Изобретение относится к области фрикционных контактов и, в более общем смысле, к любой системе, в которой палец является плотно смонтированным и подвергаемым вдоль предпочтительного направления напряжению, индуцирующему напряжение указанного пальца в соответствии с частичным угловым сектором. Изобретение преимущественно относится к поршневому пальцу.
В настоящее время для соединения с шатуном используют поршневые пальцы двух типов:
a) плавающее соединение;
b) плотное соединение.
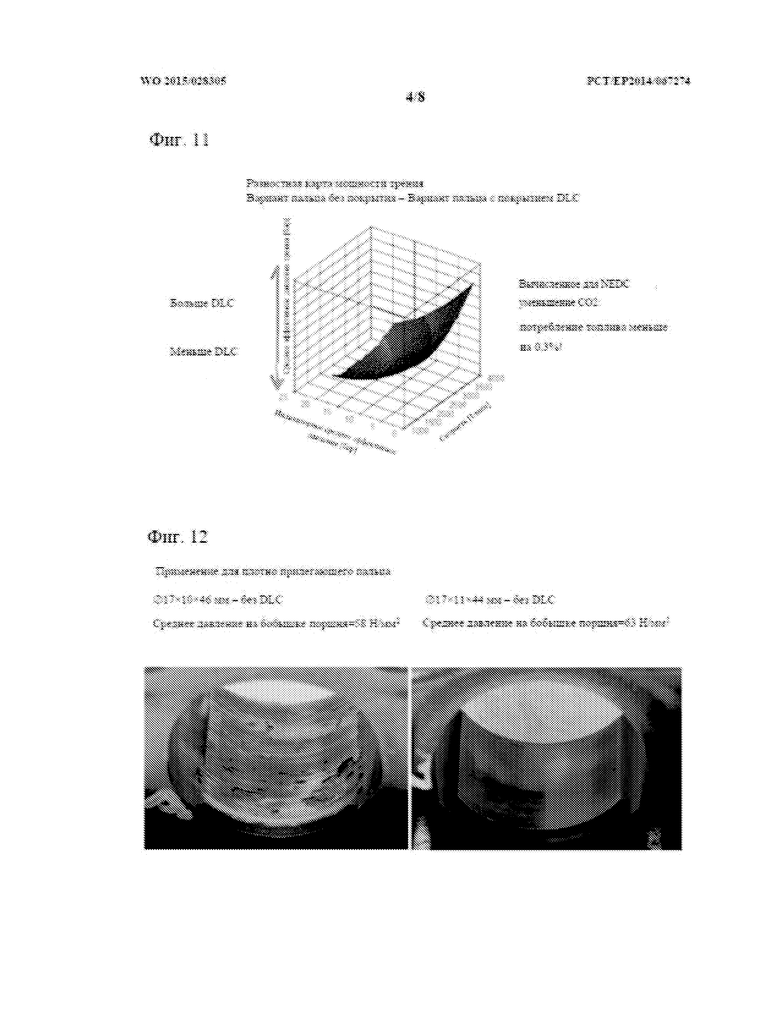
Плавающее соединение позволяет монтировать палец так, что он может свободно вращаться в шатуне и поршне. Шатун и поршень в некоторых случаях могут снабжаться втулкой посредством насаживаемой в горячем виде латунной детали. Поступательное перемещение пальца останавливают посредством пружинных стопорных колец. Пружинные стопорные кольца удерживаются на месте в механически обработанных канавках на концах отверстия для поршневого пальца. Плавающий монтаж позволяет значительно снизить относительную скорость между телами, находящимися в контакте, и, таким образом, оттянуть назад предел заедания и, в то же время, уменьшить контактное трение. Этот монтаж, таким образом, обладает высокими эксплуатационными показателями. Однако он требует точной механической обработки шатуна (или кольца), а также механической обработки выточек для блокирования пружинных стопорных колец. Пружинные стопорные кольца также приходится устанавливать на собранный узел поршневой палец-шатун, что требует использования специальных средств и инструментов. Расстояние от днища поршня до оси поршневого пальца ограничено этим узлом и не позволяет оптимизировать массу поршня. Поэтому его используют в применениях с высокой нагрузкой (в дизельных двигателях или бензиновых двигателях с турбонаддувом). Пальцы с покрытием (например, с покрытием DLC) позволяют оттянуть назад пределы заедания и, в то же время, уменьшить трение (см. фиг. 11). В соответствии с этим применением коэффициент преобразования CO2 в цикле NEDC может достигать от 0,2% до 0,5% (в соответствии с применением).
Плотное соединение не требует использования пружинных стопорных колец. Палец плотно монтируют в шатуне посредством процесса разогрева шатуна. На сборочных линиях обычно используют (индукционные) средства быстрого разогрева. Затем палец затягивают с последующим маятниковым движением шатуна, сообщающего ему возвратно-поступательное вращательное движение в отверстиях для поршневого пальца. Такое относительное движение делает узел более чувствительным к явлению заедания пальца в поршне. Поэтому необходимо обеспечивать его хорошее смазывание (например, посредством выточек и/или канавок), и использование покрытия (например, DLC) позволяет повысить стойкость к заеданию и, в то же время, уменьшить трение. Механическая обработка шатуна чрезвычайно упрощается, а отсутствие втулки позволяет уменьшить поперечное сечение малой головки шатуна с целью сведения к минимуму его объема в отношении наружного диаметра, а также ширины. Эта технология позволяет оптимизировать расстояние от днища поршня до оси поршневого пальца и обеспечивает выигрыш массы для некоторых применений. Это вносит существенный вклад в уменьшение веса двигателей. В небольших транспортных средствах это решение позволяет уменьшить высоту под капотом и, таким образом, ограничить аэродинамический коэффициент и, соответственно, аэродинамические потери. Эта технология зарезервирована для применений с низкой нагрузкой, которое, однако, представляет большинство городских транспортных средств или транспортных средств средней серии. Выигрыш массы также может позволять ограничивать эффекты гидравлического удара и позволять ослаблять уравновешивающие валы, в особенности, в двух- и трехцилиндровых применениях. Таким образом, потенциальные выгоды нужно выражать в контексте применений.
Заявители подсчитали, что от 30% до 40% двигателей, произведенных к настоящему моменту, используют плотное соединение. Использование покрытия DLC для плотно прилегающих пальцев обеспечивает значительный выигрыш в трении, массе и стойкости к заеданию. Превосходной иллюстрацией этому является фиг. 12. Для того же применения использование DLC позволило уменьшить массу пальца на 20% и на 10% увеличить удельное давление.
Поршневые пальцы с антифрикционным покрытием известны, например, из патента Германии №2006 008 910 A1 и патентов США №6886521 B2 и №7228786 B2. Некоторые инженеры уже используют эту технологию в серийном производстве. Однако применение таких уменьшающих трение покрытий не является экономически возможным, если скорость их осаждения является низкой из-за способа осаждения. В случае плотно прилегающих пальцев, это решение трудно обобщить по причине его себестоимости, но также и по причине запрограммированного износа используемого покрытия.
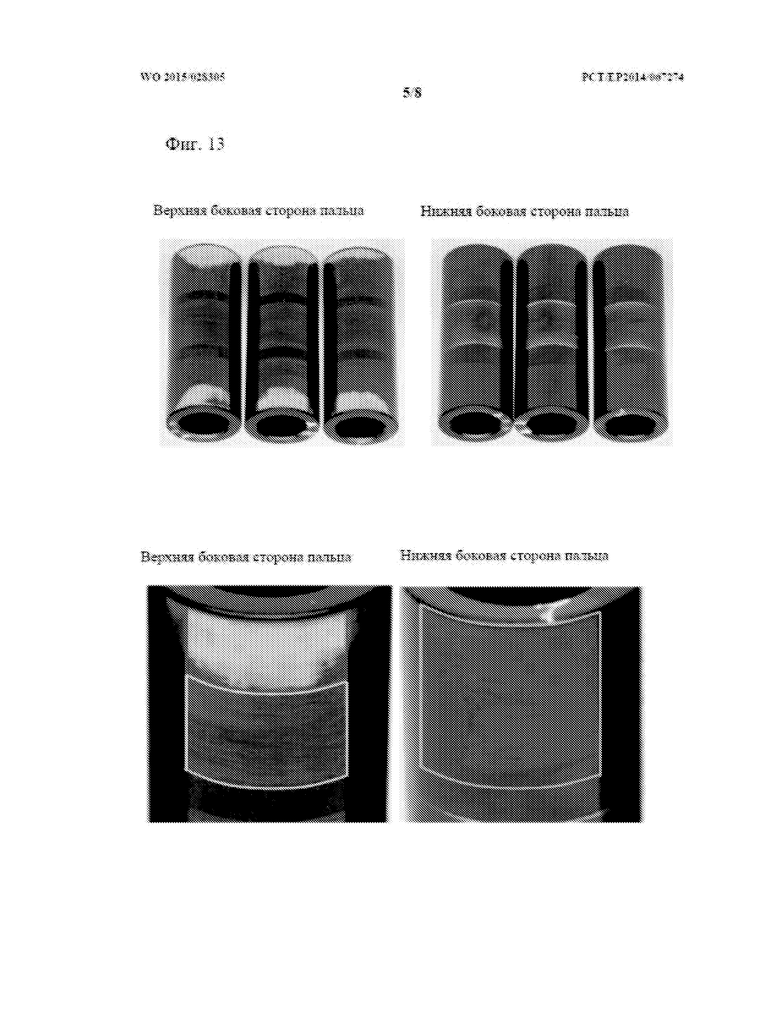
Заявители изучили эти применения и сделали наблюдение о нетипичном поведении плотно прилегающих пальцев с покрытием относительно плавающих пальцев с покрытием. В случае плотно прилегающего пальца износ сосредоточен в верхней области пальца, тогда как нижняя область является просто отполированной. После испытаний на долговечность было сделано наблюдение о том, что покрытие DLC может полностью исчезнуть из верхней области контакта, тогда как толщина покрытия остается почти незатронутой. На фиг. 12 показаны результаты, полученные после испытания на долговечность, эквивалентного 300000 км на транспортном средстве. Эти результаты в полной мере иллюстрируют данное явление. Объяснение этого явления можно представить, изучая усилия, прикладываемые к пальцу (см. фиг. 14 и 15).
На основании этого наблюдения заявители разработали решение по созданию пальца, имеющего разные свойства в соответствии с его ориентацией.
Заданная цель в соответствии с изобретением заключается в следующем:
1) Уменьшить трение в контакте палец/корпус, используя покрытие DLC на пальце.
2) Приспособить покрытие DLC этого типа для применения плотно прилегающего пальца с целью повышения стойкости к износу без повреждения антагониста.
3) Создать переменное распределение покрытия, соответствующее области предпочтительной нагрузки для применений плотно прилегающего пальца.
4) Сократить время обработки при нанесении покрытия DLC.
5) Увеличить норму загрузки сосудов для нанесения покрытия.
6) Упростить средства установки пальца в определенном положении, используемые для нанесения покрытия на пальцы, которые использовались до настоящего времени, например, путем подавления вращения.
7) Увеличить норму загрузки машин для нанесения покрытий.
8) Повысить стойкость пальца посредством асимметричной формы, соответствующей полярной диаграмме прилагаемых усилий.
9) Сделать возможным монтаж пальцев посредством существующих монтажных средств. Пальцы при монтаже всего лишь должны быть должным образом ориентированы.
Настоящее изобретение направлено на создание обобщенного конструктивного элемента, где поршневой палец с покрытием может быть сформирован с использованием весьма простой технологии.
В более общем смысле, проблема, на решение которой направлено изобретение, в случае плотно монтируемого пальца, нагруженного в соответствии с предпочтительным направлением, посредством чего на пальце индуцируется напряжение в соответствии с частичным угловым сектором, что в особенности касается поршневых пальцев, заключается в том, чтобы позволить механику повышать нагрузку вращающегося узла для пресечения какого-либо риска заедания путем использования покрытия DLC-типа, в частности, в особых условиях, с целью значительного сокращения затрат на реализацию.
Для решения этой проблемы, поршневой палец содержит противозадирное покрытие DLC-типа, ограниченное угловым сектором, соответствующим, по меньшей мере, области трения, подвергаемой действию контактного давления вдоль предпочтительного направления, при этом вне указанной области трения палец содержит или не содержит область с покрытием, имеющую характеристики толщины и/или твердости, и/или коэффициента трения ниже, чем характеристики противозадирного покрытия рассматриваемого углового сектора.
Из-за таких характеристик противозадирное покрытие наносят только на нагруженный угловой сектор с целью уменьшения площади поверхности, подлежащей обработке, и, соответственно, сокращения затрат на реализацию.
Факт частичного нанесения покрытия на палец не является очевидным для специалистов в данной области техники, которые, напротив, разубеждены в использовании такой методики, требующей точной установки пальца в определенном угловом положении при его монтаже с тем, чтобы область трения соответствовала области с покрытием.
Также можно наблюдать то, что факт частичного нанесения покрытия позволяет предусмотреть использование противозадирного покрытия, имеющего бóльшую толщину, чем на известном уровне техники, посредством чего увеличивается срок службы пальца.
В соответствии с другими характерными признаками, противозадирное покрытие представляет собой DLC. Угловой сектор с покрытием находится в диапазоне от 15° (от –7,5° до +7,5°) до 240° (от –120° до +120°) и предпочтительно от 15° (от –7,5° до +7,5°) до 220° (от –110° до +110°). Толщина покрытия является равномерной в пределах ±20% области трения. Толщина покрытия находится в диапазоне от 1 мкм до 10 мкм.
Изобретение также относится к решению, в соответствии с которым поршневой палец прочно располагают в малой головке шатуна, и в покрытии, проходящем по периферийной области, подвергаемой в ходе работы двигателя наивысшей нагрузке, по меньшей мере, в области отверстий бобышки поршня.
Изобретение предусматривает нанесение антифрикционного покрытия только в областях поршневого пальца, подвергаемых в ходе работы двигателя наивысшей нагрузке, по меньшей мере, вне области поршневого пальца, закрытой шатуном. Изобретение также предусматривает использование так называемого плотно прилегающего шатуна, т.е. шатуна, содержащего поршневой палец, прочно и неподвижно смонтированный на его малой головке. Это означает, что в ходе работы двигателя поршневой палец совершает общеизвестное маятниковое движение в отверстиях бобышки поршня так, что высокому напряжению подвергается только хорошо очерченная периферийная область поршневого пальца.
Для решения проблемы нанесения противозадирного покрытия DLC-типа только на часть пальца, изобретение также относится к способу нанесения этого покрытия.
В соответствии с одним из вариантов осуществления:
- пальцы располагают по кругу на опоре по меньшей мере в одном ряду в положении касания,
- вращение пальцев относительно опоры блокируют,
- опору, заполненную пальцами, помещают в вакуумный сосуд,
- опору, заполненную пальцами, вращают,
- противозадирное покрытие избирательно осаждают на пальцы поверх углового сектора, ограниченного положением касания указанных пальцев.
В другом варианте осуществления:
- пальцы располагают по кругу на опоре по меньшей мере в одном ряду в положении касания или почти в положении касания,
- между каждым из пальцев располагают защитный элемент, способный разграничивать угловой сектор для каждого из пальцев,
- вращение пальцев относительно опоры блокируют,
- опору, заполненную пальцами, помещают в вакуумный сосуд,
- опору, заполненную пальцами, вращают,
- противозадирное покрытие избирательно осаждают на угловой сектор, ограниченный добавочным защитным элементом.
Для получения хороших результатов оказывается необходимой угловая ориентация и деление окружности пальца. Можно предположить несколько решений. Наиболее общий используемый способ включает штамповку выдавливанием заготовки из материала с приданием ей грубой формы пальца. Окончательную форму придают посредством операций токарной обработки и зачистки.
Штампование выдавливанием можно выполнять симметрично или асимметрично. Для получения окончательной необработанной формы необходимо несколько проходов. В ходе последней операции штамповки выдавливанием моно использовать специальную форму, позволяющую относительно точно ориентировать палец. На фиг. 16 и 17 приведены примеры форм ориентации.
Эту форму используют для ориентации пальцев в сосуде для нанесения покрытия. Ее также используют при монтаже для обеспечения установки пальца в шатуне в должном положении.
Кроме того, при условии асимметричного напряжения в пальце, форму можно скорректировать для получения оптимизированного поперечного сечения с целью оптимизации нарастания нагрузки в поперечном сечении пальца.
Изобретение более подробно обсуждается ниже посредством сопроводительных графических материалов, в которых:
- Фиг. 1 – вид в поперечном разрезе первого варианта осуществления конструктивного элемента в соответствии с изобретением.
- Фиг. 2 – вид в поперечном разрезе еще одного варианта осуществления конструктивного элемента в соответствии с изобретением.
- Фиг. 3 – вид спереди малой головки шатуна с поршневыми пальцами, смонтированными в соответствии с фиг. 1.
- Фиг. 4 – вид сбоку малой головки шатуна с поршневыми пальцами, смонтированными в соответствии с фиг. 1.
- На фиг. 5 показано применение изобретения к поршневому пальцу.
- Фиг. 6 – упрощенный поперечный вид в поперечном разрезе, показывающий поршневой палец, плотно смонтированный в шатуне, при этом палец частично покрыт противозадирным покрытием DLC-типа в соответствии с характерными признаками изобретения.
- Фиг. 7 – вид в перспективе одного из примеров монтажа пальцев на опоре, смонтированной в сосуде PVD для подвергания пальцев противозадирной обработке с нанесением слоя DLC на ограниченный угловой сектор.
- Фиг. 8 – частичный вид в поперечном разрезе в укрупненном масштабе, соответствующий фиг. 7.
- Фиг. 9 и 10, как и фиг. 7 и 8, представляют собой виды, показывающие еще один вариант осуществления изобретения для нанесения покрытия DLC в соответствии с ограниченным угловым сектором.
- На фиг. 11 показано уменьшение трения посредством нанесения на палец покрытия DLC.
- На фиг. 12 показано предотвращение риска заедания посредством нанесения на палец покрытия DLC.
- На фиг. 13 показана область нагрузки плотно прилегающего пальца. Область нагрузки пальца сосредоточена на верхней боковой стороне пальца. Жесткое полирование и высокий износ слоя покрытия – на верхней части поверхности контакта. Слой покрытия DLC локально изношен на 100%. Лишь мягкое полирование слоя покрытия – на нижней части поверхности контакта. Толщина слоя DLC – >90% первоначальной толщины слоя покрытия.
- На фиг. 14 показаны силы, действующие под полной нагрузкой (максимальное давление в цилиндре).
- На фиг. 15 показаны силы, действующие на максимальной скорости двигателя (силы инерции).
- Фиг. 16 – продольный вид в поперечном разрезе одного из вариантов осуществления примера ориентации пальца.
- Фиг. 17 – вид в поперечном разрезе в укрупненном масштабе по линии А–А по фиг. 16.
- Фиг. 18 – продольный вид в поперечном разрезе еще одного варианта осуществления пальца.
- Фиг. 19 – вид в поперечном разрезе в укрупненном масштабе по линии А–А по фиг. 18.
На фиг. 1, 3 и 4 показан один из вариантов осуществления конструктивного элемента (100) в соответствии с изобретением. Конструктивный элемент (100) оснащен поршнем (10), который может быть сформирован свободно в том, что касается его состава и материалов. Поршень (10) в соответствии с этим вариантом осуществления представляет собой цельный коробчатый поршень с днищем (11) поршня, полостью (12) сгорания, периферийной крышкой (13) поршня и периферийным поршневым кольцом (14). Поршень (10) также оснащен бобышками (15) поршня с отверстиями (16) бобышек поршня для вмещения поршневого пальца (20). Бобышки (15) поршня традиционно соединены посредством опорных поверхностей (не показаны).
Конструктивный элемент (100) снабжен шатуном (30) рядом с поршнем (10) и с поршневым пальцем (20). Шатун (30) снабжен традиционной малой головкой (31). Поршневой палец (20) прочно и неподвижно смонтирован на малой головке (31) шатуна, например, посредством скрепления. Шатун такого типа также известен как «плотно прилегающий шатун».
Вне области, закрытой шатуном (30), поршневой палец (20) снабжен антифрикционным покрытием (21), изготовленным из материала, выбираемого в соответствии с ограничениями, указываемыми для каждого конкретного случая. Материалы могут быть выбраны среди покрытий DLC, PVD, PECVD, покрытий, содержащих хром и/или нитрид хрома, и/или вольфрам, такие, как нитрид хрома, карбид хрома и нитрид вольфрама или карбид вольфрама, которые являются общеизвестными.
В соответствии с изобретением и как было выведено ранее, антифрикционное покрытие (21) нанесено только в тех областях поршневого пальца (20), которые в ходе работы двигателя подвергаются наивысшей нагрузке. При условии, что в ходе работы двигателя поршневой палец (20) совершает в отверстиях (16) бобышки поршня известное маятниковое движение, высокому напряжению подвергается только хорошо очерченная периферийная область поршневого пальца (20). В соответствии с изобретением, эту периферийную область снабжают антифрикционным покрытием. В этом варианте осуществления антифрикционное покрытие (21) проходит на периферийной области днища (20) поршня, направленной к днищу (11) поршня (10) с углом раствора (α) 220 градусов. Обычно для получения удовлетворительного поведения при трении антифрикционное покрытие рекомендуется наносить на поршневой палец (20) с углом раствора (α) от 180 градусов до 240 градусов.
На фиг. 2 показан еще один вариант осуществления конструктивного элемента (100′) в соответствии с изобретением, где элементы конструкции, идентичные конструктивному элементу (100) в соответствии с фиг. 1а, обозначены теми же символами. Единственным отличием конструктивного элемента (100) в соответствии с фиг. 1 от конструктивного элемента (100′) в соответствии с фиг. 2 является то, что покрытие (21′) для конструктивного элемента (100′) в соответствии с фиг. 2 проходит по всей осевой длине поршневого пальца (20′). Это обеспечивает преимущества с точки зрения технологии производства. Антифрикционное покрытие также проходит по периферийной области поршневого пальца, направленной к днищу поршня с углом раствора от 180 градусов до 240 градусов, в частности, с углом раствора 220 градусов.
Как указывалось, изобретение, более конкретно, применимо к поршневому пальцу.
На фиг. 5 изображен палец (1) поршня (2), плотно смонтированный в шатуне (3). В момент детонации палец (1) подвергается вдоль предпочтительного направления (F) действию напряжения, индуцирующего нагрузку на указанный палец на частичном угловом секторе.
В соответствии с базовыми характерными признаками изобретения, противозадирное покрытие (4) DLC-типа наносят на палец (1) поверх ограниченного углового сектора (S), соответствующего, по меньшей мере, области трения, подвергаемой действию контактного давления вдоль предпочтительно направления (F). Без отступления всего этого за рамки изобретения, можно использовать и противозадирные покрытия PVD, PECVD, иные, чем DLC, такие, как покрытия, содержащие хром и/или нитрид хрома, и/или вольфрам, такие, как нитрид хрома, карбид хрома и нитрид вольфрама или карбид вольфрама, или TiAIN, которые являются общеизвестными.
Следует обратить внимание на фиг. 7 и 8, и на фиг. 9 и 10, на которых показано два решения для нанесения покрытия DLC-типа только на часть окружности пальцев (1). Пальцы (1) располагают по кругу на периферии опоры (5) по меньшей мере в одном ряду. Вращение пальцев (1) блокируют, и располагают их в положении касания.
В варианте осуществления, изображенном на фиг. 7 и 8, пальцы (1) располагают вокруг центральной перегородки (6), препятствующей вращению указанных пальцев, как указывалось, с целью блокирования их вращения. Также в этом варианте осуществления для обработки значительного количества пальцев последние укладывают один на другой, используя внутренние отверстия указанных пальцев, сообщающееся с направляющими стержнями (7).
После зачистки пальцев (1) последние располагают так, как указано, в соответствии с предварительно определенным узлом, который затем, как отлично известно, загружают в сосуд для вакуумного осаждения (не показан). В ходе операции откачивания сосуд для вакуумного осаждения и пальцы (1) дегазируют посредством нагревания излучением при некоторой опорной температуре относительно температуры отпуска пальцев. Когда вакуум достигает 2·10–5 мбар, в сосуд вводят аргон до достижения давления порядка 10–3 мбар. Параметры травления приспосабливают так, чтобы сделать возможным удаление оксидного слоя, естественным образом присутствующего на пальцах (1), в том числе в ограниченных областях, на стыках пальцев (1), имеющих место в результате установки пальцев в положении касания. С целью уменьшения катодного свечения, параметры приспосабливают для снижения электрического напряжения на пальцах при увеличении тока.
После травления осаждение нитрида хрома выполняют в соответствии со способом магнетронного распыления. После завершения PVD посредством PECVD осаждают осадок аморфного углеродного типа. Этому слою аморфного углерода a-C:H предшествует переходный слой, например, содержащий кремний a-C:H-Si-типа. Такое нанесение покрытия DLC отлично известно специалистам в данной области техники и предусмотрено лишь в качестве неограничивающего указания.
Изобретение не относится к фактическому нанесению DLC, но вместо этого – к способу, позволяющему покрывать этим покрытием DLC лишь часть окружности пальца.
Испытания продемонстрировали, что в данной конфигурации получается покрытие на всем угловом сечении 200° (от –100° до +100°). Это покрытие является адгезионным на секторе в диапазоне от –85° до +80°, то есть в целом на угловом секторе 155°. Толщина покрытия DLC является равномерной в пределах ±20% на всем секторе в диапазоне от –70° до +65°, то есть на секторе 135°. (Примечание: на этом угловом секторе покрытие считается функциональным). На противостоящем секторе от +100° до –100° можно наблюдать полное отсутствие покрытия DLC.
В варианте осуществления, изображенном на фиг. 9 и 10, окончание области с покрытием индуцировано не контактом со смежным пальцем, но добавочным защитным элементом (8), способным разграничивать угловой сектор для каждого из пальцев.
В этом варианте осуществления вращение пальцев (1) заблокировано, как указывалось ранее в случае варианта осуществления, проиллюстрированного на фиг. 7 и 8, и они расположены с касанием или, в данном случае, почти с касанием – при условии установки защитного элемента (8) между двумя смежными пальцами (1). Испытания осуществили на стальных пальцах (1), имеющих диаметр 20 мм и 28 мм. Эти пальцы следовали той же процедуре, что и указывалась ранее для фактического нанесения покрытия DLC (зачистка, помещение под вакуум, дегазирование, травление, осаждение).
В данной конфигурации адгезионное покрытие получают на всем угловом секторе (S) с покрытием, то есть приблизительно от –50° до +50°, для пальца, имеющего диаметр 20 мм, и от –62,5° до +62,5° – для пальца, имеющего диаметр 28 мм. Толщина этого покрытия DLC на том же угловом секторе (S) является равномерной в пределах ±20%. Для пальца диаметром 20 мм и противостоящего сектора в диапазоне от +50° до –50° можно наблюдать полное отсутствие покрытия. То же справедливо и для пальца диаметром 28 мм на противостоящем секторе от +62,5° до –62,5°.
В данной конфигурации использование добавочного защитного элемента (8) для очерчивания и ограничения области, подлежащей покрытию DLC, позволяет получить на всем угловом секторе адгезионное покрытие с равномерной толщиной, считающееся покрытием DLC и разграниченное указанным защитным элементом (8). Разумная установка этого защитного элемента (8) обеспечивает адгезионное покрытие с удовлетворительной морфологией на всем угловом секторе, способном достигать 240° (от –120° до +120°).
Как указывалось, для нанесения DLC только на определенный сектор, важной является должная ориентация пальца. За показательными примерами следует обратиться к фиг. 16–19.
Были проведены сравнительные испытания для случая нанесения покрытия DLC на всю периферию пальца в соответствии с известным уровнем техники и только на часть указанной периферии – в соответствии с характерными признаками изобретения.
Испытания были проведены на пальце, имеющем диаметр 16 мм и длину 45 мм. В случае покрытия DLC на 360° (предыдущий уровень техники) необходимо использовать так называемую конфигурацию с тройным вращением. В этом случае можно обработать 4356 пальцев путем загрузки в машину TSD850, поступающую в продажу от HEF-Durferrit. При обработке пальцев в соответствии с характерными признаками изобретения, то есть при нанесении покрытий DLC на ограниченный угловой сектор в конфигурации, изображенной на фиг. 7 и 8, достаточно так называемой конфигурации с двойным вращением. В этом случае путем загрузки в машину TSD 850 того же типа можно обработать 5544 пальцев. Соответственно, получается выигрыш в заполнении машины порядка 25%.
В соответствии с изобретением, по причине перехода от конфигурации с тройным вращением к конфигурации с двойным вращением также получается выигрыш во временах производственного цикла нанесения покрытия DLC. В контексте покрытия DLC, имеющего толщину 3 мм, в соответствии с известным уровнем техники (покрытие на 360°) время производственного цикла в конфигурации с тройным вращением в машине TSD 850 составляет 15,5 часов, тогда как, в соответствии с изобретением (при нанесении покрытия на ограниченный угловой сектор), время производственного цикла в конфигурации с двойным вращением по-прежнему в машине TSD 850 составляет 11,2 часов, то есть с выигрышем во времени порядка 35%.
В дополнение к этим преимуществам, то, что покрытие DLC наносят на частичный угловой сектор пальца, позволяет увеличить толщину покрытия и, в то же время, остается экономически выгодным. Такое увеличение толщины позволяет увеличить срок службы пальца и является особенно преимущественным в случае применений с высокой нагрузкой. Толщина покрытия DLC может, таким образом, находиться в диапазоне 1–10 мкм.
Без отступления всего этого за рамки изобретения, для пальца (или другого элемента) не исключается нанесение покрытия также и вне области трения. В этом случае, характеристики такого покрытия (толщина и/или твердость, и/или коэффициент трения) являются менее высокими, чем характеристики противозадирного покрытия углового сектора, соответствующего области трения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЧЕСКАЯ СИСТЕМА, СОДЕРЖАЩАЯ ВАЛ, СОЕДИНЕННЫЙ С ПОДШИПНИКОМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ СИСТЕМЫ | 2018 |
|
RU2734266C1 |
| ЦИЛИНДРОПОРШНЕВАЯ ГРУППА | 2010 |
|
RU2450147C2 |
| КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ С ПОРШНЕМ С ДВУМЯ ШАТУНАМИ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2618149C1 |
| Устройство для изменения степени сжатия поршневого двигателя внутреннего сгорания | 1991 |
|
SU1782291A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВОГО ПАЛЬЦА И ПОРШНЕВОЙ ПАЛЕЦ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 2007 |
|
RU2356680C1 |
| ШАТУННО-ПОРШНЕВОЙ УЗЕЛ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2016 |
|
RU2666035C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И СМАЗКИ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2022 |
|
RU2789316C1 |
| ЦИЛИНДРОПОРШНЕВАЯ ГРУППА | 2016 |
|
RU2644434C1 |
| КРИВОШИПНО-ПОЛЗУННЫЙ МЕХАНИЗМ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2008 |
|
RU2362930C1 |
| УСТРОЙСТВО ДЛЯ ВЫПРЕССОВКИ И ЗАПРЕССОВКИ ПОРШНЕВОГО ПАЛЬЦА | 2006 |
|
RU2335679C2 |






Изобретение может быть использовано в двигателях внутреннего сгорания для соединения поршня с шатуном. Поршневой палец (1) содержит противозадирное покрытие (4), ограниченное угловым сектором (S), соответствующим по меньшей мере области трения, подвергаемой действию контактного давления вдоль предпочтительного направления. Угловой сектор (S) находится в диапазоне от 15 до 240°. Раскрыты поршневой палец в случае конструктивного элемента двигателя внутреннего сгорания и варианты способа нанесения противозадирного покрытия на поршневой палец. Технический результат заключается в уменьшении трения в контакте палец/корпус. 4 н. и 10 з.п. ф-лы, 19 ил.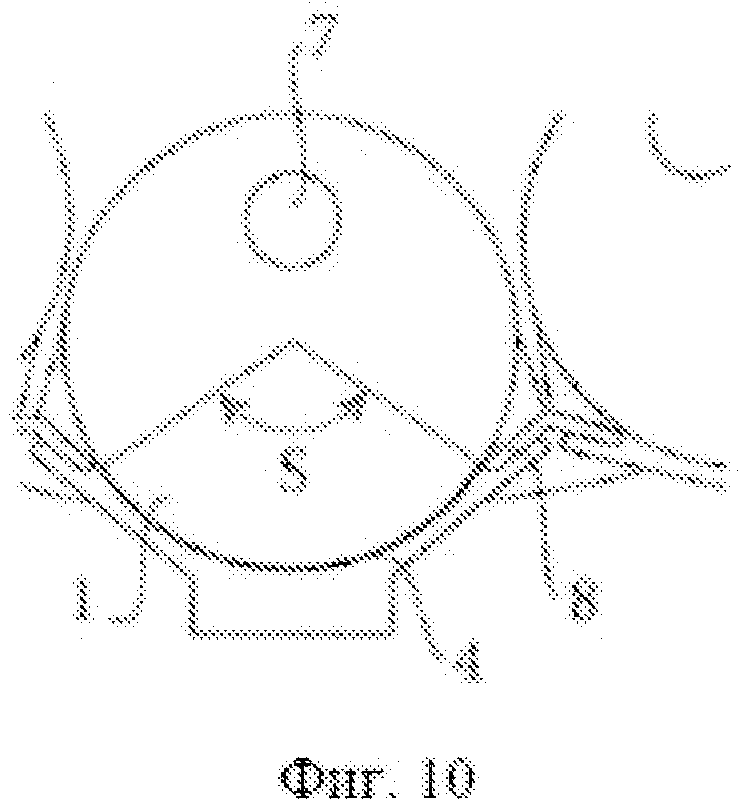
1. Поршневой палец, содержащий противозадирное покрытие (4), ограниченное угловым сектором (S), соответствующим по меньшей мере области трения, подвергаемой действию контактного давления вдоль предпочтительного направления, отличающийся тем, что угловой сектор находится в диапазоне от 15 до 240°.
2. Палец по п. 1, отличающийся тем, что вне указанной области трения палец дополнительно содержит область с покрытием, имеющим характеристики толщины и/или твердости, и/или коэффициента трения ниже, чем характеристики противозадирного покрытия рассматриваемого углового сектора.
3. Палец по п. 1 или 2, отличающийся тем, что противозадирное покрытие представляет собой DLC.
4. Палец по п. 1 или 2, отличающийся тем, что противозадирное покрытие представляет собой CrN.
5. Палец по п. 1 или 2, отличающийся тем, что противозадирное покрытие представляет собой TiAIN.
6. Палец по п. 1 или 2, отличающийся тем, что угловой сектор находится в диапазоне от 15 до 220°.
7. Палец по любому из пп. 1-5, отличающийся тем, что толщина покрытия в области трения является однородной в пределах ±20%.
8. Палец по п. 1 или 2, отличающийся тем, что толщина покрытия находится в диапазоне 1-10 мкм.
9. Поршневой палец в случае конструктивного элемента (100, 100') двигателя внутреннего сгорания с поршнем (10), снабженным днищем (11) поршня, поршневым пальцем (20, 20'), покрытым антифрикционным покрытием (21, 21'), и шатуном (30), в котором шатун (30) снабжен малой головкой (31), и где поршень (10) снабжен отверстиями (16) бобышки поршня, содержащими смонтированный в них поршневой палец (20, 20'), отличающийся тем, что поршневой палец (20, 20') жестко закреплен в малой головке шатуна (30), и при этом покрытие (21, 21') проходит по периферийной области поршневого пальца (20), подвергаемой в ходе работы двигателя действию наивысшей нагрузки, по меньшей мере, в области отверстий (16) бобышки поршня (10).
10. Палец по п. 9, отличающийся тем, что антифрикционное покрытие (21, 21') проходит по области трения поршневого пальца (20, 20'), направленной к днищу (11) поршня (10) с углом раствора (α) от 180 до 240°.
11. Палец по п. 10, отличающийся тем, что угол раствора (α) составляет 220°.
12. Палец по п. 9, отличающийся тем, что антифрикционное покрытие (21') проходит по всей осевой длине поршневого пальца (20').
13. Способ нанесения противозадирного покрытия DLC-типа на поршневой палец (1), отличающийся тем, что:
- пальцы располагают по кругу на опоре по меньшей мере в одном ряду и в положении касания,
- вращение пальцев относительно опоры блокируют,
- опору, заполненную пальцами, располагают в вакуумном сосуде,
- опору, заполненную пальцами, вращают,
- противозадирное покрытие избирательно осаждают на пальцы поверх углового сектора, разграниченного посредством установки указанных пальцев в положении касания.
14. Способ нанесения противозадирного покрытия DLC-типа на поршневой палец (1), отличающийся тем, что:
- пальцы (1) располагают по кругу на опоре по меньшей мере в одном ряду и в положении касания или почти в положении касания,
- между каждым из пальцев (1) располагают защитный элемент (8), способный разграничивать угловой сектор для каждого из пальцев,
- вращение пальцев относительно опоры блокируют,
- опору, заполненную пальцами, располагают в вакуумном сосуде,
- опору, заполненную пальцами, вращают,
- противозадирное покрытие избирательно осаждают на угловой сектор, разграниченный посредством добавочного защитного элемента (8).
| Измеритель емкости пьезоэлементов | 1980 |
|
SU972418A1 |
| JP 2000161486 A, 16.06.2000 | |||
| DE 3526396 C1, 09.10.1986 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| RU 2011142024 A, 27.07.2013. | |||

