Изобретение относится к области защиты от коррозии металлических поверхностей, предпочтительно, трубопроводного транспорта, а именно к области строительства и ремонта подземных коммуникаций в трассовых и базовых (заводских) условиях, и может быть использовано для изоляции металлических поверхностей от комбинированного действия активных кислотных и щелочных сред, влаги и кислорода, предпочтительно, для изоляции поверхностей стальных трубопроводов.
В настоящее время на территории Российской Федерации расположено большое количество трубопроводов, в том числе и магистральных, проложенных более 20 лет назад и требующих ремонта наружного антикоррозионного изолирующего покрытия.
Для замены изоляции трубопроводов разработаны способы и устройства, предназначенные для автоматизированной намотки ленточных изоляционных покрытий, отличающихся по видам используемых исходных материалов и технологии их нанесения.
Известен (RU, патент 2188980, опубл. 10.09.2002) способ защиты подземных трубопроводов и металлоконструкций от коррозии. Согласно известному способу предварительно смешивают грунтовку с ингибитором коррозии, затем очищают металлическую поверхность от загрязнений, наносят подготовленную грунтовку на очищенную металлическую поверхность с последующим нанесением изоляционного покрытия.
Недостатком известного способа следует признать недостаточную адгезию адгезионного покрытия к грунтовке, что приводит к доступу влаги и воздуха к металлической поверхности с последующей коррозией покрытия.
Известен (Строительство магистральных и промысловых трубопроводов. Противокоррозионная и тепловая изоляция. ВСН 008-88. - М.: Миннефтегазстрой, 1990, стр. 10) способ нанесения изоляционной ленты на внешнюю поверхность трубопровода. Согласно известному способу проводят предварительную очистку изолируемой поверхности, нанесение грунтовки и изоляционного полимерного ленточного покрытия на трубопровод, причем при температуре окружающего воздуха ниже 10°C поверхность трубопровода подогревают до температуры не ниже 15°C и не выше 50°C.
Недостатком известного способа следует признать недостаточную адгезию адгезионного покрытия к грунтовке, что приводит к доступу влаги и воздуха к металлической поверхности с последующей коррозией покрытия.
Известен способ нанесения изоляционной мастики на трубопровод (RU, патент 2174642, опубл. 10.10.2001), включающий нагрев изоляционной мастики на основе битума в камере экструдирования, емкостях, подводящих рукавах и насосах, экструзию изоляционной мастики формирующей выходной частью камеры с последующей обмоткой по нанесенному слою мастики защитным ленточным материалом из рулона.
Способ обеспечивает нанесение покрытия с заполнением неровности поверхности, однако защитные свойства мастичных покрытий на основе нефтебитума недостаточно эффективны из-за значительного поглощения битумом влаги и низких адгезионных свойств. Кроме того, известный способ является энергоемким и технологически сложным.
Известен (RU, патент 2153620, опубл. 27.07.2000) способ нанесения на трубопроводы защитных покрытий. Согласно известному способу используют многослойные защитные ленты с нанесенным мастичным слоем с антиадгезионной пленкой от межвиткового слипания материала в рулоне. Однако наматывание на ремонтируемый трубопровод натянутой ленты со сменного рулона не обеспечивает адгезию в месте нахлеста витков и вытеснение воздуха, а необходимость удаления при нанесении антиадгезионной пленки с ленты усложняет конструкцию используемого устройства и увеличивает трудоемкость способа.
При изоляции стыков труб с заводским покрытием используют манжеты на основе термоусаживающихся лент с нанесенным слоем полимерного адгезива (RU, патент 2228940, опубл. 20.05.2004). Эксплуатационные свойства покрытий, получаемых на их основе, значительно превышают свойства перечисленных выше покрытий и практически не отличаются по своим свойствам от заводского экструзионного покрытия, однако способы их нанесения (RU, 2230878, опубл. 20.06.2004) не предназначены для изоляции протяженных участков трубопровода в трассовых условиях.
Для нанесения изоляционных ленточных покрытий на протяженные участки трубопровода предназначены устройства, содержащие перемещающийся вдоль трубопровода по винтовой линии разборный поворотный ротор, при вращении которого лента сматывается с рулона, размещенного на обмоточной головке ротора, на поверхность трубопровода (см., например, RU, патент 2218515, опубл. 10.12.2003).
Известен (RU, патент 2303743, опубл. 27.07.2007) способ нанесения изоляционного покрытия на трубопровод, включающий намотку по винтовой линии изоляционной ленты со сменного рулона на предварительно очищенную поверхность трубопровода, покрытую слоем праймера, причем в качестве изоляционной ленты используют термопластичную двухслойную ленту с полимерным адгезивом, в процессе намотки из предварительно отмотанной ленты формируют виток с диаметром, превышающим диаметр трубопровода, при этом ленту разворачивают слоем адгезива от трубопровода, разогревают отмотанный участок ленты со стороны адгезива до температуры перехода адгезива в вязко-текучее состояние, разворачивают ленту слоем адгезива к трубопроводу, а в момент контакта слоя адгезива с поверхностью трубопровода воздействуют на основу ленты рассредоточенной нагрузкой, распределяя адгезив до заполнения им неровностей на поверхности трубопровода и вытеснения воздуха с одновременной фиксацией кромки ленты в месте нахлеста на предыдущий виток и приложением растягивающих усилий, возрастающих от кромки в месте нахлеста до противоположной кромки.
Для реализации указанного способа предложено (там же) устройство для нанесения изоляционного покрытия на трубопровод, содержащее разъемный поворотный ротор, выполненный с возможностью опоры о поверхность трубопровода обрезиненными роликами и имеющий, по крайней мере, одну обмоточную головку, выполненную с возможностью установки на ней сменного рулона с исходной изоляционной лентой, а также приводную каретку с электроприводом, включающим электродвигатель, редуктор и зубчатые колеса, снабженную опорными роликами, предназначенными для взаимодействия с трубопроводом, причем приводная каретка связана с поворотным ротором посредством тяг. Известное устройство дополнительно содержит емкость для праймера, снабженную поршнем, дозатором и средством распределения праймера по поверхности трубопровода, выполненный с возможностью поступательного перемещения по трубопроводу узел нагрева изоляционного покрытия, опирающийся с одной стороны на поворотный ротор посредством пары колес, а с другой стороны имеющий возможность опоры на трубопровод с нанесенным на него изоляционным покрытием, поворотный ротор выполнен с возможностью подключения к источнику электрической энергии скользящими контактами, на поворотном роторе закреплены направляющие и разворачивающие ленту валики и направляющий ленту теплоизолирующий кожух, выполненный с возможностью формирования витка изоляционной ленты с диаметром, превышающим диаметр трубопровода, и соединенный воздухопроводом с проточным нагревателем воздуха, обеспечивающим разогрев изоляционной ленты со стороны адгезива, средство для распределения разогретого адгезива изоляционной ленты по поверхности трубопровода, выполненное с возможностью фиксации кромки ленты в месте нахлеста на предыдущий виток и приложения растягивающих усилий, возрастающих от кромки ленты в месте нахлеста до противоположной кромки ленты.
Недостатками известного технического решения можно признать необходимость перегиба ленты при ее нанесении, а также значительную силу трения скольжения, возникающую при движении ленты.
Наиболее близким аналогом разработанного технического решения можно признать (RU, патент 2360178, опубл. 27.06.2009) способ нанесения изоляционного покрытия на трубопровод, включающий намотку по винтовой линии изоляционной ленты со сменного рулона, причем в качестве изоляционной ленты используют ленту с адгезивом, в процессе намотки разворачивают ленту слоем адгезива от трубопровода, разосревают участок ленты со стороны адгезива, разворачивают ленту слоем адгезива к трубопроводу, а в момент контакта слоя адгезива с поверхностью трубопровода воздействуют на основу ленты рассредоточенной нагрузкой, причем ленту, направленную слоем адгезива от трубопровода, пропускают с внешней относительно трубопровода стороны, по меньшей мере, шести валков, размещенных по окружности вокруг изолируемого трубопровода, при этом сменный рулон расположен параллельно оси трубопровода.
Для реализации указанного способа разработан (там же) узел нанесения изоляционного покрытия на трубопровод, содержащий, по крайней мере, два шпуледержателя, каждый из которых выполнен с возможностью установки на нем сменного рулона с исходной изоляционной лентой, блок нагрева ленты со стороны адгезива изоляционного покрытия, систему направляющих и разворачивающих ленту валков, кожух, охватывающий указанную систему роликов, средство для распределения разогретого адгезива изоляционной ленты по поверхности трубопровода, при этом указанная система валков содержит, по меньшей мере, шесть валков, ориентированных параллельно оси трубопровода и расположенных по окружности, при этом шпуледержатель используемого рулона в момент нанесения ленты ориентирован параллельно оси изолируемого трубопровода.
Недостатком известного технического решения следует признать сложность конструкции используемого узла, а также его недостаточную надежность.
Техническая проблема, решаемая посредством предлагаемого способа, состоит в разработке способа нанесения изоляционного покрытия на металлические поверхности трубопровода и отверждения с использованием малого нагрева и получением высокой адгезии, при улучшении технологичности ремонта, улучшении экологии в зоне работ, значительного увеличения скорости производства работ, а также значительном улучшении антикоррозионных характеристик покрытия и, как следствие, уменьшение затрат на плановый капитальный ремонт металлической поверхности за счет увеличения его срока службы.
Технический результат, получаемый при реализации способа, состоит в упрощении ремонтопригодности используемого оборудования, возможности контроля всех исполнительных узлов и механизмов изоляционной машины за счет нахождения последних на одном носителе - вращающемся роторе машины, упрощении контроля за соблюдением температурного режима технологии, возможности применения так называемой технологии «бесконечного рулона», при которой смена рулона происходит без остановки технологического процесса, а также удобства бесконтактного пирометрического контроля температуры в любой точке материала, то есть, в упрощении самого способа нанесения изоляционного покрытия, что, в свою очередь ведет к безаварийной работе без отклонения от технологии при высокой скорости изолировочной мехколонны.
Для достижения указанного технического результата предложено использовать разработанный способ нанесения изоляционного покрытия на трубопровод. Согласно разработанному способу осуществляют намотку по винтовой линии изоляционной ленты со сменного рулона, причем в качестве изоляционной ленты используют ленту с адгезивом, разогрев участка ленты со стороны адгезива, разворот ленты адгезивом в сторону поверхности трубопровода в момент контакта слоя адгезива с поверхностью трубопровода воздействуя на основу ленты рассредоточенной нагрузкой, при этом сменный рулон, который может быть вынесен на штангу управления машины в районе бровки траншеи или на склад материалов, который транспортируется трубоукладчиком и является неподвижным по отношению к изоляционной машине, расположен параллельно оси трубопровода, причем ленту, направленную слоем адгезива от трубопровода, пропускают с внешней относительно трубопровода стороны, по меньшей мере, двух валков, размещенных на прямой вдоль нагревателя ленты и ориентированных параллельно оси трубопровода .
Предпочтительно в качестве изоляционной ленты используют ленту с термоусаживающейся основой.
Обычно намотанные по винтовой линии витки ленты равномерно нагревают.
Преимущественно на поверхность трубопровода предварительно наносят слой праймера.
При смене рулона осуществляют соединение конца изоляционной ленты предыдущего рулона с началом ленты последующего рулона посредством совмещения нагретого до вязко-текучего состояния адгезионного слоя предыдущего рулона и полиэтиленовой основы последующего рулона при кратковременном сжатии поверхностей технологической оснасткой (прижимом) в месте нахлеста (обычно, около 100 мм). Альтернативой данного способа соединения концов ленты является «Способ соединения концов ленты (RU, патент №2368839, опубл. 27.09.2009).
Желательно намотку изоляционной ленты проводить на предварительно очищенную поверхность трубопровода.
Преимущественно участок ленты разогревают до температуры перехода адгезива в вязко-текучее состояние.
Обычно адгезив распределяют до заполнения им неровностей на поверхности трубопровода и вытеснения воздуха с одновременной фиксацией кромки ленты в месте нахлеста на предыдущий виток и приложением растягивающих усилий, возрастающих от кромки в месте нахлеста до противоположной кромки.
Также для достижения указанного технического результата предложено использовать разработанный узел нанесения изоляционного покрытия на трубопровод. Разработанный узел содержит, по крайней мере, один шпуледержатель, который выполнен с возможностью установки на нем сменного рулона с исходной изоляционной лентой, нагреватель ленты со стороны адгезива изоляционного покрытия, а также средство распределения разогретого адгезива, систему валков, содержащую, по меньшей мере, два прижимных валка, размещенных на прямой вдоль поверхности нагревателя ленты и ориентированных параллельно оси трубопровода, при этом, по меньшей мере, нагреватель ленты, система прижимных валков и средство распределения разогретого адгезива смонтированы на роторе установки нанесения изоляционной ленты.
Предпочтительно средство распределения разогретого адгезива содержит вал, снабженный прижимным роликом, предназначенным для фиксации кромки изоляционной ленты, при этом рабочая поверхность вала образована эластичным полимерным материалом (например, силикон).
Валки могут быть выполнены неподвижными или установленными с возможностью вращения вокруг их продольной оси под действием проходящей ленты, в том числе, и возможностью принудительного вращения.
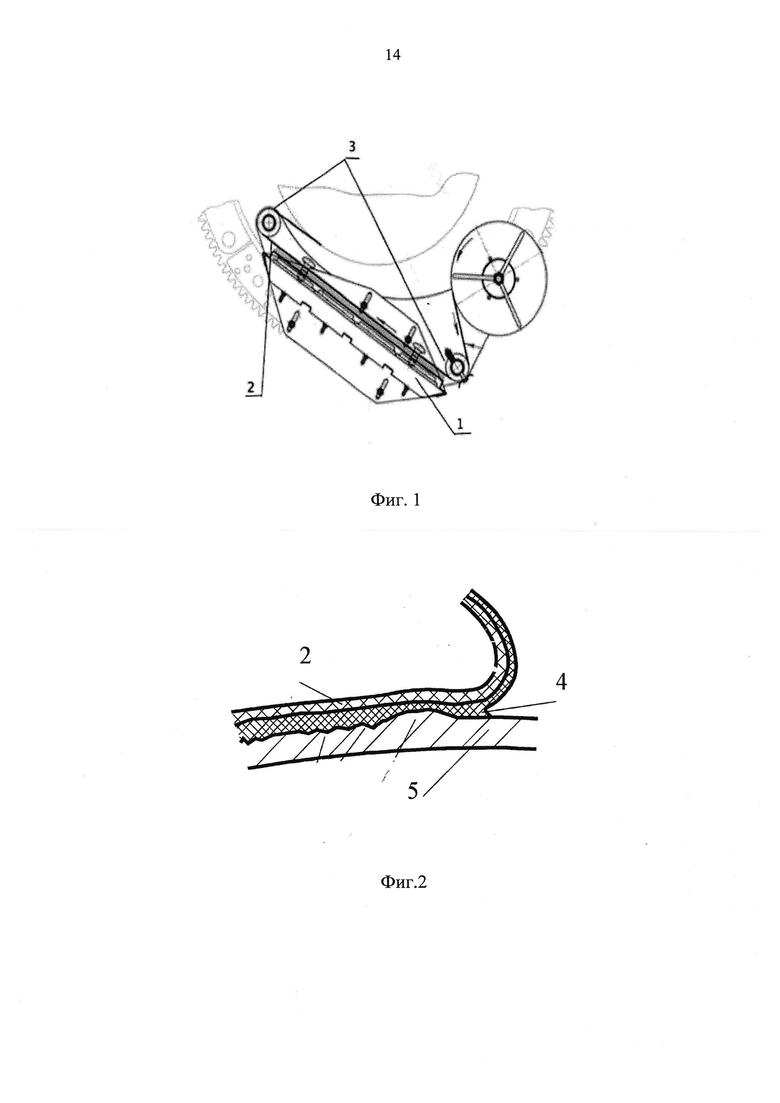
Схема разработанного узла приведена на фиг. 1, при этом использованы следующие обозначения: нагреватель 1, лента 2, валки 3, на фиг. 2 приведена иллюстрации реализации способа, при этом использованы следующие обозначения: слой разогретого адгезива 4, поверхность трубопровода 5.
Разработанное устройство для нанесения изоляционного покрытия на протяженный участок трубопровода по разработанному способу может быть использовано следующим образом.
Перед началом движения узла нанесения изоляционного покрытия край ленты 2 (фиг. 2), предварительно отмотанный со сменного рулона, пропускают, адгезивным слоем наружу, с внешней стороны системы валков, на последнем валке разворачивают адгезивным слоем 4 в сторону изолируемого трубопровода, протягивают к поверхности изолируемого трубопровода 5 и закрепляют на трубопроводе. Включают источник подачи теплого воздуха от нагревателя 1 для разогрева слоя адгезива. Перемещая узел нанесения изоляции вдоль трубопровода, разматывают ленту с рулона, наматывая ее одновременно на поверхность трубопровода. На ленту 2, повернутую слоем разогретого адгезива 4 к поверхности трубопровода 5, в момент контакта с указанной поверхностью воздействуют средством распределения адгезива со стороны наружной поверхности. При этом адгезив распределяют по поверхности трубопровода до заполнения ее неровностей, а также в области сложных геометрических поверхностей, таких как области нахлеста материала и области прямого или спирального швов трубы, и вытеснения воздуха с одновременной фиксацией кромки ленты 2 в месте нахлеста ее на предыдущий виток с приложением растягивающих усилий, возрастающих от кромки в месте нахлеста до противоположной кромки. Фиксацию кромки ленты 2 в месте нахлеста на предыдущий виток предпочтительно обеспечивают прижатием ее эластичным валом (силикон), ось вращения которого ориентирована перпендикулярно кромке ленты 2. При приложении давления к наружной поверхности ленты 2 происходит ее растягивание в направлении образующей линии. Затем действием горячего воздуха производят термоусаживание ленты.
При смене рулона осуществляют механическое соединение конца изоляционной ленты 2 предыдущего рулона с началом изоляционной ленты последующего рулона, чем можно обеспечить, в том числе, и непрерывность процесса намотки ленты. При реализации полного рабочего цикла разработанного устройства для нанесения изоляционного покрытия получают гарантированное вытеснение воздуха из неровностей на поверхности трубопровода с одновременным заполнением их адгезивом и плотным облеганием рельефа поверхности трубопровода, что повышает качество изоляции трубопровода.
В частности, при использовании разработанного устройства и термопластичной двухслойной ленты «НРЛ-СТ60» 225×2.0 ТУ 2293-001-29200582-02 на отрезке трубопровода получено однородное качественное изоляционное покрытие с когезионным отрывом от полимерного покрытия в месте нахлеста Аког.=60-65 Н/см и с когезионным отрывом по металлической поверхности с предварительным праймированием Аког.=70-75 Н/см.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УЗЕЛ НАНЕСЕНИЯ ИЗОЛЯЦИИ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2012 |
|
RU2509950C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УЗЕЛ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2008 |
|
RU2360178C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2303743C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОЙ МАНЖЕТЫ НА СТЫК ТРУБОПРОВОДА | 2008 |
|
RU2397404C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБЫ | 2009 |
|
RU2415332C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ ЛЕНТЫ ПРИ НАНЕСЕНИИ ИЗОЛЯЦИИ НА ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2008 |
|
RU2368839C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОВЕРХНОСТЬ | 2005 |
|
RU2289061C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОВЕРХНОСТЬ | 2005 |
|
RU2277199C1 |
| ПРАЙМЕР ДЛЯ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ СТАЛЬНЫХ ТРУБ | 2008 |
|
RU2378561C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ЛЕНТОЧНОГО ПОКРЫТИЯ НА ТРУБОПРОВОД | 1999 |
|
RU2157946C1 |
Изобретение относится к области защиты от коррозии металлических поверхностей трубопроводного транспорта. Способ нанесения изоляционного покрытия на трубопровод включает намотку по винтовой линии изоляционной ленты со сменного рулона. В качестве ленты используют ленту с адгезивом. Далее разогревают участок ленты со стороны адгезива и разворачивают ее адгезивом в сторону поверхности трубопровода. В момент контакта слоя адгезива с поверхностью трубопровода воздействуют на основу ленты рассредоточенной нагрузкой. При этом ленту, направленную слоем адгезива от трубопровода, пропускают с внешней относительно трубопровода стороны по меньшей мере двух валков, размещенных на прямой вдоль нагревателя ленты и ориентированных параллельно оси трубопровода. Также имеется узел нанесения изоляционного покрытия на трубопровод, который содержит один шпуледержатель, нагреватель ленты, средство распределения разогретого адгезива и систему валков, содержащую по меньшей мере два прижимных валка. Технический результат заключается в упрощении ремонтопригодности оборудования, возможности контроля всех исполнительных узлов и механизмов. 2 н. и 12 з.п. ф-лы, 2 ил.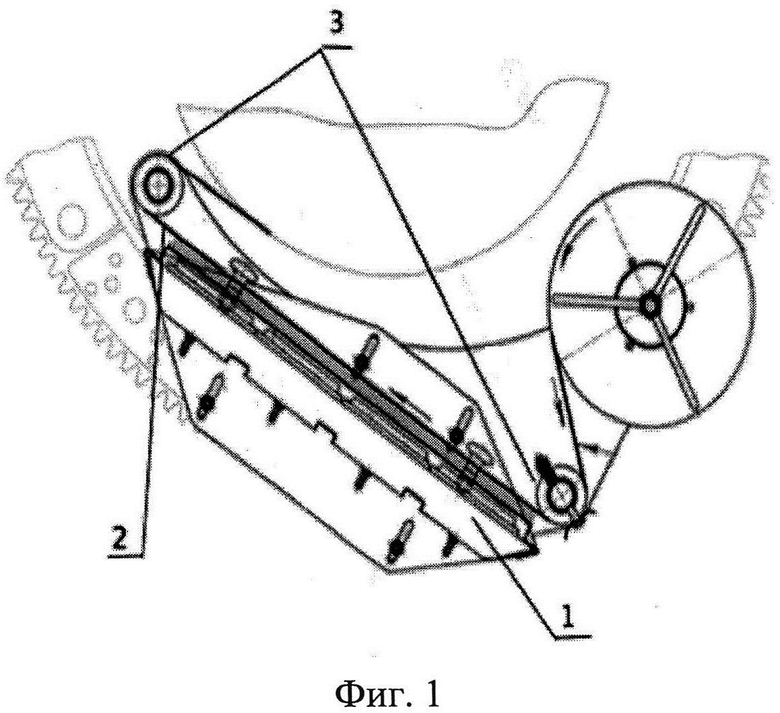
1. Способ нанесения изоляционного покрытия на трубопровод, характеризующийся тем, что проводят намотку по винтовой линии изоляционной ленты со сменного рулона, причем в качестве изоляционной ленты используют ленту с адгезивом, разогрев участка ленты со стороны адгезива, разворот ленты адгезивом в сторону поверхности трубопровода в момент контакта слоя адгезива с поверхностью трубопровода, воздействуя на основу ленты рассредоточенной нагрузкой, причем ленту, направленную слоем адгезива от трубопровода, пропускают с внешней относительно трубопровода стороны по меньшей мере двух валков, размещенных на прямой вдоль нагревателя ленты и ориентированных параллельно оси трубопровода
2. Способ по п. 1, отличающийся тем, что в качестве изоляционной ленты используют ленту с термоусаживающейся основой.
3. Способ по п. 2, отличающийся тем, что намотанные по винтовой линии витки ленты равномерно нагревают.
4. Способ по п. 1, отличающийся тем, что на поверхность трубопровода предварительно наносят слой праймера.
5. Способ по п. 1, отличающийся тем, что при смене рулона осуществляют соединение конца изоляционной ленты предыдущего рулона с началом ленты последующего рулона.
6. Способ по п. 1, отличающийся тем, что намотку изоляционной ленты осуществляют на предварительно очищенную поверхность трубопровода.
7. Способ по п. 1, отличающийся тем, что участок ленты разогревают до температуры перехода адгезива в вязко-текучее состояние.
8. Способ по п. 1, отличающийся тем, что адгезив распределяют до заполнения им неровностей на поверхности трубопровода и вытеснения воздуха с одновременной фиксацией кромки ленты в месте нахлеста на предыдущий виток и приложением растягивающих усилий, возрастающих от кромки в месте нахлеста до противоположной кромки.
9. Узел нанесения изоляционного покрытия на трубопровод, характеризующийся тем, что он содержит по крайней мере один шпуледержатель, который выполнен с возможностью установки на нем сменного рулона с исходной изоляционной лентой, нагреватель ленты со стороны адгезива изоляционного покрытия, а также средство распределения разогретого адгезива, а также систему валков, содержащую по меньшей мере два прижимных валка, размещенных на прямой вдоль поверхности нагревателя ленты и ориентированных параллельно оси трубопровода, при этом по меньшей мере нагреватель ленты, система прижимных валков и средство распределения разогретого адгезива смонтированы на роторе установки нанесения изоляционной ленты.
10. Узел по п. 9, отличающийся тем, что средство распределения разогретого адгезива содержит вал, снабженный прижимным роликом, предназначенным для фиксации кромки изоляционной ленты, при этом рабочая поверхность вала образована эластичным материалом.
11. Узел по п. 10, отличающийся тем, что вал выполнен из силикона.
12. Узел по п. 9, отличающийся тем, что валки выполнены неподвижными.
13. Узел по п. 9, отличающийся тем, что валки установлены с возможностью вращения вокруг их продольной оси под действием проходящей ленты.
14. Узел по п. 9, отличающийся тем, что валки выполнены с возможностью принудительного вращения.
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УЗЕЛ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2008 |
|
RU2360178C1 |
| СПОСОБ И УЗЕЛ НАНЕСЕНИЯ ИЗОЛЯЦИИ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2012 |
|
RU2509950C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2303743C1 |
| Устройство для освоения скважин на воду | 1974 |
|
SU548706A1 |
| US 8932681 B2, 13.01.2015. | |||

