Область техники, к которой относится изобретение
Изобретение относится к способу (варианты) для дробления на блоки и/или ослабления сыпучего материала с помощью высоковольтных разрядов, а также устройству для осуществления способа (варианты) согласно ограничительным частям независимых пунктов формулы изобретения.
Уровень техники
Из уровня техники известно измельчение или подобного рода ослабление самых различных материалов с помощью импульсных высоковольтных разрядов, после которого они могут проще измельчаться при в последующем задействованном механическом процессе измельчения.
Для дробления на блоки и/или ослабления сыпучего материала с помощью высоковольтных разрядов сегодня известны в принципе два различных вида процессов.
При небольших количествах материала, соответственно строгих критериях относительно чистоты и/или желательного размера зерна подвергающегося процессу материала производится дробление на блоки и/или ослабление материала в режиме пакетной обработки в закрытой технологической емкости, в которой через материал генерируются высоковольтные пробивные разряды.
При больших количествах материала дробление на блоки и/или ослабление материала производится при непрерывном процессе с помощью того, что поток материала из подлежащего измельчению материала перемещается мимо одного или нескольких высоковольтных электродов и с ними через материал генерируются высоковольтные пробивные разряды.
Однако при этом появляется проблема, что в по сравнению с собственной технологической зоной, в которой производятся высоковольтные пробивные разряды, слишком широком потоке материала не весь материал подвергается обработке, что отрицательно сказывается на качестве обработанного продукта, в то время как напротив при слишком узком потоке материала часть высоковольтных пробивных разрядов реализуется у боковых ограждающих стенок направляющего поток материала устройства, что уменьшает эффективность процесса и со временем разрушает эти ограждающие стенки. Вследствие этого также уменьшается срок службы установки и существует опасность, что это приведет к загрязнению обрабатываемого материала посторонними материалами.
Раскрытие изобретения
Отсюда ставится задача создания непрерывного способа и устройств для дробления на блоки и/или ослабления сыпучего материала с помощью высоковольтных разрядов, которые не имеют или, по меньшей мере, частично предотвращают указанные ранее недостатки уровня техники.
Эта задача решается в независимых пунктах формулы изобретения.
Согласно им первый аспект изобретения относится к способу дробления на блоки и/или ослабления сыпучего материала, в частности, обломков породы или гравия, с помощью высоковольтных разрядов.
При этом поток материала из подлежащего дроблению на блоки, соответственно подлежащего ослаблению сыпучего материала, при погружении в технологическую жидкость, перемещается мимо установки высоковольтных электродов с одним или несколькими высоковольтными электродами, в то время как с помощью подачи на высоковольтные электроды высоковольтных импульсов через материал потока материала генерируются высоковольтные пробивные разряды. Согласно изобретению при этом зона потока материала, в которой через материал генерируются высоковольтные пробивные разряды, если смотреть в направлении перемещения, ограждается сбоку главным образом неподвижными областями, соответственно зонами из одинакового материала (неподвижные области материала).
Таким образом боковые ограждения зоны подвижного потока материала, в которой производятся высоковольтные пробивные разряды (технологическая зона), образуются идентичным, но главным образом неподвижным материалом, вследствие чего становится возможным отказ от оборудования для бокового ограждения собственной технологической зоны, и предотвращается загрязнение посторонними материалами.
Предпочтительно при этом неподвижные области материала образуются загруженным избыточным по отношению к потоку материала материалом. К тому же неподвижные области материала предпочтительно образуются так, что краевые области потока материала подпираются в месте ниже по течению устройства высоковольтных электродов, так что неподвижные зоны материала простираются сбоку вдоль всей длины технологической зоны.
Дальше предпочтительным является, что перемещающийся поток материала и неподвижные области материала образуются вследствие того, что сыпучий материал предоставляется в заполненном технологической жидкостью устройстве наподобие желоба, соответственно резервуара, дно которого в средней области образовано ленточным транспортером или цепным транспортером, и в краевых областях является неподвижным. Таким образом, неподвижные области материала могут создаваться контролируемым и не приводящим к значительному износу способом.
Возможный материал, который потоком материала выносится из неподвижных областей материала, предпочтительно заменяется материалом из потока материала и/или заменяется отдельно загруженным материалом. В зависимости от конструкции использованной для осуществления способа установки, может быть особо предпочтительным тот или другой вариант или даже комбинация из них.
Второй аспект изобретения относится к другому способу дробления на блоки и/или ослабления сыпучего материала, в частности, обломков породы или гравия с помощью высоковольтных разрядов.
При этом поток материала из подлежащего дроблению на блоки, соответственно подлежащего ослаблению, сыпучего материала, при погружении в технологическую жидкость, перемещается мимо установки высоковольтных электродов с одним или несколькими электродами, в то время как с помощью подачи на высоковольтные электроды высоковольтных импульсов через материал потока материала генерируются высоковольтные пробивные разряды. Согласно изобретению при этом на среднюю область потока материала подаются высоковольтные пробивные разряды, в то время как краевые области потока материала остаются главным образом нетронутыми высоковольтными пробивными разрядами. Затем обработанный высоковольтными пробивными разрядами материал средней области потока материала ниже по течению установки высоковольтных электродов отделяется от необработанного материала краевых областей потока материала. При этом способе зона потока материала, в которой производятся высоковольтные пробивные разряды (технологическая зона), ограждается сбоку материалом потока материала, который не обрабатывается высоковольтными пробивными разрядами, откуда здесь также получается преимущество, что со стороны установки можно отказаться от оборудования для бокового ограждения собственной технологической зоны и предотвращается загрязнения посторонними материалами.
При этом предпочтительно, что отделенный от обработанного материала из средней области потока материала необработанный материал краевых областей потока материала полностью или частично в месте ниже по течению установки высоковольтных электродов снова загружается в поток материала, с преимуществом в среднюю область потока материала. Таким образом доля необработанного материала, то есть материал, который не обрабатывается высоковольтными пробивными разрядами, минимизируется.
В предпочтительной форме осуществления способа согласно второму аспекту изобретения поток материала, имеющий форму кругового кольца, перемещается мимо установки высоковольтных электродов. При этом материал краевых областей ниже по течению установки высоковольтных электродов остается в потоке материала и при каждом витке потока материала снова проходит установку высоковольтных электродов, в то время как материал в средней области потока материала ниже по потоку установки высоковольтных электродов частично или полностью отбирается из потока материала и заменяется новым материалом, который потом перемещается мимо установки высоковольтных электродов и на него подаются высоковольтные пробивные разряды.
В другой предпочтительной форме осуществления способа согласно второму аспекту изобретения поток материала, имеющий форму кругового кольца, перемещается мимо установки высоковольтных электродов. При этом материал в средней области потока материала ниже по потоку установки высоковольтных электродов отбирается частично или полностью из потока материала, затем материал краевых областей частично или полностью загружается в образовавшееся следствие этого свободное пространство в середине потока материала и после этого в краевые области загружается новый материал в поток материала, прежде чем он снова будет перемещаться мимо установки высоковольтных электродов и на него будут поданы высоковольтные пробивные разряды.
Образование потока материала, имеющего форму кругового кольца, имеет преимущество в том, что остающийся в потоке материала материал автоматически снова перемещается мимо установки высоковольтных электродов, и потом, в зависимости от формы осуществления способа, снова служит в качестве ограждения технологической зоны или на него подаются высоковольтные пробивные разряды и он дробится на блоки и/или ослабляется.
В обеих описанных выше предпочтительных формах осуществления способа согласно второму аспекту изобретения поток материала, имеющий форму кругового кольца, предпочтительно образуется вследствие того, что материал подается на устройстве подобном карусели и с помощью вращения этого устройства вокруг центральной, главным образом вертикальной оси перемещается мимо установки высоковольтных электродов. Таким образом поток материала, имеющий форму кругового кольца, может создаваться с относительно небольшими затратами, касающимися технической стороны оборудования.
Установка высоковольтных электродов в способах согласно первому и второму аспекту изобретения предпочтительно включает матрицу из нескольких высоковольтных электродов, на которые при режиме работы согласно назначению соответственно подаются высоковольтные импульсы. Таким образом, может достигаться подача высоковольтных пробивных разрядов по площади перемещающегося мимо потока материала.
При этом каждый из высоковольтных электродов матрицы предпочтительно имеет свой собственный высоковольтный генератор, с которым на него подаются высоковольтные импульсы независимо от других высоковольтных электродов. Таким образом становится возможным обеспечение равномерного и высокого введения энергии в поток материала по всей поверхности матрицы или также направленную подачу в отдельные области различного количества энергии.
В качестве противоположного электрода для высоковольтных электродов установки высоковольтных электродов согласно предпочтительной форме осуществления способа согласно первому и второму аспекту изобретения применяется ограничивающий нижнюю сторону потока материала в области установки высоковольтных электродов элемент, так что при подаче на высоковольтные электроды высоковольтных импульсов между соответствующим высоковольтным электродом и эти элементом насквозь через поток материала осуществляются высоковольтные пробивные разряды. Предпочтительно этот элемент образуется ленточным транспортером или цепным транспортером, с которым или которым поток материала перемещается мимо установки высоковольтных электродов. Предпочтительно при этом высоковольтные электроды установки высоковольтных электродов погружены в поток материала. С этим вариантом способа может оказываться особо интенсивное действие на материал потока материала, так как высоковольтные пробивные разряды производятся по всей толщине потока материала.
В другой предпочтительной форме осуществления способа согласно первому и второму аспекту изобретения каждый из высоковольтных электродов установки высоковольтных электродов имеет один или несколько собственных, то есть эксклюзивно приданных соответствующему высоковольтному электроду, противоположных электродов, который расположен, соответственно расположены, сбоку рядом и/или под этим высоковольтным электродом таким образом, что при подаче на соответствующий высоковольтный электрод высоковольтных импульсов между высоковольтным электродом и противоположным электродом, соответственно противоположными электродами, через перемещающийся мимо них поток материала генерируются высоковольтные пробивные разряды. Предпочтительно при этом высоковольтные электроды и/или противоположные электроды погружены в поток материала.
Таким образом, получается преимущество, что напряжение пробивного разряда главным образом не связано с толщиной потока материала, так что и потоки материала с большими обломками могут обрабатываться без сложности. Другое преимущество этой формы осуществления состоит в том, что она предлагает максимальную свободу выбора действий относительно площади контакта, соответственно транспортирующего оборудования для потока материала в области производственной зоны, так как донная поверхность производственной зоны не требуется в качестве противоположного электрода.
При этом в названной последней предпочтительной форме осуществления дальше предпочтительно, что противоположные электроды в качестве несущих элементов имеют соответствующий высоковольтный электрод, соответственно его несущую структуру.
Как выше представлено, с предложенным в соответствии с изобретением способом становится возможным дробление на блоки и/или ослабление сыпучего материала не ведущим к большому износу и загрязнению способом с помощью высоковольтных разрядов при непрерывном процессе.
Третий и четвертый аспект изобретения относятся к устройству для осуществления способа согласно первому аспекту соответственно второму аспекту изобретения.
Устройство включает установку высоковольтных электродов с одним или несколькими высоковольтными электродами, а также одним или несколькими высоковольтными генераторами, с помощью которого или которых на высоковольтный электрод или высоковольтные электроды установки высоковольтных электродом могут подаваться высоковольтные импульсы.
Дальше устройство включает предпочтительно прямолинейно перемещающее транспортирующее оборудование, например, в форме ленточного транспортера или цепного транспортера, которое расположено в заполненном или заполняемом технологической жидкостью резервуаре и с которым при режиме работы согласно назначению поток материала из сыпучего подлежащего дроблению на блоки и/или подлежащего ослаблению материала с погружением в технологическую жидкость может перемещаться мимо установки высоковольтных электродов, в то время как через поток материала вследствие подачи на установку высоковольтных электродов высоковольтных импульсов генерируются высоковольтные пробивные разряды.
При этом устройство согласно третьему аспекту изобретения образовано такого рода, что при режиме работы согласно назначению при перемещении потока материала в боковых областях зоны, в которой через материал потока материала генерируются высоковольтные пробивные разряды, материал потока материала соответственно подпирается с образованием главным образом неподвижной зоны материала, которая главным образом нетронута высоковольтными пробивными разрядами. Предпочтительно устройство имеет оборудование для направленного подпора потока материла, например, щитки для подпора или боковые ограждающие стенки для потока материала с углублениями, в которых материал скапливается. Вследствие того, что боковые ограждения зоны перемещающегося потока материала, в которой производятся высоковольтные пробивные разряды (технологическая зона), образованы с помощью идентичного, но главным образом неподвижного материала, можно отказаться от интенсивно изнашивающегося оборудования для бокового ограждения собственной технологической зоны, что позитивно скажется на эксплуатационных расходах и на обусловленных техническим обслуживанием простоях устройства и к тому же позволит ведение процесса с незначительным загрязнением посторонними материалами.
Устройство согласно четвертому аспекту изобретения в противоположность устройству согласно третьему аспекту изобретения образовано такого рода, что при режиме работы согласно назначению при перемещении потока материала мимо установки высоковольтных электродов на среднюю область потока материала подаются высоковольтные пробивные разряды, в то время как краевые области потока материала остаются главным образом не тронутыми высоковольтными пробивными разрядами. К тому же устройство имеет оборудование для разделения, с помощью которого при режиме работы согласно назначению ниже по потоку устройства высоковольтных электродов материал краевых областей потока материала разделяется с материалом средней области потока материала. Предпочтительно дальше устройство имеет дополнительное оборудование для возврата разделенного с помощью оборудования для разделения материала краевых областей потока материала назад в поток материала выше по потоку устройства высоковольтных электродов, так что этот материал снова может перемещаться мимо установки высоковольтных электродов для дробления на блоки и/или ослабления его или для нового образования краевых областей потока материала.
Вследствие того, что боковые ограждения зоны перемещающегося потока материала, в которой производятся высоковольтные пробивные разряды (технологическая зона), образованы материалом перемещающегося потока материала, можно и здесь отказаться от интенсивно изнашиваемого оборудования для бокового ограждения собственной технологической зоны, что, как уже упоминалось, позитивно сказывается на эксплуатационных расходах и на обусловленном техническим обслуживании времени простоя устройства и к тому же ведение процесса позволяет незначительное загрязнение посторонними материалами.
Пятый аспект изобретения относится к другому устройству для осуществления способа согласно второму аспекту изобретения.
Также это устройство включает установку высоковольтных электродов с одним или несколькими высоковольтными электродами, а также один или несколько высоковольтных генераторов, с помощью которого или которых на высоковольтный электрод или на высоковольтные электроды установки высоковольтных электродов могут подаваться высоковольтные импульсы.
Дальше устройство включает транспортирующее оборудование в форме подобного карусели устройства, с которым при режиме работы согласно назначению поток материала из сыпучего подлежащего дроблению на блоки и/или ослаблению материала с погружением в технологическую жидкость может перемещаться мимо установки высоковольтных электродов, в то время как через поток материала с помощью подачи на установку высоковольтных электродов высоковольтных импульсов генерируются высоковольтные пробивные разряды.
Дальше устройство имеет устройство для отбора материала, с помощью которого при режиме работы согласно назначению материал может отбираться из средней области потока материала ниже по течению установки высоковольтных электродов из потока материала, и устройство для загрузки материала, с помощью которого при режиме работы согласно назначению сыпучий подлежащий дроблению на блоки и/или подлежащий ослаблению материал, отобранный в области ниже по течению устройством для отбора, может загружаться выше по течению установки высоковольтных электродов в поток материала.
Также в этом устройстве вследствие того, что собственные ограждения зоны перемещающегося потока материала, в котором производятся высоковольтные пробивные разряды, (технологическая зона) образованы материалом потока материала, можно отказаться от интенсивно изнашиваемого оборудования для собственного ограждения собственной технологической зоны, с уже упомянутым позитивным воздействием на затраты при эксплуатации, обусловленные техническим обслуживанием простои устройства и загрязнение посторонними материалами обрабатываемого материала.
К тому же в этом устройстве получается преимущество, что остающийся в потоке материала материал автоматически снова перемещается мимо установки высоковольтных электродов, и потом, в зависимости от формы осуществления устройства, служит вновь в качестве ограждения технологической зоны или осуществляется подача высоковольтных пробивных разрядов материал дробится на блоки, соответственно ослабляется.
Краткое описание чертежей
Другие варианты исполнения, преимущества и применение изобретения следуют из зависимых пунктов формулы изобретения и из следующего теперь описания с помощью фигур. При этом показывают:
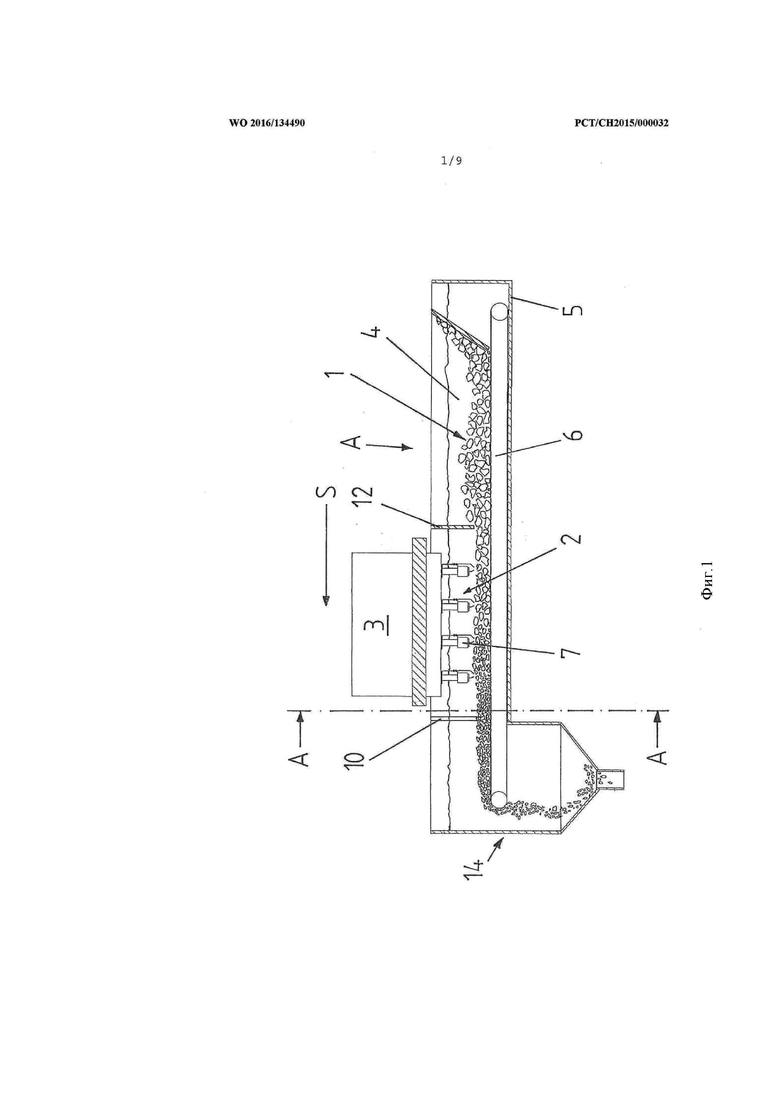
фиг. 1: продольный разрез вдоль линии В-В на фиг. 3 первого предложенного в соответствии с изобретением устройства;
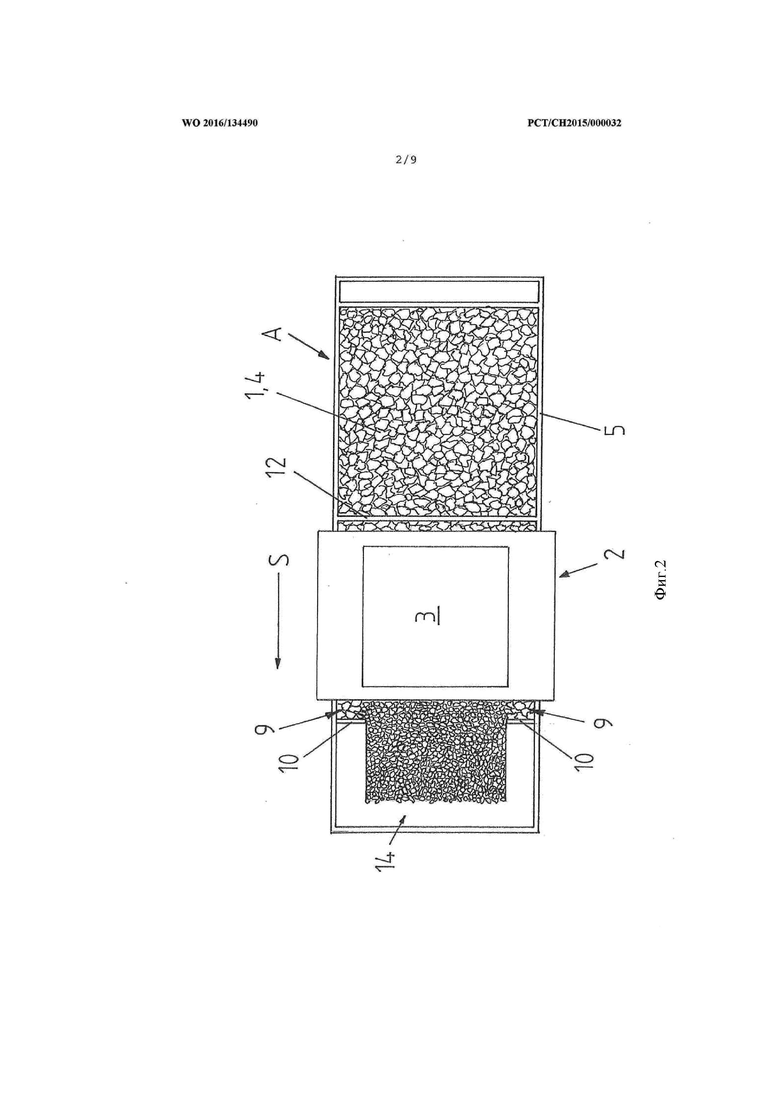
фиг. 2: вид в плане сверху устройства из фиг. 1;
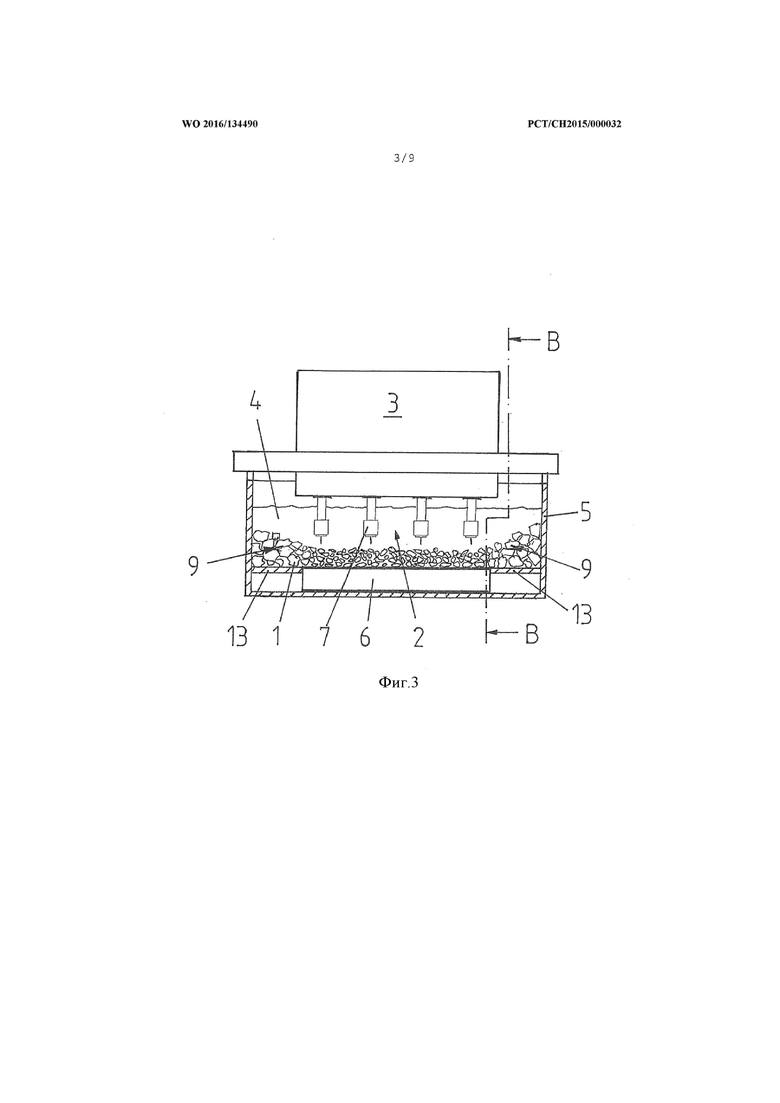
фиг. 3: поперечное сечение устройства вдоль линии А-А на фиг. 1;
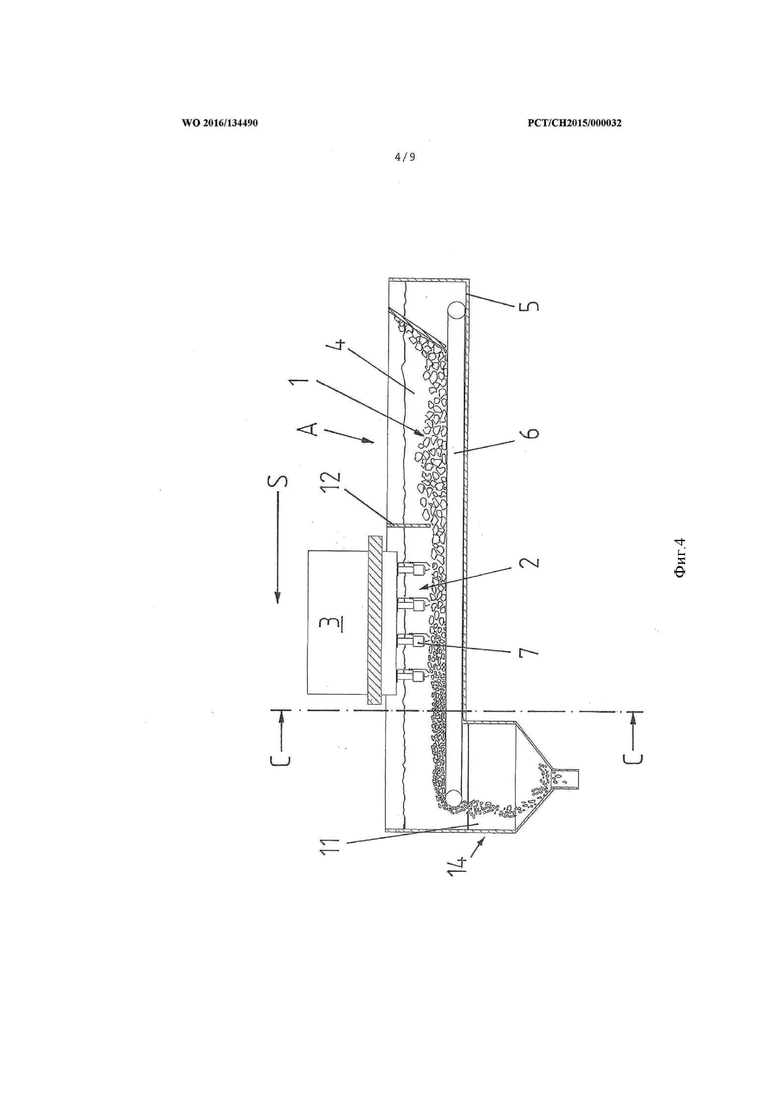
фиг. 4: продольный разрез вдоль линии D-D на фиг. 6 второго предложенного в соответствии с изобретением устройства;
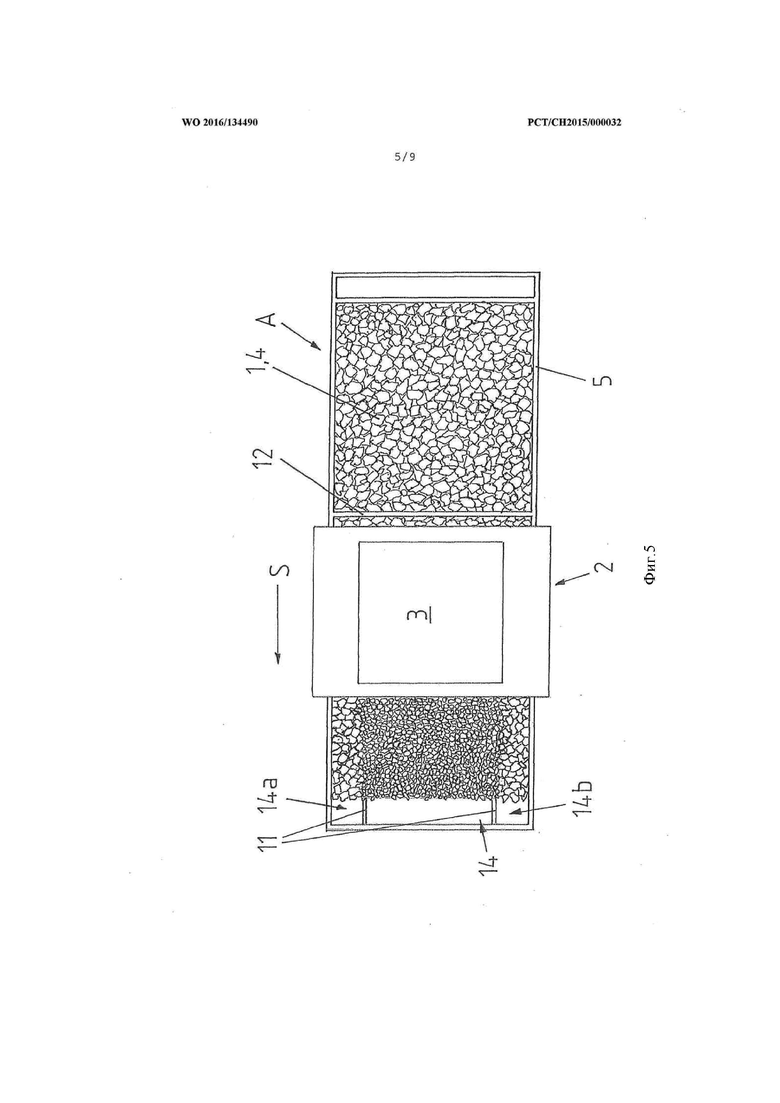
фиг. 5: вид в плане сверху устройства на фиг. 4;
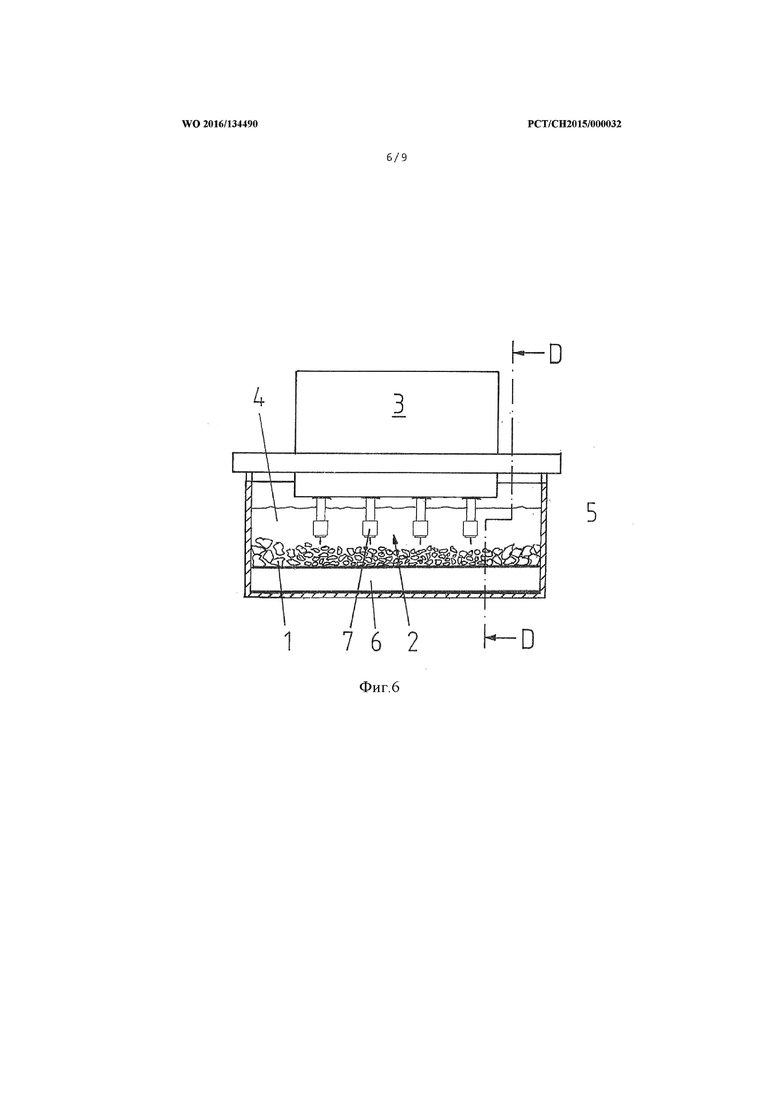
фиг. 6: поперечное сечение устройства вдоль линии С-С на фиг. 4; и
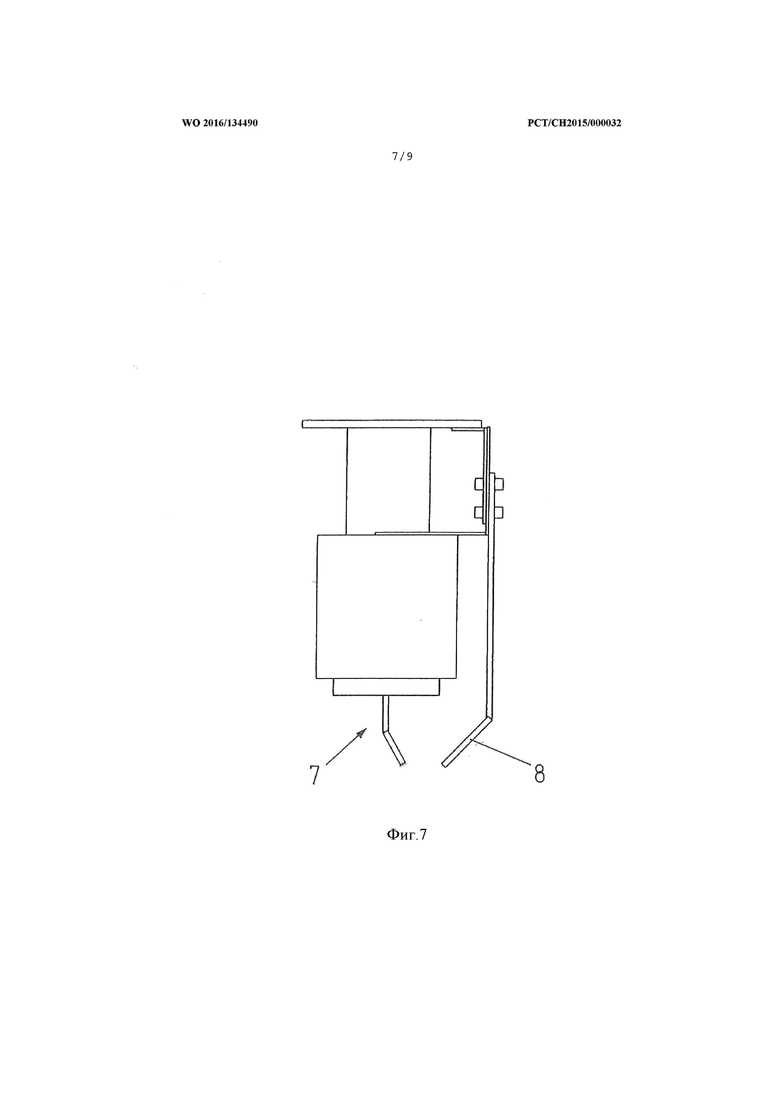
фиг. 7: вид сбоку одного из высоковольтных электродов устройств;
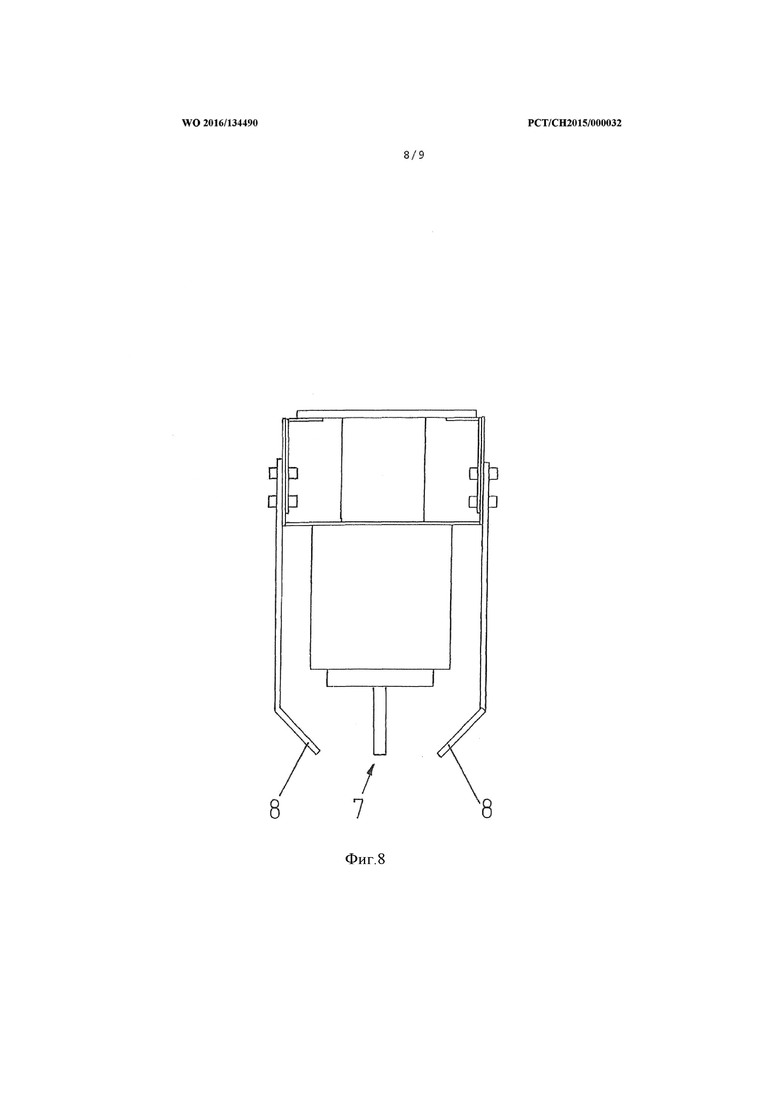
фиг. 8: вид сбоку первого варианта высоковольтного электрода из фиг.7; и
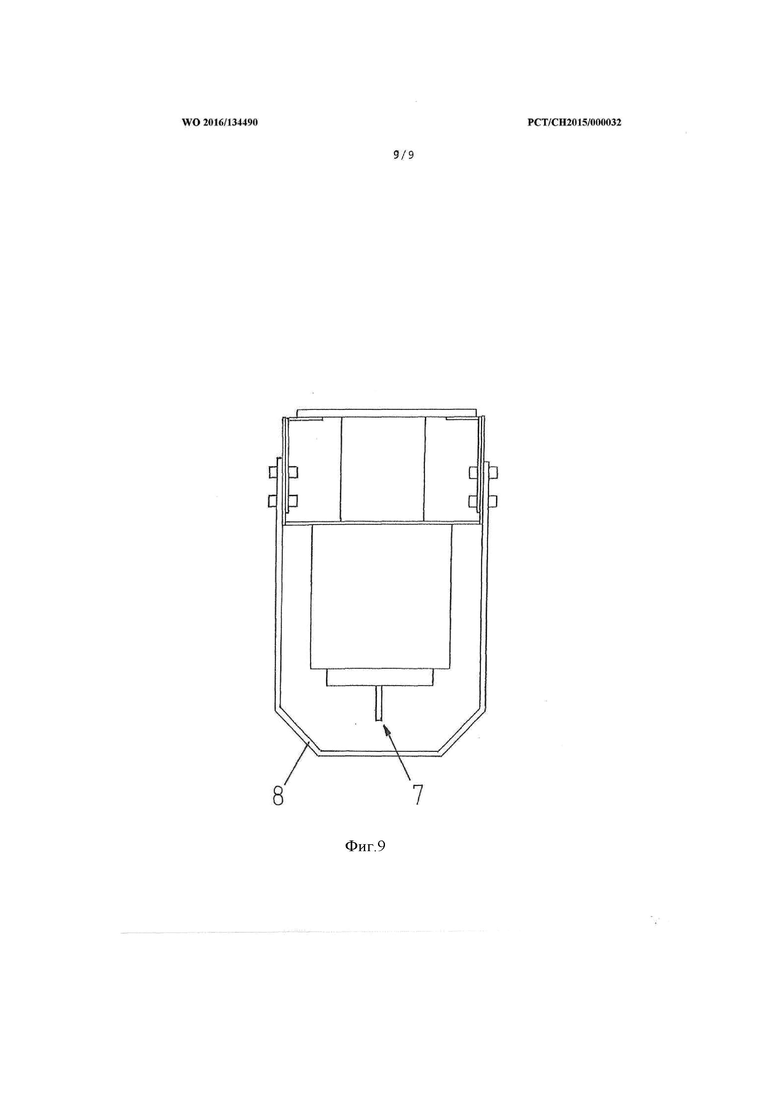
фиг. 9: вид сбоку второго варианта высоковольтного электрода из фиг. 7.
Осуществление изобретения
Фигуры 1-3 показывают первое предложенное в соответствии с изобретением устройство для дробления на блоки сыпучего материала 1 с помощью высоковольтных разрядов, однажды в продольном разрезе вдоль линии В-В на фиг. 3 (фиг. 1), однажды вид в плане сверху (фиг. 2) и однажды в поперечном сечении вдоль линии А-А на фиг. 1 (фиг. 3).
Как можно видеть, устройство имеет установку 2 высоковольтных электродов с матрицей из 16 высоковольтных электродов 7, которые, если смотреть в направлении прохода материала S, расположены в четырех расположенных друг за другом рядах по четыре высоковольтных электрода в ряду (на фигурах ради наглядности соответственно ссылочной позицией 7 снабжен только один из высоковольтных электродов).
На высоковольтные электроды 7 в представленном режиме работы согласно назначению соответственно расположенным прямо над ними высоковольтным генератором 3 подаются высоковольтные импульсы.
Под установкой 2 высоковольтных электродов находится расположенный в наполненном водой 4 (технологической жидкостью) резервуаре 5 ленточный транспортер 6, с помощью которого поток материала из подлежащего дроблению на блоки сыпучего материала 1, в настоящем случаи обломки рудоносной породы благородных металлов, от загрузочной стороны А устройства перемещается в направлении прохода материала S мимо высоковольтных электродов 7 установки 2 высоковольтных электродов, в то время как вследствие подачи на установку 2 высоковольтных электродов высоковольтных импульсов через материал 1 генерируются высоковольтные пробивные разряды. При этом материал 1 потока материала погружен в находящуюся в резервуаре 5 воду 4, точно также как расположенные над ним высоковольтные электроды 7.
Высота потока материала перед входом в область между ленточным транспортером 6 и установкой 2 высоковольтных электродов (технологическая зона) устанавливается ограничивающим проход щитком 12.
Как можно видеть на фиг. 3, ленточный транспортер 6 простирается, если смотреть в направлении перемещения S, не по всей ширине резервуара 5, а в области середины резервуара по ширине технологической зоны, в которой через поток материала производятся высоковольтные пробивные разряды. Вдоль краевых областей резервуара 5 на высоте верхней стороны ленточного транспортера расположен неподвижно соединенный с боковой стенкой резервуара 5 несущий участок 13, на концах которого ниже по течению установки 2 высоковольтных электродов расположены подпорные щитки 10, которые способствуют тому, что материал 1 в краевых областях резервуара 5 подпирается на несущих участках 13 и при этом вдоль этих краевых областей образует главным образом неподвижные зоны 9 материала, которые сбоку ограждают технологическую зону, в которой через материал 1 потока материала генерируются высоковольтные пробивные разряды.
Как, в частности, можно видеть на фигурах 1 и 3, транспортирующийся на ленточном транспортере 6 материал 1 при прохождении технологической зоны нарастающим образом дробится на блоки, в то время как нетронутый материал 1 в краевых областях 9 резервуара 5 остается практически неизменным.
Ниже по течению установки 2 высоковольтных электродов выходящий из технологической зоны раздробленный материал 1 ленточным транспортером 6 транспортируется в сборную воронку 14 на конце резервуара 5, откуда он с (не показанным ) транспортирующим оборудованием вывозится из резервуара 5.
Фигуры 4-6 показывают второе предложенное в соответствии с изобретением устройство для дробления на блоки сыпучего материала 1 с помощью высоковольтных разрядов, однажды в продольном разрезе вдоль линии D-D на фиг. 6 (фиг. 4), однажды вид в плане сверху (фиг. 5) и однажды в поперечном сечении вдоль линии С-С на фиг. 4 (фиг. 6).
Это устройство отличается от показанного на фигурах 1-3 устройства тем, что здесь ленточный транспортер 6, если смотреть в направлении перемещения S, простирается по всей ширине резервуара 5, так что движущийся поток материала занимает всю ширину резервуара 5.
Как, в частности, можно видеть на фигурах 4 и 6, на среднюю область потока материала при прохождении технологической зоны подаются высоковольтные пробивнее разряды, что ведет к увеличивающемуся дроблению материала 1 в этой области, в то время как краевые области потока материала остаются нетронутыми высоковольтными пробивными разрядами, так что там движущийся материал 1 сохраняет свою первоначальную кусковатость.
Ниже по течению установки 2 высоковольтных электродов выходящий из технологической зоны поток материала ленточного транспортера 6 делится на три разделительными стенками 11 и эти потоки отводятся рядом друг с другом через простирающиеся по всей ширине ленточного транспортера 6 сборные воронки 14, 14а, 14b в конце резервуара 5. При этом разделительные стенки 11 расположены таким образом, что раздробленный материал 1 из средней области потока материала отводится в среднюю сборную воронку 14, в то время как нераздробленный материал 1 отводится из краевых областей потока материала в наружные сборные воронки 14а, 14b.
Раздробленный материал 1, который отводится в среднюю сборную воронку 14, с помощью (не показан) транспортирующего оборудования вывозится из резервуара и направляется на дальнейшее применение. Нераздробленный материал 1, который отводится в наружные сборные воронки 14а, 14b, с помощью (не показано) транспортирующего оборудования вывозится из резервуара 5 и загружается на загрузочной стороне А снова в поток материала.
Как видно из фиг. 7, которая показывает вид сбоку одного из высоковольтных электродов 7 установок 2 высоковольтных электродов устройств, каждый из высоковольтных электродов 7 имеет собственный лежащий на потенциале земли противоположный электрод 8, который таким образом расположен рядом с соответствующим высоковольтным электродом 7, что в представленном режиме работы (по-видимому, в представленном примере – прим. перевод.) при подаче на соответствующий высоковольтный электрод 7 высоковольтных импульсов высоковольтные пробивные разряды генерируются между высоковольтным электродом 7 и приданным ему противоположным электродом 8 насквозь через материал 1 потока материала. При этом противоположный электрод 8 закреплен на несущей структуре высоковольтного электрода 7.
Фигуры 8 и 9 показывают вид сбоку двух вариантов высоковольтного электрода из фиг. 7.
Фиг. 8 показывает высоковольтный электрод 7, который отличается от показанного на фиг. 7 главным образом тем, что он имеет два идентичных, находящихся друг против друга асимметричных противоположных электрода 8. Дальнейшее различие состоит в том, что этот высоковольтный электрод 7 имеет прямое острие электрода.
Фиг. 9 показывает высоковольтный электрод 7, который отличается от показанного на фиг. 8 главным образом тем, что показанные здесь на фиг. 8 два находящиеся друг против друга асимметричные противоположные электроды 8 под высоковольтным электродом 7 объединены с образованием одного единственного U-образного противоположного электрода 8.
При режиме работы согласно назначению высоковольтные электроды 7 и противоположные электроды 8 предпочтительным образом погружены в поток материала.
В то время как в настоящей заявке описаны предпочтительные варианты осуществления изобретения, следует ясно указать на то, что изобретение не ограничено ими и внутри объема следующей теперь формулы изобретения может осуществляться также другим образом.
Группа изобретений относится к способу дробления на блоки и/или ослабления сыпучего материала с помощью высоковольтных разрядов и устройству для его осуществления. Способ заключается в том, что поток материала при погружении в технологическую жидкость перемещают мимо установки высоковольтных электродов, посредством подачи на высоковольтные электроды высоковольтных импульсов через материал генерируют высоковольтные пробивные разряды. При этом зона потока материала, в которой генерируются высоковольтные пробивные разряды, сбоку ограждена главным образом неподвижными зонами из одинакового материала. Высоковольтные пробивные разряды могут генерировать таким образом, что краевые области потока материала остаются нетронутыми. Устройство содержит установку высоковольтных электродов, транспортирующее оборудование, расположенное в заполняемом технологической жидкостью резервуаре. Обеспечивается дробление без большого износа и загрязнения элементов устройства. 3 н. и 17 з.п. ф-лы, 9 ил.
1. Способ дробления на блоки и/или ослабления сыпучего материала (1) с помощью высоковольтных разрядов, включающий этапы:
а) подготовку установки (2) высоковольтных электродов, содержащей высоковольтный генератор (3), с помощью которого к ней могут быть поданы высоковольтные импульсы;
b) перемещение потока материала из сыпучего материала (1) при погружении в технологическую жидкость (4) мимо установки (2) высоковольтных электродов;
с) генерирование высоковольтных пробивных разрядов через поток материала во время перемещения его мимо установки (2) высоковольтных электродов с помощью подачи на установку (2) высоковольтных (2) электродов высоковольтных импульсов,
причем область потока материала, в которой генерируют высоковольтные пробивные разряды, если смотреть сбоку в направлении (S) перемещения, ограждают главным образом неподвижными областями (9) из одинакового материала (1).
2. Способ по п. 1, при котором главным образом неподвижные области (9) создают с помощью того, что краевые области потока материала ниже по течению от установки (2) высоковольтных электродов подпирают.
3. Способ по п. 1 или 2, в котором поток материала и главным образом неподвижные области (9) образуют с помощью того, что материал (1) подают в желобчатом или подобном мульде устройстве (5), донная часть которого в средней области образована ленточным транспортером (6) или цепным транспортером, и материал неподвижен в краевых областях.
4. Способ по любому из пп. 1-3, при котором материал (1), который выносится потоком материала из главным образом неподвижных областей (9), заменяют материалом (1) из потока материала.
5. Способ по любому из пп. 1-4, при котором материал (1), который выносится потоком материала из главным образом неподвижных областей (9), заменяют отдельно загружаемым материалом.
6. Способ дробления на блоки и/или ослабления сыпучего материала (1) с помощью высоковольтных разрядов, включающий этапы:
а) подготовку установки (2) высоковольтных электродов, содержащей высоковольтный генератор (3), с помощью которого к ней могут быть поданы высоковольтные импульсы;
b) перемещение потока материала из сыпучего материала (1) при погружении в технологическую жидкость (4) мимо установки (2) высоковольтных электродов; и
с) генерирование высоковольтных пробивных разрядов через поток материала во время перемещения его у установки (2) высоковольтных электродов с помощью подачи высоковольтных импульсов к установке (2) высоковольтных электродов,
причем высоковольтные пробивные разряды генерируют подобного рода, что высоковольтные пробивные разряды подают к средней области потока материала, в то время как краевые области потока материала остаются нетронутыми высоковольтными пробивными разрядами, причем материал (1) средней области потока материала после подачи высоковольтных пробивных разрядов ниже по течению от установки (2) высоковольтных электродов отделяют от материала (1) краевых областей.
7. Способ по п. 6, при котором отделенный от материала (1) из средней области материал (1) из краевых областей полностью или частично выше по течению от установки (2) высоковольтных электродов снова загружают в поток материала, в частности в среднюю область потока материала.
8. Способ по п. 6 или 7, при котором мимо установки высоковольтных электродов перемещают поток материала в форме кругового кольца, причем материал краевых областей ниже по течению от установки высоковольтных электродов остается в потоке материала и при каждом витке потока материала заново проходит установку высоковольтных электродов, в то время как материал в средней области потока материала ниже по течению от установки высоковольтных электродов отбирают из потока материала и, по меньшей мере, частично заменяют новым материалом, прежде чем поток материала вновь будет перемещаться мимо установки высоковольтных электродов и к нему будут подавать высоковольтные пробивные разряды.
9. Способ по п. 6 или 7, при котором мимо установки высоковольтных электродов перемещают поток материала в форме кругового кольца, причем материал в средней области потока материала ниже по течению от установки высоковольтных электродов отбирают из потока материала, материал наружной и/или внутренней краевой области затем, по меньшей мере, частью направляют в середину потока материала и после этого в наружную и/или внутреннюю краевую область потока материала загружают новый материал, прежде чем он вновь будет перемещаться мимо установки высоковольтных электродов и к нему будут подавать высоковольтные пробивные разряды.
10. Способ по любому из пп. 8-9, при котором поток материала образуют посредством того, что материал подают на подобное карусели устройство и с помощью вращения этого устройства вокруг центральной, в основном вертикальной, оси перемещают мимо установки высоковольтных электродов.
11. Способ по любому из пп. 1-10, при котором установка (2) высоковольтных электродов включает матрицу из нескольких высоковольтных электродов (7), на которую соответственно подают высоковольтные импульсы.
12. Способ по п. 11, при котором каждому высоковольтному электроду придан собственный высоковольтный генератор, с которого на него подают высоковольтные импульсы независимо от других высоковольтных электродов.
13. Способ по любому из пп. 1-12, при котором в качестве противоположного электрода для высоковольтных электродов установки высоковольтных электродов применяют элемент, ограждающий нижнюю сторону потока материала в области установки высоковольтных электродов, и, в частности, причем этот элемент представлен ленточным транспортером или цепным транспортером, с которым или которым поток материала перемещают мимо установки высоковольтных электродов.
14. Способ по любому из пп. 1-12, при котором каждый из высоковольтных электродов (7) установки (2) высоковольтных электродов имеет, по меньшей мере, собственный противоположный электрод (8), который расположен подобного рода сбоку рядом с ним и/или под ним, причем при подаче на соответствующий высоковольтный электрод (7) высоковольтных импульсов между высоковольтным электродом (7) и противоположным электродом (8) через перемещаемый мимо них поток материала генерируют высоковольтные пробивные разряды.
15. Устройство для осуществления способа по п. 1, содержащее:
а) установку (2) высоковольтных электродов, которая снабжена высоковольтным генератором (3), с помощью которого на нее могут подаваться высоковольтные импульсы; и
b) транспортирующее оборудование (6), в частности, в форме ленточного транспортера (6) или цепного транспортера, расположенное в заполненном или заполняемом технологической жидкостью (4) резервуаре (5), с которым при режиме работы согласно назначению поток материала из сыпучего подлежащего дроблению на блоки и/или ослаблению материала (1) при погружении в технологическую жидкость (4) может перемещаться мимо установки (2) высоковольтных электродов, в то время как через поток материала с помощью подачи на установку (2) высоковольтных электродов (2) высоковольтных импульсов генерируются высоковольтные пробивные разряды, причем устройство выполнено таким образом, что при режиме работы согласно назначению при перемещении потока материала в боковых областях зоны, в которой материал (1) потока материала генерируют высоковольтные пробивные разряды, материал (1) потока материала соответственно подпирают с образованием главным образом неподвижной зоны (9), которая главным образом нетронута высоковольтными пробивными разрядами.
16. Устройство по п. 15, при котором устройство для подпора потока материала с образованием главным образом неподвижных зон (9) материала содержит оборудование для подпора устройства, в частности подпорные щитки (10) или боковые ограждающие стенки для потока материала с углублениями в них.
17. Устройство для осуществления способа по п. 6, содержащее:
с) установку (2) высоковольтных электродов, которая снабжена высоковольтным генератором (3), с помощью которого на нее могут подаваться высоковольтные импульсы; и
d) транспортирующее оборудование (6), в частности, в форме ленточного транспортера (6) или цепного транспортера, расположенное в заполненном или заполняемом технологической жидкостью резервуаре (5), с которым при режиме работы согласно назначению поток материал из сыпучего подлежащего дроблению на блоки и/или ослаблению материала (1), при погружении в технологическую жидкость (4), может перемещаться мимо установки (2) высоковольтных электродов, в то время как через поток материала с помощью подачи на установку (2) высоковольтных электродов (2) высоковольтных импульсов генерируются высоковольтные пробивные разряды, причем устройство образовано таким образом, что при режиме работы согласно назначению при перемещении потока материала на среднюю область потока материала подаются высоковольтные пробивные разряды, в то время как краевые области потока материала остаются главным образом нетронутыми высоковольтными пробивными разрядами, причем устройство имеет оборудования (11, 14, 14а, 14b) для отделения, с помощью которого при режиме работы согласно назначению ниже по течению от устройства (2) высоковольтных электродов материал (1) краевых областей потока материала отделяется от материала (1) средней области потока материала.
18. Устройство по п. 17, дальше включающее оборудование для возврата для возвращения отделенного с оборудованием (11, 14, 14а, 14b) для отделения материала (1) краевых областей потока материала назад в поток материала выше по течению установки (2) высоковольтных электродов.
19. Устройство для осуществления способа по п. 10, включающее:
а) установку высоковольтных электродов, снабженную высоковольтным генератором, с помощью которого на нее могут подаваться высоковольтные импульсы; и
b) транспортирующее оборудование в форме устройства по типу карусели, с которым при режиме работы согласно назначению поток материала из сыпучего, подлежащего дроблению на блоки и/или ослаблению, материала при погружении в технологическую жидкость может перемещаться мимо устройства (2) высоковольтных электродов, в то время как через поток материала путем подачи на установку высоковольтных электродов высоковольтных импульсов генерируются высоковольтные пробивные разряды;
с) устройство для отбора материала, с которым при режиме работы согласно назначению материал может отбираться из потока материала из средней области потока материала ниже по течению от установки высоковольтных электродов и
d) устройство для загрузки материала, с которым при режиме работы согласно назначению в области ниже по течению от устройства для отбора материала и выше по течению от установки высоковольтных электродов сыпучий, подлежащий дроблению на блоки и/или ослаблению, материал может загружаться в поток материала.
20. Устройство по п. 19, в котором имеется одно или несколько направляющих устройств, с помощью которого или которых при режиме работы согласно назначению материал наружной и/или внутренней краевой области потока материала ниже по течению от устройства для отбора материала, по меньшей мере, частью направляется в середину потока, при этом устройство для загрузки материала образовано таким образом, что с ним ниже по течению от направляющих устройств при надлежащем режиме работы согласно назначению в наружную и/или внутреннюю краевую область потока материала загружается подлежащий дроблению на блоки и/или ослаблению материал, до того, как он вновь будет перемещаться мимо установки высоковольтных электродов и на него будут подаваться высоковольтные пробивные разряды.
| DE 19727534 A1, 07.01.1999 | |||
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2263545C1 |
| DE 19545580 A1, 12.06.1997 | |||
| Автоматический круглосуточный аспиратор | 1957 |
|
SU113177A1 |
| Устройство для измельчения материалов | 1988 |
|
SU1538928A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

