Область техники
Настоящее изобретение относится к упаковочной конструкции, выполненной из многослойного картонного материала, содержащего средний слой, первый наружный слой, прикрепленный к среднему слою, и второй наружный слой, прикрепленный к среднему слою, причем указанная упаковочная конструкция образует нижнюю сторону, верхнюю сторону и несколько боковых панелей, соединяющих указанную нижнюю сторону и указанную верхнюю сторону так, что образуют закрытую структуру, при этом, по меньшей мере, один край образован между смежными боковыми панелями.
Настоящее изобретение также относится к способу изготовления упаковочной конструкции.
Уровень техники
В настоящее время существует потребность в упаковках, коробках и емкостях, структурированных уникальным образом, а также имеющих конструкции, выполненные для привлечения покупателей, например, в форме разработки привлекающих внимание упаковок для точек продажи. Примерами таких упаковок являются упаковки цилиндрической или эллиптической формы или упаковки, имеющие закругленные стороны или края.
В настоящее время упаковочные конструкции могут быть выполнены из плоского картона или различных видов гофрированного картона. Недостаток этих материалов заключается в том, что они не допускают изгиб упаковки без затруднений. Например, упаковки, выполненные из плоского картона или двустороннего гофрированного картона, редко имеют закругленные края, поскольку тяжелый плоский картон и двусторонний гофрированный картон деформируются (образуют излом) при сгибании на малый радиус. Плоский картон можно согнуть в некоторой степени, но для стабильности этого недостаточно, по сравнению с двусторонним гофрированным картоном. Плоский картон не обеспечивает смягчающих свойств, в отличие от гофрированного картона. Плоский картон и гофрированный картон с одной плоской стороной являются недостаточными для устойчивости. Из-за недостатка стабильности гофрированный картон с одной плоской стороной не подходит для трансформирующих операций.
Гофрированный картон можно согнуть в некоторой степени, но полученное натяжение картона вызывает риск заломов в любой момент при обращении, когда его могут согнуть немного больше. Некоторые из видов сегодняшнего гофрированного картона можно согнуть в изогнутую форму, имеющую радиус примерно 400-440 мм при сгибании перпендикулярно гофрированным трубкам.
Гофрированный картон с одной плоской стороной можно согнуть на малый радиус, но из-за недостатка устойчивости гофрированный картон с одной плоской стороной не подходит для трансформирующих операций. Без внутренней облицовки производительность коробки, выполненной из такого материала, будет низкой (то есть прочность при штабелировании и транспортировке). Кроме того, гофрированный картон с одной плоской стороной имеет только одну плоскую сторону, подходящую для печати. Указанный гофрированный слой гофрированного картона с одной плоской стороной не является типичным для наружной стороны или внутренней стороны упаковки.
Упаковка, которая должна выдерживать нагрузки, вызванные транспортировкой, перегрузкой и обращением, должна иметь определенные требования к выполнению. Для хранения и транспортировки важно иметь достаточную прочность при штабелировании, а также достаточную прочность и устойчивость к транспортировочным нагрузкам. Способность упаковки выдерживать транспортировочные нагрузки обозначена здесь как устойчивость в процессе перемещения. Кроме того, для защиты содержимого упаковки от механических ударов часто важно, чтобы упаковка обеспечивала амортизирующие свойства. Прочность при штабелировании может быть измерена пробой на сжатие коробки (ISO 12048) и измеряет, сколько нагрузки может принять упаковка на верхнюю часть до того, как боковые панели начинают деформироваться. Этот уровень устойчивости упаковок в процессе перемещения можно протестировать в лабораторных условиях, а также можно протестировать, например, путем загрузки грузовика упаковками и после этого их перевозки какое-то время с использованием ускорения и снижения скорости.
В уровне техники известно, что путем использования дополнительного материала можно усилить края упаковки для улучшения результата тестирования на сжатие упаковки. Края особенно являются целью усиления, поскольку на них приходится наибольшая часть нагрузки, когда упаковки штабелированы друг на друге. Однако такое усиление приводит к улучшенному использованию материала, что подразумевает более высокие затраты и более тяжелые упаковки, что, в конечном итоге, может влиять на прибыльность и окружающую среду. Кроме того, решения по уровню техники не обеспечивают какого-либо хорошего решения для обеспечения изогнутых форм для внедрения новых упаковок с изогнутой формой (например, с закругленными боковыми панелями или изогнутыми краями между боковыми панелями) для привлечения покупателей, например, в условиях точки продаж.
Например, существует ряд известных видов упаковок, например так называемых блистерных упаковок, снабженных усиленными углами для принятия высоких сжимающих нагрузок, то есть емкость получает высокую прочность при штабелировании.
Существуют бумажные упаковки в форме цилиндрической трубки, но эти упаковки нельзя доставлять в виде плоских заготовок, что означает, что транспортировка этих упаковок неэффективна. Относительно вторичного использования пользователю также может быть сложно обращаться с цилиндрическими трубками, поскольку их нельзя согнуть без повреждения материала.
Таким образом, существует потребность в улучшенной и визуально привлекательной упаковочной конструкции, которая может составлять упаковку цилиндрической формы, упаковку с изогнутыми боковыми панелями или с закругленными краями между смежными боковыми панелями, которую можно транспортировать в качестве плоской заготовки. Также существует потребность в упаковочной конструкции, минимизирующей использование материала, но также обеспечивающей высокий результат при тестировании на сжатие и устойчивость при транспортировке.
Сущность изобретения
Задачей настоящего изобретения является обеспечение упаковочной конструкции с изогнутыми боковыми панелями или закругленными краями между смежными боковыми панелями, имеющей меньший вес, хорошие результаты тестирования на сжатие и стабильность при транспортировке, а также привлекательную форму для привлечения внимания потребителей (например, в ситуации в точке продаж).
Дополнительной задачей настоящего изобретения является обеспечение упаковочной конструкции с изогнутыми боковыми панелями или закругленными краями между смежными боковыми панелями, которую можно транспортировать в виде плоской заготовки.
Эта задача достигается путем упаковочной конструкции, как указано ранее, в которой второй наружный слой имеет меньшую жесткость при изгибе, согласно ISO 5628, чем первый наружный слой, так что указанный картон является сгибаемым наружу только в направлении, в котором обращен второй слой, при этом указанная упаковочная конструкция образована, по меньшей мере, с одной изогнутой боковой панелью и/или, по меньшей мере, с одним закругленным краем.
Термин «плавно сгибаемый» или просто «сгибаемый» относится в данном контексте к физической форме картонного материала, представляющего непрерывную, в общем равномерную и правильную изогнутую форму, в общем без каких-либо неровностей, сгибов или прерывания в изгибе.
Изогнутые боковые панели упаковки имеют преимущество по сравнению с прямыми панелями по тестированию на сжатие и стабильность при транспортировке. Это происходит благодаря основным структурным принципам, предполагающим, что изогнутые панели относительно больше устойчивы к изгибу, по сравнению с плоскими, и по этой причине изогнутые панели обеспечивают большую относительную прочность, по сравнению со структурами, состоящими из плоских панелей. В этом отношении дана ссылка на публикацию «Поведение при изгибе в аксиальном сжатии слегка изогнутых панелей, включая эффект деформируемости сдвигов», Int. J. Solids Struct. 4 (1968), pp.; G.G. Pope.
Панель изогнутой формы является предпочтительной при верхней нагрузке, а также при горизонтальном срезе, что относится к стабильности при транспортировке. Упаковка, имеющая, например, цилиндрическую форму или овальную форму, соответственно, обеспечивает высокий результат тестирования на сжатие и при тестировании на транспортировку.
Кроме того, изогнутые панели или закругленные края предотвращают скручивание упаковочной конструкции, что улучшает обращение с ней.
В данном изобретении обеспечена улучшенная упаковочная конструкция, с помощью которой может быть удовлетворена потребность в упаковках, имеющих эстетически привлекательную конструкцию, то есть в упаковках, имеющих, например, круглую или овальную форму, или практически любую форму, включая закругленные края и/или изогнутые боковые панели. Кроме того, изобретение обеспечивает улучшенное соотношение прочности и веса упаковки. Например, путем введения изогнутых краев между смежными боковыми панелями, можно сохранить высокую массу наружного слоя для обеспечения поверхности для печати высокого качества и минимизировать массу внутреннего слоя, сохраняя прочность при штабелировании.
Один возможный способ для введения изогнутых боковых панелей заключается в введении вогнутых боковых панелей, придающих упаковке форму символа бубен в колоде игральных карт. В случае такого дизайна важно отметить, что верхняя и нижняя стороны должны быть обеспечены как раздельные части, которые необходимо склеить для образования готовой упаковки.
Круглая форма может не быть самой оптимальной упаковкой относительно степени наружного наполнения. Степень наружного наполнения соответствует тому, в какой степени грузовики или емкости наполнены товарами, упаковками или готовыми продуктами. Сходное ограничение существует относительно степени внутреннего наполнения. Степень внутреннего наполнения соответствует тому, сколько внутреннего пространства упаковки наполнено содержимым в виде продукта. Степень внутреннего наполнения зависит от вида продукта, который нужно поместить в упаковку. Для упаковки с круглым поперечным сечением степень внутреннего наполнения для продуктов, имеющих квадратное поперечное сечение, не оптимальна.
Поскольку наибольшая нагрузка приходится на углы, компромиссным решением для получения достаточной степени наполнения является введение краев изогнутой формы. По сравнению с совместно упакованными упаковками круглой формы, совместно упакованные упаковки квадратной формы с закругленными краями образуют меньше неиспользованного пространства.
Отличительное свойство настоящего изобретения в том, что пустые упаковки можно транспортировать в виде плоских заготовок, что означает, что степень наружного наполнения высокая, вызывая, таким образом, экономически эффективную транспортировку ненаполненных упаковок (то есть транспортировку пустых упаковок с завода по производству упаковок до производителя продукта, наполняющего упаковки содержимым). Даже если производственные соединения упаковок запечатаны, возможна их транспортировка в виде плоских заготовок.
Конструкция упаковки по изобретению может быть дополнительно согнута подходящим образом для эффективной транспортировки, когда необходима перевозка ряда заготовок. Благодаря тому факту, что материал упаковки можно сгибать, биговка от таких сгибов очень ограничена (или даже не видна), когда упаковка разложена, то есть развернута для принятия ее предусмотренной формы. Особенно в случае когда сгибание выполнено на плоской боковой панели упаковочной конструкции (см. Фиг. 6 ниже), в противоположность, например, круглой или овальной боковой панели.
Биговка от сгибания (для уплощения) не влияет или только минимально влияет на показатели тестирования на сжатие, поскольку разделительные линии расположены в том же вертикальном направлении, что и усилие, возникающее от загрузки упаковок друг на друга.
Можно использовать новые упаковочные схемы, когда круглые упаковки, содержащие продукты, совместно упакованы с упаковкой в форме бубен, для оптимизации степени наружного наполнения при транспортировке.
Для обеспечения панелей изогнутой формы или закругленных краев между смежными боковыми панелями существует необходимость в сгибаемом материале, например плавно сгибаемом картоне. Такой материал подробно описан ниже. В отношении жесткости при сгибании измерения выполнены согласно ISO 5628.
Термин «плавно сгибаемый» обозначен как способность материала сгибаться по ровному и непрерывному радиусу, в этом случае - способность первого наружного слоя сгибаться по ровному и непрерывному радиусу. После сгибания первого наружного слоя указанный первый наружный слой не должен образовывать каких-либо нарушений, таких как, например, изломы (заломы, углы). Вместо этого конечная закругленная или изогнутая форма первого наружного слоя упаковки должна иметь непрерывный и ровный вид без каких-либо изломов или неизогнутых участков вдоль изгиба.
Некоторые из сегодняшнего гофрированного картона можно сгибать в изогнутую форму, имеющую радиус примерно 400-440 мм при изгибе перпендикулярно гофрированным трубкам. С использованием этого материала, кроме недостижения радиуса менее 400 мм, существует несколько других недостатков, связанных со сгибанием сегодняшнего гофрированного картона перпендикулярно гофрированным трубкам. Поскольку достаточно много усилия требуется для сгибания материала, изломы легко возникают при приближении к радиусу 400 мм. Для получения круглой формы, имеющей такой радиус, требуется лист гофрированного картона с длиной 2760 мм, исключающих какое-либо необходимое наложение. Такой размер листа недоступен на сегодняшний день.
Из-за жесткости гофрированного картона также сложно соединить концы материала таким образом, чтобы получить приемлемую круглую форму. Другая проблема относительно сгибания материала перпендикулярно гофрированным трубкам заключается в том, что материал получает меньшую жесткость при сгибании в вертикальном направлении. Следовательно, максимальная нагрузка, которую может выдержать определенная упаковочная конструкция, несколько ограничена. Если гофрированный картон вместо этого сгибают вдоль гофрированных трубок, радиус должен быть примерно в 3-4 раза больше для избегания заломов.
Изобретение предпочтительно использует плавно сгибаемый картон, в котором средний слой предпочтительно, но необязательно, гофрированный, то есть содержит желобки. Однако описание для наружных слоев пригодно для случаев, когда средний слой содержит материал, отличный от желобков, такой как, например, термоформуемая центральная часть.
Одно состояние для получения равномерного и постоянного радиуса заключается в том, что второй наружный слой должен деформироваться между каждой верхней точкой гофрированного среднего слоя, когда материал подвергается сгибанию в сгибаемом направлении. Когда каждый участок второго наружного слоя подвергается деформации, сгибание может распределяться по каждому участку материала. Вышеуказанное можно теоритически описать уравнением Эйлера для четвертого случая изгиба:
 (Уравнение 1),
(Уравнение 1),
в котором
Pk = усилие изгиба, то есть усилие, возникающее, когда материал начинает сгибаться,
EI = жесткость материала при изгибе, и
λ = длина между двумя верхними точками гофрированного среднего слоя, то есть длина между точками крепления желобков к второму наружному слою.
Когда плавно сгибаемый картон, указанный выше, подвергается сгибанию, указанный материал во втором наружном слое начинает прогибаться между верхними точками гофрированного среднего слоя, если жесткость при изгибе второго наружного слоя достаточно низкая.
Если жесткость при изгибе второго наружного слоя слишком высока, указанный второй наружный слой разрушается вместо этого, то есть получает излом, когда приложенное усилие Pk преодолевает прочность материала к сжатию согласно кратковременному тестированию на сжатие по ISO 9895, далее обозначенной как SCT. В случае слишком высокой жесткости при изгибе второго наружного слоя, указанный второй наружный слой не подвергается деформации, и, следовательно, материал необязательно сгибается по ровному и непрерывному радиусу.
Если жесткость при изгибе первого наружного слоя достаточно высока, даже хотя второй наружный слой не подвергается деформации, все еще можно сгибать материал в более или менее точную изогнутую форму. Однако результат не настолько хорош, как если подвергать второй наружный слой деформации.
Для получения подвергания участков второго наружного слоя деформации прочность сжатия (SCT) второго наружного слоя должна быть выше деформации Pk (измеряемого в N/m), то есть Pk<SCT.
Используя это неравенство и переформулировав уравнение 1, получаем:
 (Уравнение 2)
(Уравнение 2)
EI второго наружного слоя = жесткость при изгибе второго наружного слоя.
Для получения материала, сгибаемого по ровному непрерывному радиусу, требуется второе состояние. Жесткость при изгибе второго наружного слоя должна быть ниже жесткости при изгибе первого наружного слоя. Когда плавно сгибаемый картон подвергают сгибанию, второй наружный слой должен деформироваться внутрь сгиба между верхними точками гофрированного среднего слоя. От места, где приложен момент изгиба, будет зависеть, где второй наружный слой начнет изгибаться или сгибаться. Если жесткость при изгибе второго наружного слоя слишком высока относительно первого наружного слоя, материал не сгибается по ровному непрерывному радиусу. Высокая жесткость при изгибе второго наружного слоя требует высокого момента изгиба для изгибания/сгибания второго наружного слоя и, таким образом, плавно сгибаемого картона. Когда второй наружный слой начинает изгибаться/сгибаться между двумя верхними точками желобков среднего слоя, то есть имеет высокий момент приложения сил, указанный первый наружный слой легко изгибается, если его жесткость при изгибе недостаточно высока, благодаря резкому сокращению жесткости при изгибе второго наружного слоя при изгибе второго наружного слоя. Когда первый наружный слой получает излом, материал не сгибается по ровному непрерывному радиусу. Если второй наружный слой изогнут, то есть согнут, между двумя верхними точками гофрированного среднего слоя, разница относительно требуемого моменты между изгибанием/сгибанием следующего участка второго наружного слоя и повторным изгибанием/сгибанием уже согнутого участка второго наружного слоя должна быть, насколько возможно, минимальной.
Следовательно, снижение жесткости при сгибании второго наружного слоя между двумя верхними точками после изгибания/сгибания должно быть, насколько возможно, минимальным. Однако, если первый наружный слой имеет более высокую жесткость при изгибе, допустима более высокая жесткость при изгибе второго наружного слоя.
Если все участки второго наружного слоя подвергнуты деформации и жесткость при изгибе первого наружного слоя достаточно высока, по сравнению с вторым наружным слоем (как указано выше), плавно сгибаемый картон изгибается по ровному и непрерывному радиусу. Однако разные участки второго наружного слоя в конечном счете получают изломы при сокращении диаметра изгиба. Эти изломы не влияют на функции материала. Однако, если второй наружный слой некоторым образом открыт для потребителей, с точки зрения дизайна предпочтительно отсутствие изломов. Для избегания изломов требуется следующее состояние:
 (уравнение 3),
(уравнение 3),
в котором
 (уравнение 4),
(уравнение 4),
в котором
E*=E×t,
 ,
,
E = модуль упругости,
t = толщина второго наружного слоя,
R0 = радиус изгиба при измерении до второго наружного слоя,
T = толщина всего картона, то есть расстояние между наружной поверхностью первого наружного слоя и наружной поверхностью второго наружного слоя.
Поскольку обе стороны плавно сгибаемого картона, используемого в конструкции по изобретению, имеют ровные поверхности, в отличие от гофрированного одноповерхностного картона (с одной ровной стороной и желобками на другой из сторон), плавно сгибаемый картон менее склонен застревать в перерабатывающем оборудовании.
По сравнению с гофрированным одноповерхностным картоном, плавно сгибаемый картон, описанный здесь, является совместимым с традиционным перерабатывающим оборудованием, таким как печатное и высекающее.
Другие возможные применения могут заключаться в использовании встроенного пружинного элемента, поскольку материал возвращается в его начальное положение, для получения «интеллектуально» открываемых устройств, таких как самооткрывающиеся упаковки.
Кроме того, можно получить конструкции и дизайны с единственным изгибом, использующие плавно сгибаемый картон по сравнению с обычным гофрированным картоном или картоном без деформации материала. Это может быть интересным в контексте упаковки, поскольку возможность выполнения изогнутой формы с малым радиусом может быть привлекательной для потребителей.
Плавно сгибаемый картон может иметь средний слой, являющийся гофрированным слоем, содержащим желобки. Плавно сгибаемый картон может быть изгибаемым наружу только в направлении, в котором обращен второй слой, где направление обычно перпендикулярно желобкам среднего слоя.
Плавно сгибаемый картон может иметь жесткость при изгибе второго наружного слоя, выбранную так, что каждый участок второго наружного слоя проявляет деформацию по уравнению:
 .
.
Первый и/или второй наружный слой может быть выполнен из материала, имеющего поверхность, пригодную для печати.
Как указано выше, одно из применений плавно сгибаемого картона заключается в его использовании в упаковочной конструкции. Наличие поверхностей, приспособленных для этого, упрощает изготовление и обращение.
Первый наружный слой может быть выполнен из облицовочного картона, бумаги или пластика, или ламинированного материала из любых двух или более из прокладки, бумаги или пластика, или составного материала. Это применяется при условии выполнения определенных требований к различным слоям, как описано выше и как дополнительно описано далее.
Эти материалы демонстрируют желаемые показатели жесткости при изгибе первого наружного слоя и являются легко приспосабливаемыми для выполнения определенных требований, необходимых для изменения плавно сгибаемого картона для различного использования. Например, допустим любой вид печатной поверхности, как прикрепляемой непосредственно к желобкам, так и ламинированной сверху другой поверхности, прикрепленной к желобкам или другой форме среднего слоя. В зависимости от показателей (например, массы) картона и предусмотренного радиуса изгиба (примеры минимального радиуса картона можно видеть в Таблице 1 ниже) виды картона можно использовать в качестве первого наружного слоя.
Второй наружный слой может быть выполнен из одного из картона прокладки, бумаги или пластика, или ламинированного материала из двух или более из прокладки, бумаги или пластика, или составного материала, при условии, что выполнены определенные требования относительно различных слоев.
Первый наружный слой и/или второй наружный слой может быть выполнен из одного из высокосортной бумаги, суперкаландровой бумаги, глазированной с одной стороны бумаги, жиростойкой бумаги, газетной бумаги или бумаги машинной отделки, прокладочного материала, металлической фольги, металлизированной пленки, или составного материала, или ламинированного материала из любых двух или более из высокосортной бумаги, суперкаландровой бумаги, глазированной с одной стороны бумаги, жиростойкой бумаги, газетной бумаги или бумаги машинной отделки, прокладочного материала, металлической фольги, металлизированной пленки или составного материала, такого как полимеры, усиленные целлюлозными волокнами (например, включающие наноцеллюлозу).
Эти материалы демонстрируют желаемые показатели жесткости при изгибе второго наружного слоя и являются легко приспосабливаемыми для выполнения различных требований, необходимых для изменения плавно сгибаемого картона для различного использования.
Гофрированный средний слой может содержать любой из размеров желобка А, B, C, D, E, F, G или K или состоять из некоторых других подходящих материалов сердцевины, таких как термоформуемая структурированная сердцевина, содержащая полости. Он может быть, например, материалом сердцевины с чашеобразными отпечатками (точечная опора). Термоформуемая сердцевина может образовывать непрерывный средний слой или может образовывать средний слой, в котором термоформуемый материал сердцевины расположен промежуточно между первым и вторым слоями. Указанная термоформуемая сердцевина может быть, например, выполнена из пластика или материала на основе целлюлозы. В случае использования термоформуемой сердцевины термоформуемая сердцевина должна быть гибкой для возможности следования за изгибом первого и второго наружных слоев. Гофрированный средний слой может содержать любой другой размер желобка (кроме указанного выше), превышающий размер Е-желобка.
Изобретение также относится к способу изготовления упаковочной конструкции вышеуказанного вида. Следовательно, может быть обеспечен плавно сгибаемый картонный материал, содержащий средний слой, первый наружный слой и второй наружный слой. Кроме того, способ может включать этапы: прикрепления первого наружного слоя к среднему слою, получение одноповерхностного картона; и прикрепление второго наружного слоя к среднему слою, при этом второй наружный слой имеет меньшую жесткость при изгибе по ISO 5628, чем первый наружный слой, так что плавно сгибаемый картон изгибается наружу только в направлении, в котором обращен второй слой.
Альтернативно процесс может включать прикрепление второго наружного слоя к среднему слою, выполнение одноповерхностного картона и затем прикрепление первого наружного слоя к среднему слою.
В альтернативном варианте способа первый и второй наружные слои могут быть одновременно добавлены к среднему слою.
Указанный способ также предпочтительно включает выполнение одноповерхностного картона, так что он является плоским до прикрепления второй наружной поверхности к среднему слою. Это обеспечивает то, что плавно сгибаемый картон не изгибается в нежелательном направлении.
При использовании изначально изогнутого гофрированного одноповерхностного картона в направлении гофрированного среднего слоя и выполнении его плоским до прикрепления второго наружного слоя, плавно сгибаемому картону сложнее случайно изгибаться в направлении, в котором обращен второй слой. Путем использования такого способа выполнения можно добавить сопротивление при изгибе (в направлении к второму наружному слою) материала.
Способ также включает:
- прикрепление первого наружного слоя к среднему слою, выполнение одноповерхностного картона;
- выполнение гофрированного одноповерхностного картона, так что он изогнут в направлении, в котором обращен второй слой;
- прикрепление второго наружного слоя к изогнутому гофрированному среднему слою.
Результат заключается в изначально изогнутом материале, ограниченном от возвращения в плоское состояние, но дополнительно сгибаемом в направлении, в котором обращен второй слой и перпендикулярном желобкам гофрированного среднего слоя.
Указанный способ можно использовать, когда средний слой плавно сгибаемого картона является гофрированным слоем, содержащим желобки или другой подходящий материал сердцевины, такой как термоформованная сердцевина. Для описанного способа по вышеуказанному второй наружный слой может быть прикреплен к среднему слою до того, как первый наружный слой прикрепляют к среднему слою. Указанный первый наружный слой и второй наружный слой могут быть также прикреплены одновременно к среднему слою. Это означает, что описанный материал можно использовать для изготовления упаковочной конструкции по изобретению, при этом указанная упаковочная конструкция имеет вышеуказанные преимущества.
Краткое описание чертежей
Ниже изобретение описано со ссылкой на варианты выполнения и чертежи, на которых:
Фиг. 1а - упаковочная конструкция, выполненная в соответствии с принципами настоящего изобретения;
Фиг. 1b - материал заготовки, выполненный для составления исходного материала для образования указанной упаковочной конструкции;
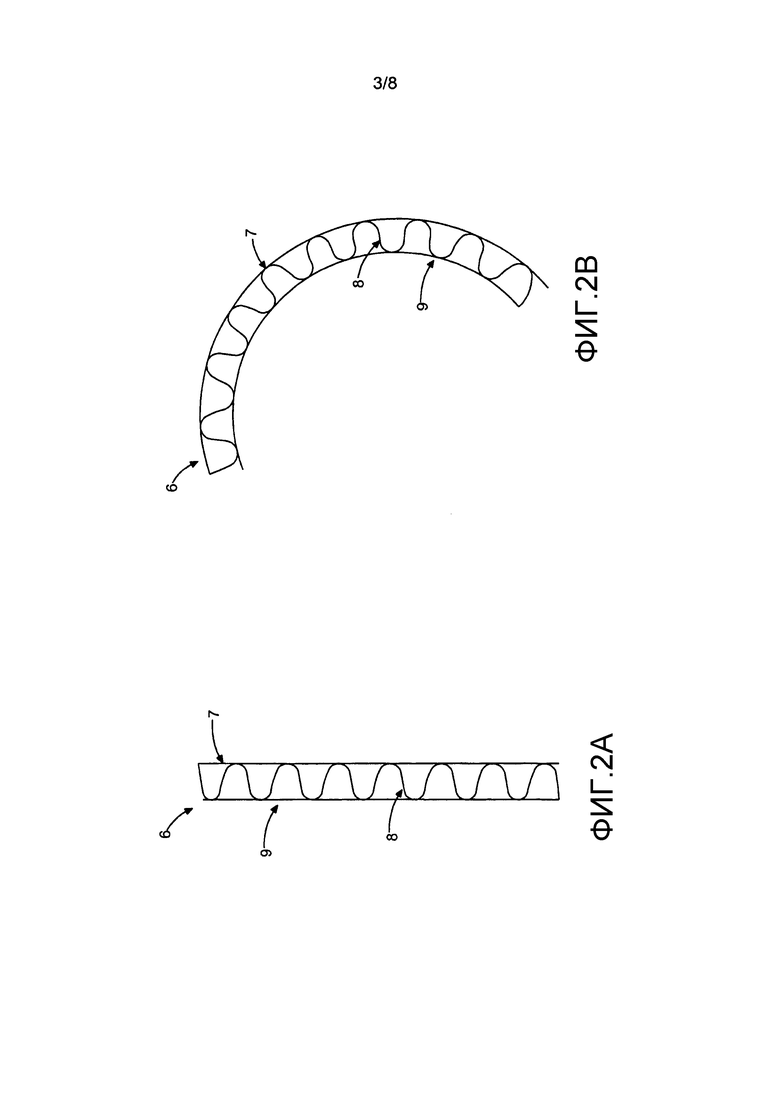
Фиг. 2а - схематичный вид плавно сгибаемого картонного материала, который можно использовать для изобретения, при этом указанный картон находится в плоском состоянии;
Фиг. 2b - схематичный вид картона по Фиг. 2а, изогнутого наружу;
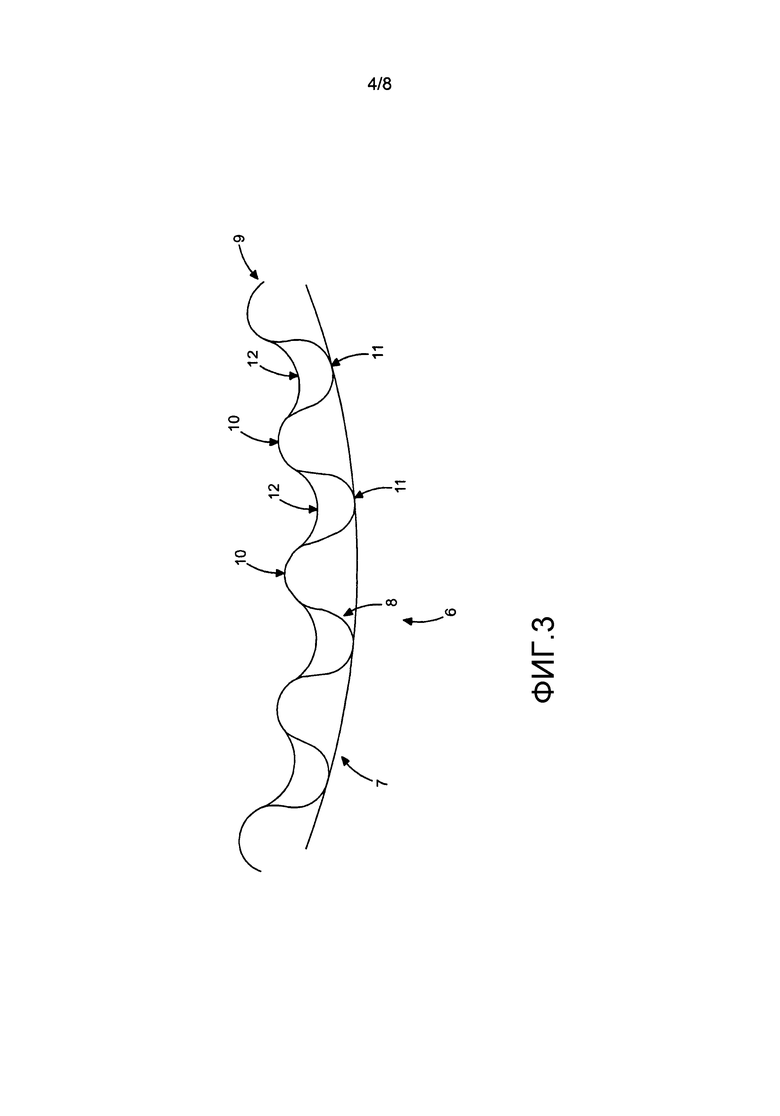
Фиг. 3 - схематичный вид сгибания или изгиба картонного материала по Фиг. 2а и 2b;
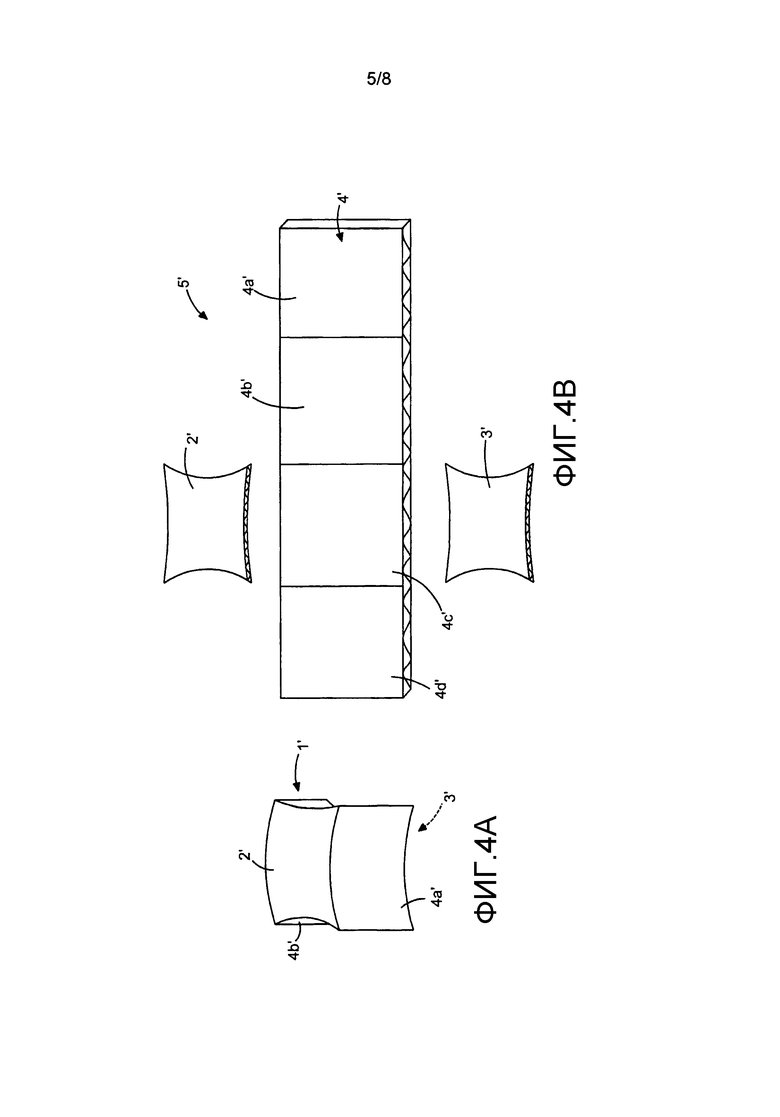
Фиг. 4а - упаковочная конструкция в форме второго варианта выполнения изобретения;
Фиг. 4b - материал заготовки для получения исходного материала для образования указанной упаковочной конструкции по второму варианту выполнения;
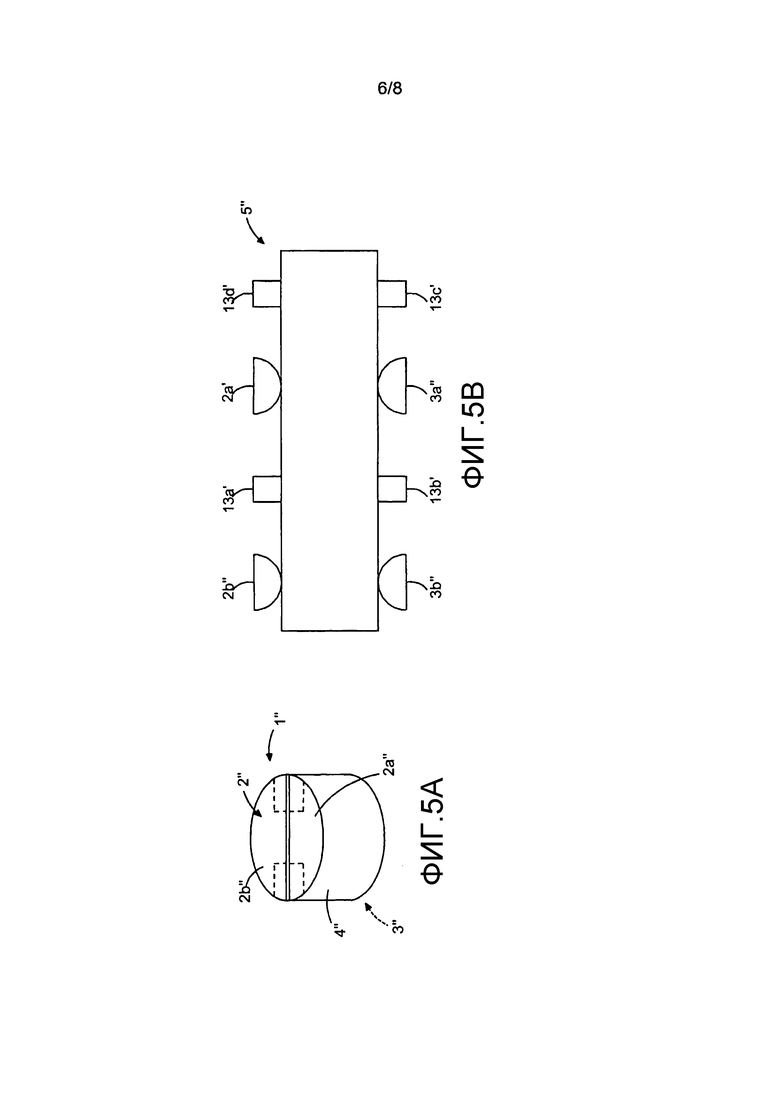
Фиг. 5а - вид упаковочной конструкции в форме третьего варианта выполнения изобретения;
Фиг. 5b - материал заготовки для получения исходного материала для образования указанной упаковочной конструкции по третьему варианту выполнения;
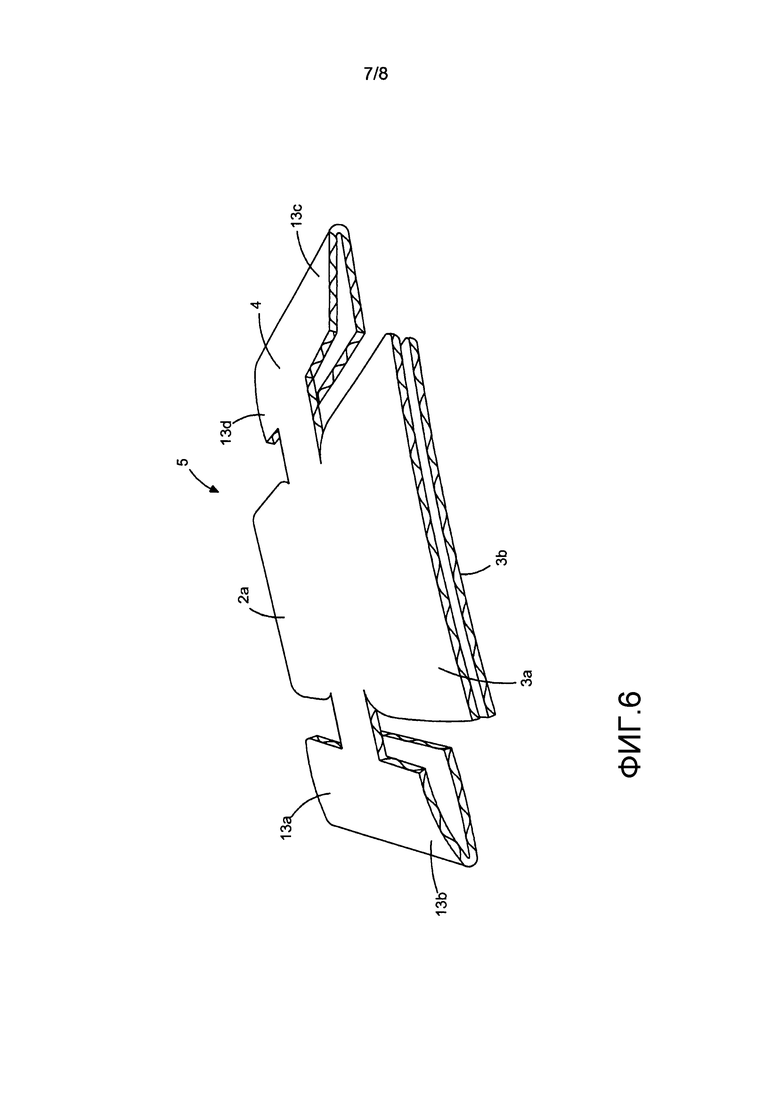
Фиг. 6 - заготовка, соответствующая варианту выполнения по Фиг. 1a и 1b, но в уплощенном, то есть сжатом, состоянии, в котором возможна его транспортировка; и
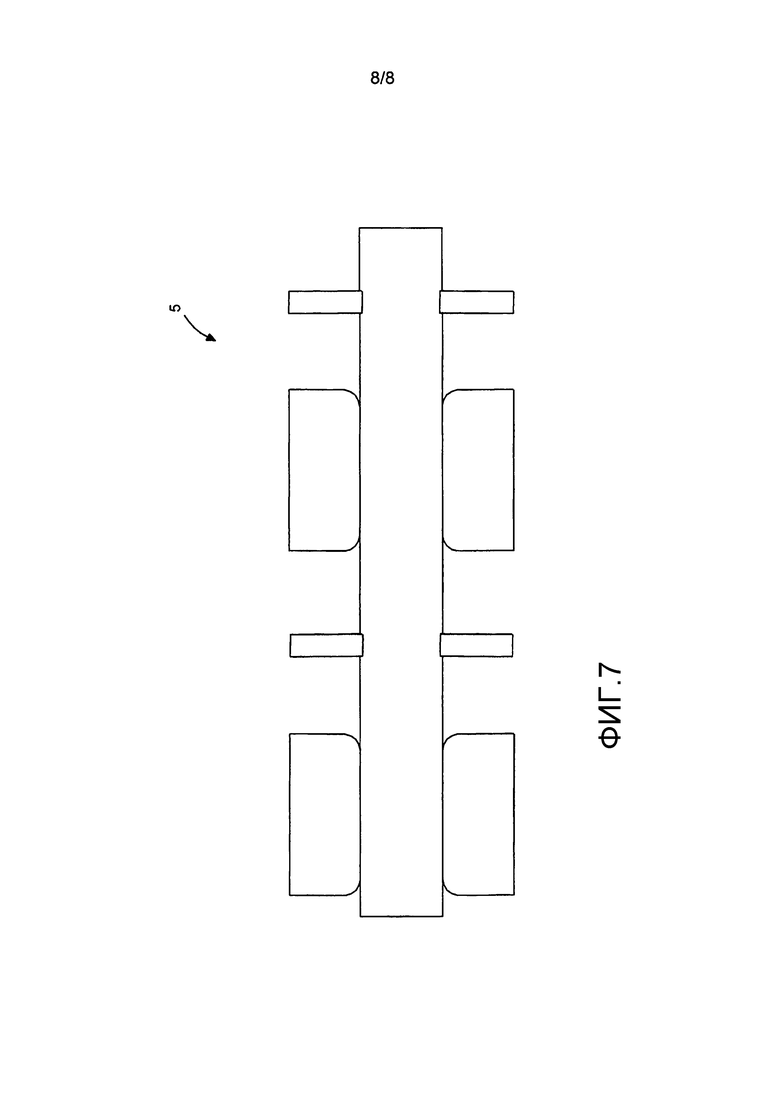
Фиг. 7 - заготовка, которую можно использовать для так называемого тестирования на динамическую нагрузку, как описано ниже.
Подробное описание вариантов выполнения
Ниже настоящее изобретение подробно описано со ссылкой на вариант выполнения изобретения, показанный на прилагаемых чертежах.
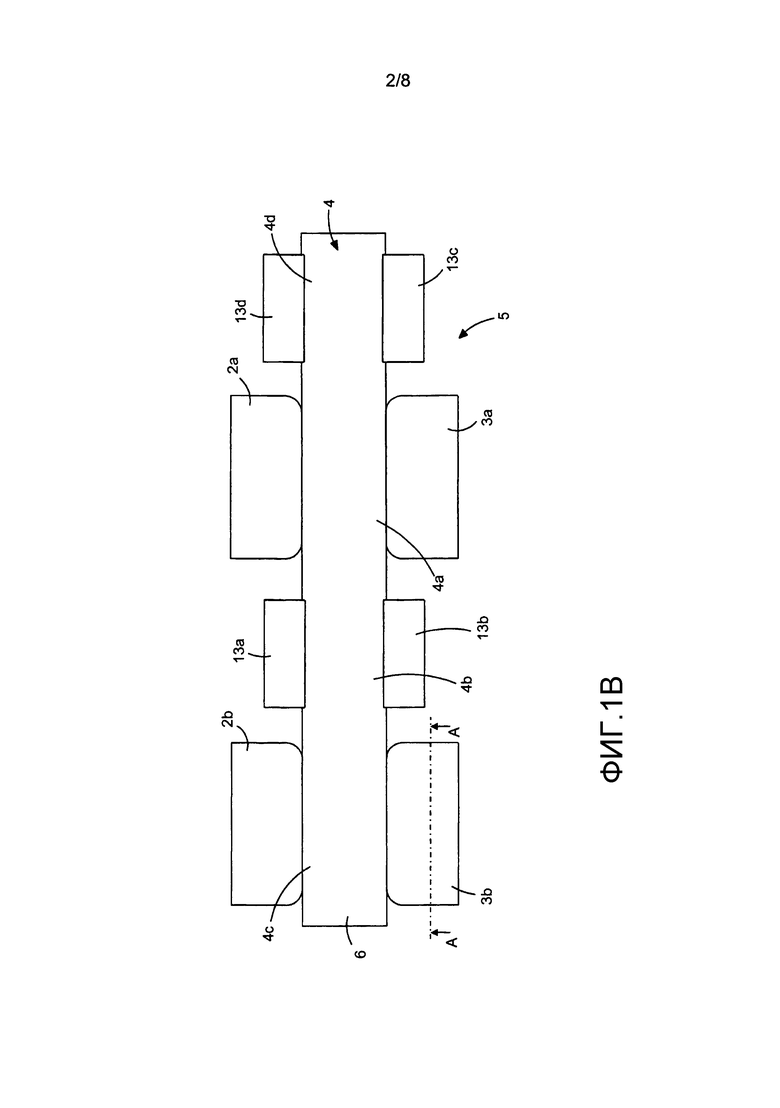
На Фиг. 1а схематично показана упаковочная конструкция 1, выполненная по изобретению. Соответственно, указанная упаковочная конструкция образует верхнюю сторону 2, нижнюю сторону 3 (не видна на Фиг. 1а) и элемент 4 боковой панели, образующий несколько боковых панелей, из которых две боковые панели 4a, 4b видны на Фиг. 1а. Боковые панели 4a, 4b продолжаются от нижней стороны 3 до верхней стороны 2. Таким образом, упаковочная конструкция 1 может быть описана как закрытая структура, окружающая внутреннее пространство. На Фиг. 1а показана упаковочная конструкция 1 в развернутом состоянии, в котором она заполнена (или подлежит заполнению) каким-либо содержимым.
На Фиг. 1b схематично показана исходная заготовка 5, используемая для выполнения упаковочной конструкции 1. Указанная заготовка 5 подходящим образом выполнена содержащей два клапана 2а, 2b, которые могут быть согнуты для образования вышеуказанной верхней стороны 2, когда указанная конструкция 1 находится в своем собранном состоянии. Также заготовка 5 содержит два дополнительных клапана 3а, 3b, которые могут быть согнуты для образования вышеуказанной нижней стороны 3, когда указанная конструкция 1 находится в собранном состоянии.
Следовательно, на Фиг. 1b позиция 5 относится к заготовке, составляющей исходный материал для производства упаковочной конструкции 1 по варианту выполнения. Указанная заготовка 5 выполнена из картонного материала 6, предпочтительно являющегося многослойным картонным материалом, который описан далее как таковой, со ссылкой на Фиг. 2а и 2b.
На Фиг. 2а схематично показан картонный материал 6, который, в частности, имеет форму плавно сгибаемого картона 6. Точнее, плавно сгибаемый картон 6 содержит первый наружный слой 7, средний слой 8 и второй наружный слой 9, выполненный из материала с меньшей жесткостью при изгибе, чем первый наружный слой 7.
Хотя плавно сгибаемый картон на Фиг. 2 демонстрирует гофрированный средний слой 8, изобретение не ограничено упаковочной конструкцией, выполненной из картонного материала, имеющего средний слой 8 в форме гофрированного слоя. Последующее описание также применятся к плавно сгибаемому картону, имеющему средний слой, выполненный из, например, термоформованной сердцевины. Когда используется термин «гофрированный средний слой», вместо этого допускается термоформованная сердцевина. Первый наружный слой 7 и второй наружный слой 9 плавно сгибаемого картона 6 по изобретению могут быть как одиночным слоем, так и ламинированным материалом из двух или более слоев, имеющих вышеуказанные характеристики. Наружные слои также могут быть покрыты или заламинированы вместе с другим слоем, таким как пленка для получения барьерных свойств, таких как непропускание влаги, водного пара, жира, аромата, кислорода или миграции летучих веществ, таких как компоненты минерального масла и свободные радикалы ультрафиолетовой краски, или других летучих веществ.
Гофрированный средний слой 8, содержащий желобки, может содержать одиночный слой желобков или два или больше слоев желобков, где каждый слой может иметь тот же размер желобков или различные размеры желобков.
Первый наружный слой 7 и второй наружный слой 9 могут иметь поверхность, пригодную для печати, известной из уровня техники.
На Фиг. 2b схематично показан плавно сгибаемый картон 6 в форме, в которой он изогнут наружу (то есть образует выпуклую форму) в направлении, в котором обращен второй наружный слой 9 и перпендикулярном желобкам гофрированного среднего слоя 8. Это делает возможным низкая жесткость при изгибе второго наружного слоя 9 в комбинации с высокой жесткостью при изгибе первого наружного слоя 7. Те же характеристики усложняют изгибание плавно сгибаемого картона 6 в противоположном направлении без деформации одного или более слоев 7, 8 или 9.
Указанный картон 6, показанный на Фиг. 2b, можно производить путем нанесения второго наружного слоя 9 на гофрированный одноповерхностный картон. Второй наружный слой 9 подходящим образом наносят на гофрированный одноповерхностный картон с помощью крахмального клея, расплавляемого адгезива или любого другого вида крепежных средств, подходящих для крепления слоя к слою с желобками. Указанные крепежные средства могут содержать другие функциональные компоненты, например, для получения барьерных свойств, согласно указанному ранее.
Альтернативно картон по Фиг. 2 может быть получен путем нанесения первого наружного слоя 7 на одноповерхностный картон, выполненный путем прикрепления второго наружного слоя 9 к среднему слою 8. По дополнительной альтернативе первый и второй наружные слои могут быть нанесены одновременно на средний слой 8 для получения такого картона.
Второй наружный слой 9 обычно наносят, когда гофрированный одноповерхностный картон размещен так, чтобы он находился в плоском состоянии. Для обеспечения того, чтобы плавно сгибаемый картон 6 оставался плоским, может быть подходящим использование изначально изогнутого гофрированного одноповерхностного картона в направлении гофрированного среднего слоя 8, а также его расположение в плоском состоянии до прикрепления второго наружного слоя 9. После этого плавно сгибаемому картону 6 труднее случайно согнуться в направлении, в котором обращен второй слой. Путем использования такого способа производства материалу можно придать сопротивление при изгибе (в направлении к второму наружному слою).
В отношении подходящих материалов можно отметить, что материал для первого наружного слоя 7 должен иметь жесткость при изгибе, достаточную по сравнению со вторым наружным слоем 9. Предпочтительно бумагу или тонкий картон можно использовать как материалы для первого наружного слоя 7. Также можно использовать пластиковый материал или ламинированный материал из различных слоев материала или составного материала. В общем должна быть возможность выполнить материалы, используемые для первого наружного слоя 7 и второго наружного слоя 9, в изогнутой форме без повреждения.
Адгезив, используемый для ламинирования трех компонентов вместе, может быть образован крахмальным клеем, термоплавким клеем, клеем ПВА (поливинилацетат) или любым другим адгезивом, подходящим для ламинирования. Для настоящей инновации также можно использовать модифицированный крахмальный клей. Путем добавления различных полимерных материалов в крахмальный клей можно придать клею лучшее сопротивление влаге, что может быть преимуществом, если упаковочная конструкция используется во влажных условиях или в условиях с высоким уровнем влаги.
Плавно сгибаемый картон 6 можно сгибать на радиус менее минимального радиуса, на который можно согнуть гофрированный картон. После сгибания плавно сгибаемого картона 6 не должно быть перегибов, то есть заломов первого наружного слоя 7 картона. Указанный первый наружный слой 7 плавно сгибаемого картона 6 становится выпуклым после сгибания. На Фиг. 2b показано, что деформация второго наружного слоя 9 отсутствует.
Средний слой 8 содержит желобки, и картон 6 является сгибаемым только наружу в направлении, в котором обращен второй наружный слой 9, при этом указанное направление обычно перпендикулярно желобкам среднего слоя 8, то есть обычно перпендикулярно воображаемому направлению, по которому продолжаются желобки.
Понятие деформации или сгибания плавно сгибаемого картонного материала 6 показано на Фиг. 3, при этом на Фиг. 2b показано увеличенное изображение картона 6. На Фиг. 3 первый наружный слой демонстрирует плавный и непрерывный радиус без складок. Гофрированный средний слой 8 содержит несколько верхних точек 10, обращенных к второму наружному слою 9, и несколько желобков 11, обращенных к первому наружному слою. Между верхними точками 10 второй наружный слой содержит участки 12. Одно состояние для получения плавного и непрерывного радиуса заключается в том, что второй наружный слой 9 должен деформироваться между каждой верхней точкой 10 гофрированного среднего слоя 8, когда материал подвергается изгибанию в направлении изгиба. Когда каждый участок 12 второго наружного слоя 9 демонстрирует деформацию, изгибание может распространяться через каждый участок материал. На Фиг. 3 в иллюстрирующих целях показан размер деформации второго наружного слоя 9, который может изменяться в зависимости от, например, степени изгиба и выбора материалов.
Когда плавно сгибаемый картон 6 подвержен изгибу, материал второго наружного слоя 9 начинает деформироваться между верхними точками 10 гофрированного среднего слоя 8, если жесткость при изгибе второго наружного слоя 9 достаточно низкая. Важный признак картона 6 заключается в том, что деформация второго наружного слоя 9 происходит контролируемым образом.
Подходящим образом, упаковочная конструкция 1 по изобретению выполнена так, что закругленный край между двумя смежными боковыми панелями (например, боковыми панелями 4а, 4b на Фиг. 1а) имеет радиус, составляющий примерно 5 мм или более. В частности, выявлено, что особенно предпочтительные результаты в отношении ВСТ и стабильности при транспортировке могут быть обеспечены, если радиус примерно составляет от 10 до 150 мм. Оптимальный радиус зависит, например, от длины боковых панелей. Однако следует отметить, что изобретение не ограничено каким-либо конкретным радиусом, но другие значения радиуса возможны в рамках изобретения.
Для тестирования минимального радиуса, на который можно изгибать плавно сгибаемый картон без повреждения материала, разработана специальная испытательная установка. Указанная испытательная установка содержит шесть трубок с ровной поверхностью, имеющих диаметры 102 мм, 75 мм, 34 мм, 33 мм, 20 мм и 12 мм. Указанные трубки предпочтительно выполнены из металла и установлены на основание, такое как перекладина или стол, для устойчивости установки.
Ширина тестируемых частей всех картонов составляет 105 мм, то есть размер листа А4, разрезанного на две части. Длина тестируемых частей составляет 297 мм, то есть длина листа А4. Все тестируемые части испытаны по ISO 187 (предварительно при относительной влажности 30%, 23°С, а затем при относительной влажности 50%, 23°С).
Выбранную тестируемую часть сначала изгибают вокруг самой крупной трубки, а затем визуально исследуют для обнаружения каких-либо повреждений материала. Указанную тестируемую часть сгибают на 180°, то есть так, что оба конца тестируемой части направлены в одном направлении. Если нет видимых повреждений, тестируемую часть сгибают вокруг второй самой крупной трубки и оценивают тем же образом. Эту процедуру повторяют с использованием трубок меньшего диаметра, пока материал не повредится в процессе сгибания, либо когда материал успешно пройдет сгибание вокруг минимальной трубки 12 мм. В дополнение к тестированию различных видов плавно сгибаемого гофрированного картона, происходит выбор вида картона. В дополнение к РЕ-ламинированному гофрированному картону тестируют вид 483Е (Е-желобки, используемые для наружной экспозиции, 610 г/м2, где желобки заламинированы на прокладке + слой PE + бумага односторонней гладкости).
В Таблице 1 показан результат тестирования на изгиб. «+» означает отсутствие видимых повреждений. «-» означает видимое повреждение, такое как изломы, любого из наружных слоев. * перед видом означает, что картон выполнен как описано ранее, то есть с одиночным лицевым материалом, к которому прикреплен дополнительный слой, как описано в связи с Фиг.2а и 2b.
Тестирование плавно изгибаемого гофрированного картона и традиционного картона на минимальный радиус изгиба
*означает, что картон выполнен по изобретению.
Как можно видеть в Таблице 1, все плавно сгибаемые картоны, которые нужно использовать для упаковочной конструкции по изобретению, могут изгибаться по радиусу, меньшему, чем радиус традиционного картона, без визуальных повреждений любого из наружных слоев. Как можно видеть в Таблице 1, вид 483Е не проходит тестирование уже на этапе трубки с диаметром 102.
Снова со ссылкой на Фиг. 1а и 1b можно отметить, что упаковочная конструкция 1 по изобретению выполнена из заготовки 5, изготовленной из плавно сгибаемого картонного материала 6, как описано выше со ссылкой на Фиг. 2а, 2b и 3.
В частности, элемент 4 боковой панели выполнен для образования четырех различных боковых панелей 4a, 4b, 4c, 4d (из которых только две боковые панели 4a, 4b видны на Фиг. 1а) путем сгибания элемента 4 боковой панели и прикрепления его концов друг к другу, например, с помощью клея. Кроме того, два верхних боковых клапана 2а, 2b согнуты для образования верхней стороны 2, и нижние боковые клапаны 3a, 3b согнуты для образования нижней стороны 3. До сгибания нижних боковых клапанов 3a, 3b и верхних боковых клапанов 2a, 2b несколько дополнительных клапанов 13a, 13b, 13c, 13d боковой панели сгибают внутрь к внутренней части упаковочной конструкции 1 для образования опорной области, на которой могут быть закреплены нижние боковые клапаны 3a, 3b и верхние боковые клапаны 2a, 2b. Таким образом, завершенная упаковочная конструкция 1 может быть выполнена стабильной и прочной.
Со ссылкой на Фиг. 2a и 2b важно отметить, что вариант выполнения изобретения, показанный на Фиг. 1а, основан на принципе, что второй наружный слой материала 9 (сравните с Фиг. 2b) обращен к внутренней части завершенной упаковочной конструкции 1. Это позволяет выполнять конструкцию 1 с закругленными краями 14, как показано на Фиг. 1а. В частности, край 14 образует переход от одной боковой панели к смежной боковой панели, например от боковой панели 4а к боковой панели 4b. В этом отношении термин «закругленные края» относится к краям, не имеющим заломов (углов) или сходных нарушений плавного изгиба. Обозначения границы на первом наружном слое (то есть обозначения, обозначающие верхние точки желобков среднего слоя) в данном контексте не рассматриваются как нарушения.
Упаковочная конструкция по изобретению может быть также выполнена с конфигурацией, в которой закругленные края между смежными боковыми панелями или изогнутыми боковыми панелями намеренно снабжены нарушениями, например, для обеспечения визуального эффекта.
Также следует отметить, что плавно сгибаемый картон может быть обработан в различном производственном оборудовании (например, высеканием, печатью, склеиванием, биговкой и сгибанием) для получения описанной упаковочной конструкции.
Второй вариант выполнения упаковочной конструкции по изобретению описан далее со ссылкой на Фиг. 4a, 4b. Упаковочная конструкция 1′ по этому второму варианту выполнения имеет дизайн, представляющий четыре боковые панели, из которых только две боковые панели 4a′, 4b′ видны на Фиг. 4а. Эти боковые панели выполнены с изгибом, из-за которого могут считаться вогнутыми, то есть их средний участок расположен ближе к центру упаковочной конструкции 1′, чем их концевые участки. Кроме того, указанная упаковочная конструкция 1′ имеет верхнюю сторону 2′ и нижнюю сторону 3′ (не видна на Фиг. 4а).
Указанная упаковочная конструкция 1′ по второму варианту выполнения образована тем же картонным материалом 6, как описано выше и как показано на Фиг. 2a, 2b и 3. Однако здесь следует отметить, что указанный второй наружный слой 9 (сравните с Фиг. 2b) расположен так, что он обращен наружу от упаковочной конструкции 1′, то есть обращен в противоположном направлении, по сравнению с вариантом выполнения, показанным на Фиг. 1a, 1b.
На Фиг. 4b показана заготовка 5′ для упаковочной конструкции 1′ по Фиг. 4а. Точнее, заготовка 5′ состоит из элемента 4′ боковой панели, предусмотренного для сгибания для образования четырех боковых панелей 4a′, 4b′, 4c′, 4d′ и отдельных верхней стороны 2′ и нижней стороны 3′, предусмотренных для прикрепления, подходящим образом с помощью клея, к элементу 4′ боковой панели.
Дополнительный вариант выполнения изобретения показан на Фиг. 5а и 5b. Этот вариант выполнения относится к упаковочной конструкции 1′′, имеющей в общем круглую форму в поперечном сечении в ее развернутом, завершенном состоянии. Это означает, что она содержит один элемент 4′′ одиночной боковой панели, который образует в себе поверхность изогнутой боковой панели. Указанная упаковочная конструкция 1′′ также имеет верхнюю сторону 2′′ и нижнюю сторону 3′′ (не видна на Фиг. 5а).
На Фиг. 5b показана заготовка 5′′, используемая для образования упаковочной конструкции 1′′, показанной на Фиг. 5а. Указанная заготовка 5′′ содержит элемент 4′′ боковой панели, два верхних боковых клапана 2a′′, 2b′′, два нижних боковых клапана 3a′′, 3b′′ и соответствующие клапаны 13a′, 13b′, 13c′, 13d′ боковых панелей. Указанная упаковочная конструкция 1′′, показанная на Фиг. 5а и 5b, выполнена из картонного материала, как описано выше со ссылкой на Фиг. 2а, 2b и 3.
Особый признак упаковочной конструкции по изобретению заключается в том, что ее можно транспортировать - после производства изначальной заготовки, но до ее разворачивания для наполнения подходящим содержимым - в согнутом, то есть сжатом состоянии. Такое состояние изначальной заготовки 5 показано на Фиг. 6, демонстрирующей вид в перспективе заготовки 5, как показано на Фиг. 1а и 1b. Как указано по Фиг. 6, боковая панель 4 согнута, так что ее концевые участки прикреплены друг к другу, подходящим образом с помощью клея. После этого все клапаны 13a, 13b, 13c, 13d боковых панелей (и соответствующие участки боковой панели 4) сгибают так, что вся заготовка 5 находится в уплощенном, сжатом состоянии. В этом состоянии большое число заготовок 5 могут быть транспортированы эффективным образом. Когда указанные заготовки транспортированы на какой-либо производственный участок, на котором они должны быть наполнены подходящим содержимым, их разворачивают, наполняют содержимым, и, наконец, запечатывают для образования завершенной упаковки.
В частности, следует отметить, что сгибы, выполненные в клапанах 13a, 13b, 13c, 13d боковых панелей и боковой панели 4, практически не видны в завершенной упаковочной конструкции 1 (сравните с Фиг. 1а).
Кроме того, в качестве примера того, как на значение ВСТ влияет введение изогнутых панелей и/или изогнутых краев между смежными панелями, показатели ВСТ трех различных геометрий показаны в Таблице 2. Все протестированные геометрии определены по ISO 187 (предварительно при относительной влажности 30%, 23°C, затем при относительной влажности 50%, 23°C). При тестировании для каждой геометрии используется одно и то же количество материала, а также идентичный материал (плавно сгибаемый картон). Следовательно, периметр каждой геометрии остается постоянным (периметр = 880 мм). В первую очередь, более короткие концы одного участка 900 мм × 200 мм плавно сгибаемого картона (гофрированные трубки направлены в направлении параллельно коротким сторонам) соединены вместе путем нанесения термоплавкого клея между наложением материала в 20 мм. После этого его располагают в горизонтально расположенной рамке из гофрированного картона глубиной 6,5 мм для придания материалу формы с желаемой формой. Различные формы рамок являются круглыми, квадратными и квадратными с закругленными краями между смежными сторонами. Радиус закругленных краев составляет 30 мм. При этом тестировании материал располагают так, что указанный второй наружный слой (9) обращен к внутренней части указанно конструкции.
Результат этого примера демонстрирует (см. Таблицу 2 ниже), что показатель ВСТ увеличился примерно на 35% путем введения закругленных краев между смежными краями, а также, что показатель ВСТ увеличился примерно на 80% путем образования круглой формы, по сравнению с квадратной геометрией.
Компоненты материала в плавно сгибаемом картоне имеют массу 65 г/м2, как и второй наружный слой, белая верхняя прокладка 228 г/м2, как и первый наружный слой, и полухимический материал желобков 112 г/м2, как и средний слой (b-желобки). Толщина плавно сгибаемого картона составляет 3 мм, и расстояние между гофрированными трубками составляет 6,4 мм. Указанный материал производят в ламинирующей машине, в которой первый наружный слой в первую очередь наносят на гофрированный средний слой с использованием стандартных процессов для выполнения гофрированного одноповерхностного материала. В этом процессе первый наружный слой и средний слой подается рулонным образом. После этого второй наружный слой ламинируют на другой стороне среднего слоя лист за листом.
2,8
3,8
5,0
Для демонстрации другого примера того, как на показатели тестирования на сжатие влияет введение изогнутых панелей, в Таблице 3 ниже показаны измерения при тестировании на сжатие симметричной геометрия в форме бубен и базовая квадратная геометрия. При тестировании используется то же количество материала и идентичный материал (плавно сгибаемый картон), что и в предварительных тестированиях. Также в этом случает периметр остается постоянным. Сначала участку 900 мм × 200 мм плавно сгибаемого картона (гофрированные трубки направлены в направлении параллельно коротким сторонам) придали обозначения биговки (параллельно направлению гофрированных трубок) на первом наружном слое для обозначения углов симметричной формы бубен. Затем короткие концы участка 900×200 плавно сгибаемого участка соединяют вместе путем применения термоплавкого клея между наложением материала 20 мм на панель. После этого указанную панель удерживают в стоячем положении и располагают в горизонтально расположенной рамке из гофрированного картона глубиной 6,5 мм для придания материалу формы бубен. Радиус изгиба для каждой вогнутой боковой панели составляет 610 мм. Базовой квадратной геометрии также придали обозначения биговки для образования углов.
Материал, используемый при этом тестировании, расположен так, что первый наружный слой обращен к внутренней части указанной конструкции. Результат этого тестирования показал, что значение при тестировании на сжатие увеличилось на 33%, по сравнению с базовой квадратной геометрией.
Тест на сжатие (кН)
3,8
2,9
Для обеспечения примера возможного различия в жесткости при изгибе между первым наружным слоем и вторым наружным слоем материал, используемый в вышеуказанном примере, имеет первый наружный слой с жесткостью при изгибе 8,7 мНм и второй наружный слой с жесткостью при изгибе 0,13 мНм.
По дополнительному примеру и в отношении процесса производства материала второй наружный слой плавно сгибаемого картона, используемый при тестировании, описанном выше, уже разрезан на листы при нанесении на средний слой. В Таблице 4 ниже показаны результаты второго тестирования с использованием плавно сгибаемого картона, образованного путем нанесения второго наружного слоя в процессе рулонной подачи при нормальной скорости производства в гофрирующей машине (160 м/мин). Следовательно, протестировано, что материал может быть изготовлен в обычном производственном процессе при относительно высокой скорости. В этом тестировании использовалась масса 65 г/м2 для второго наружного слоя, белой верхней прокладки, 200 г/м2 - для первого наружного слоя и полухимических желобков, 127 г/м2 - для среднего слоя. Толщина такого плавно сгибаемого картона составляет 2,5 мм, а расстояние между гофрированными трубками составляет 4,5 мм. Результат показал, что показатель тестирования на сжатие увеличился на 133%, в сравнении круглой геометрии с квадратной геометрией. В этом тестировании материал расположен так, что второй наружный слой обращен к внутренней части указанной конструкции.
тест на сжатие (кН)
5,2
2,2
Тестирование на динамическую нагрузку квадратной упаковки (боковая длина = 220 мм, высота = 100 мм), сравнивающая стандартную 0201 коробку, выполненную в соответствии с кодом FEFCO - Федерации производителей гофрированного картона, с коробкой, имеющей закругленные края между смежными сторонами (по Фиг. 7, на которой заготовка 5, в общем соответствующая Фиг. 1а, но имеющая измерения по вышеуказанной коробке 0201), выполнено по способу, описанному в заявке РСТ/ЕР2011/073964. Результаты показали, что коробка, имеющая закругленные края (радиус = 30 мм), может принимать примерно на 80% больше верхней нагрузки до повреждения упаковочной конструкции. Распределение нагрузки выполнено в соответствии с Таблицей 5.
Буква в обозначении образца указывает, использовался ли тот же образец для одного из нескольких испытаний (например, образец № 4 дизайна R1b тестировали 4 раза).
Позиции, приведенные в формуле изобретения, не следует понимать как ограничивающие объем формулы, и их единственная функция заключается в упрощении понимания формулы.
Кроме того, изобретение не ограничено каким-либо конкретным видом или формой упаковочной конструкции или ее частями. Например, боковые панели могут быть расположены для образования квадратной, прямоугольной или треугольной формы, или любой другой формы, содержащей несколько боковых панелей. Также в случае использования только одной боковой панели, может быть обеспечена круглая, овальная, каплевидная или конструкция в форме полумесяца или фактически любой дизайн, включающий боковые панели, концы которых соединяют так, что образуют закрытую структуру.
Понятным образом, изобретение допускает модификации в различных очевидных отношениях, все без отхода от объема прилагаемой формулы. Соответственно, чертежи и описание следует понимать как по существу иллюстративные, а не ограничивающие.
Изобретение относится к упаковочной конструкции (1), выполненной из многослойного картонного материала (6), содержащей средний слой (8), первый наружный слой (7), прикрепленный к среднему слою (8), и второй наружный слой (9), прикрепленный к среднему слою (8), при этом указанная упаковочная конструкция (1) образует нижнюю сторону (3), верхнюю сторону (2) и несколько боковых панелей (4), соединяющих указанную нижнюю сторону (3) и указанную верхнюю сторону (2) так, что образуют закрытую структуру, при этом, по меньшей мере, один край (14) образован между смежными боковыми панелями (4). Изобретение выполнено так, что второй наружный слой (9) имеет меньшую жесткость при изгибе по ISO 5628, чем первый наружный слой (7), и так, что указанный картон (6) является изгибаемым наружу только в направлении, в котором обращен второй слой (9), а также так, что указанная упаковочная конструкция (1) выполнена, по меньшей мере, с одной изогнутой боковой панелью (4) и/или, по меньшей мере, с одним закругленным краем (14). 4 н. и 19 з.п. ф-лы, 5 табл., 11 ил.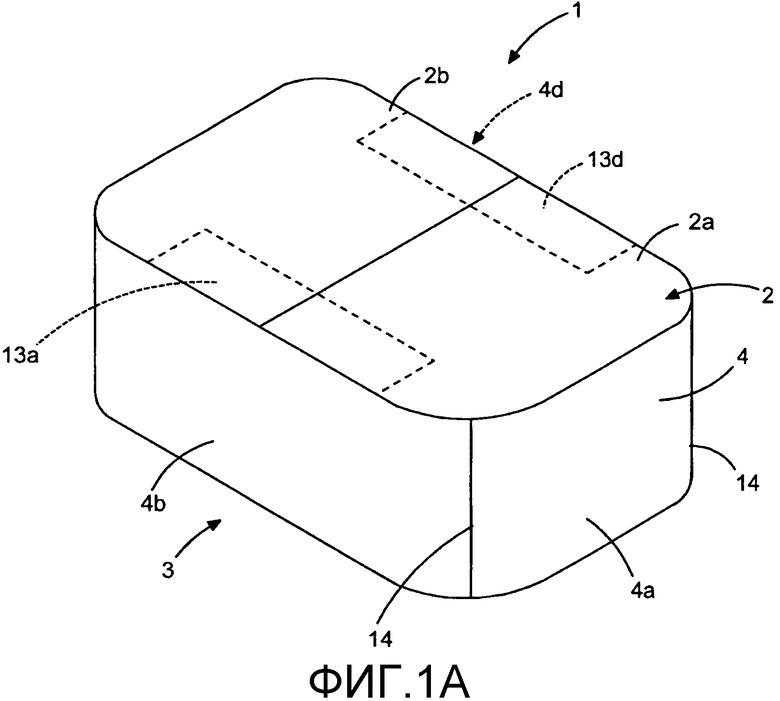
1. Упаковочная конструкция (1), образованная из многослойного картонного материала (6), содержащая средний слой (8), первый наружный слой (7), прикрепленный к среднему слою (8), и второй наружный слой (9), прикрепленный к среднему слою (8), при этом указанная упаковочная конструкция (1) образует нижнюю сторону (3), верхнюю сторону (2) и несколько боковых панелей (4), соединяющих указанную нижнюю сторону (3) и верхнюю сторону (2) так, что образуют закрытую структуру, при этом, по меньшей мере, один край (14) образован между смежными боковыми панелями (4), отличающаяся тем, что указанный второй наружный слой (9) имеет меньшую жесткость при изгибе, чем указанный первый наружный слой (7) для возможности сгибания указанного многослойного картонного материала (6), при этом указанная упаковочная конструкция (1) выполнена, по меньшей мере, с одной изогнутой боковой панелью (4) и/или, по меньшей мере, с одним закругленным краем (14), при этом первый наружный слой (7) изогнутой панели (4) и/или закругленного края (14) демонстрирует непрерывную, равномерную и правильную изогнутую форму без каких-либо неровностей, сгибов или прерываний в изгибе без складок, с возможностью деформирования указанного второго наружного слоя (9) при подвергании сгибанию, и обе стороны плавно сгибаемого картонного материала (6) имеют ровные поверхности до сгибания картона.
2. Упаковочная конструкция (1′′), образованная многослойным картонным материалом (6), содержащая средний слой (8), первый наружный слой (7), прикрепленный к среднему слою (8), и второй наружный слой (9), прикрепленный к среднему слою (8), при этом указанная упаковочная конструкция (1′′) образует нижнюю сторону (3′′), верхнюю сторону (2′′) и одну боковую сторону (4′′), соединяющие указанную нижнюю сторону (3′′) и указанную верхнюю сторону (2′′) так, что образуют закрытую структуру, при этом указанная боковая панель (4′′) образует в общем круглую или овальную форму, отличающаяся тем, что указанный второй наружный слой (9) имеет меньшую жесткость при изгибе, чем первый наружный слой (7), для возможности сгибания указанного картонного материала (6), при этом указанная упаковочная конструкция (1′′) выполнена, по меньшей мере, с одной изогнутой боковой панелью (4′′), при этом первый наружный слой (7) боковой панели (4′′) демонстрирует непрерывную, равномерную и правильную изогнутую форму без каких-либо неровностей, сгибов или прерываний в изгибе без складок, с возможностью деформирования указанного второго наружного слоя (9) при подвергании сгибанию, и обе стороны плавно сгибаемого картонного материала (6) имеют ровные поверхности до сгибания картона.
3. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что картонный материал (6) расположен так, что указанный второй наружный слой (9) обращен к внутренней части указанной конструкции (1) в ее завершенном состоянии.
4. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что указанный картонный материал (6) расположен так, что указанный второй наружный слой (9) обращен наружу указанной конструкции (1) в ее завершенном состоянии.
5. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что указанный многослойный картонный материал (6) содержит гофрированный средний слой (8), при этом указанный первый наружный слой (7) и указанный второй слой (9) прикреплены к среднему слою (8).
6. Упаковочная конструкция (1) по п. 5, отличающаяся тем, что средний слой (8) содержит желобки, при этом картон (6) является изгибаемым наружу только в направлении, в котором обращен второй слой (9), причем указанное направление является по существу перпендикулярным желобкам среднего слоя (8).
7. Упаковочная конструкция (1) по п. 1, отличающаяся тем, что указанный закругленный край (14) имеет радиус, составляющий 5 мм или более.
8. Упаковочная конструкция (1) по п. 7, отличающаяся тем, что указанный закругленный край (14) имеет радиус от 10 до 150 мм.
9. Упаковочная конструкция по п. 1 или 2, отличающаяся тем, что второй наружный слой (9) состоит из бумаги, имеющей анизотропность менее 4,0.
10. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что жесткость при изгибе второго наружного слоя (5) выбрана согласно уравнению:
 (Уравнение 2),
(Уравнение 2),
так что каждый участок (9) второго наружного слоя (5) подвергается деформации согласно
 (Уравнение 1),
(Уравнение 1),
где: EI второго наружного слоя - жесткость при изгибе второго наружного слоя (5), SCT - прочность при сжатии второго наружного слоя 5, λ - длина между двумя верхними точками (7) желобков среднего слоя (3) плавно сгибаемого картона (6), и Pk - усилие деформации, требуемое для деформации второго наружного слоя (5).
11. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что первый наружный слой (7) и/или второй наружный слой (9) выполнен из материала, имеющего поверхность, пригодную для печати.
12. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что первый наружный слой (7) выполнен из одного из прокладочного картона, бумаги или пластика или ламинированного материала, составного материала из любых двух или более из прокладки, бумаги или пластиковой пленки.
13. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что второй наружный слой (9) выполнен из одного из прокладочного картона, бумаги или пластика или ламинированного материала, составного материала из любых двух или более из прокладки, бумаги или пластиковой пленки.
14. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что первый наружный слой (7) выполнен из одного из высокосортной бумаги, суперкаландровой бумаги, глазированной с одной стороны бумаги, жиростойкой бумаги, газетной бумаги или бумаги машинной отделки, прокладочного материала, металлической фольги, металлизированной пленки, или составного материала, или ламинированного материала из любых двух или более из высокосортной бумаги, суперкаландровой бумаги, глазированной с одной стороны бумаги, жиростойкой бумаги, газетной бумаги или бумаги машинной отделки, прокладочного материала, металлической фольги, металлизированной пленки, картона или составного материала.
15. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что второй наружный слой (9) выполнен из одного из высокосортной бумаги, суперкаландровой бумаги, глазированной с одной стороны бумаги, жиростойкой бумаги, газетной бумаги или бумаги машинной отделки, прокладочного материала, металлической фольги, металлизированной пленки, или составного материала, или ламинированного материала из любых двух или более из высокосортной бумаги, суперкаландровой бумаги, глазированной с одной стороны бумаги, жиростойкой бумаги, газетной бумаги или бумаги машинной отделки, прокладочного материала, металлической фольги, металлизированной пленки или составного материала.
16. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что она имеет показатель тестирования при сжатии, по меньшей мере, на 15% превышающий этот показатель у квадратной коробки, имеющей те же характеристики материала и использующей то же количество материала.
17. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что указанная упаковочная конструкция (1) выдерживает, по меньшей мере, на 20% больше верхней нагрузки, чем стандартная коробка 0201, и имеет те же характеристики материала, а также использует то же количество материала, что и указанная упаковочная конструкция до повреждения материала при тестировании на динамическую нагрузку.
18. Упаковочная конструкция (1) по п. 1 или 2, отличающаяся тем, что она расположена для сгибания и транспортировки по существу плоской, например, при транспортировке между заводом по производств упаковок и заводом по наполнению упаковок.
19. Способ изготовления упаковочной конструкции (1) по любому из пп. 1-18 из плавно сгибаемого картона (6), содержащего средний слой (8), первый наружный слой (7) и второй наружный слой (9), отличающийся тем, что плавно сгибаемый картон (6) изготавливают путем:
- прикрепления первого наружного слоя (7) к среднему слою (8) с получением одноповерхностного картона;
- прикрепления второго наружного слоя (9) к среднему слою (8), при этом второй наружный слой (9) имеет меньшую жесткость при изгибе, чем первый наружный слой (7) для возможности сгибания указанного картонного материала (6) в непрерывную, равномерную и правильную изогнутую форму без каких-либо неровностей, сгибов или прерываний в изгибе; и
- образования упаковочной конструкции, имеющей, по меньшей мере, одну изогнутую боковую панель (4) и/или, по меньшей мере, один закругленный край (14), при этом указанный первый наружный слой (7) изогнутой панели (4) и/или закругленного края (14) демонстрирует непрерывную, равномерную и правильную изогнутую форму без каких-либо неровностей, сгибов или прерываний в изгибе без складок, с возможностью деформирования указанного второго наружного слоя (9) при подвергании сгибанию, и при этом обе стороны плавно сгибаемого картонного материала (6) имеют ровные поверхности до сгибания картона.
20. Способ изготовления упаковочной конструкции (1) по любому из пп. 1-18 из плавно сгибаемого картона (6), содержащего средний слой (8), первый наружный слой (7) и второй наружный слой (9), отличающийся тем, что плавно сгибаемый картон (6) изготавливают путем:
- прикрепления второго наружного слоя (9) к среднему слою (8) с получением одноповерхностного картона;
- прикрепления первого наружного слоя (7) к среднему слою (8), при этом второй наружный слой (9) имеет меньшую жесткость при изгибе, чем первый наружный слой (7) для возможности сгибания указанного картонного материала (6) в непрерывную, равномерную и правильную изогнутую форму без каких-либо неровностей, сгибов или прерываний в изгибе; и
- образования упаковочной конструкции, имеющей, по меньшей мере, одну изогнутую боковую панель (4) и/или, по меньшей мере, один закругленный край (14), при этом указанный первый наружный слой (7) изогнутой панели (4) и/или закругленного края (14) демонстрирует непрерывную, равномерную и правильную изогнутую форму без каких-либо неровностей, сгибов или прерываний в изгибе без складок, с возможностью деформирования указанного второго наружного слоя (9) при подвергании сгибанию, и при этом обе стороны плавно сгибаемого картонного материала (6) имеют ровные поверхности до сгибания картона.
21. Способ по п. 19 или 20, отличающийся тем, что:
- используют изначально изогнутый одноповерхностный картон, изогнутый в направлении, в котором обращен первый слой (7), и располагают изначально изогнутый одноповерхностный картон так чтобы привести его в плоское состояние до прикрепления второго наружного слоя (9).
22. Способ по п. 19 или 20, отличающийся тем, что:
- располагают гофрированный одноповерхностный картон так, что он изогнут в направлении, в котором обращен второй слой;
- прикрепляют второй наружный слой (9) к изогнутому гофрированному среднему слою (8).
23. Способ по п. 19 или 20, отличающийся тем, что средний слой (8) является гофрированным слоем, содержащим желобки.
| DE 4341129 A1, 08.06.1995 | |||
| US 5205473 A, 27.04.1993 | |||
| US 4286006 A, 25.08.1981. |

