Изобретение относится к области производства декоративно-облицовочного материала на основе стеклогранулята, в частности к способу изготовления плоских плит.
Новый декоративно-облицовочный материал «Кристаллопласт ячеистый» (далее «КрП ячеистый») в виде крупногабаритных плит с пустотелыми ячейками предназначен для устройства фасадов, в т.ч. вентилируемых, методом открытого крепления.
«КрП ячеистый» в виде крупногабаритных плит с пустотелыми ячейками, имеющий крепежные элементы, предназначен для устройства фасадов, в т.ч. вентилируемых, методом скрытого крепления.
«КрП ячеистый» в виде крупногабаритных плит с ячейками, заполненными наполнителем из
- пенобетона, предназначен для устройства фасадов, в т.ч. вентилируемых, методом открытого крепления;
- бетона или песка, предназначен для облицовки полов в залах, холлах, вестибюлях, коридорах, лестницах и лестничных площадках, бассейнах, подземных и арочных переходах и т.п.
«КрП ячеистый», армированный в виде крупногабаритных плит с пустотелыми или заполненными ячейками наполнителем из пенобетона, имеющий крепежные элементы, предназначен для облицовки пенобетонных блоков в процессе их изготовления.
«КрП ячеистый», армированный в виде крупногабаритных плит с пустотелыми или заполненными наполнителем из бетона ячейками, имеющий крепежные элементы, предназначен для облицовки бетонных блоков, а также бетонных панелей в процессе их изготовления.
«КрП ячеистый», армированный в виде крупногабаритных плит с ячейками, заполненными наполнителем из пенобетона, с защитным покрытием на крепежных элементах, предназначен для наружной облицовки стен, зданий различных типов и сооружений, в том числе при устройстве вентилируемых фасадов и покрытии кровли методом скрытого крепления.
Известен декоративно-облицовочный материал на основе цветного стеклогранулята и кварцевого песка и способ его изготовления, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900…950°С с оплавлением, спеканием и кристаллизацией со снижением температуры перед отжигом до 700…650°С в течение 2…8 минут, то есть со средней скоростью 0,85 град./с, а отжиг от температуры 650°С до 450°С осуществляется в течение 30…49 мин, то есть со средней скоростью 0,097 град./с, а в интервале температур 450…50°С в течение 10…15 минут, то есть со средней скоростью 0,555 град./с (1).
Недостатками известного декоративно-облицовочного материала являются большой вес и отсутствие крепежных элементов.
Наиболее близким к предлагаемому изобретению по совокупности существенных признаков является способ производства прокатного фасонного декоративно-отделочного материала на основе цветного стеклогранулята и кварцевого песка - «Кристаллопласт», включающий укладку базовых и декоративных слоев стеклогранулятов на сетчатый или пластинчатый конвейер-транспортер, имеющий регулятор толщины слоя гранулята и узел нанесения связующего, термообработку в печи при температуре 900…950°С до вязкости в 103 … 105 Па·с. и величине поверхностного натяжения (0,2…0,3) н.м. в течение 30…60 минут, прокатку на прокатной машине с одной или несколькими парами фасонных прокатных водоохлаждаемых валов, печь отжига и узел резки на заданные форматы (плиты) (2).
Недостатками известного способа изготовления являются большой вес, отсутствие армирования крепежных элементов и невозможность нанесения повторяющегося рисунка.
Предлагаемое изобретение, решая технические задачи, создает материал широкого профиля применения и улучшает физико-механические, термические и эксплуатационные свойства декоративно-облицовочного материала.
1. Технический результат достигается тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается при формовании на транспортных листах или лентах (например, из бумаги или стеклоткани) из наполнителя бортиков транспортных форм и выступов-куличиков, обеспечивающих ячеистость тыльной стороны материала, что уменьшает себестоимость, т.к. материалы бортиков формы и выступы-куличики выполнены из дешевого наполнителя, а после рабочего обжига отходы дробятся и используются вторично.
2. Технический результат достигается также тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается с пустотелыми ячейками при обработке выступов-куличиков формы разделительным веществом, например каолиновой суспензией, что уменьшает удельный вес материала до минимального, например плитка 300×300×8 мм от 1000 кг/м3.
3. Технический результат достигается также тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается при последовательной загрузке шихты из стеклогранулята в конструкционное пространство между выступами-куличиками и на верхний декоративный слой материала с дальнейшей термообработкой, что позволяет регулировать прочность конструкционной части материала грансоставом, фракцией шихты и усилием подпрессовки, а также прозрачность или цветовую гамму декоративного слоя из цветного гранулята.
4. Технический результат достигается также тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается при армировании стальной или стеклотканевой сеткой с целью обеспечения безопасности, при облицовке фасадов зданий и сооружений.
5. Технический результат достигается также тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается при изготовлении из части армирующей сетки крепежных элементов, что резко повышает безопасность при облицовке фасадов зданий и сооружений методом открытого и скрытого крепления, а также позволяет использовать материал при облицовке бетонных блоков, панелей и пенобетонных блоков в процессе их изготовления, что уменьшает себестоимость ремонтно-строительных работ на 20…30%.
6. Технический результат достигается также тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается при покрытии защитным покрытием, например стеклопластиком, крепежных элементов из армирующей сетки, что обеспечивает стойкость от коррозии.
7. Технический результат достигается также тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается с замком между верхними крепежными элементами и монтируемым сверху материалом (для уменьшения воздействия атмосферных осадков на фасады зданий и сооружений и крепежную подсистему), что уменьшает себестоимость строительно-ремонтных работ, за счет сокращение в 2 раза герметизирующих материалов и работ на их установку.
8. Технический результат достигается также тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается при нанесении многослойного декора окрашенными гранулами лицевого слоя, методом напыления керамическими красителями или трафаретным способом сложного рисунка до обжига и методом напыления оксидов металла после обжига, причем как одним методом, так и в сочетании нескольких методов.
9. Технический результат достигается также тем, что декоративно-облицовочный материал на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихт до спекания, оплавления, кристаллизации и отжига, получается при термообработке объема шихты, до 6 раз превышающей объем форм (например: для плит 600×400×10 мм), при существующем соотношении 0,5…1,5, что позволяет резко сократить энергозатраты, причем чем габаритнее изделие, тем отношение больше и ниже энергозатраты.
Принципиальная схема линейного производства нового армированного декоративно-отделочного материала «КрП ячеистый» с пустотелой ячеистой частью показана на фиг.1.
Технологическая линия, работающая в непрерывном режиме, включает в себя транспортную систему из бумажной или стеклотканевой ленты (1) с узлом подачи, сетчатого или пластинчатого конвейера-транспортера (2) и роликового конвейера (22). Шихта для бортиков формы из бункера-смесителя (3) заполняет пустоты формующего вала узла формования бортиков (4), и в виде 2-х параллельных бортиков (5), ограничивающих ширину материала, наносится на транспортную бумажную или стеклотканевую ленту, а шихта наполнителя из бункера-смесителя (6) заполняет ячейки формующего вала узла (7) и в виде выступов-куличиков (8) формует ковер, из выступов-куличиков между бортиками формы, на ту же транспортную ленту. Узел (9) осуществляет сушку выступов-куличиков и бортиков формы, ограничивающих ширину материала, узел распыления (10) наносит каолиновую суспензию на внутреннюю сторону бортиков формы и на ковер из выступов-куличиков, обеспечивая отделение спеченного стеклогранулята от наполнителя, а узел (11) осуществляет сушку каолиновой суспензии. Узел (12) заполняет стеклогранулятом пространство между выступами-куличиками, кроме пространства у бортиков, а узлом (13) это заполнение уплотняется. Далее узлом (14) устанавливается армирующая сетка, а узлом (15) наносится лицевой слой, из бесцветного или окрашенного стеклогранулята заполняющий одновременно пространство между выступами-куличиками и бортиками. Далее узел (16) наносит на лицевой слой декор методом напыления или рисунок трафаретным способом. Далее полученный ковер поступает в электрическую или газовую печь обжига (17), работающую в температурном режиме спекания базового стекла с нейтральной атмосферой. По выходу из печи обжига ковер с целью предотвращения пластической деформации и достижения температуры, необходимой для заданного оксидного декорирующего покрытия, частично охлаждается узлом (18), на ковер узлом (19) наносится декорирующее оксидное покрытие и далее ковер поступает в печь отжига (20). На выходе из печи отжига спеченный материал поступает на узел резки (21), где разрезается на заданные форматы (плиты), готовые плиты (23) очищаются и при необходимости поступают на участок формования и покрытия крепежных элементов стеклопластиком и далее на упаковку.
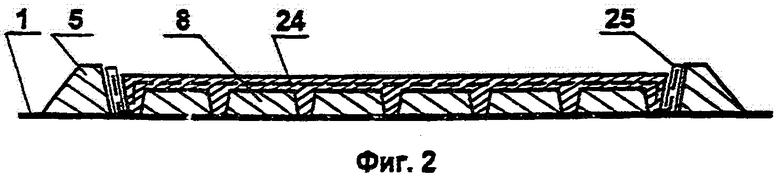
Схема размещения на бумажной транспортной ленте материалов для производства армированного декоративно-отделочного материала «КрП ячеистый» с пустотелой или заполненной наполнителем ячеистой частью показана на фиг.2.
Формообразующими элементами являются бумажная или стеклотканевая транспортная лента (1), бортики (5), которые могут быть выполнены из шихты на базе жидкого стекла с песком, гранулами пенобетона или шамота и выступы-куличики (8) из наполнителя. Элементы бортиков формы и выступы-куличики могут быть выпилены из пенобетонных блоков, или заранее отлиты из бетона или пенобетона. Крепежные элементы армирующей сетки (24) защищены покрытием (25), например, из стеклоткани. Пустотелость ячеистой части материала обеспечивается напылением на внутреннюю часть бортиков формы и на выступы-куличики разделительной каолиновой суспензии.
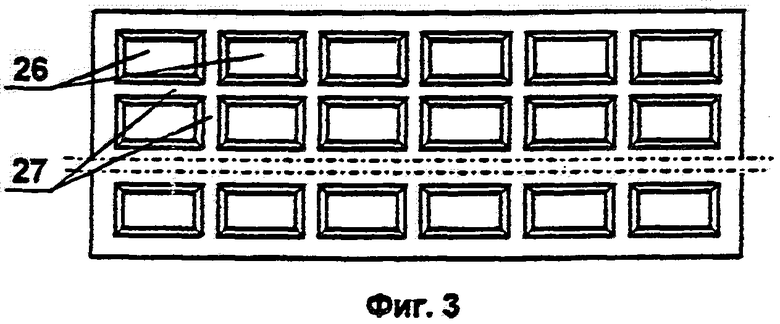
Тыльная сторона материала с пустотелыми ячейками показана на фиг.3. Ячейки (26) в плане могут иметь форму квадрата, прямоугольника, 6-ти или 8-ми многоугольников, круга и т.д. Межъячеистое пространство (27) является фактически ребрами жесткости, придающими материалу необходимую прочность. Ячеистая часть составляет до 80% объема материала и может быть пустотелой или заполненной наполнителем из песка, бетона, пенобетона или гранул из пенобетона и шамота в зависимости от назначения материала.
«КрП ячеистый» с пустотелыми ячейками (26) (минимальным весом) и ребрами жесткости (27) для облицовки фасадов методом открытого крепления показан на фиг.4.
«КрП ячеистый» с армированием (24) и ячейками заполненными выступами-куличиками из наполнителя (8) для напольного покрытия и облицовки фасадов нижних этажей методом открытого крепления, показан на фиг.5.
«КрП ячеистый» с ячейками, заполненными выступами-куличиками из наполнителя, с армированием и крепежными элементами (28), выполненными из армирующей сетки для облицовки бетонных блоков и панелей или пенобетонных блоков в процессе их изготовления, показан на фиг.6.
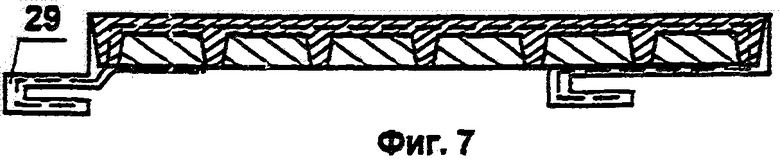
«КрП ячеистый» с ячейками, заполненными выступами-куличиками из наполнителя, с армированием и крепежными элементами, выполненными из армирующей сетки и покрытыми защитным покрытием (29), например стеклопластиком, в виде выступающего крючка образует замок, с монтируемым сверху материалом, для облицовки фасадов верхних этажей методом скрытого крепления, показан на фиг.7.
Конструкционная часть стекловидного декоративно-отделочного материала «КрП ячеистый», состоящая из лицевого слоя и межъячеистого пространства в виде ребер жесткости, изготавливается из гранулированных натрийалюмосиликатных стекол, в виде бесцветных и окрашенных бутылочных, листовых строительных, сортовых и электротехнических стекол и их невозвратных отходов.
Требования к гранулометрии исходных грануло-порошковых смесей для лицевого декоративного слоя:
- при формовании однотонных по цвету или мелкозернистых камнеподобных поверхностей типа "гранит" используют дробленое стекло с размером гранул от 0,6 до 3 мм;
- при формовании поверхностей под рисунок используют дробленое стекло с размером гранул от 0,4 до 1,5 мм.
Эксплуатационные свойства изделий из декоративно-облицовочного материала «КрП ячеистый» определяются толщиной лицевого слоя и конструкционной структурой межъячеистого пространства, т.е. ребрами жесткости, высотой, толщиной и шагом (сеткой ребер), а также гранулометрическим составом исходных грануло-порошковых смесей.
Наиболее высокие показатели однородности структуры и прочности материала (Gизг≈20 мПа и Gсж≈120 мПа) наблюдаются на образцах, полученных на фракциях от 0,3 до 0,6 мм, при толщине материала до 10 мм.
В качестве наполнителя межреберных ячеек лучшие показатели при использовании гранул пенобетона плотностью 400 кг/м3 фракцией 300…3000 мкм.
Основными показателями нового строительного декоративно-облицовочного материала «КрП ячеистый» являются:
- внешний вид, определяемый широкой цветовой гаммой и сложным многоцветным рисунком на лицевой поверхности изделий;
- крепежные элементы из стеклопластика, армированные стальной сеткой;
- механическая прочность до (Gизг=20 мПа и Gсж=120 мПа);
- низкое водопоглощение от (0,1%);
- химическая стойкость до (к H2SO4=99,99% к 35% NaOH=99,2%);
- низкий вес (объемная масса от 1000 кг/м3);
- радиационная чистота в пределах естественного фона (10…12 МлР/ч).
Пример.
Получение декоративно-облицовочного материала «КрП ячеистый» толщиной 8 мм, не армированного, спеченного на бумажном листе в форме.
Ячеистая часть пустотелая, составляет 60% объема материала. Лицевой слой - 1,5 мм.
Межъячеистое пространство в виде ребер жесткости: толщина - 2,5 мм, высота - 6,5 мм, сетка ребер - 12,5×12,5 мм.
Состав смеси конструкционной части материала (лицевой слой и ребра):
- гранулы бесцветного бутылочного стекла фракция 500±100 мкм - 60%
- гранулы бесцветного бутылочного стекла фракция <400 мкм - 30%
- кристаллический наполнитель - песок фракция 500±100 мкм - 10%
Режим спекания:
920°С - 18 мин.
Показатели материала:
Источники информации, используемые при составлении заявки на изобретение:
1. Авторское свидетельство №925883, Кл. С03В 31/00, 1982 г., СССР.
2. Авторское свидетельство №2174966, Кл. С03В 31/00, 2000 г., РФ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ | 2000 |
|
RU2169709C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ИХ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ | 2000 |
|
RU2164896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072970C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1997 |
|
RU2133713C1 |
| Способ изготовления стеновой панели | 2024 |
|
RU2838867C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОСТЕКЛЯННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2453510C1 |
| ДЕКОРАТИВНЫЙ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ | 1992 |
|
RU2033979C1 |
| Способ изготовления стеклянной облицовочной плитки | 1989 |
|
SU1631046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ И УСТАНОВКА ДЛЯ ИХ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ | 1995 |
|
RU2083513C1 |




Изобретение относится к декоративно-облицовочному материалу. Технический результат изобретения заключается в снижении веса получаемого материала и в повышении эксплуатационных свойств. Декоративно-облицовочный материал получают на основе стеклогранулята. Первоначально на транспортную ленту наносят бортики формы из шихты, выполненной на основе жидкого стекла и песка или гранул шамота, или пенобетона. Между бортиками формируют выступы-куличики из наполнителя. Пространство между выступами-куличиками заполняют стеклогранулятом. Затем наносят декоративный лицевой слой из стеклогранулята и отжигают. Тыльная сторона полученного материала выполнена ячеистой. Ячеистая часть составляет до 80% объема материала. Ячеистая часть может быть пустотелой или заполненной наполнителем из песка, бетона, пенобетона или шамота. Для получения материала с пустотелыми ячейками выступы-куличики покрывают каолиновой суспензией, что впоследствии обеспечивает отделение спеченного стеклогранулята от наполнителя. 2 н. и 2 з.п. ф-лы, 1 пр., 7 ил.
1. Декоративно-облицовочный материал «Кристаллопласт ячеистый» на основе стеклогранулята, полученный по грануло-порошковой технологии, термообработкой шихты до спекания, оплавления, кристаллизации и отжига, отличающийся тем, что тыльная сторона декоративно-облицовочного материала выполнена ячеистой, причем ячеистая часть составляет до 80% объема материала и может быть пустотелой или заполненной наполнителем из песка, бетона, пенобетона или шамота в зависимости от назначения материала.
2. Декоративно-облицовочный материал по п.1, отличающийся тем, что материал армирован сеткой.
3. Декоративно-облицовочный материал по пп.1 и 2, отличающийся тем, что в качестве крепежных элементов используется часть армирующей сетки с защитным покрытием.
4. Способ получения декоративно-облицовочного материала по п.1, при котором получают шихту на основе стеклогранулята, загружают ее, термообрабатывают ее, спекают, оплавляют, кристаллизуют и отжигают, отличающийся тем, что на транспортной бумажной или стеклотканевой ленте, лежащей на сетчатом или пластинчатом конвеере-транспортере, сначала из шихты на основе жидкого стекла и песка или гранул шамота или пенобетона формуют бортики формы, ограничивающие ширину материала, затем между бортиками формуют ковер выступов-куличиков из наполнителя, далее заполняют стеклогранулятом пространство между выступами-куличиками, наносят лицевой декоративный слой из стеклогранулята, отжигают и разрезают на заданные форматы, причем для получения материала с пустотелыми ячейками выступы покрывают каолиновой суспензией, что впоследствии обеспечивает отделение спеченного стеклогранулята от наполнителя.
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| КОЗЛОВСКИХ А.Г | |||
| Новый экологически чистый, декоративно-облицовочный, плоский или профильно-фасонный материал из стеклобоя "Кристаллопласт", Агентство научно-технической информации, Научно-техническая библиотека, Новые промышленные разработки, 2009-05-27, http://www.sciteclibrary.ru/rus/catalog/pages/9721.html> | |||
| RU | |||

