Область техники
Изобретение касается способа для дробления и/или ослабления сыпучего материала с помощью высоковольтных разрядов, а также устройства для осуществления этого способа согласно признакам независимых пунктов формулы изобретения.
Уровень техники
Из уровня техники известно, что самые различные материалы можно дробить с помощью импульсных разрядов высокого напряжения или так их ослаблять, что на последующем этапе их механического дробления этот процесс выполняется гораздо проще.
Для дробления и/или ослабления сыпучего материала с помощью высоковольтных разрядов в настоящее время применяются различные процессы.
При малых количествах материала дробление и/или ослабление материала выполняется в периодическом режиме работы в закрытом технологическом контейнере, в котором через материал производятся высоковольтные пробои. Для большого количества материала эти способы не пригодны.
При больших количествах материалов дробление и/или ослабление материала выполняется во время непрерывного процесса, во время которого поток материала из измельчаемого материала проходит мимо одного или нескольких высоковольтных электродов, с помощью которых через материал производятся высоковольтные пробои.
При этом в первом варианте материал направляется в технологическую камеру с ситом, имеющем отверстия, через которые материал может пройти только в том случае, если он измельчён до размеров, соответствующих отверстиям сита. Скорость, с которой материал направляется через технологический участок и, тем самым, интенсивность, с которой материал подвергается высоковольтным пробоям, зависит в этих вариантах от того, как быстро материал измельчается полностью до заданной крупности частиц, или до крупности, меньшей, чем заданная крупность частиц. Недостаток этого метода заключается в том, что на этот процесс можно повлиять только в узких зонах, что может привести к таким проблемам, как слишком сильное измельчение материала, образование нежелательно большой доли мелких частиц и/или низкая эффективность использования электроэнергии в данном технологическом процессе.
Во втором варианте материал с помощью ленточного конвейера направляется под один или несколько высоковольтных электродов, и через материал производят высоковольтные пробои. В этом варианте устранены упомянутые ранее недостатки первого варианта, однако в то же время этот вариант имеет один недостаток, который заключается в том, что материал, который выходит после такой обработки, может быть недостаточно обработан, и его приходиться отделять и снова направлять на обработку, для чего требуется дорогостоящее и занимающее много места дополнительное оборудование.
Раскрытие сущности изобретения
Таким образом, задача изобретения заключается в том, чтобы предложить непрерывные способы дробления и/или ослабления сыпучего материала с помощью высоковольтных разрядов, а также устройства для выполнения этого способа, которые не имеют или по меньшей мере частично устраняют упомянутые выше недостатки уровня техники.
Эта задача решается посредством объектов изобретения, изложенных в независимых пунктах формулы изобретения.
Согласно этим объектам, первый аспект изобретения касается способа для дробления и/или ослабления сыпучего материала, в частности, обломков породы или щебня с помощью высоковольтных разрядов.
Согласно этому способу кольцевой или дугообразный поток материала из раздробляемого и/или ослабляемого сыпучего материала, который предпочтительно имеет форму кольца или кольцевых сегментов, погружённый в технологическую жидкость, направляется мимо системы высоковольтных электродов, с помощью которой во время прохождения потока материала через него производятся высоковольтные пробои. При этом с помощью одного или нескольких генераторов высокого напряжения на систему высоковольтных электродов подаются импульсы высокого напряжения. Под потоками материала, которые циркулируют в замкнутом транспортном цикле, независимо от того, какую форму имеют эти циклы, в рамках данного описания и пунктов формулы изобретения, понимаются «кольцевые потоки материалов».
При этом материал подаётся к потоку материала выше по ходу потока от системы высоковольтных электродов и отводится от потока материала ниже по ходу потока от системы высоковольтных электродов.
Посредством предложенного в изобретении способа возможен непрерывный процесс дробления и/или ослабления сыпучего материала, при котором скорость, с которой материал направляется через технологический участок, и интенсивность, с которой материал подвергается высоковольтным пробоям, могут регулироваться в широком диапазоне, причем материал, который может выходить из технологического участка недостаточно обработанным, кратчайшим путём и практически без потребности в дополнительной площади, например, в результате того, что он остаётся в потоке материала, или в виде обходного потока материала, проходящего через зону, окружённую кольцевым или дугообразным потоком материала, снова может направляться в технологический участок.
При этом материал предпочтительно не отводится от потока материала в зоне технологического участка, то есть в зоне, в которой через поток материала с помощью системы высоковольтных электродов производятся высоковольтные пробои. Таким образом, можно реализовать простую и надежную конструкцию технологического участка.
В предпочтительном варианте выполнения способа часть потока материала или весь поток материала направляется ниже по ходу потока от системы высоковольтных электродов в центральную зону, которая окружена кольцевым или дугообразным потоком материала. В результате использования зоны, окружённой кольцевым или дугообразным потоком материала, для других технологических этапов, например, таких как отвод материала и/или отделение достаточно измельчённого материала от недостаточно измельчённого материала, такой вариант обладает преимуществом, которое заключается в том, что для этих технологических этапов дополнительное пространство не требуется.
Соответственно, при этом в одном варианте предпочтительно, чтобы по меньшей мере часть направленного в центральную зону материала отводилась из этой зоны.
В другом варианте предпочтительно, чтобы по меньшей мере часть направленного в центральную зону материала направлялась из этой зоны назад в кольцевой или дугообразный поток материала, и таким образом, относительно него формировался обходной поток материала, и затем вместе с этим потоком материала снова направлялся мимо системы высоковольтных электродов.
В предпочтительной комбинации обоих упоминавшихся выше вариантов направленный в центральную зону материал с помощью расположенного в центральной зоне сепаратора, например с помощью сита, делится на окончательно обработанный материал и на неокончательно обработанный материал, то есть, например, на достаточно измельчённый материал и на не достаточно измельчённый материал. При этом окончательно обработанный материал отводится из центральной зоны, в то время как не окончательно обработанный материал возвращается в кольцевой или дугообразный поток материала. Таким образом, для выполнения предложенного в изобретении способа могут применяться очень компактные установки, в которых дополнительное пространство должно предоставляться только для подачи обрабатываемого материала и для отвода окончательно обработанного материала.
В другом предпочтительном варианте выполнения способа кольцевой или дугообразный поток материала образуется посредством того, что материал подаётся в устройство карусельного типа, например, в кольцевой жёлоб, и посредством вращения этого устройства вокруг проходящей через центральную зону, по существу, вертикальной оси, проходит мимо системы высоковольтных электродов. Тем самым, простым способом можно сформировать кольцевой или дугообразный поток материала.
Ещё в одном предпочтительном варианте выполнения способа применяется система высоковольтных электродов, которая имеет вид матрицы из нескольких высоковольтных электродов, на которые соответственно подаются импульсы высокого напряжения. Тем самым с помощью высоковольтных пробоев обеспечивается интенсивная и распределённое по плоскости воздействие на проходящий мимо поток материала.
При этом выполненная в форме матрицы система электродов простирается в зоне, охватывающей больше 1800 кольцевого или дугообразного потока материала, что предпочтительно, и поэтому с помощью высоковольтных пробоев обеспечивается интенсивное воздействие на него также при относительно большой скорости потока материала, и, соответственно, в единицу времени обрабатывается бóльшее количество материала.
При этом предпочтительно каждый из высоковольтных электродов матрицы имеет свой собственный генератор высокого напряжения, с помощью которого на этот электрод подаются импульсы высокого напряжения независимо от других высоковольтных электродов. Тем самым, через всю поверхность матрицы в поток материала можно направить равномерный и мощный разряд, или целенаправленно воздействовать на отдельные зоны разрядами различной мощности.
В качестве противоположных высоковольтных электродов системы высоковольтных электродов, согласно предпочтительному варианту выполнения способа, применяется элемент, ограничивающий с нижней стороны поток материала в зоне системы высоковольтных электродов, так что при подаче высокого напряжения на электрод между соответствующим высоковольтным электродом и этим элементом через поток материала производятся высоковольтные пробои. Предпочтительно таким элементом является основание устройства карусельного типа, с помощью которого поток материала направляется мимо системы высоковольтных электродов. При этом высоковольтные электроды системы высоковольтных электродов предпочтительно погружены в поток материала. С помощью такого варианта способа можно особенно интенсивно воздействовать на материал потока материала, поскольку высоковольтные пробои выполняются по всей толщине потока материала.
В другом предпочтительном варианте выполнения способа каждый из высоковольтных электродов системы высоковольтных электродов имеет один или несколько собственных противоположных электродов, т.е. расположенных исключительно напротив соответствующего высоковольтного электрода, которые располагаются рядом с этим и/или под этим высоковольтным электродом таким образом, что при подаче импульсов высокого напряжения на соответствующие электроды между высоковольтным электродам и противоположным электродом или противоположными электродами, через поток материала производятся высоковольтные пробои. При этом высоковольтные электроды и/или противоположный(ые) электрод(ы) предпочтительно погружены в поток материала.
Таким образом, этот вариант имеет преимущество, которое заключается в том, что напряжение пробоя, по существу, не замыкается по толщине материала, так что также без проблем можно обрабатывать даже потоки материала, состоящие из больших кусков. Другое преимущество такого варианта выполнения заключается в том, что в нём обеспечивается максимально большая свобода конструкции опорной поверхности, т.е. транспортирующего устройства для потока материала в зоне технологического участка, поскольку площадь основания технологической зоны не используется в качестве противоположного электрода.
При этом в упомянутом последним предпочтительном варианте выполнения, кроме того, предпочтительно, чтобы противоположные электроды поддерживались соответствующими высоковольтными электродами, или их несущей конструкцией.
Ещё в одном предпочтительном варианте выполнения способа материал внешней и/или внутренней краевой зоны кольцевого или дугообразного потока материала не отводится, а проходит вокруг как непрерывный кольцевой или дугообразный поток материала.
В другом предпочтительном варианте выполнения способа в первом местоположении ниже по ходу потока от системы высоковольтных электродов материал отводится из средней зоны потока материала. Во втором местоположении ниже по ходу потока от первого местоположения материал внешней и/или внутренней краевой зоны направляется, по меньшей мере частично, в середину потока материала, преимущественно, в область, из которой до этого отводился материал в первом местоположении. В третьем местоположении ниже по ходу потока от второго местоположения свежий материал подаётся во внешнюю и/или внутреннюю краевую зону потока материала, прежде чем поток материала снова пройдёт мимо системы высоковольтных электродов и буде подвергаться воздействию высоковольтных пробоев.
Ещё в одном предпочтительном варианте выполнения способа внутренняя и/или внешняя краевая зона потока материала в зоне вдоль технологического участка, т.е. вдоль зоны, в которой через материал потока материала производятся высоковольтные пробои, ограничивается, по существу, неподвижными зонами из того же материала.
Эти три вышеуказанные предпочтительные варианты выполнения можно также комбинировать таким образом, чтобы внешняя краевая зона проходила вокруг в виде непрерывного кольцевого или дугообразного потока материала или направлялась ниже по ходу потока от устройства высоковольтных электродов в среднюю зону потока материалов, в то время как внутренняя краевая зона ограничивается, по меньшей мере, в зоне вдоль технологического участка, по существу, неподвижными зонами из того же материала. При этом, кроме того, предпочтительно, чтобы материал, отведённый из потока, как описывалось ранее, направлялся в центральную зону, которая окружена кольцевым или дугообразным потоком материала.
Если в таком упомянутом последним предпочтительном варианте выполнения предложенного в изобретении способа ширина технологического участка, т.е. ширина участка, в котором через поток материала производятся высоковольтные пробои, если смотреть в направлении движения потока материала, выбирается таким образом, чтобы эти внешние и/или внутренние краевые зоны ограничивали технологический участок сбоку и при этом по существу не подвергались воздействию высоковольтных пробоев, то преимущество заключается в том, что можно отказаться от подверженных износу боковых установочных устройств, для поперечного ограничения технологического участка, и при этом исключается загрязнение технологического участка посторонним материалом.
В упомянутом последним предпочтительном варианте выполнения способа, в котором внутренняя и/или внешняя краевая зона потока материала в зоне вдоль технологического участка ограничивается, по существу, неподвижными зонами из этого же материала, кроме того, предпочтительно, чтобы эти, по существу, неподвижные краевые зоны образовывались посредством того, что в этих краевых зонах в месте расположения системы высоковольтных электродов ниже по ходу потока материал скапливался так, чтобы неподвижные зоны материала распространялись по бокам вдоль по всей длины технологического участка.
Ещё в одном дополнительном предпочтительном варианте выполнения способа системы высоковольтных электродов имеет один или несколько независимых друг от друга высоковольтных электродов, которые могут смещаться вдоль ориентированной, предпочтительно параллельно, предпочтительно вертикально, оси смещения. Во время прохождения потока материала мимо системы высоковольтных электродов и создания высоковольтных пробоев через поток материала эти высоковольтные электроды смещаются таким образом вдоль их осей смещения, что они соответственно повторяют контур потока материала на определённом расстоянии, или, находясь в соприкосновении с поверхностью потока материала, повторяют этот контур, при этом они погружены в технологическую жидкость. В результате можно обрабатывать также потоки материала очень неравномерной толщины, например, потоки материала, образованные из очень крупных кусков материала, т.е. потоки материала, образованные из очень различных по размеру кусков материала.
Кроме того, предпочтительно, чтобы каждый высоковольтный электрод системы высоковольтных электродов имел свой собственный генератор высокого напряжения, с помощью которого на него подаются импульсы высокого напряжения независимо от других высоковольтных электродов. Таким образом, в частности, в системе высоковольтных электродов, конфигурированной в виде матрицы высоковольтных электродов, с помощью всех высоковольтных электродов в потоке материала можно равномерно производить мощные высоковольтные пробои, а также целенаправленно подавать на отдельные электроды импульсы напряжения различной величины.
При этом, кроме того, предпочтительно, чтобы генератор высокого напряжения, соответственно, был прочно соединён с высоковольтным электродом. Таким образом, обеспечивается надёжное соединение между соответствующим генератором высокого напряжения и соответствующим высоковольтным электродом, и соответствующие высоковольтные электроды, в виде блока, можно демонтировать для их замены и технического обслуживания.
Второй аспект изобретения касается устройства для осуществления способа согласно первому аспекту изобретения. Такое устройство имеет одну систему высоковольтных электродов, на которую с помощью одного или нескольких генераторов высокого напряжения могут подаваться импульсы высокого напряжения, а также механизм карусельного типа, с помощью которого, предпочтительно при вращении его вокруг центральной, по существу, вертикальной оси, сыпучий материал, в виде кольцевого или дугообразного потока материала, т.е. предпочтительно в виде кольца или кольцевых сегментов, погружённый в технологическую жидкость, может направляться под системой высоковольтных электродов, так что при подаче на систему высоковольтных электродов импульсов высокого напряжения, через материал потока материала во время прохождения его мимо системы высоковольтных электродов могут производиться высоковольтные пробои. Кроме того, это устройство имеет средство для подачи материала к кольцевому или дугообразному потоку материала, образованному с помощью механизма карусельного типа, в соответствии с определённым режимом, выше по ходу потока от системы высоковольтных электродов, а также средство для отвода материала от этого потока материала ниже по ходжу потока от системы высоковольтных электродов.
С помощью предложенного в изобретении устройства на малой площади можно реализовать непрерывный процесс для дробления и/или ослабления сыпучего материала, во время которого скорость, с которой материал направляется через технологический участок, и интенсивность, с которой производятся высоковольтные пробои, достаточно просто регулировать в широком диапазоне. Также с помощью такого устройства можно снова подавать в технологический участок вышедший из технологического участка материал, который может быть недостаточно обработан, кратчайшим путём и практически без потребности в дополнительной площади, например, оставив его в потоке материала, или в виде обходного потока материала, проходящего через зону, окружённую кольцевым или дугообразным потоком материала.
В предпочтительном варианте выполнения устройства его механизм карусельного типа в той зоне, в которой он несёт материал, образующий, в соответствии с определённым режимом, кольцевой или дугообразный поток материала, имеет сито с отверстиями, в качестве предложенного средства отвода материала, через которое частицы материала, которые меньше, чем отверстия сита, могут отводиться из потока материала. При этом, как подвариант, предпочтительно, чтобы механизм карусельного типа имел кольцевой или дугообразный жёлоб с проходящим вокруг основанием-ситом, в которое, в соответствии с определённым режимом, попадает раздробляемый и/или ослабляемый материал, и которое при этом вращается для формирования кольцевого или дугообразного потока материала вокруг центра его кольцевой формы. При этом также предусмотрено, чтобы на технологическом участке, во время выполнения высоковольтных пробоев, куски материала, которые меньше, чем отверстия сита, покидали жёлоб, проходя через отверстия сита, и, тем самым, отводились из потока материала. Для изготовления таких устройств не требуются большие затраты, их техническое обслуживание выполнять достаточно просто, однако, они имеют недостаток, который заключается в том, что отверстия сита со временем увеличиваются, и таким образом, основание-сито изнашивается.
В другом предпочтительном варианте выполнения устройства механизм карусельного типа в зоне, в которой он переносит материал, образующий, в соответствии с определённым режимом, кольцевой или дугообразный поток материала, образует закрытое основание. При этом средство для отвода материала выполнено таким образом, например, в форме одного или нескольких направляющих элементов, чтобы можно было направлять с его помощью часть потока материала, в частности, из середины потока материала, или весь поток материала, в центральную зону в центре механизма карусельного типа, который окружён кольцевым или дугообразным потоком материала. Такая конструкция имеет преимущество, которое заключается в том, что в зоне, окружающей кольцевой или дугообразный поток материала, могут располагаться другие различные механизмы для транспортировки и/или дополнительной обработки материала, отводимого из потока материала, например, такие, как транспортные устройства для отвода окончательно обработанного материала из устройства (например, транспортёр или спускное устройство) и/или механизмы для отделения достаточно измельчённого материала (например, сито), так что для таких механизмов не требуется дополнительное место.
Соответственно, в таком варианте выполнения устройства предпочтительно, если устройство имеет в центральной зоне такие механизмы.
В другом варианте этого варианта выполнения предпочтительно, чтобы устройство имело средства для возврата в кольцевой или дугообразный поток материала, по меньшей мере части материала, направленного в центральную зону, например, один или несколько направляющих элементов. Таким образом, материал, который направлялся в центральную зону, может снова подаваться в кольцевой или дугообразный поток материала и снова обрабатываться.
При этом особенно предпочтительно, чтобы устройство в центральной зоне имело средство для сепарации, например, сито, с помощью которого направленный в эту зону материал делится на окончательно обработанный материал и на неокончательно обработанный материал, и чтобы затем окончательно обработанный материал выводился с помощью транспортных устройств из центральной зоны и из устройства, в то время как не окончательно обработанный материал с помощью средства для возврата материала снова поступал в кольцевой или дугообразный поток материала для повторной обработки с помощью высоковольтных пробоев.
Таким образом, предложенные в изобретении устройства, в которых пространство необходимо только для подачи обрабатываемого материала и для отвода окончательно обработанного материала из центральной зоны, могут быть очень компактными.
В другом предпочтительном варианте выполнения это устройство имеет средство, с помощью которого, в соответствии с определённым режимом, внутренняя краевая зона и/или внешняя краевая зона кольцевого или дугообразного потока материала в зоне технологического участка, то есть в зоне, в которой через материал потока материала производятся высоковольтные пробои, ограничивается, по существу, неподвижными зонами из того же материала. Другими словами, эти приспособления действуют таким образом, что зона потока материала, в которой через материал потока материала производятся высоковольтные пробои, если смотреть в направлении движения потока материала на внутреннюю сторону и/или на внешнюю сторону, ограничивается неподвижными зонами, т.е. участками из того же материала. Таким образом, образуются боковые ограничители участка подвижного потока материала, в котором происходят высоковольтные пробои (технологический участок), через идентичный, но, по существу, неподвижный материал.
При этом устройство предпочтительно выполнено таким образом, что, в соответствии с определённым режимом, при прохождении потока материала мимо системы высоковольтных электродов в боковой зоне участка, в котором через материал потока материала производятся высоковольтные пробои, материал потока материала скапливается, соответственно, по существу, у неподвижной зоны материала, которая, по существу, не подвергается воздействию ударов током высокого напряжения. Преимущество заключается в том, что устройство имеет для этого механизмы для целевого скапливания потока материала, например, щитки или боковые ограничительные стенки для потока материала с выемками, в которых скапливается материал.
В результате того, что боковые ограничители участка подвижного потока материала, на котором происходят удары током высокого напряжения (технологический участок), образуются посредством идентичного, но, по существу, неподвижного материала, от различных изнашиваемых механизмов для бокового ограничения собственного технологического участка можно отказаться, что позволяет сократить производственные расходы и сократить время простоев, вызванных необходимостью проведения технического обслуживания устройства, и, кроме того, позволяет выполнять технологический процесс с меньшими загрязнениями.
Ещё в одном предпочтительном варианте выполнения устройство выполнено таким образом, что, в соответствии с определённым режимом, материал отводится ниже по ходу потока от системы высоковольтных электродов из средней зоны потока материала, в то время как материал с внутренней краевой зоны и/или внешней краевой зоны кольцеобразного или дугообразного потока материала остаётся в ней и проходит дальше в виде непрерывного кольцевого или дугообразного потока материала.
Ещё в одном предпочтительном варианте выполнения устройство выполнено таким образом, что, в соответствии с определённым режимом, в первом местоположении, ниже по ходу потока от системы высоковольтных электродов, материал отводится из средней зоны потока материала, а во втором местоположении, ниже по ходу потока от первого местоположения материал внешней и/или внутренней краевой зоны направляется, по меньшей мере частично, в середину потока материала, а в третьем местоположении, ниже по ходу потока от второго местоположения, свежий материал подаётся во внешнюю и/или внутреннюю краевую зону потока материала, прежде чем весь поток снова пройдёт мимо системы высоковольтных электродов и будет подвергаться воздействию высоковольтных пробоев.
Также два упомянутых последними варианта выполнения предложенного в изобретении устройства имеют преимущество, которое заключается в том, что боковые ограничители участка потока материала, в котором происходят высоковольтные пробои (технологический участок), образованы идентичным материалом, так что в таких устройствах также можно отказаться от быстроизнашиваемых деталей для бокового ограничения собственного технологического участка, с уже упоминавшимися последствиями, касающихся сокращения производственных расходов, времени простоев, связанных с проведением технического обслуживания устройства, и загрязнения посторонними материалами.
Три упомянутые последними предпочтительные варианты выполнения также можно комбинировать, т.е. таким образом, что устройство выполняется таким образом, что внешняя краевая зона проходит в виде кольцевого или дугообразного потока материала или направляется в среднюю зону потока материала ниже по ходу потока от системы высоковольтных электродов, а внутренняя краевая зона потока материала ограничивается по существу неподвижными зонами из того же материала по меньшей мере в зоне вдоль технологического участка.
Предпочтительно область механизма карусельного типа, в которой он, в соответствии с определённым режимом, переносит материал, образующий кольцевой или дугообразный поток материала, ограничена по внешней окружности закрытой по окружности ограничительной стенкой, и устройство выполнено таким образом, что ограничительная стенка устройства, в соответствии с определённым режимом, движется вместе с материалом потока материала, т.е. также вращается, при формировании кольцевого или дугообразного потока материала посредством вращения механизма карусельного типа. В таких устройствах особенно просто реализовать, чтобы внешняя краевая зона проходила в виде непрерывного кольцевого или дугообразного потока материала или направлялась в среднюю область потока материалов ниже по ходу потока от системы высоковольтных электродов.
Также предпочтительно, чтобы область механизма карусельного типа, в которой он, в соответствии с определённым режимом, переносит материал, образующий кольцевой или дугообразный поток, ограничивалась по внутреннему контуру неподвижной ограничительной стенкой, которая имеет ниже по ходу потока от системы высоковольтных электродов окно. Таким образом, простым способом можно направлять материал из потока материала в центральную зону устройства, которая окружена кольцевым или дугообразным потоком материала. Соответственно, при этом средство для отвода материала из потока материала выполнено, например, в виде направляющей пластины, проходящей радиально в поток материала таким образом, чтобы, в соответствии с определённым режимом, материал направлялся из кольцевого или дугообразного потока материала через это окно в центральную зону в центре механизма карусельного типа.
В таких устройствах предлагается, посредством скапливания материала в области внутренней краевой зоны выше по ходу потока от отверстия, создать зону из неподвижного материала в виде внутреннего ограничения технологического участка, с перечисленными выше преимуществами.
При этом средство для отвода материала из потока материала, согласно первому предпочтительному варианту, выполнено или может регулироваться таким образом, что весь кольцевой или дугообразный поток материала, в соответствии с определённым режимом, направляется в центральную зону, и согласно второму предпочтительному варианту, выполнено таким образом, что материал внешней краевой зоны кольцевого или дугообразного потока материала, в соответствии с определённым режимом, направляется не в центральную зону, а проходит вокруг в виде непрерывного кольцевого или дугообразного потока материала. В частности, упомянутый первым вариант предлагается в том случае, если в центральной зоне технологический участок простирается по всей ширине потока материала, и/или если в центральной зоне располагается средство для сепарации, например, сито, с помощью которого окончательно обработанный материал отделяется от не окончательно обработанного материала.
Система высоковольтных электродов указанного устройства содержит предпочтительно нескольких высоковольтных электродов в матричной конфигурации, на которые могут подаваться соответственно импульсы высокого напряжения. С помощью таких систем высоковольтных электродов можно производить сильные и распределённые по плоскости высоковольтные пробои через проходящий мимо поток материала.
Если при этом система электродов матричного типа охватывает зону больше, чем 1800 кольцевого или дугообразного потока материала, что является предпочтительным, то при относительно большой скорости потока материала обеспечиваются сильные высоковольтные пробои, и, соответственно, обрабатывается бóльшее количество материала в единицу времени.
При этом также предпочтительно, если каждый электрод из матричной системы высоковольтных электродов имеет собственный генератор высокого напряжения, с помощью которого на него могут подаваться импульсы высокого напряжения независимо от других высоковольтных электродов. В результате по всей поверхности указанной матрицы через поток материала можно производить равномерные и сильные высоковольтные пробои, а также можно целенаправленно производить высоковольтные пробои различной мощности в отдельных зонах.
Ещё в одном дополнительном предпочтительном варианте выполнения система высоковольтных электродов имеет один или несколько высоковольтных электродов, которые могут смещаться независимо друг от друга вдоль параллельной оси смещения, ориентированной преимущественно вертикально.
Эти высоковольтные электроды, предпочтительно с помощью системы управления, во время прохождения потока материала мимо системы высоковольтных электродов и производства высоковольтных пробоев через поток материала могут смещаться вдоль осей смещения автоматически таким образом, что они соответственно повторяют контур потока материала на определённом расстоянии, или, находясь в соприкосновении с поверхностью потока материала, повторяют этот контур, при этом они погружены в технологическую жидкость. В результате можно обрабатывать также потоки материала с очень неравномерной толщиной, например, потоки материала, образованные из очень крупных кусков материала, т.е. потоков материала, образованные из очень различных по размеру кусков материала.
Если каждый электрод из системы высоковольтных электродов имеет собственный генератор высокого напряжения, то предпочтительно, чтобы генератор высокого напряжения прочно соединялся соответственно с высоковольтным электродом и мог смещаться вместе с ним вдоль оси смещения. Таким образом, обеспечивается надёжное соединение между генератором высокого напряжения и соответствующим высоковольтным электродом, и генератор высокого напряжения и соответствующий высоковольтный электрод могут демонтироваться для замены и обслуживания в виде модуля.
В качестве противоположного электрода для высоковольтных электродов системы высоковольтных электродов, согласно первому предпочтительному варианту устройства, используется элемент механизма карусельного типа, ограничивающий потока материала в зоне системы высоковольтных электродов с нижней стороны, на котором переносится материал, образующий кольцевой или дугообразный поток материала. Предпочтительно этот элемент основания является дном кольцевого или дугообразного канала (с отверстиями сита или без них), в котором располагается материал и проходит в виде кругового потока мимо системы высоковольтных электродов при вращении этого элемента основания вокруг центра окружности. С помощью такого варианта устройства можно особенно интенсивно воздействовать на материал потока материала, поскольку высоковольтные пробои могут производиться по всей толщине потока материала.
В другом предпочтительном варианте выполнения каждый из высоковольтных электродов системы высоковольтных электродов имеет один или более собственные противоположные электроды, т.е. расположенные в соответствии с соответствующими электродами высокого напряжения, эти электроды располагаются сбоку рядом и/или под высоковольтными электродами таким образом, что посредством подачи на соответствующий высоковольтный электрод импульсов высокого напряжения между высоковольтным электродом и противоположным электродом, или противоположными электродами, через проходящий мимо поток материала могут производиться высоковольтные пробои, в частности, в предпочтительном варианте, высоковольтные электроды и/или противоположные электроды погружены в поток материала.
Преимущество этого варианта заключается в том, что пробойное напряжение, по существу, не связано с толщиной потока материала, так что без проблем можно обрабатывать поток материала даже из больших кусков материала. Другое преимущество этого варианта выполнения заключается в том, что в нём обеспечивается максимально большая свобода конструкции поверхности опоры или устройства транспортёра для потока материала в зоне технологического участка, поскольку поверхность основания технологического участка не используется в качестве противоположного электрода.
При этом в упомянутом последним предпочтительном варианте выполнения, кроме того, предпочтительно, чтобы противоположные электроды поддерживались соответствующими высоковольтными электродами или их несущей конструкцией.
Краткое описание чертежей
Другие варианты осуществления изобретения, преимущества и применение изобретения приводятся в зависимых пунктах формулы изобретения и в следующем описании со ссылкой на чертежи. На них показано:
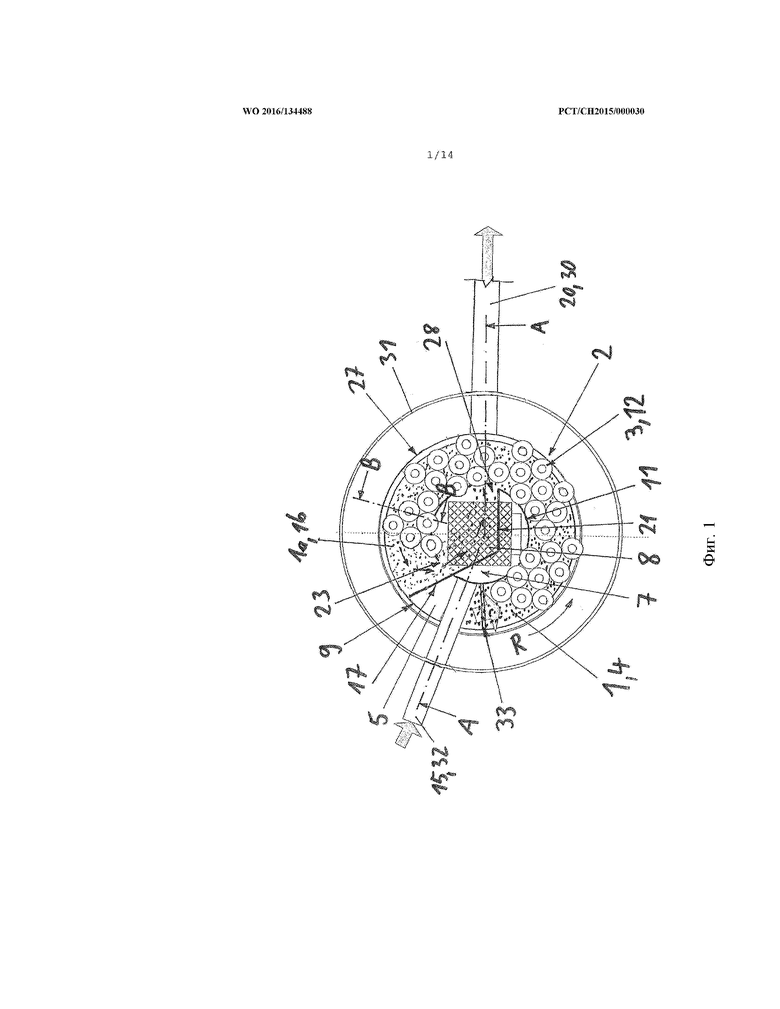
фиг. 1 - вид сверху первого устройства согласно изобретению в первом режиме работы;
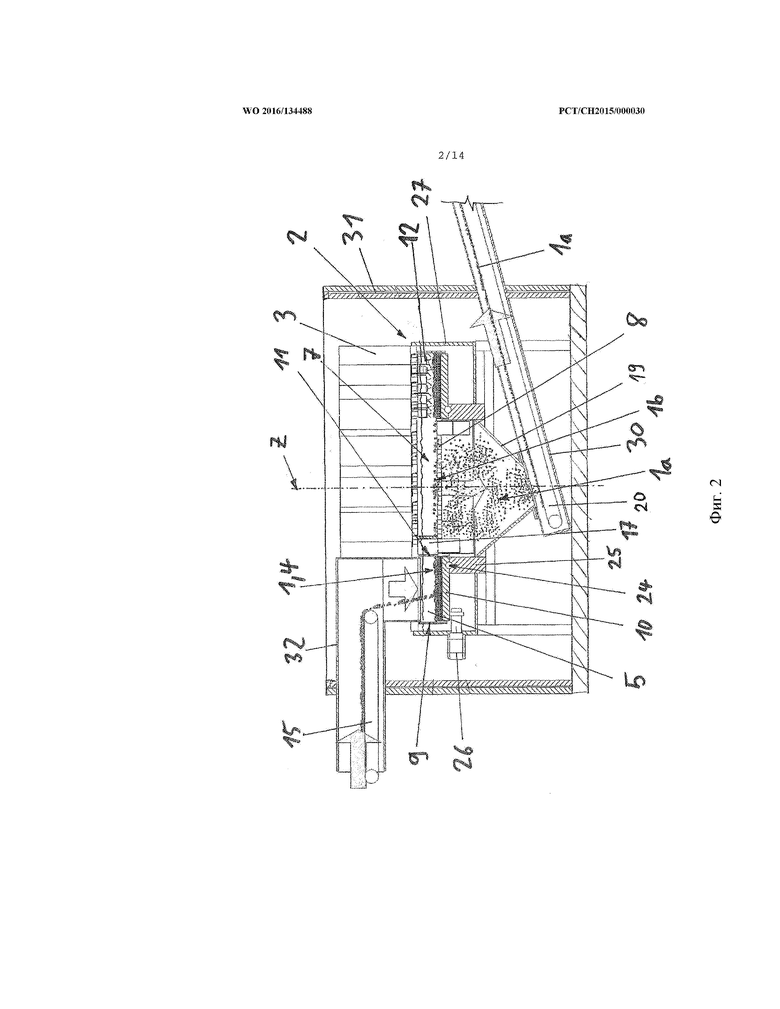
фиг. 2 - вертикальный разрез первого устройства вдоль линии А-А на фиг. 1;
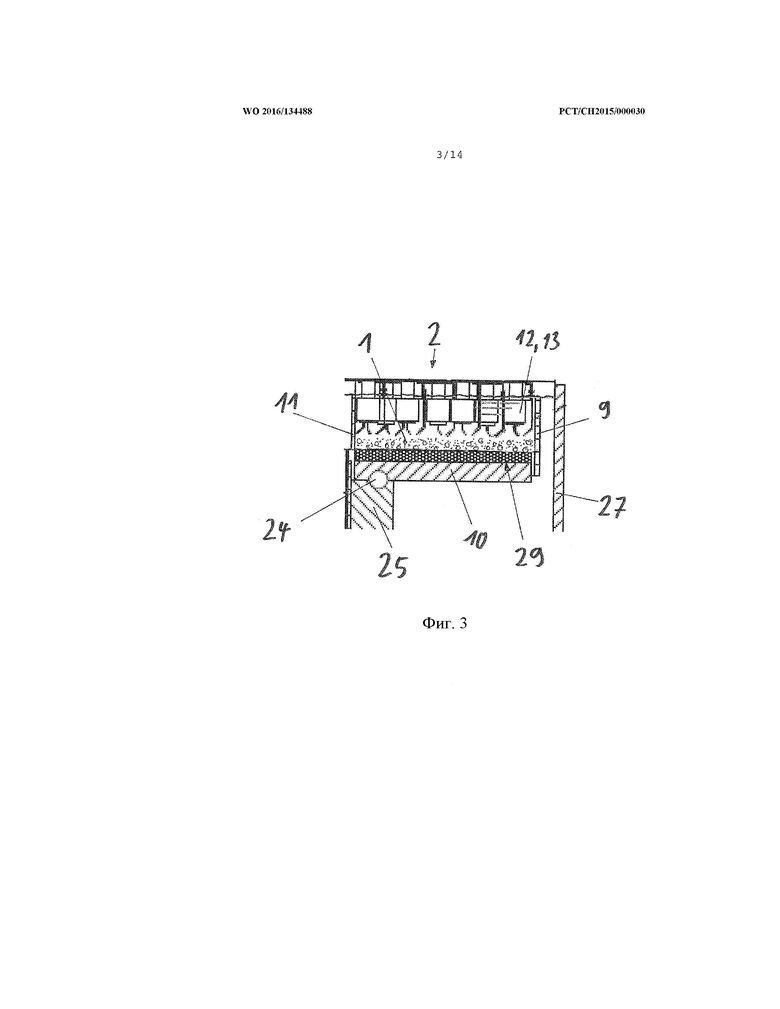
фиг. 3 - вертикальный разрез первого устройства вдоль линии В-В на фиг. 1;
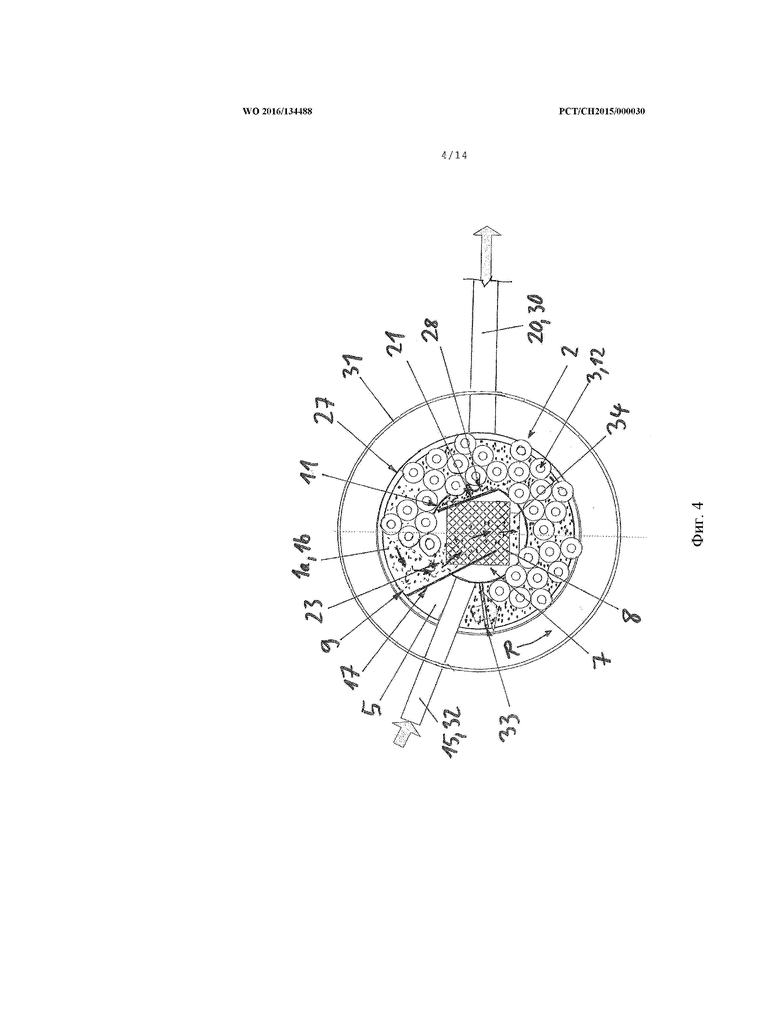
фиг. 4 - вид сверху первого устройства во втором режиме работы;
фиг. 5 - вид сверху второго устройства согласно изобретению;
фиг. 6 - вертикальной разрез второго устройства вдоль линии С-С на фиг. 5;
фиг. 7 - вид сверху третьего устройства согласно изобретению;
фиг. 7а - участок Х на фиг. 7;
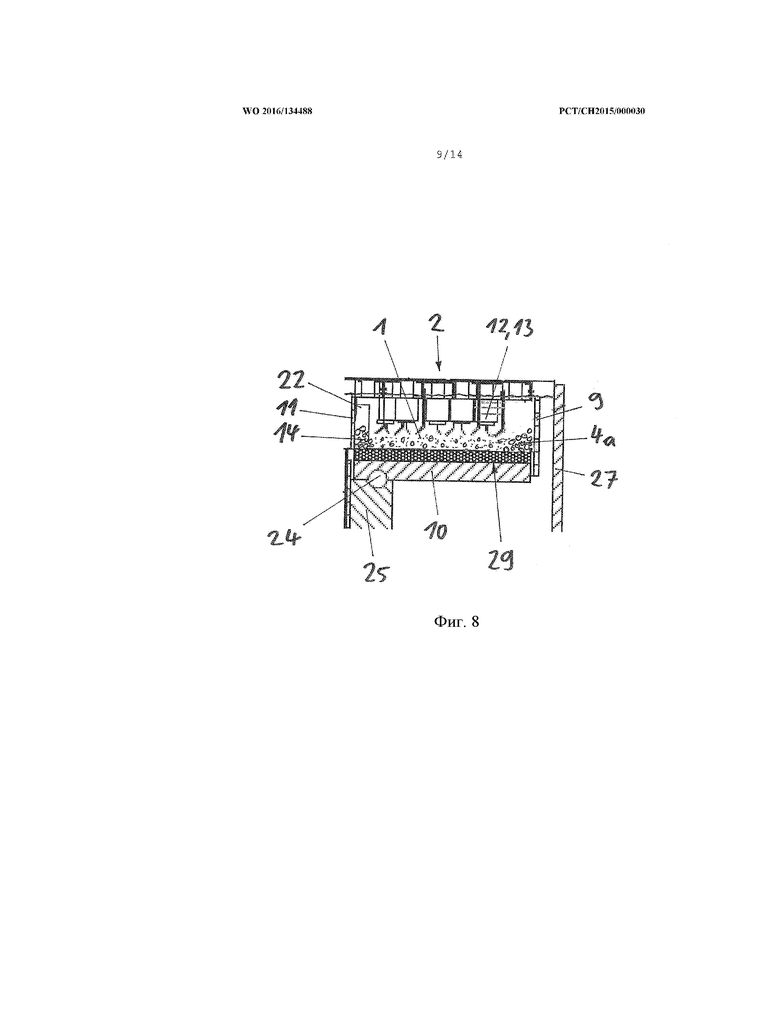
фиг. 8 - вертикальный разрез третьего устройства вдоль линии D-D на фиг. 7;
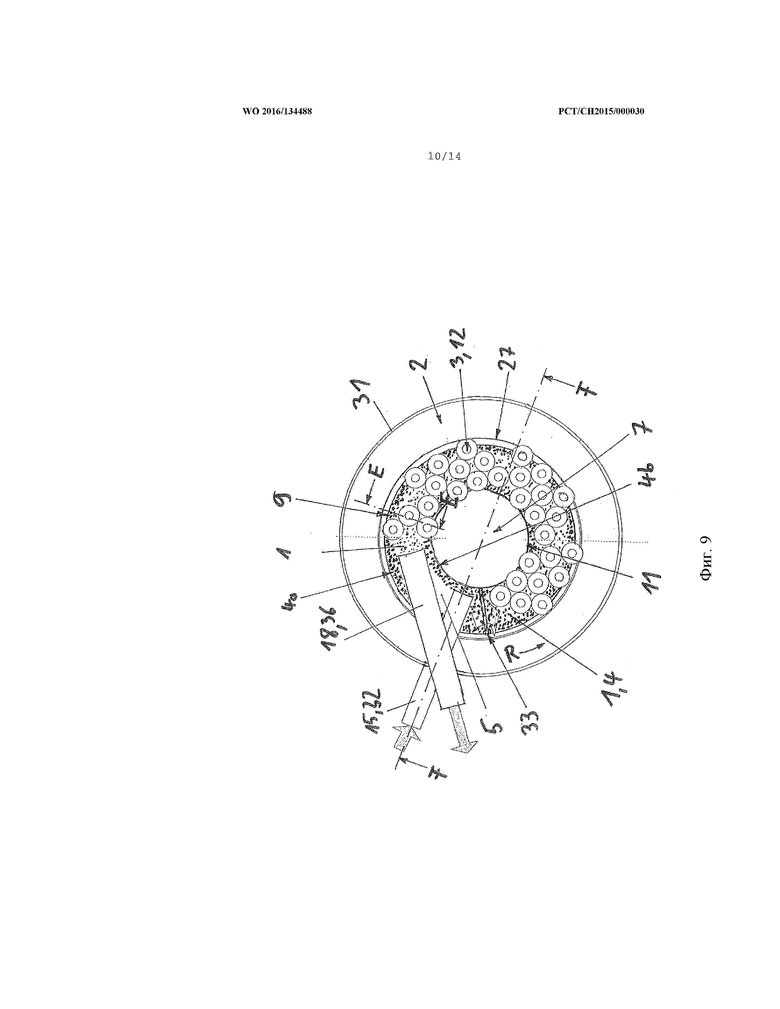
фиг. 9 - вид сверху четвёртого устройства согласно изобретению;
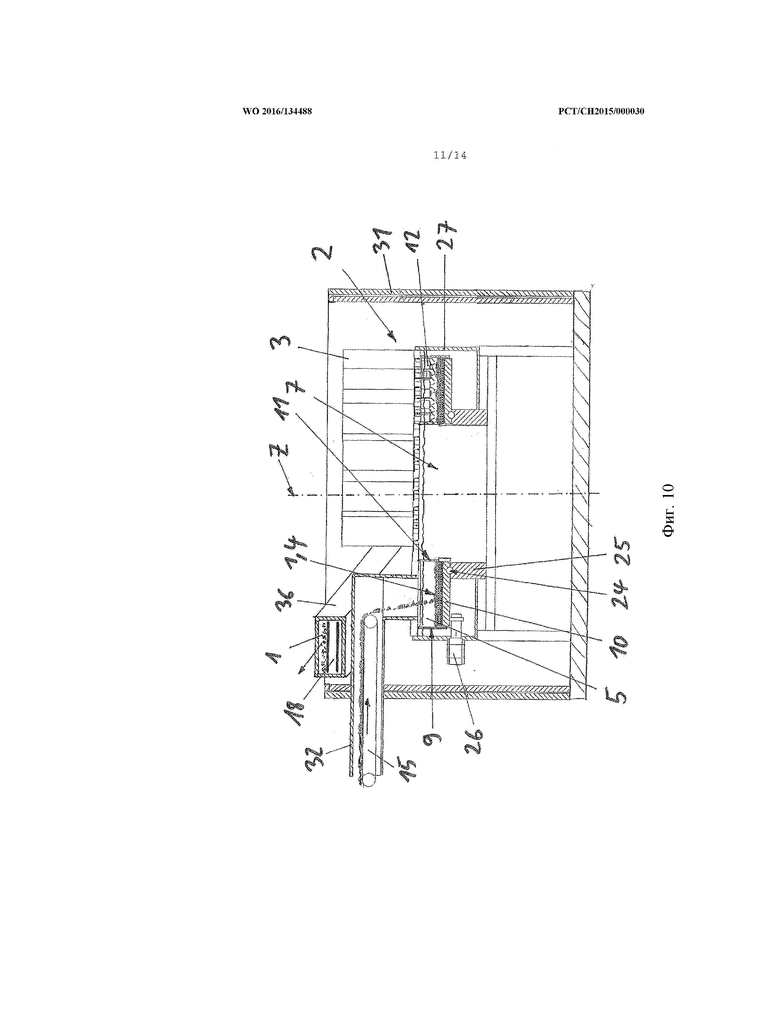
фиг. 10 - вертикальный разрез четвёртого устройства вдоль линии F-F на фиг. 9;
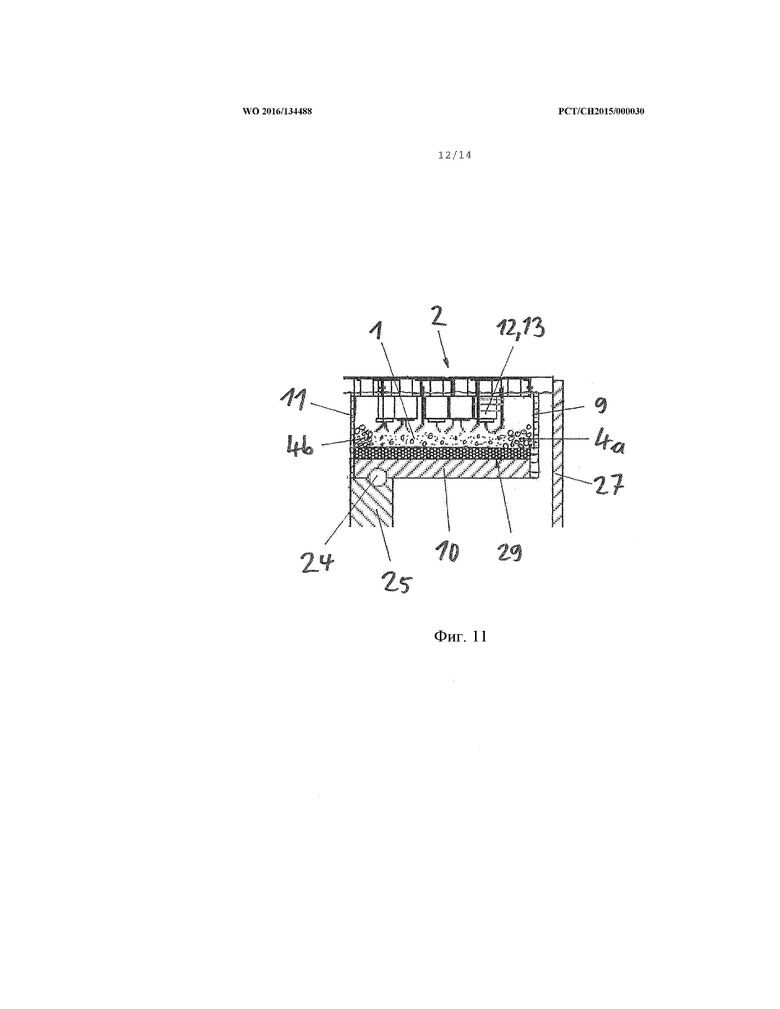
фиг. 11 - вертикальный разрез четвёртого устройства вдоль линии Е-Е на фиг. 9;
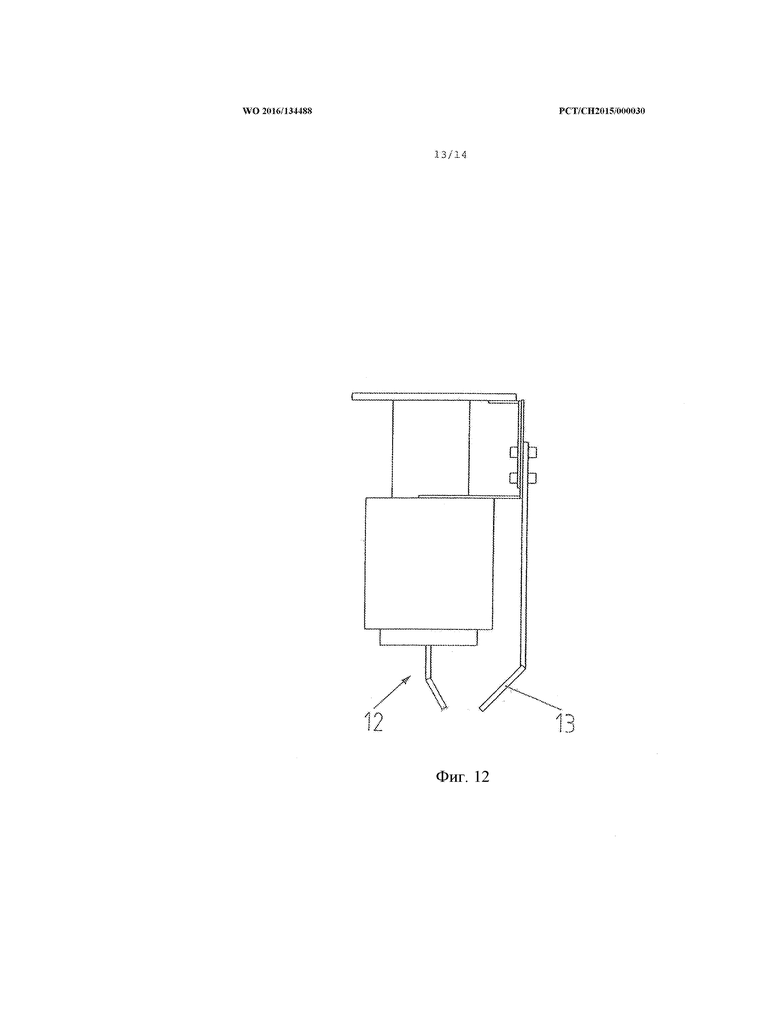
фиг. 12 - вид сбоку одного из высоковольтных электродов устройства; и
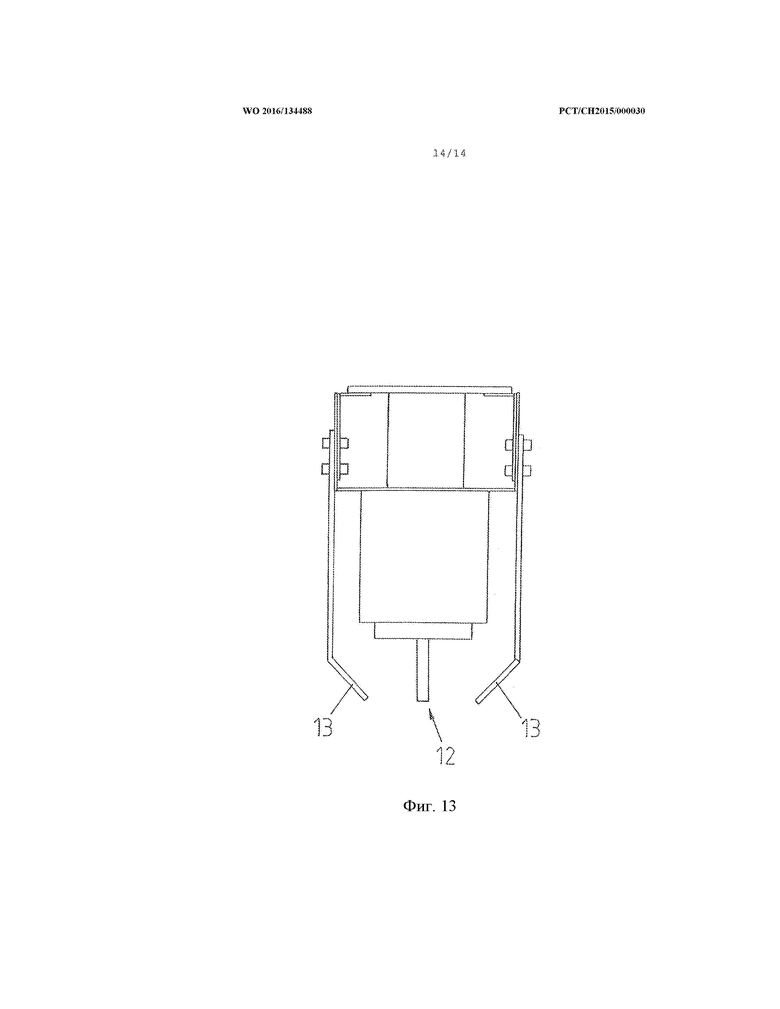
фиг. 13 - вид сбоку альтернативного варианта высоковольтного электрода на фиг. 12.
Осуществление изобретения
На фиг. 1 – 3 показано первое соответствующее изобретению устройство для дробления с помощью высоковольтных разрядов способного быть сыпучим материала 1; на одной из фигур показан вид сверху устройства (фиг. 1), на другой фигуре показано устройство в вертикальном разрезе вдоль линии А-А на фиг. 1 (фиг. 2), и ещё на одной фигуре показан фрагмент вертикального сечения устройства вдоль линии В-В на фиг. 1 (фиг. 3).
Как можно заметить, устройство имеет механизм карусельного типа 9, 10, 11, образованный кольцеобразным основанием 10, внешней цилиндрической стенкой 9, жёстко соединённой с основанием 10 и выступающей вертикально вверх от основания 10, и цилиндрической внутренней стенкой 11, не соединённой с основания 10 и выступающей вертикально вверх от основания 10. Основание 10 ровно и непрерывно закрыто и поддерживается кольцевым несущим элементом 25 стационарной несущей конструкции с помощью кольца 24 роликоподшипника, и вращается при определённом режиме работы вокруг вертикальной оси вращения Z, проходящей через центр кольцевой формы основания 10 направлении вращения R с помощью приводного двигателя 26, в результате чего лежащий на основании 10 и подлежащий дроблению материал 1 образует вокруг оси вращения Z поток материала 4 кольцевой формы или сегментно-кольцевой формы в направлении вращения R.
Механизм карусельного типа 9, 10, 11 расположен в наполненном водой 5 (технической жидкостью) резервуаре 27, через основание которого проходит несущий элемент 25 конструкции. Механизм карусельного типа 9, 10, 11 полностью погружен в воду 5 в резервуаре 27 до верхних ограничительных кромок внешней стенки 9 и внутренней стенки 11. В области внутри кольцевого несущего элемента 25 конструкции образовано основание резервуара 27 в виде круговой, опускающейся вниз воронки 19, нижний конец которой заканчивается над ленточным конвейером 20, который проходит под углом наверх до уровня воды резервуара 27 (здесь не показано полностью по причине отсутствия места) и расположен в корпусе 30, который соединен с нижним концом воронки и вместе с резервуаром 27 образует водонепроницаемую ёмкость. Резервуар 27 окружён кольцевой защитной стенкой 31, через которую проходит корпус ленточного конвейера 30 и ленточного конвейера 20.
Кроме того, следует отметить, что устройство, расположенное над механизмом карусельного типа 9, 10, 11, содержит сборку 2 высоковольтных электродов с множеством расположенных в виде матрицы высоковольтных электродов 12, причем сборка высоковольтных электродов охватывает область почти в 2700 кольцевой формы механизма карусельного типа 9, 10, 11. При этом каждый из высоковольтных электродов 12 выступает сверху вниз почти до поверхности потока в виде кольцеобразных сегментов материала 4, перемещаемого в механизме карусельного типа 9, 10, 11, причём каждый из электродов погружён в воду 5 и имеет свой собственный, расположенный непосредственно над ним генератор высокого напряжения 3, с помощью которого на него в рабочем режиме подаются импульсы высокого напряжения. На фигурах цифрой 12 для наглядности обозначен только один высоковольтный электрод, и только один из генераторов высокого напряжения обозначен цифрой 3.
Как показано на фиг. 12, на виде сбоку высоковольтного электрода 12 сборки 2 высоковольтных электродов этого устройства, каждый из высоковольтных электродов 12 имеет собственный, расположенный напротив высоковольтный электрод 13, потенциал которого равен потенциалу земли и который расположен относительно высоковольтного электрода 12 таким образом, что в представленном на фигурах определённом режиме работы, при подаче на соответствующий высоковольтный электрод 12 импульсов высокого напряжения через материал 1 потока материала, между высоковольтным электродом 12 и соответствующим ему противоположным электродом 13, происходят высоковольтные пробои.
Кроме того, как видно на фигурах, устройство содержит расположенный в закрытом корпусе 32 подающий ленточный конвейер 15, с помощью которого выше по потоку от сборки высоковольтных электродов 2 на основание 10 механизма 9, 10, 11 карусельного типа подается материал 1, подлежащий дроблению, в данном случае, куски руды благородных металлов.
Высота слоя материала, проходящего под сборкой высоковольтных электродов в виде потока 4 материала, имеющего форму кольцевых сегментов, определяется перед входом в зону (технологический участок), образованную между механизмом карусельного типа 9, 10, 11 и сборкой 2 высоковольтных электродов посредством пропускающей ограничительной планки 33.
Ниже по потоку от сборки 2 высоковольтных электродов расположена стационарная первая направляющая пластина 17, которая простирается от внешней стенки 9 механизма карусельного типа 9, 10, 11 через первый прерыватель 23 во внутренней стенке 11 в зону 7, находящуюся в центре механизма карусельного типа 9, 10, 11, и в определённом режимом работы направляющая пластина 17 направляет выходящий из технологического участка поток материала 4 в центральную зону 7, по существу, полностью через первый прерыватель 23 во внутренней стенке 11.
Основание центральной зоны 7 выполнено в виде плоского сита 8 с отверстиями, которые имеют такой размер, что раздробленный до заданного размера материал 1а проходит через отверстия сита и падает в расположенную ниже воронку 19, в то время как материал 1b, размер которого больше, чем заданный, остаётся лежать на поверхности сита 8. Окончательно обработанный или измельчённой до заданного размера материал 1а направляется от воронки 19 на ленточный конвейер 20, с помощью которого он транспортируется из устройства.
Не окончательно обработанный или ещё не измельчённый до заданного размера материал 1b сдвигается под давлением материала 1 по поверхности сита 8 и направляется из центральной зоны 7, от второй стационарной направляющей пластины 21, примыкающей к первой направляющей пластине 17, ко второму прерывателю 28 во внутренней стенке 11, обратно поток материала 4, имеющий форму кольцевых сегментов, благодаря чему он снова проходит мимо части высоковольтных электродов 12 из сборки 2 высоковольтных электродов и подвергается воздействию высоковольтных разрядов.
Как видно на фиг. 3, где которой показан вертикальный разрез части первого устройства в зоне технологического участка вдоль линии В-В, показанной на фиг. 1, основание 10 механизма карусельного типа 9, 10, 11 имеет верхнюю сторону, покрытую износостойким слоем 29 резины, на котором находится обрабатываемый материал 1.
На фиг. 4 показан вид сверху устройство в другом режиме работы. Как можно видеть, здесь вторая направляющая пластина 21 позиционирована так, что она закрывает второй прерыватель 28 во внутренней стенке 11 со стороны центральной зоны 7 и открывает отводящий вертикальный проход 34, в который падает не окончательно обработанный материал, т.е. ещё не измельчённый до заданного размера материал 1b, который сдвигается по поверхности сита 8 поступающим материалом 1, и, таким образом, выводится из устройства с механизмами (не показано).
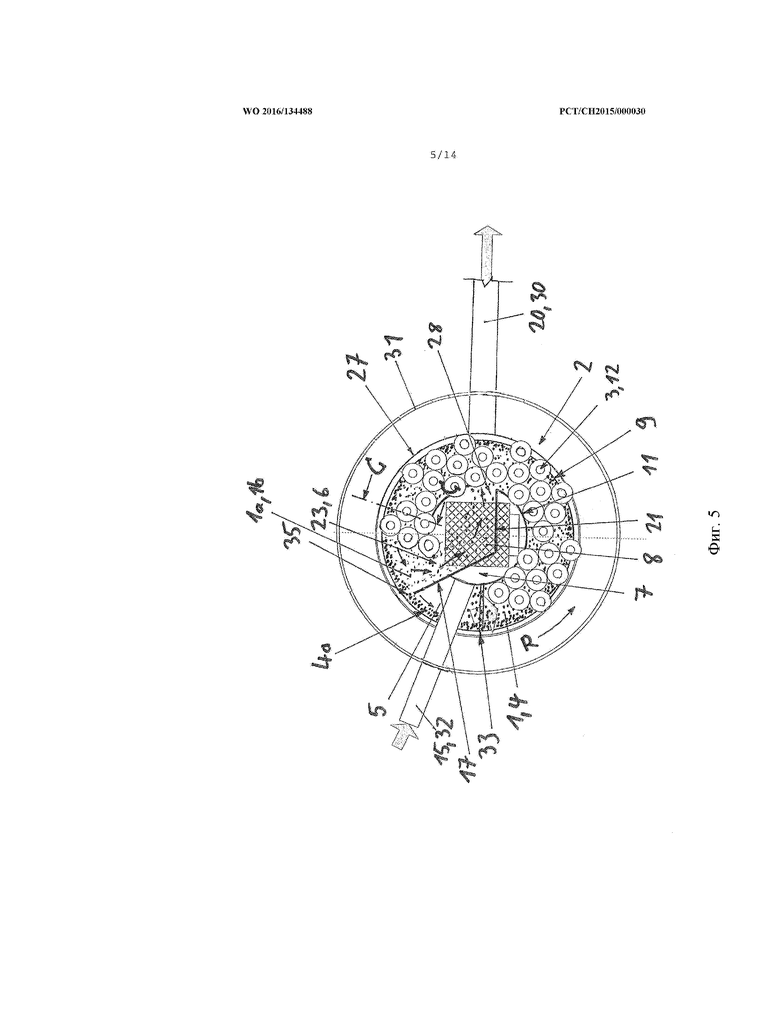
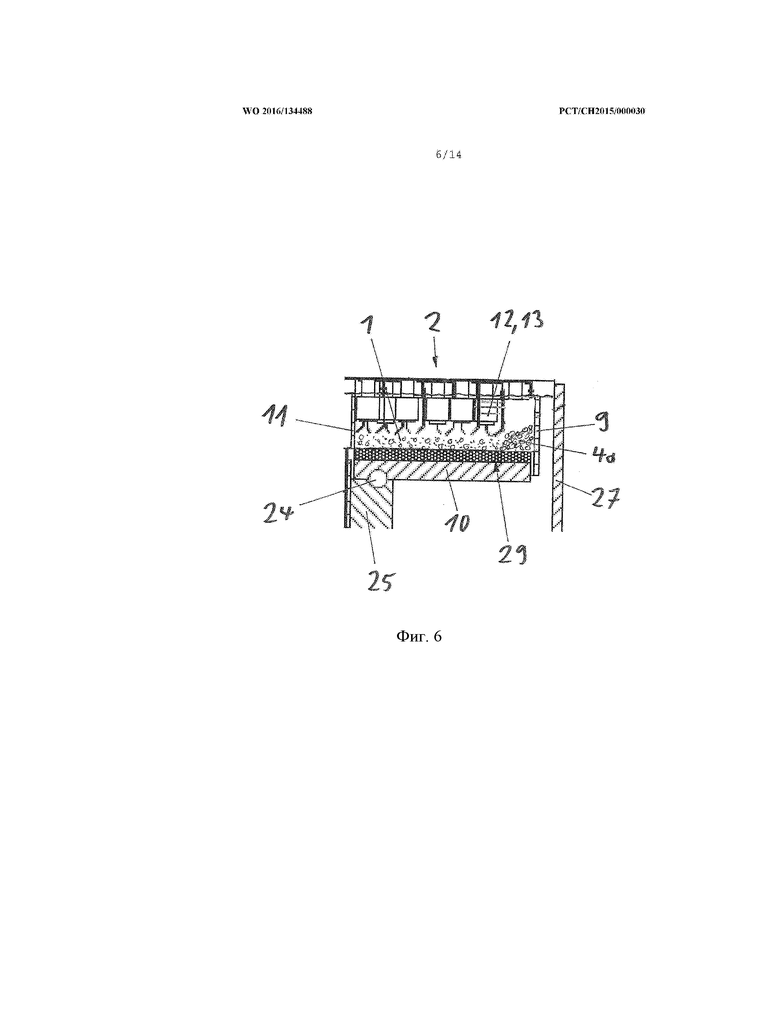
На фиг. 5 и 6 показано второе соответствующее изобретению устройство для дробления способного быть сыпучим материала 1 с помощью высоковольтных разрядов, на одной фигуре показан вид сверху (фиг. 5), а на другой фигуре (фиг. 6) показан фрагмент вертикального разреза устройства вдоль линии С-С, показанной на фиг. 5.
Это устройство отличается от устройства, показанного на фигурах 1 – 3, по существу тем, что здесь расположенная выше по потоку от сборки 2 высоковольтных электродов первая направляющая пластина 17 не доходит до внешней стенки 9 механизма карусельного типа 9, 10, 11, так что между ее внешним концом и внешней стенкой 9 образуется отверстие 35, через которое материал 1 может проходить во внешнюю краевую область потока материала 4, так что он не направляется первой направляющей пластиной 17 в центральную зону 7, а непрерывно вращается в виде кольцевого потока 4а материала. Соответственно, здесь в центральную зону 7 направляется не весь выходящий из технологического участка поток 4 материала, а только материал 1 из средней зоны и из внутренней краевой зоны.
В частности, как видно на фиг. 6, другое отличие этого устройства от показанного на фиг. 1 – 4 устройства заключается в том, что здесь высоковольтные электроды 12 сборки 2 высоковольтных электродов расположены таким образом, что вращающийся поток 4а материала во внешней краевой зоне потока 4 материала по существу не подвергается воздействию высоковольтных разрядов. Соответственно, материал 1 во внешней краевой зоне потока 4 материала имеет по существу первоначальную крупность кусков материала.
В остальном, второе устройство имеет идентичную конструкцию с первым устройством.
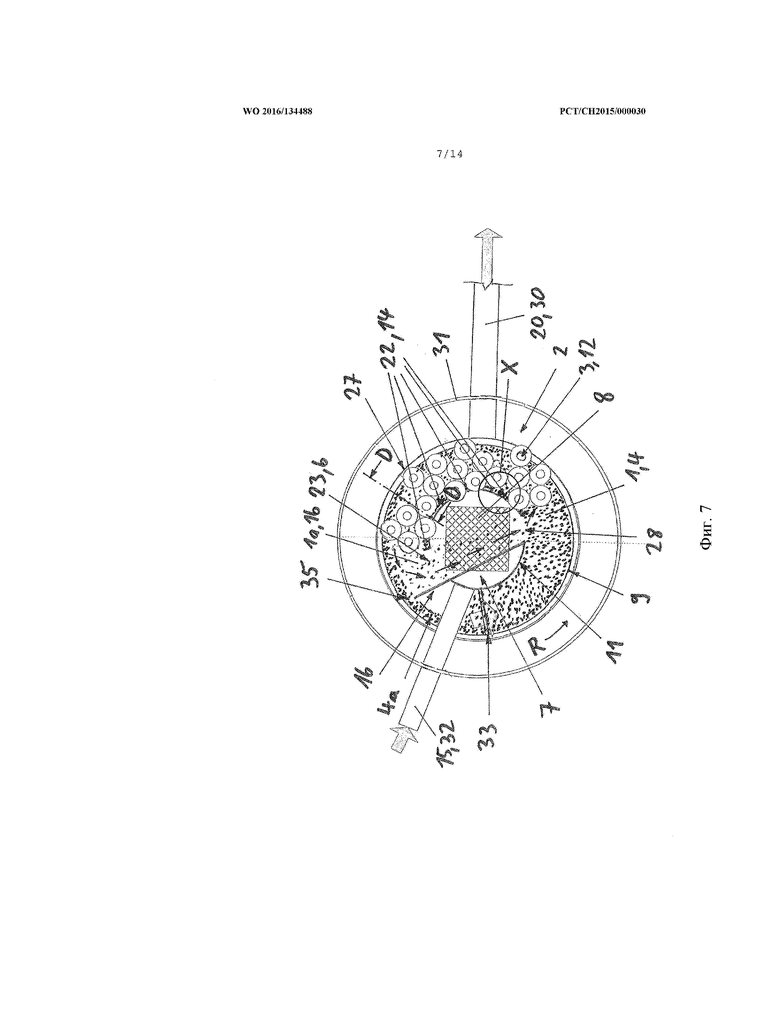
На фиг. 7 показано третье соответствующее изобретению устройство для дробления способного быть сыпучим материала с помощью высоковольтных разрядов, на одной фигуре показан вид сверху (фиг. 7), а на другой (фиг. 8) - фрагмент вертикального разреза устройства вдоль линии D-D, показанной на фиг. 7.
Устройство отличается от показанного на фиг. 5 и 6 устройства лишь тем, что здесь имеющая матричную форму сборка 2 высоковольтных электродов имеет меньше высоковольтных электродов 12 и охватывает зону, составляющей лишь примерно 1700 кольца механизма карусельного типа 9, 10, 11.
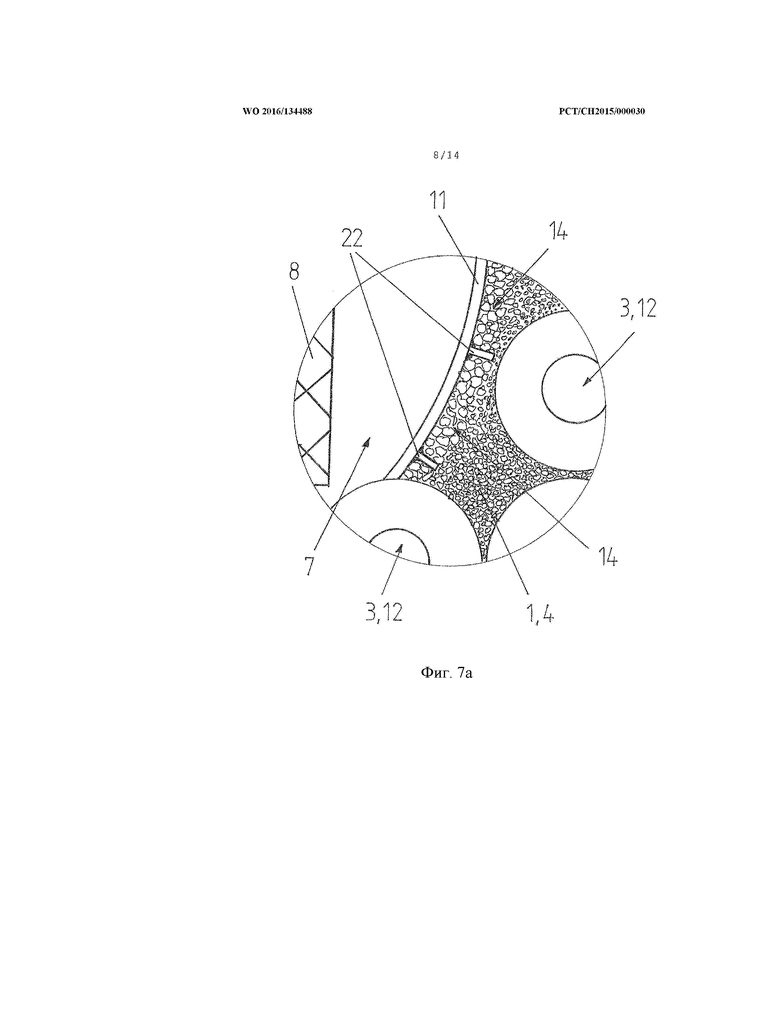
Как показано на фиг. 7а, на котором подробно показан фрагмент Х, обозначенный на фиг. 7, другое отличие заключается в том, что внутренняя стенка 11 механизма карусельного типа 9, 10, 11 в зоне, которую охватывает сборка 2 высоковольтных электродов над механизмом карусельного типа 9, 10, 11, со стороны, обращённой к потоку 4 материала имеет множество радиально выступающих в поток 4 материала заграждающих рёбер 22, за счет которых материал 1 скапливается во внутренней краевой зоне потока 4 материала в виде зон 14 с неподвижным материалом. При этом высоковольтные электроды 12 сборки 2 высоковольтных электродов располагаются таким образом, что зоны 14 с неподвижным материалом во внутренней краевой зоне потока 4 материала, по существу, не подвергаются воздействию высоковольтных разрядов. Соответственно, материал 1 имеет в этих зонах 14 по существу первоначальную крупность кусков материала.
Ещё одно отличие заключается в том, что это устройство имеет одну единственную стационарную направляющую пластину 16, которая направляет материал 1 ниже по потоку от сборки 2 высоковольтных электродов из средней зоны и из внутренней краевой зоны потока 4 материала, движущегося вдоль зон 14 с неподвижным материалом, через первый прерыватель 23 во внутренней стенке 11 в центральную зону 7 и на сито 8, и, кроме того, также направляет не окончательно обработанный материал 1b или материал, который не был измельчён до заданной крупности и остался на поверхности сита 8, через второй прерыватель 28, расположенный выше по потоку от сборки 2 высоковольтных электродов 2, назад в поток 4 материала.
В остальном, третье устройство имеет идентичную конструкцию со вторым устройством.
На фиг. 9 – 11 показано четвёртое устройство для дробления способного быть сыпучим материала с помощью высоковольтных разрядов; на одной фигуре показан вид сверху (фиг. 9), на второй (фиг. 10) – вертикальный разрез вдоль линии F-F, обозначенной на фиг. 9, и ещё на одной фигуре (фиг. 11) показан фрагмент вертикального разреза устройства вдоль линии Е-Е, обозначенной на фиг. 9.
Это устройство отличается от изображённых на фигурах 1 – 8 устройствах тем, что оно не имеет механизмов, с помощью которых выходящий из технологической зоны поток 4 материала или его часть направляется в центр 7 механизма 9, 10, 11 карусельного типа, Внутренняя стенка 11 не имеет прерывателей и жёстко соединена с основанием 10 механизма 9, 10, 11 карусельного типа, так что стенка вращается вместе с основанием и с внешней стенкой 9 вокруг оси вращения Z. Механизм 9, 10, 11 карусельного типа образует в этом случае один закрытый кольцевой жёлоб, который вращается вокруг оси вращения Z.
В показанном здесь устройстве материал 1 из средней зоны потока 4 материала, который выходит из технологического участка, образованного между основанием 10 механизма 9, 10, 11 карусельного типа и сборкой 2 высоковольтных электродов, отбирается и отводится из устройства с помощью расположенного в корпусе 36 разгрузочного транспортёра 18, который получает материал с основания 10 с помощью (не показанной) вводной планки принимает.
Материал 1 во внешней краевой зоне и во внутренней краевой зоне потока 4 материала остаётся на основании 10 и, соответственно, вращается в виде непрерывного кольцевого потока 4a, 4b материала.
В отличие от изображённого на фиг. 1 – 4 первого устройства здесь высоковольтные электроды 12 системы 2 высоковольтных электродов расположены таким образом, что вращающиеся частичные потоки 4a, 4b материала не подвергаются воздействию высоковольтных разрядов во внешней и во внутренней краевых зонах потока 4 материала. Соответственно, материал 1 в этих частичных потоках 4a, 4b материала имеет по существу первоначальную крупность кусков.
Ниже по потоку от места расположения разгрузочного транспортёра 18 по подающему ленточному конвейеру 15 подаётся в среднюю зону кольцевого основания 10 новый предназначенный для дробления материал 1, так что ниже по потоку от этого места подачи материала снова имеется запертый поток 4 по существу необработанного материала 1, и этот поток снова подается в технологический участок.
В остальном, это четвёртое устройство имеет конструкцию, идентичную с первым устройством.
На фиг. 13 показан другой высоковольтный электрод 12 для описанных выше соответствующих изобретению устройств, который отличается от показанного на фиг. 12 по существу тем, что имеет два идентичных электрода 13, расположенных зеркально напротив друг друга Другое отличие заключается в том, что сам высоковольтный электрод 12 имеет один прямой рабочий конец.
Поскольку в настоящей заявке описываются предпочтительные варианты осуществления изобретения, можно сделать вывод, что изобретение не ограничивается этими вариантами, и оно также может быть реализовано другим способом в рамках объёма пунктов формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВА ДЛЯ ДРОБЛЕНИЯ НА БЛОКИ И/ИЛИ ОСЛАБЛЕНИЯ СЫПУЧЕГО МАТЕРИАЛА С ПОМОЩЬЮ ВЫСОКОВОЛЬТНЫХ РАЗРЯДОВ | 2015 |
|
RU2670126C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПУТЕМ ЭЛЕКТРИЧЕСКОГО ВЗРЫВА ФОЛЬГИ (ВАРИАНТЫ) | 2013 |
|
RU2526334C1 |
| ВЫСОКОВОЛЬТНЫЙ ИСТОЧНИК ПОСТОЯННОГО НАПРЯЖЕНИЯ И УСКОРИТЕЛЬ ЧАСТИЦ | 2011 |
|
RU2551364C2 |
| УСКОРИТЕЛЬ ДЛЯ ДВУХ ПУЧКОВ ЧАСТИЦ ДЛЯ СОЗДАНИЯ СТОЛКНОВЕНИЯ | 2011 |
|
RU2569324C2 |
| Газоразрядное распылительное устройство на основе планарного магнетрона с ионным источником | 2020 |
|
RU2752334C1 |
| ВЫСОКОВОЛЬТНЫЙ ИСТОЧНИК ПОСТОЯННОГО НАПРЯЖЕНИЯ И УСКОРИТЕЛЬ ЧАСТИЦ | 2011 |
|
RU2567373C2 |
| СПОСОБ ДРОБЛЕНИЯ И/ИЛИ СНИЖЕНИЯ ПРОЧНОСТИ МАТЕРИАЛА С ИСПОЛЬЗОВАНИЕМ ВЫСОКОВОЛЬТНЫХ РАЗРЯДОВ | 2011 |
|
RU2568747C1 |
| Трубный электрокоалесцирующий аппарат | 2021 |
|
RU2780854C1 |
| УСКОРИТЕЛЬ ДЛЯ ЗАРЯЖЕННЫХ ЧАСТИЦ | 2011 |
|
RU2603352C2 |
| Способ обработки мазута и тяжелых нефтепродуктов путем воздействия сильноточным высоковольтным разрядом высокой частоты и устройство для его осуществления | 2023 |
|
RU2829039C1 |
Изобретение относится к дроблению сыпучего материала высоковольтными разрядами. Осуществляют подготовку системы высоковольтных электродов, которая связана с одним или нескольким генераторами высокого напряжения, с помощью которых подаются высоковольтные импульсы. Производят направление сыпучего материала в виде потока, имеющего кольцевую или дугообразную форму, в частности форму кольцевых сегментов, погружённого в технологическую жидкость, мимо системы высоковольтных электродов. Осуществляют генерирование высоковольтных разрядов через поток материала во время прохождения потока материала мимо системы высоковольтных электродов посредством подачи на систему высоковольтных электродов импульсов высокого напряжения. Материал подают в указанный поток материала выше по ходу потока от системы высоковольтных электродов и материал выводят из указанного потока материала ниже по ходу потока от системы высоковольтных электродов. Устройство включает систему высоковольтных электродов, которой соответствует один или несколько генераторов высокого напряжения, с помощью которых подаются импульсы высокого напряжения. Устройство содержит механизм карусельного типа, с помощью которого сыпучий материал направляют мимо системы высоковольтных электродов в виде потока материала, имеющего кольцевую или дугообразную форму, в частности форму кольца или сегмента кольца, погружённого в технологическую жидкость. Поток материала направляют, в частности, посредством вращения его вокруг центральной и, по существу, вертикальной оси таким образом, что при подаче на систему высоковольтных электродов импульсов высокого напряжения через материал потока во время прохождения его мимо системы высоковольтных электродов могут генерироваться высоковольтные пробои. Устройство включает средства для подачи материала выше по ходу потока от системы высоковольтных электродов в указанный кольцевой или дугообразный поток материала, образованный с помощью указанного механизма карусельного типа, в соответствии с определённым режимом. Устройство содержит средства для отвода материала ниже по ходу потока от системы высоковольтных электродов из указанного кольцевого или дугообразного потока материала, образованного с помощью механизма карусельного типа, в соответствии с определённым режимом. Обеспечивается непрерывное дробление и/или ослабление сыпучего материала с помощью высоковольтных разрядов. 2 н. и 43 з.п. ф-лы, 13 ил.
1. Способ дробления и/или ослабления сыпучего материала (1) с помощью высоковольтных разрядов, содержащий этапы, на которых:
- подготавливают систему (2) высоковольтных электродов, которая связана с одним или нескольким генераторами (3) высокого напряжения, с помощью которых подаются высоковольтные импульсы;
- направляют сыпучий материал (1) в виде потока (4), имеющего кольцевую или дугообразную форму, в частности форму кольцевых сегментов, погружённого в технологическую жидкость (5), мимо системы (2) высоковольтных электродов и
- генерируют высоковольтные разряды через поток (4) материала во время прохождения потока (4) материала мимо системы (2) высоковольтных электродов (2) посредством подачи на систему (2) высоковольтных электродов импульсов высокого напряжения,
при этом материал (1) подают в указанный поток (4) материала выше по ходу потока от системы (2) высоковольтных электродов и материал (1) выводят из указанного потока (4) материала ниже по ходу потока от системы (2) высоковольтных электродов.
2. Способ по п. 1, в котором материал (1) не отводят в зоне указанного потока (4) материала, в которой производятся высоковольтные пробои через поток (4) материала с помощью системы (2) высоковольтных электродов.
3. Способ по п. 1 или 2, в котором часть (6) потока (4) материала или весь поток (4) материала ниже по ходу потока от системы (2) высоковольтных электродов направляют в центральную зону (7), которая окружена указанным кольцевым или дугообразным потоком (4) материала.
4. Способ по п. 3, в котором по меньшей мере часть направленного в центральную зону (7) материала (1) отводят из этой зоны.
5. Способ по п. 3 или 4, в котором по меньшей мере часть направленного в центральную зону (7) материала (1) направляют из указанной зоны назад в указанный кольцевой или дугообразный поток (4) материала.
6. Способ по п. 4 или 5, в котором направленный в центральную зону (7) материал (1) разделяют с помощью сепараторного устройства (8), в частности сита (8), на окончательно обработанный материал (1a) и неокончательно обработанный материал (1b) и указанный окончательно обработанный материал (1a) отводят из центральной зоны (7), при этом указанный неокончательно обработанный материал (1b) направляют назад в указанный кольцевой или дугообразный поток (4) материала.
7. Способ по любому из пп.1-6, в котором для формирования потока (4) материал (1) подают в устройство (9, 10, 11) карусельного типа и направляют поток (4) мимо системы (2) высоковольтных электродов посредством вращения указанного устройства (9, 10, 11) вокруг, по существу, вертикальной оси (Z), проходящей через центральную зону (7).
8. Способ по любому из пп.1-7, в котором применяют систему (2) высоковольтных электродов, которая содержит множество высоковольтных электродов (12), размещенных в виде матрицы, на каждый из которых подаются импульсы высокого напряжения.
9. Способ по п. 8, в котором применяют систему (2) электродов, расположенных в виде матрицы, которая простирается в зоне, охватывающей больше 180° указанной кольцевой или дугообразной формы потока (4) материала.
10. Способ по любому из пп. 1-9, в котором в качестве электрода, противоположного высоковольтным электродам указанной системы высоковольтных электродов, применяют элемент, ограничивающий с нижней стороны поток материала в зоне системы высоковольтных электродов, и, в частности, указанный элемент является основанием устройства карусельного типа, с помощью которого поток материала направляется мимо системы высоковольтных электродов.
11. Способ по любому из пп. 1-9, в котором каждому высоковольтному электроду (12) соответствует один или несколько собственных противоположных электродов (13), которые расположены рядом сбоку и/или ниже соответствующего высоковольтного электрода (12) таким образом, что при подаче на соответствующий высоковольтный электрод (12) импульсов высокого напряжения генерируются высоковольтные пробои через материал (1) указанного потока (4) между высоковольтным электродом (12) и указанным противоположным электродом (13) или электродами (13).
12. Способ по любому из пп. 1-11, в котором материал (1) из внешней и/или внутренней краевой зоны указанного кольцевого или дугообразного потока (4) материала не отводят и он непрерывно вращается в виде сплошного кольцевого или дугообразного потока (4a, 4b) материала.
13. Способ по любому из пп. 1-12, в котором, прежде чем поток материала снова направляют мимо системы высоковольтных электродов и осуществляют высоковольтные пробои, в первом местоположении, которое ниже по ходу потока от системы высоковольтных электродов, материал отводят из средней зоны указанного потока материала, во втором местоположении, которое ниже по ходу потока от указанного первого местоположения, материал из внешней и/или внутренней краевой зоны направляют, по меньшей мере частично, в указанную среднюю зону потока материала и в третьем местоположении, которое ниже по ходу потока от указанного второго местоположения, подают новый материал в указанную внешнюю и/или внутреннюю краевую зону потока материала.
14. Способ по любому из пп. 1-13, в котором в зоне, в которой генерируют высоковольтные пробои через материал (1) потока материала, указанные внутренняя и/или внешняя краевые зоны потока (4) материала ограничиваются, по существу, неподвижными зонами (14) с тем же материалом (1).
15. Способ по п. 14, в котором указанные, по существу, неподвижные зоны (14) образуют таким образом, что указанные внутренняя и/или внешняя краевые зоны потока (4) материала сохраняются ниже по ходу потока от системы (2) высоковольтных электродов.
16. Способ по п. 12 и одному из пп. 14, 15, в котором материал (1) внешней краевой зоны кольцевого или дугообразного потока (4) материала не отводят, а вращают материал непрерывно в виде непрерывного кольцевого или дугообразного потока (4а) материала, при этом в зоне, в которой генерируют высоковольтные пробои через материал (1) потока (4) материала, внутренняя краевая зона потока (4) материала ограничивается, по существу, неподвижными зонами (14) с тем же материалом (1).
17. Способ по п. 13 и одному из пп. 14, 15, в котором, прежде чем поток (4) материала снова направляют мимо системы (2) высоковольтных электродов и подвергают воздействию высоковольтных пробоев, во втором местоположении материал (1) внешней краевой зоны кольцевого или дугообразного потока (4) материала, по меньшей мере частично, направляют в середину потока (4) материала, а в третьем местоположении подают новый материал (1) во внешнюю краевую зону потока (4) материала.
18. Способ по одному из пп. 3-6 и одному из пп. 16, 17, в котором ниже по ходу потока от системы (2) высоковольтных электродов материал (1) из средней зоны потока (4) материала отводят и направляют в центральную зону (7).
19. Способ по любому из пп. 1-18, в котором система высоковольтных электродов включает в себя один или несколько высоковольтных электродов, установленных с возможностью смещения независимо друг от друга вдоль осей смещения, ориентированных, в частности, параллельно, в частности, вертикально, при этом во время прохождения потока материала мимо системы высоковольтных электродов и генерации высоковольтных пробоев через поток материала указанные высоковольтные электроды смещают таким образом вдоль соответствующих осей смещения, что каждый из них повторяет контур потока материала, находясь на определённом расстоянии, или повторяет контур потока материала, находясь в соприкосновении с поверхностью потока материала, при этом указанные электроды погружены в технологическую жидкость.
20. Способ по п. 11 и 19, в котором электрод, противоположный соответствующему высоковольтному электроду, смещают вдоль оси смещения вместе с соответствующим высоковольтным электродом.
21. Способ по любому из пп. 1-20, в котором каждому высоковольтному электроду (12) системы (2) высоковольтных электродов соответствует собственный генератор (3) высокого напряжения, с помощью которого на указанный электрод подают импульсы высокого напряжения независимо от других высоковольтных электродов (12).
22. Способ по п. 21, в котором генератор (3) высокого напряжения прочно соединён с соответствующим высоковольтным электродом (12).
23. Устройство для осуществления способа по любому из пп. 1-22, содержащее:
- систему (2) высоковольтных электродов, которой соответствует один или несколько генераторов (3) высокого напряжения, с помощью которых подаются импульсы высокого напряжения;
- механизм (9, 10, 11) карусельного типа, с помощью которого сыпучий материал направляется мимо системы (2) высоковольтных электродов, сыпучий материал в виде потока (4) материала, имеющего кольцевую или дугообразную форму, в частности форму кольца или сегмента кольца, погружённого в технологическую жидкость (5), направляется, в частности, посредством вращения его вокруг центральной и, по существу, вертикальной оси (Z) таким образом, что при подаче на систему (2) высоковольтных электродов импульсов высокого напряжения через материал (1) потока (4) материала во время прохождения его мимо системы (2) высоковольтных электродов могут генерироваться высоковольтные пробои;
- средства (15, 16) для подачи материала (1) выше по ходу потока от системы (2) высоковольтных электродов в указанный кольцевой или дугообразный поток (4) материала, образованный с помощью указанного механизма карусельного типа, в соответствии с определённым режимом; и
- средства (16, 17, 18) для отвода материала (1, 1а) ниже по ходу потока от системы (2) высоковольтных электродов из указанного кольцевого или дугообразного потока (4) материала, образованного с помощью механизма карусельного типа, в соответствии с определённым режимом.
24. Устройство по п. 23, в котором механизм карусельного типа содержит сито с отверстиями в зоне, в которой он переносит материал, образующий, в соответствии с определённым режимом, кольцевой или дугообразный поток материала, в качестве средства отвода материала, через которое может отводиться из потока материал, который мельче, чем отверстия сита.
25. Устройство по п. 23, в котором механизм (9, 10, 11) карусельного типа образует закрытое основание в зоне, в которой он переносит материал, образующий, в соответствии с определённым режимом, кольцевой или дугообразный поток (4) материала, причём указанные средства (17) для отвода материала (1) выполнены таким образом, в частности, в форме одного или нескольких направляющих элементов (17), чтобы с их помощью можно было направлять часть потока (4) материала или весь поток (4) материала в центральную зону (7) в центре механизма (9, 10, 11) карусельного типа, которая окружена указанным кольцевым или дугообразным потоком (4) материала.
26. Устройство по п. 23, содержащее средства (19, 20) для отвода по меньшей мере части материала (1), направленного в центральную зону (7), из центральной зоны (7) и от механизма (9, 10, 11) карусельного типа, при этом, в частности, указанные средства содержат спускной жёлоб для материала или воронку (19).
27. Устройство по п. 25 или 26, содержащее средства (21) для возврата по меньшей мере части материала (1), направленного в центральную зону (7), в кольцевой или дугообразный поток (4) материала, при этом, в частности, указанные средства (21) содержат одно или несколько направляющих устройств (21).
28. Устройство по п. 26 и п. 27, в котором в центральной зоне (7) расположен сепаратор (8), в частности, содержащий сито (8), с помощью которого материал, направленный в эту зону (7), разделяется на окончательно обработанный материал (1а) и неокончательно обработанный материал (1b), при этом окончательно обработанный материал (1а) отводится из центральной зоны с помощью указанных средств (19, 20) для отвода материала (1), а неокончательно обработанный материал (1b) с помощью указанных средств (21) для возврата материала (1) может подаваться в указанный кольцевой или дугообразный поток (4) материала.
29. Устройство по любому из пп. 23-28, которое содержит средства (22), в частности одно или несколько приспособлений для накопления материала, с помощью которых, в соответствии с определённым режимом, можно воздействовать так, чтобы в зоне, в которой через материал (1) потока (4) материала производятся высоковольтные пробои, внутренняя краевая зона и/или внешняя краевая зона указанного кольцевого или дугообразного потока (4) материала ограничивались, по существу, неподвижными зонами (41) с этим же материалом (1).
30. Устройство по любому из пп. 23-29, которое выполнено таким образом, что материал (1) внешней краевой зоны и/или внутренней краевой зоны указанного кольцевого или дугообразного потока (4) материала не отводится от потока материала ниже по ходу потока от системы (2) высоковольтных электродов, а перемещается непрерывно в виде непрерывного кольцевого или дугообразного частичного потока (4a, 4b) материала.
31. Устройство по любому из пп. 23-30, которое выполнено таким образом, что, в соответствии с определённым режимом, прежде чем поток (4) материала снова направляется мимо системы (2) высоковольтных электродов и подвергается воздействию высоковольтных пробоев, в первом местоположении, которое ниже по ходу потока от системы высоковольтных электродов, материал отводится из средней зоны указанного потока материала, во втором местоположении, которое ниже по ходу потока от указанного первого местоположения, материал из внешней и/или внутренней краевой зоны направляется, по меньшей мере частично, в указанную среднюю зону потока материала и в третьем местоположении, которое ниже по ходу потока от указанного второго местоположения, подается новый материал в указанную внешнюю и/или внутреннюю краевую зону потока материала.
32. Устройство по п. 29 или 30, которое выполнено таким образом, что материал (1) внешней краевой зоны кольцевого или дугообразного потока (4) материала не отводится, а перемещается непрерывно в виде непрерывного кольцевого или дугообразного потока (4а) материала, при этом внутренняя краевая зона потока (4) материала в зоне, в которой через материал (1) потока (4) материала производятся высоковольтные пробои, ограничивается, по существу, неподвижными зонами (14) с тем же материалом (1).
33. Устройство по п. 30 или 31, которое выполнено таким образом, что, прежде чем поток (4) материала снова направляется мимо системы (2) высоковольтных электродов и подвергается высоковольтным пробоям, во втором местоположении материал (1) внешней краевой зоны кольцевого или дугообразного потока (4) материала по меньшей мере частично направляется в середину потока (4) материала, а в третьем местоположении подается новый материал (1) во внешнюю краевую зону потока (4) материала.
34. Устройство по любому из пп. 23-33, в котором зона механизма (9, 10, 11) карусельного типа, в которой указанный механизм, в соответствии с определённым режимом, переносит материал (1), образующий указанный кольцевой или дугообразный поток (4) материала, ограничена по внешнему контуру замкнутой по окружности ограничительной стенкой (9), при этом указанное устройство выполнено таким образом, что ограничительная стенка (9), в соответствии с определённым режимом, движется вместе с материалом потока (4) материала.
35. Устройство по любому из пп. 23-34, в котором зона механизма (9, 10, 11) карусельного типа, в которой указанный механизм, в соответствии с определённым режимом, переносит материал (1), образующий кольцевой или дугообразный поток (4) материала, ограничена по внутреннему контуру неподвижной ограничительной стенкой (11), которая имеет ниже по ходу потока от системы (2) высоковольтных электродов окно (23), при этом средства (17, 18) для отвода материала (1) из потока (4) материала выполнены таким образом, что, в соответствии с определённым режимом, материал (1) отводится из кольцевого или дугообразного потока (4) материала через указанное окно (23) в центральную зону (7) в центре механизма (9, 10, 11) карусельного типа, которая окружена указанным кольцевым или дугообразным потоком (4) материала.
36. Устройство по п. 34 или 35, в котором средства (17) для отвода материала (1) из потока (4) материала выполнены или отрегулированы таким образом, чтобы при определённом режиме работы весь кольцевой или дугообразный поток (4) материала направлялся в центральную зону (7).
37. Устройство по п. 34 или 35, в котором средства (17, 18) для отвода материала (1) из потока (4) материала выполнены или отрегулированы таким образом, чтобы при определенном режиме работы материал (1) внешней краевой зоны кольцевого или дугообразного потока (4) материала не направлялся в центральную зону (7), а непрерывно перемещался в виде непрерывного кольцевого или дугообразного потока (4а) материала.
38. Устройство по любому из пп. 23-37, в котором система (2) высоковольтных электродов является системой матричного вида, содержащей несколько высоковольтных электродов (12), на каждый из которых подаются импульсы высокого напряжения.
39. Устройство по п. 38, в котором выполненная в виде матрицы система (2) электродов, при определенном режиме работы устройства, охватывает область большую, чем 180° кольцевого или дугообразного потока (4) материала.
40. Устройство по п. 38 или 39, в котором каждому высоковольтному электроду (12) матричной системы (2) высоковольтных электродов соответствует собственный генератор (3) высокого напряжения, с помощью которого на соответствующий высоковольтный электрод (12) подаются импульсы высокого напряжения независимо от других высоковольтных электродов (12).
41. Устройство по п. 40, в котором генераторы (3) высокого напряжения прочно соединены с соответствующими высоковольтными электродами (12).
42. Устройство по п. 40 или 41, в котором высоковольтные электроды выполнены с возможностью смещения независимо друг от друга вдоль осей смещения, в частности параллельных, в частности вертикально ориентированных.
43. Устройство по п. 42, также содержащее систему управления, с помощью которой, при определённом режиме работы, во время направления кольцевого или дугообразного потока материала мимо матричной системы высоковольтных электродов и генерирования высоковольтных пробоев через материал указанного потока материала указанные высоковольтные электроды автоматически смещаются вдоль соответствующих осей смещения таким образом, что они повторяют контур потока материала, находясь на определённом расстоянии или находясь в соприкосновении с поверхностью потока материала.
44. Устройство по любому из пп. 23-43, в котором в качестве противоположного электрода для высоковольтных электродов указанной системы высоковольтных электродов используется зона указанного механизма карусельного типа, которая переносит материал, образующий кольцевой или дугообразный поток материала.
45. Устройство по любому из пп. 23-44, в котором каждому высоковольтному электроду (12) соответствует один или несколько собственных противоположных электродов (13), которые расположены сбоку рядом и/или под соответствующим высоковольтным электродом (12), и, в частности, поддерживаются ими таким образом, что при определённом режиме работы, посредством подачи на высоковольтные электроды (12) импульсов высокого напряжения производятся высоковольтные пробои через материал (1) между высоковольтным электродом (12) и соответствующими противоположными электродами (13).
| JP 2003154286 A, 27.05.2003 | |||
| KR 20120139638 A, 27.12.2012 | |||
| WO 1999003588 A1, 28.01.1999 | |||
| Электрогидравлическая дробилка | 1980 |
|
SU888355A1 |
| Л.А.Юткин | |||
| Электрогидравлический эффект и его применение в промышленности, Л.:Машиностроение,1986. | |||

