Декоративная панель относится к области строительства, производству отделочных материалов и изделий, в частности, к производству художественно-декоративных изделий, имитирующих объемную плитку типа «кабанчик». Декоративная панель относится также к стеновому облицовочному материалу, изделиям для облицовки больших поверхностей без их предварительной специальной подготовки.
Назначением полезной модели является производство декоративных панелей с объемными элементами на панели. Панель используется для крепления ее на поверхностях, расположенных внутри помещений и/или поверхностях, на которые не влияют внешние неблагоприятные погодные факторы. Панель может быть использована для быстрого и простого монтажа на поверхностях, например, стенах, потолке, когда необходимо имитировать, например, керамику, но условия эксплуатации такого помещения не допускают размещения утяжеляющих элементов, например, для дизайнерской отделки.
Известен «Способ изготовления облицовочных панелей», патент RU 2019426, публ. 15.09.1994, МПК В44С 5/04, с помощью которого получают художественные паркетные изделия и облицовочные панели для производства мебели и облицовки стен. С помощью данного способа получают изображения на элементах лицевого слоя панели посредством узконаправленного сквозного прорезания материала для обеспечения возможности комбинирования изображения. Однако это сложная и дорогостоящая технология. Рельеф получают методом прорезания слоев.
Известно изобретение «Декоративная панель и способ ее изготовления », патент ЕР 08425319.4, RU2502604, опубл. 20.11.2010, В32В 27/40, E04F 13/00, состоящую из пяти слоев, стенке одного из которых придана объемная художественная форма. Однако изделие не позволяет получить панель большой площади, возможно изготовить небольшие декоративные изделия, причем эта технология очень дорогая.
Известно изобретение «Pvc-plastic panel», патент US 2015075097, опубл. 2015-03-19, МПК B05D 1/30, B05D 1/36, B05D 3/06, которая снабжена полимерным слоем на основе поливинилхлорида под грунтовку, полимерный слой имеет уменьшение твердости в углублениях, и несущий слой имеет толщину 3-20 мм. На такой панели возможно осуществлять декоративную печать, но невозможно выполнить грани и сформировать фактурную поверхность с высотой подъема грани от 4-15 мм.
Известно изобретение «Decorative panel and method for manufacturing the same»(Декоративная панель и способ изготовления) патент US2014331585, опубл. 2014-11-13, МПК E04F 13/00, панель имеет множество выемок, создающих множество ребер, углубления образуют множество гребней, на передней поверхности получают рельефные структуры, панель снабжена аппликатором для позиционирования пластин между собой. Для получения фактуры используют аппликатор (маска), который препятствует растеканию полимера по краям. Однако рельеф не может быть высотой более 4 мм и его используют в процессе полимеризации, что существенно усложняет технологию и требует несколько сложных операций.
Известно изобретение «WPC decorative panel with low porosity profile edge and method for producing the same » (Декоративные панели WPC с низким профилем пористости кромки и способ его получения), ЕР 2930031, опубл. 2015-10-14, МПК E04F 13/00, в которой переднюю поверхность формируют объемной и содержащей рельефные структуры. Элемент рельефа выполнен из наложенного слоя полимера, прикрепленного к слою базового полимера и покрывающего его частично. Слои полимеризуют вместе, переднюю поверхность формируют объемной и содержащей рельефные структуры из наложенного слоя полимера. Такую рельефную поверхность невозможно получить в одно технологическое действие, поэтому получается дорогая и сложная технология.
Известно изобретение «Облицовочная панель», Патент RU 16482, опубл. 20.09.2016, МПК E04F 13/072, в которой внешняя оболочка выполнена в виде формованного из поливинилхлоридного листового материала объемного изделия. При изготовлении данной облицовочной панели отсутствует необходимость в нанесении сплошного склеивающего слоя между лицевой частью внешней оболочки и основанием, поскольку внешняя оболочка предлагаемой облицовочной панели, представляющая собой объемное формованное изделие, с размещенным в ней основанием не подвергаются сдвиговым деформациям. Однако при этом невозможно сформировать объемный рельеф с высокими гранями, более 4 мм, поскольку слои все - равно склеивают и при высоких гранях рельефа будет обязательно сдвиг слоев и деформация рельефа.
Наиболее близким техническим решением является полезная модель, которая взята за прототип, патент RU 165594, опубл. 27.10.2016, E04F 13/00, в которой декоративная панель изготовлена методом горячего вакуум формования, выполнена фактурной за счет высоты подъема формы от 0 до 9 мм, и толщина по всей поверхности панели составляет 0,20-0,45 мм, лицевая сторона декоративной панели имеет произвольный вогнуто-выпуклый рельеф, а тыльная сторона представляет собой контрматрицу (патрицу) лицевой стороны панели. Эта панель имеет хорошо выраженный рельеф, который получают в один технологический прием (действие). Полезная модель позволяет получить легкую, сложной фактуры декоративную панель, как в продольном, так и в поперечном направлении. Однако при этом невозможно получить высоту подъема грани больше 9 мм, что недостаточно при имитации, например, натуральной плитки типа «бычок», что существенно сужает возможности декорирования.
В настоящее время при сложных дизайнерских интерьерах требуется получать качественную имитацию приклеенной плитки или сложных горельефов или барельефов. Для этого требуется высокий профиль фактурной поверхности, что технологически трудно выполнимо на панелях из термопласта. Для этого требуется использовать приемы, которые позволят увеличить высоту подъема граней до 4-15 мм. Кроме того, требуется получать грани с разными углами наклона по высоте. Поскольку велика потребность в сложных рельефах, имитирующих не только природные материалы, но также произвольные величины и формы изображений, то такая задача становится наиболее актуальной. Также в дизайнерских проектах внутренних интерьеров часто требуется имитировать фаянсовые плитки со сложным рельефом, майолику, лепнину и т.п. Кроме того, при имитации горельефов, барельефов или высокой плитки, требуется также соблюсти достаточную прочность и жесткость панели для того, чтобы ее легче было прикрепить к декодируемой поверхности.
Благодаря предложенной конструкции панели, достигается технический результат, «получение увеличенной высоты граней с различными углами наклона при сохранении устойчивости вогнуто - выпуклой формы панели». В частности, достигается получение панели с вогнуто - выпуклый рельефом по всей поверхности с увеличенной толщиной, более 0,45, и увеличенной высотой подъема граней более 4 мм, то есть с параметрами, которые не имеют панели, полученные из традиционных заготовок. Иными словами панель получают из заготовки с особыми свойствами, что и придает панели новые свойства конструкции - увеличенная высота граней, наличие различных углов наклона боковых граней и наличие устойчивой формы панели.
Заявленный технический результат получен за счет того, что декоративная панель с огранкой, имеет лицевую сторону с фактурой в виде вогнуто-выпуклого рельефа, тыльную сторону, снабженную элементами крепления в виде выступов. Элементы крепления выполнены в виде поверхности для нанесения клея. Панель выполнена из термопласта, в состав которого входит смола, а также поливинилхлорид с константой равной 56-59, и изготовлена методом горячего вакуум формования. Панель имеет фактурную поверхность, при этом лицевая сторона декоративной панели имеет вогнуто-выпуклый рельеф, тыльная сторона представляет собой контрматрицу (патрицу) лицевой стороны панели с выступающими элементами крепления на тыльной поверхности, выполненными в виде ребер жесткости, которые служат местом фиксации панели с тыльной стороны к облицовываемой поверхности с помощью клея. Новым, отличающим данное техническое решении, является то, что толщина панели с вогнуто - выпуклый рельефом по всей поверхности панели составляет 0,45-0,9 мм, панель получена из заготовки, подвергшейся предварительному нагреву, который по сравнению с известными стандартными температурами для данного материала увеличен на 5-7 градусов за счет дополнительного нагрева алюминиевой матрицы. Панель выполнена в виде имитации объемной плитки с огранкой (плитки с гранеными поверхностями) с высотой подъема грани от 4-15 мм, и при этом вогнуто - выпуклый рельеф при изготовлении декоративной панели методом горячего вакуум формования обеспечен воздействием на нее переменным прижимным усилием технологического устройства с первоначальным резким уменьшением, а затем увеличением прижимного усилия не менее чем на 2 Бара, которое выбирают пропорционально увеличению толщины панели. В частом случае толщина декоративной панели с огранкой и с вогнуто - выпуклый рельефом обеспечена дополнительно увеличенным временным циклом нагревания на 15%. При этом декоративная панель с огранкой может имитировать облицовочную плитку, а вогнуто - выпуклый рельеф может быть выполнен в виде в виде квадратов размером 93×93 мм, высота подъема рельефа которых составляет 4,5 мм с разными углами по высоте рельефа. Например, рельеф может быть выполнен в виде 5 рядов по 10 квадратов в каждом. Также, в частном случае, декоративная панель с огранкой может иметь вогнуто - выпуклый рельеф, который выполнен в виде прямоугольников размером 22,5 на 73 мм, с разновеликой высотой подъема рельефа от 4 до 15 мм. Например, рельеф может быть выполнен в виде 17 рядов по 12 прямоугольников в каждом. Кроме того, декоративная панель с огранкой может имитировать облицовочную плитку, вогнуто - выпуклый рельеф которой выполнен в виде прямоугольников 76 на 302 мм с высотой подъема 15 мм, при этом, например, плитка может быть выполнена в виде 6 рядов по 4 прямоугольника в каждом, а торцы каждого прямоугольника скошены таким образом, что они имели форму усеченной пирамиды.
Для сравнения для данного вида материала имеются строго определенные режимы технологического оборудования. В соответствии со справочником, например см. Справочное пособие. М., Л., Издательство Химя, 1964 г. Эти величины известны специалистам и, составляют известные нормированные величины, которые подбираются по таблицам. Поэтому в предложенной конструкции панели, при ее получении, технологические режимы увеличены на указанные величины по отношению к нормированным. Так при меньших режимах вакуумного оборудования формование не обеспечит какое-либо формование (получится бесформенная деталь), а при повышенных режимах (как указано в формуле) те и только те режимы позволят получить заявленные характеристики панели по толщине и величине подъема формы изделия, которые указаны в заявленной формуле.
Например, известно оборудование ТВФМ-1.1. Для этого оборудования - процесс формования изделий из заготовок в виде пленки или листа, осуществляют методом вакуумформования полимеров, нагретых до температур, при которых полимер переходит в высокоэластическое состояние. Давление, необходимое для формования изделий составляет от 0,07 до 0,085 МПа.
В Энциклопедии полимеров Том 2, 1974, Тамор З, Гогос К., теоретические основы переработки полимеров. Пер. С англ., - М., Химия, 1984 г., с 28, говорится, что при пневмоформовании избыточное давление воздуха или газа, равно 0,05-2 МПа, в зависимости от толщины листа и выбирается из таблицы нормированных величин. Температура формования 130-150 град С в зависимости от толщины выбирается также по нормированным таблицам, (стр. 79) (Пик И.Ш., прессовочные, литьевые и поделочные пластические массы. Справочное пособие. М., Л., Издательство Химя, 1964 г.) например, температура формы не должна быть ниже 50-70°С, (ж. Полимерные материалы. Изделия, оборудование, технологии. Выпуск №5, 2017 г.), а для «Формоустойчивости» изделия в процессе эксплуатации формоустойчивость панели определяется температурой формования, а также и давлением. Там же говорится, что недостатками метода являются: - невозможность получения изделий сложной конфигурации; - невозможность переработки листов толщиной более 6 мм; а диапазон толщин формуемых материалов составляет от 0,05 до 15 мм, (см. там же).
Для вакуум-формования нормированные таблицы температур и прижимного усилия и их расчет осуществляют исходя из анализа работы вакуумной машин, см. Стр. 203, 448 (техника переработки пластмасс/ под ред. Н.И. Басова и В. Броя - совместное издание СССР и ГДР (Издательство «Дейтчер Ферлаг Фюр Грунлштоффиндустри, г. Лейпциг) - М., Химия, 1985 г.)
Поэтому увеличение высоты граней с различными углами наклона при сохранении устойчивости вогнуто - выпуклой формы панели обеспечиваются только за счет свойств заготовки для панели, полученной методом вакуумного формования. Особые свойства заготовки, а именно, при соблюдении использования заготовки после предварительного нагрева заготовки и панели, изготовленной методом горячего вакуум формования при воздействии на нее переменным прижимным усилием с первоначальным резким уменьшением, а затем увеличением прижимного усилия.
Конфигурация панели, высота подъема ее фактурных элементов, места ее фиксации с тыльной стороны для крепления панели к стене, показаны на чертежах, которые не охватывают всего многообразия фактурных элементов.
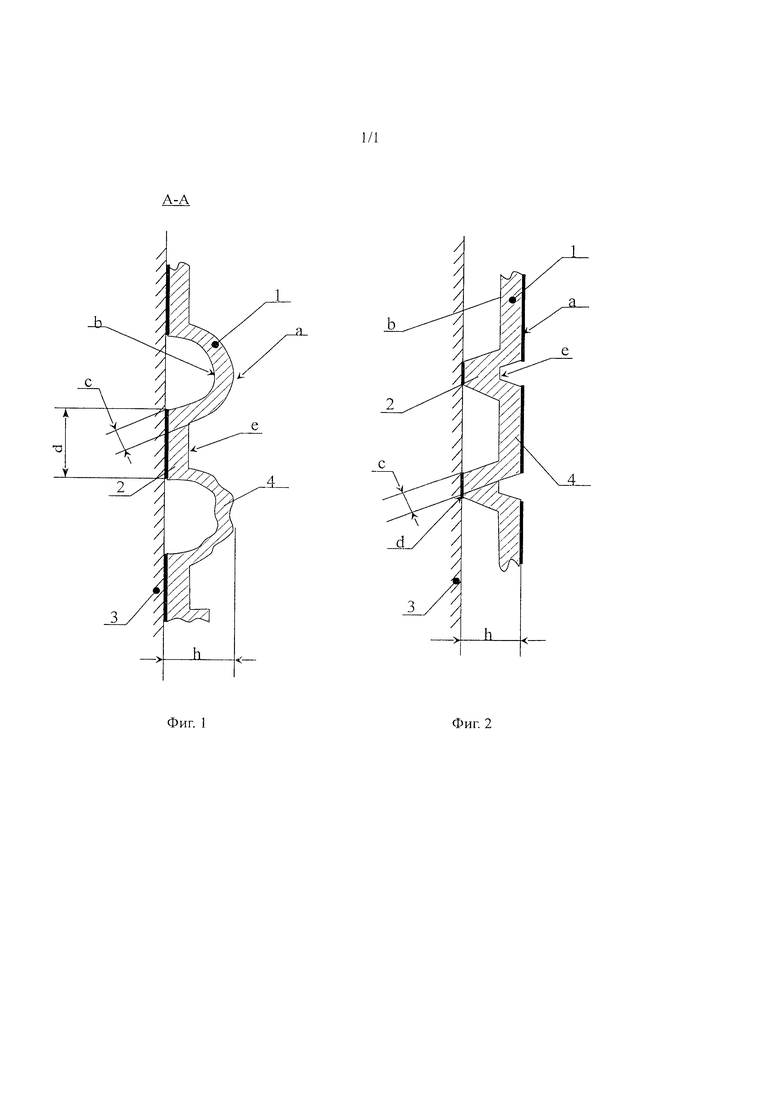
На Фиг. 1 -- показан поперечный срез панели с разновеликой высотой подъема фактурной части h, где лицевая сторона декоративной панели имеет произвольный вогнуто - выпуклый рельеф, а тыльная сторона представляет собой контрматрицу (патрицу) лицевой стороны;
На Фиг. 2 - показаны ребра жесткости с тыльной стороны, которые являются местом фиксации панели с тыльной стороны к облицовываемой поверхности, например, к стене; Показана панель с ребрами на панели и с фактурой в виде плиток, у которых высота подъема грани для простоты показана с одинаковым углом наклона.
Панель (1) изготавливают из термопласта, в состав которого входит смола, а также поливинилхлорид с константой равной 56-59, что обеспечивает ее пластичность и одновременно достаточную твердость. Декоративная панель изготовлена методом горячего вакуумформования. Этот метод формования позволяет выполнить ее фактурной, с разновеликими высотами подъема «h» за счет высоты подъема формы. Для того, чтобы получить имитацию объемной плитки с огранкой (плитки с гранеными поверхностями) с высотой подъема грани от 4-15 мм, применяют заготовку, которую предварительно нагревают на бо'льшую, чем требуется для термопласта, температуру, а именно нагрев увеличивают на 5-7 градусов за счет дополнительного нагрева алюминиевой матрицы. Для большей прочности рельефной панели она имеет толщину вогнуто - выпуклого рельефа по всей поверхности панели от 0,45 до 0,9 мм.
Лицевая сторона «а» декоративной панели имеет произвольный вогнуто - выпуклый рельеф, а тыльная сторона «b» представляет собой контрматрицу (патрицу) лицевой стороны. Толщина «с» по всей поверхности панели в поперечном направлении одинакова и составляет 0,45-0,9 мм. Тыльная сторона снабжена элементами крепления (2) в виде выступов. Эти выступающие элементы крепления (выступы) имеют в поперечном сечении на конце площадку «d», которая по тыльной стороне поверхности образует лентообразную поверхность, расположенную хаотично - по периметрам вогнуто - выпуклого рельефа. Выступающие элементы крепления на тыльной поверхности служат местом фиксации панели с тыльной стороны к облицовываемой поверхности, например, при креплении панели к стене (3) с помощью клея и, одновременно, являются ребрами жесткости.
С лицевой стороны панели выступающие элементы крепления с площадкой на конце представляют собой вогнутости с площадкой «е» в ее нижней части. Такая площадка с лицевой стороны, которая находится между фактурными элементами (4) проходит по периметру каждого, что хорошо имитирует затирку между плитками или между частями керамики, являющейся составными частями, например, горельефа. Высота и угол подъема огранки в переходе от поверхности «е» к поверхности «а» может достигать до 15 мм. При этом угол подъема может изменяться по высоте этого подъема, что хорошо имитирует огранку плитки типа «кабанчик». Тогда торцы каждого прямоугольника при разновеликих углах подъема будут скошены таким образом, что они приобретают форму усеченной пирамиды.
Размеры панели с огранкой наилучшим образом обеспечивают эластичность панели за счет материала, из которого она изготовлена, а также за счет того, что обнизка в районе поверхности «е» позволяет ей одновременно быть достаточно эластичной для того, чтобы панель можно было приклеить на не очень ровную, не подготовленную специально, поверхность. При закреплении панели на поверхности, ее удобно крепить с помощью клея, что позволяет сохранять фактурную форму панели.
Таким образом, предложенная конструкция панели с вогнуто - выпуклый рельефом по всей поверхности и увеличенной толщиной, до более чем 0,45 мм, а также с увеличенной высотой подъема граней более 4 мм до 15 мм, позволяет выполнять качественную имитацию плитки с высокими гранями, а также выполнять панели и с барельефом и с горельефом. Повышение температуры за счет дополнительного нагрева алюминиевой матрицы позволяет добиться высокого профиля с необходимой его устойчивостью, которая сохраняет форму высокого профиля.
Декоративная панель относится к области строительства, производству отделочных материалов и изделий, в частности к производству художественно-декоративных изделий, имитирующих объемную плитку типа «кабанчик». Техническим результатом является получение увеличенной высоты граней с различными углами наклона при сохранении устойчивости вогнуто-выпуклой формы панели. Технический результат достигается тем, что декоративная панель с огранкой имеет лицевую сторону с фактурой в виде вогнуто-выпуклого рельефа, тыльную сторону, снабженную элементами крепления в виде выступов, и элементы крепления, выполненные в виде поверхности для нанесения клея, выполненную из термопласта, в состав которого входит смола, а также поливинилхдорид с константой, равной 56-59, изготовленную методом горячего вакуум-формования и имеющую фактурную поверхность, при этом лицевая сторона декоративной панели имеет вогнуто-выпуклый рельеф, тыльная сторона представляет собой контрматрицу (патрицу) лицевой стороны панели с выступающими элементами крепления на тыльной поверхности, выполненными в виде ребер жесткости, которые служат местом фиксации панели с тыльной стороны к облицовываемой поверхности с помощью клея, при этом толщина панели с вогнуто-выпуклым рельефом по всей поверхности панели составляет 0,45-0,9 мм, полученной из заготовки панели после предварительного нагрева, увеличенного на 5-7 градусов за счет дополнительного нагрева алюминиевой матрицы, панель выполнена в виде имитации объемной плитки с огранкой (плитки с гранеными поверхностями) с высотой подъема грани 4-15 мм, при этом вогнуто-выпуклый рельеф при изготовлении декоративной панели методом горячего вакуум-формования обеспечен воздействием на нее переменным прижимным усилием технологического устройства с первоначальным резким уменьшением, а затем увеличением прижимного усилия не менее чем на 2 бар, которое выбирают пропорционально увеличению толщины панели. 4 з.п. ф-лы, 2 ил.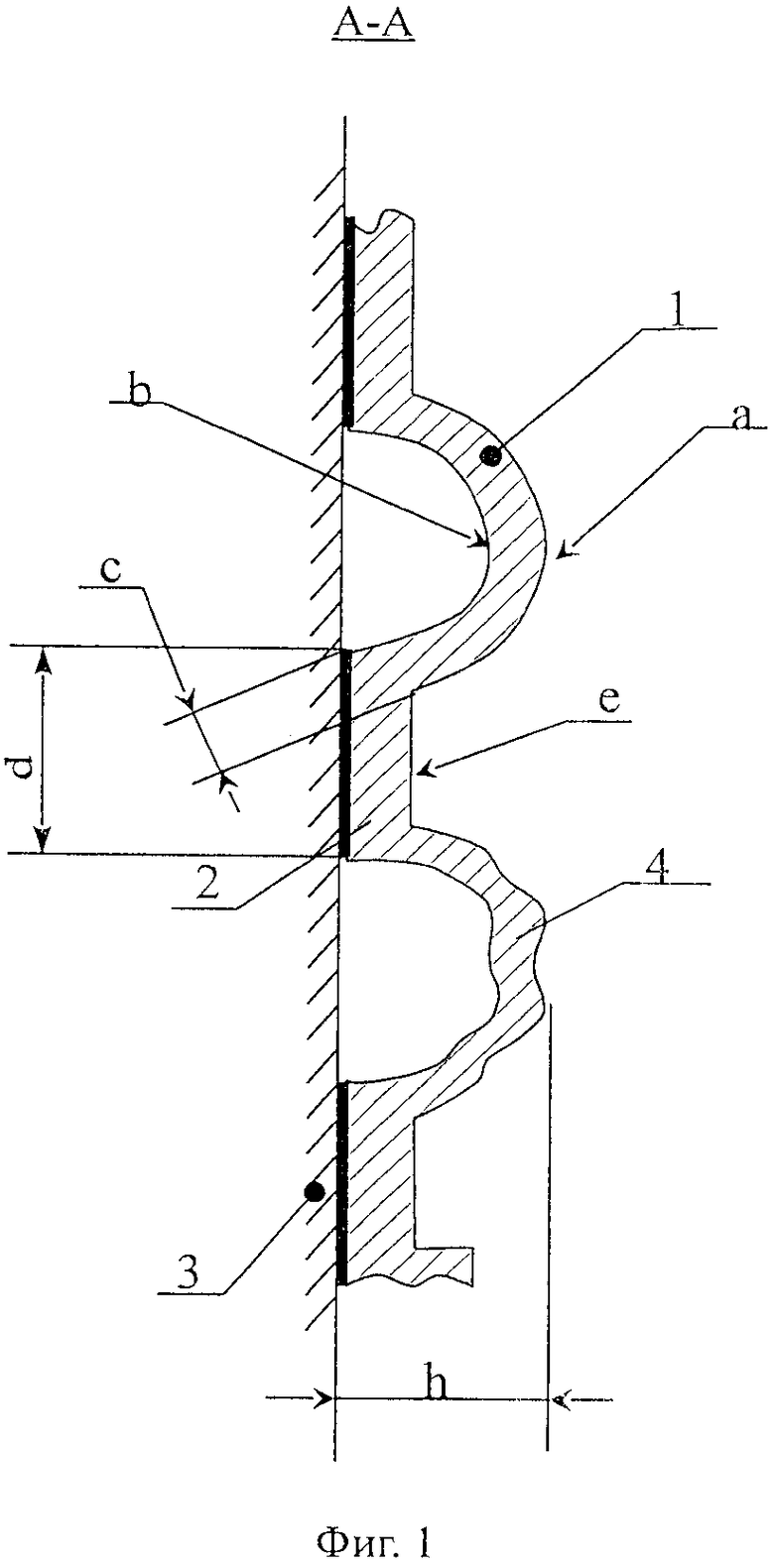
1. Декоративная панель с огранкой, имеющая лицевую сторону с фактурой в виде вогнуто-выпуклого рельефа, тыльную сторону, снабженную элементами крепления в виде выступов, и элементы крепления, выполненные в виде поверхности для нанесения клея, выполненную из термопласта, в состав которого входит смола, а также поливинилхдорид с константой, равной 56-59, изготовленную методом горячего вакуум-формования и имеющую фактурную поверхность, при этом лицевая сторона декоративной панели имеет вогнуто-выпуклый рельеф, тыльная сторона представляет собой контрматрицу (патрицу) лицевой стороны панели с выступающими элементами крепления на тыльной поверхности, выполненными в виде ребер жесткости, которые служат местом фиксации панели с тыльной стороны к облицовываемой поверхности с помощью клея, отличающаяся тем, что толщина панели с вогнуто-выпуклым рельефом по всей поверхности панели составляет 0,45-0,9 мм, полученной из заготовки панели после предварительного нагрева, увеличенного на 5-7 градусов за счет дополнительного нагрева алюминиевой матрицы, панель выполнена в виде имитации объемной плитки с огранкой (плитки с гранеными поверхностями) с высотой подъема грани 4-15 мм, при этом вогнуто-выпуклый рельеф при изготовлении декоративной панели методом горячего вакуум-формования обеспечен воздействием на нее переменным прижимным усилием технологического устройства с первоначальным резким уменьшением, а затем увеличением прижимного усилия не менее чем на 2 бар, которое выбирают пропорционально увеличению толщины панели.
2. Декоративная панель с огранкой по п. 1, отличающаяся тем, что толщина панели с вогнуто-выпуклым рельефом обеспечена дополнительно увеличенным временным циклом нагревания на 15%.
3. Декоративная панель с огранкой по п. 1, отличающаяся тем, что панель имитирует облицовочную плитку, вогнуто-выпуклый рельеф выполнен в виде квадратов размером 93×93 мм, высота подъема рельефа составляет 4,5 мм, рельеф выполнен в виде 5 рядов по 10 квадратов в каждом;
4. Декоративная панель с огранкой по п. 1, отличающаяся тем, что вогнуто-выпуклый рельеф выполнен в виде прямоугольников размером 22,5 на 73 мм, с разновеликой высотой подъема рельефа от 4 до 15 мм, рельеф выполнен в виде 17 рядов по 12 прямоугольников в каждом.
5. Декоративная панель с огранкой по п. 1, отличающаяся тем, что панель имитирует облицовочную плитку, вогнуто-выпуклый рельеф выполнен в виде прямоугольников 76 на 302 мм с высотой подъема 15 мм, рельеф выполнен в виде 6 рядов по 4 прямоугольника в каждом, а торцы каждого прямоугольника скошены таким образом, что они имеют форму усеченной пирамиды.
| ПРЕОБРАЗОВАТЕЛЬ ВАЛ-ЦИФРА | 0 |
|
SU165594A1 |
| Учебный прибор по физике | 1960 |
|
SU137313A1 |
| Индуктивный датчик для деления окружности на n и 2 n равных частей | 1954 |
|
SU116538A1 |
| CN 205804820 U, 14.12.2016 | |||
| US 4169907 A, 02.10.1979. | |||

