Область техники
[0001] Настоящее изобретение относится к упаковке и наполнительному устройству, бумажной емкости и заготовке для использования при упаковке и наполнении жидким пищевым продуктом, таким как молоко, соки и т.д. в бумажной емкости со скошенным верхом.
Уровень техники
[0002] Бумажную емкость с крышеобразным верхом, наполненную жидкостью, выполняют путем изготовления цилиндрической емкости с квадратным дном, выполненной из бумажного упаковочного материала, имеющего термопластичный пластиковый слой, обеспеченный на наружных и внутренних поверхностях; поддерживающей указанную емкость вертикально, с дном емкости, расположенным снизу, и отверстием емкости, расположенным сверху; стерилизации внутренней части указанной емкости; подачи жидкого содержимого в качестве напитка, такого как молоко, сок или другое, через отверстие в верхней части емкости; направления струи горячего воздуха на часть, которая должна быть герметично запечатана внутри верхней части емкости для размягчения/плавления термопластичного пластикового слоя; и нажатия на указанную часть для герметичного запечатывания верхнего отверстия. Ряд этих этапов (подготовки емкости, расположения емкости вертикально, стерилизации, наполнения жидкостью, герметичного запечатывания верхней части и т.д.) выполняют в упаковочном/наполнительном устройстве.
[0003] В описанной выше упаковке/наполнении заготовку квадратной цилиндрической развернутой формы (Фиг.1(А)) выполняют в форме цилиндра с вертикальным уплотнением, а затем нижнюю часть сгибают внутрь для формирования нижней части путем термического нажатия, и образуют квадратную цилиндрическую емкость (Фиг.1(D)). Бумажную емкость со скошенным верхом (Фиг.1(Е)) формируют путем ряда описанных выше этапов.
[0004] В упаковочном и наполнительном устройстве используется заготовка бумажной емкости, имеющая раскрытую форму и линии сгиба, как показано на Фиг.1(А). Указанная заготовка имеет первую панель 1b нижней части и третью панель 3b нижней части, продолжающуюся от соответствующих нижних сторон первой панели 1 и третьей панели 3, соответствующих одной паре из двух противоположных боковых стенок емкости; вторую панель 2b нижней части и четвертую панель 4b нижней части, продолжающиеся от соответствующих нижних сторон второй панели 2 и четвертой панели 4, соответствующих другой паре из двух противоположных боковых стенок; пятую панель 6, продолжающуюся от части нижней стороны третьей панели нижней части 3b; и несколько верхних панелей 1t, 2t, 3t, 4t, соответствующих верхней части емкости. В упаковочном и наполнительном устройстве, например, не используется первичный сгибающий механизм, и шестая панель сгибается посредством сгибающего элемента, имеющего два изогнутых участка, на этапе выполнения нижней части емкости после этапа нагревания для плавления и размягчения термопластичного пластикового слоя из полиэтилена или другого материала на внутренней и наружной поверхностях (см., например, патентную публикацию 1).
Публикации уровня техники
Патентные публикации
[0005] Патентная публикация 1: Выложенная заявка Японии НО6-226884
Патентная публикация 2: Выложенная заявка Японии НО9-226884
Патентная публикация 3: Выложенная заявка Японии НО3-182330
Патентная публикация 4: Выложенная заявка Японии НО7-040971
Патентная публикация 5: Выложенная заявка Японии на полезную модель S48-13058
Патентная публикация 6: Регистрация полезной модели в Японии № 1582831
Патентная публикация 7: Выложенная заявка Японии на полезную модель Японии S63-13144.
Сущность изобретения
Проблемы, решаемые изобретением
[0006] Когда шестую панель сгибают посредством сгибающего элемента на этапе формирования нижней части после этапа нагревания для плавления и размягчения полиэтиленового слоя на внутренней и наружной поверхностях, указанный полиэтилен на внутренней и наружной поверхностях частей или всей шестой панели также расплавляется и размягчается и существует риск прилипания полиэтилена к частям, где сгибающий элемент контактирует и лежит на сгибающем элементе в массе полиэтилена и осадка. Даже когда шестая панель согнута, указанная согнутая часть не может достаточно закреплять длину, которая должна защищать боковую поверхность упаковочного материала. Для обеспечения достаточной длины увеличение ширины шестой панели может вызывать неудобство в том, что указанная шестая панель не может быть в достаточной степени согнута.
Настоящее изобретение направлено на обеспечение упаковочного/наполнительного устройства, бумажной емкости и заготовки, которые во время изготовления нижней части могут сделать шестую панель легко сгибаемой и обеспечить достаточную длину сгибаемого участка для защиты боковой поверхности упаковочного материала.
Решение указанных проблем
[0007] Упаковочное и наполнительное средство по настоящему изобретению отличается тем, что указанное упаковочное и наполнительное устройство предназначено для формирования бумажной емкости, содержащей цилиндрический корпус, имеющий четыре боковых стенки и по существу квадратное поперечное сечение, верхнюю часть и нижнюю часть, при этом: бумажная емкость формируется из заготовки, выполненной путем разрезания лентообразного упаковочного материала, выполненного по меньшей мере из наружного термопластикового слоя, бумажного слоя и внутреннего термопластикового слоя; заготовка имеет развернутую форму бумажной емкости и линии сгиба; заготовка включает первую панель нижней части и третью панель нижней части, продолжающиеся от соответствующих нижних сторон первой панели и третьей панели, составляющих одну пару из двух боковых стенок емкости, противоположных друг другу; и вторую панель нижней части и четвертую панель нижней части, продолжающиеся от соответствующих нижних сторон второй панели и четвертой панели, составляющих другую пару из двух боковых стенок емкости, противоположных друг другу; третья панель нижней части имеет шестую панель, частично продолжающуюся от центра нижней стороны указанной третьей панели нижней части; шестая панель имеет ширину, составляющую 15-65% общей длины нижней стороны третьей панели нижней части, и высоту, упрощающую сгибание; заготовка содержит несколько панелей верхней части, соответствующих верхней части бумажной емкости; нижняя часть бумажной емкости формируется путем сгибания шестой панели наружу; сгибания второй панели нижней части и четвертой панели в треугольные клапаны с нижними поверхностями второй и четвертой панелей нижней части, обращенными наружу и сгибающими вторую и четвертую панели нижней части внутрь; укладывания первой панели нижней части и третьей панели нижней части на наружные стороны второй панели нижней части и четвертой панели нижней части, так что первая панель нижней части расположена снаружи третьей панели нижней части, и прижатия изнутри и снаружи, а также термозапечатывания; упаковочное и наполнительное устройство по меньшей мере содержит загрузочное средство для извлечения одной из группы из нескольких вертикально запечатанных и уплощенных заготовок; средство формирования нижней части цилиндрической заготовки для формирования емкости, имеющей верхнее отверстие и нижнюю часть; наполнительное средство для наполнения жидкого пищевого продукта через верхнее отверстие; и средство запечатывания верхней части для термозапечатывания верхнего отверстия; загрузочное средство содержит извлекающее средство, которое извлекает заготовку и имеет средство обеспечения сгибаемости, которое сгибает шестую панель наружу и делает шестую панель сгибаемой; установочное средство для развертывания уплощенной заготовки в цилиндрическую заготовку; и средство подачи, вставляющее оправку формирующего нижнюю часть средства в цилиндрическую заготовку с шестой панелью, выполненной сгибаемой; средство обеспечения сгибаемости является секторной деталью, обеспеченной на валу вращаемого ролика, принимающего и передающего извлеченную заготовку, и обеспеченной в положении, соответствующем шестой панели; средство подачи содержит держатель, перемещающийся вместе с шестой панелью цилиндрической заготовки, и первичный сгибающий блок, прикрепленный в положении непосредственно до заготовки, и при перемещении держателя вниз шестая панель также следует за сгибаемым держателем с углами переднего конца указанного первичного сгибающего блока; нагревательная станция формирующего нижнюю часть средства содержит сопловую поверхность нагрева для нагрева панели нижней части емкости и сгибающий захват, обеспеченный на сопловой поверхности для нагрева внутренней поверхности третьей панели нижней части, при этом два заостренных захвата направлены к третьей панели нижней части; и прессующая станция формирующего нижнюю часть средства прессует нижнюю часть емкости снаружи и изнутри посредством передней поверхности оправки и прессующей поверхности и содержит треугольный выступ, обеспеченный на передней поверхности оправки в положении, соответствующем шестой панели, и примыкающий к положению, в котором третья панель нижней части является открытой на внутренней поверхности емкости, посредством чего шестая панель сгибается, и нижняя часть емкости может быть выполнена надежным образом.
[0008] Бумажная емкость по настоящему изобретению отличается тем, что указанная бумажная емкость имеет цилиндрический корпус, имеющий четыре боковые стенки и по существу квадратное поперечное сечение, и верхнюю и нижнюю части, сформированные посредством упаковочного и наполнительного устройства, при этом: бумажная емкость сформирована из заготовки, выполненной путем разрезания лентообразного упаковочного материала, выполненного по меньшей мере из наружного термопластикового слоя, бумажного слоя и наружного термопластикового слоя; заготовка имеет развернутую форму бумажной емкости и линии сгиба; заготовка включает первую панель нижней части и третью панель нижней части, продолжающиеся от соответствующих нижних сторон первой панели и третьей панели, составляющих одну пару из двух боковых стенок емкости, противоположных друг другу; и вторую панель нижней части и четвертую панель нижней части, продолжающиеся от соответствующих нижних сторон второй панели и четвертой панели, составляющих другую пару из двух боковых стенок емкости, противоположных друг другу; третья панель нижней части имеет шестую панель, частично продолжающуюся от центра нижней стороны указанной третьей панели нижней части; шестая панель имеет ширину, составляющую 15-65% общей длины нижней стороны третьей панели нижней части, и высоту, упрощающую сгибание; заготовка содержит несколько панелей верхней части, соответствующих верхней части бумажной емкости; нижняя часть бумажной емкости формируется путем сгибания шестой панели наружу; сгибания второй панели нижней части и четвертой панели в треугольные клапаны с нижними поверхностями второй и четвертой панелей нижней части, обращенными наружу и сгибающими вторую и четвертую панели нижней части внутрь; укладывания первой панели нижней части и третьей панели нижней части на наружные стороны второй панели нижней части и четвертой панели нижней части, так что первая панель нижней части расположена снаружи третьей панели нижней части, и прижатия изнутри и снаружи, а также термозапечатывания; упаковочное и наполнительное устройство по меньшей мере содержит загрузочное средство для извлечения одной из группы из нескольких вертикально запечатанных и уплощенных заготовок; средство формирования нижней части цилиндрической заготовки для формирования емкости, имеющей верхнее отверстие и нижнюю часть; наполнительное средство для наполнения жидкого пищевого продукта через верхнее отверстие; и средство запечатывания верхней части для термозапечатывания верхнего отверстия; загрузочное средство содержит извлекающее средство, которое извлекает заготовку и имеет средство обеспечения сгибаемости, которое сгибает шестую панель наружу и делает шестую панель сгибаемой; установочное средство для развертывания уплощенной заготовки в цилиндрическую заготовку; и средство подачи, вставляющее оправку формирующего нижнюю часть средства в цилиндрическую заготовку с шестой панелью, выполненной сгибаемой; средство обеспечения сгибаемости является секторной деталью, обеспеченной на валу вращаемого ролика, принимающего и передающего извлеченную заготовку, и обеспеченной в положении, соответствующем шестой панели; средство подачи содержит держатель, перемещающийся вместе с шестой панелью цилиндрической заготовки, и первичный сгибающий блок, прикрепленный в положении непосредственно до заготовки, и при перемещении держателя вниз шестая панель также следует за сгибаемым держателем с углами переднего конца указанного первичного сгибающего блока; нагревательная станция формирующего нижнюю часть средства содержит сопловую поверхность нагрева для нагрева панели нижней части емкости и сгибающий захват, обеспеченный на сопловой поверхности для нагрева внутренней поверхности третьей панели нижней части, при этом два заостренных захвата направлены к третьей панели нижней части; и прессующая станция формирующего нижнюю часть средства прессует нижнюю часть емкости снаружи и изнутри посредством передней поверхности оправки и прессующей поверхности и содержит треугольный выступ, обеспеченный на передней поверхности оправки в положении, соответствующем шестой панели, и примыкающий к положению, в котором третья панель нижней части является открытой на внутренней поверхности емкости, посредством чего согнутая шестая панель располагается между первой панелью нижней части и третьей панелью нижней части, и боковые поверхности соответствующих панелей нижней части и шестая панель не открыты на внутренней поверхности нижней части емкости.
[0009] Заготовка по настоящему изобретению отличается тем, что указанная заготовка предназначена для бумажной емкости, имеющей цилиндрический корпус, имеющий четыре боковые стенки и по существу квадратное поперечное сечение, и верхнюю и нижнюю части, сформированные посредством упаковочного и наполнительного устройства, при этом: бумажная емкость сформирована из заготовки, выполненной путем разрезания лентообразного упаковочного материала, выполненного по меньшей мере из наружного термопластикового слоя, бумажного слоя и наружного термопластикового слоя; заготовка имеет развернутую форму бумажной емкости и линии сгиба; заготовка включает первую панель нижней части и третью панель нижней части, продолжающиеся от соответствующих нижних сторон первой панели и третьей панели, составляющих одну пару из двух боковых стенок емкости, противоположных друг другу; и вторую панель нижней части и четвертую панель нижней части, продолжающиеся от соответствующих нижних сторон второй панели и четвертой панели, составляющих другую пару из двух боковых стенок емкости, противоположных друг другу; третья панель нижней части имеет шестую панель, частично продолжающуюся от центра нижней стороны указанной третьей панели нижней части; шестая панель имеет ширину, составляющую 15-65% общей длины нижней стороны третьей панели нижней части, и высоту, упрощающую сгибание; заготовка содержит несколько панелей верхней части, соответствующих верхней части бумажной емкости; нижняя часть бумажной емкости сформирована путем сгибания шестой панели наружу, сгибания второй панели нижней части и четвертой панели в треугольные клапаны с нижними поверхностями второй и четвертой нижних панелей, обращенными наружу и сгибающими клапаны внутрь; укладывания первой панели нижней части и третьей панели нижней части на наружные стороны второй панели нижней части и четвертой панели нижней части с первой панелью нижней части, расположенной снаружи третьей панели нижней части, и прессования изнутри и снаружи, а также термозапечатывания; упаковочное и наполнительное устройство по меньшей мере содержит загрузочное средство для извлечения одной из группы из нескольких вертикально запечатанных и уплощенных заготовок; средство формирования нижней части цилиндрической заготовки для формирования емкости, имеющей верхнее отверстие и нижнюю часть; наполнительное средство для наполнения жидкого пищевого продукта через верхнее отверстие; и средство запечатывания верхней части для термозапечатывания верхнего отверстия; загрузочное средство содержит извлекающее средство, которое извлекает заготовку и имеет средство обеспечения сгибаемости, которое сгибает шестую панель наружу и делает шестую панель сгибаемой; установочное средство для развертывания уплощенной заготовки в цилиндрическую заготовку; и средство подачи, вставляющее оправку формирующего нижнюю часть средства в цилиндрическую заготовку с шестой панелью, выполненной сгибаемой; указанное средство обеспечения сгибаемости является секторной деталью, обеспеченной на валу вращаемого ролика, принимающего и передающего извлеченную заготовку, в положении, соответствующем шестой панели; средство подачи содержит держатель, перемещающийся вместе с шестой панелью цилиндрической заготовки, и первичный сгибающий блок, прикрепленный в положении непосредственно до заготовки, и при перемещении держателя вниз шестая панель также следует за сгибаемым держателем с углами переднего конца указанного первичного сгибающего блока; нагревательная станция формирующего нижнюю часть средства содержит сопловую поверхность нагрева для нагрева панели нижней части емкости и сгибающий захват, обеспеченный на сопловой поверхности для нагрева внутренней поверхности третьей панели нижней части, при этом два заостренных захвата направлены к третьей панели нижней части; и прессующая станция формирующего нижнюю часть средства прессует нижнюю часть емкости снаружи и изнутри посредством передней поверхности оправки и прессующей поверхности и содержит треугольный выступ, обеспеченный на передней поверхности оправки в положении, соответствующем шестой панели, и примыкающий к положению, в котором третья панель нижней части является открытой на внутренней поверхности емкости, при этом заготовка отличается тем, что верхняя часть бумажной емкости имеет крышеобразную форму.
Технический результат изобретения
[0010] Изобретение в вышеописанном выполнении обеспечивает следующие функции и предпочтительный технический результат.
Упаковочное и наполнительное устройство по настоящему изобретению, бумажная емкость, обеспеченная упаковочным и наполнительным устройством, и заготовка, используемая упаковочном и наполнительном устройстве, образуют бумажную емкость, имеющую четыре боковые стенки и по существу квадратное поперечное сечение, а также верхнюю часть и нижнюю часть.
Бумажная емкость, имеющая верхнюю часть скошенной конфигурации, является бумажной емкостью скошенной формы и может быть наполнена жидким пищевым продуктом, таким как молоко, соки и т.д.
[0011] Бумажную емкость формируют из заготовки, образованной путем разрезания лентообразного упаковочного материала, выполненного по меньшей мере из наружного термопластикового слоя, бумажного слоя и внутреннего термопластикового слоя.
Наружный слой и внутренний слой выполнены из термопластикового материала, такого как полиэтилен, и плавятся и размягчаются путем нагрева и термозапечатываются путем прижатия друг к другу.
[0012] Заготовка имеет развернутую форму бумажной емкости и линии сгиба.
Указанная заготовка образована путем разрезания лентообразного упаковочного материала в развернутой форме бумажной емкости и вертикально запечатывается в цилиндрический корпус. Лентообразный упаковочный материал заранее снабжен линиями сгиба путем выполнения линейного рельефа на предусмотренных линиях сгиба. В настоящем изобретении линия сгиба также обеспечена на границе с нижней стороной третьей панели нижней части, где сгибают шестую панель, посредством чего сгибание шестой панели может быть упрощено.
[0013] Заготовка имеет первую панель нижней части и третью панель нижней части, продолжающиеся от соответствующих нижних сторон первой панели и третьей панели, составляющих одну пару из двух боковых стенок емкости, противоположных друг другу, и вторую панель нижней части и четвертую панель нижней части, продолжающиеся от соответствующих нижних сторон второй панели и четвертой панели, составляющих другую пару из двух боковых стенок емкости, противоположных друг другу. Третья панель нижней части имеет шестую панель, частично продолжающуюся от центра нижней стороны третьей панели нижней части, Заготовка имеет несколько верхних панелей, соответствующих верхней части бумажной емкости.
Первая панель, вторая панель, третья панель и четвертая панель соединены последовательно смежно друг другу, и путем вертикального запечатывания первой панели и четвертой панели, может быть образован цилиндрический корпус, имеющий четыре боковые стенки и по существу квадратное поперечное сечение. Для вертикального запечатывания может быть образована пятая панель, продолжающаяся от бокового края четвертой панели.
Когда соответствующие нижние панели согнуты, может быть сформирована нижняя часть емкости. Когда соответствующие верхние панели согнуты, может быть сформирована верхняя часть емкости.
[0014] В качестве характеристики настоящего изобретения, шестая панель имеет ширину 15-65%, предпочтительно 20-60%, более предпочтительно 30-55%, общей длины нижней стороны и высоту, упрощающую сгибание.
Шестая панель сгибается и может защитить боковую поверхность третьей панели нижней части в центре стороны вдоль длины, соответствующей ширине шестой панели без открытия. Как описано далее, вторая панель нижней части и четвертая панель нижней части выполнены в форме поверхностей нижней стороны второй и четвертой нижних панелей, обращенных наружу и согнутых внутрь, и геометрически только центр нижней стороны третьей нижней панель открыт на внутренней стороне нижней части емкости. Однако упаковочный материал выполнен в основном из бумаги, и открытая часть часто расширена, смещена или отклонена. Настоящее изобретение отличается тем, что шестая панель имеет большую ширину, составляющую 30-50% общей длины нижней стороны третьей панели нижней части, и может защитить боковую поверхность третьей панели нижней части в центре нижней стороны в случае расширения, смещения, отклонения и т.д. по ширине, соответствующей общей длине нижней стороны третьей панели нижней части, и указанная емкость может быть очень надежной.
[0015] При формировании нижней части бумажной емкости шестую панель сгибают наружу, и вторая панель нижней части и четвертая панель нижней части выполнены в виде треугольных клапанов с поверхностями нижней стороны второй и четвертой нижних панелей, обращенных наружу и согнутых внутрь.
Шестая панель согнута наружу, что может предотвратить риск открытия боковой поверхности шестой панели на внутренней стороне емкости.
Вторя панель нижней части и четвертая панель нижней части выполнены в форме треугольных клапанов с нижними боковыми поверхностями второй и четвертой нижних панелей, обращенных наружу и согнутых внутрь, что может предотвратить риск открытия поверхностей нижней стороны второй и четвертой нижних панелей на внутренней поверхности емкости.
При формировании нижней части бумажной емкости первая панель нижней части и третья нижняя панели наложены на наружную сторону второй панели нижней части и четвертой панели нижней части с первой панелью нижней части снаружи третьей панели нижней части.
Наружные стороны второй панели нижней части и четвертой панели нижней части покрыты первой панелью нижней части и третьей панелью нижней части, посредством чего наружные поверхности второй панели нижней части и четвертой панели нижней части могут быть защищены первой панелью нижней части и третьей панелью нижней части. Кроме того, первая панель нижней части расположена снаружи третьей панели нижней части, путем чего боковая поверхность третьей панели нижней части может быть покрыта и защищена первой панелью нижней части. Снаружи нижней части емкости только минимальная боковая поверхность, то есть, только поверхность нижней стороны первой панели нижней части раскрыта снаружи емкости.
Наружный слой и внутренний слой выполнены из термопластикового материала, такого как полиэтилен или другие, что позволяет прижимать нижнюю часть изнутри и снаружи для термозапечатывания.
[0016] Упаковочное и наполнительное устройство по меньшей мере содержит загрузочное средство для извлечения одного из группы из множества вертикально запечатанных и уплощенных заготовок; средство, формирующее нижнюю часть цилиндрической заготовки для формирования емкости, имеющей верхнее отверстие и нижнюю часть; наполнительное средство для наполнения жидкой пищей через верхнее отверстие; и средство для запечатывания верхней части путем термозапечатывания верхнего отверстия.
В упаковочное и наполнительное устройство подают заготовку, являющуюся материалом бумажной емкости, с выполненной нижней частью, подают жидкость в емкость, запечатывают верхнюю часть, и изготавливают бумажную емкость.
[0017] Загрузочное средство извлекает одну заготовку из поданной группы из множества вертикально запечатанных и уплощенных заготовок.
Загрузочное средство подает группу из множества вертикально запечатанных и уплощенных заготовок. Одну уплощенную заготовку извлекают из группы заготовок. Извлеченные заготовки выполняют в цилиндрической форме для загрузки на следующем этапе.
[0018] Средство, формирующее нижнюю часть, формирует указанную нижнюю часть цилиндрической заготовки, и формируется емкость с верхним отверстием и нижней частью.
Средство, формирующее нижнюю часть, в частности, содержит несколько оправок, радиально обеспеченных на вращаемом валу; оправку вставляют в емкость через верхнее отверстие; при этом во время прерывистого вращения указанной оправки нагревают нижнюю часть емкости на наружной стороне оправки; нижние панели сгибают; на нижнюю часть емкости нажимают передней поверхностью оправки, при этом нажимная поверхность действует как снаружи, тик и изнутри; и может быть выполнена емкость, имеющая верхнее отверстие и нижнюю часть.
[0019] Наполнительное средство наполняет жидким пищевым продуктом, таким как молоко, соки и т.д., через верхнее отверстие.
Емкость имеет уже выполненные боковые стенки и нижнюю часть и может быть эффективно наполнена жидким пищевым продуктом, таким как молоко, соки и т.д.
[0020] Верхнее запечатывающее средство нагревает и прижимает верхнее отверстие емкости и может быть термозапечатано.
Упаковочное и наполнительное устройство может содержать по необходимости средство стерилизации для стерилизации внутренних поверхностей и внутренней части емкости посредством стерилизующего средства, такого как жидкость с перекисью водорода или другого, или высокоэнергетического пучка, такого как луч ультрафиолета, электронный луч или другие; первичное средство нагрева для упрощения термозапечатывания, средство замещения газообразного азота для наполнения верхнего пространства емкости жидкой пищей или другим содержимым.
[0021] Загрузочное средство содержит средство извлечения для извлечения заготовки и содержащее средство сгибания для сгибания шестой панели наружу для выполнения ее сгибаемой; установочное средство для развертывания плоской заготовки в цилиндрическую заготовку; и средство подачи для вставления оправки средства образования нижней части в цилиндрическую заготовку со сгибаемой шестой панелью.
Указанное средство сгибания указанного загрузочного средства сгибает наружу извлеченную шестую панель заготовки и делает шестую панель сгибаемой. Выполнение шестой панели сгибаемой позднее обеспечивает сгибание шестой панели.
Извлеченная шестая панель заготовки выступает из двух уложенных панелей из первой панели нижней части и третьей панели нижней части. Указанная панель из двух уложенных панелей имеет высокую жесткость и ни искажается, ни отклоняется посредством силы сгибания, прилагаемой к шестой панели. Указанную шестую панель точно сгибают путем силы сгиба вдоль границы с панелью из двух уложенных панелей, и шестая панель может быть выполнена сгибаемой.
[0022] Установочное средство может развертывать плоскую заготовку в цилиндрическую заготовку.
В указанном средстве подачи в цилиндрическую заготовку вставляют оправку средства, формирующего дно.
Указанное средство подачи содержит держатель, перемещающийся вместе с шестой панелью цилиндрической заготовки, и первичный сгибающий блок, прикрепленный в положении непосредственно до оправки, и при перемещении держателя вниз указанная шестая панель также следует за держателем для сгибания углами переднего конца первичного сгибающего блока.
Существует риск, что выполненная посредством средства обеспечения сгибаемости шестая панель может вернуться в прямое положение на следующем этапе. Указанное средство подачи может вставлять оправку средства, формирующего дно, в цилиндрическую заготовку, имеющую сгибаемую шестую панель.
[0023] Средство обеспечения сгибаемости является секторной деталью, обеспеченной на валу вращаемого ролика, принимающей и передающей извлеченную заготовку в положении, соответствующем шестой панели.
Извлеченную плоскую заготовку принимает вращаемый ролик и передает на следующий этап. Указанный вращаемый ролик ощущает положение заготовки, вращает ролик и удерживает заготовку вместе с противоположным роликом для принятия заготовки.
На валу вращаемого ролика секторная деталь обеспечена в положении, соответствующем шестой панели. Указанный вращаемый ролик вращает ролик и принимает заготовку, в то же время, вращая секторную деталь на валу вращаемого ролика для удара шестой панели в положении, соответствующем указанной шестой панели, и может ее сгибать. Указанная шестая панель может быть выполнена сгибаемой.
Нагревательная станция средства, формирующего дно, содержит сопловую поверхность нагрева для нагрева панели нижней части емкости и сгибающий захват, обеспеченный на сопловой поверхности для нагрева внутренней поверхности третьей панели нижней части, при этом два заостренных захвата направлены к третьей панели нижней части.
Сгибающие захваты обеспечены на сопловой поверхности. Указанный сгибающий захват имеет два заостренных захвата, направленных к третьей панели нижней части. Передние концы клапанов примыкают к поверхности сгибаемой шестой панели, горячий воздух проходит между захватами и напрямую ударяет поверхность шестой панели для нагрева шестой панели.
Шестую панель сгибают посредством сгибающего захвата, при этом сгиб фиксируется путем нагрева.
Прессующая станция средства, формирующего дно, прижимает нижнюю часть емкости снаружи и изнутри посредством передней боковой поверхности оправки и прессующей поверхности, и содержит треугольный выступ на передней поверхности оправки в положении, соответствующем шестой панели и примыкающем к положению, в котором третья панель нижней части раскрыта на внутренней поверхности емкости.
Треугольные клапаны второй и четвертой панелей нижней части образуют треугольный уступ на внутренней поверхности указанной емкости. Указанный треугольный выступ вставляют в треугольный уступ для прижатия согнутой шестой панели и образования прочного уплотнения.
[0024] Как описано выше, шестая панель может быть точно согнута, и нижняя часть емкости может быть выполнена надежной.
Могут быть обеспечены упаковочное и наполнительное устройство, бумажная емкости и заготовка, которые могут выполнить шестую панель легко сгибаемой, до этапа образования нижней части и позволяют закреплять согнутую часть длины, достаточную для защиты боковых поверхностей упаковочного материала.
Краткое описание чертежей
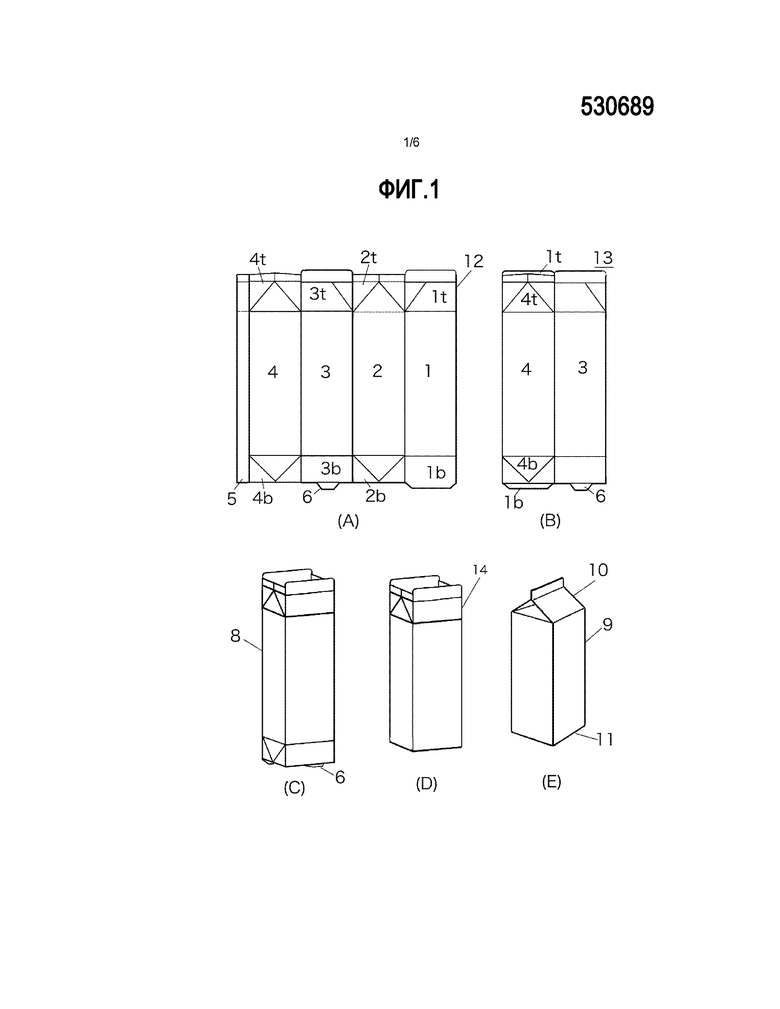
[0025] Фиг.1 - бумажная емкость, используемая в настоящем изобретении:
Фиг.1(А) - вид сверху развернутой формы заготовки бумажной емкости,
Фиг.1(В) - вид сверху вертикально запечатанной и уплощенной заготовки,
Фиг.1(С) - цилиндрическая заготовка,
Фиг.1(D) - вид в перспективе пустой емкости, имеющей открытое верхнее отверстие и сформированную нижнюю часть, и
Фиг.1(Е) - вид в перспективе наполненной и запечатанной бумажной емкости.
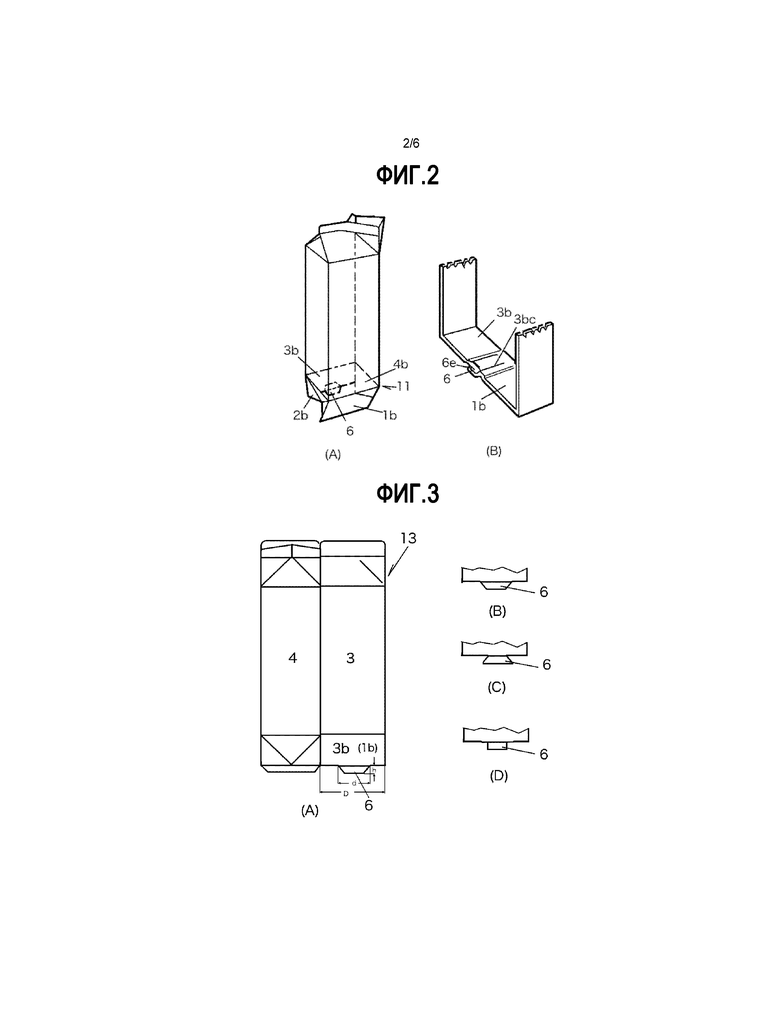
Фиг.2 - вид в перспективе бумажной емкости, используемой в настоящем изобретении, имеющей открытую верхнюю часть и устраненную (А) нижнюю часть, а также вертикальное сечение нижней части.
Фиг.3 - вид сверху вертикально запечатанной и уплощенной (А) заготовки, используемой в настоящем изобретении, а также частичные виды в плане вариантов шестой плоскости (В), (С) и (D).
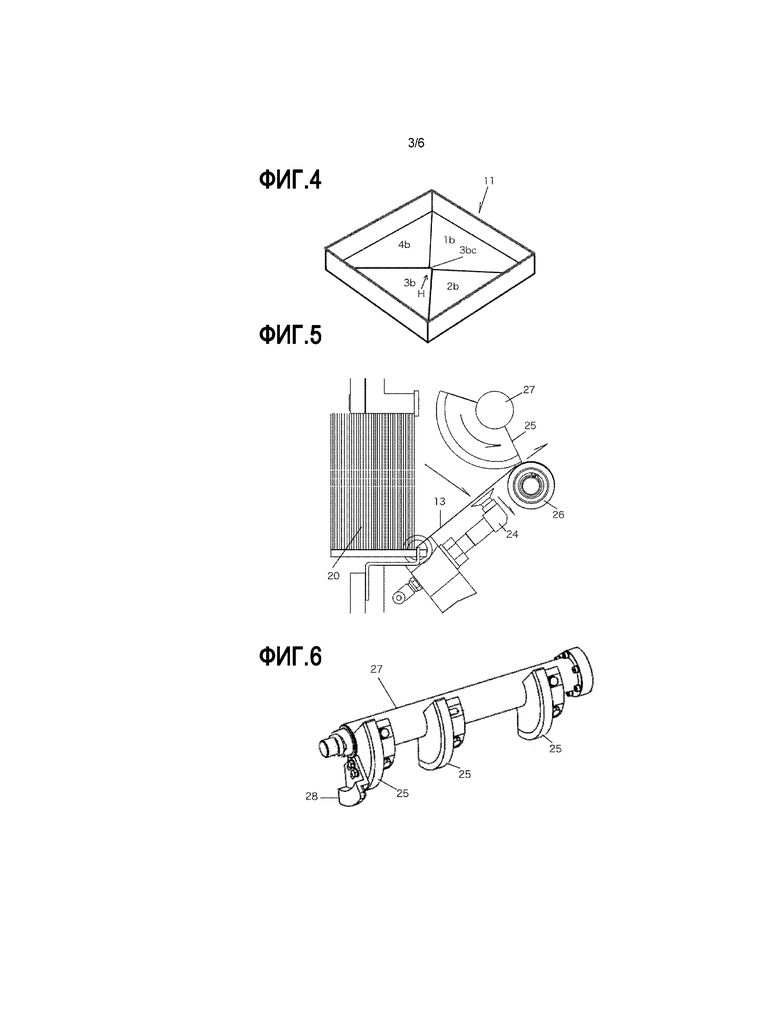
Фиг.4 - вид сверху нижней части разделенной бумажной емкости, используемой в настоящем изобретении.
Фиг.5 - схематичный вид загрузочного средства, используемого в настоящем изобретении, извлекающего, принимающего и передающего заготовку.
Фиг.6 - частичный вид в перспективе средства сгибания, обеспеченного на вращаемом ролике для принятия и передачи заготовки.
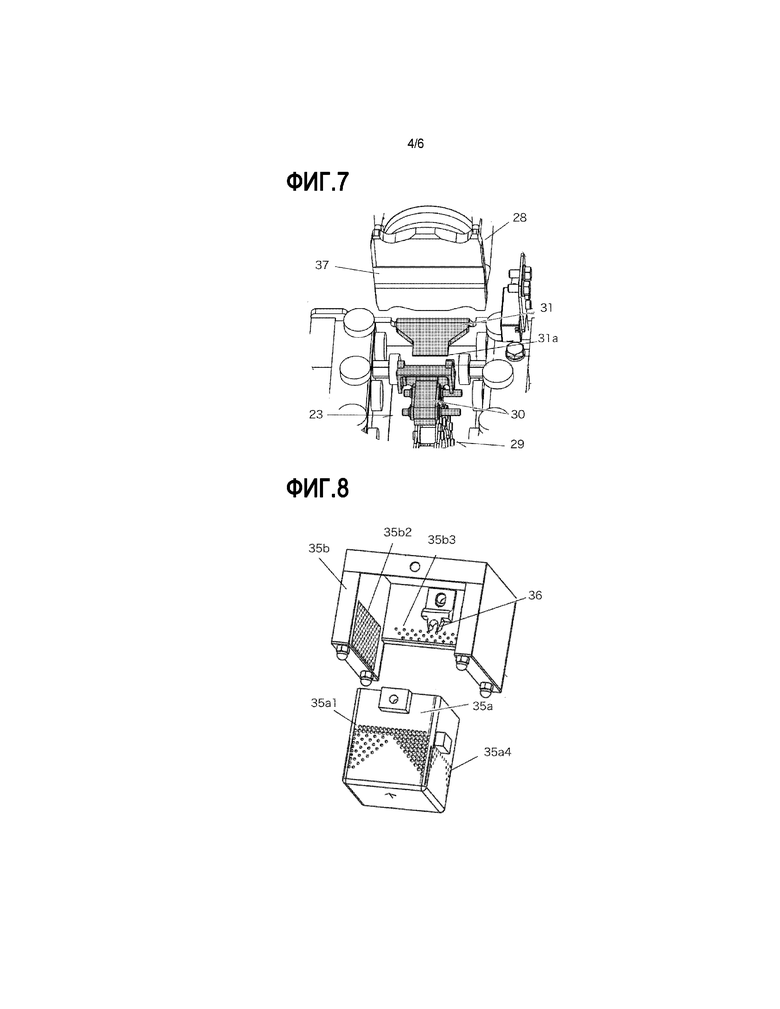
Фиг.7 - вид в перспективе переднего края подающего средства, используемого в настоящем изобретении, демонстрирующего выполнение шестой панели сгибаемой.
Фиг.8 - вид в перспективе с устраненными частями внутреннего и наружного сопел нагревателя для нагрева панели нижней части емкости на наружном переднем крае оправки средства, формирующего дно, используемого в настоящем изобретении.
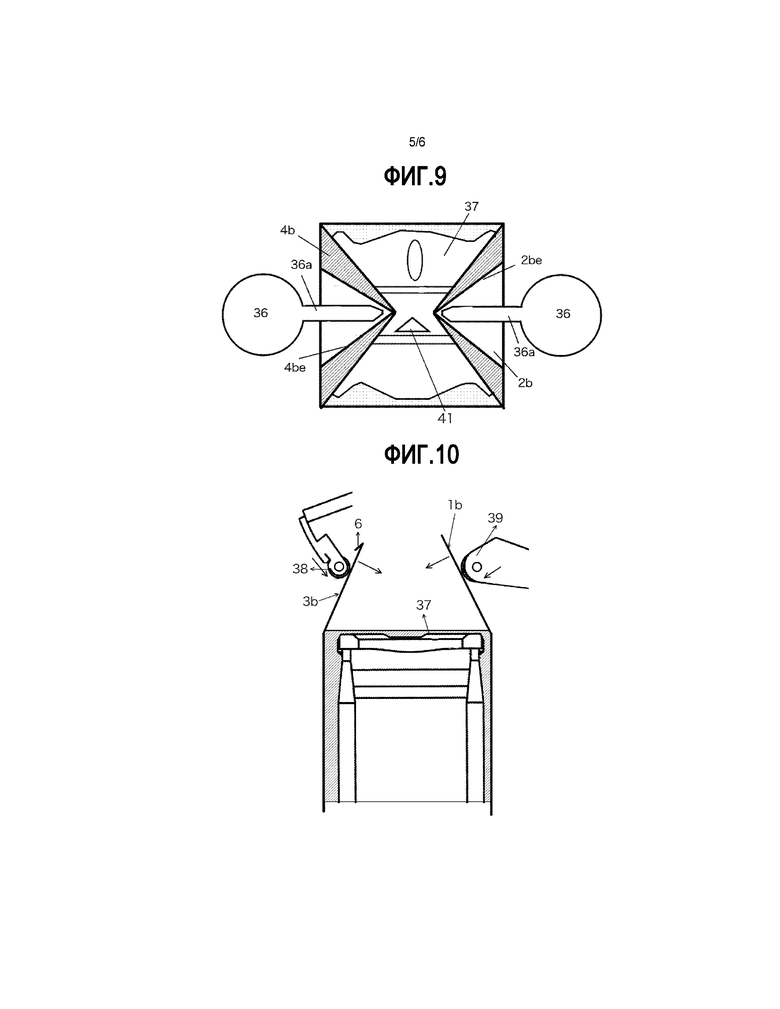
Фиг.9 - схематичный вид сверху средства, формирующего дно, используемого в настоящем изобретении, сгибающем первую и третью панели нижней части.
Фиг.10 - вид в частичном вертикальном сечении средства, формирующего дно, используемого в настоящем изобретении, сгибающего первую и третью панели нижней части.
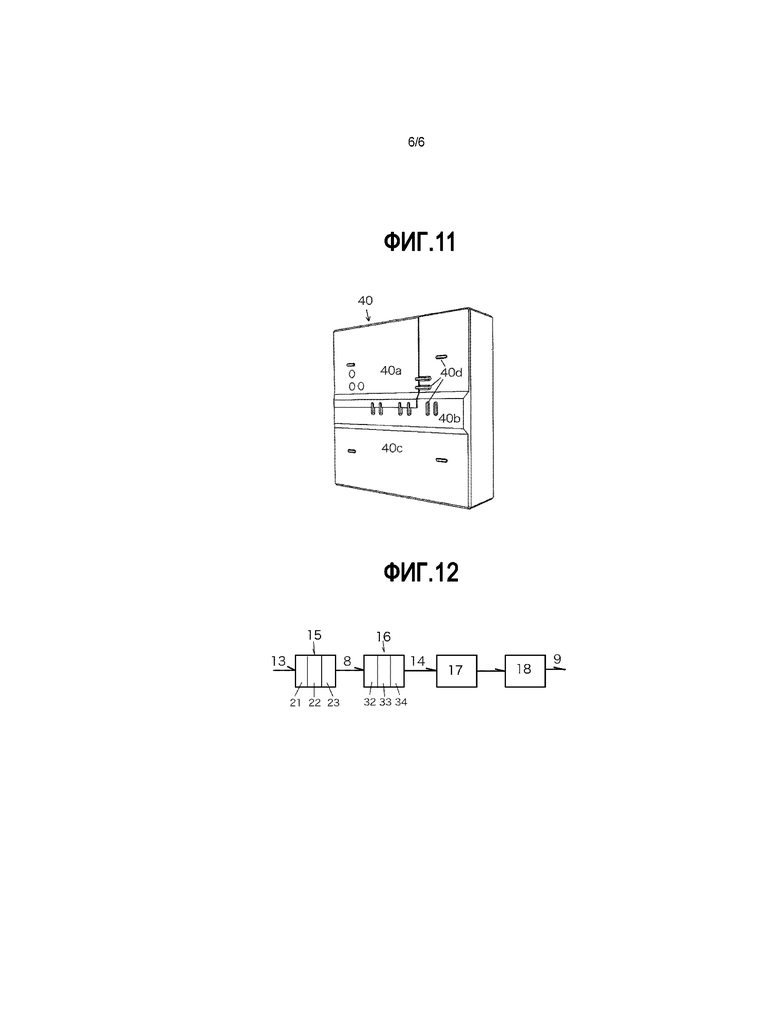
Фиг.11 - вид в перспективе прессующей поверхности для нажатия на нижнюю часть емкости снаружи посредством формирующего дно средства, используемого в настоящем изобретении.
Фиг.12 - схематичный вид примера упаковочного и наполнительного устройства, используемого в настоящем изобретении.
Варианты выполнения изобретения
[0026] Вариант выполнения настоящего изобретения подробно раскрыт далее со ссылкой на сопровождающие чертежи.
В данном варианте выполнения образована бумажная емкость 9, имеющая, как показано на Фиг.1(С) и 1(Е), цилиндрический корпус 8 с по существу квадратным поперечным сечением, имеющим четыре боковые стенки, верхнюю часть 10 и нижнюю часть 11.
Бумажная емкость, имеющая верхнюю часть крышеобразной формы, является бумажной емкостью крышеобразной формы и может служить для упаковки и наполнения жидким пищевым продуктом, таким как молоко, сок или другие.
Традиционная бумажная емкость объемом 1 литр имеет квадратную форму, одна сторона которой равна 73 мм, а высота 234 мм.
[0027] Бумажная емкость 9 выполнена из заготовки 12, подготовленной путем разрезания лентообразного упаковочного материала, выполненного из наружного термопластикового слоя, бумажного слоя и внутреннего термопластикового слоя в последовательности на Фиг.1(А), 1(В), 1(С), 1(D) и 1(Е).
Наружный слой и внутренний слой изготавливаются из термозапечатываемого материала, например, полиэтилена, и плавятся и размягчаются путем нагрева, их прижимают друг к другу, а затем термозапечатывают.
[0028] Как показано на Фиг.1(А), заготовка имеет развернутую форму бумажной емкости 9 и несколько линий сгиба.
Заготовка 12 образована путем разрезания лентообразного упаковочного материала (не показан) в развернутую форму бумажной емкости 9. Заготовка 12 вертикально запечатана в цилиндрический корпус. Линии сгиба выполнены путем предварительного линейного придания рельефа лентообразному упаковочному материалу по линиям сгиба. В данном варианте выполнения линия сгиба обеспечена на границе между шестой панелью 6 и нижней стороной третьей панели нижней части 3b, где следует сгибать шестую панель 6 для упрощения, таким образом, сгибания шестой панели 6.
[0029] Как показано на Фиг.1(А), заготовка 12 имеет первую панель 1b нижней части и третью панель 3b нижней части, продолжающиеся от соответствующих нижних сторон первой панели 1 и третьей панели 3, соответствующих одной паре из двух противоположных боковых стенок емкости, и вторую панель 2b нижней части и четвертую панель 4b нижней части, продолжающиеся от соответствующих нижних концов второй панели 2 и четвертой панели 4, соответствующих другим двум противоположным боковым стенкам емкости; шестую панель 6, частично продолжающуюся от центра нижней стороны третьей панели 3b нижней части; и несколько панелей 1t, 2t, 3t, 4t, соответствующих верхней части 10 емкости 9.
Как показано на Фиг.1(А), первая панель 1, вторая панель 2, третья панель 3 и четвертая панель 4 соединены смежно друг другу в указанном порядке. Первая панель 1 и четвертая панель 4 вертикально запечатаны для формирования, таким образом, цилиндрического корпуса, имеющего четыре боковые стенки и по существу квадратное поперечное сечение. Для вертикального запечатывания обеспечена пятая панель 5, продолжающаяся от стороны четвертой панели.
На Фиг.1(В) показана заготовка 13 в цилиндрическом корпусе, имеющая вертикально запечатанную и уплощенную пятую панель 5.
[0030] Данный вариант выполнения отличается тем, что, как показано на Фиг.3(А), шестая панель 6 имеет ширину d, составляющую 15-65% общей длины нижней стороны третьей панели нижней части, предпочтительно 20-60%, более предпочтительно 30-55%, и высоту h, упрощающую сгиб.
Точные измерения шестой панели 6 зависят от объема емкости (1 сторона емкости). Например, когда одна сторона равна 73 мм, ширина составляет, например, 20-40 мм. Когда ширина менее минимального значения, исключая значение минимального лимита, существует риск того, что боковая поверхность в центре нижней стороны третьей панели 3b нижней части может быть открыта. С другой стороны, когда ширина примерно равна значению максимального лимита, длина для сгибания увеличивается, и шестая панель 6 не может сгибаться легко.
Шестую панель 6 сгибают для защиты, таким образом, боковой поверхности в центре нижней стороны третьей панели 3b нижней части вдоль расстояния, соответствующего ширине шестой панели 6.
[0031] Форма и измерения шестой панели 6 показаны на Фиг.3(В), 3(С) и 3(D). Шестая панель 6 имеет форму трапеции, перевернутой трапеции, прямоугольную или другие. Форма может быть выбрана и изменена.
Высота h шестой панели 6 является высотой, допускающей легкое сгибание шестой панели посредством первичного сгибающего средства (средства сгибания) в упаковочном и наполнительном устройстве и зависящей от свойств первичного сгибающего элемента (средства сгибания).
[0032] Как показано на Фиг.2(А), вторая панель 2b нижней части и четвертая панель 4b нижней части выполнены в форме треугольных клапанов с поверхностями нижних сторон, обращенными наружу и согнутыми внутрь.
Как показано на Фиг.4 и 2(В) на внутренней стороне нижней поверхности 11 емкости, согласно конструкции, раскрыта только центральная нижняя поверхность 3bc третьей панели 3b нижней части. Поскольку упаковочный материал состоит в основном из бумаги, раскрытая часть увеличивается, и часто смещается или отклоняется. Данный вариант выполнения отличается тем, что центральный нижний конец 3bc имеет ширину 30-50% общей длины нижней стороны третьей панели 3b нижней части и может предусматривать увеличение, смещение, отклонение и т.д., описанные ранее.
[0033] Как показано на Фиг.2(А), нижняя часть 11 бумажной емкости сформирована путем сгибания наружу шестой панели 6, образующей из второй панели 2b нижней части и четвертой панели 4b нижней части треугольные клапаны с поверхностями нижней стороны второй и четвертой панелей 2b, 4b нижней части, обращенными наружу, и сгибающие внутрь вторую панель 2b нижней части и четвертую панель 4b нижней части.
Шестую панель сгибают наружу, посредством чего, как показано на Фиг.2(В), нет риска раскрытия боковой поверхности 6е шестой панели 6 внутри емкости.
Как показано на Фиг.4, шестая панель 6 продолжается от нижней стороны третьей панели 3b нижней части, посредством чего, посредством боковой поверхности шестой панели 6, раскрытой внутрь емкости, можно избежать возможности протекания.
[0034] Как показано на Фиг.2(А), при формировании нижней части 11 бумажной емкости первая панель 1b нижней части и третья панель 3b нижней части расположены таким образом на наружных сторонах второй панели 2b нижней части и четвертой панели 4b нижней части, что первая панель 1b нижней части расположена на наружной стороне третьей панели 3b нижней части.
Наружные стороны второй панели 2b нижней части и четвертой панели 4b нижней части покрыты первой панелью 1b нижней части и третьей панелью 3b нижней части, посредством чего боковые поверхности наружных сторон второй панели 2b нижней части и четвертая панель 4b нижней части защищены первой панелью 1b нижней части и третьей панелью 3b нижней части. Кроме того, первая панель 1b нижней части расположена снаружи третьей панели 3b нижней части, посредством чего соответствующие боковые поверхности третьей панели 3b нижней части и шестой панели 6 покрыты и защищены первой панелью 1b нижней части. На наружной поверхности нижней части емкости только поверхность нижней стороны первой панели нижней части раскрыта снаружи емкости.
[0035] Как схематично показано на Фиг.12, упаковочное и наполнительное устройство по данному варианту выполнения содержит загрузочное средство 15, извлекающее одну заготовку 13 из поданной группы из нескольких вертикально запечатанных и уплощенных заготовок и загружает цилиндрическую заготовку 8; средство 16 для формирования нижней части цилиндрической заготовки 8 для подготовки емкости 14, имеющей верхнее отверстие и нижнюю часть; наполнительное средство 17 для наполнения жидким пищевым продуктом через верхнее отверстие; и верхнее уплотнительное средство 18, термозапечатывающее верхнее отверстие.
В упаковочном и наполнительном устройстве загружают заготовку 13 цилиндрического корпуса из материала вертикально запечатанной и уплощенной бумажной емкости, формируют нижнюю часть 11 емкости, наполняют емкость жидкостью, и термозапечатывают верхнюю часть для изготовления бумажной емкости 9.
[0036] Загрузочное средство 15 извлекает одну заготовку 13 из поданной группы 20 из множества вертикально запечатанных и уплощенных заготовок и загружает цилиндрическую заготовку 8 в средство 16 для формирования нижней части.
Загрузочное средство 15 содержит средство извлечения, имеющее средство сгибания, извлекающее заготовку 13 и сгибающее шестую панель 6 наружу для выполнения ее сгибаемой; установочное средство 22, развертывающее уплощенную заготовку 13 в цилиндрическую заготовку; подающее средство 23, вставляющее цилиндрическую заготовку в оправку средства, формирующего дно.
Средство 21 для извлечения подает группу из нескольких вертикально запечатанных и уплощенных заготовок и извлекает 1 плоскую заготовку из группы 20 заготовок.
[0037] Средство сгибания средства 21 для извлечения сгибает наружу шестую панель извлеченной заготовки для выполнения шестой панели сгибаемой. Выполнение шестой панели сгибаемой обеспечивает точное сгибание шестой панели на следующем этапе.
Как показано на Фиг.3(А), шестая панель извлеченной заготовки выступает из панели из двух согнутых панелей из первой панели 1b нижней части и третьей панели 3b нижней части. Панель из двух согнутых панелей имеет такую высокую жесткость, что две согнутые панели 1b, 3b не разрушаются и не отклоняются, благодаря усилию сгибания, прилагаемому к шестой панели 6. Указанная шестая панель 6 сгибается посредством усилия сгибания точно вдоль границы (линии сгиба) между ней самой и панелью из двух согнутых панелей, и шестая панель становится сгибаемой.
[0038] Средство 21 для извлечения и средство сгибания (не показано на Фиг.5) раскрыты со ссылкой на Фиг.5 и 6.
Средство 21 для извлечения содержит высасывающее средство 24, которое присасывает и вытягивает одну заготовку 13 из группы 20 посредством силы всасывания; и круглый ролик 25 и противоположный ролик 26, который сжимает край заготовки 13 для переноса указанной заготовки 13. В данном варианте выполнения три круглых ролика 25 обеспечены на оси 27 вращаемого ролика.
[0039] В данном варианте выполнения средство 28 сгибания является секторная деталь 28, обеспеченная на оси вращаемого ролика, принимающая и удерживающая уплощенную извлеченную заготовку в положении, соответствующем шестой панели.
Извлеченная уплощенная заготовка 13 принимается вращаемым роликом 25 и переносится на следующий этап. Указанный вращаемый ролик 25 ощущает положение заготовки и вращает ролик для принятия заготовки, удерживая заготовку вместе с противоположным роликом 26.
На оси 27 вращаемого ролика 25 секторная деталь 28 обеспечена в положении, соответствующем шестой панели. Указанный вращаемый ролик 25 поворачивает ролик для принятия заготовки 13, в то же время, вращая также секторную деталь 28 вращаемого ролика, и в положении, соответствующем шестой панели, при этом секторная деталь 28 ударяет шестую панель и сгибает указанную шестую панель для выполнения ее сгибаемой.
[0040] Установочное средство 22 развертывает уплощенную заготовку 13 к цилиндрической заготовке 8, как показано на Фиг.1(С).
[0041] Подающее средство 23 вставляет цилиндрическую заготовку 8 с шестой панелью, сгибаемой в оправку средства 16, формирующего нижнюю часть.
Существует риск, что шестая панель, выполненная сгибаемой средством сгибания, может сохранять прямое положение на следующем этапе. Средство 23 подачи вставляет цилиндрическую заготовку 8 со сгибаемой шестой панелью в оправку средства 16 образования нижней части.
[0042] Вид в перспективе на Фиг.7 демонстрирует сгибаемую шестую панель на переднем конце средства 23 подачи по данному варианту выполнения.
Показан передний конец подающего конвейера 29 средства 23 подачи, противоположный оправке 28 средства 16 формирования нижней части. В первичном сгибающем механизме на подающем конвейере 29 обеспечен держатель. Цилиндрическая заготовка 8 (не показана на Фиг.7) расположена до держателя 30 подающего конвейера 29, и при перемещении цилиндрической заготовки 8 вдоль подающего конвейера 29 указанный держатель 30 следует за цилиндрической заготовкой 8. Первичный сгибающий блок 31 прикрепленным образом обеспечен далее подающего конвейера 29. Указанный первичный сгибающий блок 31 расположен непосредственно после оправки 28, так что цилиндрическая заготовка 8 передается от переднего конца подающего конвейера 29. При передаче цилиндрической заготовки 8 к оправке 28, указанный подающий конвейер 29 опускается для возврата в начальное положение, и, в результате, держатель также начинает перемещаться вниз. Когда держатель 30 проходит первичный сгибающий блок 31, между передним концом держателя 30 и передним концом первичного сгибающего блока 31 образуется узкий зазор. При перемещении держателя 30 вниз пятая панель 6 также следует за ним, и передний угол 31а первичного сгибающего блока 31 сгибает шестую панель 6 для удержания шестой панели сгибаемой. Указанный подающий конвейер 29 перемещается далее, и держатель 30 отклоняет оправку 28 и шестую панель 6.
[0043] Средство 16 формирования нижней части формирует нижнюю часть цилиндрической заготовки и емкость 14, имеющую отверстие и нижнюю часть.
Средство 16 формирования нижней части в данном варианте выполнения имеет несколько оправок, обеспеченных радиально на поворотном валу. Оправки зацеплены в емкостях через верхние отверстия, в то время когда указанные оправки непрерывно поворачиваются, нижние части емкостей на наружных краях оправок нагревают посредством нагревательной станции 32; нижние панели сгибают посредством станции 33 для сгибания панели; и нижние части емкости прижимают как изнутри, так и снаружи посредством поверхностей переднего края оправок и прессующих поверхностей, при этом емкости 14 соответственно имеют выполненные верхние отверстия и нижние части.
[0044] Средство 16 формирования нижней части передает заготовки посредством узла вращаемой заготовки, имеющего несколько оправок, радиально направленных наружу.
Указанные оправки поворачивают к нагревательной станции 32 для нагрева нижних панелей заготовок посредством подходящего нагревательного устройства. Это нагревательное устройство выдувает горячий воздух из сопла к нижним панелям. Указанные оправки поворачиваются к следующей станции 33 сгибания панели для сгибания нижних панелей, и на прессующей станции 34 формируют запечатанные нижние стенки емкостей.
[0045] Нагреватель для нагрева нижних панелей емкости указанной нагревательной станции 32 средства 16, формирующего нижнюю часть, описан со ссылкой на Фиг.8, показывающей вид сопла в перспективе.
Внутреннее сопло 35а и наружное сопло 35b нагревателя соответственно выдувают горячий воздух к внутренним поверхностям и наружным поверхностям нижних панелей (не показано на Фиг.8) для их нагрева.
Нагреватель приближается к переднему концу оправки, так что панель нижней части зацеплена в промежутке между собранным внутренним соплом 35а и наружным соплом 35b.
На Фиг.8 внутреннее сопло 35а нагревает внутреннюю поверхность первой панели 1b нижней части; внутреннее сопло 34а нагревает внутреннюю поверхность на четвертой панели 4b нижней части; наружное сопло 35b нагревает наружную поверхность второй панели 2b нижней части; и наружное сопло 35b нагревает внутреннюю поверхность третьей панели 3b нижней части.
[0046] в данном варианте выполнения сгибающий захват 36 обеспечен сверху на наружном сопле 35b3. Указанный сгибающий захват 36 выдвигает два острых захвата, направленные на третью панель 3b нижней части. Передние концы указанных захватов примыкают к поверхности сгибаемой шестой панели, и горячий воздух проходит между захватами и подается непосредственно к поверхности шестой панели для ее нагрева.
Шестая панель сгибается посредством сгибающего захвата 36 и имеет сгиб, фиксируемый путем нагрева.
[0047] Сгибание нижних панелей к передней поверхности 37 оправки на станции 33 формирования панелей описано со ссылкой на Фиг.8 и 10.
На Фиг.9 вторая панель 2b нижней части и четвертая панель 4b нижней части выполнены в форме треугольных клапанов посредством заплечиков 36а, 36а второй и четвертой панелей, сгибающих элементы 36, 36 в треугольные клапаны посредством поверхностей 2be, 4be нижнего края второй и четвертой панелей 2b, 4b нижней части, обращенных наружу и согнутых внутрь посредством заплечиков 361, 36b второй и четвертой панелей, сгибающих элементы 36, 36.
На Фиг.9 первая панель 1b нижней части и третья панель 3b нижней части не показаны.
[0048] До окончания сгибания второй панели 2b нижней части и четвертой панели 4b нижней части, начинают сгибание первой панели 1b нижней части, третьей панели 3b нижней части и шестой панели.
На Фиг.10 первую и третью панели 1b, 3b нижней сгибают посредством сгибающего элемента 36 первой панели и сгибающего элемента 38 третьей панели средства, формирующего нижнюю часть. На Фиг.10 не показана вторая панель нижней части и четвертая панель нижней части.
В данном варианте выполнения шестая панель 6 продолжается от стороны третьей панели 3b нижней части.
Третья панель 3b нижней части накладывается на наружные стороны второй панели 2b нижней части и четвертой панели 4b нижней части (не показана на Фиг.10) посредством сгибающего элемента 38 третьей панели, так что первая панель 1b нижней части располагается снаружи третьей панели 3b нижней части.
Первая панель 1b нижней части сгибается посредством сгибающего элемента 39 первой панели, так что первая панель 1b нижней части накладывается на наружную сторону третьей панели 3b нижней части.
Наружные стороны второй панели 2b нижней части и четвертой панели 4b нижней части покрываются первой панелью 1b нижней части и третьей панелью 3b нижней части. Соответствующие боковые стороны третьей панели 3b нижней части и шестой панели 6 покрываются первой панелью 1b нижней части.
[0049] На прессующей станции 34 средства 16, формирующего нижнюю часть, нижнюю часть 11 емкости прижимают снаружи и изнутри посредством поверхности 37 передней стороны оправки и прессующей поверхности 40.
В данном варианте выполнения прессующая поверхность 40 содержит плоскость 40а, противоположную наружной поверхности первой панели 1b нижней части, плоскость 40а, противоположную наружной поверхности первой панели 1b нижней части, плоскость 40с, противоположную наружной поверхности третьей панели 3b нижней части, выступающую поверхность 40b, имеющую плоскую верхнюю поверхность для образования широкого углубления вверх в нижней части 11 емкости, и несколько выступающих участков 40d.
С другой стороны, как показано на Фиг.9, передняя поверхность оправки имеет треугольный выступ 41 в положении, противоположном согнутой шестой панели и на внутренней поверхности емкости.
Как показано на Фиг.4, треугольные клапаны второй и четвертой панелей 2b, 4b нижней части образуют треугольный уступ Н на внутренней поверхности емкости. Указанный треугольный выступ 42 вставляют в треугольный уступ Н и нажимают на согнутую шестую панель для образования прочного уплотнения.
[0050] В данном варианте выполнения наполнительное средство 17 наполняет емкость жидким пищевым продуктом, таким как молоко, соки и т.д. через отверстие.
Емкость имеет уже образованные боковые стенки и нижнюю часть.
[0051] В данном варианте выполнения верхнее отверстие верхнего запечатывающего средства 18 емкости 10 нагревают и прижимают для термозапечатывания.
Упаковочное и наполнительное устройство содержит стерилизационное средство для стерилизации внутренней поверхности и внутренней части емкости посредством стерилизующего раствора, такого как жидкость с перекисью водорода или другого, или высокоэнергетического пучка, такого как луч ультрафиолета, электронный луч или другие; первичное средство нагрева для упрощения термозапечатывания; и средство замещения газообразного азота для наполнения верхнего пространства емкости, наполненного жидкой пище, газообразным азотом.
[0052] В данном варианте выполнения шестую панель точным образом сгибают для закрепления нижней части емкости.
В данном варианте выполнения обеспечено упаковочное/наполнительное устройство, бумажная емкость и заготовка, делающие шестую панель легко сгибаемой до этапа формирования нижней части и позволяющие согнутому участку обеспечить достаточную длину, необходимую для защиты внутренней поверхности упаковочного материала.
[0053] Настоящее изобретение не ограничено раскрытым вариантом выполнения и может быть различным образом изменено на основании концепции настоящего изобретения, и модификации и варианты не исключены из объема настоящего изобретения.
Промышленная применимость
[0054] Настоящее изобретение применимо в производстве для упаковки/наполнения жидкой пищей.
Ссылочные позиции
1 - первая панель
2 - вторая панель
3 - третья панель
4 - четвертая панель
6 - шестая панель
9 - бумажная емкость
12, 13 - заготовка
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА И НАПОЛНИТЕЛЬНОЕ УСТРОЙСТВО, БУМАЖНАЯ ЕМКОСТЬ И ЗАГОТОВКА | 2014 |
|
RU2666745C2 |
| УПАКОВОЧНАЯ КОНСТРУКЦИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ УПАКОВОЧНОЙ КОНСТРУКЦИИ | 2012 |
|
RU2598996C2 |
| УПАКОВОЧНАЯ ЕМКОСТЬ И ЗАГОТОВКА ДЛЯ УПАКОВОЧНОЙ ЕМКОСТИ | 2013 |
|
RU2629094C2 |
| КОРОБКА С ВЫЛИВНЫМ НОСИКОМ | 2004 |
|
RU2358887C2 |
| ЕМКОСТЬ С УКУПОРОЧНЫМ СРЕДСТВОМ | 2011 |
|
RU2622781C2 |
| ЛИСТОВОЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПЕЧАТАННЫХ УПАКОВОК ДЛЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2015 |
|
RU2713353C2 |
| ЖЕСТКАЯ УПАКОВКА С ШАРНИРНОЙ КРЫШКОЙ, СПОСОБ УПАКОВКИ И МАШИНА ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2011 |
|
RU2534983C2 |
| СПОСОБ НАНЕСЕНИЯ ОТКРЫВНОГО ПРИСПОСОБЛЕНИЯ НА УПАКОВОЧНОЙ МАТЕРИАЛ И УПАКОВКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2270795C2 |
| УПАКОВОЧНЫЙ МАТЕРИАЛ | 2015 |
|
RU2692836C2 |
| УПАКОВОЧНАЯ ЕМКОСТЬ С ЗАХВАТНОЙ ОПОРНОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2705141C2 |
Группа изобретений относится к упаковке и наполнительному устройству, бумажной емкости и заготовке для использования при упаковке и наполнении их жидким пищевым продуктом. Группа изобретений обеспечивает упаковочное и наполнительное средство, бумажную емкость и заготовку, в которых шестая панель может быть легко приведена в сгибаемое состояние до этапа выполнения нижней части для получения достаточной длины согнутого участка, необходимой для защиты конечной поверхности упаковочного материала. Заготовка бумажной емкости, выполненная упаковочным и наполнительным устройством, имеет верхнюю часть, нижнюю часть и цилиндрический основной корпус, имеющий четыре боковые стенки и квадратное поперечное сечение, образуемые посредством упаковочного и наполнительного устройства. Указанное упаковочное и наполнительное устройство содержит загрузочное средство для извлечения заготовки и загрузки цилиндрической заготовки, средство формования нижней части, предназначенное для формования нижней части цилиндрической заготовки и формирования емкости, наполнительное средство для наполнения емкости жидким пищевым продуктом через верхнее отверстие и средство запечатывания верхней части для термозапечатывания верхнего отверстия. Использование группы изобретений позволит обеспечить упаковку жидких пищевых продуктов. 3 н.п. ф-лы, 12 ил.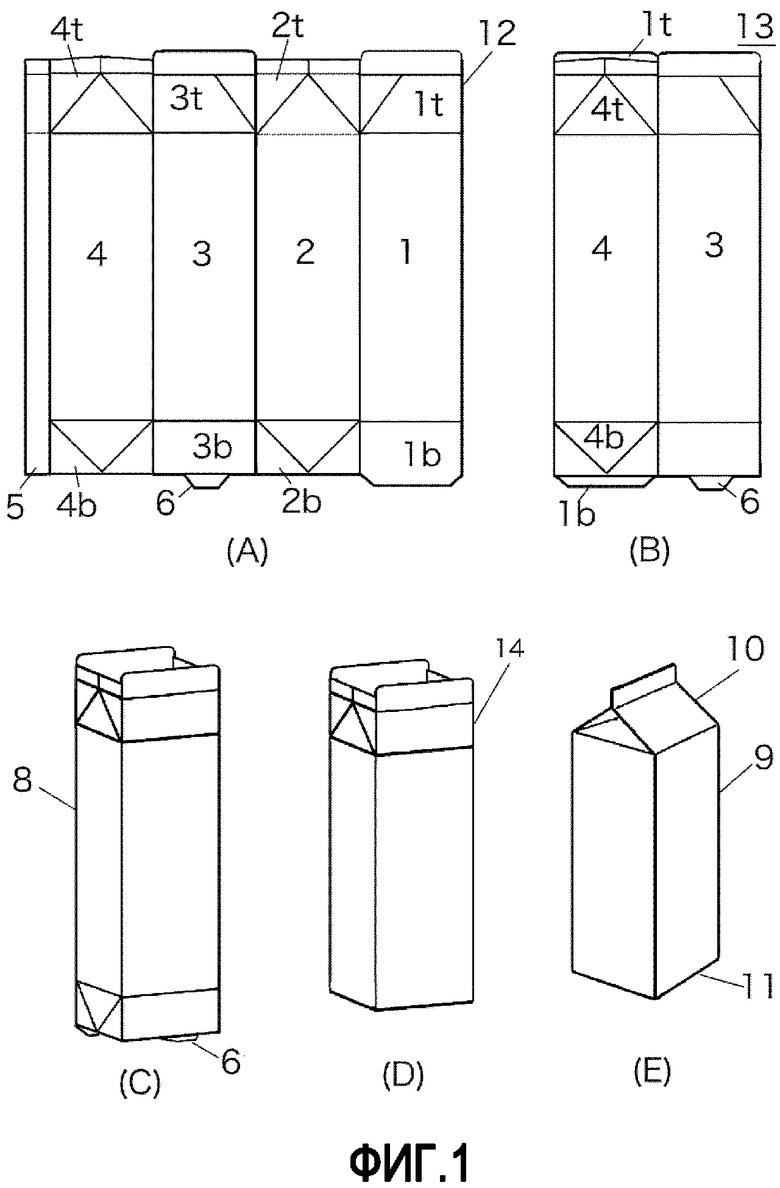
1. Упаковочное и наполнительное устройство для формирования бумажной емкости, содержащей цилиндрический корпус, имеющий четыре боковых стенки и по существу квадратное поперечное сечение, верхнюю часть и нижнюю часть,
при этом
бумажная емкость формируется из заготовки, выполненной путем разрезания лентообразного упаковочного материала, выполненного по меньшей мере из наружного термопластикового слоя, бумажного слоя и внутреннего термопластикового слоя;
заготовка имеет развернутую форму бумажной емкости и линии сгиба;
заготовка включает первую панель нижней части и третью панель нижней части, продолжающиеся от соответствующих нижних сторон первой панели и третьей панели, составляющих одну пару из двух боковых стенок емкости, противоположных друг другу; а также вторую панель нижней части и четвертую панель нижней части, продолжающиеся от соответствующих нижних сторон второй панели и четвертой панели, составляющих другую пару из двух боковых стенок емкости, противоположных друг другу;
третья панель нижней части имеет шестую панель, частично продолжающуюся от центра нижней стороны указанной третьей панели нижней части;
шестая панель имеет ширину, составляющую 15-65% общей длины нижней стороны третьей панели нижней части, и высоту, упрощающую сгибание;
заготовка содержит несколько панелей верхней части, соответствующих верхней части бумажной емкости;
нижняя часть бумажной емкости формируется путем сгибания шестой панели наружу; сгибания второй панели нижней части и четвертой панели в треугольные клапаны с нижними поверхностями второй и четвертой панелей нижней части, обращенными наружу и сгибающими вторую и четвертую панели нижней части внутрь; укладывания первой панели нижней части и третьей панели нижней части на наружные стороны второй панели нижней части и четвертой панели нижней части, так что первая панель нижней части расположена снаружи третьей панели нижней части, и прижатия изнутри и снаружи, а также термозапечатывания;
упаковочное и наполнительное устройство по меньшей мере содержит загрузочное средство для извлечения одной из группы, состоящей из нескольких вертикально запечатанных и уплощенных заготовок; средство формирования нижней части цилиндрической заготовки для формирования емкости, имеющей верхнее отверстие и нижнюю часть; наполнительное средство для наполнения жидкого пищевого продукта через верхнее отверстие; и средство запечатывания верхней части для термозапечатывания верхнего отверстия;
загрузочное средство содержит извлекающее средство, которое извлекает заготовку и имеет средство обеспечения сгибаемости, которое сгибает шестую панель наружу и делает шестую панель сгибаемой; установочное средство для развертывания уплощенной заготовки в цилиндрическую заготовку; и средство подачи, вставляющее оправку формирующего нижнюю часть средства в цилиндрическую заготовку с шестой панелью, выполненной сгибаемой;
средство обеспечения сгибаемости является секторной деталью, обеспеченной на валу вращаемого ролика, принимающего и передающего извлеченную заготовку, и обеспеченной в положении, соответствующем шестой панели;
средство подачи содержит держатель, перемещающийся вместе с шестой панелью цилиндрической заготовки, и первичный сгибающий блок, прикрепленный в положении непосредственно до оправки, и при перемещении держателя вниз шестая панель также следует за сгибаемым держателем с углами переднего конца указанного первичного сгибающего блока;
нагревательная станция формирующего нижнюю часть средства содержит сопловую поверхность нагрева для нагрева панели нижней части емкости и сгибающий захват, обеспеченный на сопловой поверхности для нагрева внутренней поверхности третьей панели нижней части, при этом два заостренных захвата направлены к третьей панели нижней части; и
прессующая станция формирующего нижнюю часть средства прессует нижнюю часть емкости снаружи и изнутри посредством передней поверхности оправки и прессующей поверхности и содержит треугольный выступ, обеспеченный на передней поверхности оправки в положении, соответствующем шестой панели, и примыкающий к положению, в котором третья панель нижней части является открытой на внутренней поверхности емкости, посредством чего
шестая панель сгибается, и нижняя часть емкости может быть выполнена надежным образом.
2. Бумажная емкость, имеющая цилиндрический корпус, имеющий четыре боковые стенки и по существу квадратное поперечное сечение, и верхнюю и нижнюю части, сформированные посредством упаковочного и наполнительного устройства,
при этом
бумажная емкость формируется из заготовки, выполненной путем разрезания лентообразного упаковочного материала, выполненного по меньшей мере из наружного термопластикового слоя, бумажного слоя и наружного термопластикового слоя;
заготовка имеет развернутую форму бумажной емкости и линии сгиба;
заготовка включает первую панель нижней части и третью панель нижней части, продолжающиеся от соответствующих нижних сторон первой панели и третьей панели, составляющих одну пару из двух боковых стенок емкости, противоположных друг другу; а также вторую панель нижней части и четвертую панель нижней части, продолжающиеся от соответствующих нижних сторон второй панели и четвертой панели, составляющих другую пару из двух боковых стенок емкости, противоположных друг другу;
третья панель нижней части имеет шестую панель, частично продолжающуюся от центра нижней стороны указанной третьей панели нижней части;
шестая панель имеет ширину, составляющую 15-65% общей длины нижней стороны третьей панели нижней части, и высоту, упрощающую сгибание;
заготовка содержит несколько панелей верхней части, соответствующих верхней части бумажной емкости;
нижняя часть бумажной емкости формируется путем сгибания шестой панели наружу; сгибания второй панели нижней части и четвертой панели в треугольные клапаны с нижними поверхностями второй и четвертой панелей нижней части, обращенными наружу и сгибающими вторую и четвертую панели нижней части внутрь; укладывания первой панели нижней части и третьей панели нижней части на наружные стороны второй панели нижней части и четвертой панели нижней части, так что первая панель нижней части расположена снаружи третьей панели нижней части, и прижатия изнутри и снаружи, а также термозапечатывания;
упаковочное и наполнительное устройство по меньшей мере содержит загрузочное средство для извлечения одной из группы, состоящей из нескольких вертикально запечатанных и уплощенных заготовок; средство формирования нижней части цилиндрической заготовки для формирования емкости, имеющей верхнее отверстие и нижнюю часть; наполнительное средство для наполнения жидкого пищевого продукта через верхнее отверстие; и средство запечатывания верхней части для термозапечатывания верхнего отверстия;
загрузочное средство содержит извлекающее средство, которое извлекает заготовку и имеет средство обеспечения сгибаемости, которое сгибает шестую панель наружу и делает шестую панель сгибаемой; установочное средство для развертывания уплощенной заготовки в цилиндрическую заготовку; и средство подачи, вставляющее оправку формирующего нижнюю часть средства в цилиндрическую заготовку с шестой панелью, выполненной сгибаемой;
средство обеспечения сгибаемости является секторной деталью, находящейся на валу вращаемого ролика, принимающего и передающего извлеченную заготовку, и находящейся в положении, соответствующем шестой панели;
средство подачи содержит держатель, перемещающийся вместе с шестой панелью цилиндрической заготовки, и первичный сгибающий блок, прикрепленный в положении непосредственно до оправки, и при перемещении держателя вниз шестая панель также следует за сгибаемым держателем с углами переднего конца указанного первичного сгибающего блока;
нагревательная станция формирующего нижнюю часть средства содержит сопловую поверхность нагрева для нагрева панели нижней части емкости и сгибающий захват, обеспеченный на сопловой поверхности для нагрева внутренней поверхности третьей панели нижней части, при этом два заостренных захвата направлены к третьей панели нижней части; и
прессующая станция формирующего нижнюю часть средства прессует нижнюю часть емкости снаружи и изнутри посредством передней поверхности оправки и прессующей поверхности и содержит треугольный выступ, обеспеченный на передней поверхности оправки в положении, соответствующем шестой панели, и примыкающий к положению, в котором третья панель нижней части является открытой на внутренней поверхности емкости, посредством чего
согнутая шестая панель располагается между первой панелью нижней части и третьей панелью нижней части и боковые поверхности соответствующих панелей нижней части и шестая панель не открыты на внутренней поверхности нижней части емкости.
3. Заготовка для бумажной емкости, имеющей цилиндрический корпус, имеющий четыре боковые стенки и по существу квадратное поперечное сечение, и верхнюю и нижнюю части, сформированные посредством упаковочного и наполнительного устройства, причем
бумажная емкость формируется из заготовки, выполненной путем разрезания лентообразного упаковочного материала, выполненного по меньшей мере из наружного термопластикового слоя, бумажного слоя и наружного термопластикового слоя;
при этом
заготовка имеет развернутую форму бумажной емкости и линии сгиба;
заготовка включает первую панель нижней части и третью панель нижней части, продолжающиеся от соответствующих нижних сторон первой панели и третьей панели, составляющих одну пару из двух боковых стенок емкости, противоположных друг другу; а также вторую панель нижней части и четвертую панель нижней части, продолжающиеся от соответствующих нижних сторон второй панели и четвертой панели, составляющих другую пару из двух боковых стенок емкости, противоположных друг другу;
третья панель нижней части имеет шестую панель, частично продолжающуюся от центра нижней стороны указанной третьей панели нижней части;
шестая панель имеет ширину, составляющую 15-65% общей длины нижней стороны третьей панели нижней части, и высоту, упрощающую сгибание; и
заготовка содержит несколько панелей верхней части, соответствующих верхней части бумажной емкости.
| JP H03182330 A, 08.08.1991 | |||
| US 3412922 A, 26.11.1968 | |||
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КАРТОННОЙ КОРОБКИ С ПРИПОДНЯТЫМ ДОНЫШКОМ | 1998 |
|
RU2200665C2 |
| JP 2007283766 A, 01.11.2007. | |||

