере по сравнению с резиной в обрезиненной проволоке 110, прошедшей через два охлаждающих ролика в сравнительном примере.
Этот вариант обладает преимуществами, описываемыми ниже.
(1) Диаметр LB части второго охлаждающего ролика 80, содержащего вторую канавку 82В, меньше, чем диаметр LA части второго охлаждающего ролика 80, содержащего первую канавку 82А. Это снижает силу, действующую на участок обрезиненной проволоки 110 наметанной на вторую канавку 82В и уменьшает степень обжимания резинового покрытия обрезиненной проволоки 110. Поэтому уменьшение круглости резины, покрывающей обрезиненную проволоку 110, ограничивается.
(2) Диаметр LC части второго охлаждающего ролика 80, содержащей третью канавку 82С, меньше, чем диаметр LB части второго охлаждающего ролика 80, содержащего вторую канавку 82В. Это уменьшает силу, действующую на участок обрезиненной проволоки 110, намотанной на третью канавку 82С и уменьшает степень обжимания резины. Поэтому уменьшение круглости резины, покрывающей обрезиненную проволоку 110, дополнительно ограничивается.
(3) Когда натяжение, проложенное к обрезиненной проволоке 110, уменьшается, степень обжимания резины снижается. Однако, поскольку натяжение, приложенное к обрезиненной проволоке 110, уменьшается, площадь резины, контактирующей со вторым охлаждающим роликом, уменьшается. Это может привести к уменьшению эффективности охлаждения резины.
Разница между диаметром LB части, содержащей вторую канавку 82В и диаметром LC части, содержащей третью канавку 82С меньше, чем разница между диаметром LA части, содержащей первую канавку 92А и диаметром LB части, содержащей вторую канавку. Поэтому натяжение обрезиненной проволоки 110, намотанной на третью канавку 82С больше, чем натяжение обрезиненной проволоки 110, намотанной на вторую канавку 82В. Это ограничивает уменьшение круглости обрезиненной проволоки 110 и ограничивает ухудшение характеристик охлаждения резины в третьей канавке 82С.
(4) Например, в устройстве формирования сердечника борта шины экструзионная машина 50 и накопительное устройство, которые контактируют с обрезиненной проволокой 110, могут быть разнесены друг от друга на заранее определенное расстояние. В таком устройстве формирования сердечника борта шины резина, покрывающая обрезиненную проволоку 110, не контактирует с другими элементами, пока в достаточной степени не остынет и не отвердеет. Поэтому резина сопротивляется обжатию. Это ограничивает уменьшение круглости резины, покрывающей обрезиненную проволоку 110. Однако пространство между экструзионной машиной 50 и накопительным устройством приводит к увеличению габаритов устройства формирования сердечника борта шины.
Поэтому устройство 30 нанесения резинового покрытия и накопительное устройство 60 прикреплены к одной поддерживающей плите 32 в устройстве 10 формирования сердечника борта шины. Это уменьшает пространство, занимаемое устройством 10 формирования сердечника борта шины, в то же время ограничивая уменьшение круглости обрезиненной проволоки 110.
(5) В накопительном устройстве 60 первый охлаждающий ролик 71, который охлаждает обрезиненную проволоку 110, и основной ролик 72, который регулирует подаваемую длину обрезиненной проволоки 110 расположены в осевом направлении. Это уменьшает габариты устройства 10 формирования сердечника борта шины.
(6) Канавки 82С-82F (с третьей по шестую) имеют одинаковую глубину. Поэтому, по сравнению с вариантом, в котором канавки 82С-82 имеют разную глубину, второй охлаждающий ролик 80 проще в изготовлении. Далее, по сравнению с вариантом, в котором канавки 82D-82F (с четвертой по шестую) имеют большую глубину, чем третья канавка 82С, обрезиненная проволока 110, намотанная на канавки 82D-82F (с четвертой по шестую), сильно прижимается к нижним поверхностям канавок 82D-82F (с четвертой по шестую). Это увеличивает площадь резины, контактирующей с нижней поверхностью каждой из канавок 82D-82F (с четвертой по шестую). Поэтому ограничивается эффект ухудшения охлаждения обрезиненной проволоки 110.
Вышеописанный вариант можно модифицировать следующим образом.
Второй охлаждающий ролик 80 может содержать множество первых канавок 82А. Более конкретно, первые канавки 82А расположены в осевом направлении охлаждающего ролика 80, а вторая канавка 82В расположена на передней стороне от первых канавок 82А. Даже в этом случае часть обрезиненной проволоки 110 намотанная на вторую канавку 82В отсоединяется и ограничивает уменьшение круглости резины в обрезиненной проволоке 110.
Можно сформировать множество вторых канавок 82В. Более конкретно, вторые канавки 82В расположены в осевом направлении охлаждающего ролика 80 и расположены между первыми канавками 82А и третьей канавкой 82С.
Во втором охлаждающем ролике 80 третий диметр LC может быть равен второму диаметру LB.
Канавки 82С-82F (с третьей по шестую) второго охлаждающего ролика 80 могут иметь разную глубину. Например, третья канавка 82С, четвертая канавка 82D, пятая канавка 82E и шестая канавка 82 могут быть все более глубокими в указанном порядке.
Разница между вторым диаметром LB и третьим диаметром LC может быть больше или равна разнице между первым диаметром LA и вторым диаметром LB.
Канавки 71В первого охлаждающего ролика 71 могут иметь такую же глубину, что и канавки 82А-82F второго охлаждающего ролика 80.
Охлаждающих роликов может быть три или более. Например, когда имеется три охлаждающих ролика, обрезиненная проволока 110 может наматываться на три охлаждающих ролика так, чтобы обрезиненная проволока огибала три охлаждающих ролика. В этом случае, когда вторая канавка по меньшей мере одного из охлаждающих роликов имеет большую глубину чем первая канавка, расположенная на входной стороне от второй канавки, уменьшение круглости резины в обрезиненной проволоки 110 ограничивается.
Нагреватель можно заменить на электромагнитную катушку индуктивности, которая непосредственно нагревает обрезиненную проволоку 110.
Нагретую резину можно экструдировать через экструзионную машину 50. Далее, можно применять нагреватель, который непосредственно нагревает экструдируемую резину. В этом случае нагреватель можно опустить.
Охлаждающие ролики 71 и 80 можно охлаждать охладителем, который понижает температуру охлаждающих роликов 71 и 80.
Перечень ссылочных позиций
10 - устройство формирования сердечника борта шины
30 - устройство нанесения резины
62 - регулировочный ролик
71 - первый охлаждающий ролик
71В - канавка
72 - основной ролик
80 - второй охлаждающий ролик
82 - канавка
82А - первая канавка
82В - вторая канавка
82С - третья канавка
100 - стальная проволока.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ РЕЗИНЫ НА СТАЛЬНУЮ ПРОВОЛОКУ | 2014 |
|
RU2670892C9 |
| НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО | 2014 |
|
RU2693985C2 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2014 |
|
RU2671330C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СЕРДЕЧНИКА БОРТА | 2014 |
|
RU2667294C1 |
| ДЕФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СТАЛЬНОЙ ПРОВОЛОКИ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ СЕРДЕЧНИКОВ БОРТОВ ШИН | 2014 |
|
RU2662539C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ СТАЛЬНОЙ ПРОВОЛОКИ ДЛЯ СЕРДЕЧНИКА БОРТА ШИНЫ | 2014 |
|
RU2677909C2 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ БОРТОВОГО КОЛЬЦА | 2012 |
|
RU2596556C2 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ КАТУШКИ | 2014 |
|
RU2659001C2 |
| НАКОПИТЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2626935C2 |
| УСТРОЙСТВО ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2696473C1 |
Изобретение относится к изготовлению сердечника борта шины и содержит устройство нанесения резинового покрытия, которое наносит резину на периферийную поверхность стальной проволоки, и два охлаждающих ролика, вокруг которых намотана обрезиненная проволока, которой является стальная проволока, покрытая резиной. Второй ролик содержит первую канавку и вторую канавку, вокруг которой намотана обрезиненная проволока, находящаяся на выходной стороне первой канавки. Диаметр части, содержащей вторую канавку, меньше, чем диаметр части, содержащей первую канавку. Ограничивается снижение круглости резины, которой покрыта стальная проволока, повышается качество готового изделия. 4 з.п. ф-лы, 6 ил.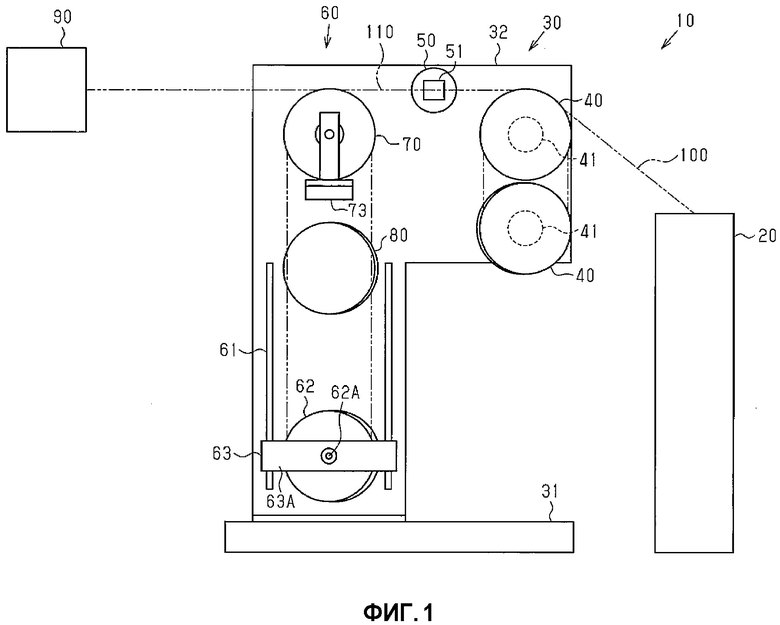
1. Устройство для формирования сердечника борта шины, содержащее:
устройство для нанесения резинового покрытия, которое покрывает периферийную поверхность стальной проволоки резиной; и
охлаждающие ролики, вокруг которых намотана обрезиненная стальная проволока,
при этом каждый охлаждающий ролик имеет периферийную поверхность, содержащую первую канавку и вторую канавку, расположенные в осевом направлении соответствующего охлаждающего ролика,
причем стальная проволока, расположенная на выходной стороне первой канавки, намотана вокруг второй канавки,
при этом в по меньшей мере одном из охлаждающих роликов часть, содержащая вторую канавку, имеет меньший диаметр, чем часть, содержащая первую канавку.
2. Устройство по п. 1, в котором периферийная поверхность по меньшей мере одного из охлаждающих роликов содержит третью канавку, вокруг которой намотана стальная проволока, расположенная на выходной стороне второй канавки,
причем в по меньшей мере одном из охлаждающих роликов часть, содержащая третью канавку, имеет меньший диаметр, чем часть, содержащая вторую канавку.
3. Устройство по п. 2, в котором разница между диаметром части, содержащей вторую канавку, и диаметром части, содержащей третью канавку, меньше, чем разница между диаметром части, содержащей первую канавку, и диаметром части, содержащей вторую канавку.
4. Устройство по любому из пп. 1-3, которое содержит накопительное устройство, причем устройство нанесения резинового покрытия и накопительное устройство соединены с одной и той же поддерживающей плитой.
5. Устройство по п. 4, в котором накопительное устройство содержит регулировочный ролик, выполненный с возможностью перемещения относительно поддерживающей плиты, и основной ролик, не перемещающийся относительно поддерживающей плиты,
причем основной ролик и один из охлаждающих роликов расположены в осевом направлении.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| US 5080738 A1, 14.01.1992 | |||
| JP 2011207156 A, 20.10.2011. | |||

