Область техники
[0001] Настоящее изобретение относится к материалу из термопластичного сложного полиэфира, пригодному для упаковки и, в частности, в упаковке для пищевых продуктов, и, более конкретно, для получаемых выдувным формованием контейнеров для напитков. Композиция на основе сложного полиэфира согласно настоящему изобретению обеспечивает эффективное с точки зрения затрат получение контейнеров, имеющих хорошие свойства газового барьера и в то же время имеющие улучшенные ударные свойства при меньшем весе.
Предшествующий уровень техники
[0002] Термопластичные сложные полиэфиры, такие как полиэтилентерефталат (PET), полиэтиленнафталин (PEN) и их смеси, широко применяются для применения в упаковке, в частности, в упаковки для пищевых продуктов. PET, например, широко применяется для получения бутылок и других контейнеров путем выдувного формования предварительно отформованной заготовки в ее конечную форму.
[0003] Для сохранения пищи диффузия кислорода из атмосферы сквозь один или несколько слоев упаковки из термопластичного сложного полиэфира должна быть замедлена и даже полностью остановлена, чтобы предотвратить окисление содержащихся внутри нее пищевых продуктов. Аналогично, для контейнеров, содержащих газированные диоксидом углерода или азотом напитки, диффузия диоксида углерода или азота изнутри наружу контейнера сквозь стенки контейнера должна быть замедлена. Полимеры в целом имеют низкие барьерные свойства по отношению к диффузии газов, таких как кислород, диоксид углерода и азот. Сложные полиэфиры не являются исключением из этого правила, и для улучшения барьерных свойств в композицию на основе сложного полиэфира нужно вводить добавки. Такие добавки могут быть пассивными, просто затрудняющими или блокирующими прохождение газов, или они могут быть активными улавливателями, реагирующими с газом, таким как кислород. На предыдущем уровне техники были предложены несколько композиций на основе сложного полиэфира, особенно пригодных в упаковке для пищевых продуктов и получаемых выдувным формованием контейнеров с улучшенными барьерными свойствами.
[0004] Одной широко применяемой добавкой является полиамид, как раскрыто в US 20060052504, US 20080161472, US 20060105129, WO 200110947, US 20060106192. Особенно пригодным полиамидом является MXD6, представляющий семейство полиамидов, получаемых поликонденсацией мета-ксилилендиамина (MXDA) с адипиновой кислотой, и описанный как предпочтительный для улучшения газобарьерных свойств, как раскрыто, например, в US 20070260002, WO 200662816, US 20060226565, WO 2006125823, US 20060199921. MXD6 является алифатической полиамидной смолой, содержащей мета-ксилиленовые группы в молекуле, как показано ниже:
 .
.
[0005] К содержащему полиамид PET можно добавлять соли переходных металлов, такие как соли кобальта, для катализа и активного промотирования окисления полиамидного полимера, тем самым дополнительно улучшая барьерные характеристики упаковки по отношению к кислороду и таким образом выполняя функцию активного улавливателя кислорода. Применение солей кобальта вместе с полиамидом описано в приведенных выше источниках.
[0006] В ЕР 1173508 предлагают добавлять добавку, содержащую от 3 до приблизительно 8 гидроксильных групп, для снижения уровня содержания ацетальдегида в полимере. Однако не описано, что такие добавки оказывают влияние на газобарьерные свойства полимера. Трифункциональные или тетрафункциональные сомономеры, такие как тримеллитовый ангидрид, триметилолпропан, пиромеллитовый диангидрид, пентаэритрит и другие образующие сложные полиэфиры поликислоты или диолы являются известными разветвляющими средствами для термопластичных сложных полиэфиров, как обсуждается, например, в US 20120199515, US 20070066719 и СА 2694861. Углеродная сажа является известной добавкой для улучшения скорости нагрева предварительно отформованной заготовки до температуры выдувного формования (см., например, WO 2008008813).
[0007] Часто присутствие добавок в базовом полимере вредно для технологических и механических свойств конечной композиции. Для получаемых выдувным формованием контейнеров, пригодных для хранения напитков, очень важна ударопрочность, поскольку при обращении (наполнении, хранении, транспортировке) может происходить падение таких бутылок вследствие случайного ненадлежащего обращения. Вследствие этого ухудшения механических свойств обычно применяют более высокие количества полимера для утолщения стенок контейнеров, тем самым увеличивая пропорционально затраты на сырье, но также увеличивая технические производственные проблемы, связанные с литьевым формованием: предварительно отформованные заготовки с более толстыми стенками отрицательно сказываются на времени цикла с более длительными периодами времени охлаждения, требуемыми для отверждения предварительно отформованных заготовок, со связанным получением более высокой степени кристалличности. Следовательно, улучшение газобарьерных свойств термопластичного сложного полиэфира может значительно увеличить затраты на получение контейнера.
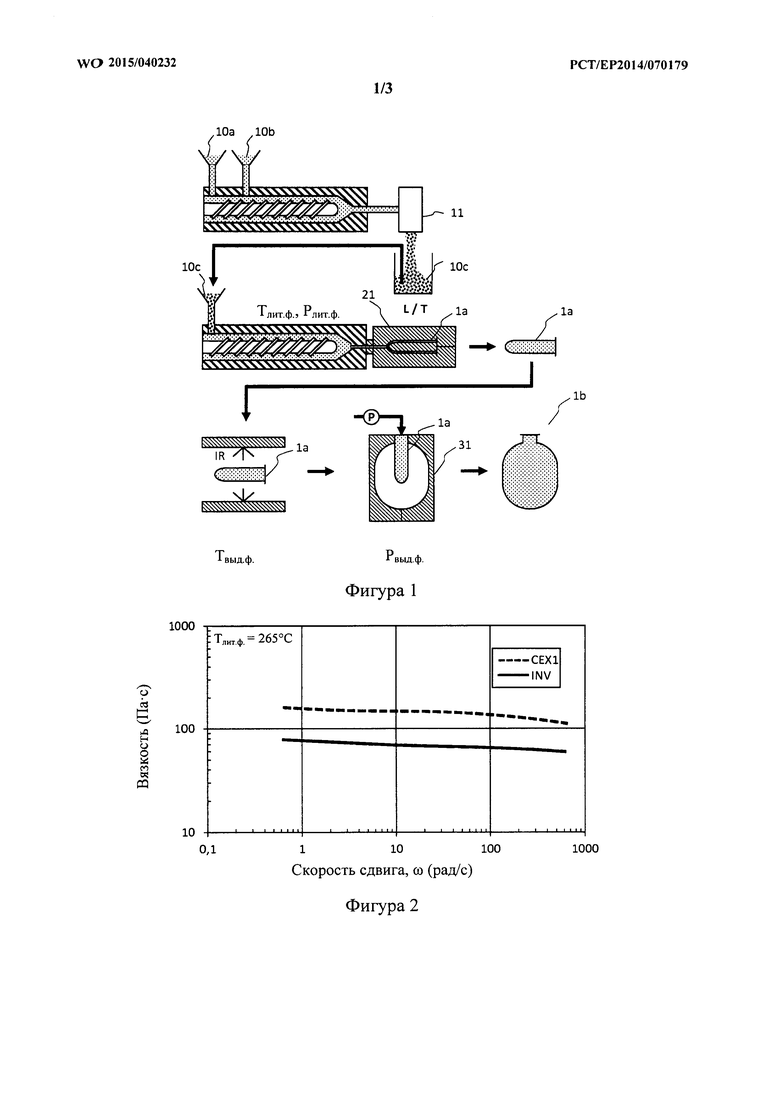
[0008] Выбор материалов для предварительно отформованных заготовок и, в конечном итоге, получаемого выдувным формованием контейнера, является весьма тонким, поскольку выбираемые материалы должны удовлетворять иногда противоречивым требованиям, налагаемым диапазонами параметров обработки как литьевого формования для получения предварительно отформованных заготовок, так и выдувного формования для получения контейнеров. Такие вопросы, как вязкость расплава, степень кристалличности, молекулярная масса, температура расплава, температура выдувного формования, должны решаться очень внимательно при выборе материала для выдувного формования термопластичных контейнеров. Как показано на фиг. 1, выдувное формование контейнера из термопластичной предварительно отформованной заготовки является многостадийным процессом, включающим литьевое формование предварительно отформованной заготовки, нагревание указанной предварительно отформованной заготовки до температуры выдувного формования и выдувное формование нагретой предварительно отформованной заготовки в инструменте для формования контейнера или бутылки.
[0009] На первой стадии получают предварительно отформованную заготовку путем литьевого формования или, в некоторых случаях, экструзии. Предварительно отформованная заготовка может быть сформована из одного слоя или, наоборот, содержать несколько слоев. Различные слои могут быть сформованы отдельными элементами предварительно отформованной заготовки, которые вставлены друг в друга для образования многослойной сборки предварительно отформованной заготовки. Альтернативный способ состоит в одновременном или последовательном введении последовательных слоев поверх друг друга с получением целостной предварительно отформованной заготовки.
[0010] На второй стадии предварительно отформованную заготовку нагревают, обычно в инфракрасной (IR) печи, до температуры выдувного формования, находящейся в диапазоне от Tg до температуры плавления, Tm, материала(ов) предварительно отформованной заготовки. В зависимости от геометрии (толщины) предварительно отформованной заготовки и времени пребывания в печи, возможно, что температура предварительно отформованной заготовки локально неоднородна, но теоретически температура выдувного формования находится в диапазоне от Tg до Tm. Снова, толщина стенок предварительно отформованной заготовки влияет на процесс выдувного формования. Во-первых, для нагрева толстой стенки предварительно отформованной заготовки требуется большая энергия. Во-вторых, давление, требуемое для раздувки контейнера из предварительно отформованной заготовки, возрастает с толщиной стенок предварительно отформованной заготовки. В-третьих, с толстой стенкой предварительно отформованных заготовок более вероятно возникнут градиенты температуры. Все эти эффекты могут оказать значительное влияние на стоимость получения массово производимых получаемых выдувным формованием контейнеров.
[0011] Для литьевого формования также выгодно с финансовой точки зрения снижать температуру инжекции, Тлит.ф., в сочетании с более низкими давлениями инжекции, Рлит.ф., в контексте вложений в оборудование и потребления энергии. С другой стороны, такие параметры не следует оптимизировать в ущерб времени цикла, которое является серьезным экономическим фактором в массовом производстве контейнеров. Кроме того, отношение длины к толщине, L/T, гнезда инструмента литьевого формования также важно для производства тонких частей и, следовательно, более легких предварительно отформованных заготовок и, наконец, более легких контейнеров. Более толстые детали могут легче поддаваться литью под давлением, но дольше остывать, до такой степени, что в толстых участках детали проявляется более высокая степень кристалличности, и поэтому требуются более длительные периоды времени цикла. Предварительно отформованные заготовки с избыточной степенью кристалличности уже нельзя формовать раздувом должным образом. Очевидным ответом на все вышеупомянутые требования является снижение вязкости расплава путем, например, снижения молекулярной массы термопластичного полимера. Однако это неблагоприятно
(a) для механических свойств конечного контейнера, поскольку полимер с низкой молекулярной массой обычно непрочен, и
(b) для степени кристалличности предварительно отформованной заготовки, поскольку короткие цепи более подвижны и склонны кристаллизоваться быстрее. Предварительно отформованную заготовку, имеющую высокую степень кристалличности, может быть трудно формовать раздувом, поскольку температура выдувного формования ниже температуры плавления термопластичной предварительно отформованной заготовки и кристаллы не будут растягиваться до степени, задаваемой выдувным формованием.
[0012] Для выдувного формования также желательно с финансовой точки зрения понижать как температуру выдувного формования, Твыд.ф., для снижения тепловой энергии, передаваемой через предварительно отформованную заготовку, так и давление, Рвыд.ф., поскольку вполне логичны затраты, связанные с подачей воздуха под высоким давлением с высоким расходом во время процесса выдувного формования. Этого возможно достичь с более тонкими участками, требующими меньшего времени для нагревания и меньшей энергии для растягивания. Однако толщина стенок ограничена присутствием определенных добавок и требованиями литьевого формования, которые включают применение полимеров с низкой молекулярной массой, характеризующихся низкой вязкостью расплава, однако обладающих, как известно, неудовлетворительными механическими свойствами.
[0013] Стоимость таких массово производимых контейнеров с высокими эксплуатационными характеристиками должна быть низкой вследствие их основных применений в товарах широкого потребления, тогда как их свойства, такие как газобарьерные свойства и давление разрыва, должны быть оптимизированы. Квадратура круга делается еще более сложной иногда противоречивыми технологическими требованиями во время литьевого формования предварительно отформованных заготовок и выдувного формования контейнеров. Поэтому в технике остается потребность в композициях на основе сложного полиэфира, особенно пригодных в упаковке для пищевых продуктов, обеспечивающих получаемые выдувным формованием контейнеры, имеющие хорошие барьерные свойства и одновременно хорошие механические свойства, производимые экономически эффективным путем. Настоящее изобретение предлагает решение для такой потребности.
Краткое изложение сущности изобретения
[0014] Настоящее изобретение определено в прилагаемых независимых пунктах формулы изобретения. Определение предпочтительных вариантов осуществления приведено в зависимых пунктах формулы изобретения. В частности, в настоящем изобретении рассмотрена композиция на основе сложного полиэфира, пригодная для упаковки пищевых продуктов и напитков, при этом указанную композицию на основе сложного полиэфира получают смешиванием:
(a) 90-97 вес. %, предпочтительно 91-94 вес. % термопластичного сложного полиэфира, выбранного из полиэтилентерефталата, полиэтиленнафталина и их смесей,
(b) 2-6 вес. %, предпочтительно 3,0-5,5 вес. % поли-м-ксилидена (MXD6),
(c) от 1 до 5000 ppm, предпочтительно 1000-3500 ppm соли кобальта,
(d) 0,1-1000 ppm, предпочтительно 20-500 ppm, более предпочтительно 50-300 ppm этиленгликоля, и
(e) 0,1-1000 ppm, предпочтительно 20-500 ppm, более предпочтительно 50-300 ppm пиромеллитового диангидрида (PMDA).
[0015] В предпочтительном варианте осуществления композиция на основе сложного полиэфира, дополнительно содержит углеродную сажу в количестве, составляющем от 1 до 50 ppm, предпочтительно от 5 до 40 ppm, более предпочтительно от 10 до 30 ppm. Углеродную сажу применяют для увеличения скорости нагрева предварительно отформованной заготовки в инфракрасной печи перед выдувным формованием.
[0016] Композиция на основе сложного полиэфира согласно настоящему изобретению в целом характеризуется низкой вязкостью. Например, характеристическая вязкость может составлять от 0,4 до 0,7 дл/г, предпочтительно от 0,5 до 0,65 дл/г, при измерении в соответствии с ASTM D4603. Динамическая вязкость расплава может составлять менее 100 Па⋅с при измерении при 265°С при скорости сдвига 1 рад/с между двумя вращающимися параллельными плитами.
[0017] Весовое соотношение этиленгликоля к пиромеллитовому диангидриду (EG/PMDA) предпочтительно составляет от 0,05 до 2,0, более предпочтительно от 0,08 до 1,5, наиболее предпочтительно от 0,2 до 1,3, для оптимизации и саморегуляции комбинированного влияния обоих компонентов.
[0018] В настоящем изобретении также рассматривают одно- или многослойные предварительно отформованные заготовки для выдувного формования контейнера, при этом указанные предварительно отформованные заготовки имеют удлиненное тело, определяющее внутренний объем, и на одном конце указанного удлиненного тела отверстие, определяющее горлышко, характеризующиеся тем, что по меньшей мере один слой указанной предварительно отформованной заготовки изготовлен из композиции на основе сложного полиэфира, определенной ранее. Упомянутую предварительно отформованную заготовку предпочтительно получают литьевым формованием.
[0019] B настоящем изобретении также рассматриваются получаемые выдувным формованием одно- или многослойные контейнеры, содержащие по меньшей мере один слой, изготовленный из определенной выше композиции на основе сложного полиэфира, и получаемые выдувным формованием определенных ранее предварительно отформованных заготовок. Такие контейнеры имеют хорошие механические свойства. Например, давление разрыва контейнера согласно настоящему изобретению может быть таким же или даже выше, чем давление разрыва аналогичного контейнера, изготовленного из 100 вес. % PET (а). Касательно удельного давления разрыва, относительно веса контейнера (г) и вместимости (л), оно предпочтительно превышает 0,15 бар/г/л. С аналогичной прочностью давления разрыва контейнер согласно настоящему изобретению может легко иметь проницаемость для кислорода менее 1% от проницаемости для кислорода контейнера, изготовленного из 100 вес. % PET (а).
[0020] В настоящем изобретении также рассматривается способ получения определенной ранее композиции на основе сложного полиэфира, включающий смешивание в экструдере следующих компонентов и образование гранул:
(a) 90-97 вес. %, предпочтительно 91-94 вес. % термопластичного сложного полиэфира, выбранного из полиэтилентерефталата, полиэтиленнафталина и их смесей,
(b) 2-6 вес. %, предпочтительно 3,0-5,5 вес. % MXD6,
(c) от 1 до 5000 ppm, предпочтительно 1000-3500 ppm соли кобальта,
(d) 0,1-1000 ppm, предпочтительно 20-500 ppm, более предпочтительно 50-300 ppm этиленгликоля, и
(e) 0,1-1000 ppm, предпочтительно 20-500 ppm, более предпочтительно 50-300 ppm пиромеллитового диангидрида (PMDA),
характеризующийся тем, что компоненты (с), (d) и (е) смешивают с образованием концентрата, добавляемого в экструдер отдельно от компонента (a). MXD6 предпочтительно также смешивают с компонентами (с)-(е) в указанном концентрате. Полученные таким образом гранулы можно формовать литьем как есть с получением предварительно отформованной заготовки, как обсуждалось ранее. Указанную предварительно отформованную заготовку можно затем далее нагревать в инфракрасной печи и подвергать выдувному формованию с получением контейнера согласно настоящему изобретению.
Краткое описание фигур
[0021] Для более полного понимания сути настоящего изобретения делается ссылка на следующее подробное описание, взятое в сочетании с прилагаемыми рисунками, на которых:
на фигуре 1 проиллюстрированы различные стадии выдувного формования термопластичного контейнера согласно настоящему изобретению;
на фигуре 2 показана динамическая вязкость, измеренная при температуре 265°С параллельными плитами, вращающимися при скорости сдвига, составляющей от 0,1 до 1000 рад/с, барьерной композиции из предыдущего уровня техники (=СЕХ1) и композиции согласно настоящему изобретению (=INV);
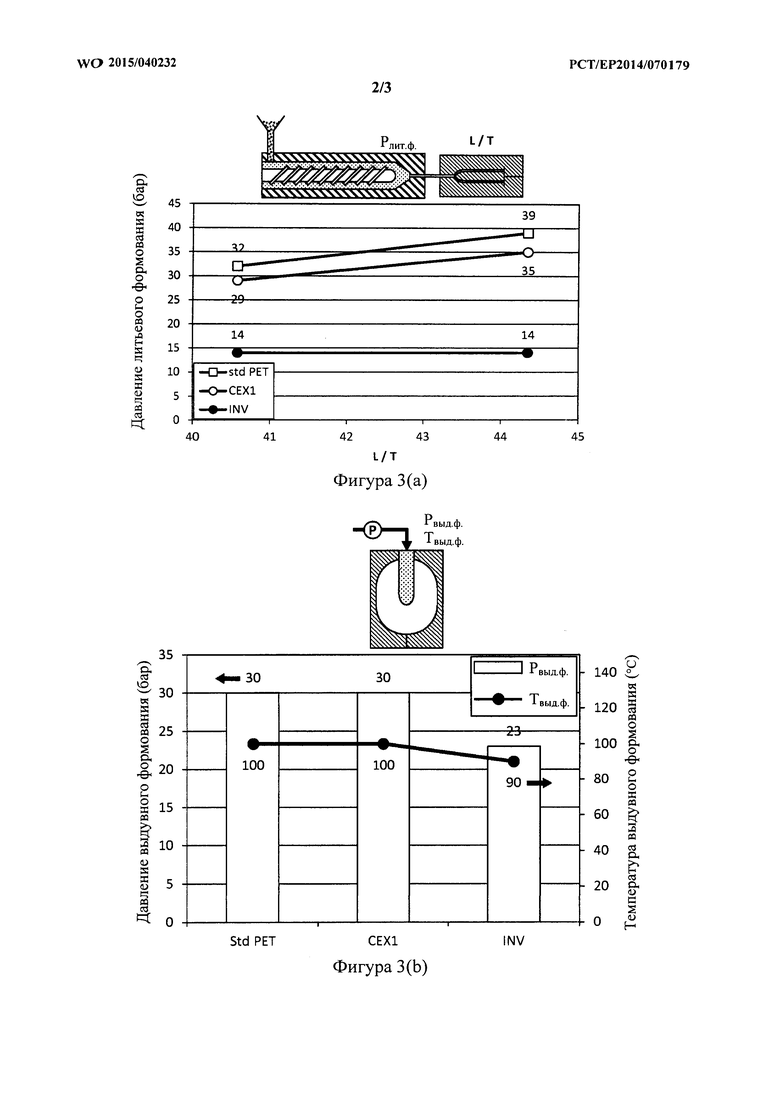
на фигуре 3 показано давление, прилагаемое во время получения (а) предварительно отформованной заготовки литьевым формованием и (b) бутылки - посредством выдувного формования;
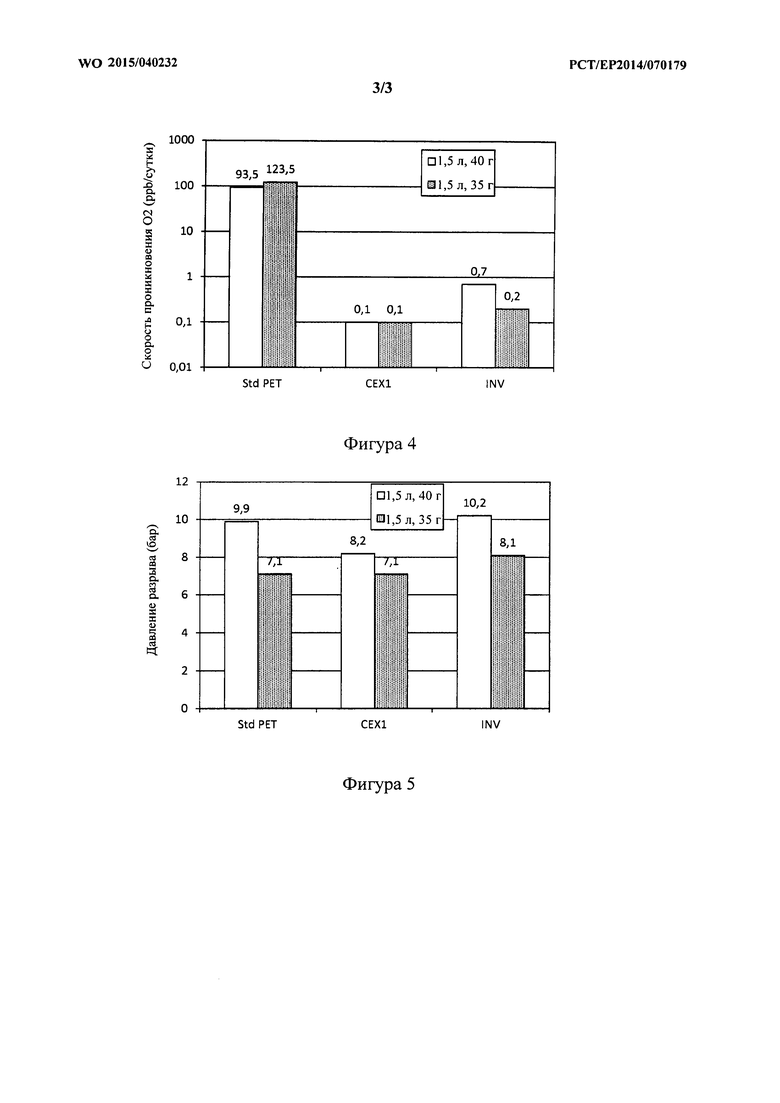
на фигуре 4 показана проницаемость для кислорода чистого PET (std PET), PET из предыдущего уровня техники с барьером кислорода (=СЕХ1) и композиции PET согласно настоящему изобретению (=INV) для бутылки вместимостью 1,5 л и весом 40 г (=незаштрихованные столбцы) и 35 г (=заштрихованные столбцы);
на фигуре 5 показано давление разрыва чистого PET (std PET), PET из предыдущего уровня техники с барьером кислорода (=СЕХ1) и композиции PET согласно настоящему изобретению (=INV) для бутылки вместимостью 1,5 л и весом 40 г (=незаштрихованные столбцы) и 35 г (=заштрихованные столбцы).
Подробное описание изобретения
[0022] В настоящем изобретении рассмотрена композиция на основе термопластичного сложного полиэфира, пригодная для выдувного формования контейнера, применяемого, например, для хранения пищевых продуктов и напитков. Она содержит главным образом (а) сложный полиэфир, такой как полиэтилентерефталат (PET), полиэтиленнафталин (PEN) и их смеси. Композиция согласно настоящему изобретению содержит от 90 до 97 вес. % такого сложного полиэфира, предпочтительно от 91 до 94 вес. %. Сложный полиэфир смешивают с различными добавками. Во-первых, присутствует (b) поли-м-ксилиден (MXD6) в количестве, составляющем от 2 до 6 вес. %, предпочтительно от 3,0 до 5,5 вес. %, наиболее предпочтительно от 4,5 до 5,0 вес. %. MXD6 предпочтительно имеет относительную вязкость 2,65 согласно ISO 307, составляющую от 1,0 до 3,0, предпочтительно от 2,0 до 2,8, более предпочтительно от 2,5 до 2,7. Примерами пригодных MXD6 являются MXD6-S6007 и S6003, доступные от Mitsubishi Corporation (MGC). MXD6 создает островки или домены в сложном полиэфире, что резко улучшает газобарьерные свойства. Для дополнительного улучшения барьерных свойств по отношению к газам композиция содержит (с) соль кобальта в количестве, составляющем от 1 до 5000 ppm, предпочтительно от 1000 до 3500 ppm, наиболее предпочтительно от 2000 до 3200 ppm. Как обсуждалось ранее, соли кобальта выполняют функцию активных улавливателей для кислорода. Примеры пригодных солей кобальта включают стеарат кобальта, неодеканоат кобальта или другой карбоксилат кобальта, ацетат кобальта, диацетат кобальта или другие полимерные соли кобальта.
[0023] Суть настоящего изобретения состоит в комбинировании с вышеупомянутыми компонентами как этиленгликоля (EG), так и пиромеллитового ангидрида (PMDA). Оба компонента могут по отдельности присутствовать в количестве, составляющем от 0,1 до
1000 ppm, предпочтительно от 50 до 300 ppm. Отношение содержания этиленгликоля к пиромеллитовому диангидриду (EG/PMDA) может составлять от 0,05 до 2,0, предпочтительно от 0,08 до 1,5, более предпочтительно от 0,2 до 1,3. Этиленгликоль обычно применяют для поликонденсации PET, но лишь изредка в качестве добавки к полностью полимеризованному PET, как в случае настоящей композиции. Аналогично, PMDA известен как разветвляющее средство, традиционно добавляемое во время поликонденсации PET, но реже в качестве добавки к полностью полимеризованному PET, как в случае настоящей композиции.
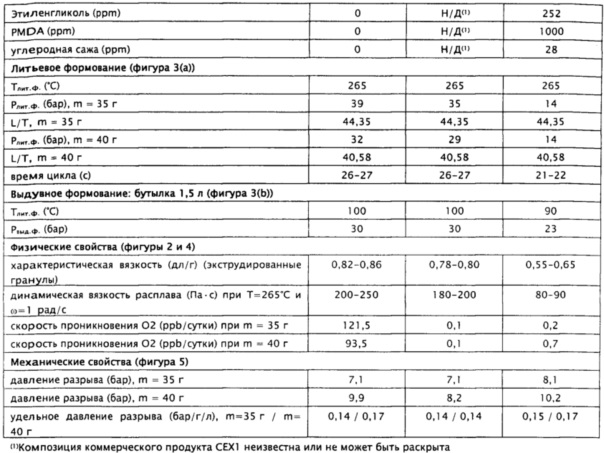
[0024] На фигуре 2 сравнивают динамические вязкости расплава композиции, приведенной в таблице 1 согласно настоящему изобретению (=INV, см. сплошная линия), и коммерческой композиции на основе PET (=СЕХ1, см. пунктирная линия), позиционируемой за ее газобарьерные свойства и содержащей полиамид и соль кобальта. Динамическую вязкость измеряли с использованием параллельных пластинок при температуре 265°С и при скорости сдвига, варьирующейся от 1 до 1000 рад/с.Можно видеть, что композиция согласно настоящему изобретению (сплошная линия) имеет динамическую вязкость расплава порядка от 80 до 90 Па⋅с при скорости сдвига 1 рад/с, что существенно меньше, чем один из коммерческих сравнительных примеров порядка 180-200 Па⋅с при 1 рад/с. Такая разница в вязкости расплава подтверждается характеристической вязкостью композиции согласно настоящему изобретению, находящейся в диапазоне 0,55-0,65 по сравнению с характеристической вязкостью СЕХ1 порядка 0,78-0,80, так, что можно с уверенностью полагать, что молекулярная масса PET композиции согласно настоящему изобретению меньше, чем таковая у PET в сравнительном примере. Низкую вязкость композиции согласно настоящему изобретению не следует приписывать применению марки PET, имеющей особенно низкую молекулярную массу. В действительности, марка PET, использованная в композиции, приведенной в таблице 1, была стандартным PET, используемым как сравнение (см. таблицу 1, левый столбец) с характеристической вязкостью порядка 0,82 дл/г. Не желая связываться какой-либо теорией, считается, что при нагревании композиции этиленгликоль способствует алкоголизу сложного полиэфира, что снижает молекулярную массу и, следовательно, как характеристическую, так и динамическую вязкости расплава.
[0025] В таблице 1 перечислены компоненты композиции согласно настоящему изобретению и сравнен ряд технологических параметров и свойств материалов между стандартным PET (=std PET), коммерческой маркой PET, обсужденной ранее (=СЕХ1) и композиции согласно настоящему изобретению (=INV), содержащей PET стандартного PET. Получали две предварительно отформованных заготовки, одну весом 35 г и вторую весом 40 г для одинаковых получаемых выдувным формованием бутылок с соответствующими весами объемом 1,5 л. Соотношения L/T составляли 44,35 для предварительно отформованной заготовки 35 г и 40,58 для предварительно отформованной заготовки 40 г, представляя увеличение в соотношении L/T около 10% и значительное снижение веса около 12,5%. Давления литьевого формования измеряли у головы шнека. Бутылки объемом 1,5 л получали выдувным формованием в одну и ту же форму из обеих предварительно отформованных заготовок 35 г и 40 г при температурах и давлениях выдувного формования, указанных в таблице 1. Физические свойства включают скорости проникновения кислорода, измеренные на полученных выдувным формованием бутылках, показывающие, что стандартный PET, со скоростью проникновения О2 порядка 100 ppb/сутки, не может серьезно рассматриваться для применения в бутылке для хранения чувствительного к кислороду напитка, а вместо него обязательно нужно применять специальные PET композиции барьерной марки (см. фигуру 4). Следует отметить, что характеристическую вязкость измеряли на экструдированных гранулах. Наконец, на полученных выдувным формованием бутылках измеряли давление разрыва. В бутылке нагнетали давление и она должна была выдержать заданное давление на протяжении по меньшей мере 60 с.Давление, при котором бутылка разрывается через 60 с, представляет собой давление разрыва.

[0026] На фигуре 4 иллюстрируют скорость проникновения кислорода, измеренную на различных композициях PET с помощью Transmission Analysis System от MOCON. Полученные выдувным формованием бутылки испытывали в соответствии с ASTM F1307. Стандартный PET дает неприемлемую скорость проникновения О2 порядка 100 ppb/сутки (следует обратить внимание, что ось ординат задана в логарифмическом масштабе). Не удивительно, что как коммерческий барьерный PET (=СЕХ1), так и композиция согласно настоящему изобретению (=INV) имеет коммерчески приемлемую проницаемость для кислорода, которая меньше на два-три порядка величины, чем таковая у стандартного PET.
[0027] Вязкость расплава композиций согласно настоящему изобретению относительно низка по сравнению с композициями на основе сложного полиэфира из предыдущего уровня техники и предпочтительно составляет менее 100 Па⋅с при измерении при 265°С при скорости сдвига 1 рад/с между двумя вращающимися параллельными плитами. Характеристическая вязкость, не зависящая от температуры, предпочтительно составляет от 0,4 до 0,7 дл/г, предпочтительно от 0,5 до 0,65 дл/г.(в соответствии с ASTM D4603). Как обсуждалось во вводной части, низкая вязкость расплава предпочтительна с технологической точки зрения, поскольку для литьевого формования предварительно отформованной заготовки требуются более низкие давления и можно достигать более высоких соотношений L/T. С высокими соотношениями L/T можно отливать под давлением более тонкие детали и охлаждать быстрее, тем самым сокращая периоды времени цикла, а также количество применяемого сырьевого материала. Контейнеры, полученные выдувным формованием из предварительно отформованных заготовок с низкой молекулярной массой (на что указывают низкие характеристические вязкости, измеренные на экструдированных гранулах), однако, будут обычно считаться нежелательными, поскольку они будут иметь неудовлетворительные механические свойства, такие как устойчивость к разрыву. Неожиданно, бутылки, содержащие композицию PET согласно настоящему изобретению, обеспечивают лучшие механические свойства, чем коммерческий сравнительный пример из предыдущего уровня техники, СЕХ1, как можно видеть на фигуре 5. Давление разрыва 10,2 бар, достигаемое бутылками 40 г согласно настоящему изобретению, является наивысшим значением, а давление разрыва 8,1 бар бутылки 35 г согласно настоящему изобретению аналогично давлению разрыва 8,2 бар, достигаемому бутылкой 40 г, изготовленной с коммерческой сравнительной композицией (СЕХ1). Можно определить удельное давление разрыва на единицу веса и единицу объема контейнера. В таблице 1 приведено удельное давление разрыва трех типов испытанных контейнеров, показывающие, что контейнер, изготовленный из коммерческого газобарьерного сложного полиэфира (=СЕХ1) обеспечивает довольно низкие значения 0,14 бар/г/л, по сравнению с 0,15 и 0,17 бар/г/л, полученными для контейнера согласно настоящему изобретению, даже немного выше, чем измеренные на стандартном контейнере PET 0,14 и 0,17 бар/г/л.
[0028] Не желая связываться какой-либо теорией, считается, что эти полностью парадоксальные результаты испытаний на разрыв являются результатом действия EG, снижающего длину полимерных цепей, и PMDA, создающего плотную разветвленную сеть и таким образом увеличивающего получаемую прочность контейнеров после выдувного формования. Объединенное влияние этиленгликоля в активации алкоголиза во время литьевого формования и PMDA, увеличивающего разветвленность полимера в конечном изделии, позволяют оптимизировать как технологические, так и механические параметры. Такое объединенное влияние, однако, не является простым наложением влияния каждого из EG и PMDA. В действительности, существует саморегуляция между двумя компонентами, которые также могут реагировать между собой с образованием сложного эфира в соответствии со следующей предполагаемой реакцией:
 .
.
[0029] Равновесие вышеуказанной реакции можно контролировать посредством уровней содержания PMDA и EG в композиции и кинетикой реакции посредством температуры. Наблюдалось, что хороший баланс влияний, связанных с EG и PMDA, может быть получен с отношением содержания этиленгликоля к пиромеллитовому диангидриду (EG/PMDA), составляющим от 0,5 до 2,0, предпочтительно от 0,8 до 1,5, более предпочтительно от 1,0 до 1,3. Это обусловлено определенной выше реакцией саморегуляции, при которой избыток EG и PMDA образует сложный эфир, ограничивая таким образом и алкоголиз, и реакции ветвления с получением оптимальной низкой вязкости при литьевом формовании предварительно отформованной заготовки, и высоких механических свойств получаемых выдувным формованием контейнеров. Кроме того, считается, что либо PMDA, либо, более вероятно, сложный эфир, происходящий из реакции PMDA с EG контролирует и поддерживает на низком уровне скорость кристаллизации сложного полиэфира во время охлаждения предварительно отформованной заготовки в инструменте литьевого формования и во время нагревания в инфракрасной печи перед выдувным формованием. Кроме того, считается, что плотная разветвляющаяся сеть, созданная комбинацией EG и PMDA по всей матрице, препятствует образованию совершенных кристаллических доменов, в особенности, найлона. Это создаст рассеянную сеть кристаллических пластинок, образующую очень рассеянную границу раздела между найлоном и полимерами PET. Такая необычная рассеянная сеть обеспечивает очень сильное межфазное связывание, вероятно, через взаимопроникновение и взаимное соединение найлона и кристаллических пластинок РЕТ. Этот механизм может объяснить более высокие механические свойства в сочетании с барьерными свойствами, наблюдаемые в контейнерах согласно настоящему изобретению, при этом обеспечивая общее технологическое преимущество. Также считается, что каждый компонент действует как пластификатор, что способствует процессам как литьевого формования, так и выдувного формования.
[0030] Как показано на фигуре 1, гранулы (10с), изготовленные из композиции на основе сложного полиэфира согласно настоящему изобретению, можно получать путем добавления отдельно в экструдер и смешивания 90-97 вес. % термопластичного сложного полиэфира (10а) в виде гранул, выбранных из полиэтилентерефталата, полиэтиленнафталина и их смесей, с концентратом (10b), содержащим:
- 0,1-1000 ppm этиленгликоля,
- 1-5000 ppm соли кобальта и
- 0,1-1000 ppm пиромеллитового диангидрида (PMDA),
где вес. % выражены в пересчете на общий вес композиции. MXD6 можно либо смешивать со сложным полиэфиром, либо включать в концентрат перед экструзией. Его также можно распределять как в сложном полиэфире, так и в концентрате. Предпочтительно общее количество MXD6 включено в концентрат (10b).
[0031] Экструдат измельчают в гранулы (10с) в измельчителе (11) и собирают. Упомянутые гранулы (10с) можно вводить как есть в оборудование литьевого формования для литьевого формования предварительно отформованной заготовки (1а) в инструменте (21). Благодаря низкой вязкости композиции согласно настоящему изобретению можно получать предварительно отформованные заготовки с тонкими стенками и высокими значениями L/T. Затем предварительно отформованные заготовки (1а) нагревают в инфракрасной печи (IR) до температуры выдувного формования, а затем подают в инструмент (31) с сжатым газом, введенном во внутреннюю часть нагретых предварительно отформованных заготовок для выдувного формования их в инструменте с образованием пустотелого контейнера (1b) желаемой геометрии.
[0032] В качестве альтернативы, можно смешивать сложный полиэфир (10а) и концентрат (10b) непосредственно в шнековой камере машины литьевого формования, тем самым минуя стадии экструзии и грануляции. Это решение, хотя и привлекательное на первый взгляд, требует значительной осторожности в обращении, поскольку смешивание в машине для экструзии, в особенности снабженной двумя шнеками, более эффективно, чем смешивание компонентов непосредственно в шнековой камере литьевой машины, и можно получить недостаточную однородность. Кроме того, обход стадии экструзии исключает первый термический цикл, которому подвергается композиция, во время которого могут протекать реакции, такие как алкоголиз, реакция (1) между EG и PMDA и некоторое ветвление сложного полиэфира. При отсутствии указанного первого теплового цикла может потребоваться незначительно изменить концентрации различных компонентов и температурные профили во время литьевого формования и выдувного формования с целью получения бутылки с оптимальными свойствами.
[0033] Как упоминалось выше, концентрат (10b) может также содержать часть или весь MXD6, который должен присутствовать в конечной композиции. В концентрат также может быть включена углеродная сажа. Углеродную сажу применяют для увеличения скорости нагрева предварительно отформованных заготовок в инфракрасной печи перед выдувным формованием. Углеродная сажа может присутствовать в количестве, составляющем от 1 до 50 ppm, предпочтительно от 5 до 40 ppm, более предпочтительно от 10 до 30 ppm, где ppm - количества выражены в пересчете на общий вес конечной композиции, включая PET.
[0034] В зависимости от типа используемого сложного полиэфира температура камеры экструдера может предпочтительно составлять от 255 до 300°С, предпочтительно от 260 до 280°С, при применении PET, и от 270 до 310°С при применении PEN. Аналогично, шнековая камера литьевого формования может быть нагрета в тех же диапазонах температуры, что и для экструзии. С другой стороны, температуры выдувного формования могут составлять от 100 до 120°С, при применении PET, предпочтительно от 85 до 100°С; или более предпочтительно от 90 до 98°С, и от 90 до 95°С при применении PEN (снова, для смесей PET/PEN можно использовать промежуточные температуры).
[0035] Предварительно отформованные заготовки, полученные литьевым формованием, могут быть однослойными или, наоборот, содержать более одного слоя, как правило, два слоя. Двух- или многослойные предварительно отформованные заготовки можно получать либо литьевым формованием каждого слоя последовательно поверх другого непосредственно в одном инструменте для получения целостной предварительно отформованной заготовки. В качестве альтернативы, каждый слой можно формовать литьем отдельно, а затем собирать путем вкладывания одного в другой. В случае многослойной предварительно отформованной заготовки можно изготавливать только один слой из композиции согласно настоящему изобретению. В качестве альтернативны, из композиции согласно настоящему изобретению можно изготавливать более одного, и, возможно, все слои. Количество слоев, изготовленных из композиции согласно настоящему изобретению, будет в значительной степени зависеть от желаемых конечных газобарьерных свойств. Контейнер может быть мешком в контейнере, в котором жидкость, подлежащая распределению, заключена в сжимающемся внутреннем мешке, заключенном внутри внешнего контейнера. Путем нагнетания сжатого газа (обычно воздуха) в пространство между внутренним мешком и внешним контейнером внутренний мешок сдавливается и сжимается, выталкивая жидкость из контейнера. Внешний контейнер может требовать барьерных свойств для предотвращения проникновения воздуха в контейнер. Внутренний мешок может требовать барьерных свойств для предотвращения проникновения диоксида углерода из газированного напитка и сжатого газа, вводимого в пространство между внутренним и внешним контейнером, от попадания в мешок и контакта с жидкостью.
[0036] Путем комбинирования традиционных барьерных добавок, таких как MXD6 и соли кобальта, с саморегулирующейся двойной системой, содержащей этиленгликоль (EG) и пиромеллитовый диангидрид (PMDA), получают композицию на основе сложного полиэфира, имеющую следующие выгодные свойства:
(a) хорошие газобарьерные свойства (см. фигуру 4),
(b) низкая вязкость расплава во время литьевого формования (см. фигуру 2), обеспечивающая
(i) низкие давления литьевого формования (см. фигуру 3(a)),
(ii) детали с высокими соотношениями L/T, которые получают при низком давлении, тем самым снижая вес применяемого сырья, а также время охлаждения и кристаллизацию предварительно отформованных заготовок (см. фигуру 3(a)),
(c) хорошие механические свойства, такие как давление разрыва, даже для контейнеров, полученных выдувным формованием при более низких температуре и давлении (см. фигуры 3(b) и 5).
[0037] Хорошие газобарьерные и механические свойства, получаемые для контейнеров, изготовленных с такими высокорентабельными технологическими условиями (более низкое значение Рлит.ф., более высокое значение L/T, более низкое значение Рвыд.ф. и Твыд.ф.), представляют технический и экономический прорыв в области контейнеров для сохранения пищевых продуктов и напитков. Низкая вязкость расплава полимера при литьевом формовании (которая обычно считалась бы приводящей к неудовлетворительным механическим свойствам) является выгодной в том, что она снижает усилие сдвига на материале во время литьевого формования. Естественно, это снижает скорость износа дорогих инструментов, но с точки зрения материала также считается, что это ограничивает образование нежелательных побочных продуктов, таких как ацетальдегид. Все преимущества настоящего изобретения в сумме позволяют достигать существенных снижений затрат на производство контейнеров, при этом сохраняя высокие показатели механических и газобарьерных свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОПОЛИМЕРЫ ПОЛИЭТИЛЕНФУРАНОАТА И СПОСОБЫ | 2014 |
|
RU2704481C2 |
| ПЛАСТМАССА, ПОГЛОЩАЮЩАЯ КИСЛОРОД | 2011 |
|
RU2559461C2 |
| ПОЛИЭФИРНЫЙ КОНТЕЙНЕР С УЛУЧШЕННЫМ ГАЗОВЫМ БАРЬЕРОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2394681C2 |
| ПОЛИМЕРНЫЕ МАТЕРИАЛЫ | 2011 |
|
RU2590567C2 |
| СЕКЦИОНИРОВАННЫЕ ПОЛИМЕРНЫЕ ТАБЛЕТКИ | 2005 |
|
RU2370365C2 |
| ПОЛЯРНЫЕ РАСТВОРИМЫЕ КОМПОЗИЦИИ, ПОГЛОЩАЮЩИЕ КИСЛОРОД | 2012 |
|
RU2593453C2 |
| СМЕСИ ПОЛИАМИДОВ И ПОЛИДИЕНОВ С ПОВЫШЕННОЙ СПОСОБНОСТЬЮ РЕАГИРОВАТЬ С КИСЛОРОДОМ | 2010 |
|
RU2532150C2 |
| СЛОЖНЫЕ ПОЛИЭФИРЫ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2013 |
|
RU2652802C2 |
| СПОСОБ ЗАПОЛНЕНИЯ МНОГОСЛОЙНОЙ БУТЫЛКИ | 2007 |
|
RU2417888C2 |
| СМЕСИ НА ОСНОВЕ СЛОЖНОГО ПОЛИЭФИРА С УЛУЧШЕННОЙ СПОСОБНОСТЬЮ ПОГЛОЩЕНИЯ КИСЛОРОДА | 2016 |
|
RU2709343C2 |
Изобретение относится к материалу из термопластичного сложного полиэфира, пригодному для упаковки. Композиция на основе сложного полиэфира получена смешиванием: (a) 90-97 вес. % термопластичного сложного полиэфира, выбранного из полиэтилентерефталата, полиэтиленнафталина и их смесей, (b) 2-6 вес. % поли-м-ксилидена (MXD6), (c) 1-5000 ppm соли кобальта, (d) 0,1 -1000 ppm этиленгликоля (EG) и (e) 0,1 -1000 ppm пиромеллитового диангидрида (PMDA). Обеспечивается улучшение газобарьерных и механических свойств материала. 4 н. и 10 з.п. ф-лы, 6 ил., 1 табл.
1. Композиция на основе сложного полиэфира, пригодная для упаковки пищевых продуктов и напитков, при этом указанная композиция на основе сложного полиэфира получена смешиванием:
(a) 90-97 вес. % термопластичного сложного полиэфира, выбранного из полиэтилентерефталата, полиэтиленнафталина и их смесей,
(b) 2-6 вес. % поли-м-ксилидена (MXD6),
(c) 1-5000 ppm соли кобальта,
(d) 0,1-1000 ppm этиленгликоля (EG) и
(e) 0,1-1000 ppm пиромеллитового диангидрида (PMDA).
2. Композиция на основе сложного полиэфира по п. 1, дополнительно содержащая углеродную сажу в количестве, составляющем от 1 до 50 ppm, предпочтительно от 5 до 40 ppm, более предпочтительно от 10 до 30 ppm.
3. Композиция на основе сложного полиэфира по п. 1, имеющая характеристическую вязкость, составляющую от 0,4 до 0,7 дл/г, предпочтительно от 0,5 до 0,65 дл/г, измеренную в соответствии с ASTM D4603.
4. Композиция на основе сложного полиэфира по п. 1, имеющая динамическую вязкость расплава менее 100 Па⋅с, измеренную при 265°С, при скорости сдвига 1 рад/с между двумя вращающимися параллельными плитами.
5. Композиция на основе сложного полиэфира по п. 1, где количество одного или нескольких соединений (а)-(е), применяемых в смеси, содержится в количестве:
(a) 91-94 вес. % термопластичного сложного полиэфира, выбранного из полиэтилентерефталата, полиэтиленнафталина и их смесей,
(b) 3,0-5,5 вес. % MXD6,
(c) 1000-3500 ppm соли кобальта,
(d) 50-300 ppm этиленгликоля (EG) и/или
(e) 50-300 ppm пиромеллитового диангидрида (PMDA).
6. Композиция на основе сложного полиэфира по п. 1, где отношение содержания этиленгликоля к пиромеллитовому диангидриду (EG/PMDA) составляет от 0,05 до 2,0, более предпочтительно от 0,08 до 1,5, наиболее предпочтительно от 0,2 до 1,3.
7. Одно- или многослойная предварительно отформованная заготовка для выдувного формования контейнера, при этом указанная предварительно отформованная заготовка имеет удлиненное тело, определяющее внутренний объем, и на одном конце указанного удлиненного тела отверстие, определяющее горлышко, отличающаяся тем, что по меньшей мере один слой указанной предварительно отформованной заготовки изготовлен из композиции на основе сложного полиэфира по любому из пп. 1-6, причем указанная предварительно отформованная заготовка предпочтительно получена литьевым формованием.
8. Получаемый выдувным формованием одно- или многослойный контейнер, содержащий по меньшей мере один слой, изготовленный из композиции на основе сложного полиэфира по любому из пп. 1-6, и полученный выдувным формованием предварительно отформованной заготовки по п. 7.
9. Контейнер по п. 8, характеризующийся давлением разрыва относительно веса и вместимости указанного контейнера, превышающим или равным таковому для контейнера, изготовленного из 100 вес. % PET (а), и предпочтительно составляющим более 0,15 бар/г/л.
10. Контейнер по п. 8, характеризующийся проницаемостью для кислорода менее 1% от проницаемости для кислорода у контейнера, изготовленного из 100 вес. % PET (а).
11. Способ получения композиции на основе сложного полиэфира по любому из пп. 1-6, включающий смешивание в экструдере следующих компонентов и образование гранул:
(a) 90-97 вес. % термопластичного сложного полиэфира, выбранного из полиэтилентерефталата, полиэтиленнафталина и их смесей,
(b) 2-6 вес. % поли-м-ксилидена (MXD6),
(c) 0,1-1000 ppm этиленгликоля,
(d) 1 -5000 ppm соли кобальта и
(e) 0,1 -1000 ppm пиромеллитового диангидрида (PMDA),
отличающийся тем, что компоненты (с), (d) и (е) смешивают с образованием концентрата, добавляемого в экструдер отдельно от компонента (а).
12. Способ по п. 11, где MXD6 также смешивают с компонентами (с)-(е) с образованием концентрата.
13. Способ по п. 11, где полученную таким образом композицию формуют литьем с получением предварительно отформованной заготовки по п. 7.
14. Способ по п. 13, где полученную таким образом предварительно отформованную заготовку формуют раздувом с получением контейнера по любому из пп. 8-10.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 4145466 A, 20.03.1979 | |||
| US 6319575 B1, 20.11.2001 | |||
| КИСЛОРОДПОГЛОЩАЮЩИЕ КОМПОЗИЦИИ И УПАКОВКА, ВКЛЮЧАЮЩАЯ УКАЗАННЫЕ КОМПОЗИЦИИ | 2006 |
|
RU2406741C2 |

