Область техники
[1] Настоящее изобретение относится к направляющему устройству, которое включает направляющий канал, через который проходит стальная проволока, когда стальную проволоку подают в формирователь.
Уровень техники
[2] Направляющее устройство, известное в данной области техники, включает направляющий канал, через который проходит стальная проволока, когда стальную проволоку подают в формирователь для формирования сердечника борта шины, который заделывают в борт шины.
Патентный документ 1 описывает пример направляющего устройства, которое расположено между подающим роликом, который подает обрезиненную стальную проволоку, и формирователем, вокруг которого наматывают стальную проволоку. Упомянутое направляющее устройство включает четырехгранный корпус и направляющий канал, который расположен в упомянутом корпусе. Стальная проволока, которую подают посредством подающего ролика, проходит через направляющий канал. Подача стальной проволоки, проходящей через направляющий канал, ограничивает значительное провисание стальной проволоки между подающим роликом и формирователем. Перед подачей в формирователь посредством подающего ролика через направляющее устройство стальной проволоке придают необходимую форму, или сгибают, в соответствии с диаметром борта. Дистальный конец стальной проволоки, которая подана в формирователь, зажимают посредством зажимного устройства, которое связано с формирователем.
Документ известного уровня техники
Патентный документ
[3] Патентный документ 1: публикация выложенного патента Японии № 2006-289733.
Сущность изобретения
Проблемы, решаемые посредством изобретения
[4] Когда стальную проволоку наматывают вокруг формирователя, стальная проволока подтягивается посредством формирователя и зажимного устройства. Таким образом, при пропускании через направляющий канал, стальная проволока проходит прямо, то есть стальная проволока не сгибается. После того как стальную проволоку наматывают вокруг формирователя заданное количество раз, стальную проволоку отрезают в замыкающем конце, то есть участке стальной проволоки, который служит в качестве дистального конца стальной проволоки, которую после этого наматывают вокруг формирователя. Таким образом, стальная проволока не подтягивается посредством формирователя и зажимного устройства. Это сгибает стальную проволоку в направляющем канале. Когда стальная проволока сгибается в направляющем канале, поверхность стальной проволоки может входить в контакт с внутренней поверхностью направляющего канала. Это оказывает противодействие на стальную проволоку и закручивает стальную проволоку. Когда стальная проволока закручивается, как описано выше, дистальный конец стальной проволоки смещается из требуемого положения. Таким образом, зажимное устройство может оказаться не в состоянии надлежащим образом зажимать дистальный конец стальной проволоки.
[5] Задачей настоящего изобретения является создание направляющего устройства, которое ограничивает закручивание стальной проволоки с направляющем канале.
Средства для решения проблем
[6] Для решения упомянутой задачи, направляющее устройство настоящего изобретения включает направляющий канал, через который проходит стальная проволока, когда стальную проволоку подают в формирователь. Упомянутый направляющий канал включает внутреннюю поверхность. По меньшей мере часть упомянутой внутренней поверхности включает щель в положении, соответствующем направлению, в котором сгибают стальную проволоку.
[7] В упомянутом направляющем устройстве, стальная проволока не контактирует с внутренней поверхностью направляющего канала на участке, включающем упомянутую щель. Это ограничивает закручивание стальной проволоки в направляющем канале.
Для решения упомянутой задачи, направляющее устройство настоящего изобретения включает направляющий канал, через который проходит стальная проволока. Стальную проволоку подают в формирователь. Направляющий канал включает внутреннюю поверхность. По меньшей мере часть упомянутой внутренней поверхности включает углубление в положении, соответствующем направлению, в котором сгибают стальную проволоку.
[8] Упомянутое направляющее устройство ограничивает контакт стальной проволоки с внутренней поверхностью направляющего канала на участке, включающем упомянутое углубление. Таким образом, закручивание стальной проволоки в направляющем канале ограничено.
Эффект изобретения
[9] Упомянутое направляющее устройство обеспечивает ограничение закручивания стальной проволоки в направляющем канале.
Краткое описание чертежей
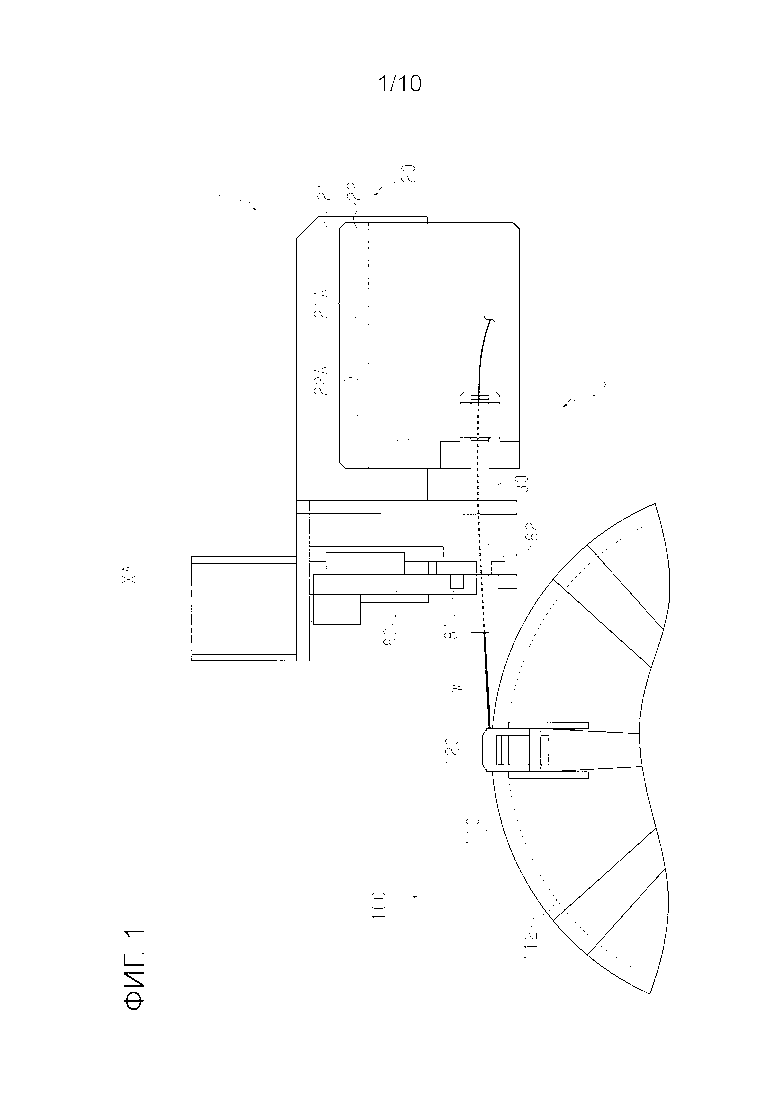
[10] Фиг.1 представляет собой вид спереди, показывающий устройство формирования сердечника борта шины в соответствии с одним вариантом осуществления.
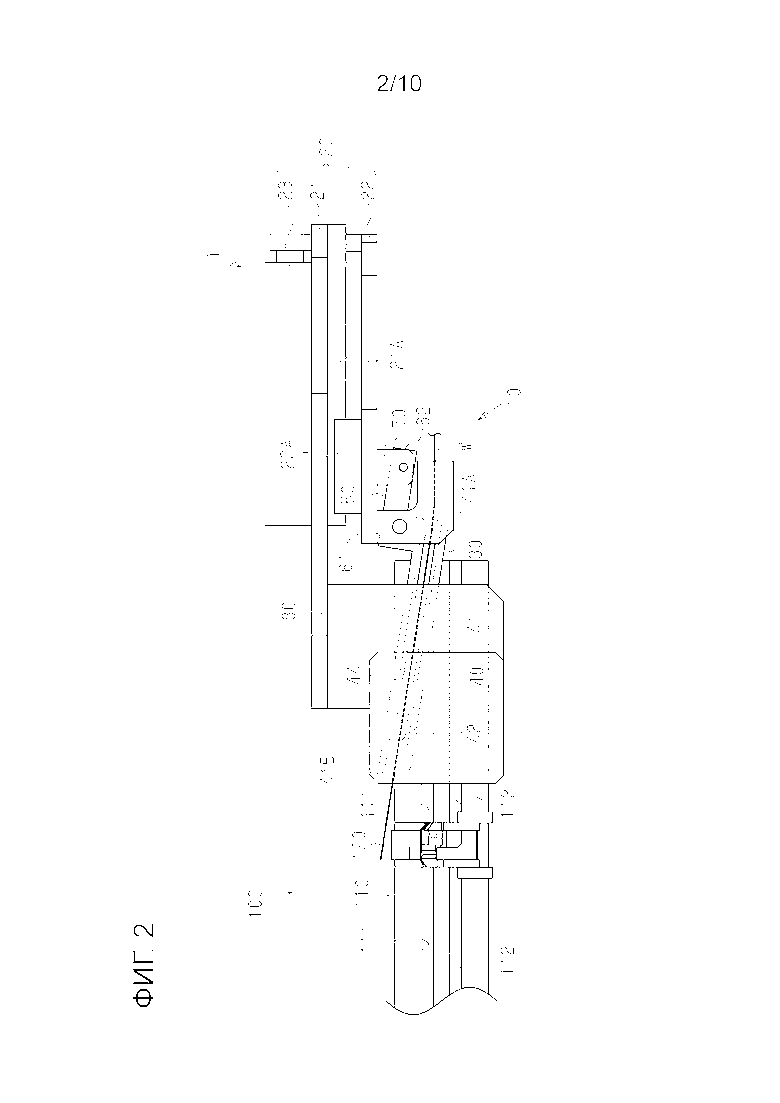
Фиг.2 представляет собой вид сверху, показывающий устройство формирования сердечника борта шины в соответствии с фиг.1.
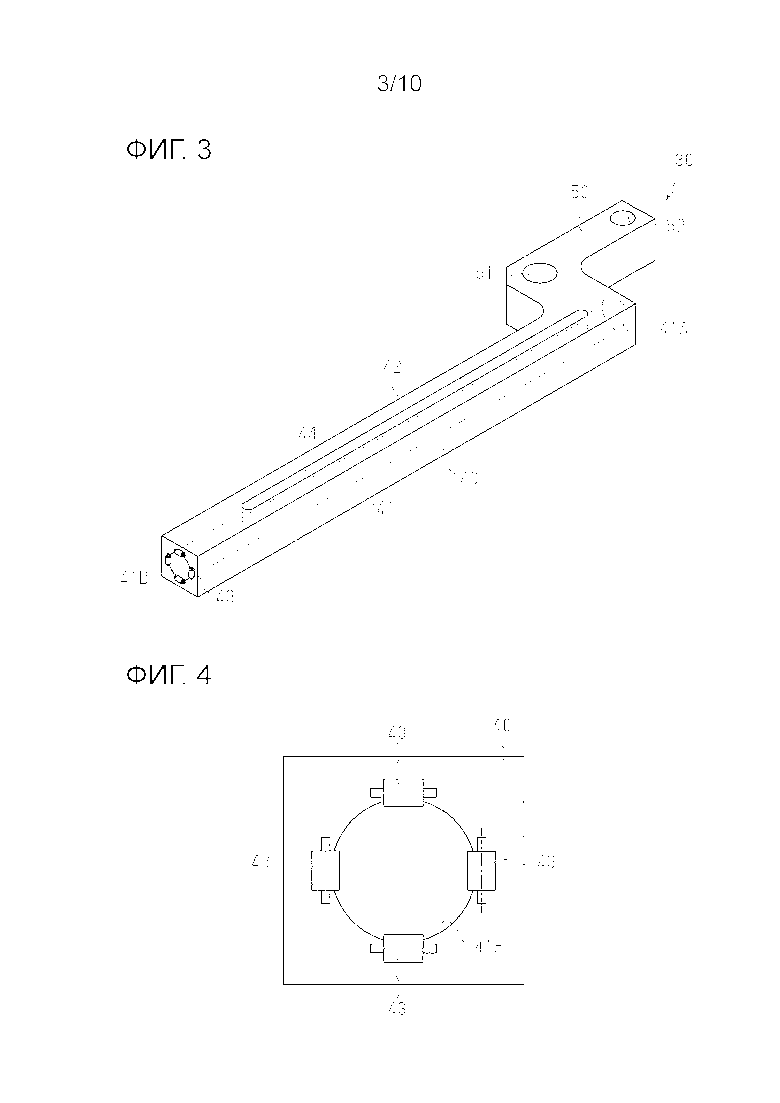
Фиг.3 представляет собой перспективный вид, показывающий участок пропускания стальной проволоки в соответствии с вариантом осуществления.
Фиг.4 представляет собой вид спереди, показывающий участок пропускания стальной проволоки в соответствии с вариантом осуществления.
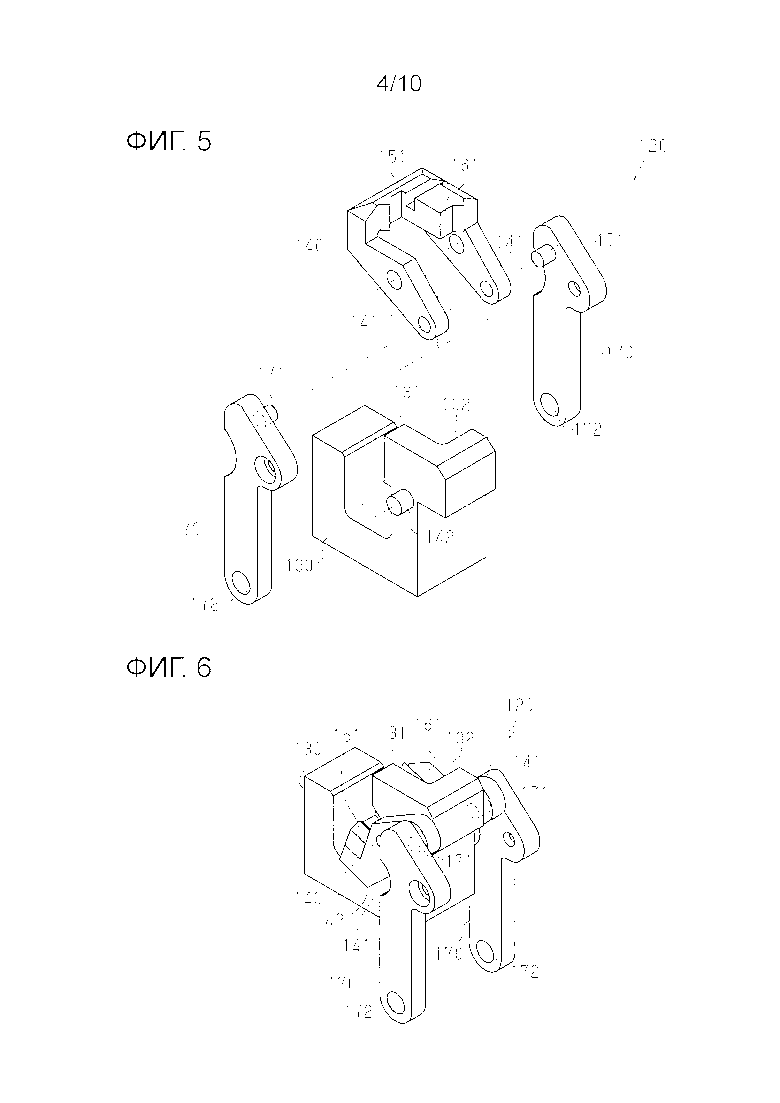
Фиг.5 представляет собой перспективный вид с пространственным разделением элементов, показывающий зажимное устройство в соответствии с вариантом осуществления.
Фиг.6 представляет собой перспективный вид, показывающий зажимное устройство в соответствии с вариантом осуществления.
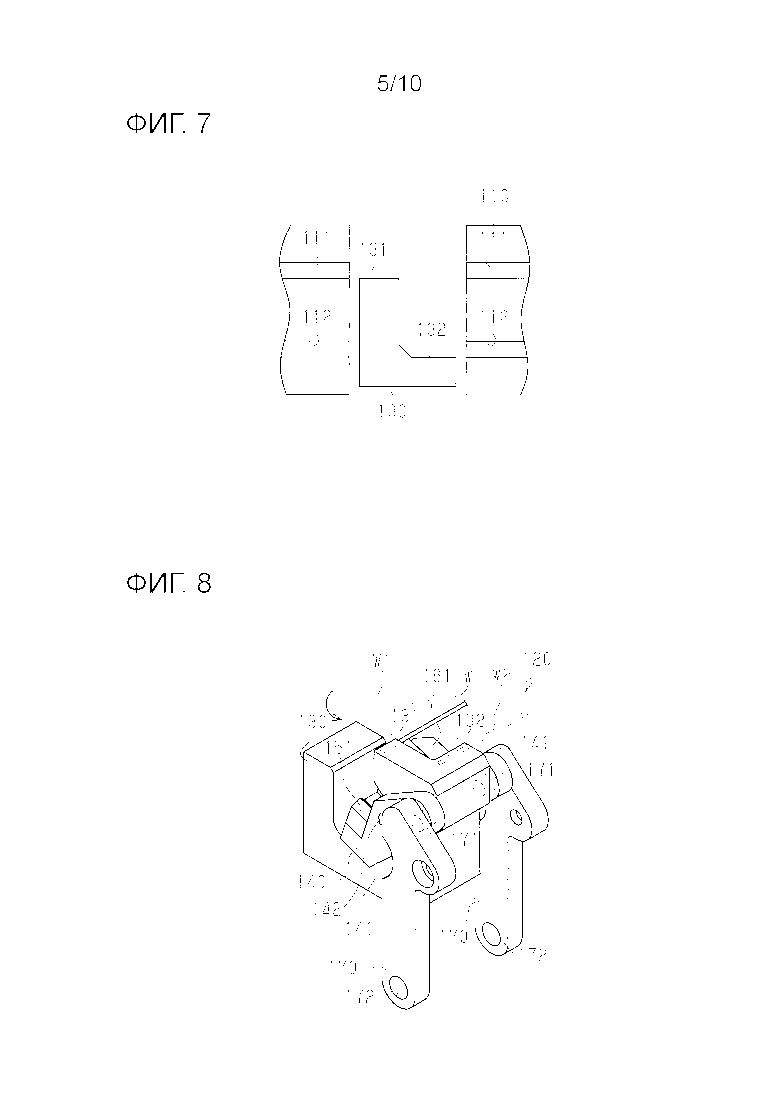
Фиг.7 представляет собой чертеж, показывающий относительное положение между первой и второй стенками основания и первой и второй намоточной канавкой в соответствии с вариантом осуществления.
Фиг.8 представляет собой перспективный вид, показывающий зажимное устройство в соответствии с вариантом осуществления.
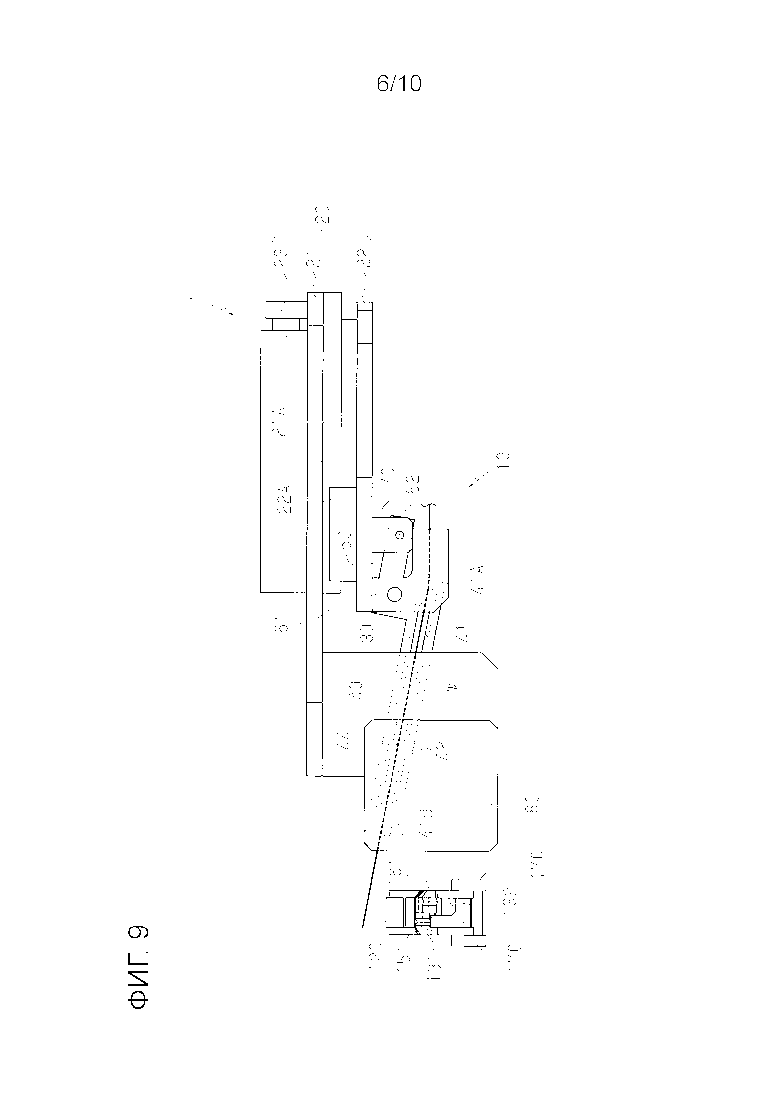
Фиг.9 представляет собой вид сверху устройства формирования сердечника борта шины в соответствии с вариантом осуществления, когда участок пропускания стальной проволоки поворачивает дистальный конец стальной проволоки к первой стенке основания.
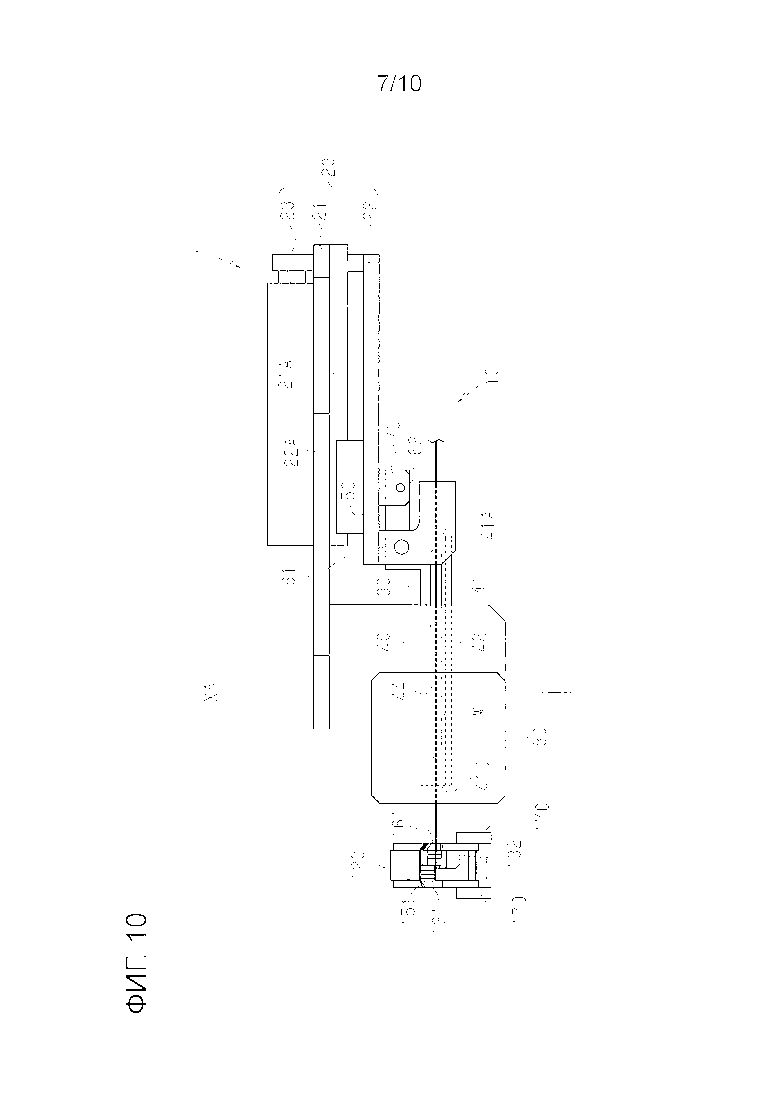
Фиг.10 представляет собой вид сверху устройства формирования сердечника борта шины, когда дистальный конец стальной проволоки расположен рядом с первой стенкой основания.
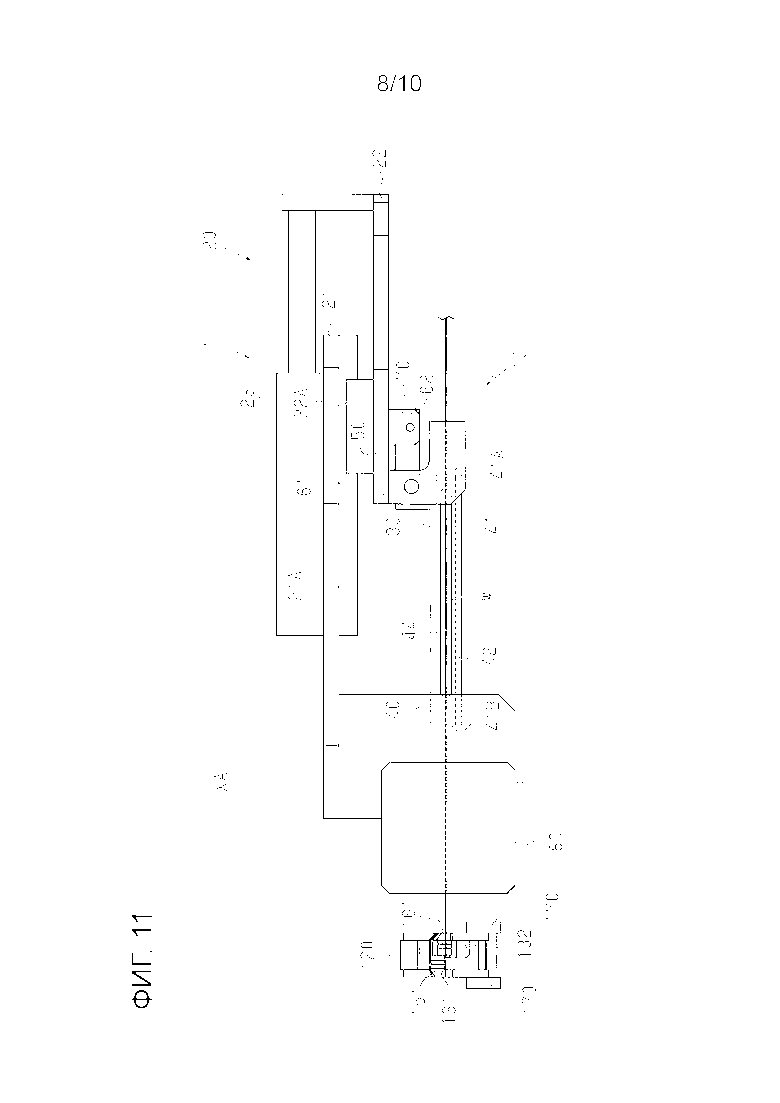
Фиг.11 представляет собой вид сверху устройства формирования сердечника борта шины, когда участок пропускания стальной проволоки перемещен назад из положения отрезания.
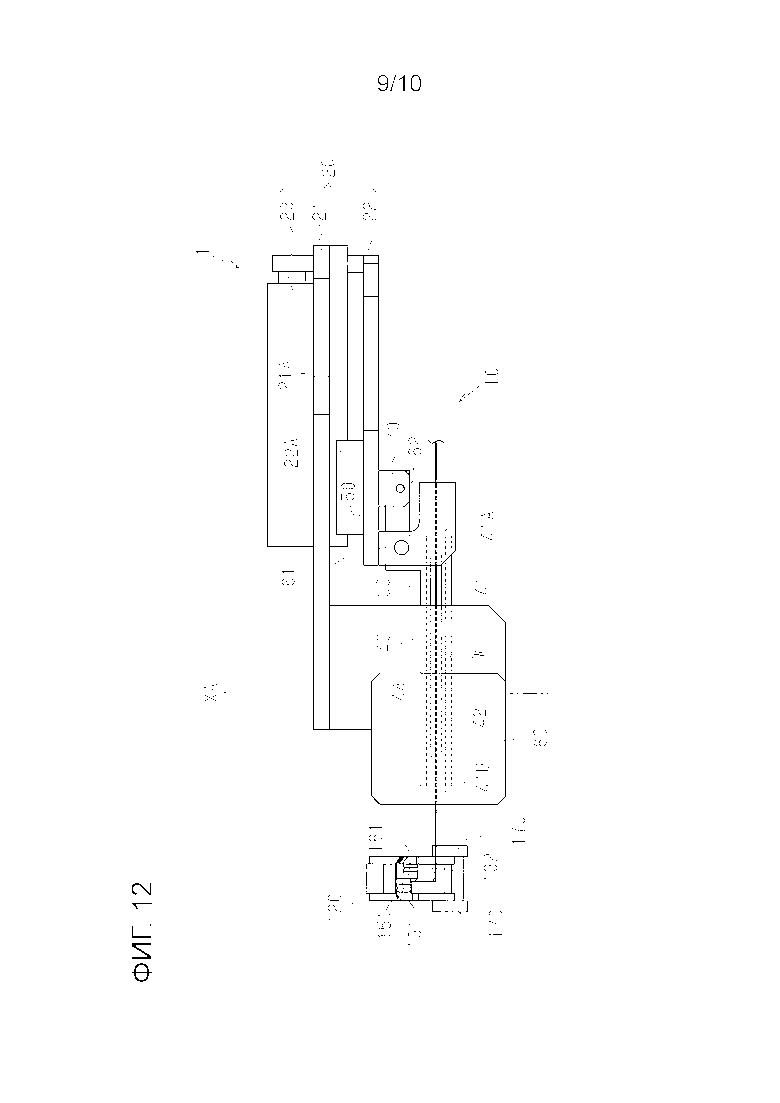
Фиг.12 представляет собой вид сверху устройства формирования сердечника борта шины, когда дистальный конец стальной проволоки расположен рядом с второй стенкой основания.
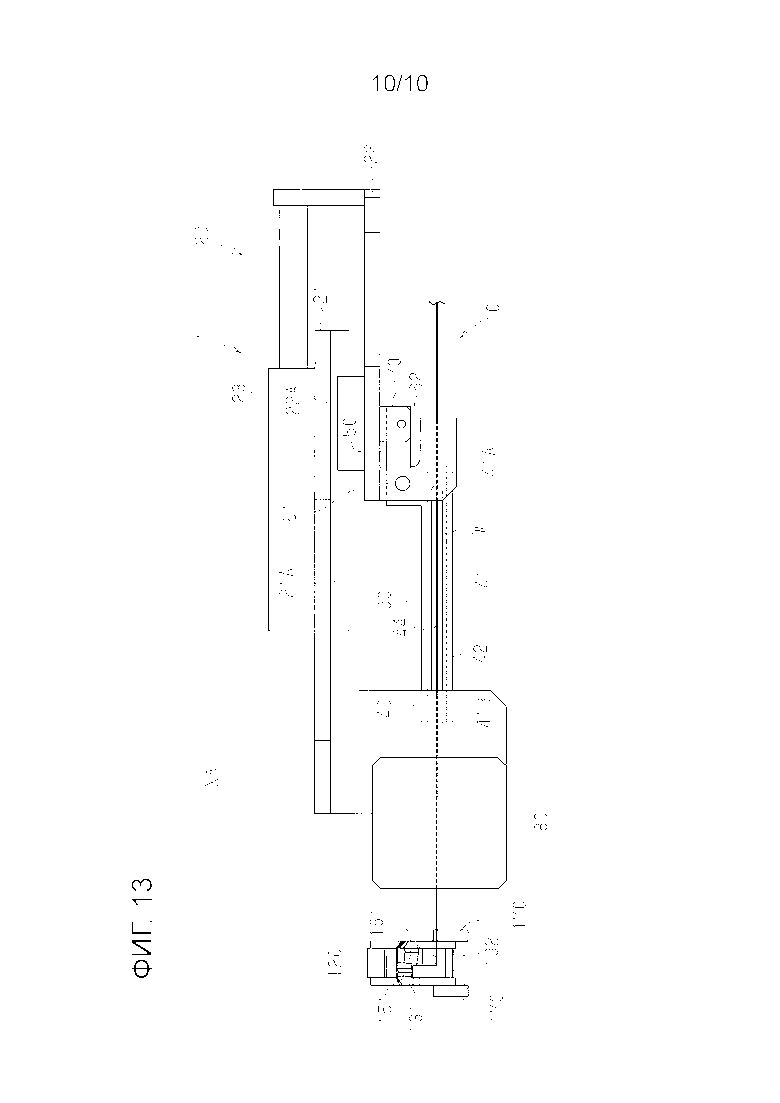
Фиг.13 представляет собой вид сверху устройства формирования сердечника борта шины, когда участок пропускания стальной проволоки перемещен назад из положения отрезания.
Варианты осуществления изобретения
[11] Ниже будет описано устройство 1 формирования сердечника борта шины в соответствии с одним вариантом осуществления.
Как показано на фиг.1, устройство 1 формирования сердечника борта шины включает направляющее устройство 10, через которое проходит обрезиненная стальная проволока W, режущее устройство 80, которое отрезает стальную проволоку W, и намоточное устройство 100, которое формирует сердечник борта шины посредством наматывания стальной проволоки W, которая подается посредством направляющего устройства 10. Перед подачей в направляющее устройство 10 посредством подающего ролика (не показанного) стальная проволока W подвергается сгибанию в соответствии с диаметром борта.
[12] Направляющее устройство 10 включает корпус 20 устройства и участок 30 пропускания стальной проволоки, через который проходит стальная проволока W.
Как показано на фиг.2, корпус 20 устройства включает первую опорную плиту 21, с которой связано режущее устройство 80, вторую опорную плиту 22, с которой связан участок 30 пропускания стальной проволоки, и привод 23, который перемещает вторую опорную плиту 22 относительно первой опорной плиты 21. Вторая опорная плита 22 включает направляющую 22А, которая направляется по рельсу 21А, связанному с первой опорной плитой 21.
[13] Участок 30 пропускания стальной проволоки соединен с штоком 70 поршня цилиндра (не показанного) посредством соединительной оси 62. Шток 70 поршня связан с второй опорной плитой 22. Когда упомянутый цилиндр приводит в движение шток 70 поршня, участок 30 пропускания стальной проволоки поворачивается вокруг оси 61 вращения.
[14] Как показано на фиг.1, режущее устройство 80 включает верхний нож 81, который закреплен с возможностью вертикального перемещения относительно первой опорной плиты 21, и нижний нож 82, который прикреплен к первой опорной плите 21. Верхний нож 81 и нижний нож 82 отрезают стальную проволоку W в положении ХА отрезания после того, как стальная проволока W намотана вокруг намоточного устройства 100 несколько раз в соответствии с формируемым сердечником борта шины.
[15] Намоточное устройство 100 включает формирователь 110, вокруг которого наматывается стальная проволока W, и зажимное устройство 120, которое связано с формирователем 110, для зажима дистального конца стальной проволоки W.
[16] Как показано на фиг.2, формирователь 110 содержит периферийную поверхность, которая включает первую намоточную канавку 111 и вторую намоточную канавку 112, которые расположены в аксиальном направлении формирователя 110. Первая намоточная канавка 111 и вторая намоточная канавка 112 имеют разные формы поперечного сечения в соответствии с формами формируемых сердечников борта. Для формирования соответствующего сердечника борта стальную проволоку W наматывают вокруг первой намоточной канавки 111 или второй намоточной канавки 112.
[17] Как показано на фиг.3, участок 30 пропускания стальной проволоки включает корпус 40, который включает направляющий канал 41, через который проходит стальная проволока W, и основание 50, которое является непрерывным с корпусом 40.
Направляющий канал 41 продолжается прямо в направлении подачи стальной проволоки W. Направляющий канал 41 включает вход 41А, который является конусным, так что вход 41А расширяется от выше по потоку к ниже по потоку в направлении подачи стальной проволоки W.
[18] Как показано на фиг.3 и 4, направляющий канал 41 включает выход 41В, с которым связано множество (четыре в данном варианте осуществления) миниатюрных ролика 43. Каждый миниатюрный ролик 43 является примером вращающегося элемента.
Как показано на фиг.3, щель 44 проходит через корпус 40 между верхней поверхностью 42 корпуса и внутренней поверхностью направляющего канала 41. Щель 44 продолжается в направлении, в котором продолжается направляющий канал 41. Перед подачей в направляющий канал 41 стальную проволоку W сгибают, например, к верхней поверхности 42 так, чтобы придать ей форму в соответствии с диаметром борта. Таким образом, для ограничения контакта согнутой стальной проволоки W с внутренней частью направляющего канала 41, щель 44 продолжается между верхней поверхностью 42 и внутренней поверхностью направляющего канала 41 в положении, соответствующем направлению, в котором сгибают стальную проволоку W.
[19] Основание 50 является непрерывным с концом корпуса 40, расположенным рядом с входом 41А направляющего канала 41. Основание 50 включает первое отверстие 51 под ось для оси 61 вращения (показанной на фиг.2), которая служит центром вращения участка 30 пропускания стальной проволоки, и второе отверстие 52 под ось для оси 62 вращения (показанной на фиг.2), которая соединяет шток 70 поршня с участком 30 пропускания стальной проволоки. Первое отверстие 51 под ось расположено позади второго отверстия 52 под ось в направлении подачи стальной проволоки W.
[20] Структура зажимного устройства 120 будет описана ниже со ссылкой на фиг.5-7.
Как показано на фиг.5 и 6, зажимное устройство 120 включает основание 130 зажима, которое соединено с формирователем 110, подвижный элемент 140, который перемещается относительно основания 130 зажима, и две подвижные опоры 170, которые соединены с подвижным элементом 140.
[21] Основание 130 зажима включает первую стенку 131 основания и вторую стенку 132 основания, которые используются для удерживания дистального конца подаваемой стальной проволоки W. Как показано на фиг.7, первая стенка 131 основания выполнена в соответствии с первой намоточной канавкой 111. Вторая стенка 132 основания выполнена в соответствии с второй намоточной канавкой 112.
[22] Подвижный элемент 140 включает два вращающихся выступа 141, которые соединены с возможностью вращения с основанием 130 зажима так, что часть основания 130 зажима, включающая стенки 131, 132 основания, удерживается между двумя вращающимися выступами 141. Вращающиеся выступы 141 вращаются вокруг оси 142 вращения, которая поддерживается посредством основания 130 зажима.
[23] Подвижный элемент 140 включает первую зажимную стенку 151, которая расположена между двумя вращающимися выступами 141. Дистальный конец стальной проволоки W выполнен с возможностью удерживания между и зажатия посредством первой зажимной стенки 151 и первой стенки 131 основания в положении, соответствующем первой намоточной канавке 111 (ссылаясь на фиг.2).
[24] Подвижный элемент 140 включает вторую зажимную стенку 161, которая расположена между двумя вращающимися выступами 141. Дистальный конец стальной проволоки W выполнен с возможностью удерживания между и зажатия посредством второй зажимной стенки 161 и второй стенки 132 основания в положении, соответствующем второй намоточной канавке 112 (ссылаясь на фиг.2).
[25] В дальнейшем в данном описании положение, в котором первая зажимная стенка 151 или вторая зажимная стенка 161 удерживает дистальный конец стальной проволоки W, то есть положение подвижного элемента 140, когда каждая зажимная стенка 151, 161 расположена напротив соответствующей стенки 131, 132 основания, называется положением зажима. Кроме того, положение, в котором первая зажимная стенка 151 и вторая зажимная стенка 161 не удерживают дистальный конец стальной проволоки W, то есть положение подвижного элемента 140, когда каждая зажимная стенка 151, 161 не расположена напротив соответствующей стенки 131, 132 основания, называется положением без зажима.
[26] Каждая подвижная опора 170 соединена с соответствующим вращающимся выступом 141 посредством соединительной оси 171 так, что два вращающихся выступа 141 расположены между двумя подвижными опорами 170. Каждая подвижная опора 170 включает отверстие 172. Отверстия 172 соединены с возможностью вращения с дистальным концом привода (не показанного).
[27] Работа устройства 1 формирования сердечника борта шины будет описана ниже со ссылкой на фиг.8-13. На фиг.9-13 формирователь 110 не показан.
Сначала будет описана работа устройства 1 формирования сердечника борта шины, когда стальную проволоку 1 наматывают на первую намоточную канавку 111.
[28] Когда шток 70 поршня отводят, привод 23 перемещает вторую опорную плиту 22 в сторону от зажимного устройства 120. В данном положении стальная проволока W, которая изогнута в заданной форме, подается так, чтобы проходить через направляющий канал 41 участка 30 пропускания стальной проволоки. Стальная проволока W подается в положение, в котором заданная длина дистального конца стальной проволоки W выступает из выхода 41В направляющего канала 41.
[29] Затем отведенный шток 70 поршня перемещают так, чтобы выступать из второй опорной плиты 22, и привод 23 перемещает вторую опорную плиту 22 к зажимному устройству 120. Таким образом, участок 30 пропускания стальной проволоки и стальная проволока W, которая удерживается посредством корпуса 20 устройства, перемещаются в положение, показанное на фиг.9. Это завершает размещение дистального конца стальной проволоки W. В это время, как показано на фиг.8, на котором стальная проволока W1 показана сдвоенной пунктирной линией, дистальный конец стальной проволоки W находится в положении, отделенном от первой стенки 131 основания и второй стенки 132 основания.
[30] После того, как дистальный конец стальной проволоки W размещен на месте в направлении подачи таким образом, шток 70 поршня отводят. Это поворачивает участок 30 пропускания стальной проволоки вокруг оси 61 вращения, как показано на фиг.10. Таким образом, дистальный конец стальной проволоки W перемещается в положение рядом с первой стенкой 131 основания, как показано на фиг.8 сплошной линией.
[31] После того, как дистальный конец перемещен в положение рядом с первой стенкой 131 основания, подвижные опоры 170 принудительно перемещаются вниз посредством привода (не показанного). Это перемещает подвижный элемент 140 из положения без зажима в положение зажима. Таким образом, первая стенка 131 основания и первая зажимная стенка 151 зажимают между ними стальную проволоку W в положении, соответствующем первой намоточной канавке 111 (ссылаясь на фиг.2). Кроме того, формирователь 110 увеличивают в диаметре.
[32] Как показано на фиг.11, когда первая стенка 131 основания и первая зажимная стенка 151 зажимают стальную проволоку W, привод 23 перемещает вторую опорную плиту 22 в сторону от зажимного устройства 120. Таким образом, выход 41В участка 30 пропускания стальной проволоки перемещается назад из положения ХА отрезания, которое показано одинарной пунктирной линией.
[33] Затем формирователь 110 поворачивают так, чтобы наматывать стальную проволоку W вокруг первой намоточной канавки 111 заданное количество раз. После того как стальную проволоку W намотали на первую намоточную канавку 111, режущее устройство 80 отрезает замыкающий конец стальной проволоки W. Кроме того, формирователь 110 уменьшают в диаметре, и подвижный элемент 140 перемещают из положения зажима в положение без зажима. Это освобождает дистальный конец стальной проволоки W из зажимного устройства 120, и получается сердечник борта шины, который соответствует форме первой намоточной канавки 111. Когда режущее устройство 80 отрезает замыкающий конец стальной проволоки W, то есть участок стальной проволоки W, служащий в качестве дистального конца стальной проволоки W, которая после этого наматывается вокруг формирователя 110, стальная проволока W подвергается сгибанию в направляющем канале 41. Согнутая стальная проволока W попадает в щель 44, которая образована в корпусе 40. Таким образом, стальная проволока W не контактирует с внутренней поверхностью направляющего канала 41.
[34] Ниже будет описана работа устройства 1 формирования сердечника борта шины, когда стальную проволоку W наматывают на вторую намоточную канавку 112.
После того как дистальный конец стальной проволоки W размещен на месте в направлении подачи, шток 70 поршня отводят из положения, показанного на фиг.9, в положение, показанное на фиг.12. Это поворачивает участок 30 пропускания стальной проволоки вокруг оси 61 вращения. Таким образом, как показано на фиг.8, на котором стальная проволока W2 показана сдвоенной пунктирной линией, дистальный конец стальной проволоки W перемещается в положение рядом с второй стенкой 132 основания.
[35] После того как дистальный конец стальной проволоки W перемещен в положение рядом с второй стенкой 132 основания, подвижные опоры 170 принудительно перемещаются вниз посредством привода (не показанного). Это перемещает подвижный элемент 140 из положения без зажима в положение зажима. Таким образом, вторая стенка 132 основания и вторая зажимная стенка 161 зажимают стальную проволоку W между ними в положении, соответствующем второй намоточной канавке 112 (ссылаясь на фиг.2). Кроме того, формирователь увеличивают в диаметре.
[36] Как показано на фиг.13, когда вторая стенка 132 основания и вторая зажимная стенка 161 зажимают стальную проволоку W, привод 23 перемещает вторую опорную плиту 22 в сторону от зажимного устройства 120. Таким образом, выход 41В участка 30 пропускания стальной проволоки перемещается назад из положения ХА отрезания, которое показано одинарной пунктирной линией.
[37] Затем формирователь 110 поворачивают так, чтобы наматывать стальную проволоку W вокруг второй намоточной канавки 112 заданное количество раз. После того как стальная проволока W намотана на вторую намоточную канавку 112, режущее устройство 80 отрезает замыкающий конец стальной проволоки W. Кроме того, формователь 110 уменьшают в диаметре, и подвижный элемент 140 перемещают из положения зажима в положение без зажима. Это освобождает дистальный конец стальной проволоки W из зажимного устройства 120, и получается сердечник борта шины, который соответствует форме второй намоточной канавки 112. Когда режущее устройство 80 отрезает замыкающий конец стальной проволоки W, то есть участок стальной проволоки W, служащий в качестве дистального конца стальной проволоки W, которая после этого наматывается на формирователь 110, стальная проволока W подвергается сгибанию в направляющем канале 41. Согнутая стальная проволока W попадает в щель 44, которая образована в корпусе 40. Таким образом, стальная проволока W не контактирует с внутренней поверхностью направляющего канала 41.
[38] Данный вариант осуществления обладает преимуществами, описанными ниже.
(1) Стальная проволока W не контактирует с внутренней поверхностью направляющего канала 41 на участке, включающем щель 44. Это ограничивает закручивание стальной проволоки W в направляющем канале 41
[39] (2) Поскольку ограничено закручивание стальной проволоки W в направляющем канале 41, ограничено смещение дистального конца стальной проволоки W из требуемого положения. Это позволяет зажимному устройству 120 надлежащим образом зажимать дистальный конец стальной проволоки W.
[40] (3) Щель 44 продолжается в направлении, в котором продолжается направляющий канал 41. Это дополнительно расширяет участок внутренней поверхности направляющего канала 41, который не контактирует со стальной проволокой W. Таким образом, когда стальная проволока W проходит через направляющий канал 41, закручивание дополнительно ограничено.
[41] (4) Вход 41А направляющего канала 41 является конусным, так что вход 41А расширяется от ниже по потоку к выше по потоку в направлении подачи стальной проволоки W. Таким образом, когда согнутую стальную проволоку W подают в направляющий канал 41, контакт стальной проволоки W с входом 41А направляющего канала 41 ограничен. Это позволяет дистальному концу стальной проволоки W легко входить в направляющий канал 41.
[42] (5) Миниатюрные ролики 43 связаны с выходом 41В направляющего канала. Это уменьшает трение, возникающее при контакте стальной проволоки W с выходом 41В направляющего канала 41. Таким образом, ограничено повреждение резинового покрытия стальной проволоки W.
[43] (6) Основание 50 является непрерывным с концом корпуса 40, расположенным рядом с входом 41А направляющего канала 41. Это удлиняет радиус поворота участка 30 пропускания стальной проволоки по сравнению со структурой, в которой основание 50 является непрерывным с боковой поверхностью корпуса 40. Это увеличивает величину перемещения дистального конца стальной проволоки W на единицу угла поворота.
[44] Вышеописанный вариант осуществления может быть модифицирован следующим образом.
- Внутренняя поверхность направляющего канала 41 может включать углубление в дополнение к щели 44 или вместо щели 44. В данной структуре, когда стальная проволока W перемещается через направляющий канал 41, ограничен контакт стальной проволоки W с внутренней поверхностью направляющего канала 41 на участке, включающем упомянутое углубление. Это ограничивает закручивание стальной проволоки W при прохождении через направляющий канал 41. Когда внутренняя поверхность направляющего канала 41 включает углубление, предпочтительно упомянутое углубление продолжается в направлении, в котором продолжается направляющий канал 41.
[45] - Щель может продолжаться между внутренней поверхностью направляющего канала 41 и по меньшей мере одной из боковой поверхности и нижней поверхности корпуса 40. Более конкретно, щель 44 может быть образована в любом положении направляющего канала 41 в соответствии с направлением, в котором стальная проволока W подвергается сгибанию.
[46] - Выход 41В направляющего канала 41 может быть расширен от выше по потку к ниже по потоку в направлении подачи стальной проволоки W. В данной структуре, когда стальную проволоку W сгибают в соответствии с диаметром борта и подают в направляющий канал 41, контакт стальной проволоки W с выходом 41В направляющего канала 41 ограничен. Таким образом, дистальный конец стальной проволоки W легко выходит из направляющего канала 41.
[47] - Когда выход 41В направляющего канала 41 расширяется от выше по потоку к ниже по потоку в направлении подачи стальной проволоки W, миниатюрные ролики 43 могут быть связаны с выходом 41В.
- Основание 50 может быть непрерывным с участком корпуса 40, соответствующим боковой поверхности.
[48] - Первая стенка 131 основания и первая зажимная стенка 151 могут быть исключены. В качестве альтернативы, вторая стенка 132 основания и вторая зажимная стенка 161 могут быть исключены.
Описание ссылочных позиций
[49] 10... направляющее устройство,
41... направляющий канал,
41А... вход,
41В... выход,
43... миниатюрный ролик (вращающийся элемент),
44... щель,
W... стальная проволока.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СЕРДЕЧНИКА БОРТА | 2014 |
|
RU2667294C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2014 |
|
RU2671330C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СЕРДЕЧНИКА БОРТА ШИНЫ | 2014 |
|
RU2664995C1 |
| РЕЖУЩЕЕ УСТРОЙСТВО ДЛЯ СТАЛЬНОЙ ПРОВОЛОКИ ДЛЯ СЕРДЕЧНИКА БОРТА ШИНЫ | 2014 |
|
RU2677909C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ РЕЗИНЫ НА СТАЛЬНУЮ ПРОВОЛОКУ | 2014 |
|
RU2670892C9 |
| ДЕФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ СТАЛЬНОЙ ПРОВОЛОКИ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ СЕРДЕЧНИКОВ БОРТОВ ШИН | 2014 |
|
RU2662539C1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА НАПОЛНИТЕЛЬНОГО ШНУРА | 2014 |
|
RU2672736C2 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ БОРТОВОГО КОЛЬЦА | 2012 |
|
RU2596556C2 |
| ПОДДЕРЖИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ КАТУШКИ | 2014 |
|
RU2659001C2 |
| УСТРОЙСТВО СБОРКИ УЗЛА БОРТА | 2014 |
|
RU2643553C1 |
Изобретение относится к формированию сердечника борта шины. Направляющее устройство для стальной проволоки, подаваемой в устройство для формирования сердечника борта шины, содержит направляющий канал, через который проходит стальная проволока при ее подаче в формирователь и который выполнен с внутренней поверхностью, по меньшей мере часть которой включает в себя углубление, соответствующее направлению, в котором стальная проволока подвергается сгибанию. Исключается закручивание стальной проволоки в направляющем канале. 4 з.п. ф-лы, 13 ил.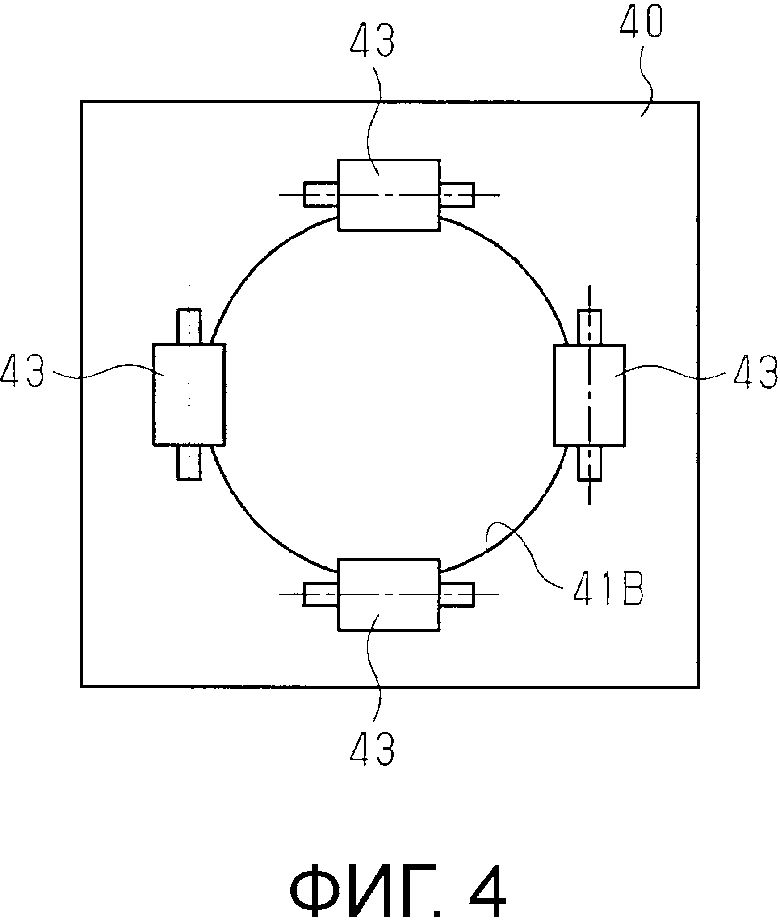
1. Направляющее устройство для стальной проволоки, подаваемой в устройство для формирования сердечника борта шины, содержащее:
направляющий канал, через который проходит стальная проволока при ее подаче в устройство для формирования сердечника борта шины, при этом
упомянутый направляющий канал включает в себя внутреннюю поверхность, и
по меньшей мере на части упомянутой внутренней поверхности выполнено углубление, которое расположено в направлении, соответствующем направлению, в котором стальная проволока подвергается сгибанию, и обеспечивает возможность ограничения контакта согнутой стальной проволоки с внутренней поверхностью направляющего канала и ограничения закручивания стальной проволоки в направляющем канале.
2. Направляющее устройство по п.1, в котором упомянутое углубление выполнено в направлении прохождения направляющего канала.
3. Направляющее устройство по п.1 или 2, в котором упомянутый направляющий канал содержит вход, который расширяется от ниже по потоку к выше по потоку в направлении подачи стальной проволоки.
4. Направляющее устройство по п.1 или 2, в котором упомянутый направляющий канал содержит выход, который расширен от выше по потоку к ниже по потоку в направлении подачи стальной проволоки.
5. Направляющее устройство по п.1 или 2, которое снабжено вращающимися элементами, связанными с направляющим каналом.
| JP 2006289733 A, 26.10.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСА ДЛЯ ШИН И КАРКАС, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232075C2 |
| Устройство для сортировки древесных частиц | 1985 |
|
SU1442273A2 |

