Изобретение относится к способу склеивания активированной фторопластовой пленки с металлом методом холодного отверждения и может быть использовано в резинотехнической промышленности для изготовления резинометаллических изделий.
Известен способ склеивания активированного фторопласта с металлом (Ковачич Л. Склеивание металлов и пластмасс - М.: Химия, 1985, с. 172), заключающийся в нанесении клея-расплава, содержащего фторированные полимеры, последующей сушке и активации клеевой поверхности при температуре 300°С, прессовании соединяемых частей при давлении 2,5-3,5 МПа.
Недостатком способа является его проведение при высокой температуре и давлении, что затрудняет изготовление изделий.
Наиболее близким по достигаемому техническому результату (Гладких С.Н. и др. Конструкционные клеи холодного отверждения с повышенной деформативной устойчивостью. // Клеи. Герметики. Технологии. №3, 2013, с. 10-14) является способ склеивания фторопластовой пленки с металлом эпоксидным клеем марки ЦМК-3, заключающийся в нанесении клея на склеиваемые поверхности, соединении склеиваемых деталей, отверждении клеевой пленки при температуре 15-35°С и удельном давлении 0,05-0,1 МПа.
Недостатком способа является невысокий эксплуатационный ресурс резинометаллических изделий, так как при склеивании образуется жесткий эпоксидный клеевой шов, имеющий низкую стойкость к действию расслаивающих нагрузок, из-за чего при эксплуатации резинометаллического изделия, состоящего из металлического основания) и резинокордной оболочки (РКО), происходит значительное истирание покровного слоя резинокордной оболочки на фторопластовой пленке. Кроме того, при хранении металлоарматуры (металлического основания) с приклеенной фторопластовой пленкой с течением времени, например 7 суток, происходит снижение прочности связи фторопластовая пленка-металл.
Техническим результатом заявляемого способа является улучшение антифрикционных свойств поверхности металлоарматуры и повышение ресурса резинометаллических изделий.
Технический результат достигается тем, что при склеивании активированной фторопластовой пленки и металлоарматуры применяют эпоксидно-каучуковый клей, содержащий эпоксидную и резиновую составляющую на основе бутадиен-нитрильного каучука, при этом в результате склеивания образуется эластичный клеевой шов, позволяющий снизить истирание резины по металлоарматуре с приклеенной активированной фторопластовой пленкой.
За счет эпоксидной составляющей обеспечивается высокая прочность связи активированной фторопластовой пленки с металлоарматурой, резиновая составляющая повышает стойкость клеевого соединения к действию расслаивающих нагрузок. За счет изменения поверхности металлоарматуры смягчается трение резинокордной оболочки о поверхность металлоарматуры с активированной фторопластовой пленкой.
Совокупность существенных признаков по заявляемому изобретению позволяет получить более качественное и надежное соединение активированной фторопластовой пленки с металлом в составе резинометаллического изделия и, как следствие, улучшение антифрикционных свойств поверхности металлоарматуры с активированной фторопластовой пленкой.
Новизна изобретения заключается в новом способе склеивания активированной фторопластовой пленки с металлом посредством эпоксидно-каучукового клея.
Сущность заявляемого изобретения иллюстрируется следующими примерами.
Пример 1 (прототип). Места склеивания металлического основания резинометаллического изделия с активированной фторопластовой пленкой подвергают абразивоструйной обработке электрокорундом, обезжиривают нефрасом С-2-80/120, сушат на воздухе в течение 15±5 мин, далее обрабатывают ацетоном и просушивают не менее 15 мин до полного удаления ацетона. Поверхность активированной фторопластовой пленки Ф-4МБ-ХА обезжиривают ацетоном и просушивают в течение не менее 15 мин до полного удаления ацетона. На металлическую поверхность основания резинометаллического изделия наносят эпоксидный клей ЦМК-3 и сразу склеивают активированную фторопластовую пленку с металлическим основанием при температуре 15-35°С и удельном давлении 0,2 МПа в течение 48 ч. После отверждения клея из двух металлических оснований с активированной фторопластовой пленкой и одной резинокордной оболочки собирают резинометаллическое изделие и проводят циклические испытания, в процессе которых происходит трение поверхности резинокордной оболочки о поверхность металлоарматуры.
Пример 2. Отличается от примера 1 тем, что в способе склеивания активированной фторопластовой пленки с металлоарматурой вместо эпоксидного клея ЦМК-3 используют клей на эпоксидно-каучуковой основе 51-К-10В, содержащий в своем составе эпоксидную смолу и резиновую смесь на основе бутадиен-нитрильного каучука, причем клей 51-К-10В наносится как на поверхность активированной фторопластовой пленки, так и на металлические основания резинометаллического изделия троекратно. Слои клея просушивают на воздухе 35, 25 и 3 мин соответственно. Склеивают активированную фторопластовую пленку с металлическим основанием при температуре 15-35°С и удельном давлении 0,2 МПа в течение 72 ч.
Сравнительные результаты испытаний резинометаллического изделия представлены в таблице.
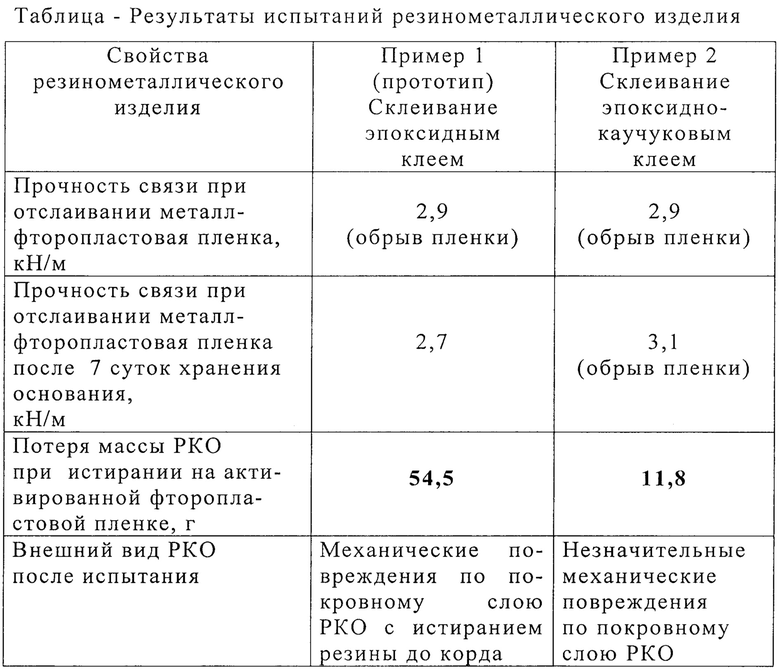
Результаты испытания резинометаллического изделия показали, что использование эпоксидно-каучукового клея в способе склеивания фторопластовой пленки с металлом (металлоарматурой) по сравнению с эпоксидным клеем в несколько раз снижает истираемость резины. Механические повреждения с эпоксидно-каучуковым клеем наблюдались только на поверхности покровного слоя резинокордной оболочки в отличие от повреждений массива резины вплоть до оголения корда при использовании эпоксидного клея. Кроме того, при хранении металлоарматуры в течение нескольких суток, например семи суток, прочность связи «металл-фторопластовая пленка» не снижается.
Заявляемый способ склеивания активированной фторопластовой пленки с металлоарматурой (металлом) обеспечивает достижение заявленного технического результата: улучшение антифрикционных свойств поверхности металлоарматуры и повышение ресурса резинометаллических изделий.
Предприятие имеет положительный опыт использования заявленного способа склеивания активированной фторопластовой пленки и металла (металлоарматуры) в производстве резинометаллических изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2014 |
|
RU2573867C2 |
| Способ склеивания фторопластовой стеклоткани с поверхностью изделия | 2021 |
|
RU2777642C1 |
| Способ соединения поверхностей изделий из фторопластовой стеклоткани | 2023 |
|
RU2830676C1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2009 |
|
RU2400512C1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2015 |
|
RU2597379C2 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2023 |
|
RU2816354C1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ ХОЛОДНОГО ОТВЕРЖДЕНИЯ | 2009 |
|
RU2448140C2 |
| КЛЕЕВОЙ ПОДСЛОЙ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2016 |
|
RU2637239C1 |
| КОНСТРУКЦИОННЫЙ КЛЕЙ И ЕГО ПРИМЕНЕНИЕ ДЛЯ СКЛЕИВАНИЯ | 2012 |
|
RU2592274C2 |
| АДГЕЗИВ ДЛЯ КРЕПЛЕНИЯ РЕЗИН К МЕТАЛЛУ ПРИ ВУЛКАНИЗАЦИИ | 2019 |
|
RU2699138C1 |
Изобретение относится к способу склеивания активированной фторопластовой пленки с металлом методом холодного отверждения клеевой композиции и может быть использовано в резинотехнической промышленности для изготовления резинометаллических изделий. Способ склеивания заключается в склеивании эпоксидно-каучуковым клеем 51-К-10В обезжиренных поверхностей металла и фторопластовой пленки при комнатной температуре под давлением до полного отверждения. Клеевая композиция содержит в своем составе эпоксидную и резиновую составляющую на основе бутадиен-нитрильного каучука. Изобретение позволяет улучшить антифрикционные свойства поверхности металлоарматуры и повысить ресурс резинометаллических изделий.1 з.п. ф-лы, 1 табл., 2 пр.
1. Способ склеивания активированной фторопластовой пленки с металлом методом холодного отверждения клеевой композиции на основе полимеров, заключающийся в обезжиривании поверхности металла и фторопластовой пленки, склеивании обезжиренных поверхностей при комнатной температуре под давлением до полного отверждения клея, отличающийся тем, что склеивание проводят эпоксидно-каучуковым клеем 51-К-10В, содержащим в своем составе эпоксидную и резиновую составляющие на основе бутадиен-нитрильного каучука.
2. Способ по п. 1, отличающийся тем, что клей на склеиваемые поверхности металла и активированной фторопластовой пленки наносится троекратно с просушиванием на воздухе первого, второго и третьего слоев 35, 25 и 3 мин соответственно, а склеивание проводят при 15-35°C и давлении 0,2 МПа в течение 72 час.
| ГЛАДКИХ С.Н | |||
| и др | |||
| Конструкционные клеи холодного отверждения с повышенной деформативной устойчивостью | |||
| Клеи | |||
| Герм.Технол.,3, 2013, с.10-14 | |||
| СПОСОБ СКЛЕИВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИТЕТРАФТОРЭТИЛЕНА | 1971 |
|
SU423828A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ И ХИМИЧЕСКОЙ ОБРАБОТКИ ФТОРОПЛАСТОВЫХ ДЕТАЛЕЙ ПЕРЕД СКЛЕИВАНИЕМ | 2013 |
|
RU2539597C1 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ С МЕТАЛЛОМ | 2014 |
|
RU2573867C2 |
| US 6162503 A1,19.12.2000 | |||
| US 6319351 B1,20.11.2001. | |||

