Настоящее изобретение относится к пригодным для нанесения печати смесям и пригодным для нанесения печати пленкам, в частности, к многослойным упаковочным пленкам. Изделия с нанесенной печатью, такие как пленки с нанесенной печатью, применяют для изготовления различных упаковочных изделий, таких как мешки, пакеты и подобные изделия, в частности, для применения при упаковывании широкого ряда продуктов, включая продукты питания. Такие упаковочные пленки включают многослойные пленки, первый внешний слой которых служит в качестве термозапаиваемого слоя, который запаивается с самим собой или с другим компонентом упаковки при упаковывании продукта, или который запаивается сам с собой при превращении пленки в упаковочное изделие, которое затем применяют при упаковывании продукта. Первый внешний термозапаиваемый слой разработан с обеспечением прочного термозапаянного соединения с самим собой или с другим компонентом упаковки. Второй внешний слой имеет внешнюю поверхность, которая образует по меньшей мере часть внешней поверхности упаковки, содержащей продукт. Второй внешний слой разработан для того, чтобы выдерживать воздействие нагревательного элемента термозапаивающего устройства, применяемого при превращении пленки в упаковочное изделие и/или применяемого при упаковывании продукта.
Термозапаиваемый слой обычно выполнен с возможностью запаивания при относительно низкой температуре, а второй внешний слой выполнен таким образом, чтобы он не плавился или не испытывал другого вредного воздействия под действием тепла от термозапаивающего устройства. Второй внешний слой в общем случае изготовлен из полимера, имеющего более высокую температуру плавления, чем полимер, из которого изготовлен первый внешний термозапаиваемый слой. Благодаря своим низкой стоимости и термостойкости полимеры на основе пропилена, такие как сополимер пропилена/этилена и терполимер пропилена/этилена/бутена, являются предпочтительными полимерами для применения во втором внешнем слое многослойных термоусадочных упаковочных пленок. Полимеры на основе пропилена могут выдерживать воздействие тепла, проходящего сквозь толщину пленки для расплавления термозапаиваемого слоя при осуществлении термозапаивания пленки с самой собой или с другим компонентом упаковки.
Желательно изготавливать упаковку из термоусадочной упаковочной пленки, на внешнем слое которой выполнена печать краской. Тем не менее, было обнаружено, что печать, выполненная краской на внешнем слое пленки, изготовленном из сополимера пропилена/этилена и терполимера пропилена/этилена/бутена, не выдерживает внешних воздействий, в результате чего происходит истирание краски в нежелательной степени. Было бы желательно разработать термоусадочную многослойную упаковочную пленку, имеющую пригодный для нанесения печати внешний слой, содержащий сополимер пропилена/этилена и/или терполимер пропилена/этилена/бутена, на котором краска выдерживает трение во время обработки пленки при преобразовании и упаковывании, а также при манипуляциях с упакованным продуктом, при его транспортировке и использовании.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Было обнаружено, что стойкость к истиранию краски можно улучшить при использовании смеси (i) олефинового блок-сополимера (ОБС) с (ii) полимером на основе пропилена, например, гомополимером пропилена и/или сополимером пропилена, включая сополимер пропилена/этилена (ПЭС) и/или терполимер пропилена/этилена/бутена (ПЭБ). Было обнаружено, что присутствие смеси в пригодном для нанесения печати внешнем слое многослойной пленки обеспечивает стойкость к истиранию краски при обработке пленки во время преобразования и упаковывания, а также при манипуляциях с пленкой, при транспортировке и применении пленки при изготовлении упакованного продукта.
Первый аспект настоящего изобретения относится к полимерной смеси, содержащей (i) гомополимер или сополимер на основе пропилена в количестве от 75 до 95 массовых процентов от общей массы смеси, и (ii) олефиновый блок-сополимер в количестве от 5 до 25 массовых процентов от общей массы смеси. Олефиновый блок-сополимер представляет собой сополимер этилена/C3-20 α-олефина, имеющий плотность от 0,85 до 0,89 г/см3 и индекс расплава от 0,5 г/10 мин до 10 г/10 мин. В одном из вариантов реализации олефиновый блок-сополимер имеет коэффициент полидисперсности Mw/Mn по меньшей мере 1,7 и содержит жесткие сегменты и мягкие сегменты, причем жесткие сегменты составляют от 10 до 40 массовых процентов от общей массы блок-сополимера, при этом содержание сомономера в жестких сегментах составляет менее 3 мольных процентов, в то время как содержание сомономера в мягких сегментах доставляет от 14 до 28 мольных процентов.
Второй аспект настоящего изобретения относится к стойкой к истиранию краски многослойной пленке с нанесенной печатью, содержащей первый внешний слой, который представляет собой термозапаиваемый слой, и второй внешний слой, содержащий смесь (i) гомополимера или сополимера на основе пропилена в количестве от 75 до 95 массовых процентов от общей массы смеси и (ii) олефинового блок-сополимера в количестве от 5 до 25 массовых процентов от общей массы смеси, причем олефиновый блок-сополимер представляет собой сополимер этилена/ С3-20 α-олефина с плотностью от 0,85 до 0,89 г/см3 и индексом расплава от 0,5 г/10 мин до 10 г/10 мин, причем на внешней поверхности второго внешнего слоя нанесена печать. В одном из вариантов реализации олефиновый блок-сополимер имеет коэффициент полидисперсности Mw/Mn по меньшей мере 1,7 и содержит жесткие сегменты и мягкие сегменты, причем жесткие сегменты составляют от 10 до 40 массовых процентов от общей массы блок-сополимера, при этом содержание сомономера в жестких сегментах составляет менее 3 мольных процентов, при этом содержание сомономера в мягких сегментах составляет от 14 до 28 мольных процентов.
В одном из вариантов реализации смесь содержит гомополимер или сополимер на основе пропилена в количестве от 75 до 90 массовых процентов от общей массы слоя и олефиновый блок-сополимер в количестве от 10 до 25 массовых процентов от общей массы слоя, причем олефиновый блок-сополимер представляет собой сополимер этилена/C4-12 α-олефина с плотностью от 0,870 до 0,884 г/см3 и индексом расплава от 0,8 г/10 мин до 7 г/10 мин, причем олефиновый блок-сополимер содержит жесткие сегменты и мягкие сегменты, причем жесткие сегменты составляют от 15 до 30 массовых процентов от общей массы блок-сополимера, при этом содержание сомономера в жестких сегментах составляет менее 2 мольных процентов и содержание сомономера в мягких сегментах составляет от 15 до 20 мольных процентов.
В одном из вариантов реализации смесь содержит гомополимер или сополимер на основе пропилена в количестве от 75 до 85 массовых процентов от общей массы слоя и олефиновый блок-сополимер в количестве от 15 до 25 массовых процентов от общей массы слоя, причем олефиновый блок-сополимер представляет собой сополимер этилена/С6-8 α-олефина с плотностью от 0,875 до 0,879 г/см3 и индексом расплава от 0,9 г/10 мин до 6 г/10 мин, и имеет коэффициент полидисперсности Mw/Mn от 1,7 до 3,5, причем олефиновый блок-сополимер содержит жесткие сегменты и мягкие сегменты, причем жесткие сегменты составляют от 23 до 27 массовых процентов от общей массы блок-сополимера, при этом содержание сомономера в жестких сегментах составляет менее 1 мольного процента, в то время как содержание сомономера в мягких сегментах составляет от 17 до 19 мольных процентов.
В одном из вариантов реализации олефиновый блок-сополимер представляет собой сополимер этилена/октена с плотностью от 0,876 до 0,878 г/см3 и индексом расплава примерно от 4,8 до 5,2 г/10 мин.
В одном из вариантов реализации олефиновый блок-сополимер представляет собой сополимер этилена/октена с плотностью от 0,876 до 0,878 г/см3 и индексом расплава примерно от 0,9 до 1,1 г/10 мин.
В одном из вариантов реализации печать содержит краску на основе нитроцеллюлозы/полиуретана.
В одном из вариантов реализации многослойная пленка дополнительно содержит внутренний слой пленки, расположенный между первым и вторым внешними слоями, причем указанный внутренний слой пленки содержит вторую смесь, содержащую от 10% до 60% по массе по меньшей мере одного полимера A, выбранного из группы, состоящей из сополимеров этилена-ненасыщенного сложного эфира, сополимера этилена-ненасыщенной кислоты и иономерной смолы, и от 5% до 50% по массе по меньшей мере одного полимера В, выбранного из сополимеров этилена/α-олефина с плотностью от 0,868 до 0,910 г/см3, предпочтительно от 0,868 до 0,905 г/см3, и от 30% до 65% по массе по меньшей мере одного полимера С, выбранного из сополимеров этилена/α-олефина с плотностью от 0,912 до 0,935 г/см3, предпочтительно от 0,912 до 0,925 г/см3, причем указанный полимер C имеет бимодальное молекулярно-массовое распределение или представляет собой длинноцепочечный разветвленный полимер.
В одном из вариантов реализации вторая полимерная смесь содержит от 30% до 50% по массе, предпочтительно от 20% до 55% по массе, полимера A, и от 10% до 30%, предпочтительно от 7% до 40% по массе, полимера B, и от 35% до 60% по массе, предпочтительно от 40% до 50%, полимера C.
В одном из вариантов реализации индекс расплава (MFI, измеренный согласно ASTM D1238 при 190°C и 2,16 кг) указанного полимера B составляет от 0,5 до 5 г/10 мин, предпочтительно от 1,0 до 3,0 г/10 мин и/или индекс расплава (MFI) указанного полимера C составляет от 0,5 до 5 г/10 мин, предпочтительно от 1,0 до 3,0 г/10 мин.
В одном из вариантов реализации процентное содержание по массе второй полимерной смеси по отношению ко всей пленке составляет от 5% до 60%, или от 10% до 40%, или от 20% до 35%.
В одном из вариантов реализации первый внешний термозапаиваемый слой содержит полимер, выбранный из сополимеров этилена-винилацетата (ЭВА), гомогенных или гетерогенных линейных сополимеров этилена/α-олефина и смесей указанных полимеров.
В одном из вариантов реализации скорость проникновения O2 (OTR, измеренная при 23°C и 0% отн. влажности согласно ASTM D-3985) находится в диапазоне от 1000 до 10000 см3/м2⋅день⋅атм.
В одном из вариантов реализации пленка дополнительно содержит внутренний газонепроницаемый слой, содержащий по меньшей мере один газонепроницаемый полимер, выбранный из сополимеров винилиденхлорида (ПВДХ), сополимеров этилена-винилового спирта (EVOH), полиамидов и сополимеров на основе акрилонитрила и смесей указанных полимеров.
В одном из вариантов реализации скорость проникновения O2 (OTR, измеренная при 23°C и 0% отн. влажности согласно ASTM D-3985) ниже, чем 100 см3/м2⋅день⋅атм, предпочтительно ниже 80 см3/м2⋅день⋅атм.
В одном из вариантов реализации скорость проникновения O2 (OTR, измеренная при 23°C и 0% отн. влажности согласно ASTM D-3985) составляет от 100 до 500 см3/м2⋅день⋅атм, предпочтительно от 150 до 450 см3/м2⋅день⋅атм.
В одном из вариантов реализации пленка демонстрирует процент свободной усадки при 85°C (ASTM D2732) по меньшей мере в одном или в обоих направлениях выше 5%, или выше 10%, или выше 15%, или выше 20%.
В одном из вариантов реализации пленка представляет собой шестислойную пленку, включающую первый внешний запаиваемый слой, второй внутренний слой, содержащий смесь согласно любому из пунктов формулы изобретения 1-3, третий и пятый соединительные слои, четвертый газонепроницаемый слой и шестой внешний слой, подвергающийся внешним воздействиям.
Третий аспект настоящего изобретения относится к упаковочному изделию в форме бесшовного пленочного рукава согласно второму аспекту, причем указанная пленка содержит смесь согласно первому аспекту, причем первый внешний термозапаиваемый слой представляет собой самый внутренний слой рукава. Как вариант, упаковочное изделие находится в форме гибкого контейнера, полученного путем термозапаивания с самой собой пленки согласно второму аспекту, причем указанная пленка содержит смесь согласно первому аспекту.
Четвертый аспект настоящего изобретения относится к продукту питания, упакованному в упаковочное изделие согласно третьему аспекту, прием указанное упаковочное изделие содержит пленку согласно второму аспекту, причем указанная пленка содержит смесь согласно первому аспекту.
В одном из вариантов реализации продукт выбран из мяса, птицы, сыра, подвергшегося технологической обработке и копченого мяса, свинины и ягнятины.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
ФИГ. 1 представляет собой схематическое изображение поперечного сечения двухслойной пленки согласно настоящему изобретению.
ФИГ. 2 представляет собой схематическое изображение поперечного сечения трехслойной пленки согласно настоящему изобретению.
ФИГ. 3 представляет собой схематическое изображение поперечного сечения шестислойной пленки согласно настоящему изобретению.
ФИГ. 4 представляет собой схематическое изображение способа изготовления многослойной пленки согласно настоящему изобретению.
ФИГ. 5 представляет собой схематическое изображение горизонтального способа непрерывного упаковывания для применения при изготовлении упакованного продукта, включающего упаковочное изделие согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем описании термин «пленка» относится к пластиковому полотну, независимо от того, имеет ли пленка форму листа или рукава. В настоящем описании термины «внутренний слой» и «внутрилежащий слой» относятся к любому слою пленки, обе главные поверхности которого непосредственно приклеены к другому слою пленки. В настоящем описании выражение «внешний слой» или «наружный слой» относится к любому слою пленки, лишь одна из главных поверхностей которого непосредственно приклеена к другому слою пленки. В настоящем описании «запаиваемый слой», «запаивающий слой», «термозапаиваемый слой» и «заклеивающий слой» относятся к внешнему слою пленки, участвующему в запаивании пленки с самой собой, с другим слоем этой же или другой пленки и/или с другим изделием, не являющимся пленкой. В настоящем описании выражения «соединительный слой» и «адгезивный слой» относятся к любому внутреннему слою пленки, главным назначением которого является склеивание двух слоев пленки между собой.
В настоящем описании выражения «направление экструзии», сокращаемое в настоящей заявке как «НЭ», и «продольное направление», сокращаемое как «ПрН», относится к направлению «по длине» пленки, т.е. в направлении экструзии пленки. В настоящем описании выражение «поперечное направление», сокращаемое как «ПоН», относится к направлению поперек пленки, перпендикулярно направлению экструзии или продольному направлению.
В настоящем описании термин «приклеенный» относится к слоям пленки, главные поверхности которых находятся в прямом или опосредованном (посредством одного или более дополнительных слоев, расположенных между ними) контакте друг с другом посредством совместной экструзии, нанесения покрытия экструзией или ламинирования с клеем. В настоящем описании у слоев пленки, которые являются «непосредственно приклеенными», главные поверхности находятся в прямом контакте друг с другом, без клея или другого слоя между ними. В настоящем описании слой, определенный как находящийся «между» двумя другими слоями, включает прямое приклеивание определенного слоя к обоим другим слоям, прямое приклеивание определенного слоя к первому из других слоев и опосредованное приклеивание определенного слоя ко второму из других слоев, а также опосредованное приклеивание основного слоя к обоим другим слоям.
В настоящем описании термин «газонепроницаемый слой» относится к слою, содержащему смолу, которая ограничивает прохождение одного или более газов (например, кислорода, двуокиси углерода, и т.д.) через слой. В настоящем описании выражение «барьерный слой» относится к слою, изготовленному из полимера, который служит барьером для проникновения кислорода O2, измеренного при 23°C и 0% отн. влажности. Кислородный барьер может обеспечить скорость проникновения кислорода, измеренную согласно ASTM D-3985, менее 500 см3/м2⋅день⋅атм, предпочтительно менее 100 см3/м2⋅день⋅атм.
В настоящем описании выражения «гибкий контейнер» и «упаковочное изделие» включают мешки с торцевой запайкой, мешки с боковой запайкой, мешки с L-образной запайкой, мешки с U-образной запайкой (также называемые «пакетами»), мешки с боковыми фальцами, рукава со швом и бесшовные оболочки. В настоящем описании термин «мешок» относится к упаковочному контейнеру, имеющему открытый верх, боковые края и нижний край. Термин «мешок» включает плоско укладываемые мешки, пакеты и оболочки, включая бесшовные оболочки и оболочки со швом на верхней грани, последние включают оболочки со швом внахлест, оболочки со швом с гребнем, и оболочки со швом встык на верхней грани, поверх которого наклеена соединительная клейкая лента. Различные конфигурации мешков и оболочек описаны в патентах США №6,764,729 и №6,790,468 (оба указанных документа полностью включены в настоящую заявку посредством ссылок), включая мешки с L-образной запайкой, мешки со швом на верхней грани и мешки с U-образной запайкой.
В настоящем описании выражение «бесшовный рукав» относится к рукаву без термозапайки, проходящей вдоль рукава. Бесшовный рукав в общем случае изготавливают путем экструзии через круглую фильеру.
Первый внешний слой представляет собой внутренний слой рукава и служит в качестве термозапаиваемого слоя для склеивания внутреннего слоя с самим собой (или с другим компонентом упаковочного изделия, если рукав представляет собой щелевое отверстие), включая мешки, оболочки, пакеты со швом на верхней стороне, и т.д. Термозапаиваемый слой можно запаивать с самим собой при изготовлении мешков с торцевой запайкой, мешков с боковой запайкой, оболочек со швом с гребнем, мешков с U-образной запайкой т.д.
В настоящем описании выражение «стабильность при обработке» является взаимозаменяемым с термином «обрабатываемость» и относится к стабильности пленки во время изготовления, при экструзии, ориентации и преобразовании.
В настоящем описании термин «ориентированный» относится к термопластиковой мембране, которая была вытянута при температуре выше температуры размягчения, в одном направлении («одноосевое») или двух направлениях («двухосевое»), с последующим охлаждением пленки для «закрепления», при котором по существу сохраняются вытянутые размеры. Ориентирование в твердом состоянии при температуре выше температуры размягчения приводит к получению пленки, обладающей свойствами термоусадки при последующем нагревании. Ориентирование в расплавленном состоянии, например, при производстве пленки с раздувом, не приводит к получению термоусадочной пленки. Ориентирование как в расплавленном состоянии, так и в твердом состоянии увеличивает степень ориентации полимерных цепей, благодаря чему улучшаются механические свойства получаемой ориентированной пленки.
В настоящем описании выражения «термоусадочный», «термоусадка» и подобные выражения указывают на склонность пленки сжиматься при воздействии тепла, т.е. сокращаться при нагревании, так что размер пленки уменьшается, при этом пленка находится в незакрепленном состоянии. Свободную усадку измеряют согласно ASTM D 2732, и определяют как процентное изменение размеров образца 10 см×10 см при воздействии выбранного нагрева, путем погружения образца на 5 секунд в водяную баню, нагретую до 85°C.
Многослойная пленка согласно настоящему изобретению может быть нетермоусадочной или термоусадочной. В настоящем описании выражение «нетермоусадочный» применяют в отношении пленки, демонстрирующей свободную усадку при 85°C менее 5% в направлении экструзии (НЭ) и менее 5% в поперечном направлении (ПоН), при общей (НЭ + ПоН) свободной усадке при 85°C менее 10%, измеренной согласно ASTM D2732. В настоящем описании выражение «термоусадочный» применяют в отношении пленки, демонстрирующей свободную усадку при 85°C по меньшей мере 5% по меньшей мере в одном направлении (НЭ и/или ПоН) и общую свободную усадку (НЭ + ПоН) при 85°C по меньшей мере 10%, измеренную согласно ASTM D2732. Термоусадочная многослойная пленка может иметь свободную усадку при 85°C по меньшей мере 10% по меньшей мере в одном направлении (НЭ и/или ПоН) или свободную усадку при 85°C по меньшей мере 10% в каждом направлении (НЭ и ПоН), или свободную усадку при 85°C по меньшей мере 15% по меньшей мере в одном направлении (НЭ и/или ПоН), или свободную усадку при 85°C по меньшей мере 20% по меньшей мере в одном направлении (НЭ и/или ПоН), или свободную усадку при 85°C по меньшей мере 15% в обоих направлениях (НЭ и ПоН), или свободную усадку при 85°C по меньшей мере 20% в обоих направлениях (НЭ и ПоН).
В настоящем описании термин «полимер» относится к продукту реакции полимеризации и включает гомополимеры и сополимеры. В настоящем описании термин «гомополимер» применяют в отношении полимера, полученного при полимеризации единственного мономера, т.е. полимера, состоящего по существу из одного типа звеньев, т.е. повторяющихся звеньев. В настоящем описании термин «сополимер» относится к полимерам, полученным по реакции полимеризации по меньшей мере двух различных мономеров. Например, термин «сополимер» включает продукт реакции сополимеризации этилена и α-олефина, такого как 1-гексен. При использовании в качестве родового термина, термин «сополимер» также включает, например, терполимеры. Термин «сополимер» также включает статистические сополимеры, блок-сополимеры и привитые сополимеры.
В настоящем описании термин «полиолефин» относится к полимеризованному олефину, который может быть линейным, разветвленным, циклическим, алифатическим, ароматическим, замещенным или незамещенным. Полиолефин включает олефиновый гомополимер, олефиновый сополимер, сополимер олефина и неолефинового сомономера, сополимеризуемого с олефином, такого как виниловые мономеры, модифицированные полимеры указанных мономеров и подобные соединения. Конкретные примеры включают гомополимер этилена, гомополимер пропилена, гомополимер бутена, сополимер этилена/С4-8 α-олефина, и подобные соединения, сополимер пропилена/α-олефина, сополимер бутена/α-олефина, сополимер этилена/ненасыщенного сложного эфира (например, сополимер этилена/этилакрилата, сополимер этилена/бутилакрилата, сополимер этилена/метилакрилата), сополимер этилена/ненасыщенной кислоты (например, сополимер этилена/акриловой кислоты, сополимер этилена/метакриловой кислоты), сополимер этилена/винилацетата, иономерную смолу, полиметилпентен и т.д.
В настоящем описании выражение «сополимер этилена/α-олефина» относится к гетерогенным и гомогенным полимерам, таким как линейный полиэтилен низкой плотности (ЛПЭНП) с плотностью обычно в диапазоне примерно от 0,900 г/см3 примерно до 0,930 г/см3, линейный полиэтилен средней плотности (ЛПЭСП) с плотностью обычно в диапазоне примерно от 0,930 г/см3 примерно до 0,945 г/см3, и полиэтилен очень низкой плотности и сверхнизкой плотности (ПЭОНП и ПЭСНП) с плотностью менее примерно 0,915 г/см3, обычно в диапазоне от 0,868 до 0,915 г/см3, и таким как катализированные металлоценом гомогенные смолы Exact® и Exceed®, поставляемые Exxon, одноцентровые смолы Affinity®, поставляемые Dow, и Tafmer® гомогенные смолы сополимера этилена/α-олефина, поставляемые Mitsui. Все указанные материалы в общем включают сополимеры этилена и одного или более сомономеров, выбранных из С4-10 α-олефина, такого как бутен-1, гексен-1, октен-1, и т.д., причем молекулы сополимеров содержат длинные цепи с относительно небольшим числом боковых ветвей или поперечно сшитые структуры.
В настоящем описании выражение «гетерогенный полимер» или «полимер, полученный путем гетерогенного катализа» относится к продуктам реакции полимеризации с относительно широким диапазоном вариаций по молекулярной массе и относительно широким диапазоном вариаций по композиционному распределению, т.е. обычные полимеры, полученные, например, при помощи обычных катализаторов Циглера-Натта, например, галогенидов металлов, активированных металлоорганическим катализатором, т.е. хлорид титана, факультативно содержащий хлорид магния, образующий комплекс с триалкилалюминием, и могут быть найдены в таких патентах, как патент США №4,302,565, выданный на имя Goeke и других, и патент США №4,302,566, выданный на имя Karol и других. Гетерогенно катализированные сополимеры этилена и олефина могут включать линейный полиэтилен низкой плотности (ЛПЭНП), полиэтилен очень низкой плотности (ПЭОНП) и полиэтилен сверхнизкой плотности (ПЭСНП). Некоторые сополимеры указанного типа доступны, например, от компании The Dow Chemical Company, находящейся в Midland, Michigan, США, и продаются как смолы под торговой маркой Dowlex.
В настоящем описании выражение «гомогенный полимер» или «полимер, полученный путем гомогенного катализа», или «полимер, полученный на одноцентровом катализаторе (ssc)» относится к продуктам реакции полимеризации с относительно узким молекулярно-массовым распределением и относительно узким композиционным распределением. Гомогенные полимеры отличаются по структуре от гетерогенных полимеров тем, что гомогенные полимеры демонстрируют относительно однородное распределение сомономеров вдоль цепи, идентичное распределение последовательности во всех цепях и близость длин все цепей, т.е. более узкое молекулярно-массовое распределение. Указанный термин включает гомогенные полимеры, полученные при помощи металлоценов или других катализаторов одноцентрового типа (ssc, от англ. «single site catalyzed»), а также гомогенные полимеры, полученные при помощи катализаторов типа Циглера-Натта в гомогенных условия катализа. Сополимеризация этилена и α-олефинов в гомогенных условиях катализа включает, например, сополимеризацию под действием металлоценовых систем катализаторов, которые содержат катализаторы с вынужденной геометрией, т.е. моноциклопентадиенильные комплексы переходных металлов, описанные в патенте США №5,026,798 на имя Canich.
Гомогенный сополимер этилена/α-олефина (гомогенный ЭАО) включает модифицированные или немодифицированные гомогенные сополимеры этилена/α-олефина, продаваемые как смолы Tafmer® от Mitsui Petrochemical Corporation, расположенной в Токио, Япония, и модифицированные или немодифицированные линейные гомогенные сополимеры этилена/α-олефина, продаваемые как смолы Exact® от ExxonMobil Chemical Company, расположенной в Houston, Texas, США, модифицированные или немодифицированные гомогенные сополимеры этилена/α-олефина, содержащие длинноцепочечные разветвления, продаваемые как смолы под маркой Affinity® от The Dow Chemical Company. В настоящем описании «длинноцепочечный разветвленный» сополимер этилена/α-олефина относится к сополимеру, содержащему ветви с длиной сравнимой с длиной основной цепи полимера. Длинноцепочечный разветвленный сополимер этилена/α-олефина имеет отношение I10/I2 (а именно, отношение индекса расплава при 10 кг и 2,16 кг) по меньшей мере 6, или по меньшей мере 7, или от 8 до 16.
В настоящем описании выражение «сополимер этилена/α-олефина с бимодальным молекулярно-массовым распределением» относится к сополимеру этилена/α-олефина, содержащему компонент сополимера этилена/α-олефина с по меньшей мере одной идентифицируемой более высокой молекулярной массой и компонент сополимера этилена/α-олефина с по меньшей мере одной идентифицированной более низкой молекулярной массой. На графике, на котором горизонтальная ось представляет собой логарифм молекулярной массы (log MW), бимодальный сополимер этилена/α-олефина показывает по меньшей мере два пика, показанные, например, на ФИГ. 1 в патенте США №7,193,017, полностью включенном в настоящую заявку посредством ссылки. В настоящем описании «бимодальный сополимер» относится к сополимерам, обладающим коэффициентом молекулярно-массового распределения, или полидисперсности, Мw/Мn, в диапазоне от 5 до 20.
В настоящем описании термин «модифицированный полиолефин» включает модифицированный полимер, полученный путем сополимеризации гомополимера олефина или сополимера олефина с ненасыщенной карбоновой кислотой, например, малеиновой кислотой, фумаровой кислотой или подобными кислотами, или производным указанной кислоты, таким как ангидрид, сложный эфир или соль металла, или подобными соединениями. Указанный термин также включает модифицированные полимеры, полученные путем включения в олефиновый гомополимер или сополимер, путем смешивания или прививки к полимерной цепи ненасыщенной карбоновой кислоты, например, малеиновой кислоты, фумаровой кислоты или подобных кислот, или производного указанной кислоты, такого как ангидрид, сложный эфир или соль металла, или подобных соединений.
Полимеры этилена и ненасыщенной кислоты включают гомополимеры и сополимеры, содержащие мостики акриловой кислоты и/или метакриловой кислоты между мономерными звеньями. Смолы на основе акриловой кислоты могут быть получены любым способом, известным специалисту в данной области техники, которые могут включать полимеризацию акриловой кислоты или метакриловой кислоты в присутствие света, нагревания или катализаторов, таких как бензоилпероксиды, или при помощи сложных эфиров указанных кислот с последующим омылением. Примеры смол на основе акриловой кислоты включают, без ограничения, сополимер этилена/акриловой кислоты (ЭАК), сополимер этилена/метакриловой кислоты (ЭМАК) и смеси указанных соединений.
Полимеры этилена-ненасыщенного сложного эфира включают гомополимеры и сополимеры, содержащие мостик сложного эфира акриловой кислоты между мономерными звеньями. Смолы на основе акрилатов могут быть получены любым способом, известным специалисту в данной области техники, такими как, например, полимеризацией акрилатного мономера теми же способами, которые описаны для смол на основе акриловой кислоты. Примеры смол на основе акрилатов включают, без ограничения, сополимер метил/метакрилата (ММА), сополимер этилена/винилакрилата (ЭВА), сополимер этилена/метакрилата (ЭМА), сополимер этилена/н-бутилакрилата (ЭнБА) и смеси указанных полимеров.
В настоящем описании выражение «этилен/винилацетат» (ЭВА) относится к сополимеру, образованному из мономеров этилена и винилацетата, в котором звенья этилена присутствуют в большем количестве, а звенья винилацетата присутствуют в меньшем количестве. Типичное количество винилацетата может варьироваться от примерно 5 до примерно 20% по массе.
В настоящем описании термин «иономерная смола» относится к сополимеру на основе солей металлов сополимеров этилена и винилового мономера, содержащего кислотную группу, такого как метакриловая кислота, и поперечно сшитым полимерам, содержащим ионные мостики (т.е. ионные связи между цепями) вместе с ковалентными связями. Иономерные смолы содержат положительно и отрицательно заряженные группы, которые не ассоциированы друг с другом, что обеспечивает полярный характер смолы. Металл может находиться в форме одновалентных или двухвалентных ионов, таких как литий, натрий, калий, кальций, магний и цинк. Ненасыщенные органические кислоты включают акриловую кислоту и метакриловую кислоту. Ненасыщенные органические сложные эфиры включают метакрилат и изобутилакрилат. Иономерная смола может включать смесь двух или более сополимеров этилена/ненасыщенной органической кислоты или сложного эфира.
Соединительные слои могут быть расположены между соответствующими слоями в том случае, если между соседними слоями не обеспечивается достаточная адгезия. Адгезивная смола может предпочтительно содержать один или более полиолефинов, один или более модифицированных полиолефинов или смесь вышеуказанных полимеров. Конкретнее, без ограничений, примеры указанных полимеров могут включать: сополимеры этилена-винилацетата, сополимеры этилена-(мет)акрилата, сополимеры этилена/α-олефина, любой из вышеуказанных полимеров, модифицированный карбоксильными или, предпочтительно, ангидридными функциональными группами, эластомеры и смеси указанных смол.
В пленках согласно настоящему изобретению могут присутствовать дополнительные «средние слои» помимо вышеуказанных внутренних слоев, «средний слой» обозначает любой другой внутренний слой пленки, который предпочтительно выполняет функцию, отличную от функции адгезивного средства или средства, обеспечивающего сочетаемость, для приклеивания двух слоев друг к другу.
Многослойная пленка содержит по меньшей мере два слоя, или может содержать от 2 до 50 слоев, или от 3 до 36 слоев, или от 4 до 12 слоев, или от 5 до 8 слоев, или от 6 до 7 слоев. Многослойная пленка имеет толщину (до усадки, если подвержена усадке) до 500 микрон (т.е. до 20 мил), или может иметь общую толщину от 10 до 150 микрон, или от 20 до 60 микрон, или от 25 до 40 микрон.
Полимеры, применяемые для первого внешнего термозапаиваемого слоя выбирают так, чтобы обеспечить высокие прочность запайки и легкость термозапаивания. Такие полимеры включают сополимеры этилена/ненасыщенного сложного эфира (например, сополимер этилена/винилацетата (ЭВА) и сополимер этилена/бутилацетата (ЭБА)), иономерную смолу, олефиновый гомополимер (например, полиэтилен и т.д.), гомогенный сополимер этилена/α-олефина, гетерогенный сополимер этилена/α-олефина и смеси указанных полимеров. Сополимеры этилена/α-олефина включают гетерогенные сополимеры, такие как линейный полиэтилен низкой плотности (ЛПЭНП) с плотностью от 0,91 до 0,93 г/см3, линейный полиэтилен средней плотности (ЛПЭСП) с плотностью примерно от 0,93 г/см3 примерно до 0,945 г/см3, и полиэтилен очень низкой и сверхнизкой плотности (ПЭОНП и ПЭСНП) с плотностью менее примерно 0,915 г/см3, а также гомогенные сополимеры, такие как катализированные металлоценом гомогенные смолы Exact® и Exceed®, поставляемые Exxon, одноцентровые смолы Affinity®, поставляемые Dow (например, гомогенные сополимеры этилена/октена, содержащие ограниченное длинноцепочечное разветвление, Affinity® PL 1281G1 и Affinity® PL 1845G), и гомогенные смолы сополимеры этилена/α-олефина Tafmer®, поставляемые Mitsui. Смолы Exact®, Exceed® и Tafmer® представляют собой сополимеры этилена с одним или более сомономерами, выбранными из С4-10 α-олефинов, таких как бутен-1, гексен-1, октен-1 и т.д., содержащие длинные цепи с относительно малым числом боковых ветвей или поперечно сшитых структур. Указанные полимеры можно смешивать в различных процентных отношениях для регулировки свойств при склеивании пленки в зависимости от ее применения для упаковывания, как известно специалистам в данной области техники. Смолы для применения в термозапаиваемом слое могут иметь температуру начала сваривания ниже 110°C, или ниже 105°C, или ниже 100°C. Термозапаиваемый слой пленки согласно настоящему изобретению может иметь обычную толщину от 2 до 20 микрон, или от 3 до 15 микрон, или от 3 до 12 микрон.
Второй внешний слой обеспечивает термостойкость на стадии склеивания и содержит полимеры с температурой плавления выше температуры плавления по меньшей мере одного полимера в термозапаиваемом слое, и содержит двухкомпонентную полимерную смесь, обеспечивающую улучшенную стойкость к истиранию краски. Второй внешний слой может иметь толщину от 1 до 20 микрон, или от 1 до 15 микрон, или от 1 до 10 микрон.
Двухкомпонентная смесь для второго внешнего слоя представляет собой смесь полимера на основе пропилена и олефинового блок-сополимера (ОБС). Полимер на основе пропилена составляет большую часть от массы второго внешнего слоя, и обеспечивает термостойкость и другие свойства второго внешнего слоя. ОБС составляет меньшую часть от массы второго внешнего слоя и улучшает стойкость к истиранию краски.
Второй внешний слой может содержать сополимер на основе пропилена в количестве от 75 до 95% масс., (или от 75 до 90% масс., или от 75 до 85% масс.) от массы слоя, и ОБС в количестве от 5 до 25% масс. (или от 10 до 25% масс., или от 10 до 20% масс., или от 15 до 25% масс.) от массы слоя, отдельно или факультативно в дополнительной комбинации с полисилоксаном (в частности, полидиметилсилоксаном) в количестве от 5 до 20% масс. (или от 10 до 20% масс., или от 12 до 18% масс. от массы слоя). Аналогично, второй внешний слой может содержать двухкомпонентную смесь сополимера пропилена/этилена и/или терполимера пропилена/этилена/бутена, в количестве от 75 до 95% масс. (или от 75 до 90% масс., или от 75 до 85% масс.) от общей массы слоя, и ОБС в количестве от 5 до 25% масс., (или от 10 до 25% масс., или от 10 до 20% масс., или от 15 до 25% масс.) от массы слоя, отдельно или факультативно в дополнительной комбинации с полисилоксаном (в частности, полидиметилсилоксаном) в количестве от 5 до 20% масс. (или от 10 до 20% масс., или от 12 до 18% масс. от массы слоя.
Полимеры на основе пропилена имеют % звеньев пропилена по меньшей мере 50,1. Полимеры на основе пропилена включают сополимер пропилена/этилена (ПЭС), терполимер пропилена/этилена/бутена (ПЭБ) и гомополимер полипропилена (ПП). Гомополимер пропилена имеет плотность по меньшей мере 0,890 г/см3 или по меньшей мере 0,895 г/см3 и имеет индекс текучести расплава от 0,5 до 15 г/10 мин (при 230°C и 2,16 кг) или от 1 до 10 г/10 мин, или от 2,5 до 7,0 г/10 мин.
Сополимер пропилена, включая статистические сополимеры пропилена с этиленом и терполимер пропилен/этилена/бутена, имеют содержание звеньев этилена до 15% мольн., или до 10% мольн., и имеют плотность по меньшей мере 0,890 г/см3 или по меньшей мере 0,895 г/см3, и имеют индекс текучести расплава от 0,5 до 15 г/10 мин (при 230°C и 2,16 кг), или от 1,0 до 10 г/10 мин, или от 2,5 до 7,0 г/10 мин. Статистические терполимеры пропилена с этиленом и бутеном содержат суммарно звеньев этилена и бутена до 18% мольн., или до 14% мольн., и имеют мольное отношение бутен/этилен по меньшей мере 2, или по меньшей мере 4, и имеют плотность по меньшей мере 0,890 г/см3 или по меньшей мере 0,895 г/см3 и индекс текучести расплава от 0,5 до 15 г/10 мин (при 230°C и 2,16 кг), или от 1,0 до 10 г/10 мин или от 2,5 до 7,0 г/10 мин. Полимер на основе пропилена может представлять собой статистический терполимер Eltex® PKS 607 от Solvay, статистический терполимер на основе пропилена Eltex® PKS359 или PKS350 от Ineos, и гомополимер пропилена Moplen® НР515М, содержащий агенты, повышающие скольжение, и антиблокирующие агенты от Lyondell Basell.
ОБС во втором внешнем слое может представлять собой сополимер этилена/октена с плотностью от 0,85 до 0,89 г/см3 или от 0,870 до 0,884 г/см3, или от 0,875 до 0,879 г/см3, или от 0,876 до 0,878 г/см3. ОБС может иметь индекс расплава от 0,5 до 10 г/10 мин, или от 0,8 до 7 г/10 мин, или от 0,9 до 6 г/10 мин, или от 1 до 5 г/10 мин, или от 0,9 до 1,1 г/10 мин, или от 4,8 до 5,2 г/10 мин. Жесткие сегменты в ОБС могут составлять от 10 до 40% масс. от общей массы ОБС, или от 5 до 40% масс., или от 15 до 30% масс., или от 23 до 27% масс. Содержание сомономера в жестких сегментах может составлять менее 3 мольных процентов, или менее 2% мольн., или менее 1% мольн., или менее 0,9% мольн. Содержание сомономера в мягких сегментах может составлять от 14 до 28% мольн., или от 15 до 20% мольн., или от 17 до 19% мольн. ОБС может представлять собой сополимер этилена/C3-20 α-олефина или этилена/C4-12 α-олефина с плотностью от 0,870 до 0,884 г/см3 и индексом расплава от 0,8 г/10 мин до 7 г/10 мин, или сополимер этилена/C6-8 с плотностью от 0,875 до 0,879 г/см3 и индексом расплава от 0,9 г/10 мин до 6 г/10 мин, или сополимер этилена/С8 с плотностью от 0,876 до 0,878 г/см3 и индексом расплава примерно от 4,8 до 5,2 г/10 мин, или сополимер этилена/C8 с плотностью от 0.876 до 0,878 г/см3 и индексом расплава примерно от 0,9 до 1,1 г/10 мин. ОБС может иметь Mw/Mn по меньшей мере 1,7, или Mw/Mn от 1,7 до 3,5.
Многослойная пленка может факультативно дополнительно содержать внутренний газонепроницаемый слой, который служит слоем, непроницаемым для кислорода (O2). Полимеры, непроницаемые для кислорода, включают сополимер винилиденхлорида (ПВДХ), сополимер этилена-винилового спирта (EVOH), полиамид, полиакрилонитрил и смеси указанных полимеров. Толщина слоя, непроницаемого для кислорода, определяется барьерными свойствами выбранного непроницаемого полимера для достижения желаемой скорости проникновения кислорода (OTR). Пленки с высокими барьерными свойствами имеют OTR (измеренную при 23°C и 0% отн. влажности, согласно ASTM D-3985) ниже 100 см3/м2⋅день⋅атм и предпочтительно ниже 80 см3/м2⋅день⋅атм, и будут особенно подходящими для упаковывания мяса, включая сырое красное мясо и мясо, подвергшееся технологической обработке. Более высокие OTR для пленок с низкими барьерными свойствами могут быть предпочтительными при упаковывании, например, сыр в общем случае лучше всего упаковывать в упаковку с OTR примерно от 100 примерно до 500 см3/м2⋅день⋅атм или примерно от 150 примерно до 450 см3/м2⋅день⋅атм наиболее предпочтительно. Барьерный слой может иметь толщину от 0,1 до 30 мкм, или от 0,1 до 20 мкм, или от 0,5 до 10 мкм, или от 1 до 7 мкм. Многие барьерные слои трудно приклеиваются к полиэтилену и полипропилену, и требуют наличия одного или более связующих слоев для обеспечения желаемого уровня сцепления между слоями.
Термин «ПВДХ» включает поливинилиденхлорид, а также сополимеры винилиденхлорида с по меньшей мере одни мономером с одной этиленовой ненасыщенной связью, способным к сополимеризации с винилиденхлоридом. Мономер с одной этиленовой ненасыщенной связью может составлять от 2 до 40% масс., или от 4 до 35% масс. от полученного ПВДХ. Примеры мономеров с одной этиленовой ненасыщенной связью включают винилхлорид, винилацетат, винилпропионат, алкилакрилаты, алкилметакрилаты, акриловую кислоту, метакриловую кислоту и акрилонитрил. ПВДХ также включает сополимеры и терполимеры, такие как полимеры винилхлорида с одним или более C1-8 алкилакрилатами или метакрилатами, такими как метилакрилат, этилакрилат или метилметакрилат, в качестве сомономеров. Кроме того, можно смешивать различные полимеры ПВДХ, можно смешивать сополимер ПВДХ-ВХ с сополимером ПВДХ-МА. Смеси ПВДХ и поликапролактона (например, примеры 1-7 европейского патента номер 2064056 B1) подходят для упаковывания «дышащих» пищевых продуктов, таких как сыр. ПВДХ может содержать подходящие добавки, известные в данной области техники, т.е. стабилизаторы, антиокислители, пластификаторы, поглотители соляной кислоты и т.д., которые можно вводить для целей переработки и/или для управления газонепроницаемыми свойствами смолы. Подходящие полимеры ПВДХ включают поливинилиденхлорид Ixan® PV910 от Solvin и поливинилиденхлорид Saran® 806 от The Dow Chemical Company.
Сополимер EVOH представляет собой подходящий непроницаемый для кислорода полимер для применения в полностью коэкструдированных облученных пленках, поскольку EVOH выдерживает относительно высокие уровни облучения без разрушения. EVOH можно применять отдельно или в смеси с одним или более полиамидами и/или сополиамидами.
Полиамиды и сополиамиды также могут применяться в качестве полимеров, непроницаемых для кислорода. Типичные полиамиды для применения в непроницаемых для кислорода слоях включают полиамид MXD6, полиамид 6Т, полиамид 6I, сополиамид 6I/6T и полиамид MXD6/MXDI. Подходящие коммерческие смолы включают Ultramid® С33 L01 сополиамид 6/66, от BASF, Terpalex® 6434В специальный терполимер, состоящий из РА6, РА66 и РА12, полученный посредством тройной сополимеризации, от UBE Industries, Ltd, UBE® 5033 и UBE® 5034 полиамид 6/66 сополимер от UBE Engineering Plastics SA, и Grilon® FE7642 полиамид или Grilon® FE7624 полиамид, от EMS Chemie AG. Аморфные полиамиды и полукристаллические полиамиды обеспечивают более высокие барьерные свойства по отношению к кислороду, чем кристаллические полиамиды.
Как вариант, также включены многослойные пленки, которые могут не содержать слоев, непроницаемых для газов. OTR по меньшей мере 1000 см3/м2⋅день⋅атм, предпочтительно, в диапазоне от 1000 до 10000 см3/м2⋅день⋅атм, могут применяться для упаковывания различных продуктов, включая замороженные продукты.
Один или более слоев многослойной пленки могут факультативно содержать одну или более добавок, таких как агенты, способствующие скольжению, и антиблокирующие агенты, например, тальк, воск, диоксид кремния, антиокислители, стабилизаторы, пластификаторы, наполнители, пигменты и красители, ингибиторы поперечной сшивки, усилители поперечной сшивки, поглотители УФ-излучения, поглотители запаха, поглотители кислорода, антистатики, агенты или композиции, предотвращающие запотевание, и подобные добавки, известные специалистам в области упаковочных пленок.
Многослойную термоусадочную пленку можно изготавливать путем совместной экструзии или экструзионного нанесения покрытия, с использованием плоской или кольцеобразной фильеры для пленки, которая обеспечивает возможность придания расплаву полимера формы плоской пленки или пленочного рукава. Многослойная пленка согласно настоящему изобретению может быть изготовлена при помощи способа захваченного пузыря, известного в производстве термоусадочных пленок для пищевой упаковки, описанного ниже и показанного на ФИГ. 4. Обычные отношения ориентирования в твердом состоянии для пленок согласно настоящему изобретению могут составлять от 2Х до 6Х в каждом направлении (НЭ и ПоН), или от 3Х до 5Х в каждом направлении, или от 3,5Х до 4,5Х в каждом направлении. Как вариант, многослойная пленка согласно настоящему изобретению может быть получена при помощи совместной экструзии плоской пленки через щелевидную фильеру, с последующим нагреванием до температуры размягчения (но ниже температуры плавления) и растягивания в твердом состоянии при помощи одновременного или последовательного растягивания на раме для растягивания и ориентирования пленки.
Факультативно при изготовлении многослойной пленки продукт экструзии может подвергаться поперечному сшиванию химическим путем или под действием облучения. Продукт экструзии может подвергаться воздействию дозы облучения электронами высокой энергии, предпочтительно при помощи электронного ускорителя, при этом уровень дозы определяют стандартными дозиметрическими методами. В зависимости от желаемых характеристик указанная доза облучения может составлять от 20 до 200 килоГрей (кГр), или от 30 до 150 кГр, или от 60 до 70 кГр.
Хотя для генерирования излучения могут применяться ускорители, такие как электростатический ускоритель Ван-де-Граафа или резонансный трансформатор, может применяться любое ионизирующее излучение. В зависимости от числа слоев, содержащихся в пленке, может быть желательно разделить экструзию на первую экструзию субстрата, который облучают, а затем на облученный субстрат наносят покрытие путем экструзии, с последующим ориентированием в твердом состоянии полученного облученного продукта экструзии с покрытием.
Если применяют нанесение покрытия путем экструзии, все слои покрытия можно наносить в виде единственного одновременного нанесения покрытия путем экструзии на закаленный субстрат, или можно повторять стадию нанесения покрытия столько раз, сколько слоев необходимо нанести на закаленный субстрат. Стадия нанесения покрытия путем экструзии желательна при изготовлении пленки, которая является только частично поперечно сшитой. В многослойной газонепроницаемой пленке, содержащей ПВДХ, желательно избежать разрушения и/или изменения цвета слоя ПВДХ путем устранения воздействия облучения на ПВДХ. Это осуществляют при помощи осуществления облучения после экструзии слоев субстрата, не включающих слой, содержащий ПВДХ, при этом слой ПВДХ добавляют посредством нанесения покрытия путем экструзии после облучения субстрата.
Как описано выше, многослойную пленку согласно настоящему изобретению можно изготавливать в виде бесшовного рукава или в виде плоской пленки. Бесшовный рукав можно трансформировать в упаковочные изделия, такие как мешки с торцевой запайкой, мешки с боковой запайкой, оболочки и т.д., сохраняя бесшовный рукав. Как вариант, бесшовный рукав можно трансформировать в плоскую пленку путем продольного разрезания до или после сматывания рукава в рулоны для дальнейшей обработки. Термозапаивание первого внешнего слоя пленки с самими собой или с другим компонентом упаковочного изделия можно осуществлять в режиме соединения встык (первый участок термозапаиваемого слоя соединяют термозапаиванием со вторым участком термозапаиваемого слоя), или в режиме соединения внахлест (участок термозапаиваемого слоя соединяют термозапаиванием с участком второго внешнего слоя).
В одном из вариантов реализации гибкие плоско сворачиваемые мешки с V-образной боковой запайкой изготавливают из бесшовного рукава, причем указанный мешок с боковой запайкой имеет открытый верх, сложенный нижний край и первую и вторую боковые запайкой. Мешок с боковой запайкой можно обеспечивать в виде треугольного мешка посредством расположения боковых сторон под углом по отношению к открытому верху, или частичного расположения под углом с образованием трапециевидного мешка, или указанные боковые стороны могут быть перпендикулярны открытому верху с образованием квадратного или прямоугольного мешка с боковой запайкой.
В одном из вариантов реализации гибкое упаковочное изделие представляет собой плоско сворачиваемый пакет, изготовленный посредством термозапаивания друг с другом двух плоских пленок, причем указанный пакет имеет открытый верх, первую боковую запайку, вторую боковую запайку и нижнюю запайку.
Упаковочное изделие может факультативно содержать по меньшей мере одно приспособление для начала надрыва.
Многослойная пленка согласно настоящему изобретению может поставляться в рулонах и превращаться в пакеты на традиционной горизонтальной упаковочной машине, такой как, например, Flow-Vac® Flow Wrapper (HFFS), поставляемая UIma. В указанном способе продукт упаковывают в пакет, который подвергают усадке вокруг продукта, причем указанный пакет имеет три запайки: две поперечных термозапайки и одну продольную термозапайку, которая представляет собой термозапайку со швом на верхней стороне.
Пакеты также могут формоваться при помощи вертикальной упаковочной системы для формования, заполнения и запечатывания (VFFS, англ. Vertical Form Fill Seal). Способ VFFS известен специалистам в данной области техники и описан, например, в патенте US №4,589,247. В способе VFFS продукт вводят через центральную вертикальную наполнительную трубу в непрерывно подаваемую плоскую пленку, причем указанная пленка имеет концевой участок, сформованный в виде рукава со швом на верхней стороне посредством продольного термосклеивания при помощи шва встык или внахлест, с последующим термосклеиванием поперек через конец рукава с образованием дна упаковки. Продукт направляют вниз в получаемый пакет, который затем запечатывают, который затем закрывают, осуществляя поперечное термосклеивание поперек рукава со швом на верхней стороне в области выше продукта, находящегося внутри пакета, с последующим отделением пакета от вышеуказанной трубчатой пленки.
В обоих способах VFFS и HFFS поперечное склеивающее устройство может быть выполнено с возможностью одновременного склеивания верха идущего впереди пакета и дна следующего пакета, а также отделения двух указанных склеек друг от друга, для отделения идущей впереди упаковки от склеенного в передней части рукава. Как вариант, в способах VFFS и HFFS поперечное склеивающее устройство может быть выполнено с возможностью отделения идущей впереди упаковки от следующей трубчатой части, при этом поперечной запайке подвергают только идущий впереди конец следующей трубчатой части, таким образом, создавая заклеенное дно следующего идущего впереди пакета. В это способе каждый пакет, содержащий продукт, имеет только продольную запайку и поперечную запайку. Затем пакет можно направить в вакуумную камеру и вакуумировать перед второй поперечной запайкой, производимой для закрытия упаковки. При таком расположении в качестве упаковочного материала применяют ориентированную в твердом состоянии термоусадочную термозапаиваемую пленку согласно настоящему изобретению, и вакуумированную упаковку затем подвергают усадке для получения желаемого упакованного продукта. В обоих способах VFFS и HFFS поперечные запайки всегда представляют собой запайки встык, в то время как продольная запайка может представлять собой запайку встык или запайку внахлест.
Многослойную пленку согласно настоящему изобретению можно применять для изготовления термоусадочного мешка, применяемого для упаковывания продукта. Продукт помещают в термоусадочный мешок, после чего из мешка откачивают воздух, затем открытый конец мешка подвергают термосклеиванию или закрывают путем наложения зажима, например, из металла. Обеспечивается преимущество, если указанный способ осуществляют в вакуумной камере, в которой вакуумирование и наложение зажима или термосклеивание осуществляют автоматически. После удаления мешка из камеры осуществляют его термоусадку путем нагревания. Усадку пленки можно осуществлять путем погружения заполненного мешка в горячую водяную баню или транспортировки мешка через горячий душ или туннель с горячим воздухом, или при помощи инфракрасного излучения. Термообработка может обеспечивать плотное обертывание, точно соответствующее очертанию продукта.
Многослойную пленку согласно настоящему изобретению можно применять в широком диапазоне упаковочных применений, включая упаковывание продуктов питания. В числе прочих продуктов питания, многослойную пленку можно применять для упаковывания мяса, птицы, сыра, копченого и подвергнутого технологической обработке мяса, свинины и ягнятины. Термоусадочная пленка согласно настоящему изобретению может обеспечивать полную усадку мешка вокруг продукта, без образования складок мешка, благодаря чему получают привлекательную упаковку. Мешок может обладать механическими свойствами, обеспечивающими возможность физически выдерживать процессы заполнения, вакуумирования, склеивания, закрывания, термоусадки, упаковывания, транспортировки, разгрузки и хранения в розничном супермаркете, а также уровень жесткости, полезный для загрузки продукта в упаковочное изделие, изготовленное из пленки.
На пленку можно наносить печать посредством краски, содержащей растворитель, отверждаемой путем испарения растворителя, а не химической реакции. Как вариант, краска может представлять собой систему активной краски, отверждаемой под действием облучения или нагревания. На пленку можно наносить один или несколько слоев краски. Краску предпочтительно наносят на сторону пленки, не контактирующую с пищевым продуктом, чтобы избежать контакта упакованного пищевого продукта с краской. В многослойной пленке краску предпочтительно наносят на наружный слой, т.е. внешний слой пленки.
Поверх краски можно наносить покровный лак. Отвержденный покровный лак может быть прозрачным. Покровный лак может покрывать существенную часть напечатанного изображения. Покровный лак может иметь такую вязкость, чтобы его можно было печатать или наносить аналогично краске, содержащей растворитель. Покровный лак может представлять собой отвержденный активный покровный лак (т.е. покровный слой, не содержащий пигментов), закрывающий напечатанное изображение. Активные покровные лаки включают системы лаков, отверждаемые под действием облучения, и отверждаемые нагреванием системы лаков. Активные покровные лаки можно наносить поверх напечатанного изображения, содержащего отвержденную активную систему краски. Нанесение печати при помощи одной или нескольких красок, с последующим нанесением покровного лака, описано в EP 1317348 В1, полностью включенном в настоящую заявку посредством ссылки.
Многослойная пленка согласно настоящему изобретению может нести напечатанное изображение на внешней поверхности второго внешнего слоя. Способы нанесения печати на пленки согласно настоящему изобретению включают любые традиционные способы печати на пластиковых материалах, хорошо известные в данной области техники. Краска, которую можно применять в способе печати, включает нитроцеллюлозную/полиуретановую краску, а также другие типы краски на основе поливинилбутираля (PVB), полиамиды и полиуретана, при этом процессы преобразования или применения включают температуры выше 95-100°C, т.е. стерилизацию.
Испытание на истирание краски
Краска может стираться с упаковочной пленки с нанесенной печатью во время транспортировки продукта, хранения продукта, манипуляций с продуктом и конечного использования продукта. Испытывали различные пленки из примеров 1-18 на стойкость к истиранию краски при помощи способа испытаний, разработанного для оценки стойкости пленки с нанесенной печатью к истиранию краски во влажных и сухих условиях. Прибор для испытания на истирание краски представлял собой устройство с приводом от двигателя для перемещения взвешенной пробной полосы по испытываемому образцу с нанесенной печатью по дуге размером два с четвертью дюйма (5,71 см) в течение заданного числа циклов с определенной нагрузкой.
Оборудование, применявшееся для испытания на истирание краски, включало прибор для испытаний на истираемость Sutherland Rub Tester, груз массой четыре фунта (1,82 кг), имитирующий более жесткие условия транспортировки и манипуляций, и приемник ASTM Standard Receptor. Приемник представлял собой пленку или бумагу с определенной абразивностью, на которую оседала краска, удаленная с образца, во время испытания на истираемость. Приемник, применяемый в испытаниях указанных ниже примеров представлял собой притирочную пленку 3М с оксидом Al, Green 30 микрон, производства 3М, номер по каталогу производителя 261×30 MIC 215×280, RS Stock No. 459-323. Также применяли чувствительную к давлению липкую ленту.
В испытываемых образцах испытываемый субстрат с нанесенной печатью нарезали на кусочки заданного размера, с выбранной областью печати, представляющей средний слой краски и среднее количество краски для участка пленки с нанесенной печатью. В результатах испытаний, приведенных в примерах, представленных ниже, образцы нарезали длиной 6 дюймов (15,24 см) и шириной 3 дюйма (7,62 см). Направление экструзии образца располагалось параллельно ширине образца. В испытании истирание образца осуществляли поперек направления экструзии, т.е. в поперечном направлении. Использовали груз массой четыре фунта. Образец представлял собой плоский образец без насечек, без неровностей и без нерегулярностей поверхности. При испытании множества образцов прилагали усилия, чтобы количество краски и плотность краски для каждого испытываемого образца в данном наборе были сравнимыми, если не идентичными.
Испытание на истирание краски проводили при постоянной температуре, т.е. в помещении при 23°C±1°C и 50%±2% относительной влажности. Методика испытания была следующей: (I) закрепляли приемник на резиновой подложке блока приемника при помощи липкой ленты, чувствительной к давлению; (II) закрепляли испытываемый образец на резиновой подложке основания прибора Sutherland испытываемой поверхностью наружу; (III) помещали блок приемника в держатель блока приемника; (IV) ручку настройки прибора Sutherland Rub устанавливали на желаемое число циклов истирания (20 циклов); (V) включали прибор Sutherland Rub Tester и проводили испытание в течение заданного числа циклов, после чего прибор Sutherland Rub Tester автоматически выключался. Шаги I-V повторяли для каждого образца. Каждый образец испытывали в трех повторениях и усредняли результаты.
Для каждого образца регистрировали следующие условия испытания: тип приемника, нагрузка в фунтах (или кг) и число циклов. После завершения испытания каждый образец исследовали на степень разрушения, т.е. на наблюдаемую степень потери краски из-за истирания. Каждый образец оценивали и относили к одному из следующих категорий по истиранию краски: «5» = отлично (нет потери краски); «4» = хорошо (10-20% потери краски); «3» = неудовлетворительно (30-40% потери краски); «2» = плохо (50-60% потери краски); «1» = очень плохо (>60% потери краски). Данные, регистрируемые для каждого образца, включали категорию по истиранию краски, а также условия испытания (тип приемника, нагрузка, число циклов).
Испытание на адгезию краски
Степень, в которой краска прилипает к пленке, оценивали, прижимая клейкую сторону липкой ленты к поверхности образца с нанесенной печатью, с последующим отрыванием липкой ленты от пленки с нанесенной печатью и изучением печати, оставшейся на образце, для определения, сколько краски было удалено липкой лентой с образца. Оборудование, применяемое в испытании на адгезию краски, включало (i) образец пленки с нанесенной печатью, шириной по меньшей мере 50 мм и длиной по меньшей мере 150 мм; (ii) прозрачную стандартную чувствительную к давлению целлофановую липкую ленту шириной 25 мм (например, липкую ленту TESA 4204 шириной 25 мм); и (iii) чувствительную к давлению целлофановую липкую ленту шириной 50 мм.
Методика, применяемая в испытании на адгезию краски, была следующей: (1) испытываемый образец с нанесенной печатью на поверхности помещали на чистую плоскую поверхность поверхностью с нанесенной печатью вниз; (2) на обратную сторону образца пленки с нанесенной печатью, т.е. на поверхность образца без печати в области обратной стороны участка с нанесенной печатью, наносили кусочек чувствительной к давлению липкой ленты шириной 50 мм и длиной по меньшей мере 180 мм; (3) липкую ленту шириной 50 мм плотно прижимали для устранения любых пузырьков воздуха или складок; (4) переворачивали образец, чтобы поверхность с нанесенной печатью была обращена вверх, и наносили на указанную поверхность полоску липкой ленты шириной 25 мм вдоль участка, соответствующего середине полоски липкой ленты шириной 50 мм, приклеенной к обратной стороне образца; полоска липкой ленты шириной 25 мм была достаточно длинной, чтобы закрыть участок образца 150 м длиной, при этом на липкой ленте шириной 25 мм оставался не приклеенным к образцу участок длиной по меньшей мере 25 мм, который приклеивали обратно к указанной липкой ленте с образованием ушка; (5) липкую ленту шириной 25 мм плотно прижимали к поверхности образца с нанесенной печатью для устранения любых пузырьков воздуха или складок; (6) удерживая пленку, окружающую область приклеивания липкой ленты, плотно прижатой к плоской поверхности, удаляли при помощи ушка липкую ленту шириной 25 мм с образца путем оттягивания назад в горизонтальном направлении плавным движением.
Затем образец осматривали для определения количества краски, удаленного липкой лентой. Баллы адгезии краски для каждого образца выставляли путем визуальной оценки процента краски, оставшегося в области образца, с которой была удалена липкая лента. Удаление (отслоение) краски оценивали от 0 до 10 следующим образом: «очень хорошо» = с исследуемой области образца краска не удалена, т.е. 100% краски осталось на образце в исследуемой области; «хорошо» = по меньшей мере 80% краски осталось на образце в исследуемой области; «удовлетворительно» = от 60% примерно до 80% краски осталось на образце в исследуемой области; «плохо» = менее 60% краски осталось на образце в исследуемой области; «очень плохо» = менее 40% краски осталось на образце в исследуемой области.
Обрабатывающая машина обычно наносит напечатанное изображение (например, напечатанную информацию) при помощи традиционных методик, таких как печатание красками. Следовательно, поверхность пленки для печати должна быть совместима с выбранными системами типографской краски. Для создания печатного изображения на пленке осуществляют печать одним или более слоями краски. Краску выбирают так, чтобы она имела приемлемую адгезию, блеск и термостойкость в виде печати, нанесенной на пленку. Приемлемая адгезия краски включает по меньшей мере 50%, или по меньшей мере 60%, или по меньшей мере 70%, измеренную согласно ASTM D3359-93, как принято специалистами в области печати на пленке.
Напечатанное изображение предпочтительно содержит краску на водной основе или краску на основе растворителя, более предпочтительно, краску на основе растворителя. Краска на основе растворителя представляет собой краску, отверждаемую благодаря испарению растворителя, а не путем химической реакции (как активные краски, обсуждаемые ниже). Краски на основе растворителя для применения в области печати на упаковочных пленках включают красящий агент (например, пигмент), диспергированный в среде, которая обычно включает смолу (например, нитроцеллюлозу, полиамид), растворитель (например, спирт) и факультативные добавки. Краски и способы печати на пластиковых пленках известны специалисту в данной области техники. См., например, Leach & Pierce, The Printing Ink Manual, 5th ed., Kluwer Academic Publishers, 1993) и патент США №5,407,708.
Примеры краски на основе растворителя включают краски, содержащие функциональные группы нитроцеллюлозы, амида, уретана, эпоксида, акрилата и/или сложного эфира. Смолы для красок включают одну или более из нитроцеллюлозы, полиамида, полиуретана, этилцеллюлозы, (мет)акрилатов, поливинилацетата, поливинилхлорида и полиэтилентерефталата (ПЭТ). Смолы для красок можно смешивать, например, в виде смесей нитроцеллюлозы/полиамида (НЦ/ПА) или смесей нитроцеллюлозы/полиуретана (НЦ/ПУ).
Примеры растворителей для красок включают один или более из водных растворителей или углеводородных растворителей, таких как спирты (например, этанол, 1-пропанол, изопропанол), ацетаты (например, н-пропилацетат), алифатические углеводороды, ароматические углеводороды (например, толуол) и кетоны. Растворитель можно включать в количестве, достаточном для обеспечения краски с вязкостями, подходящими для целевого применения, как известно специалисту в данной области техники.
Напечатанное изображение может включать систему активной краски. Системы активных красок включают системы красок, отверждаемые облучением, и системы красок, отверждаемые нагреванием. Отвержденные краски, полученные из активной системы краски, могут образовывать по меньшей мере часть поверхности напечатанного изображения.
Система красок, отверждаемая облучением, может включать один или более красящих агентов (например, пигментов) с мономерами и олигомерами/полимерами, как описано в примере в "Radiation-curable Inks and Varnish Systems," The Printing Ink Manual, глава 11, стр. 636-677 (5-е изд., Kluwer Academic Publishers, 1993). Подходящие олигомеры/форполимеры включают смолы, содержащие акрилатную функциональную группу, такие как эпоксиакрилаты, полиуретан-акрилаты и сложноэфирные акрилаты, причем предпочтительными являются эпоксиакрилаты. Примеры олигомеров и форполимеров включают (мет)акрилированные эпоксиды, (мет)акрилированные сложные полиэфиры, (мет)акрилированные уретаны/полиуретаны, (мет)акрилированные простые полиэфиры, (мет)акрилированный полибутадиен, (мет)акрилированные ароматической кислоты, (мет)акрилированные акриловые олигомеры, и подобные соединения.
Нанесение и отверждение красок, отверждаемых облучением, осуществляют традиционным способом. Предпочтительно, каждая из красок, применяемых для создания печатных знаков на поверхности пленки, по существу не содержит фотоинициаторов, что устраняет возможность миграции указанных материалов по направлению к упакованному продукту и в него.
Отверждаемая нагреванием система красок может включать один или боле красящих агентов (например, пигментов), диспергированных в активных компонентах системы отверждаемого нагреванием лака. Системы отверждаемых нагреванием лаков наносят и отверждают традиционным образом. Пленка с нанесенной печатью предпочтительно является прозрачной (по меньшей мере в областях без печати), так что упакованный предмет можно видеть через пленку.
Печать на пленке можно осуществлять любым подходящим способом, таким как методики ротационной трафаретной печати, глубокой печати или флексографии, известные в данной области техники, предпочтительно при помощи методики флексографии. Напечатанное изображение наносят на пленку путем печати краской на внешней стороне рукава. Если на рукав наносят краску на основе растворителя (т.е. неактивную химически краску), растворитель испаряется, оставляя комбинацию пигмента и смолы. Растворитель может испаряться в результате нагревания или воздействия принудительной циркуляции воздуха для быстрого высушивания. Краску можно наносить слоями, каждый слой другого цвета, для обеспечения желаемого эффекта. Например, в печатающей системе можно применять восемь печатающих узлов, каждый узел с краской различного цвета.
Если применяют краску или лак, отверждаемые облучением, после нанесения на пленку предварительно подвергнутой реакции краски или лака, пленку подвергают воздействию излучения, достаточного для отверждении краски или лака. При этом полимеризуются и/или сшиваются реагенты в краске или лаке. Предпочтительно можно применять УФ-излучение, если в состав отверждаемой облучением краски или лака включены фотоинициаторы. Возможной альтернативной формой излучения является электронный луч.
Если применяют краску, отверждаемую нагреванием, перед нанесением компоненты отверждаемой нагреванием системы смешивают, обычно включая подходящий растворитель или диспергатор. Затем смесь наносят при помощи обсуждаемых выше методик. После нанесения отверждаемую нагреванием краску подвергают воздействию условий, подходящих для отверждения (т.е. полимеризации и/или сшивания) активных компонентов системы. Отверждение может происходить под действием условий повышенной температуры. На этот момент растворитель также может быть удален испарением.
ФИГ. 1 представляет собой схематическое изображение поперечного сечения двухслойной пленки 10 согласно настоящему изобретению. Первый внешний слой 12 служит термозапаивающим слоем и внутренним слоем, контактирующим с продуктом питания. Второй слой 14 представляет собой второй внешний слой и служит внешним слоем, несущим печать, и содержит смесь согласно настоящему изобретению, т.е. смесь полимера на основе полипропилена и олефинового блок-сополимера.
ФИГ. 2 представляет собой схематическое изображение поперечного сечения трехслойной пленки 16 согласно настоящему изобретению. Первый внешний слой 18 служит термозапаивающим слоем и внутренним слоем, контактирующим с продуктом питания. Второй слой 20 является внутренним и содержит трехкомпонентную смесь, которая обеспечивает пленке одно или более преимуществ, обсуждаемых ниже. Третий слой 22 представляет собой внешний слой, служит внешним слоем упаковки и несет печать, и содержит смесь полимера на основе полипропилена и олефинового блок-сополимера, которая улучшает стойкость пленки к истиранию краски.
Было обнаружено, что обеспечение пленки внутренним слоем, содержащим трехкомпонентную смесь, может привести к одному или более из следующих результатов: (i) сниженный процент утечек из-за случайного открытия или повреждения упаковки во время упаковывания или последующих манипуляций и транспортировки, и (ii) улучшенная пригодность к машинной обработке для снижения количества брака и увеличения скорости циклов упаковывания, (iii) улучшенная стойкость к внешним воздействиям и стойкость к разрывам пленки, и (iv) улучшенная стабильность процесса и улучшенная обрабатываемость благодаря более легкому раздуванию пузырей и высокой стойкости к вытягиванию без отрицательного воздействия на оптические свойства, улучшенной стабильности пузыря и уменьшенному появлению «лопающегося пузыря» во время ориентирования пузыря пленки в твердом состоянии, обеспечивая пленку с большей механической прочностью при ориентировании в твердом состоянии с помощью способа захваченного пузыря, что приводит к повышенному выходу продукта. Трехкомпонентную смесь можно применять для обеспечения пленки с хорошими механическими свойствами, при сохранении высокой общей усадки без нагрузки и хороших оптических свойств. Пленка согласно настоящему изобретению обладает хорошей обрабатываемостью точки зрения стабильности пузыря и способности выдерживать высокие отношения ориентирования.
Хорошая «пригодность к машинной обработке» свойственна пленке, которую можно применять с упаковочной машиной без неподобающего сморщивания, сминания, складок шва, завернутых кромок или заедания. Дефекты пригодности к машинной обработке более очевидны для пленок меньшей толщины, которые становятся более распространенными благодаря тенденции к рациональному использованию ресурсов. Указанная трехкомпонентная смесь улучшает пригодность к машинной обработке, частично благодаря увеличению жесткости пленки, без снижения усадки без нагрузки или оптических свойств (например, блеска, помутнения) пленки.
В первом варианте реализации трехкомпонентная смесь содержит (i) от 10 до 60% масс. (от массы смеси) полимера A, выбранного из группы, состоящей из: сополимеров этилена/ненасыщенного сложного эфира, сополимера этилена/ненасыщенной кислоты и иономерной смолы, (ii) от 5 до 50% масс. (от масс смеси) по меньше мере одного полимера В, выбранного из сополимера этилена/α-олефина с плотностью от 0,868 до 0,910 г/см3 (или от 0,868 до 0,905 г/см3), и (iii) от 30 до 65% масс. (от массы смеси) полимера С, который представляет собой сополимер этилена/α-олефина с плотностью от 0,912 до 0,935 г/см3, причем полимер C имеет бимодальное молекулярно-массовое распределение или имеет длинноцепочечное разветвление. Во втором варианте реализации полимер А присутствует в количестве от 20 до 55% масс., полимер В присутствует в количестве от 7 до 40% масс. и полимер C присутствует в количестве от 35 до 60% масс. В третьем варианте реализации полимер А присутствует в количестве примерно от 30 до 50% масс., полимер В присутствует в количестве от 10 до 30% масс. и полимер C присутствует в количестве от 40 до 50% масс.
Полимер A может представлять собой сополимер этилена/метакриловой кислоты Nucrel® или сополимер этилена Elvaloy® от DuPont (например, Nucrel® 1202 НС), или терполимер этилена и акрилата Lotader® или сополимер этилена Lotril® от Arkema, или сополимер этилена и акриловой кислоты Primacor® от Dow.
Полимер В может представлять собой гомогенный сополимер этилена/α-олефина, содержащий длинноцепочечные разветвление, Affinity® от Dow (например, сополимер этилена/октена Affinity® 1880G), гетерогенный сополимер этилена/α-олефина очень низкой плотности Attane® от Dow, сополимер этилена/α-олефина Evolue® SP0510 от Prime Polymer Со Ltd, этилен/α-олефин Evolue®SP0540 от Prime Polymer Со LTD, или гомогенный сополимер этилена/α-олефина Exact® от ExxonMobil. Полимер B может иметь индекс расплава от 0,5 до 5 г/10 мин или от 1,0 до 3,0 г/10 мин, измеренный согласно ASTM D 1238 при 190°C и 2,16 кг.
Полимер С может представлять собой гомогенный сополимер этилена/α-олефина Dowlex® от Dow (например, Dowlex® XZ 89446 и Dowlex® 5057G), или гомогенный сополимер этилена/α-олефина Enable® от ExxonMobil, или линейный полиэтилен низкой плотности Evolue® SP2020 и линейный полиэтилен низкой плотности Evolue® SP2320 от Prime Polymer Со Ltd. Полимер С может представлять собой сополимер этилена/α-олефина с плотностью от 0,912 до 0,935 г/см3 или от 0,912 до 0,925 г/см3. Полимер C может иметь индекс текучести расплава (измеренный согласно ASTM D1238 при 190°C и 2,16 кг) от 0,5 до 5 г/10 мин или от 1,0 до 3,0 г/10 мин. Если полимер C представляет собой длинноцепочечный разветвленный полимер, отношение I10/I2 (отношение индексов расплава при 10 кг и 2,16 кг) составляет по меньшей мере 6, ли по меньшей мере 7, или от 8,0 до 16.
Оба полимера B и C могут иметь индекс текучести расплава от 0,5 до 5 г/10 мин, более предпочтительно от 1,0 до 3,0 г/10 мин. В трехкомпонентной смеси можно обеспечивать более одного полимера A, более одного полимера B и/или более одного полимера C. Кроме того, в трехкомпонентную смесь можно включать дополнительные полимеры, не являющиеся полимерами А, В или С.
Трехкомпонентная смесь может быть получена путем подачи пропорциональных количеств полимеров A, В и C в один или более экструдеров, применяемых для изготовления многослойных пленок. Как вариант, трехкомпонентная полимерная смесь согласно настоящему изобретению может быть получена с использованием традиционных систем экструзионного компаундирования путем подачи пропорциональных количеств полимеров A, B и C в компаундирующий экструдер, в котором полимеры плавятся. Затем полученный расплав передают в экструзионную фильеру, которая придает форму расплаву, который затем охлаждают при помощи воздуха или воды и нарезают на пеллеты. Таким образом получают маточную смесь, которую впоследствии применяют для производства многослойной пленки согласно настоящему изобретению путем подачи маточной смеси в экструдер, применяемый для производства многослойной пленки.
Трехкомпонентная смесь может присутствовать в одном или более внутренних слоях пленки. Расположение внутреннего слоя (слоев), содержащих трехкомпонентную смесь, не ограничено. Внутренний слой, содержащий трехкомпонентную смесь, может соседствовать с первым внешним термозапаиваемым слоем и/или соседствовать со вторым внешним слоем. Как вариант, внутренний слой, содержащий трехкомпонентную смесь, может соседствовать с газонепроницаемым слоем, с адгезивным слоем (т.е. соединительным слоем), обеспечиваемым для того, чтобы гарантировать достаточное приклеивание внутреннего слоя, содержащего трехкомпонентную смесь, к газонепроницаемому слою. В одном из вариантов реализации внутренний слой, содержащий трехкомпонентную смесь, непосредственно наклеен на первый внешний термозапаиваемый слой.
Свойства пленки можно регулировать, изменяя относительные процентные содержания полимеров A, B и C в трехкомпонентной смеси. Толщина внутреннего слоя, содержащего трехкомпонентную смесь, может составлять, например, от 5 до 20 микрон, или от 7 до 15 микрон, или от 8 до 12 микрон. Желаемые свойства пленки могут быть получены путем обеспечения пленки с трехкомпонентной смесью в количестве по меньшей мере 5% масс. от общей массы пленки, или по меньшей мере 10% масс., или по меньшей мере 20% масс. Желаемые свойства пленки могут быть получены путем обеспечения пленки с трехкомпонентной смесью в количестве менее 60% масс. от обще массы пленки, или менее 50% масс., или менее 40% масс., или менее 30% масс. Трехкомпонентная смесь может присутствовать в пленке в количестве от 5 до 60% масс. от общей массы пленки, или от 10 до 40% масс., или от 20 до 35% масс.
ФИГ. 3 представляет собой схематическое изображение шестислойной пленки 24 согласно настоящему изобретению. Первый внешний слой 26 служит термозапаиваемым слоем и внутренним слоем, контактирующим с продуктом питания. Второй слой 28 представляет собой внутренний слой, содержащий ту же трехкомпонентную смесь, что и внутренний слой 20 в пленке на ФИГ. 2. Третий слой 30 представляет собой первый соединительный слой между вторым слоем 28 и четвертым слоем 32, который представляет собой слой, непроницаемый для кислорода. Пятый слой 34 представляет собой второй соединительный слой между слоем, непроницаемым для кислорода, 32 и шестым слоем 36, который служит в качестве второго внешнего слоя 36, несущего печать и содержащего смесь полимера на основе пропилена и олефинового блок-сополимера.
ФИГ. 4 представляет собой схематическое изображение способа производства пленки согласно настоящему изобретению. На ФИГ. 4 твердые гранулы полимера (не показаны) подают в один или более экструдеров 38 (для простоты показан только один экструдер 38). Внутри экструдеров 38 гранулы полимера продвигаются вперед, плавятся и дегазируются, получаемый в результате не содержащий пузырьков расплав продвигают вперед в головку фильеры 40 и экструдируют через кольцевую фильеру, получая ленту рукава 42 общей толщиной примерно от 15 примерно до 30 мил.
После охлаждения или закаливания распылением воды из охлаждающего кольца 44 ленту рукава 42 сплющивают при помощи протяжных роликов 46, а затем подают через камеру облучения 48, окруженную защитой 50, в которой ленту рукава 42 облучают электронами высокой энергии (т.е. ионизирующим излучением) из ускорителя с трансформатором с железным сердечником 52. Ленту рукава 42 направляют через камеру облучения 48 на валки 54. Ленту рукава 42 облучают с дозой примерно 64 килоГрей.
После облучения облученную ленту рукава 56 направляют через протяжные ролики 58, после чего облученную ленту рукава 56 немного раздувают, получая захваченный пузырь 60. Тем не менее, в виде захваченного пузыря 60 ленту рукава 56 не вытягивают значительно в продольном направлении, поскольку поверхностная скорость тянущих валков 62 примерно равна поверхностной скорости тянущих валков 58. Кроме того, облученную ленту рукава 56 раздувают только в достаточной степени для обеспечения по существу круглого рукава без значительного поперечного ориентирования, т.е. без растяжения.
Немного раздутую облученную ленту рукава в месте захваченного пузыря 60 пропускают через вакуумную камеру 64, а затем через фильеру для нанесения покрытия 66, в способе, известном как «нанесение покрытия экструзией». Второй трубчатый продукт экструзии 68 экструдируют из расплава из фильеры для нанесения покрытия 66 и наносят в виде покрытия на немного раздутую облученную ленту рукава 56, с образованием ленты рукава с покрытием 70. Второй трубчатый продукт экструзии 68 включает слой, непроницаемый для 02, который не подвергают ионизирующему облучению. Нанесение покрытия экструзией особенно желательно, когда пленка содержит в качестве слоя, непроницаемого для кислорода, поливинилиденхлорид, сополимер винилиденхлорида/метилакрилата и/или сополимер винилиденхлорида/винилхлорида, поскольку известно, что указанные газонепроницаемые слои разрушаются под действием ионизирующего облучения, как описано выше. Другие подробности вышеописанной стадии нанесения покрытия приведены в патенте США №4278738, выданном на имя BRAX et. al., который полностью включен в настоящую заявку посредством ссылки.
После облучения и нанесения покрытия ленту рукава с покрытием 70 наматывают на наматывающий рулон 72. Затем удаляют наматывающий рулон 72 и устанавливают в качестве разматываемого рулона 74, на второй стадии способа изготовления многослойной термоусадочной пленки. Ленту рукава с покрытием 70, с разматывающего рулона 74, разматывают и пропускают через направляющий ролик 76, после чего ленту рукава с покрытием 70 пропускают через резервуар бани с горячей водой 78, содержащий горячую воду 80. Здесь сплющенную облученную ленту рукава с покрытием 70 погружают в горячую воду 80 (с температурой от 91°C до 93°C) на время по меньшей мере примерно 30 секунд, т.е. для приведения пленки к желаемой температуре для двухосевого ориентирования в твердом состоянии. После этого ленту рукава с покрытием 70 направляют через тянущие валки 82 и 86, с захваченным пузырем воздуха внутри кольцеобразной пленки между парами валков 82 и 86. Захваченный пузырь 84 растягивает ленту рукава с покрытием 70 в поперечном направлении. Кроме того, одновременно с поперечным растягиванием, тянущие валки 86 вытягивают рукав пленки 70 в продольном направлении, поскольку тянущие валки 86 имеют скорость поверхности выше, чем скорость поверхности тянущих валков 82. В результате поперечного растяжения и продольного вытягивания получают облученный ориентированный по двум осям многослойный рукав пленки 88. В одном из вариантов реализации ленту рукава с покрытием можно растягивать в поперечном направлении (ПоН) в отношении примерно 4:1 и вытягивать в направлении экструзии (НЭ) в отношении примерно 3,9:1, с общим отношением ориентирования примерно 15,6:1. Когда захваченный пузырь 84 удерживают между парами валков 82 и 86, верхнюю часть пузыря 84 сжимают валками 90, при этом ориентированную по двум осям термоусадочную многослойную пленку 88 затем передают через протяжные ролики 86 и через направляющий ролик 92, а затем наматывают на наматывающий рулон 94. Натяжной ролик 96 обеспечивает хорошее наматывание.
ФИГ. 5 представляет собой схематическое изображение горизонтального способа непрерывного упаковывания, в котором применяют пленку согласно настоящему изобретению, для получения упаковки типа «подушка». Хотя продукт 102 может представлять собой любой продукт для упаковывания, предпочтительным продуктом является мясной продукт, такой как жаркое, стейк, отбивные, грудинка и т.д. Каждый продукт 102 может представлять собой отдельный кусок мяса или набор, содержащий множество кусков мяса.
Упаковываемые продукты 102 подают по конвейеру 104 с толкателем (не показан), проталкивающим продукты 102 внутрь и через формовочный раструб 106. Непрерывную ленту пленки 108 (подаваемую с рулона пленки, не показан) подают к формовочному раструбу 106, окружая указанный раструб со всех сторон, по мере того как поток продуктов 102 проходит через формовочный раструб 106. Продукты 102 направляют через формовочный раструб 106 с той же скоростью, с которой пленка 108 проходит вокруг и позади формовочного раструба 106.
Пленку 108 складывают по мере прохождения вокруг и над формовочным раструбом 106, так что когда продукт 102 выходит из формовочного раструба 106, пленку 108 складывают вокруг продукта 102, так что продукт 102 находится внутри трубы 112 из пленки 108. Над формовочным раструбом 106 края пленки 108 складывают вверх и склеивающее устройство (не показано) формирует непрерывное термозапаиваемое соединение встык 110 вдоль сложенных вверх продольных краев пленки 108, по мере того как продукты 102 продолжают продвигать вперед (по конвейеру, не показан) внутри рукава 112, который был сформирован из пленки 108.
Поток продуктов 102 и пленочный рукав 112 вместе продвигают к поперечному запаивающему и разрезающему устройству, включающему верхний запаивающий/разрезающий элемент 114 и нижний запаивающий/разрезающий элемент 116, которые действуют вместе, создавая поперечные запайки между продуктами 102 и разрезая пленочный рукав 112 для получения отдельных запечатанных упакованных продуктов 118 после того, как каждая упаковка была запечатана при помощи запаивания. Верхний и нижний запаивающий/разрезающий элементы 114, 116 производят колебательные движения вверх и вниз по мере продвижения пленочного рукава 112. После запечатывания при помощи запаивания и разрезания пленочного рукава получают упакованный продукт 118. Часть термоусадочной пленки на упакованном продукте 118 затем плотно сжимают вокруг продукта 102, пропуская упакованный продукт 118 через туннель с горячим воздухом (не показан) или через горячую водяную баню (не показана).
Если желательно, чтобы из упаковок был откачан воздух, способ непрерывного упаковывания можно осуществлять в вакуумированной камере (не показана). Продукты 102 можно подавать в верхний по технологической линии конец тамбура, который периодически закрывают и откачивают воздух, после чего находящиеся в тамбуре продукты могут поступать в процесс непрерывного упаковывания без доступа воздуха и быть упакованными в вакууме, что дает в результате улучшенный срок хранения и более плотную упаковку после усадки. Вакуумную упаковку можно также обеспечить, оставляя один конец упаковки открытым и помещая открытую упаковку в вакуумную камеру для откачивания воздуха из упаковки и запечатывания упаковки путем создания третьего термозапаиваемого шва в то время, как упаковка находится в вакууме.
Смесь согласно настоящему изобретению подходит для многослойных пленок, имеющих внешний слой, пригодный для печати, содержащий гомополимер или сополимер на основе пропилена. Внешний слой, пригодный для печати, таких пленок может содержать, например, сополимер пропилена-этилена или терполимер пропилена-этилена-бутена.
Следующие составы многослойных пленок могут выгодно образовывать внешний слой, пригодный для печати, содержащий олефиновый блок-сополимер.
(I) (с) сополимер эт-α-олефина / связующее / барьер для O2 / связующее / ПЭС + ОБС (п)
(II) (с) сополимер эт-α-олефина / связующее / ПВДХ / связующее / ПЭС + ОБС (п)
(III) (с) сополимер эт-α-олефина / связующее / ПВДХ-МА / связующее / ПЭС + ОБС (п)
(IV) (с) сополимер эт-α-олефина / связующее / ПВДХ-ВХ / связующее / ПЭС + ОБС (п)
(V) (с) сополимер эт-α-олефина / связующее / EVOH / связующее / ПЭС + ОБС (п)
(VI) (с) сополимер эт-α-олефина / связующее / аморфный ПА / связующее / ПЭС + ОБС (п)
(VII) (с) сополимер эт-α-олефина / связующее / аморфный ПА+ПА6-12 / связующее / ПЭС + ОБС (п)
(VIII) (с) ssc сополимер эт-α-олефина / связующее / барьер для O2 / связующее / ПЭС + ОБС (п)
(IX) (с) ssc сополимер эт-α-олефина / ЛПЭНП / связующее / барьер для O2 / связующее / ПЭБ + ОБС (п)
(X) (с) ssc эт/С6-8 / ssc эт/С6-8 / связующее / барьер для O2 / связующее / ПЭБ + ОБС (п)
(XI) (с) сополимер эт-α-олефина / связующее / барьер для O2 / связующее / ПЭБ + ОБС (п)
(XII) (с) сополимер эт-α-олефина / связующее / ПВДХ / связующее / ПЭБ + ОБС (п)
(XIII) (с) сополимер эт-α-олефина / связующее / ПВДХ-МА / связующее / ПЭБ + ОБС (п)
(XIV) (с) сополимер эт-α-олефина / связующее / ПВДХ-ВХ / связующее / ПЭБ + ОБС (п)
(XV) (с) сополимер эт-α-олефина / связующее / EVOH / связующее / ПЭБ + ОБС (п)
(XVI) (с) сополимер эт-α-олефина / связующее / аморфный ПА / связующее / ПЭБ + ОБС (п)
(XVII) (с) сополимер эт-α-олефина / связующее /аморфный ПА+ПА6-12 / связующее / ПЭБ + ОБС (п)
(XVIII) (с) ssc сополимер эт-α-олефина / связующее / барьер для O2 / связующее / ПЭБ + ОБС (п)
(XIX) (с) ssc сополимер эт-α-олефина / ЛПЭНП / связующее / барьер для 02/ связующее / ПЭБ + ОБС (п)
(XX) (с) ssc эт/С6-8 / ssc эт/С6-8 / связующее / барьер для O2/ связующее / ПЭБ + ОБС (п)
(XXI) (с) ssc эт/С8 / ssc эт/С8 / связующее / барьер для O2/ связующее / ПЭБ + ОБС (п)
(XXII) (с) ПЭ+ЭВА / ЭВА / ПА / ПА / ПА / ПП / ПП (п) (нетермоусадочная)
(XXIII) (с) ЛПЭНП+ЭВА / ВДХ-МА / ПП+ПБ+ЭВА (п) (термоусадочная)
(XXIV) (с) ПЭ или ПП / связующее / барьер (EVOH или отсутствует) / связующее / ПЭ // клей // ПП или БОПП (п)
(с) = термозапаиваемый слой; (п) = слой, пригодный для печати; ssc = эдноцентровый катализ; эт-α-олефин = этилен/α-олефин
В любой многослойной пленке I-XXIV выше, гомополимер пропилена, сополимер пропилена, терполимер пропилена и/или другой полимер на основе пропилена можно заменить некоторыми или всеми из ПЭС или ПЭБ, или ПП, или БОПП. Соединительный слой может содержать любой полимер для соединительного слоя. Предпочтительные полимеры для соединительного слоя включают модифицированный ангидридом сополимер этилена/винилацетата, модифицированный ангидридом сополимер этилена/метилакрилата и модифицированный ангидридом сополимер этилена/метакриловой кислоты. Олефиновый блок-сополимер (ОБС) может присутствовать во внешнем слое, несущем печать («п»), в количестве от 5 до 40% масс., или от 10 до 30% масс., или от 15 до 25% масс. от общей массы смеси. Сополимер пропилена/этилена («ПЭС») или терполимер пропилена/этилена/бутена («ПЭБ») может составлять остальную часть смеси.
ПРИМЕРЫ
Настоящее изобретение может быть более понятно со ссылками на следующие примеры, которые являются только иллюстрациями и не должны рассматриваться как ограничения объема настоящего изобретения, который определяется прилагаемой формулой изобретения. Пленки из примеров с 1 по 21 содержат смолы, указанные в Таблице 1 ниже.

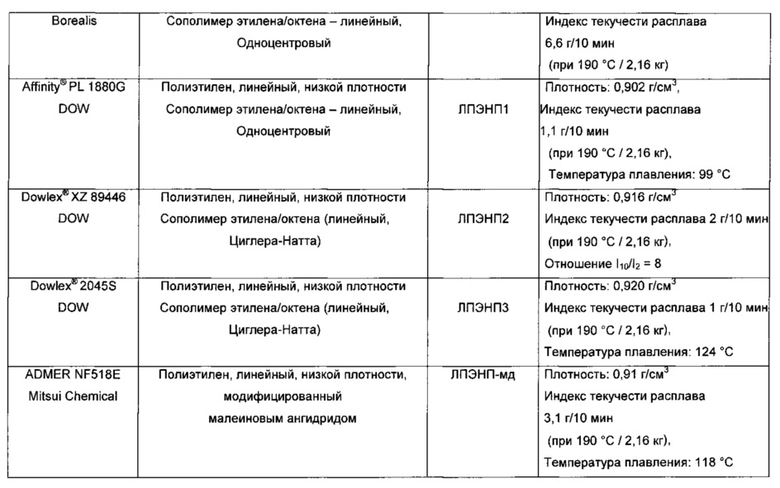





Расположение слоев, состав слоев и толщина слоя для пленок из примеров с 1 по 21 приведены в таблице 2 ниже.



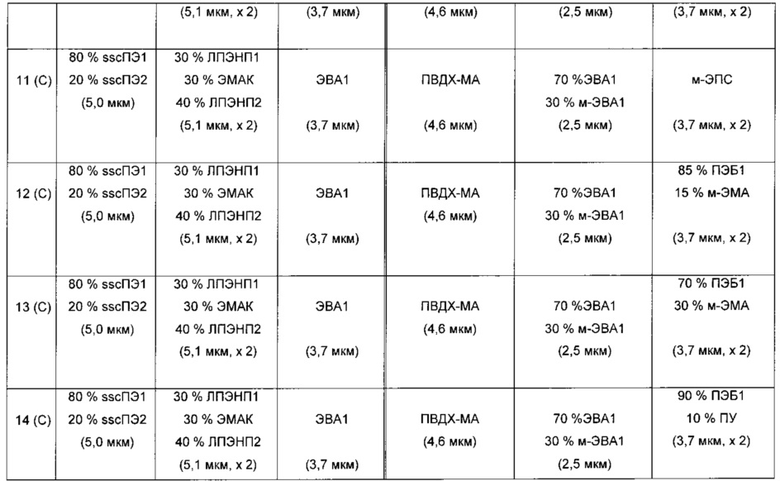
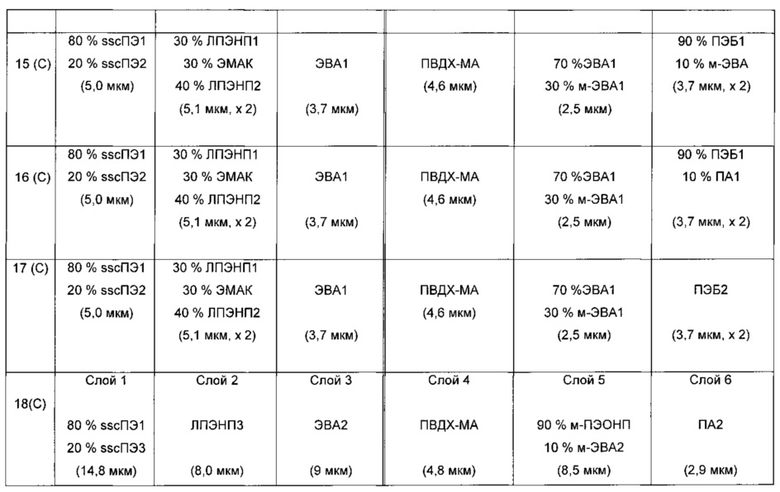
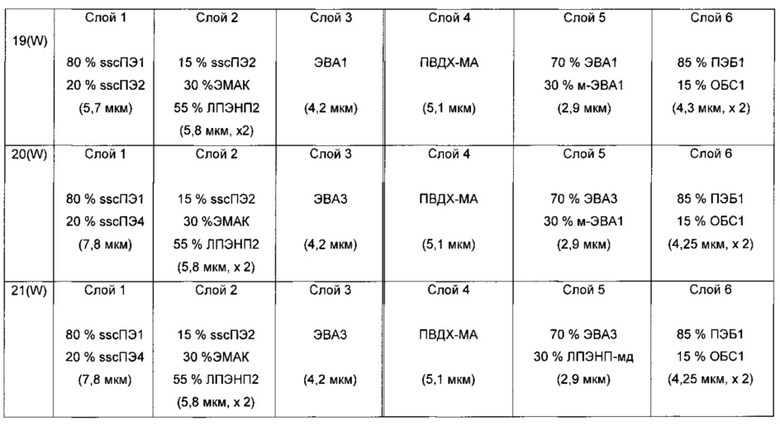
В Таблице 2 выше (W) обозначает пример в качестве рабочего примера, и (С) обозначает пример в качестве сравнительного примера. В Примерах 1-17 и 19-21 Таблицы 2, второй и третий слой экструдировали с использованием одинаковой полимерной смеси и экструдировали одинаковой толщины.
В пленках 1-17 после ориентирования в твердом состоянии, второй слой имел толщину 5,1 мкм и третий слой также имел толщину 5,1 мкм. В качестве таковых, второй и третий слои могут рассматриваться вместе как эквивалент единого слоя толщиной 10,2 мкм. Аналогично, седьмой и восьмой слои экструдировали с использованием одинаковой полимерной смеси и экструдировали одинаковой толщины. После ориентирования в твердом состоянии седьмой слой имел толщину 3,7 мкм, и восьмой слой также имел толщину 3,7 мкм. В качестве таковых, седьмой и восьмой слои могут рассматриваться вместе как эквивалент единого слоя толщиной 7,4 мкм.
В пленке 19 после ориентирования в твердом состоянии второй слой имел толщину 5,8 мкм и третий слой также имел толщину 5,8 мкм. В качестве таковых, второй и третий слои могут рассматриваться вместе как эквивалент единого слоя толщиной 11,6 мкм. Аналогично, седьмой и восьмой слои экструдировали с использованием одинаковой полимерной смеси и экструдировали одинаковой толщины. После ориентирования в твердом состоянии седьмой слой имел толщину 4,3 мкм, и восьмой слой также имел толщину 4,3 мкм. В качестве таковых, седьмой и восьмой слои могут рассматриваться вместе как эквивалент единого слоя толщиной 8,6 мкм.
В пленках 20-21 после ориентирования в твердом состоянии второй слой имел толщину 5,8 мкм и третий слой также имел толщину 5,8 мкм. В качестве таковых, второй и третий слои могут рассматриваться вместе как эквивалент единого слоя толщиной 11,6 мкм. Аналогично, седьмой и восьмой слои экструдировали с использованием одинаковой полимерной смеси и экструдировали одинаковой толщины. После ориентирования в твердом состоянии седьмой слой имел толщину 4,25 мкм, и восьмой слой также имел толщину 4,25 мкм. В качестве таковых, седьмой и восьмой слои могут рассматриваться вместе как эквивалент единого слоя толщиной 8,5 мкм.
Пленки из Примеров с 1 по 17 и с 19 по 21 получали согласно способу, показанному на ФИГ. 4, описанному выше. По отношению к способу, показанному на ФИГ. 4, и приведенному выше описанию способа с ФИГ. 4, в пленках из Примеров с 1 по 17 и с 19 по 21, показанных в Таблице 2 выше, субстрат включал слои с 1 по 4, и покрытие включало слои с 5 по 8, чтобы обеспечить части субстрата пленки преимущества поперечного сшивания под действием облучения, и при этом избежать разрушения, которое наблюдалось бы при облучении непроницаемого для кислорода слоя из ПВДХ-МА. Первый слой представлял сбой термозапаиваемый слой, и восьмой слой представлял собой внешний слой, предназначенный для печати. При изготовлении пленок 1-17 и 19 субстрат получал облучение 64 кГр; при изготовлении пленок 20-21 субстрат получал облучение 80 кГр. При изготовлении пленок 1-17 при ориентировании в твердом состоянии в захваченном пузыре, после горячей бани, вытягивали облученную ленту с покрытием в 3,9Х в направлении экструзии (НЭ) и растягивали облученную ленту с покрытием в 4,00Х в поперечном направлении (ПоН); при изготовлении пленок 19-21 при ориентировании в твердом состоянии в захваченном пузыре, после горячей бани, вытягивали облученную ленту с покрытием в 3,9Х в направлении экструзии (НЭ) и растягивали облученную ленту с покрытием в 3,9Х в поперечном направлении (ПоН). Ширина ленты в плоско уложенном виде составляла 113 мм для каждого из Примеров с 1 по 17 и с 19 по 21, и ширина ориентированного пленочного рукава в плоско уложенном виде составляла 450 мм для каждого из Примеров с 1 по 17 и с 19 по 21, в которых рукав состоял из слоев с 1 по 8, причем каждый из слоев имел толщину в микрометрах (мкм), указанную в Таблице 2 выше.
Пленку из Примера 18 изготавливали так же, как и в Примерах 1-17, за исключением того, что слои 1, 2 и 3 составляли субстрат, а слои 4, 5 и 6 составляли покрытие; субстрат ориентировали в 3,25х в направлении экструзии и в 3х в поперечном направлении; экструдированная лента в плоско уложенном виде имела ширину 150 мм, а пленочный рукав имел толщину 48 микрон и ширину в плоско уложенном виде 450 мм.
Измерения и испытания пленок из Примеров с 1 по 21, включая качественную характеристику экструзии пленки, позволили получить данные о свойствах пленки и другую информацию, приведенную в Таблице 3 ниже.



На различные пленки из Примеров с 1 по 21 наносили печать и оценивали истирание краски и адгезию краски при помощи испытания на стойкость к истиранию краски и испытания на адгезию краски, описанных выше. Результаты показаны в Таблице 4.

Печать осуществляли при помощи пресса Flexo с центральным печатающим барабаном. Внешний слой рукава обрабатывали коронным разрядом на печатном прессе перед нанесением краски. Генератор регулировали для получения поверхностного натяжения 42 дин/см.
Изображение печатали на внешнем слое рукава. Для изготовления рукава с нанесенной печатью использовали десятипозиционный пресс Miraflex AM. Печатающие узлы с 1 по 9 использовали для нанесения красок, необходимых для создания заданного изображения; печатающий узел 10, последний, использовали для нанесения прозрачного покровного лака SunProp. Применяемые краски представляли собой краски нитроцеллюлозно/полиуретанового типа на основе растворителя, поставляемые Sun Chemical под торговым наименованием SunProp. Покровный лак представлял собой лак для разбавления краски.
Пресс работал со скоростью 150 м/мин; условия сушки применяли 70°C на печатающих узлах и 45°C в туннеле. Первый слой белой краски, покрывавший 100%, наносили на внешний слой пленок. Второй слой синей краски, покрывавший 100%, наносили на первый слой краски. Третий слой прозрачного покровного лака, покрывавший 100%, наносили на второй слой синей краски. Получали общее количество краски 300%. Затем разрезали кромку рукава с нанесенной печатью с одной стороны, после чего разворачивали рукав, получая пленку для испытаний с одним разрезом. Полученные таким образом рулоны применяли для упаковывания и лабораторных испытаний.
В таблице 4 также показаны результаты испытания линии Flow Vac на основании 30 минут непрерывного действия горизонтальной машины для непрерывной упаковывания Flow Vac, в течение указанного времени формировали примерно 300 упаковок с использованием резиновых муляжей продуктов. Отслоение краски оценивали визуально 5 участниками комиссии. Упаковки, показавшие неприемлемое удаление краски, рассматривали как брак. Вычисляли процент брака для каждой из испытываемых пленок.
В машине Flow Vac использовали первый протяжный ролик с температурой 70°C, два запаивающих диска (100°C и 110°C) и ротационный нож с температурой 70°C для разрезания пленки. Поперечную запайку осуществляли при температуре 115°C в течение 275 миллисекунд. Машина Flow Vac действовала со скоростью 18 метров в минуту. Ротационная вакуумная машина (Furukawa) действовала с током запайки74 ампера и скоростью запайки 30 упаковок в минуту. Усадочный туннель (Cryovac ST98) был установлен на 85°C и имел время усадки 2 секунды.
Испытание считали очень жестким, и следовательно, дифференцирующим характеристики материала для предсказания рабочих характеристик на уровне потребителя.
Пример 18С представлял собой материал, в настоящее время доступный на рынке. Как можно видеть в таблице 4, пленка согласно настоящему изобретению показала хорошую адгезию краски, улучшенную стойкость к истиранию краски по сравнению со сравнительными пленками и меньший уровень брака при упаковывании (испытание на линии Flow Vac). Конкретнее, примеры 1, 4 и 19-21 показали отличные рабочие характеристики, в частности, примеры 19-21 характеризовались очень стабильным процессом экструзии.


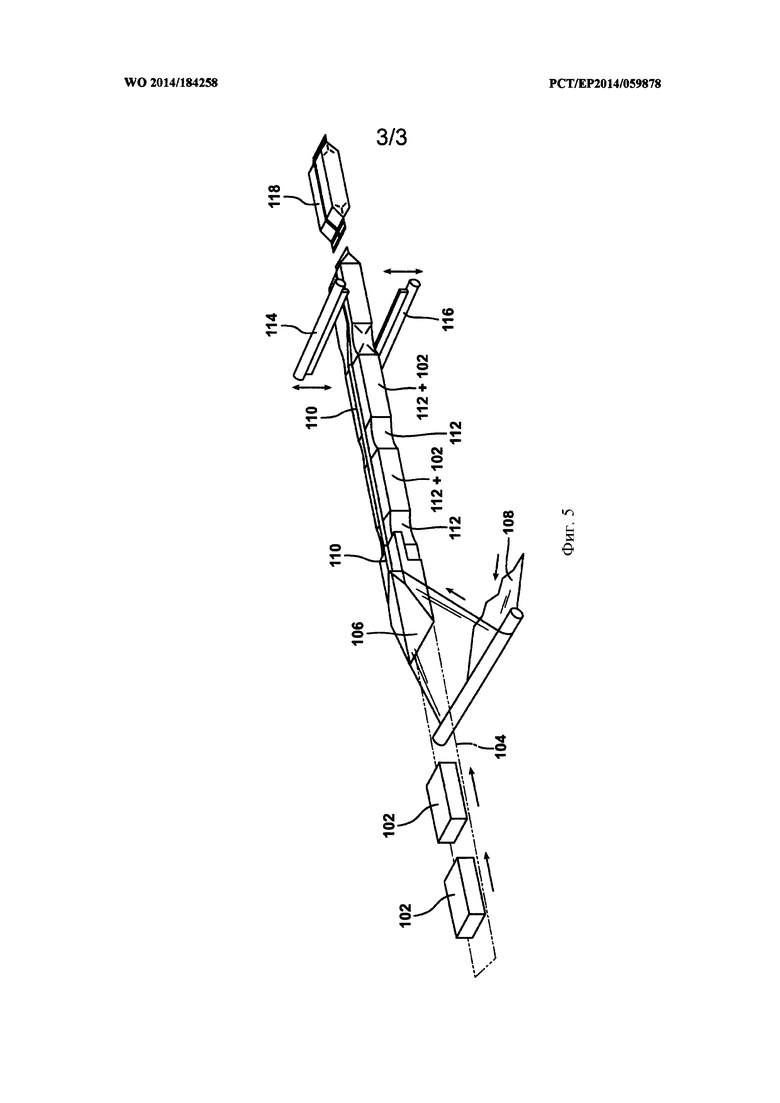
Изобретение относится к пригодным для нанесения печати смесям и пригодным для нанесения печати пленкам, в частности к многослойным упаковочным пленкам. Полимерная смесь для изготовления слоя пленки, пригодной для нанесения печати, содержит (i) гомополимер или сополимер на основе пропилена в количестве от 75 до 95 мас.% от общей массы смеси и (ii) олефиновый блок-сополимер в количестве от 5 до 25 мас.% от общей массы смеси, причем олефиновый блок-сополимер представляет собой сополимер этилена/С3-20 α-олефина с плотностью от 0,85 до 0,89 г/см3 и индексом расплава (190°С, 2,16 кг) от 0,5 г/10 мин до 10 г/10 мин. Многослойная пленка с нанесенной печатью, стойкая к истиранию краски, содержит первый внешний слой, который представляет собой запаиваемый слой, и второй внешний слой, содержащий указанную полимерную смесь. Полимерная смесь и пленки, содержащие указанную смесь, обеспечивают улучшенную стойкость к истиранию краски. Многослойную пленку, изготовленную с использованием указанной смеси, можно применять для упаковывания пищевых продуктов, а также такая пленка может являться термоусадочной. 5 н. и 10 з.п. ф-лы, 5 ил., 4 табл.
1. Полимерная смесь для изготовления слоя пленки, пригодной для нанесения печати, содержащая (i) гомополимер или сополимер на основе пропилена в количестве от 75 до 95 массовых процентов от общей массы смеси и (ii) олефиновый блок-сополимер в количестве от 5 до 25 массовых процентов от общей массы смеси, причем олефиновый блок-сополимер представляет собой сополимер этилена/С3-20 α-олефина с плотностью от 0,85 до 0,89 г/см3 и индексом расплава (190°С, 2,16 кг) от 0,5 до 10 г/10 мин.
2. Полимерная смесь по п. 1, отличающаяся тем, что олефиновый блок-сополимер имеет коэффициент полидисперсности Mw/Mn по меньшей мере 1,7, при этом указанный олефиновый блок-сополимер содержит жесткие сегменты и мягкие сегменты, причем жесткие сегменты составляют от 10 до 40 массовых процентов от общей массы олефинового блок-сополимера и содержание сомономера в жестких сегментах составляет менее 3 мольных процентов, а содержание сомономера в мягких сегментах составляет от 14 до 28 мольных процентов.
3. Многослойная пленка с нанесенной печатью, стойкая к истиранию краски, содержащая первый внешний слой, который представляет собой запаиваемый слой, и второй внешний слой, содержащий полимерную смесь по п. 1 или 2.
4. Многослойная пленка по п. 3, отличающаяся тем, что указанная смесь содержит гомополимер или сополимер на основе пропилена в количестве от 75 до 90 массовых процентов от общей массы слоя и олефиновый блок-сополимер в количестве от 10 до 25 массовых процентов от общей массы слоя, при этом олефиновый блок-сополимер представляет собой сополимер этилена/С4-12 α-олефина с плотностью от 0,870 до 0,884 г/см3 и индексом расплава от 0,8 до 7 г/10 мин и при этом олефиновый блок-сополимер содержит жесткие сегменты и мягкие сегменты, причем жесткие сегменты составляют от 15 до 30 массовых процентов от общей массы олефинового блок-сополимера и содержание сомономера в жестких сегментах составляет менее 2 мольных процентов, а содержание сомономера в мягких сегментах составляет от 15 до 20 мольных процентов.
5. Многослойная пленка по п. 4, отличающаяся тем, что указанная смесь содержит гомополимер или сополимер на основе пропилена в количестве от 75 до 85 массовых процентов от общей массы слоя и олефиновый блок-сополимер в количестве от 15 до 25 массовых процентов от общей массы слоя, при этом олефиновый блок-сополимер представляет собой сополимер этилена/С6-8 с плотностью от 0,875 до 0,879 г/см3, индексом расплава от 0,9 до 6 г/10 мин и Mw/Mn от 1,7 до 3,5 и указанный олефиновый блок-сополимер содержит жесткие сегменты и мягкие сегменты, причем жесткие сегменты составляют от 23 до 27 массовых процентов от общей массы олефинового блок-сополимера и содержание сомономера в жестких сегментах составляет менее 1 мольного процента, а содержание сомономера в мягких сегментах составляет от 17 до 19 мольных процентов.
6. Многослойная пленка по любому из пп. 3-5, отличающаяся тем, что олефиновый блок-сополимер представляет собой сополимер этилена/октена с плотностью от 0,876 до 0,878 г/см3 и индексом расплава примерно от 4,8 до 5,2 г/10 мин.
7. Многослойная пленка по любому из пп. 3-5, отличающаяся тем, что олефиновый блок-сополимер представляет собой сополимер этилена/октена с плотностью от 0,876 до 0,878 г/см3 и индексом расплава примерно от 0,9 до 1,1 г/10 мин.
8. Многослойная пленка по любому из пп. 3-5, дополнительно содержащая внутренний слой пленки, расположенный между первым и вторым внешними слоями, причем указанный внутренний слой пленки содержит вторую смесь, содержащую от 10 до 60% по массе по меньшей мере одного полимера А, выбранного из группы, состоящей из сополимеров этилена-ненасыщенного сложного эфира, сополимера этилена-ненасыщенной кислоты и иономерной смолы, и от 5 до 50% по массе по меньшей мере одного полимера В, выбранного из сополимеров этилена/α-олефина с плотностью от 0,868 до 0,910 г/см3, предпочтительно от 0,868 до 0,905 г/см3, и от 30 до 65% по массе по меньшей мере одного полимера С, выбранного из сополимеров этилена/α-олефина с плотностью от 0,912 до 0,935 г/см3, предпочтительно от 0,912 до 0,925 г/см3, причем указанный полимер С имеет бимодальное молекулярно-массовое распределение или представляет собой длинноцепочечный разветвленный полимер.
9. Пленка по п. 8, отличающаяся тем, что процентное содержание по массе второй полимерной смеси по отношению ко всей пленке составляет от 5 до 60%, предпочтительно от 10 до 40%, более предпочтительно от 20 до 35%.
10. Пленка по любому из пп. 3-5, дополнительно содержащая внутренний газонепроницаемый слой, содержащий по меньшей мере один газонепроницаемый полимер, выбранный из сополимеров винилиденхлорида (ПВДХ), сополимеров этилена-винилового спирта (EVOH), полиамидов и сополимеров на основе акрилонитрила и смесей указанных полимеров.
11. Пленка по любому из пп. 3-5, отличающаяся тем, что процент свободной усадки при 85°С (ASTM D2732) по меньшей мере в одном или в обоих направлениях составляет более 5%, предпочтительно более 10%, более предпочтительно более 15%, еще более предпочтительно более 20%.
12. Пленка по любому из пп. 3-5, представляющая собой шестислойную пленку (40), содержащую первый внешний запаиваемый слой (44), содержащий полимер, выбранный из сополимеров этилена-винилацетата (ЭВА), гомогенных или гетерогенных линейных сополимеров этилена/α-олефина и смесей указанных полимеров, второй внутренний слой (42), содержащий смесь по любому из пп. 1 и 2, третий и пятый соединительные слои (48), четвертый газонепроницаемый слой (47) и шестой внешний слой, защищающий от внешних воздействий (46).
13. Упаковочное изделие в виде бесшовного пленочного рукава, причем указанная пленка представляет собой пленку по любому из пп. 3-12, в котором термозапаиваемый слой представляет собой самый внутренний слой рукава, или в форме гибкого контейнера, получаемого термозапаиванием пленки по любому из пп. 3-12 с самой собой.
14. Упаковка, содержащая изделие по п. 13 и пищевой продукт, упакованный в указанное изделие.
15. Применение упаковочной пленки по любому из пп. 3-12 для упаковывания мяса, птицы, сыра, подвергшегося технологической обработке, и копченого мяса, свинины и ягнятины.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для калибровки огурцов по длине | 1977 |
|
SU738589A1 |
| МЕДИЦИНСКАЯ МНОГОСЛОЙНАЯ ПЛЕНКА И МЕДИЦИНСКИЙ КОНТЕЙНЕР | 1994 |
|
RU2105571C1 |

