Область техники
Настоящее изобретение относится к многослойной металлизированной пластиковой пленке для упаковывания и способу ее изготовления.
Методы измерения, использованные для определения свойств металлизированной структуры
В приведенном ниже описании и, в частности, в воплощениях упоминаются характеристические параметры пленки, которые измеряются в соответствии с указанными ниже стандартными параметрами.
Скорости переноса кислорода (СПК): ASTM D 3985 (23°С; 0% относительной влажности)
Скорости переноса водяного пара (СПВП): ASTM D 1249 (38°С; 90% относит. влажности)
Оптическая плотность (O.D): прибор Макбета TD 934
Продольный модуль упругости (Long. ME): ASTM D 882
Поперечный модуль упругости (Transv. ME): ASTM D 882
Точка размягчения Виката (при 10 Н): ISO 306/А
Адгезия к металлической пленке (ленточный тест): AIMCAL TP 104-87 Уплотняющее сопротивление: 130°С; 103350 Н/м; 1 сек (термоуплотняющая машина Policrimper/TX-Alipack)
Напряжение смачивания полипропиленовой пленки: ASTM D 2578.
Уровень техники
Упаковывание любого типа продуктов и, в частности, пищевых продуктов является существенной частью промышленности, включающей производство и распространение потребительских товаров. Действительно, все пищевые продукты могут быть защищены и распространяться только в упакованном виде.
Упаковывание обязательно должно выполнять три функции: сохранение, распространение, презентация.
Привычки принятия пищи в разных странах мира сильно различаются, хотя базовые компоненты любого вида пищи являются фундаментальными: углеводы, жиры и белки, из которых углеводы в значительной степени преобладают над остальными компонентами. Внешним элементом, от которого необходимо защищать углеводы, является влажность. Современным продуктом, который в наибольшей степени подходит для обеспечения защиты углеводов от влажности и обладает при этом наивысшим отношением защиты к затратам, является биориентированный полипропилен, поступивший на мировые рынки в начале шестидесятых годов. Однако первоначальный материал был либо не пригодным для уплотнения, либо мало пригодным. Это привело к необходимости сделать материал уплотняемым (свойство, без которого невозможно закупоривание и распространение упакованных продуктов) и пригодным для печати (презентация). Пригодность для печати была повышена путем поверхностной обработки с помощью коронного разряда, что позволяет вводить некоторые группы с повышенной или пониженной полярностью (например, -CO-, СОН, COOR, СООН), в результате чего повышается поверхностная энергия пленки.
Уплотняемость достигалась вначале путем нанесения на поверхность пленки термоуплотняющего лака или с помощью метода ламинирования с использованием клеев с неориентированными полиолефиновными пленками. Этот метод все еще используют для упаковывания продуктов в порошковой форме (таких как сахар и мука) или продуктов с высокой насыпной плотностью (таких как макаронные продукты, рис и бобы).
Лишь в конце семидесятых и начале восьмидесятых годов технологии с нанесением лака и ламинирования начали выдавать на рынок коэкструдированные структуры, т.е. структуры, у которых одновременно экструдировались несколько слоев разных пластических материалов с образованием многослойной пленки.
Первой коэкструдированной структурой была структура типа А-В-А, у которой слой А состоял из сополимера этилена и пропилена, где содержание этилена составляло 2-4 вес.%, а содержание пропилена 98-96%. Слой В состоял из изотактической полипропиленовой пленки с температурой плавления от 157 до 160°С. Эта структура обладала механическими свойствами биориентированной полипропиленовой пленки с улучшенной пригодностью для печати, так как поверхность А (этилен-пропиленовый сополимер) обладает большей способностью принимать упомянутые выше полярные группы. Действительно, надлежащим образом обработанная нанесенная на поверхность А краска обладает поверхностной адгезией, выше или равной 90%, в то время как в структуре В-В-В адгезия ниже 90%.
Что касается уплотняемости, указанная выше структура А-В-А имеет несколько ограниченные пределы уплотняемости (140-150°С), что снижает надежность применения этой структуры в упаковочных машинах с рабочими скоростями выше 20 м/мин.
Во второй половине восьмидесятых годов упомянутые этилен-пропиленовые сополимеры были вытеснены этилен-пропилен-бутеновыми тройными сополимерами. Состав этих тройных сополимеров является следующим:
этилен: 2-3%
пропилен: 95-92%
бутен: 3-5%.
Первой протестированной структурой, содержащей эти продукты, снова была структура типа А-В-А. Пригодность для печати вновь оказалась более высокой, поскольку, как было установлено, присутствие бутена благоприятствует введению указанных выше полярных групп. Адгезия краски выше или равна 98%.
Уплотняемость оказалась улучшенной благодаря более широким пределам уплотнения (130-150°С), позволяющим применение указанного материала при скоростях упаковывания до 40 м/мин. Однако рынок требует еще более высоких скоростей упаковывания (до 60 м/мин).
Расширение пределов уплотняемости должно стать возможным при повышении содержания этилена и бутена. При выполнении этого условия пределы уплотняемости расширяются от пределов, указанных выше, до 112-150°С. В этом случае структура А-В-А не могла быть использована из-за проблем, связанных с упаковыванием рулонной пленкой. В результате этого структура А-В-А была заменена структурой А-В-С, где А представляет собой описанный выше тройной сополимер, В то же самое, что и структура А-В-А, а С представляет собой тройной сополимер этилен-пропилен-бутен следующего состава:
этилен: 3-4%
пропилен: 93-90%
бутен: 4-6%.
До середины восьмидесятых годов основным требованием дизайнеров по упаковыванию пищевых продуктов была защита пищевых продуктов с повышенным содержанием углеводов (печенье, картофельные чипсы и т.п.). Эти продукты должны быть защищены даже в экстремальных условиях (тропический климат: относительная влажность 98% и 38°С, или климат пустыни: относительная влажность 8% и 38°С). Для лучшего понимания связанных с этим требованием проблем следует обратить внимание на тот факт, что крекеры, картофельные чипсы и кукурузные чипсы обладают остаточной влажностью после выхода из обработочных печей порядка 2-2.4%. Эти продукты становятся неприятными на вкус, когда содержание воды увеличивается сверх 3,4-3,6% или падает ниже 1,5%.
Что касается презентации упакованного продукта, она обеспечивается внешним видом и аккуратностью нанесения печати на упакованный материал. Во второй половине восьмидесятых годов на упаковочном рынке утвердились первые металлизированные алюминием пленки. Первой металлизированной структурой была структура А-В-А, в которой А был образован этилен-пропиленовым сополимером.
Алюминий не пристает идеальным образом к поверхности с покрытием и в тесте с липкой лентой удаление алюминия может временами достигать 30%. По этой причине алюминий используют лишь для декоративных целей, но не для защиты.
В конце восьмидесятых годов положение в технологии упаковывания пищевых продуктов стало меняться. В частности, стало очевидным, что кроме как для углеводов защита требуется также и для жиров, которые содержатся практически во всех названных выше пищевых продуктах в количествах от 5% (крекеры) до 40% (картофельные чипсы).
Таким образом, стало понятно, что упаковывание должно также защищать жиры от прогоркания и это привело к поиску материалов с более высоким кислородным барьером. Тем не менее, используемый способ не гарантировал необходимой защиты, так как получаемые упаковки содержали внутри воздух в количествах, намного больших (до трех раз), чем количества, которых достаточно для того, чтобы вызвать сильное прогоркание, в результате чего оказывалось неэффективным использовать продукты с высоким кислородным барьером, которые предотвращают проникание воздуха снаружи, в то время как воздух уже находится внутри.
Далее стало ясно, что содержащийся в упаковках воздух должен быть заменен инертными газами (наиболее подходящим газом является азот) и явилось толчком к появлению технологии упаковывания с регулируемой атмосферой. Впервые были по достоинству оценены материалы с высоким кислородным барьером.
Первая металлизированная структура (А-В-А), где А представляет собой этилен-пропиленовый сополимер, не дала достаточно высоких значений кислородного барьера, сохраняя при этом весьма значительный диапазон пропускания (СПК: 150-350 см3 /сутки·м2 для толщины 25 µм).
После этого структура была металлизирована и при этом этилен-пропиленовый сополимер был заменен этилен-пропилен-бутеновым тройным сополимером. Применение этого тройного сополимера в металлизированных структурах решило проблему адгезии металла к металлизированной поверхности и одновременно улучшило кислородный барьер этой структуры. Диапазон СПК 150-350 см3/сутки·м2 для толщины 25 µм был доведен до диапазона 50-200 см3 /сутки·м2 для толщины 25 µм.
Стало одновременно ясно, что защита содержащихся в пищевых продуктах жиров не будет эффективной, если не предотвратить пропускание света и УФ-лучей, так как подобное облучение в значительной степени способствует прогорканию жиров. Следовательно, металлизированная структура становится намного более выгодной, поскольку она обеспечивает не только кислородный барьер, но также и световой барьер, в особенности когда оптическая плотность металлизированных структур повышается от 2,0 до 2,5-3,0.
На этой стадии разработки упаковывания было выяснено, что защита только от кислорода и света уже не достаточна, поскольку, если упаковка не обеспечивает адекватного барьера для водяного пара, пищевой продукт будет еще разрушаться. Действительно, пропускание воды приводит также и к проходу растворенного в воде кислорода, который преодолевает барьер, создаваемый упаковочным материалом.
Далее внимание было привлечено к барьеру металлизированной пленки для водяного пара и было отмечено, что барьер для водяного пара металлизированной структуры А-В-С, где металлизированный наружный слой А образован этилен-пропилен-бутеновым тройным сополимером, приблизительно в 10 раз выше барьера для водяного пара у той же самой неметаллизированной структуры. Действительно, в то время как неметаллизированная структура имеет СПВП 6-8 г/сутки·м2 при толщине 25 µм, та же самая металлизированная структура с оптической плотностью 2,5 имеет СПВП от 0,5 до 0,9 г/сутки·м2 при толщине 25 µм.
При использовании знания эффективных требований к сохранению пищевого продукта предпринимались различные попытки улучшить характеристики металлизированных структур. Далее были изучены новые композиции этих структур и некоторые из них запатентованы (см. ссылки). С этими металлизированными структурами достигают значительно более высоких значений барьеров по сравнению с теми, которые были доступны с предшествующими структурами. Действительно, металлизированные структуры с повышенными барьерами для кислорода и водяного пара заняли место на рынке. Они имеют значения СПК 25-50 см3 /сутки·м2 для толщины 20 µм и значения СПВП в пределах от 0,3-0,6 г/сутки·м2 для толщины 20 µм.
Еще более низкие значения чем те, которые указаны выше, могут быть получены с металлизированными структурами, в которых металлизированный слой состоит из сополимеров этиленвинилового спирта (EVOH) или поливинилового спирта. Однако эти структуры подвержены значительным вариациям в характеристиках, обусловленных чувствительностью указанных полимеров к воде. Эти вариации вместе с крайне высокой производственной себестоимостью этих структур делают эти продукты нерыночными для названного выше упаковывания пищевых продуктов.
Как следует из приведенных выше данных, хотя барьеры для кислорода и водяного пара у большинства современных металлизированных структур заметно улучшены по сравнению с соответствующими барьерами у более старых структур, вариабельность СПК и СПВП остается все же значительной. Структура, характеризующаяся значениями в пределах широкого диапазона, который был указан выше, ставит в опасность качество сохраняемых продуктов, так как защита со стороны упаковок варьирует в соотношении один к двум, что подразумевает возможность уменьшения вдвое срока хранения упакованного элемента по отношению к сроку, который гарантируется образцом с максимальной проницаемостью.
Вследствие этого вариабельность сильно осложняет как производственный цикл, так и цикл распространения упакованного пищевого продукта.
Наконец, чтобы завершить картину существующей ситуации относительно характеристик разных металлизированных структур, можно видеть, что обычно эти структуры перед тем, как они будут выполнять свои функции, подвергают некоторым операциям с целью защиты, распространения и представления упакованного пищевого продукта. Этими операциями являются:
- нарезка и объединение с другими пленками;
- разрезка объединенных бобин;
- пропускание через упаковочные машины для пищевых продуктов.
Каждая из этих фаз производит на металлизированной поверхности механическое напряжение, которое может привести к нарушению барьерных свойств этих структур, удваивая или утраивая указанные выше значения СПК и СПВП.
Примеры пластиковых упаковочных пленок описаны в патентах США №№4464416, 4692379, 4961192, 4590125, 5283118, 5698317, 4197150, 5346763, 5491023, 6706412, в Европейском патенте №468333 и в международных публикациях WO-A-2004/016417 и WO-A-98/32597.
Раскрытие сущности изобретения
Первой целью изобретения является создание многослойной металлизированной пластиковой пленки с высоким барьерным эффектом в отношении кислорода и водяного пара и с высоким уровнем адгезии металлизированного слоя к пластику.
Второй целью настоящего изобретения является разработка способа получения многослойной металлизированной пластиковой пленки, обладающей высокими свойствами барьерных эффектов в отношении кислорода и водяного пара при эффективном закреплении металлизационного слоя на пластиковой подложке.
Согласно своей первой особенности, изобретение относится к многослойной металлизированной пластиковой пленке, состоящей из металлического слоя, первого пластикового слоя и второго пластикового слоя, включающей, по меньшей мере: слой металла, нанесенный методом вакуумной металлизации; первый пластиковый слой, на первую поверхность которой нанесен слой металла; второй пластиковый слой, коэкструдированный с первым пластиковым слоем и присоединенный ко второй поверхности указанного первого пластикового слоя с противоположной стороны к металлизированной поверхности, причем второй слой придает пластиковой пленке механическую прочность; и где первый пластиковый слой включает сополимер пропилена с α-олефином (бутеном), причем указанная первая поверхность первого пластикового слоя после предварительной пламенной обработки или другой активирующей поверхность обработки подвергается плазменной поверхностной обработке в условиях, по крайней мере, частичного вакуума, после чего напыляется слой металла.
Предварительная активирующая поверхность обработка проводится преимущественно в условиях атмосферного давления. Согласно одному из предпочтительных воплощений, указанная предварительная обработка включает пламенную обработку, хотя не следует исключать и альтернативные формы активирующей поверхность обработки. В число таких обработок на ряду с другими входит обработка коронным разрядом.
Вторая активирующая поверхность обработка, в частности плазменная обработка, проводится преимущественно в условиях частичного вакуума, т.е. при давлении, значительно более низком по сравнению с атмосферным давлением. Обычно плазменную обработку проводят при давлении ниже 1×10-1 мбар, преимущественно ниже 1×10-1,4 мбар, в частности в пределах от 1×10-1 до 1×10-3 мбар и предпочтительно от 1×10-1,4 до 2,5×10-2 мбар. Согласно настоящему изобретению, в способе согласно изобретению пленка подвергается плазменной обработке во время металлизации, т.е. когда пленка находится в металлизаторе, в секции металлизатора, расположенной по ходу процесса перед источниками испарения.
Было установлено, как это станет очевидным в примерах иллюстрируемого ниже воплощения, что сочетание плазменной обработки с применением пропилен-α-олефинового сополимера, не используемого до сих пор в производстве биориентированных пленок, позволяет получать великолепную приклейку металла и резкое снижение в пропускании кислорода и водяного пара по сравнению с известными имеющимися в настоящее время на рынке пленками.
Первый пластиковый слой, на наружную поверхность которого напылен металлизационный слой, предпочтительно содержит α-олефин (бутен) в количестве от 2,5 до 20 вес.% и, более предпочтительно, от 5 до 15%.
Первый пластиковый слой может быть целиком образован указанным сополимером или же он может быть образован включающими его смесями. Например, первый слой может быть образован смесью пропилен-α-олефинового сополимера с изотактическим полипропиленом, предпочтительно содержащей до 25 вес.% α-олефина. Изотактический полипропилен может, например, иметь температуру плавления в пределах от 157 до 160°С. Эта смесь может иметь от 60 до 90 вес.% изотактического полипропилена и от 40 до 10 вес.% пропилен-α-олефинового сополимера.
Для получения уплотняемой и пригодной для печати пленки предпочтительно добавление третьего пластикового слоя, коэкструдируемого с первым и вторым пластиковым слоем, образующего уплотняемую поверхность с противоположной стороны от металлизируемого слоя.
В одном из возможных воплощений первый пластиковый слой имеет толщину от 0,5 до 2 µм, второй пластиковый слой, толщина металлического слоя лежит в пределах от 100 до 350 Å и толщина третьего пластикового слоя лежит в пределах от 0,8 до 4 µм, а предпочтительная общая толщина многослойной пленки составляет от 12 до 45 µм.
Металлический слой состоит преимущественно из алюминия, хотя не исключается использование и других металлов, таких как цинк, серебро и золото, в зависимости от применения, для которого предназначена пленка.
Биориентированный коэкструдированный пластиковый материал подвергают растяжению преимущественно при степени растяжения от 1:20 до 1:80, предпочтительно от 1:40 до 1:60 и, еще более предпочтительно, около 1:50.
Второй пластиковый слой, который образует сердцевину многослойной пленки и придает ей механическую стойкость, может быть образован изотактическим полипропиленом, например изотактическим полипропиленом с температурой плавления в пределах от 157 до 173°С и предпочтительно от 157 до 160°С, или 164-166°С, или от 169 до 173°С при весовом отношении, соответственно, от 90:10 до 40:60.
Третий пластиковый уплотняемый слой может быть образован любым материалом, подходящим для уплотнения и, при необходимости, печати. Он может, например и предпочтительно, быть образован тройным сополимером на основе пропилена, этилена и α-олефина, композицией, образованной 88-92 вес.% пропилена, 2-4 вес.% этилена и 4-7 вес.% бутена (α-олефина).
К первому пластиковому слою могут также добавляться различные смолы. В одном из возможных воплощений к этому первому пластиковому слою добавляют терпеновые смолы или гидрогенизированные терпеновые смолы в количествах от 5 до 20 вес.% в расчете на пропилен-α-олефиновый (бутеновый) сополимер. Когда используют гидрогенизированные терпеновые смолы, степень гидрогенизации в них равна или выше 90% и предпочтительно равна или выше 99%. Альтернативным образом, либо в комбинации, могут использоваться и гидрогенизированные углеводородные смолы, например, со степенью гидрогенизации не менее 90% и предпочтительно не менее 99%, а также с температурой стеклования не ниже 60°С.
Терпеновые и/или гидрогенизированные углеводородные смолы могут также добавляться ко второму пластиковому слою, образующему сердцевину многослойной пленки, например, в количествах от 5 до 20% от общего веса указанного слоя.
Пластиковая пленка согласно изобретению может достигать скорости пропускания кислорода (СПК), равной или меньшей 10 см3/сутки·м2 для толщины 20 µм и предпочтительно равной или меньшей 6 см3/сутки·м2 для толщины 20 µм и скорости пропускания водяного пара (СПВП) равной или меньшей 0,1 г/сутки·м2 для толщины 20 µм и предпочтительно равной или меньшей 0,05 г/сутки·м2 для толщины 20 µм.
Согласно другой своей особенности, изобретение относится к способу получения многослойной металлизированной пластиковой пленки для упаковывания, включающему стадии:
- коэкструзия пластиковой пленки, включающей, по меньшей мере, первый пластиковый слой и второй пластиковый слой;
- биориентирование коэкструдированной пластиковой пленки;
- вакуумная металлизация свободной поверхности упомянутого первого пластикового слоя;
отличающемуся тем, что упомянутая свободная поверхность первого пластикового слоя перед вакуумным нанесением слоя металла подвергается плазменной обработке и что пропилен-α-олефиновый (бутеновый) тройной сополимер или содержащие этот сополимер смеси используются в составе указанного первого пластикового слоя.
Плазменная поверхностная обработка может проводиться с двойной, тройной или четверной смесью газов, включающей два, три или четыре газа, выбираемых из группы, состоящей из гелия, аргона, кислорода, азота, метана, диоксида углерода, водяного пара. Если используемой смесью является двойная смесь, она предпочтительно содержит, по меньшей мере, гелий или аргон в количестве от 50 до 95 об.%. Если плазменная обработка производится с использованием тройной смеси, эта смесь предпочтительно включает гелий или аргон в количестве от 50 до 80 об.%. Гелий или аргон могут использоваться в комбинации с двойной смесью, выбираемой из группы, состоящей из кислорода-азота, метана-азота, кислорода-диоксида углерода, азота-водяного пара, диоксида углерода водяного пара и метана-водяного пара.
В одном из предпочтительных воплощений способа согласно изобретению плазменная обработка проводится при плотности энергии от 2 до 6 Вт/см2 и объемных скоростях газа, которые могут, например, составлять от 4 до 60 л/ч, и скорости подачи пленки, преимущественно составляющей от 5 до 12 м/с. Перед плазменной обработкой может быть проведена пламенная обработка с линейной плотностью от 30 до 70 Вт/см.
Плазменная обработка может проводиться на установке плазменной металлизации с тремя камерами, предпочтительно в условиях вакуума в пределах от 1×10-14 до 2,5×10-2 мбар.
Другие полезные характеристики и воплощения пленки способа согласно изобретению указаны в прилагаемой формуле изобретения.
Краткое описание чертежей
Изобретение станет более понятным при помощи следующего описания экспериментальной фазы и некоторых воплощений с одновременной ссылкой на сопровождающие чертежи, из которых:
фиг. 1 представляет схематическое поперечное сечение однокамерного металлизатора;
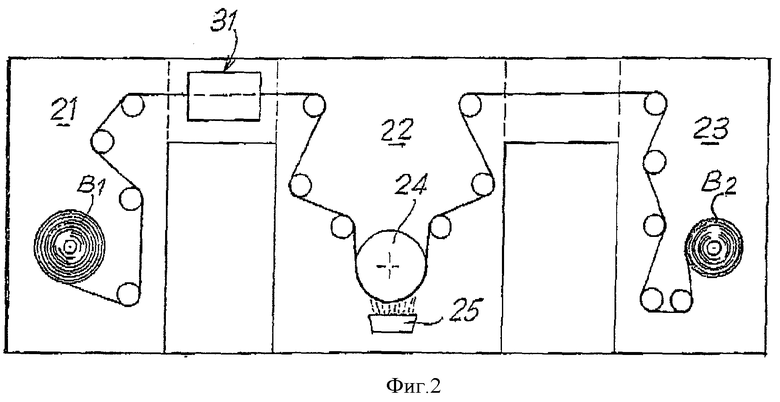
фиг. 2 представляет схематическое поперечное сечение металлизатора с тремя камерами;
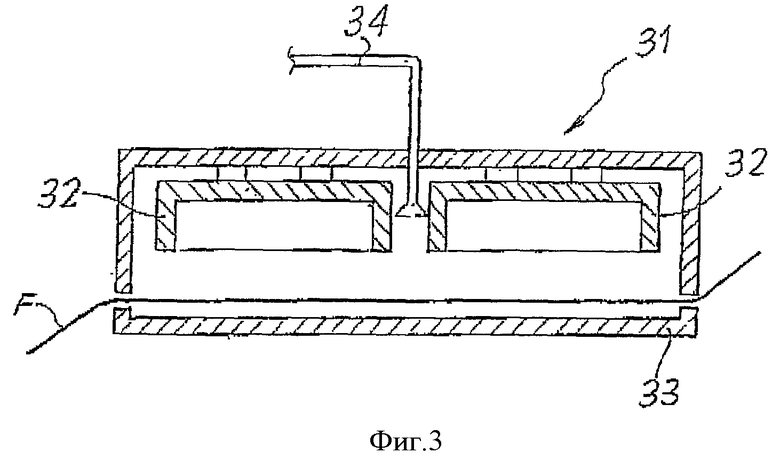
фиг. 3 схематически показывает устройство для плазменной обработки;
и фиг. 4 схематически показывает при большом увеличении поперечное сечение пленки согласно изобретению.
Детальное описание предпочтительных воплощений изобретения
Экспериментирование, которое привело к производству многослойной пленки настоящего изобретения, началось с попыток разрешить (или, по крайней мере, ослабить) проблемы, возникающие в результате нарушения барьерных свойств металлизированной структуры. Предполагается, что нарушение барьерных свойств определяется следующими причинами:
- чрезмерная мягкость выбранной для металлизации поверхности;
- микроотслоения алюминия или другого металла от металлизированной поверхности (отслоения, которые возникают в результате напряжений, производимых обработкой и изменением формы при эксплуатации указанной металлизированной структуры);
- неудовлетворительные механические характеристики металлизированной структуры.
Из предшествующего обзора уровня техники в области металлизированных упаковочных пленок следует, что лишь только одно смягчение металлизированной поверхности (переход от этилен-пропиленового сополимера к этилен-пропилен-бутеновому тройному сополимеру) позволяет получить требуемую адгезию металла к металлизируемой поверхности. Действительно, адгезия алюминия к этилен-пропиленовой поверхности иногда не превышает 70%, и это делает поведение металлизированной структуры крайне непостоянной с точки зрения кислородного барьера. Отсюда невозможность не воспользоваться той поверхностной характеристикой, которая была получена при введении бутена (в состав тройного сополимера, который образует предназначенную для металлизации поверхность).
Предполагается, что присутствие бутена повышает степень пригодности для металлизации поверхности, обладающей более высокой поверхностной энергией по сравнению с поверхностной энергией других поверхностей. Повышенная пригодность для металлизации позволяет повысить распределение алюминия (или другого металла) и, соответственно, повысить адгезию алюминия к металлизированной поверхности.
Таким образом, при экспериментировании, лежащем в основе настоящего изобретения, внимание обращалось на поверхности, состоящие из полимеров, которые хотя и содержали бутен (α-олефин), но были более жесткими по сравнению с поверхностями на основе этилен-пропилен-бутенового тройного сополимера, используемого в настоящее время для продукта этого типа.
Экспериментирование начиналось с установления наличия на рынке полимеров (или, лучше, сополимеров), включающих в полимерной структуре бутен и являющихся более жесткими по сравнению с этилен-пропилен-бутеновым тройным сополимером. Экспериментирование было сосредоточено на трех коммерческих смолах: две производства Basell и одна производства BP. Приведенная ниже таблица демонстрирует разницу между указанными смолами и обычно применяемым этилен-пропилен-бутеновым тройным сополимером. Полимеры обозначены их торговыми названиями.
Три указанных в приведенной выше таблице полимера являются сополимерами пропилена и α-олефина (бутена), используемыми в настоящее время для производства «литья», т.е. не-биориентированных пленок.
Для получения многослойной пленки согласно изобретению пленки использовали как таковые или в смеси с высококристалличным полипропиленом, производимым фирмой Basell и обозначаемым как Adstif HA722J и Adstif НА612М, характеризующихся температурой плавления 164-165°С и точкой Виката (температурой размягчения) 159°С с индексом плавления, соответственно, 6,5 и 3,5 г/10 мин.
Указанные в приведенной выше таблице сополимеры, как таковые или в смеси с изотактическим высококристалличным полипропиленом, использовали для получения первого слоя структур с технологией биориентирования и имеющих конфигурацию с тремя слоями А-В-С. Слой А состоит из сополимера пропилена с α-олефином или из смеси, содержащей указанный сополимер, в то время как слой В представляет собой сердцевину многослойной пленки, а наружный слой С представляет собой уплотняемый и, при необходимости, пригодный для печати слой. Три слоя (А-В-С) расплавляются с помощью трех отдельных экструдеров, транспортируются и дозируются в фильеру с тремя отдельными каналами. Расплавленный продукт охлаждается на специальном устройстве, состоящим из охлаждающего валка и водяной бани, в которую погружается пленка. Затвердевший продукт (называемый базовым листом) имеет общую толщину, приблизительно в 50 раз превышающую желаемую конечную толщину. В случае настоящего изобретения, поскольку конечная толщина иллюстрируемых примеров составляет 20 µм, исходная толщина пленки равна приблизительно 1 мм. Переход от 2 мм к 20 µм осуществляется в две фазы: первая фаза состоит в продольном растяжении примерно в 5 раз по отношению к исходной длине, а вторая фаза состоит в поперечном растяжении примерно в 10 раз по отношению к исходной ширине. Результатом двух операций растяжения 5×10 является уменьшение отношения начальной толщины к конечной толщине (1000/20). В заключение, подвергнутую поперечному растяжению пленку обрабатывают с помощью «пламенного» устройства и затем сматывают. Полученные таким образом структуры металлизируют на двух металлизаторах, изображенных на фиг. 1 и 2, соответственно. Металлизатор на фиг. 1 является однокамерным металлизатором или, точнее, металлизатором с внутренним пространством, разделенным на две части. В верхней части с более низким вакуумом находится бобина с предназначенной для металлизации пленкой, обозначенная В1, и бобина с металлизированным материалом В2. Пленка F протягивается вокруг рабочего валка 1, который выступает ниже двух защитных камер 2, ограничивающих нижнюю часть рабочего объема, которая работает при более высоком вакууме и в которой находятся источники паров металла 3, например лодочки, нагреваемые за счет эффекта Жюля и запитываемые с помощью алюминиевой проволоки или источника какого-либо другого подходящего типа.
Металлизатор на фиг. 2 является металлизатором с тремя камерами, обозначенными 21, 22 и 23. В камере 21 находится бобина В1 с предназначенной для металлизации пленкой, в камере 22 находится рабочий валок 24 и в камере 23 находится бобина В2 с металлизированной пленкой. В камере 22 находится также тигель 25, в котором находится испаряемая пленка. Между камерой 21 и камерой 22 располагается плазменное обработочное устройство, схематически представленное на фиг. 3 и обозначенное в целом как 31.
Плазменное обработочное устройство 31 само по себе известно и включает среднечастотный (MF/RF) радиогенератор мощностью 30 кВт и радиочастотный осциллятор с FRO (FRO=Free Running Oscillation (осцилляция в режиме свободной генерации)), не показанный, соединенный с собственно источником плазмы, схематически представленным на фиг. 3 и включающий два полых катода 32 и один анод 33, между которыми заключена трасса пленки F. Подающая труба для газовой смеси, которая образует плазму, обозначена числом 34 и имеет выход между двумя полыми катодами 32.
Обсуждаемое устройство отличается тем, что подачу плазмы следует рассматривать (при любых намерениях и целях) как подачу переменного тока.
Обработочным газом управляет специальная дутьевая система между анодом и двумя полыми катодами, в то время как пленка проходит также между анодом и указанными полыми катодами.
Тесты, проводимые с использованием металлизатора подобного изображенному на фиг. 1, состояли в разматывании бобины В1, возгонке алюминия в тигле 3 и конденсации алюминия на металлизированной поверхности. Конденсация происходила при охлаждении пленки на рабочем валке 1. Металлизированная таким образом пленка сматывалась внутри указанного металлизатора.
Рабочие ограничивались следующими пределами:
- скорость испарения алюминия: от 7 до 10 г/мин
- скорость намотки: от 7 до 10 м/сек
- высокий вакуум, в большей или меньшей степени распределенный по камере: от 1,0 до 3,5·10-4 мбар
- температура охлаждения рабочего валка: от -18 до -20°С
- оптическая плотность: от 2,0 до 3,0.
Тесты проводили на структурах типа А-В-С, т.е. на коэкструдированных пленках, включающих три слоя пластического материала, имеющих следующие функции:
A) слой, предназначенный для нанесения алюминия («кожа»)
B) слой, предназначенный для поддержки структуры «сердцевины»
C) слой, предназначенный для герметизации упаковки путем уплотнения низа и боковины упаковки («кожи»).
Фиг. 4 схематически показывает в поперечном сечении (при большом увеличении и без соблюдения пропорций) структуру А-В-С на пленке после металлизации, т.е. после образования слоя металла М на наружной поверхности пластикового слоя А. Указанные структуры имеют конечную толщину от 12 до 45 µм, где слой А имеет толщину от 0,5 до 1,5 µм, где слой С имеет толщину от 1,0 до 1,3 µм и слой В дополняет конечную толщину, которая дается суммой толщин А-В-С.
Сердцевину образует изотактический полипропилен с изотактическим индексом около 93-95%, характеризующийся температурой плавления в пределах от 157 до 159°С и температурой размягчения Виката от 150 до 152°С. Иногда требуются более высокие характеристики структуры. В этом случае сердцевину В образует смесь указанного выше полипропилена с полипропиленовыми смолами, имеющими более высокий изотактический индекс, например смолами Adstif HA722J и Adstif НА612М с температурой плавления 164-166°С. Отношение полимеров в смесях двух полипропиленовых смол может составлять 1:1. В некоторых случаях с целью улучшения технологичности сердцевины к ней добавляют терпеновые или гидрогенизированные углеводородные смолы или низкокристалличные сополимеры, образованные пропиленом и α-олефином (например, Tafmer XR, производимый Mitsui Chemicals).
Слой С обеспечивает возможность герметизации упаковок и состоит из этилен-пропилен-бутенового тройного сополимера (этилен в пределах от 2 до 4 вес.%, бутен С4 от 4 до 6 вес.%), характеризующегося температурой плавления в пределах от 124 до 132°С и температурой размягчения Виката от 102 до 117°С.
В некоторых случаях, когда термостойкость шва не является характеризующим элементом поведения упаковки, могут быть использованы пропилен-бутеновые сополимеры с очень высоким содержанием бутена (20-25 вес.%) и температурой размягчения Виката около 80-85°С.
Слой А был главным объектом экспериментирования, целью которого было получение условий, необходимых для эффекта высокого барьера и поддерживания его в течение длительного времени. Слой А, называемый «покровной кожей» и предназначенный для металлизации, состоит из пропилен-α-олефинового сополимера, содержащего до 10% α-олефина, или смесей этого сополимера с пропиленовыми полимерами, имеющими высокую температуру плавления (Adstif HA722J и Adstif НА612М). Эти смеси могут включать от 10 до 50 вес.% названных выше полипропиленовых полимеров.
В первой фазе экспериментирования был приготовлен слой А для нанесения алюминия только с помощью пламенной обработки с линейной плотностью 40-60 Вт/см, но без плазменной обработки. Пламенная обработка позволяет введение на обработанной поверхности функциональных групп. Функциональными группами, вводимыми с помощью указанной пламенной обработки, являются:
- Гидроксил -СОН
- Простой эфир -С-О-С-
- Сложный эфир -СО-О-
- Карбонил -СО-
- Карбоксил -СООН -Амид -CO-NH-
- Уретан -O-CO-NH-
После металлизации в полученных структурах создаются напряжения, обусловленные последующими процессами трансформации (нарезки и ламинирования). Полученная таким образом многослойная пленка была подвергнута ряду стандартных тестов до и после создания обработочных напряжений, которые дали следующие результаты:
- Адгезия алюминия (ленточный тест) 100%
- Продольный модуль упругости 1800-2400 Н/мм2
- Уплотняемость 1,8-2,1 Н/см
- СПК (образец без напряжения) 15-30 см3/сутки·м2 (20 µм)
- СПВП (без напряжения, тропические условия) 0,3-0,8 см3/сутки·м2 (20 µм)
- СПК (с напряжением) 25-45 см3/сутки·м2 (20 µм)
- СПВП (с напряжением, тропические условия) 0,5-1,1 г/сутки·м2 (20 µм).
На основании приведенных выше результатов можно полагать, что проведенные эксперименты подтвердили гипотезу о связи между барьерными свойствами (СПК, СПВП) и шероховатостью поверхности, адгезии алюминия к этой поверхности и жесткостью. Действительно, поведение имеющихся в настоящее время на рынке металлизированных структур приводит к значениям барьеров, более низким по сравнению с указанными выше значениями барьеров, в особенности после напряжений, обусловленных операциями трансформации.
Значения СПК обычно используемых продуктов на 30-100% выше тех же значений у описанных выше новых структур и, прежде всего, их вариабельность намного больше (приблизительно вдвое) по сравнению с вариабельностью металлизированных пленок, у которых слой А образован смесями настоящего изобретения.
Во второй фазе та же структура А-В-С многослойной пленки была металлизирована в металлизаторе с тремя камерами типа, схематически показанного на фиг. 2, с использованием плазменного устройства 31, помещенного вдоль трассы пленки от размоточной камеры 21 до камеры 22 металлизации.
Структуры, металлизированные с использованием плазмы на металлизаторе с тремя камерами, указанном на фиг. 2, показали значительно улучшенные барьерные свойства по сравнению с барьерными свойствами, указанными для экспериментов, проведенных на металлизаторе на фиг. 1. Полученные в отношении барьерных свойств результаты приведены ниже:
- СПК без напряжения 3-7 см3/сутки м2 (20 µм)
- СПВП без напряжения 0,03-0,09 см3/сутки м2 (20 µм)
- СПК с напряжением 4-9 см3/сутки м2 (20 µм)
- СПВП с напряжением 0,05-0,10 см3/сутки м2 (20 µм)
- Остальные свойства остаются без изменения.
Были проведены тесты со смесями сильно отличающихся один от другого газов, как это показано в приведенной ниже таблице:
Все эти смеси дали результаты, которые указаны выше.
Такие же смеси были использованы на структурах, наружный металлизируемый слой которых состоял из этилен-пропилен-бутеновых тройных сополимеров или других полиолефиновых полимеров (модифицированных или немодифицированных) на том же металлизаторе с тремя камерами (фиг. 2) и на металлизаторе с одной камерой (фиг. 1). Результаты разочаровывают, если плазменная обработка проводится на однокамерном металлизаторе. Действительно, барьерные свойства в этом случае улучшены не были. Результаты улучшаются, когда плазменная металлизация проводится на металлизаторе с тремя камерами. Действительно, имеет место улучшение характеристик, которое было оценено статистически равным примерно 25-35%. Отсюда видно, что результаты существенно ниже тех результатов, которые были получены со структурами, у которых металлизированный пластиковый слой состоит из пропилен-α-олефиновых сополимеров или смесей, содержащих указанный сополимер согласно изобретению.
Улучшенное поведение можно объяснить комбинированием состава кожи А и плазменной обработки на металлизаторе с тремя камерами, что позволяет создавать различные вакуумные условия в плазменной камере и камере собственно металлизации.
Следующие примеры показывают возможные составы структуры многослойной пленки, условия металлизации и сравнительные результаты, выражаемые в виде барьерного эффекта.
Пример 1
- Структура А-В-С
- 100%-ный пропилен-α-олефиновый сополимер, толщина 0,6 µм
- 100%-ный изотактический полипропилен В, толщина 18,2 µм
- 100%)-ный этилен-пропилен-α-олефиновый сополимер, толщина 1,2 µм
Условия металлизации:
- Скорость металлизации 9 м/сек
- Скорость испарения алюминия 9 г/мин
- Оптическая плотность 2,7
- Величина вакуума в камере металлизации 2,3·10-4 мбар
- Величина вакуума в плазменной камеры 2,2·10-2 мбар
- СПК 5,3 см3/сутки·м2 (20 µм) (после напряжения)
- СПВП 0,044 г/сутки·м2 (20 µм) (после напряжения)
- Адгезия 100%
- Отслойка 0%
- Модуль продольной упругости 1800 Н/мм2
- Модуль поперечной упругости 3200 Н/мм2
- Уплотнение 1,8 Н/см.
Пример 2
- А-В-С
- Смесь пропилен-α-олефинового сополимера (80-20%) с Adstif НА712J
-100%-ный изотактический полипропилен В
- Тройной сополимер С, как в примере 1. Толщина как в примере 1.
Условия металлизации, как в предыдущем примере.
Характеристики:
- СПК 3,5 см3/сутки·м2 (20 µм) (после напряжения)
- СПВП 0,039 г/сутки·м2 (20 µм) (после напряжения)
- Адгезия 100%
- Отслойка 0%
- Модуль продольной упругости 1850 Н/мм2
- Модуль поперечной упругости 3350 Н/мм2
- Уплотнение 2 Н/см.
Пример 3
- А-В-С
- Пропилен-α-олефиновый сополимер А
- Смесь (В) полипропилена с температурой плавления 157-159°С (60-40%) с Adstif HA712J или Adstif НА612М
- С, как в примерах 1 и 2
Толщина, как в предыдущих примерах. Условия металлизации, как в примерах 1 и 2.
Характеристики:
- СПК 3,1 см3/сутки·м2 (20 µм) (после напряжения)
- СПВП 0,025 г/сутки·м2 (20 µм) (после напряжения)
- Адгезия 100%
- Отслойка 0%
- Модуль продольной упругости 2300 Н/мм2
- Модуль поперечной упругости 3900 Н/мм2
- Уплотнение 2,1 Н/см.
Пример 4
- А-В-С
- Тот же состав А, как в примере 2
- Тот же состав В, как в примере 3
- Тот же состав С, как в примерах 1, 2, 3. Толщина структуры, как в примерах 1,2,3. Условия металлизации, как в предыдущих примерах.
Характеристики:
- СПК 2,9 см3/сутки·м2 (20 µм)
- СПВП 0,031 г/сутки·м2 (20 µм)
- Адгезия 100%
- Отслойка 0%
- Модуль продольной упругости 2450 Н/мм2
- Модуль поперечной упругости 3850 Н/мм2
- Уплотнение 1,9Н/см.
Во всех примерах к используемым смолам могут добавляться обычные стабилизаторы-антиоксиданты и, в частности, к кожам добавляют традиционно используемые антиадгезивные агенты.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2555040C1 |
| МЕТАЛЛИЗИРОВАННАЯ ПОЛИПРОПИЛЕНОВАЯ ПЛЕНКА С ХОРОШИМ СОХРАНЕНИЕМ БАРЬЕРНЫХ СВОЙСТВ | 2006 |
|
RU2412823C2 |
| СПОСОБНАЯ К ТЕРМОСВАРКЕ СЛОИСТАЯ ПЛЕНКА | 1994 |
|
RU2138397C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 2000 |
|
RU2190636C2 |
| СПОСОБ СОЗДАНИЯ ПЛЕНОЧНОЙ ПОДЛОЖКИ С ПОКРЫТИЕМ (ВАРИАНТЫ) | 2012 |
|
RU2578148C2 |
| СМЕСЬ И ПЛЕНКА, ПРОЯВЛЯЮЩИЕ СТОЙКОСТЬ К ИСТИРАНИЮ КРАСКИ | 2014 |
|
RU2666436C2 |
| ДВУСТОРОННЕ СВАРИВАЕМАЯ, ПРИГОДНАЯ К ПЕЧАТИ, ОРИЕНТИРОВАННАЯ МНОГОСЛОЙНАЯ ПОЛИОЛЕФИНОВАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2202474C2 |
| ТЕРМОСВАРИВАЕМАЯ ПОЛИПРОПИЛЕНОВАЯ ПЛЕНКА | 2014 |
|
RU2695369C2 |
| ЩЕЛОЧЕСТОЙКАЯ МНОГОСЛОЙНАЯ СТРУКТУРА | 2018 |
|
RU2789480C2 |
| БИАКСИАЛЬНО ОРИЕНТИРОВАННАЯ ПЛЕНКА | 2008 |
|
RU2475362C2 |

Изобретение относится к многослойной металлизированной пластиковой пленке для упаковывания различных видов потребительских товаров, в частности пищевых продуктов, и способу ее получения. Пленка состоит из металлического слоя (алюминий, цинк, серебро, золото), нанесенного методом вакуумной металлизации; первого пластикового слоя из пропилен-бутенового сополимера или смеси этого сополимера с пропиленовыми полимерами, на первую поверхность которого нанесен слой металла; второго пластикового слоя из изотактического пропилена или из смеси изотактического полипропилена и полипропиленовых полимеров. Первый и второй слой коэкструдированы вместе и являются биориентированными. Поверхность первого пластикового соя подвергается предварительной активирующей обработке (пламенная обработка, обработка коронным разрядом) с последующей предшествующей металлизации плазменной обработкой на установке вакуумной металлизации с тремя камерами в условиях частичного вакуума, после чего напыляется слой металла. Полученная многослойная металлизированная пленка обладает высоким барьерным эффектом в отношении кислорода и водяного пара и высоким уровнем адгезии металлизированного слоя к пластику. 2 н. и 72 з.п. ф-лы, 4 ил., 2 табл.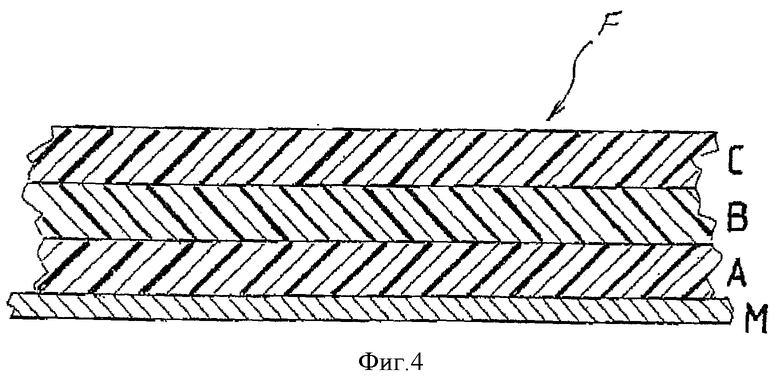
1. Многослойная металлизированная пластиковая пленка для упаковывания различных видов потребительских товаров, состоящая из, по меньшей мере: металлического слоя, образованного металлом, выбранным из группы, состоящей из алюминия, цинка, серебра и золота, нанесенного методом вакуумной металлизации; первого пластикового слоя, на первую поверхность которого нанесен слой металла; второго пластикового слоя, состоящего из изотактического пропилена или из смеси изотактического пропилена и полипропиленовых полимеров, коэкструдированного с первым пластиковым слоем и присоединенного ко второй поверхности первого пластикового слоя; причем первый и второй пластиковые слои являются биориентированными, отличающийся тем, что первый пластиковый слой содержит пропилен-бутеновый сополимер или смесь этого сополимера с пропиленовыми полимерами и первая поверхность первого пластикового слоя подвергается предварительной активирующей поверхность обработке, состоящей из пламенной обработки или обработки коронным разрядом, преимущественно пламенной обработке, с последующей предшествующей металлизации плазменной обработкой в условиях частичного вакуума, после чего напыляется слой металла.
2. Пластиковая пленка по п.1, отличающаяся тем, что скорость пропускания кислорода (СПК) равна или меньше 10 см3/(сутки·м2) для толщины 20 мкм и скорость пропускания водяного пара (СПВП) равна или меньше 0,1 г/(сутки·м2) для толщины 20 мм.
3. Пластиковая пленка по п.1, отличающаяся тем, что первый пластиковый слой содержит бутен в количестве от 2,5 до 20 вес.% и более, предпочтительно от 5 до 15%.
4. Пластиковая пленка по п.2, отличающаяся тем, что первый пластиковый слой содержит бутен в количестве от 2,5 до 20 вес.%, предпочтительно не более от 5 до 15 вес.%.
5. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что первый пластиковый слой состоит целиком из указанного сополимера.
6. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что имеет третий пластиковый слой, коэкструдируемый с первым и вторым пластиковым слоем, образующим уплотняемую поверхность с противоположной стороны от металлизируемого слоя.
7. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что первый пластиковый слой имеет толщину от 0,5 до 2 мкм.
8. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что указанный металлический слой имеет толщину от 100 до 350 Å.
9. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что степень растяжения составляет от 1:20 до 1:80, предпочтительно от 1:40 до 1:60 и еще более предпочтительно около 1:50.
10. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что второй пластиковый слой представляет собой изотактический пропилен.
11. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что второй пластиковый слой состоит из смеси двух изотактических полипропиленовых полимеров с температурой плавления от 157 до 163°С и от 169 до 173°С соответственно при весовом соотношении от 90:10 до 40:60.
12. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что поверхность, подвергаемая указанной предварительной активирующей поверхность обработке, имеет поверхностную энергию, по меньшей мере, 35 дн/см и преимущественно, по меньшей мере, 40 дн/см.
13. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что первый пластиковый слой включает смесь пропилен-α-олефинового сополимера и изотактического полипропилена.
14. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что к первому пластиковому слою добавляются терпеновые смолы в количествах от 5 до 25 вес.% по отношению к пропилен-бутеновому сополимеру.
15. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что к первому пластиковому слою добавляются гидрогенизированные углеводородные смолы.
16. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что ко второму пластиковому слою добавляются терпеновые смолы.
17. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что ко второму пластиковому слою добавляются гидрогенизированные углеводородные смолы.
18. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что она характеризуется скоростью пропускания кислорода (СПК), равной или меньшей 6 см3/(сутки м2) для толщины 20 мкм.
19. Пластиковая пленка по одному из пп.1-4, отличающаяся тем, что она характеризуется скоростью пропускания водяного пара (СПВП), равной или меньшей 0,05 г/(сутки м2) для толщины 20 мкм.
20. Пластиковая пленка по п.6, отличающаяся тем, что третий пластиковый слой образован тройным сополимером на основе пропилена, этилена и α-олефина.
21. Пластиковая пленка по п.11, отличающаяся тем, что изотактический полипропилен, образующий второй пластиковый слой, имеет температуру плавления, от 157 до 173°С и предпочтительно от 157 до 160°С, или 164-166°С, или от 169 до 173°С.
22. Пластиковая пленка по п.20, отличающаяся тем, что третий слой образован тройным сополимером, состоящим из пропилена - 88-92 вес.%, этилена - 2-4 вес.%, и бутена, 4-7 вес.%.
23. Пластиковая пленка по п.20 или 22, отличающаяся тем, что толщина третьего пластикового слоя составляет от 0,8 до 4 мкм и что общая толщина преимущественно от 12 до 45 мкм.
24. Пластиковая пленка по п.19, отличающаяся тем, что изотактический полипропилен, присутствующей в смеси, образующей первый пластиковый слой, имеет температуру плавления от 157 до 160°С.
25. Пластиковая пленка по п.15, отличающаяся тем, что пропилен-бутеновый сополимер содержит до 25 вес.% бутена.
26. Пластиковая пленка по п.15, отличающаяся тем, что смесь, образующая первый пластиковый слой, включает от 60 до 90 вес.% изотактического полипропилена и от 40 до 10 вес.% пропилен-бутенового сополимера.
27. Пластиковая пленка по п.16, отличающаяся тем, что терпеновыми смолами являются гидрогенизированные терпеновые смолы.
28. Пластиковая пленка по п.17, отличающаяся тем, что гидрогенизированные терпеновые смолы обладают степенью гидрогенизации, равной или большей 90%, и предпочтительно, равной или большей 99%.
29. Пластиковая пленка по п.18, отличающаяся тем, что гидрогенизированные углеводородные смолы характеризуются степенью гидрогенизации не менее 90% и преимущественно не менее 99%.
30. Пластиковая пленка по п.17, отличающаяся тем, что гидрогенизированные углеводородные смолы характеризуются температурой стеклования не ниже 60°С.
31. Пластиковая пленка по п.18, отличающаяся тем, что смолы, которые добавляются ко второму пластиковому слою, составляют от 5 до 20% от общего веса слоя.
32. Способ получения многослойной металлизированной пластиковой пленки для упаковывания различных видов продуктов, отличающийся тем, что включает следующие стадии:
коэкструзия пластиковой пленки, состоящей из, по меньшей мере, первого пластикового слоя и второго пластикового слоя;
биориентирование коэкструдированной пластиковой пленки;
вакуумная металлизация свободной поверхности упомянутого первого пластикового слоя,
в котором свободная поверхность первого пластикового слоя перед вакуумным напылением слоя металла подвергается предварительной активирующей поверхность обработке, после чего подвергается плазменной обработке на установке вакуумной металлизации с тремя камерами в условиях частичного вакуума при вакууме ниже 1·10-1 мбар и пропилен-бутеновый сополимер используются в составе первого пластикового слоя.
33. Способ по п.32, отличающийся тем, что металлизированная пластиковая пленка характеризуется скоростью пропускания кислорода (СПК), равной или меньшей 10 см3/(сутки м2) для толщины 20 мкм и скоростью пропускания водяного пара (СПВП), равной или меньшей 0,1 г/(сутки м2) для толщины 20 мкм.
34. Способ по п.32, отличающийся тем, что плазменная обработка и металлизация проводятся в разных вакуумных условиях, причем обработка вакуумной металлизации проводится в условиях вакуума от 1,0 до 3,5·10-4 мбар, а плазменная обработка проводится в условиях вакуума от 1·10-1 до 1·10-3 мбар.
35. Способ по п.33, отличающийся тем, что плазменная обработка и металлизация проводятся в разных вакуумных условиях, причем обработка вакуумной металлизации проводится в условиях вакуума от 1,0 до 3,5·10-4 мбар, а плазменная обработка проводится в условиях вакуума от 1·10-1 до 1·10-3 мбар.
36. Способ по одному из пп.32-35, отличающийся тем, что содержание α-олефина в первом пластиковом слое составляет от 2,5 до 20 вес.% и предпочтительно от 5 до 15 вес.%.
37. Способ по одному из пп.32-35, отличающийся тем, что первый пластиковый слой состоит целиком из сополимера.
38. Способ по одному из пп.32-35, отличающийся тем, что первый и второй пластиковые слои коэкструдируются с третьим пластиковым слоем с целью образования уплотняемой поверхности со стороны, противоположной металлизированному слою.
39. Способ по одному из пп.32-35, отличающийся тем, что предварительной активирующей поверхность обработкой является пламенная обработка.
40. Способ по одному из пп.32-35, отличающийся тем, что плазменная поверхностная обработка проводится с двойной, тройной или четверной смесью газов, включающей два, три или четыре газа, выбираемых из группы, включающей гелий, аргон, кислород, азот, метан, диоксид углерода, водяной пар.
41. Способ по п.40, отличающийся тем, что плазменная поверхностная обработка проводится с двойной смесью, включающей, по крайней мере, гелий или аргон в количествах от 50 до 95 об.%.
42. Способ по п.40, отличающийся тем, что плазменная поверхностная обработка проводится с тройной смесью, включающей, по меньшей мере, гелий или аргон в количествах от 50 до 80 об.%.
43. Способ по п.42, в котором гелий или аргон используется в комбинации с двойной смесью, выбираемой из группы, состоящей из кислорода-азота, метана-азота, кислорода-диоксида углерода, азота-водяного пара, диоксида углерода-водяного пара и метана-водяного пара.
44. Способ по одному из пп.32-35, отличающийся тем, что плазменная обработка проводится при плотности энергии в пределах от 2 до 6 Вт/см2.
45. Способ по одному из пп.32-35, отличающийся тем, что плазменная обработка проводится при скорости газового потока от 4 до 60 л/ч.
46. Способ по одному из пп.32-35, отличающийся тем, что плазменная обработка проводится при скорости подачи пленки от 5 до 12 м/с.
47. Способ по п.39, отличающийся тем, что пламенная обработка проводится при плотности энергии в пределах от 30 до 70 Вт/см.
48. Способ по одному из пп.32-35, отличающийся тем, что плазменная обработка проводится в условиях частичного вакуума ниже 1·10-1,4 мбар, преимущественно в пределах от 1·10-1 до 1·10-3 мбар и более предпочтительно в пределах от 1·10-1,4 до 2,5·10-2 мбар.
49. Способ по одному из пп.32-35, отличающийся тем, что третий пластиковый слой коэкструдируется с первым и вторым пластиковым слоем, образующим уплотняемую поверхность с противоположной стороны от металлизируемого слоя.
50. Способ по одному из пп.32-35, отличающийся тем, что первый пластиковый слой имеет толщину от 0,5 до 2 мкм.
51. Способ по одному из пп.32-35, отличающийся тем, что металлический слой получают вакуумным напылением металла, выбираемого из группы, состоящей из алюминия, цинка, серебра и золота.
52. Способ по одному из пп.32-35, отличающийся тем, что образуется металлический слой толщиной от 100 до 350 Å.
53. Способ по одному из пп.32-35, отличающийся тем, что коэкструдированную пленку подвергают растяжению со степенью растяжения от 1:20 до 1:80, предпочтительно от 1:40 до 1:60 и еще более предпочтительно около 1:50.
54. Способ по одному из пп.32-35, отличающийся тем, что второй пластиковый слой состоит из изотактического полипропилена или смесей изотактического полипропилена с разными температурами плавления.
55. Способ по п.54, отличающийся тем, что изотактический полипропилен, образующий второй пластиковый слой, имеет температуру плавления в пределах от 157 до 173°С и предпочтительно от 157 до 160°С, или 164-166°С, или 169-173°С.
56. Способ по одному из пп.32-35, отличающийся тем, что второй пластиковый слой состоит из смеси двух изотактических полипропиленовых полимеров с температурами плавления от 157 до 163°С и от 164 до 166°С соответственно при весовом соотношении от 90:10 до 40:60.
57. Способ по одному из пп.32-35, отличающийся тем, что второй пластиковый слой состоит из смеси двух изотактических полипропиленовых полимеров с температурами плавления от 157 до 163°С и от 169 до 173°С соответственно при весовом соотношении от 90:10 до 40:60.
58. Способ по п.38, отличающийся тем, что третий пластиковый слой образован тройным сополимером на основе пропилена, этилена и α-олефина.
59. Способ по п.58, отличающийся тем, что третий пластиковый слой образован тройным сополимером, состоящим из 88-92 вес.% пропилена, 2-4 вес.% этилена и 4-7 вес.% бутена.
60. Способ по п.58, отличающийся тем, что толщина третьего пластикового слоя составляет от 0,8 до 4 мкм.
61. Способ по одному из пп.32-35, отличающийся тем, что общая толщина конечной пленки составляет от 12 до 45 мкм.
62. Способ по одному из пп.32-35, отличающийся тем, что первый пластиковый слой включает смесь указанного пропилен-α-олефинового сополимера и изотактического полипропилена.
63. Способ по п.62, отличающийся тем, что изотактический полипропилен, присутствующий в смеси, образующей первый пластиковый слой, имеет температуру плавления от 157 до 160°С.
64. Способ по п.62, отличающийся тем, что пропилен-α-олефиновый сополимер содержит до 25 вес.% бутена.
65. Способ по п.62, отличающийся тем, что смесь, образующая первый пластиковый слой, включает от 60 до 90 вес.% изотактического полипропилена и от 40 до 10 вес.% пропилен-α-олефинового сополимера.
66. Способ по одному из пп.32-35, отличающийся тем, что к первому пластиковому слою добавляются терпеновые смолы в количествах от 5 до 25 вес.% по отношению к пропилен-бутеновому сополимеру.
67. Способ по п.66, отличающийся тем, что терпеновыми смолами являются гидрогенизированные терпеновые смолы.
68. Способ по п.67, отличающийся тем, что гидрогенизированные терпеновые смолы характеризуются степенью гидрогенизации, равной или большей 90% и предпочтительно равной или большей 99%.
69. Способ по одному из пп.32-35, отличающийся тем, что к первому пластиковому слою добавляются указанные гидрогенизированные углеводородные смолы.
70. Способ по п.69, отличающийся тем, что гидрогенизированные углеводородные смолы характеризуются степенью гидрогенизации не менее 90% и предпочтительно не менее 99%.
71. Способ по п.69, отличающийся тем, что гидрогенизированные углеводородные смолы характеризуются температурой стеклования не ниже 60°С.
72. Способ по одному из пп.32-35, отличающийся тем, что ко второму пластиковому слою добавляются терпеновые или гидрогенизированные углеводородные смолы.
73. Способ по п.72, отличающийся тем, что смолы, которые добавляются ко второму пластиковому слою, составляют от 5 до 20% от общего веса указанного слоя.
74. Способ по одному из пп.32-35, отличающийся тем, что предварительная поверхностная обработка придает обработанной поверхности поверхностную энергию, равную 35 дн/см или выше и предпочтительно 40 дн/см или выше.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| US 6033786 A, 07.03.2000 | |||
| УПАКОВОЧНЫЙ КОНТЕЙНЕР ИЗ ЛАМИНИРОВАННОГО УПАКОВОЧНОГО МАТЕРИАЛА | 1995 |
|
RU2121950C1 |
| УПАКОВОЧНЫЙ ЛАМИНАТ, ОБЛАДАЮЩИЙ ГАЗО- И СВЕТОНЕПРОНИЦАЕМЫМИ СВОЙСТВАМИ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2132295C1 |
| УПАКОВОЧНАЯ ПЛЕНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2099196C1 |

