Изобретение относится к модулю фильтрации и формирования струи, прежде всего для сопла высокого давления, прежде всего для удаления окалины с металлических изделий, имеющему корпус, причем корпус имеет впускной фильтр, присоединительный конец для соединения с соплом, проточный канал между впускным фильтром и присоединительным концом, и формирующий струю элемент с направляющими поток поверхностями в проточном канале. Изобретение относится также к модулю сопла высокого давления с модулем фильтрации и формирования струи согласно изобретению.
Из описания изобретения к европейскому патенту ЕР 1992415 В1 известно сопло высокого давления для удаления окалины со стальных изделий, в котором имеется корпус с впускным фильтром, сопловым наконечником с выпускным отверстием, проточным каналом между впускным фильтром и выпускным отверстием в сопловом наконечнике и с формирующим струю элементом с направляющими поток поверхностями в проточном канале. Впускной фильтр образован цилиндрическим патрубком, который снабжен проходящими параллельно центральной продольной оси патрубка прорезями. Цилиндрический патрубок замыкается приблизительно полусферической крышкой фильтра, которая тоже снабжена прорезями. Ниже по потоку, чем впускной фильтр расположен формирующий струю элемент, в котором имеется несколько расположенных радиально по отношению к центральной продольной оси проходящего через корпус проточного канала направляющих поток поверхностей. На своем радиально внутреннем конце направляющие поток поверхности не соединены друг с другом и вследствие этого образуют бессердцевинный формирующий струю элемент.
Из публикации заявки на патент США US 2005/0156064 А1 известно другое сопло высокого давления для удаления окалины со стальных изделий. В этом сопле высокого давления имеются корпус с впускным фильтром, сопловым наконечником с выпускным отверстием, проточный канал между впускным фильтром и выпускным отверстием в сопловом наконечнике и формирующий струю элемент с направляющими поток поверхностями в проточном канале. Впускной фильтр выполнен в виде закрытой с одной стороны цилиндрической трубки, причем в окружной стенке цилиндрической трубки и в дисковидном завершении цилиндрической трубки расположены прорези. Ниже по потоку, чем впускной фильтр, в проточном канале расположен формирующий струю элемент, в котором имеется несколько пролегающих в радиальном направлении направляющих поток поверхностей. На находящихся радиально внутри кромках направляющих поток поверхностей коаксиально с проточным каналом расположено обтекаемое тело, с которым соединены направляющие поток поверхности. Обтекаемое тело имеет на своих находящемся выше по потоку и находящемся ниже по потоку концах по конусовидному наконечнику. Расположенный на находящемся выше по потоку конце конусовидный наконечник простирается до области впускного фильтра. На основании конусовидного наконечника, который расположен выше по потоку, чем впускной фильтр, начинаются направляющие поток поверхности. Таким же образом расположенный на находящемся ниже по потоку конце конусовидный наконечник расположен так, что его основание расположено на находящемся ниже по потоку конце направляющих поток поверхностей.
Другое сопло высокого давления для удаления окалины со стальных изделий известно из немецкого зарегистрированного промышленного образца DE 9109175 U1. Там тоже предусмотрен корпус с впускным фильтром, сопловым наконечником с выпускным отверстием, проточным каналом между впускным фильтром и выпускным отверстием в сопловом наконечнике и с формирующим струю элементом с направляющими поток поверхностями в проточном канале. Формирующий струю элемент расположен ниже по потоку, чем впускной фильтр.
Из немецкого зарегистрированного промышленного образца DE 29706863 U1 известно другое сопло высокого давления для удаления окалины со стальных изделий с впускным фильтром и с расположенным ниже по потоку, чем впускной фильтр, формирующим струю элементом в проточном канале.
В реферате к японскому патенту JP 2011-115749 А описывается другое сопло высокого давления для удаления окалины со стальных изделий.
Другое сопло высокого давления для удаления окалины со стальных изделий известно из публикации заявки на патент DE 102009019255 А1. В сопле имеется корпус с впускным фильтром, сопловым наконечником с выпускным отверстием, проточным каналом между впускным фильтром и выпускным отверстием в сопловом наконечнике и с формирующим струю элементом с направляющими поток поверхностями в проточном канале. Формирующий струю элемент разделен на два участка, причем направляющие поток поверхности на первом и втором участках смещены относительно друг друга в окружном направлении. Между обоими участками предусмотрена кольцевая камера, в которой направляющие поток поверхности не предусмотрены.
Из описания изобретения к немецкому патенту DE 102014112757 В4 известно плоскоструйное сопло с сопловым наконечником с выпускным отверстием и выпускной камерой, причем формирующий струю элемент расположен непосредственно выше по потоку, чем выпускная камера. Формирующий струю элемент выполнен в виде диска, и в нем имеется центральное сквозное отверстие, а также расположенные в форме звезды вокруг центрального сквозного отверстия, выполненные приблизительно в форме треугольника или кругового сектора сквозные отверстия. Толщина диска в формирующем струю элементе должна составлять от 1 до 4 мм.
С помощью изобретения модуль фильтрации и формирования струи и модуль сопла высокого давления должны быть усовершенствованы в отношении сопротивления протеканию и стабильности впускного фильтра.
Согласно изобретению для этого предусмотрены модуль фильтрации и формирования струи с признаками п. 1 формулы изобретения и модуль сопла высокого давления с признаками п. 17 формулы изобретения. Целесообразные усовершенствования изобретения указаны в подпунктах формулы изобретения.
Согласно изобретению предусмотрен модуль фильтрации и формирования струи, прежде всего для сопла высокого давления, прежде всего для удаления окалины с металлических изделий, имеющий корпус, причем корпус имеет впускной фильтр, присоединительный конец для соединения с соплом, проточный канал между впускным фильтром и присоединительным концом, и формирующий струю элемент с направляющими поток поверхностями в проточном канале, причем направляющие поток поверхности формирующего струю элемента, по меньшей мере, частично расположены в области впускного фильтра.
Вследствие расположения направляющих поток поверхностей, по меньшей мере, частично в области впускного фильтра неожиданным образом вызывается успокоение течения в проточном канале и за счет этого улучшенное воздействие снабженного модулем фильтрации и формирования струи сопла высокого давления, то есть во время эксплуатации сопла - более высокая энергия распыленной струи при соударении с поверхностью. Подразумевается, что расположение направляющих поток поверхностей, по меньшей мере, частично в области впускного фильтра создает предпосылки для того, чтобы завихрения в области впускного фильтра не могли появляться вообще или спадали быстрее, вследствие чего в проточном канале, в общем, снижалось бы сопротивление протеканию. Сопла высокого давления согласно изобретению предусмотрены для распыления жидкостей с давлениями по меньшей мере 50 бар, прежде всего несколько сотен бар, особенно до 800 бар.
В усовершенствовании изобретения во впускном фильтре имеется несколько расположенных параллельно центральной продольной оси проточного канала впускных прорезей, причем впускные прорези отделены одна от другой посредством нескольких расположенных рядом друг с другом, при рассмотрении в окружном направлении корпуса, перемычек, причем направляющие поток поверхности формирующего струю элемента, по меньшей мере, частично соединены с внутренними сторонами перемычек, которые обращены во внутреннее пространство корпуса.
За счет того, что направляющие поток поверхности, по меньшей мере, частично соединены с внутренними сторонами перемычек, может быть достигнута значительная стабилизация перемычек и вместе с тем всего впускного фильтра. В питающих сопла высокого давления трубопроводах могут появляться волны давления или же скачки давления, которые возникают предположительно вследствие открытия подачи воды. Такие скачки давления в питающих трубопроводах доходят до впускного фильтра и могут повредить впускной фильтр, вдавливая, например, перемычки между прорезями впускного фильтра внутрь, в проточный канал. Если это случается, то вследствие этого свободное поперечное сечение впускного фильтра уменьшается, и модуль фильтрации и формирования струи должен быть заменен. За счет соединения направляющих поток поверхностей с внутренними сторонами перемычек перемычки могут стать настолько стабильными, что больше не стоит опасаться никаких вдавливаний при скачках давления. Помимо этого, соединение направляющих поток поверхностей с внутренними сторонами перемычек создает предпосылки для разделения протекающих через отдельные впускные прорези потоков. Выявилось, что за счет этой меры может быть предотвращено или же сокращено образование завихрений ниже по потоку, чем впускные прорези впускного фильтра, так что сопротивление протеканию в проходящем через корпус проточном канале уменьшается.
В усовершенствовании изобретения направляющие поток поверхности на их находящейся радиально внутри стороне, по меньшей мере, участками соединены друг с другом или с центральным соединительным элементом формирующего струю элемента.
Тогда находящиеся радиально внутри стороны или же кромки направляющих поток поверхностей в механическом отношении могут опираться друг на друга или на центральный соединительный элемент, за счет чего достигается значительная стабильность впускного фильтра. Помимо этого, находящиеся между отдельными направляющими поток поверхностями проточные каналы отделяются друг от друга, вследствие чего предотвращается образование завихрений и/или они спадают быстрее и может быть снижено сопротивление протеканию.
В усовершенствовании изобретения центральный соединительный элемент простирается только вдоль части длины формирующего струю элемента, и направляющие поток поверхности на находящемся ниже по потоку конце формирующего струю элемента не соприкасаются друг друга своими находящимися радиально внутри сторонами. За счет этого свободное поперечное сечение потока может увеличиваться, при рассмотрении вдоль длины формирующего струю элемента, так как с завершением или же окончанием центрального соединительного элемента свободное поперечное сечение повышается. Тем не менее, направляющие поток поверхности могут продолжаться далее и, при рассмотрении, например, в направлении потока, сужаться до конца формирующего струю элемента.
В усовершенствовании изобретения центральный соединительный элемент выполнен в виде трубки и образует центральный проточный канал формирующего струю элемента.
За счет этого с помощью центральной трубки может быть предоставлен другой, отдельный проточный канал, проходящий через формирующий струю элемент или же через участок формирующего струю элемента. Эта мера тоже способствует снижению сопротивления протеканию.
В усовершенствовании изобретения свободное поперечное сечение трубки уменьшается в направлении потока.
В усовершенствовании изобретения внутренняя стенка трубки на находящемся ниже по потоку конце формирующего струю элемента проходит параллельно центральной продольной оси корпуса.
В усовершенствовании изобретения направляющие поток поверхности формирующего струю элемента простираются по всей длине впускного фильтра.
За счет этого впускной фильтр или же перемычки между прорезями впускного фильтра могут быть стабилизированы с помощью направляющих поток поверхностей по всей длине впускного фильтра. Помимо этого, могут быть выполнены отделенные друг от друга по всей длине впускного фильтра проточные каналы. Например, с каждой впускной прорезью на цилиндрической окружной стенке впускного фильтра соотнесен отдельный проточный канал, а со всеми впускными прорезями в крышке фильтра, которая замыкает цилиндрический участок впускного фильтра на находящемся выше по потоку конце, соотнесен один общий проточный канал. За счет этой меры может быть сокращено или предотвращено образование завихрений, и сопротивление протеканию уменьшается.
В усовершенствовании изобретения во впускном фильтре имеется несколько расположенных на цилиндрической окружной стенке корпуса впускных прорезей и в формирующем струю элементе предусмотрено несколько отходящих от этих впускных прорезей, отделенных друг от друга проточных каналов, которые простираются до конца формирующего струю элемента.
За счет этого может быть полностью предотвращено образование завихрений, которые вызываются вследствие сталкивания друг с другом потоков воды, которые проникают через разные впускные прорези. С помощью формирующего струю элемента проникшие через разные впускные прорези потоки воды могут быть затем направлены параллельно друг другу, так что тогда отдельные потоки воды сталкиваются друг с другом ниже по потоку, чем формирующий струю элемент, будучи ориентированными в одном направлении, и образование завихрений сокращается или предотвращается.
В усовершенствовании изобретения соответственно с двумя впускными прорезями или с каждой впускной прорезью соотнесен отдельный проточный канал.
В усовершенствовании изобретения предусмотрены один центральный проточный канал и несколько окружающих центральный проточный канал внешних проточных каналов.
В усовершенствовании изобретения на находящемся выше по потоку конце центрального проточного канала расположена крышка фильтра впускного фильтра.
В усовершенствовании изобретения крышка фильтра имеет несколько впускных прорезей, причем от расположенных между впускными прорезями перемычек, по меньшей мере, частично отходят направляющие поток поверхности формирующего струю элемента.
За счет этого с помощью направляющих поток поверхностей впускной фильтр может быть стабилизирован до области крышки фильтра.
В усовершенствовании изобретения направляющие поток поверхности соединены с внутренними сторонами перемычек.
В усовершенствовании изобретения площадь направляющих поток поверхностей, при рассмотрении в направлении потока, уменьшается, и на находящемся ниже по потоку конце направляющие поток поверхности заканчиваются на общем наконечнике.
Посредством общего наконечника может образовываться обтекаемое тело, которое тогда образовано посредством сходящихся направляющих поток поверхностей. За счет снижения площади направляющих поток поверхностей в направлении потока может снижаться, при рассмотрении вдоль длины формирующего струю элемента, сопротивление протеканию не в ущерб ориентирующему действию формирующего струю элемента.
В усовершенствовании изобретения крышка фильтра и образованный посредством направляющих поток поверхностей формирующий струю элемент образованы монолитно.
Крышка фильтра и формирующий струю элемент могут быть изготовлены монолитно, например, с помощью изготовления «зеленого» полуфабриката посредством литья под давлением из металлического порошка и последующего спекания. Для изготовления высокопрочной цельной детали, например, могут быть спечены вместе также несколько отдельных деталей. В зависимости от размера и/или предусмотренного материала возможно также изготовление отдельных деталей с помощью литья под давлением. Помимо этого, возможно также изготовление резанием.
Другие признаки и преимущества изобретения вытекают из формулы изобретения и последующего описания предпочтительных форм выполнения изобретения во взаимосвязи с чертежами. При этом отдельные признаки различных изображенных и описанных форм выполнения можно комбинировать друг с другом любым образом, не выходя за рамки изобретения. На чертежах показано:
Фиг. 1 схематический вид в разрезе на модуль сопла высокого давления согласно изобретению,
Фиг. 2 вид сбоку на модуль фильтрации и формирования струи для модуля сопла высокого давления согласно фиг. 1,
Фиг. 3 вид на модуль фильтрации и формирования струи согласно фиг. 2 снизу, против предусмотренного направления потока,
Фиг. 4 вид на модуль фильтрации и формирования струи согласно фиг. 2 под наклоном снизу,
Фиг. 5 другой вид на модуль фильтрации и формирования струи согласно фиг. 2 под наклоном снизу под другим углом зрения,
Фиг. 6 вид на плоскость резания С-С на фиг. 5,
Фиг. 7 вид сбоку на разрезанный вдоль модуль фильтрации и формирования струи согласно фиг. 2,
Фиг. 8 вид на разрезанный вдоль модуль фильтрации и формирования струи согласно фиг. 7 снизу, против предусмотренного направления потока,
Фиг. 9 вид на разрезанный вдоль модуль фильтрации и формирования струи согласно фиг. 7 под наклоном сверху,
Фиг. 10 другой вид на разрезанный вдоль модуль фильтрации и формирования струи согласно фиг. 7 под наклоном снизу под другим углом зрения,
Фиг. 11 вид на модуль фильтрации и формирования струи согласно другой форме выполнения изобретения под наклоном снизу,
Фиг. 12 вид на модуль фильтрации и формирования струи согласно фиг. 11 под другим углом зрения,
Фиг. 13 вид на модуль фильтрации и формирования струи согласно фиг. 11 снизу, против предусмотренного направления потока через модуль фильтрации и формирования струи,
Фиг. 14 вид сбоку на модуль фильтрации и формирования струи согласно фиг. 11,
Фиг. 15 вид сверху на модуль фильтрации и формирования струи согласно фиг. 11,
Фиг. 16 вид на плоскость резания А-А на фиг. 14,
Фиг. 17 вид на часть модуля фильтрации и формирования струи согласно фиг. 11-16 под наклоном сверху,
Фиг. 18 вид на часть модуля фильтрации и формирования струи согласно фиг. 17 под наклоном снизу,
Фиг. 19 вид снизу на часть модуля фильтрации и формирования струи согласно фиг. 17,
Фиг. 20 вид сбоку на часть модуля фильтрации и формирования струи согласно фиг. 17,
Фиг. 21 вид сверху на часть модуля фильтрации и формирования струи согласно фиг. 17,
Фиг. 22 вид на плоскость резания А-А на фиг. 20,
Фиг. 23 вид на крышку фильтра для модуля фильтрации и формирования струи согласно фиг. 11 под наклоном снизу,
Фиг. 24 вид на крышку фильтра согласно фиг. 23 под наклоном сверху,
Фиг. 25 вид снизу на крышку фильтра согласно фиг. 23,
Фиг. 26 вид сбоку на крышку фильтра согласно фиг. 23,
Фиг. 27 вид сверху на крышку фильтра согласно фиг. 23,
Фиг. 28 схематический вид в разрезе на другой модуль сопла высокого давления согласно изобретению,
Фиг. 29 вид на модуль фильтрации и формирования струи для модуля сопла высокого давления согласно фиг. 28 под наклоном снизу,
Фиг. 30 вид снизу на модуль фильтрации и формирования струи согласно фиг. 29,
Фиг. 31 вид сбоку на модуль фильтрации и формирования струи согласно фиг. 29,
Фиг. 32 вид сверху на модуль фильтрации и формирования струи согласно фиг. 29,
Фиг. 33 вид на плоскость резания В-В на фиг. 31,
Фиг. 34 вид на крышку фильтра для модуля фильтрации и формирования струи согласно фиг. 29 под наклоном снизу,
Фиг. 35 вид на крышку фильтра согласно фиг. 34 под наклоном сверху,
Фиг. 36 вид снизу на крышку фильтра согласно фиг. 34,
Фиг. 37 вид сбоку на крышку фильтра согласно фиг. 34,
Фиг. 38 вид сверху на крышку фильтра согласно фиг. 34,
Фиг. 39 вид сбоку на модуль фильтрации и формирования струи согласно другой форме выполнения изобретения,
Фиг. 40 вид на модуль фильтрации и формирования струи согласно фиг. 39 снизу, против предусмотренного при эксплуатации направления потока,
Фиг. 41 вид сверху на модуль фильтрации и формирования струи согласно фиг. 39,
Фиг. 42 вид на плоскость резания А-А на фиг. 39, и
Фиг. 43 вид на плоскость резания В-В на фиг. 42,
Фиг. 44 вид на модуль фильтрации и формирования струи согласно другой форме выполнения изобретения, и
Фиг. 45 вид на плоскость резания А-А на фиг. 44.
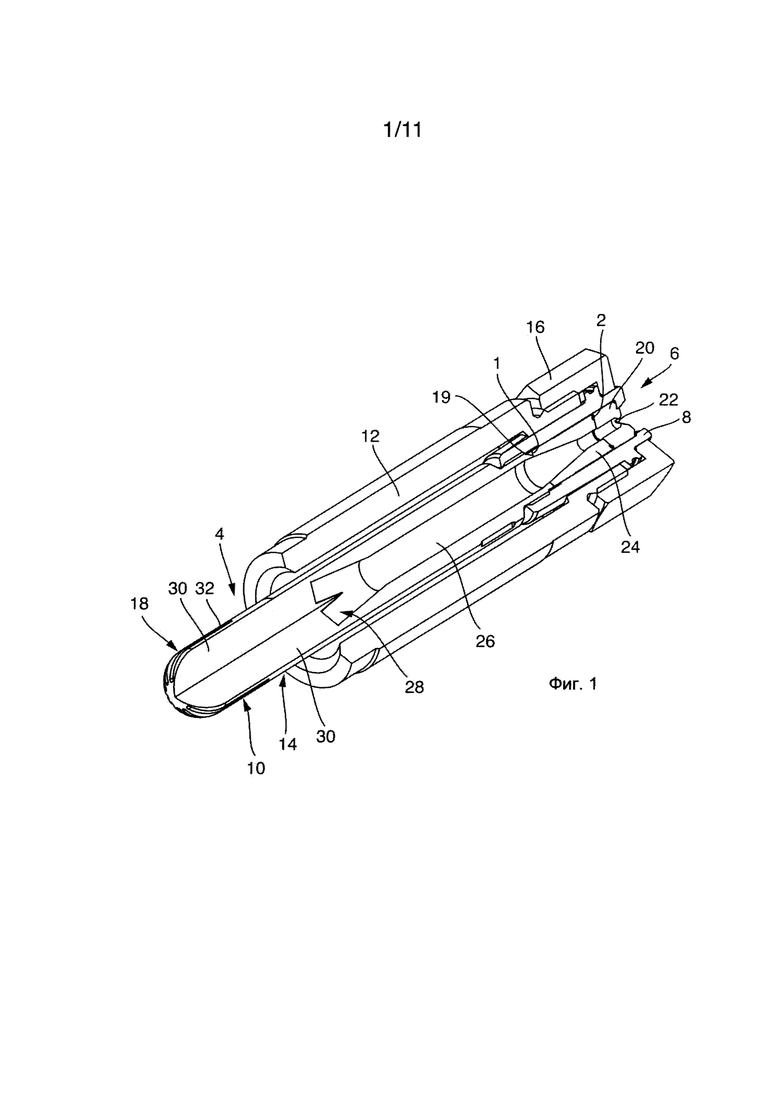
В изображении на фиг. 1 показан схематический вид в разрезе на модуль 4 сопла высокого давления согласно изобретению. Модуль 4 сопла высокого давления вмонтирован в приварной ниппель 12, который предусмотрен для того, чтобы быть вставленным в отверстие не изображенного водопроводящего трубопровода и сваренным с ним. Модуль 4 сопла высокого давления имеет модуль 10 фильтрации и формирования струи и сопло 6. Сопло 6 имеет корпус 8 сопла, соединительную гильзу 24, наконечник 20 и выпускное отверстие 22. Корпус 14 модуля 10 фильтрации и формирования струи соединен в области 1 с соединительной гильзой 24, а соединительная гильза 24 соединена в области 2 с наконечником 20. Корпус 14 завинчен в корпус 8 сопла, который закреплен на приварном ниппеле 12 с помощью накидной гайки 16.
Корпус 14 имеет впускной фильтр 18 и присоединительный конец 19, который примыкает к соединительной гильзе 24 и, в определенных случаях, соединен с ней. Между впускным фильтром 18 и присоединительным концом 19 и затем далее к выпускному отверстию 22 проходит проточный канал 26. В проточном канале расположен формирующий струю элемент 28, который имеет насколько направляющих поток поверхностей 30. Как можно понять из фиг. 1, направляющие поток поверхности 30 формирующего струю элемента 28 простираются по всей длине впускного фильтра 18 и еще немного за его пределами. При этом длина впускного фильтра 18 задана находящимся ниже по потоку концом прорезей 32, которые дают возможность поступления воды в проточный канал 26. Модуль 4 сопла высокого давления предусмотрен для удаления окалины с металлических изделий, и в него подается вода с давлением приблизительно от 50 до 800 бар.
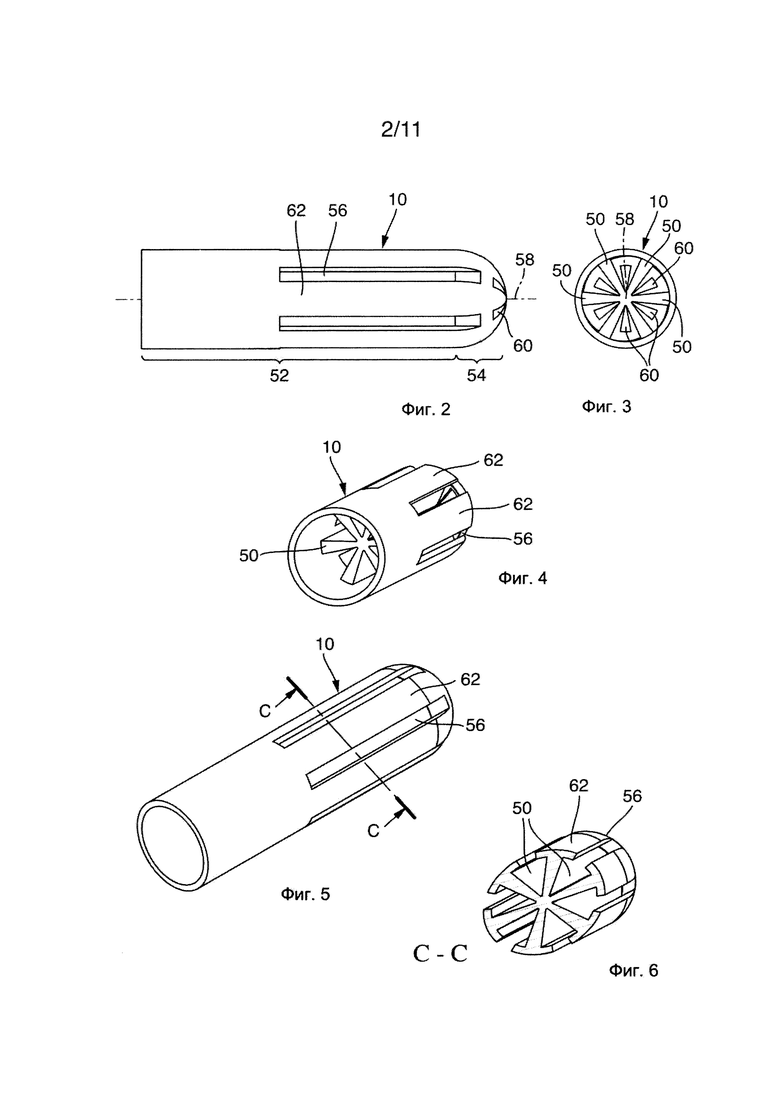
В изображении на фиг. 2 показан вид сбоку на модуль 10 фильтрации и формирования струи для модуля 4 сопла высокого давления согласно фиг. 1. Модуль 10 фильтрации и формирования струи имеет цилиндрический трубчатый участок 52 и насаженная на цилиндрический трубчатый участок, приблизительно полусферическая крышка 54 фильтра. На цилиндрическом участке модуля 10 фильтрации и формирования струи имеется несколько впускных прорезей 56, которые простираются параллельно центральной продольной оси 58 впускного фильтра 18. Помимо этого, впускные прорези 56 расположены в радиальном направлении по отношению к центральной продольной оси 58 и простираются немного дальше в крышку 54 фильтра. Альтернативно, впускные прорези 56 могут заканчиваться перед крышкой 54 фильтра. Крышка 54 фильтра также имеет впускные прорези 60, которые подходят в радиальном направлении к точке пересечения центральной продольной оси 58 с крышкой 54 фильтра.
В изображении на фиг. 3 показан вид на модуль 10 фильтрации и формирования струи снизу, против предусмотренного во время эксплуатации направления потока, то есть на фиг. 2 слева. На этом виде можно видеть прорези 60 на крышке фильтра, а также, в общем, шесть направляющих поток поверхностей 50. Направляющие поток поверхности 50 соединены с внутренними сторонами перемычек 62, см. фиг. 2, которые находятся между двумя впускными прорезями 56. Направляющие поток поверхности 50 соединены друг с другом их находящимися радиально внутри кромками. Таким образом, все шесть направляющих поток поверхностей 50 проходят в области центральной продольной оси 58 вместе и соединены там друг с другом.
В изображении на фиг. 4 показан модуль 10 фильтрации и формирования струи согласно фиг. 2 в виде под наклоном снизу. На этом виде можно хорошо видеть направляющие поток поверхности 50 формирующего струю элемента, которые расположены внутри модуля 10 фильтрации и формирования струи.
На фиг. 5 показан вид на модуль 10 фильтрации и формирования струи под наклоном снизу, а на фиг. 6 - вид на плоскость резания С-С на фиг. 5. На фиг. 6 можно хорошо видеть, что направляющие поток поверхности 50 соединены с внутренними сторонами перемычек 62. В форме выполнения согласно фиг. 6 направляющие поток поверхности 50 выполнены с перемычками 62 монолитно. В рамках изобретения возможно многокомпонентное выполнение, и, например, формирующие струю элементы с направляющими поток поверхностями могут быть запрессованы в фильтр. На их находящейся радиально внутри стороне направляющие поток поверхности 50 соединены друг с другом. Вследствие этого на фиг. 8 можно хорошо видеть, что перемычки 62 стабилизируются направляющими поток поверхностями 50. Больше не стоит особо опасаться вдавливания перемычек 62 при возникновении скачков давления в подводимой воде, потому что такие, действующие радиально внутрь силы принимаются и отводятся направляющими поток поверхностями 50.
Помимо этого, можно видеть, что между каждыми двумя направляющими поток поверхностями 50 выполнено по имеющему в поперечном сечении форму кругового сектора и приблизительно треугольному частичному проточному каналу, который проходит до конца формирующего струю элемента и, следовательно, до находящегося ниже по потоку конца направляющих поток поверхностей 50. С каждым из этих, приблизительно треугольных в поперечном сечении, частичных проточных каналов соотнесена впускная прорезь 56 и впускная прорезь 60. Количество впускных прорезей 56 и впускных прорезей 60 может быть разным. Например, с каждым частичным проточным каналом соотнесена впускная прорезь 56, а с каждым вторым частичным проточным каналом дополнительно соотнесена еще впускная прорезь 60. Вода, которая поступает через соответствующие впускные прорези 56 и 60, направляется вследствие этого внутри соответствующего частичного проточного канала между двумя соседними направляющими поток поверхностями 50 параллельно центральной продольной оси и затем выходит из формирующего струю элемента в уже направленном состоянии. Вследствие этого отдельные, поступившие через впускные прорези 56 и 60 потоки воды встречаются друг с другом только в направленном состоянии. За счет этого сопротивление протеканию через впускной фильтр 18 по сравнению с обычными впускными фильтрами может быть значительно снижено. В результате в модуле 4 сопла высокого давления согласно фиг. 1 с модулем 10 фильтрации и формирования струи достигается более сильное воздействие распыленной струи по сравнению с обычными соплами высокого давления.
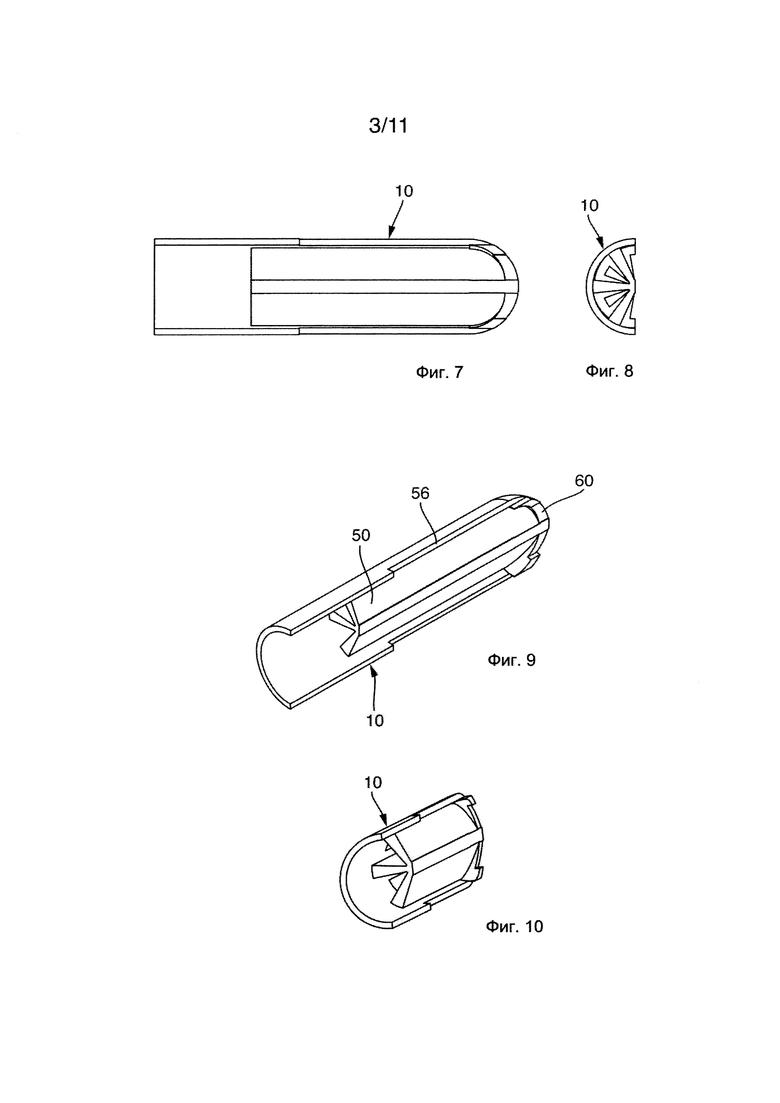
На фиг. 7-10 показаны разные виды на модуль 10 фильтрации и формирования струи согласно фиг. 2, причем в изображениях на фиг. 7-10 модуль 10 фильтрации и формирования струи разрезан и показана только его половина.
На фиг. 9 можно видеть, что в этой форме выполнения с каждым из приблизительно треугольных в поперечном сечении частичных проточных каналом между двумя направляющими поток поверхностями 50 соотнесена впускная прорезь 56 на цилиндрическом участке впускного фильтра 18 и впускная прорезь 60 в куполовидной области крышки фильтра впускного фильтра 18.
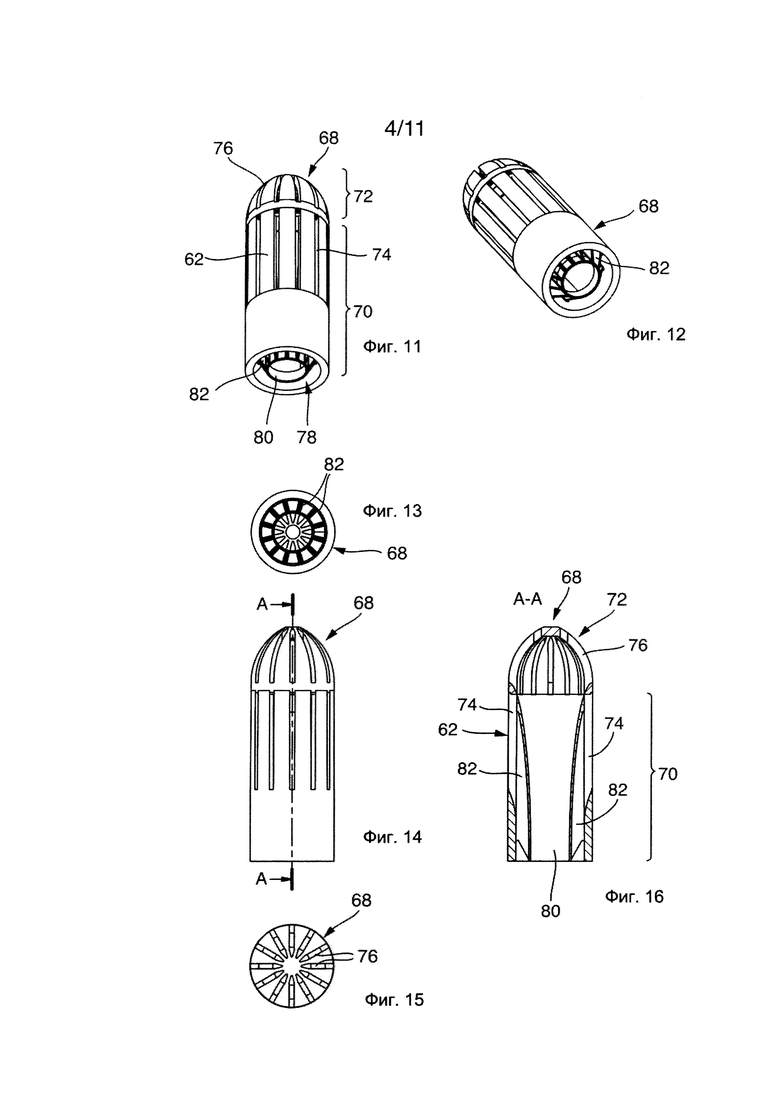
В изображении на фиг. 11 показан модуль 68 фильтрации и формирования струи для другого модуля сопла высокого давления согласно изобретению. В этом модуле 68 фильтрации и формирования струи имеются цилиндрический участок 70 и насаженная на цилиндрический участок 70, имеющая приблизительно форму полусферы крышка 72 фильтра. На цилиндрическом участке 70 расположено с распределением по окружности несколько впускных прорезей 74, которые проходят параллельно центральной продольной оси модуля 68 фильтрации и формирования струи. На крышке 72 фильтра тоже расположено с распределением по окружности несколько впускных прорезей 76, которые расположены в одной плоскости с впускными прорезями 74 и подходят к точке пересечения центральной продольной оси с крышкой 72 фильтра. Как уже было изложено, в рамках изобретения расположение впускных прорезей 74 и впускных прорезей 76 в крышке 72 фильтра в одной плоскости не является обязательным. Количество впускных прорезей 74 на цилиндрическом трубчатом участке 70 может отличаться от количества впускных прорезей 76 в крышке 72 фильтра, и, например, в крышке 72 фильтра может быть предусмотрено девять впускных прорезей 76, а на цилиндрическом трубчатом участке 70 - от 12 до 14 впускных прорезей 74.
Внутри цилиндрического участка 70 модуля 68 фильтрации и формирования струи расположен формирующий струю элемент 78. В формирующем струю элементе 78 имеется центральная направляющая трубка 80, которая расположена концентрично по отношению к центральной продольной оси и которая образует центральный частичный проточный канал. С внешней стороной центральной направляющей трубки 80 соединено несколько направляющих поток поверхностей 82. Между каждыми двумя направляющими поток поверхностями 82 выполнено по отдельному частичному проточному каналу. Каждая из направляющих поток поверхностей 82 соединена с внутренней стороной одной из перемычек 62, причем каждая из перемычек 62 расположена между двумя впускными прорезями 74. Таким образом, с каждой впускной прорезью 74 соотнесен отдельный частичный проточный канал между двумя направляющими поток поверхностями 82.
Расположение направляющих поток поверхностей 82 и прорезей 74 можно хорошо понять из вида в разрезе на фиг. 16. Можно видеть, что вода, которая поступает через впускную прорезь 74, направляется отдельно в частичном проточном канале между двумя направляющими поток поверхностями 82 и смешивается с водой, которая поступает через крышку 72 фильтра и затем течет по центральной направляющей трубке 80 или поступает через другую впускную прорезь 74, только на находящемся ниже по потоку конце формирующего струю элемента во впускном фильтре 68.
В общем, предусмотрено двенадцать расположенных в изображенной форме выполнения радиально направляющих поток поверхностей 82 и двенадцать впускных прорезей 74 в цилиндрической части 70 впускного фильтра 68. В крышке 72 фильтра предусмотрено тоже двенадцать впускных прорезей 76.
Через впускные прорези 76 в крышке 72 фильтра вода поступает, как было упомянуто, во внутреннее пространство крышки 72 фильтра и после этого попадает в центральную направляющую трубку 80. Центральная направляющая трубка 80 начинается на находящемся выше по потоку конце цилиндрического участка 70 и простирается до находящегося ниже по потоку конца цилиндрического участка 70. Стенка центральной направляющей трубки 80 начинается на находящемся выше по потоку конце цилиндрического участка 70, на внутренней стенке цилиндрического участка. Свободное поперечное сечение центральной направляющей трубки 80, при рассмотрении в направлении потока, уменьшается. Это сужение происходит постепенно, и на виде в разрезе на фиг. 16 стенка центральной направляющей трубки 80 изогнута по направлению к центральной продольной оси. Но затем на находящемся ниже по потоку конце цилиндрического участка 70 стенка центральной направляющей трубки 80 ориентирована параллельно центральной продольной оси. В рамках изобретения направляющая трубка 80 может заканчиваться также сужающимся участком.
Как уже было изложено, поступившая через крышку 72 фильтра вода смешивается с водой, которая поступила через впускные прорези 74 на цилиндрическом участке 70, только ниже по потоку, чем направляющие поток поверхности 82, и ниже по потоку, чем центральная направляющая трубка 80.
На виде на фиг. 16 можно хорошо видеть, ср. также с фиг. 13, что направляющие поток поверхности 82 соединены с внутренними сторонами перемычек 62 и за счет этого стабилизируют перемычки 62. Даже при возникновении скачков давления не следует опасаться, что перемычки 62 будут прогнуты и при определенных условиях даже необратимо пластично деформированы. Крышка 72 фильтра вследствие своей изогнутой формы стабильнее, чем перемычки 62, так что в этой области при скачках давления, как правило, не стоит опасаться никаких деформаций крышки 72 фильтра.
В изображениях на фиг. 17-21 показаны разные виды на цилиндрический участок 70 впускного фильтра 68 согласно фиг. 11-16. На этих видах можно отчетливее видеть, например, расположение направляющих поток поверхностей 82 относительно впускных прорезей 74, как и образование центральной направляющей трубки 80.
Для изготовления впускного фильтра 68 цилиндрический участок 70 собирается вместе с крышкой 72 фильтра и затем, например, спекается.
На фиг. 23-27 под разными углами зрения изображена крышка 72 фильтра впускного фильтра 68 согласно фиг. 11-15.
В изображении на фиг. 28 показан схематический вид в разрезе на предлагаемый модуль 84 сопла высокого давления согласно другой форме выполнения изобретения. Модуль 84 сопла высокого давления снова вмонтирован в приварной ниппель 12, и в нем имеются сопло 6 и модуль 88 фильтрации и формирования струи. Модуль 84 сопла высокого давления согласно фиг. 28 отличается от модуля 4 сопла высокого давления согласно фиг. 1 только конструкцией модуля 88 фильтрации и формирования струи, которая теперь разъясняется с помощью приведенных ниже фиг. 29-38.
В изображениях на фиг. 29-32 показан модуль 88 фильтрации и формирования струи для модуля 84 сопла высокого давления согласно фиг. 28. В модуле 88 фильтрации и формирования струи имеется цилиндрический участок 70, который по сравнению с формой выполнения согласно фиг. 17-21 не изменен и поэтому не разъясняется снова. Цилиндрический участок 70 собран вместе с крышкой 90 фильтра, которая, со своей стороны, снабжена формирующим струю элементом и направляющими поток поверхностями 92.
В виде в разрезе на фиг. 33 можно видеть, что в крышке 90 фильтра имеется несколько направляющих поток поверхностей 92, которые расположены в радиальных относительно центральной продольной оси плоскостях. Направляющие поток поверхности 92 соединены с внутренними сторонами перемычек 94 крышки 90 фильтра, причем каждая из перемычек 94 расположена между двумя впускными прорезями 96 крышки 90 фильтра. Прорези 96 расположены таким же образом, как и прорези 76 крышки 72 фильтра согласно фиг. 11-15 и 23-27. Крышка 90 фильтра согласно фиг. 29-32 отличается от крышки 72 фильтра только тем, как выглядят направляющие поток поверхности 92. Как можно понять из фиг. 32, в крышке 90 фильтра предусмотрено, в общем, двенадцать впускных прорезей 96 и, как можно понять из фиг. 31, тоже двенадцать расположенных в радиальных относительно центральной продольной оси плоскостях направляющих поток поверхностей 92. За счет этого с каждой из впускных прорезей 96 соотнесен отдельный частичный проточный канал, который проходит между двумя соседними направляющими поток поверхностями 92. Каждый из частичных проточных каналов имеет подобное треугольнику поперечное сечение. Как уже было изложено, количество впускных прорезей 96 может варьироваться и не обязательно должно быть равно количеству впускных прорезей на участке 70.
Направляющие поток поверхности 92 соединены их находящимися радиально внутри кромками. За счет этого, во-первых, достигается чрезвычайно стабильная структура, во-вторых, выполненные между направляющими поток поверхностями 92 частичные проточные каналы строго отделены друг от друга.
Направляющие поток поверхности 92, при рассмотрении в направлении потока, то есть на фиг. 33 - сверху вниз, уменьшают свои площади. При этом форма направляющих поток поверхностей 92 выбрана так, что крышка 90 фильтра может быть вставлена в центральную направляющую трубку 80 цилиндрического участка 70. До точки X и, тем самым, несколько далее длины первой трети центральной направляющей трубки 80 направляющие поток поверхности 92 еще прилегают их находящимися радиально внутри кромками к внутренней стенке центральной направляющей трубки 80. Согласно изобретению точка X находится на расстоянии, составляющем максимально 80% от длины центральной направляющей трубки 80. После этого направляющие поток поверхности 92 сужаются настолько, что их находящиеся радиально снаружи кромки располагаются на расстоянии от стенки центральной направляющей трубки 80. Это расстояние до конца направляющих поток поверхностей 92 постепенно повышается. Вследствие этого происходит тоже лишь постепенное смешивание воды из отдельных частичных проточных каналов, расположенных между каждыми двумя направляющими поток поверхностями 92.
Направляющие поток поверхности 92 создают предпосылки для направленности движения воды, которая поступает через прорези 96 в крышке 90 фильтра, параллельно центральной продольной оси впускного фильтра 88. Вследствие этого на конце центральной направляющей трубки 80, который совпадает с концом модуля 88 фильтрации и формирования струи, вода в центральной направляющей трубке 80 направлена по существу параллельно центральной продольной оси. После этого, как уже было разъяснено, эта вода попадает в направленную тоже параллельно центральной продольной оси воду, текущую в частичных проточных каналах между направляющими поток поверхностями 82. За счет этого сокращается или предотвращается образование завихрений при смешивании потоков, и вообще с помощью модуля 88 фильтрации и формирования струи может быть достигнуто меньшее сопротивление, чем при обычных впускных фильтрах и формирующих струю элементах. Воздействие распыляемой струи, которая выпускается из модуля 84 сопла высокого давления согласно изобретению, по сравнению с обычными соплами высокого давления повышается.
Как уже было упомянуто, направляющие поток поверхности 92 заканчиваются на общем наконечнике 98. Конец наконечника 98 находится перед концом центральной направляющей трубки 80. В рамках изобретения наконечник 98 может быть также закругленным и/или также быть расположенным в продольном направлении перед концом направляющей трубки 80 на его высоте или после него.
На фиг. 34-38 показана крышка 90 фильтра впускного фильтра 88 на фиг. 30-34 без цилиндрического участка 70. На разных видах можно хорошо видеть расположение направляющих поток поверхностей 92. Можно также хорошо видеть, что с каждой впускной прорезью 96 в крышке 90 фильтра соотнесен отдельный частичный проточный канал между двумя направляющими поток поверхностями 92. В рамках изобретения с одним частичным проточным каналом может быть соотнесено также несколько впускных прорезей 96.
Цилиндрический участок 70 и крышки 72, 90 фильтра изготавливаются соответственно отдельно с помощью литья под давлением из металлического порошка. При этом металлический порошок сначала известным способом смешивается со связующим из термопластичной пластмассы. В качестве металлического порошка может быть использован, например, также порошок из твердого сплава. Полученная таким образом смесь называется также «фидсток» (Feedstock). Затем на втором этапе полученная таким образом смесь вносится посредством литья под давлением в форму, и отдельно изготавливаются цилиндрический участок 70 и крышка 72, 90 фильтра. Могут быть использованы по существу обычные машины для литья под давлением, так как вследствие наличия связующего из термопластичной пластмассы смесь имеет свойства, подобные свойствам пластмассы, и пригодна для литья под давлением. Полученный после литья под давлением полуфабрикат называется «сырцом» или «сырой деталью».
Следующий за этим этап называется удалением присадок, и в ходе этого этапа связующее из термопластичной пластмассы с помощью соответствующих процессов удаляется из полуфабриката. Это могут быть, например, термические или химические процессы. После удаления присадок имеется полуфабрикат со сравнительно пористой структурой, в котором в котором между отдельными частицами металлического порошка имеются промежуточные пространства, которые первоначально были заполнены связующим из термопластичной пластмассы. Полученный после удаления присадок полуфабрикат называется также «коричневым» или «коричневой деталью».
После удаления присадок отдельные детали могут быть собраны вместе. Тогда в настоящем случае цилиндрический участок 70 собирается с крышкой 72 фильтра или с крышкой 90 фильтра.
Затем эти полуфабрикаты в собранном состоянии спекаются. Спекание осуществляется с помощью процесса термообработки. После спекания свойства материала возникшего конечного продукта сравнимы с таковыми плотного материала. Собранные отдельные детали, а именно крышка 72 фильтра или крышка 90 фильтра и цилиндрический участок 70, посредством этапа спекания могут быть неразъемно соединены друг с другом, и при этом исчезают возможно имевшиеся разделительные швы между отдельными деталями.
Альтернативно, крышка 72 фильтра, крышка 90 фильтра и цилиндрический участок 70 могут быть также изготовлены и спечены отдельно. Тогда соединение этих конструктивных элементов осуществляется, например, посредством сварки, прежде всего лазерной сварки, или пайки.
Если необходимо, соединенные друг с другом отдельные детали могут быть еще обработаны дополнительно или подвергнуты поверхностной отделке, например штриховой полировке, чтобы еще более снизить сопротивление протеканию.
Изготовленный с помощью литья под давлением из металлического порошка впускной фильтр может быть оформлен благоприятным для протекания и одновременно высокопрочным. Особый вклад в повышенную по сравнению с обычными впускными фильтрами прочность вносит именно расположение направляющих поток поверхностей в области впускного фильтра и опирание перемычек, находящихся между впускными прорезями, на направляющие поток поверхности. Одновременно за счет заблаговременного придания направленности проникающей во впускной фильтр воде с помощью направляющих поток поверхностей может быть достигнуто сниженное сопротивление протеканию, так как направляющие поток поверхности формирующего струю элемента простираются до области впускного фильтра. Это приводит, как следствие, к улучшенному воздействию оснащенного впускным фильтром сопла высокого давления согласно изобретению.
Альтернативно, модуль фильтрации и формирования струи согласно изобретению может быть изготовлен, например, с помощью литья под давлением или выборочной лазерной плавки.
В изображении на фиг. 39 показан модуль 38 фильтрации и формирования струи, который может быть применен в модуле 4 сопла высокого давления согласно фиг. 1 вместо модуля 18 фильтрации и формирования струи. В модуле 38 фильтрации и формирования струи имеются цилиндрический трубчатый участок 40 и имеющая приблизительно форму полусферы крышка 42 фильтра. На нижнем на фиг. 39 конце цилиндрического трубчатого участка 40 расположен присоединительный конец для соединения с соплом. Крышка 42 фильтра снабжена несколькими впускными прорезями 44, которые проходят приблизительно по всей длине крышки 42 фильтра и заканчиваются на вершине крышки фильтра на центральной трубке 46. Вследствие этого прорези 44 простираются от стенки центральной трубки 46 до цилиндрической стенки цилиндрического участка 40. Прорези 44 отделены одна от другой перемычками 48. От внутренней стороны перемычек 48 до внешней стенки центральной трубки 46 простираются направляющие поток поверхности 34. Направляющие поток поверхности 34 соединены с внутренними сторонами перемычек 48, см. также фиг. 42. Центральная трубка 46 простирается почти до находящегося ниже по потоку конца прорезей 44 и, тем самым, заканчивается еще до того, как начинается цилиндрический участок 40 модуля 38 фильтрации и формирования струи. Направляющие поток поверхности 34 продолжаются, напротив, далее на цилиндрический участок 40 впускного фильтра 38, причем площадь направляющих поток поверхностей 34 постепенно уменьшается в направлении потока, то есть на фиг. 39 и 44 сверху вниз. Направляющие поток поверхности 34 заканчиваются перед концом цилиндрического участка 40. Сужение направляющих поток поверхностей 34 и получающееся вследствие этого уменьшение площади в направлении потока достигается за счет дугообразного, изогнутого контура находящейся радиально внутри кромки направляющих поток поверхностей 34 на участке, находящемся ниже по потоку, чем центральная трубка 46. Вследствие этого находящиеся радиально внутри кромки направляющих поток поверхностей 34 постоянно отходят одна от другой, чтобы затем, в конце концов, слиться с внутренней стенкой цилиндрического участка 40. Центральная трубка 46 образует частичный проточный канал, и между каждыми двумя направляющими поток поверхностями 34 выполнено по другому частичному проточному каналу впускного фильтра 38.
На фиг. 40 показан вид сверху на модуль 38 фильтрации и формирования струи согласно фиг. 39, а на фиг. 41 - вид на него снизу.
В изображении на фиг. 42 показан вид на плоскость резания А-А на фиг. 39. Можно видеть направляющие поток поверхности 34, каждая из которых отходит от внутренней стороны перемычек 48. Между каждыми двумя перемычками 48 расположено по прорези 44. Помимо этого можно видеть, что направляющие поток поверхности 34 проходят до центральной трубки 46 и их находящимися радиально внутри кромками соединены с внешней стенкой центральной трубки 46.
На фиг. 43 показан вид на плоскость резания В-В на фиг. 42. На внутренней стороне перемычек 48 направляющие поток поверхности 34 принимают полную ширину перемычек 48 и затем уменьшают свою ширину по направлению к центральной трубке 46. Внутри центральной трубки 46 тоже выполнен частичный проточный канал, через который вода может попасть в непосредственно окружающую центральную продольную ось впускного фильтра 38 область.
В изображении на фиг. 44 показан модуль 98 фильтрации и формирования струи согласно другой форме выполнения изобретения. В модуле 98 фильтрации и формирования струи имеется, в общем, три участка 100, 102, 104, которые изготовлены в виде отдельных конструктивных элементов и соединены друг с другом, например, посредством спекания, пайки или же сварки. В каждом из участков 100, 102, 104 имеются элементы впускного фильтра и элементы формирующего струю элемента. Так, расположенный на находящемся выше по потоку конце участок 100 имеет цилиндрическую фирму с плоской торцевой поверхностью и несколько расположенных в радиальном направлении впускных прорезей 106а. Впускные прорези 106а простираются параллельно центральной продольной оси 126 вдоль цилиндрической окружной стенки и заходят также на плоскую торцевую поверхность участка 100. Между впускными прорезями 106а расположены соответственно перемычки 108а. Положение и выполнение перемычек 108а можно видеть также на фиг 45 на виде на плоскость резания А-А на фиг. 44. От внутренней стороны перемычек 108а отходят направляющие поток поверхности 110. В середине участка 100 направляющие поток поверхности 110 сходятся вместе и вследствие этого образуют там стабильный по форме центральный элемент 112. Стабильный по форме центральный элемент 112 начинается от плоской торцевой стороны участка 100 и отсюда простирается вдоль цилиндрической окружной стенки. Начиная с конца цилиндрической окружной стенки, направляющие поток поверхности 110 сужаются в направлении потока. Направляющие поток поверхности 110 постепенно уменьшают свою площадь до нуля, причем это происходит перед самым концом 114 центрального конструктивного элемента 112. Конец 114 центрального конструктивного элемента 112 выполнен в виде закругленного наконечника. Центральный элемент 112 и направляющие поток поверхности 110 входят во второй участок 102.
Второй участок 102 тоже снабжен распределенными по его окружности впускными прорезями 106b. Впускные прорези 106b на втором участке 102 расположены в одну линию, при рассмотрении в продольном направлении модуля 98 фильтрации и формирования струи, с впускными прорезями 106а первого участка 100, однако в рамках изобретения в противоположность этому они могут быть также в другом количестве и/или смещены относительно их. Второй участок 102 снабжен цилиндрической окружной стенкой, в которой выполнены прорези 106b. Помимо этого, на втором участке 102 имеется центральная трубка 116, см. фиг. 45, которая сужается в направлении потока и в которую входят, продолжаясь, центральный элемент 112 и направляющие поток поверхности 110 первого участка 100. От внешней стенки центральной трубки 116 отходят направляющие поток поверхности 118, которыми, как и в форме выполнения согласно фиг. 14 и 16, образуется несколько частичных проточных каналов. В изображенной форме выполнения с каждой впускной прорезью 106b на втором участке 102 отдельно соотнесен частичный проточный канал между направляющими поток поверхностями 118. Как уже было изложено, распределение впускных прорезей 106b между частичными проточными каналами может быть различным и, например, с одним частичным проточным каналом могут быть соотнесены две или три впускные прорези 106b. Центральный элемент 112 входит внутрь центральной трубки 116 второго участка 102 настолько, что конец 114 центрального элемента 112 располагается примерно на высоте конца цилиндрической окружной стенки второго участка 102. Центральная трубка 116 простирается далее конца 114 центрального элемента 112 и далее конца цилиндрической окружной стенки второго участка 102 и вдается в центральную трубку 120 третьего участка 104.
Третий участок 104 построен так же, как и второй участок 102 и лишь незначительно длиннее. Центральная трубка 120 сужается в направлении потока и затем образует на своем находящемся ниже по потоку конце 122 находящийся ниже по потоку конец модуля 98 фильтрации и формирования струи. На третьем участке 104 имеется цилиндрическая окружная стенка, в которой расположено несколько впускных прорезей 106с. Впускные прорези 106с расположены на одной линии с впускными прорезями 106а, 106b первого участка 100 и второго участка 102, причем, как уже было изложено, впускные прорези 106с третьего участка 104 могут быть смещены относительно впускных прорезей 106а, 106b участков 100, 102 или же их количество может быть иным. Впускные прорези 106а, 106b, 106с разных участков 100, 102, 104 оканчиваются в разных частичных проточных каналах. Так, на третьем участке 104 между перемычками 108с, которыми отделяются одна от другой впускные прорези 106с, и внешней стенкой центральной трубки 120 тоже расположены направляющие поток поверхности 124. Тогда между каждыми двумя направляющими поток поверхностями 124 расположено по частичному проточному каналу. В этом отношении третий участок, как уже было изложено, принципиально выполнен как второй участок 102 и отличается только своей длиной.
На виде в разрезе на фиг. 45 можно также видеть, что находящиеся соответственно ниже по потоку окаймления впускных прорезей 106а, 106b, 106с на всех трех участках 100, 102, 104 выполнены закругленными и по существу параллельны контуру центральных трубок 116, 120. Этим тоже предотвращается возникновение завихрений.
Модуль 98 фильтрации и формирования струи имеет различимую модульную структуру. Модуль фильтрации и формирования струи мог бы быть образован, например, только при помощи первого участка 100 и второго участка 102 или при помощи первого участка 100 и третьего участка 104. Точно так же, если требуется более длинный модуль фильтрации и формирования струи, можно было бы снабдить первый участок 100 двумя следующими один за другим участками 102 и затем еще третьим участком 104. Существенным при этом является то, что от впускных прорезей 106а первого участка 100, которым всегда образуется находящийся выше по потоку конец модуля 98 фильтрации и формирования струи, отходят частичные проточные каналы, которые оканчиваются в центральной трубке 116 второго участка 102 или же последующего участка. Затем центральная трубка 116 второго участка 102 снова коаксиально оканчивается в центральной трубке 120 третьего участка 104 или же последующего участка. Вокруг центральной трубки 116, 120 второго участка 102 или же третьего участка 104 оканчиваются частичные проточные каналы, которые выполнены между каждыми двумя направляющими поток поверхностями 118 или же 124 и которые отходят от впускных прорезей 106b, 106 с второго участка 102 или же третьего участка 104. За счет этого втекающей в модуль 98 фильтрации и формирования струи через впускные прорези 106а, 106b, 106 с на трех участках 100, 102, 104 воде со сравнительно малой турбулентностью придается направленность параллельно центральной продольной оси модуля 98 фильтрации и формирования струи, и затем она направляется далее к соплу. Вследствие этого модуль 98 фильтрации и формирования струи может создавать предпосылки для малых потерь в потоке и для высокой эффективности сопла.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬ ФИЛЬТРАЦИОННЫЙ (ВАРИАНТЫ) | 2009 |
|
RU2417816C1 |
| КАРТРИДЖИ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКОВ | 2015 |
|
RU2666512C2 |
| МОДУЛЬ ПОРОШКОВОГО ПОЖАРОТУШЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2283153C1 |
| СПОСОБ, УСТРОЙСТВО И СИСТЕМА ДЛЯ ФИЛЬТРАЦИИ И ОЧИСТКИ ВОЗДУХА | 2020 |
|
RU2811930C2 |
| ПРОТОЧНЫЙ МОДУЛЬ | 2010 |
|
RU2477651C1 |
| СИСТЕМА КОНДИЦИОНИРОВАНИЯ ВОЗДУХА КАБИНЫ ТРАНСПОРТНОГО СРЕДСТВА И МОДУЛЬ, СОДЕРЖАЩИЙ ТАКУЮ СИСТЕМУ | 2008 |
|
RU2472640C2 |
| НАСАДКА ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ НАСАДКИ ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2483810C2 |
| ФИЛЬТРАЦИОННЫЙ МОДУЛЬ | 2003 |
|
RU2253505C1 |
| МОДУЛЬ ПОРОШКОВОГО ПОЖАРОТУШЕНИЯ | 2004 |
|
RU2276614C1 |
| ОГНЕТУШИТЕЛЬ | 2004 |
|
RU2265467C1 |
Изобретение относится к модулю фильтрации и формирования струи, прежде всего для сопла высокого давления, прежде всего для удаления окалины с металлических изделий. Модуль фильтрации и формирования струи, прежде всего для сопла (10) высокого давления, прежде всего для удаления окалины с металлических изделий, имеет корпус. Корпус имеет впускной фильтр (18), присоединительный конец для соединения с соплом, проточный канал между впускным фильтром (18) и присоединительным концом, и формирующий струю элемент с направляющими поток поверхностями (34) в проточном канале. Направляющие поток поверхности (34) формирующего струю элемента по меньшей мере частично расположены в области впускного фильтра (18). В модуле сопла высокого давления соединенное с присоединительным концом модуля фильтрации и формирования струи сопло снабжено выпускным отверстием (23). Техническим результатом изобретения является получение более высокой энергии распыленной струи при соударении с поверхностью и снижение сопротивления протеканию. 2 н. и 19 з.п. ф-лы, 45 ил.
1. Модуль фильтрации и формирования струи, прежде всего для сопла (10) высокого давления, прежде всего для удаления окалины с металлических изделий, имеющий корпус, причем корпус имеет впускной фильтр (18; 38; 68; 88), присоединительный конец для соединения с соплом, проточный канал между впускным фильтром (18; 38; 68; 88) и присоединительным концом и формирующий струю элемент с направляющими поток поверхностями (34; 50; 82; 92) в проточном канале, отличающийся тем, что направляющие поток поверхности (34; 50; 82; 92) формирующего струю элемента по меньшей мере частично расположены в области впускного фильтра (18; 38; 68; 88).
2. Модуль фильтрации и формирования струи по п. 1, отличающийся тем, что впускной фильтр (18; 38; 68; 88) имеет несколько расположенных параллельно центральной продольной оси проточного канала впускных прорезей (44; 56; 74), причем впускные прорези (44; 56; 74) отделены одна от другой посредством нескольких расположенных рядом друг с другом, при рассмотрении в окружном направлении корпуса, перемычек (48; 62), причем направляющие поток поверхности (50; 82) формирующего струю элемента по меньшей мере частично соединены с внутренними сторонами перемычек (48; 62), которые обращены во внутреннее пространство корпуса.
3. Модуль фильтрации и формирования струи по п. 1 или 2, отличающийся тем, что направляющие поток поверхности (50; 82) на их находящейся радиально внутри стороне по меньшей мере участками соединены друг с другом или с центральным соединительным элементом формирующего струю элемента.
4. Модуль фильтрации и формирования струи по п. 3, отличающийся тем, что направляющие поток поверхности (50) на их находящейся радиально внутри кромке соединены друг с другом только на части длины формирующего струю элемента или центральный соединительный элемент простирается только вдоль части длины формирующего струю элемента, и что направляющие поток поверхности (50) на находящемся ниже по потоку конце формирующего струю элемента не соприкасаются находящимися радиально внутри кромками.
5. Модуль фильтрации и формирования струи по п. 3 или 4, отличающийся тем, что центральный соединительный элемент выполнен в виде трубки и образует центральный частичный проточный канал (80) формирующего струю элемента.
6. Модуль фильтрации и формирования струи по п. 5, отличающийся тем, что свободное поперечное сечение центрального частичного проточного канала (80) уменьшается в направлении потока.
7. Модуль фильтрации и формирования струи по п. 6, отличающийся тем, что внутренняя стенка центрального частичного проточного канала (80) на находящемся ниже по потоку конце формирующего струю элемента проходит параллельно центральной продольной оси корпуса.
8. Модуль фильтрации и формирования струи по меньшей мере по одному из предшествующих пунктов, отличающийся тем, что направляющие поток поверхности (82) формирующего струю элемента простираются по всей длине впускного фильтра.
9. Модуль фильтрации и формирования струи по меньшей мере по одному из предшествующих пунктов, отличающийся тем, что впускной фильтр (18; 68; 88) имеет несколько расположенных на цилиндрической окружной стенке корпуса впускных прорезей (56; 74), и что в формирующем струю элементе предусмотрено несколько отделенных друг от друга внешних частичных проточных каналов, отходящих от этих впускных прорезей (56; 74).
10. Модуль фильтрации и формирования струи по п. 9, отличающийся тем, что частичные проточные каналы простираются до конца формирующего струю элемента.
11. Модуль фильтрации и формирования струи по п. 9 или 10, отличающийся тем, что соответственно с двумя впускными прорезями или с каждой впускной прорезью (56; 74) соотнесен отдельный внешний частичный проточный канал.
12. Модуль фильтрации и формирования струи по п. 9, 10 или 11, отличающийся тем, что предусмотрены один центральный частичный проточный канал и несколько окружающих центральный частичный проточный канал внешних частичных проточных каналов.
13. Модуль фильтрации и формирования струи по п. 12, отличающийся тем, что на находящемся выше по потоку конце центрального частичного проточного канала расположена крышка (72; 90) фильтра впускного фильтра (68; 88).
14. Модуль фильтрации и формирования струи по п. 13, отличающийся тем, что крышка (90) фильтра имеет несколько впускных прорезей (96), причем от расположенных между впускными прорезями (96) перемычек (94), по меньшей мере, частично отходят направляющие поток поверхности (92) формирующего струю элемента.
15. Модуль фильтрации и формирования струи по п. 14, отличающийся тем, что направляющие поток поверхности (92) соединены с внутренними сторонами перемычек (94).
16. Модуль фильтрации и формирования струи по п. 14 или 15, отличающийся тем, что площадь направляющих поток поверхностей (92) в направлении потока уменьшается, и на находящемся ниже по потоку конце формирующего струю элемента направляющие поток поверхности (92) заканчиваются на общем наконечнике (98).
17. Модуль фильтрации и формирования струи по п. 14, 15 или 16, отличающийся тем, что крышка (90) фильтра и образованный посредством направляющих поток поверхностей (92) формирующий струю элемент выполнены монолитно.
18. Модуль фильтрации и формирования струи по меньшей мере по одному из предшествующих пунктов, отличающийся модульной структурой из нескольких соединенных друг с другом участков (100, 102, 104), причем каждый участок (100, 102, 104) имеет впускные прорези (106) и направляющие поток поверхности (110, 118, 124).
19. Модуль фильтрации и формирования струи по п. 18, отличающийся тем, что на каждом участке (100, 102, 104) от впускных прорезей (106) отходят отдельные частичные проточные каналы, которые выполнены соответственно между двумя направляющими поток поверхностями (110, 118, 124).
20. Модуль сопла высокого давления, прежде всего для удаления окалины с металлических изделий, с модулем фильтрации и формирования струи по меньшей мере по одному из предшествующих пунктов, причем соединенное с присоединительным концом модуля фильтрации и формирования струи сопло снабжено выпускным отверстием (22).
21. Модуль сопла высокого давления по п. 20, отличающийся тем, что сопловый наконечник сопла изготовлен из твердого сплава.
| DE 102015214123 B3, 14.07.2016 | |||
| DE 102014112757 A1, 10.03.2016 | |||
| DE 102009019255 A1, 05.11.2009 | |||
| DE 29706863 U1, 10.07.1997 | |||
| JP 2011115749 A, 16.06.2011 | |||
| EP 1078692 A2, 28.02.2001 | |||
| СПОСОБ СОЗДАНИЯ РАСПЫЛЕННОГО ПОТОКА ЖИДКОСТИ И СПРИНКЛЕР | 2004 |
|
RU2258551C1 |

