Изобретение относится к области строительства и ремонта магистральных нефтепроводов, нефтепродуктопроводов, газопроводов и т. п.
Известны различные устройства, предназначенные для нанесения изоляционного покрытия на наружную поверхность различных трубопроводов. К таким устройствам, например, относятся устройства типа ОМП к (ОМ 321П, ОМ 522П, ОМ 821, ОМ 1221П, ОМ 1423П, МИГ 820.00.000, МИАД 820.00.000 и т.д.). В таких устройствах нанесение изоляционного ленточного покрытия на трубопровод осуществляется путем последовательной намотки на трубопровод с одной или с нескольких обмоточных головок изоляционных лент и защитных оберток (защитных пленок). При этом в устройствах с одной обмоточной головкой вначале на трубопровод наносится изоляционная лента, а затем устройство возвращается в исходное положение, в нее устанавливается рулон защитной обертки, которая наносится (наматывается) по слою изоляционной ленты. В устройствах же с двумя обмоточными головками устанавливаются сразу два рулона - один с изоляционной лентой, а другой - с защитной оберткой, которые поочередно наматываются на трубопровод.
В качестве изоляционного ленточного материала для покрытия трубопроводов применяются липкие изоляционные ленты толщиной 0,4... 0,7 мм отечественного и зарубежного производства в рулонах, а в качестве защитных оберток применяются оберточные рулонные материалы в виде пленок толщиной 0,5...0,7 мм и др. (см. Б.И. Борисов. Изоляционные работы при строительстве магистральных трубопроводов. Справочник рабочего. М.: Недра, 1990, с. 19...22, 26...30).
Принцип действия вышеназванных известных устройств основан на поступательном движении устройства по трубопроводу вдоль его оси и вращательном движении шпуль вокруг этой оси. От совмещения поступательного и вращательного движений каждый рулон приобретает винтовое движение, а изоляционная лента и оберточный материал наматываются на трубопровод по винтовой линии (см. Б. И. Борисов. Изоляционные работы при строительстве магистральных трубопроводов. Справочник рабочего. М.: Недра, 1990, с. 68...69).
Такие устройства сложны по конструкции и применяются в основном при нанесении защитных изоляционных покрытий на трубопроводы в заводских или базовых условиях, а также при капитальных ремонтах.
При выборочном ремонте трубопровода без остановки перекачки продукта в трассовых условиях применение этих устройств нецелесообразно, поскольку это требует значительных затрат времени и технических средств для их доставки к месту ремонта и монтажа на трубопроводе, а также сложного технического обслуживания при проведении изоляционных работ.
Наиболее близким решением к заявляемому решению по технической сущности и по достигаемому результату от его использования является известная конструкция устройства для нанесения изоляционного ленточного покрытия на трубопровод модели УИ-820, разработанного Институтом проблем транспорта энергоресурсов "ИПТЭР", г. Уфа, 1996 г. (см. паспорт "ИПТЭР" 1670.00.000. ПС, ТУ 4854 - 046 - 00147105 - 97).
Такое устройство (см. фиг. 1) состоит из поворотного ротора 1 с обмоточной головкой (шпулей) 2, на которой закрепляется рулон 3, например, с изоляционной лентой, и приводной каретки 4. Поворотный ротор 1 выполнен разъемным, что позволяет монтировать его на любой участок "бесконечного" трубопровода 5.
На приводной каретке 4 смонтирован электропривод, включающий электродвигатель 6, редуктор 7, цепную передачу 8, цевочное 9 и зубчатое 10 колеса. На фланцах поворотного ротора 1 установлены обрезиненные поворотные ходовые ролики 11, находящиеся в контакте с трубопроводом 5. Прижим обрезиненных поворотных ходовых роликов 11 к трубопроводу 5 осуществляется пружинами (на чертеже не показаны). Обрезиненные поворотные ходовые ролики 11 могут поворачиваться в ту или иную сторону. На поворотном роторе 1 установлен также направляющий ролик 12.
Приводная каретка 4 для установки на трубопровод 5 снабжена опорными роликами 13, размещенными со стороны переднего фланца поворотного ротора 1 по ходу движения устройства, и подсоединена к поворотному ротору 1 посредством тяг 14, расположенных на зубчатом колесе 10.
Устройство работает следующим образом.
Нанесение на трубопровод 5 рулонных изоляционных материалов производится за счет обеспечения вращательно-поступательного движения поворотного ротора 1 со шпулей 2 относительно трубопровода 5.
Перед началом намотки поворотный ротор 1 необходимо отцентрировать таким образом, чтобы обеспечить равномерный зазор между трубопроводом 5 и каркасом поворотного ротора 1, а также отцентрировать зубчатое колесо 10 на приводной каретке 4, обеспечив тем самым равномерный зазор между зубчатым колесом 10 и трубопроводом 5, а также нормальное зацепление зубчатого 10 и цепочного колеса 9.
Обрезиненные поворотные ходовые ролики 11 устанавливаются под углом около 8 градусов к оси трубопровода 5.
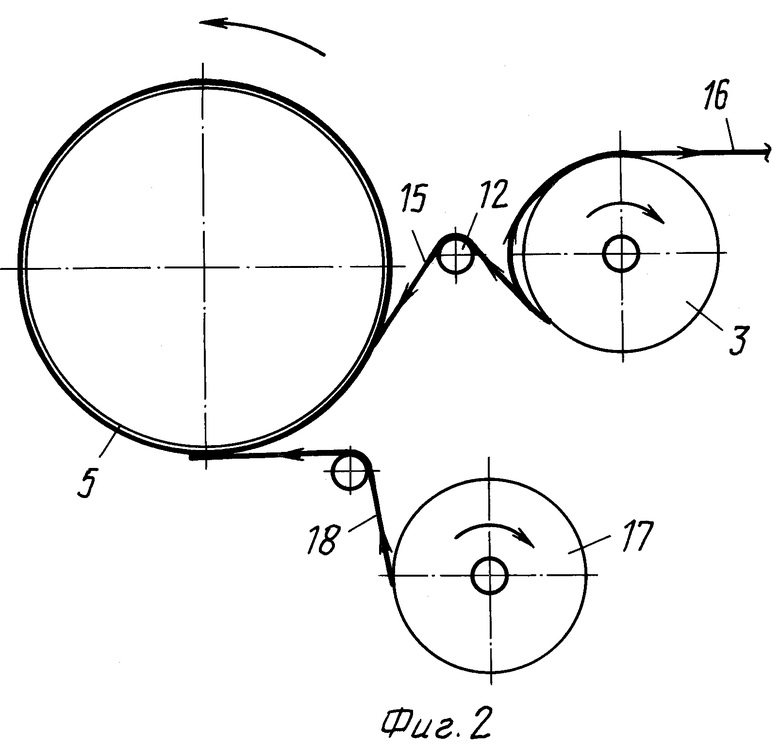
После этого рулон 3 исходными изоляционными материалами устанавливают и закрепляют на шпуле 2. Начало полотна изоляционной ленты 15 (см. фиг. 2) сматывают с рулона 3 и пропуская по направляющему ролику 12, закрепляют на трубопроводе 5. Затем изоляционную ленту 15 вручную наматывают на трубопровод 5, для чего производят 1...2 оборота поворотного ротора 1 вокруг трубопровода 5.
После этого регулируют положение шпули 2 таким образом, чтобы изоляционная лента 15 ложилась на трубопровод 5 без гофров, а разворотом обрезиненных поворотных ходовых роликов 11 регулируют величину нахлеста изоляционной ленты 15.
После подачи электропитания вращение от электродвигателя 6 через редуктор 7 и цепную передачу 8 передается на цевочное 9 и зубчатое 10 колеса, а также через тяги 14 на поворотный ротор 1.
При этом поворотный ротор 1 с помощью обрезиненных поворотных ходов роликов 11 перемещается вдоль трубопровода 5 по винтовой линии. Намотка на трубопровод 5 изоляционных материалов производится за счет вращательно - поступательного движения шпули 2, расположенной на поворотном роторе 1. При этом изоляционная лента 15 (см. фиг. 2) сматывается с рулона 5, протягивается по направляющему ролику 12 и наматывается по винтовой линии на трубопровод 5. При намотке на трубопровод 5 изоляционной ленты 15 типа "ЛИАМ" с антиадгезивным слоем 16 из ламинированной бумаги этот антиадгезивный слой 16 вручную по частям обрывается и засыпается грунтом в траншее вместе с трубопроводом 5.
В настоящее время в нашей стране в качестве основного изоляционного материала применяется разработанная НИЦ "Поиск" (г. Уфа) изоляционная лента "ЛИАМ" (Лента изоляционная асмольная модифицированная, изготовляемая ЗАО НПП "КОМПЛЕКС", г. Нижний Новгород, согласно ТУ 2257-016-16802026-99), состоящая из полимерной пленки-основы толщиной 0,4...0,7 мм, на которую нанесен мастичный слой толщиной 1,1...1,5 мм. Для исключения слипания ленты в рулоне на мастичный слой нанесен спой антиадгезива в виде ламинированной бумаги или изоляционной пленки толщиной не менее 0,06 мм, который в процессе нанесения ленты "ЛИАМ" на трубопровод обрывается.
После нанесения слоя изоляционной ленты 15 на трубопровод 5 устройство возвращается в исходное положение, на шпуле 2 устанавливается и закрепляется рулон 17 с защитным оберточным материалом (оберткой) 18 и процесс намотки повторяется.
Такое устройство может работать как с электроприводом, так и без него. При работе устройства без электропривода на трубопроводе 5 (см. фиг. 1) монтируется только поворотный ротор 1 со шпулей 2. В этом случае вращение поворотного ротора 1 осуществляется вручную.
Такая конструкция устройства хотя и позволяет наматывать на трубопровод различные рулонные изоляционные материалы, однако ее использование в полевых (трассовых) условиях ограничено большими потерями времени на поочередную замену рулонов 3 и 17 с изоляционной лентой 15 и защитной оберткой 18. Кроме того, при намотке изоляционной ленты 15 типа "ЛИАМ" теряется много времени на удаление (обрывание) антиадгезивного слоя - ламинированной бумаги 16. Приходится довольно часто останавливать процесс, что существенно снижает производительность труда.
Задачей, на решение которой направлено заявляемое изобретение, является расширение арсенала технических средств, предназначенных для изоляционных работ.
Данная задача решается с помощью технического результата от использования заявляемого изобретения, заключающегося в обеспечении существенного повышения производительности и улучшения условий труда при нанесении изоляции на трубопровод в полевых условиях при обеспечении высокого качества наносимого покрытия.
Указанный результат достигается тем, что в известное устройство для нанесения изоляционного ленточного покрытия на трубопровод, состоящее из разъемного поворотного ротора с обмоточной головкой (шпулей), на которой закрепляется рулон с исходными изоляционными материалами, и при водной каретки с электроприводом, включающим электродвигатель, редуктор, цепную передачу, цевочное и зубчатое колеса, кроме того, на поворотном роторе установлены подпружиненные обрезиненные поворотные кодовые ролики, выполненные контактирующими с трубопроводом, а также направляющий ролик, при этом приводная каретка снабжена опорными роликами, выполненными взаимодействующими с трубопроводом, и подсоединена к поворотному ротору посредством тяг, расположенных на зубчатом колесе, введен узел нанесения защитной обертки, выполненный в виде последовательно размещенных натяжного ролика, поворотной рамки с направляющими роликами, образующими тракт подачи защитной обертки, причем поворотная рамка снабжена отклоняющими роликами и размещена между фланцами поворотного ротора под углом к оси рулона с исходными изоляционными материалами.
При этом для получения максимального полезного эффекта от использования настоящего изобретения рулон с исходными изоляционными материалами рекомендуется выполнять в виде блока исходных материалов для изоляционного покрытия трубопровода, описанного в заявке на выдачу патента РФ на изобретение N 99108586 от 30.04.99 г., МКИ F 16 L 59/14, заявитель: ЗАО НПП "КОМПЛЕКС", г. Нижний Новгород.
Предлагаемое изобретение пояснено чертежами, на которых:
- на фиг. 1 изображен общий вид известного устройства для нанесения изоляционного ленточного покрытия на трубопровод модели УИ-820, разработанное Институтом проблем транспорта энергоресурсов;
- на фиг. 2 показана схема намотки известной изоляционной ленты типа "ЛИАМ" с отдельной защитной оберткой на трубопровод;
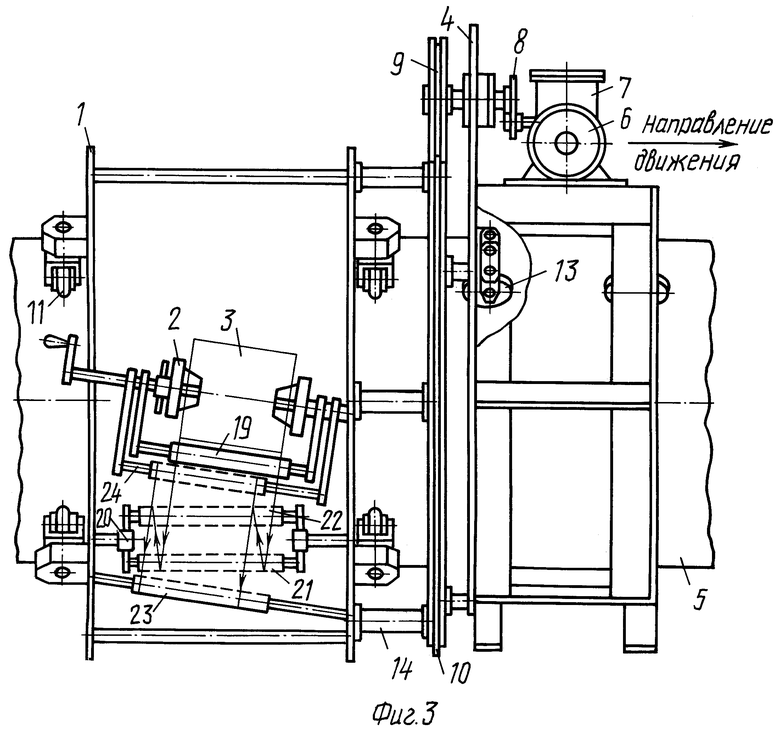
- на фиг. 3 изображен общий вид заявляемого устройства для нанесения на трубопровод изоляционного ленточного покрытия, например, из блока исходных материалов по заявке ЗАО НПП "КОМПЛЕКС" на получение патента РФ на изобретение N 99108586 от 50.04.99 г.;
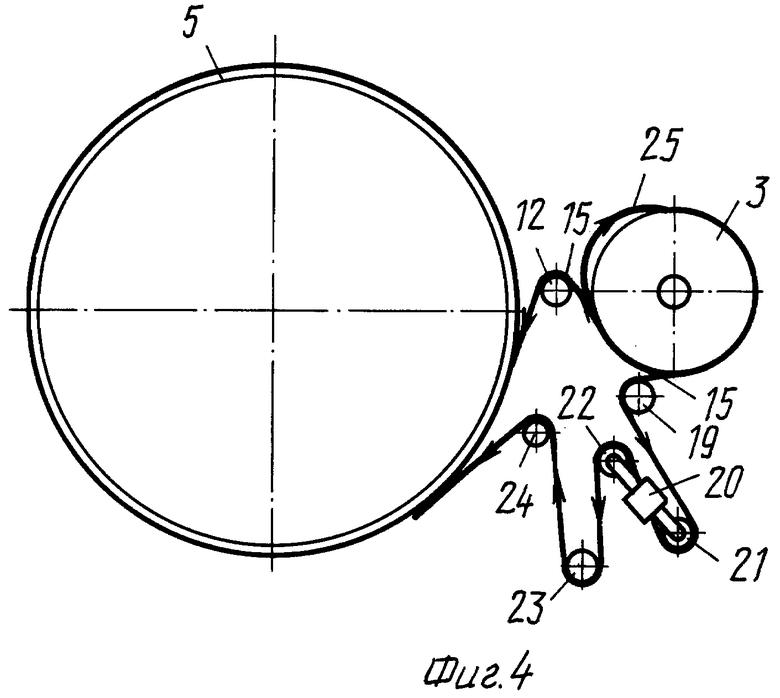
- на фиг. 4 показана схема намотки изоляционного покрытия на трубопровод из блока исходных материалов, выполненного по заявке на получение патента РФ на изобретение N 99108586 от 30.04.99 г., с помощью заявляемого устройства.
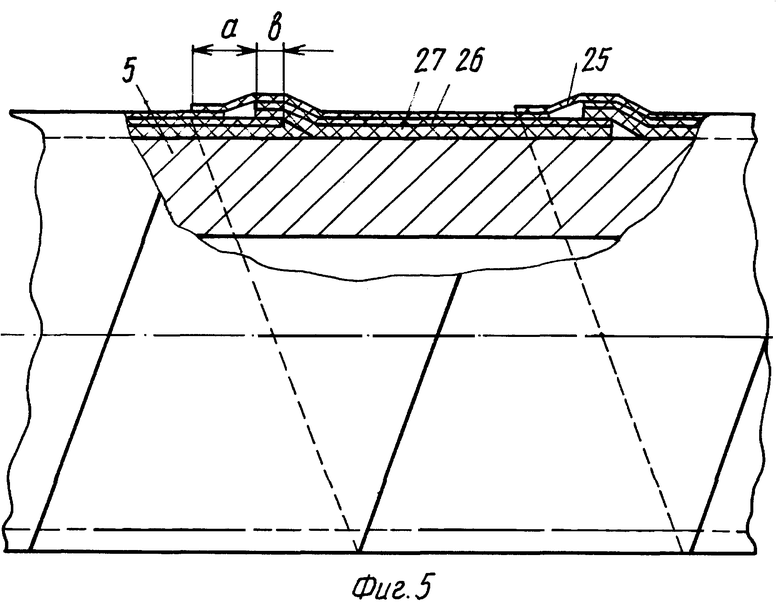
- на фиг. 5 показана часть трубопровода с нанесенным изоляционным покрытием, состоящим из изоляционной ленты и защитной обертки.
Примечание: На всех чертежах детали и узлы одинакового назначения обозначены одними и теми же номерами позиций.
Предлагаемое устройство для нанесения изоляционного ленточного покрытия на трубопровод состоит из разъемного поворотного ротора 1 (см. фиг. 3) с обмоточной головкой (шпулей) 2, на которой закрепляется рулон 3 с исходными изоляционными материалами (причем рулон рекомендуется выполнить в виде блока исходных материалов для изоляционного покрытия трубопровода по заявке на выдачу патента РФ на изобретение N 99108586 от 30.04.99 г.) и приводной каретки 4 с электроприводом, включающим электродвигатель 6, редуктор 7, цепную передачу 8, цевочное 9 и зубчатое 10 колеса, кроме того, на поворотном роторе 1 установлены подпружиненные обрезиненные поворотные ходовые ролики 11, выполненные контактирующими с трубопроводом 5, а также направляющий ролик 12 (см. фиг. 4), при этом приводная каретка 4 (см. фиг. 5) снабжена опорными роликами 13, выполненными взаимодействующими с трубопроводом 5, и подсоединена к поворотному ротору 1 посредством тяг 14, расположенных на зубчатом колесе 10.
Кроме того, имеется узел для нанесения на трубопровод защитной обертки, снабженный последовательно размещенными натяжным роликом 19, поворотной рамкой 20 с отклоняющими роликами 21 и 22 и направляющими роликами 23 и 24, образующими тракт подачи защитной обертки, берущий начало из межсложного пространства между слоями изоляционной ленты в рулоне 3, затем проходящий вокруг наружной поверхности рулона 3 и, наконец, выходящий на наружную поверхность изоляционной ленты, нанесенной на трубопровод, при этом поворотная рамка 20 размещена между фланцами поворотного ротора 1 под углом к оси рулона 3 с исходными изоляционными материалами.
Заявляемое устройство работает следующим образом.
Поворотную рамку 20 устанавливают под углом около 8 градусов относительно оси рулона 3 с исходными материалами, обеспечивая тем самым смещение защитной обертки - антиадгезивного слоя 25 относительно изоляционной ленты 15. Перед началом работ поворотный ротор 1 и зубчатое колесо 10 необходимо отцентрировать таким образом, чтобы обеспечить равномерный зазор между трубопроводом 5 и каркасом поворотного ротора 1, между зубчатым колесом 10 и трубопроводом 5, а также обеспечить нормальное зацепление зубчатого 10 и цевочного 9 колес. Обрезиненные поворотные ходовые ролики 11 устанавливают на поворотном роторе 1 под углом около 8 градусов к оси трубопровода 5. На шпуле 2 устанавливают и закрепляют рулон 3 с исходными изоляционными материалами. После этого разворачивают поворотную рамку 20 на 180 градусов против часовой стрелки для удобства протягивания защитной обертки - антиадгезивного слоя 25. Затем в начале рулона 3 отделяют изоляционную ленту 15 от защитной обертки - антиадгезивного слоя 25. Начало изоляционной ленты 15 протягивают по направляющему ролику 12 и закрепляют на наружной поверхности трубопровода 5 с помощью нанесенного на ленте с одной стороны липкого слоя. Затем начало защитной обертки - антиадгезивного слоя 25 (см. фиг. 4) через верхнюю часть рулона 3 (на чертеже по часовой стрелке) протягивают по натяжному ролику 19, отклоняющим роликам 21 и 22 поворотной рамки 20, далее по направляющим роликам 23 и 24 и закрепляют с помощью липкой ленты на наружной поверхности изоляционной ленты 15, намотанной на трубопровод 5.
Вначале намотку изоляционной ленты 15 и защитной обертки - антиадгезивного слоя 25 на трубопровод 5 производят вручную для того, чтобы отрегулировать положение шпули 2 таким образом, чтобы изоляционная лента 15 и защитная обертка - антиадгезивный слой 25 укладывались на трубопровод 5 без гофров.
Кроме этого, разворотом обрезиненных поворотных ходовых роликов 11 поворотного ротора 1 и наклоном поворотной рамки 20 регулируют (устанавливают) величину нахлеста изоляционной ленты 15 и защитной обертки - антиадгезивного слоя 25, а также смещение защитной обертки - антиадгезивного слоя 25 относительно изоляционной ленты 15 путем поворота (1...2 раза) вокруг трубопровода 5 поворотного ротора 1. При этом следует учитывать то (см. фиг. 5), что изоляционное ленточное покрытие состоит из пленки основы 26, толщиной 0,4... 0,7 мм, на которую нанесен слой клеящей мастики 27 толщиной 1,1... 1,5 мм, а также защитной обертки - антиадгезивного споя 25 толщиной 0,6 мм. Смещение "а" защитной обертки - антиадгезивного слоя 25 относительно изоляционной ленты 15 составляет около 70 мм. Поэтому при нанесении покрытия из изоляционных лент нахлест "в" витков лент должен составлять 25...30 мм. Увеличение размера нахлеста ведет к перерасходу изоляционной ленты 15. В нахлесте должна обеспечиваться полная прилипаемость ленты. Лента с одной стороны должна быть надежно сцеплена с грунтовкой (на чертеже не показана) и металлом трубопровода 5, а с другой стороны - с той частью изоляционной ленты 15, которая расположена в зоне нахлеста. При этом прочность соединения зависит от ширины нахлеста и от того, приклеены или неприклеены наиболее нагруженные края изоляционной ленты 15 по ее торцу. Если витки изоляционной ленты в нахлесте не приклеены к трубопроводу и не склеены между собой, то под ними трубопровод не защищен от коррозии. Условием, обеспечивающим плотное прилегание изоляционной ленты 15 по всей защищаемой поверхности трубопровода 5 и создающим герметичность в нахлесте, является постоянное натяжение изоляционной ленты 15 по ее ширине. Усилие натяжения ленты при намотке складывается из усилия разматывания рулона 3, усилия, создаваемого тормозным устройством (на чертеже не показано) шпули 2, и усилия, возникающего при перепадах температур.
При работе с большими усилиями натяжения изоляционнная лента 15 или защитная обертка - антиадгезивный слой 25 могут порваться.
При слабом натяжении полотно изоляционной ленты 15 неплотно облегает трубопровод 5, образуя воздушные мешки и тем самым снижая качество защитного покрытия.
Усилие натяжения изоляционных материалов регулируется тормозным механизмом (на чертеже не показан) шпули 2. После подачи электропитания на электродвигатель 6 (см. фиг. 3) вращение от него передается через редуктор 7, цепную передачу 8 и цевочное колесо 9 на зубчатое колесо 10, а через тяги 14 на поворотный ротор 1. При этом приводная каретка 4 на опорных роликам 13 перемещается вдоль оси трубопровода 5, а поворотный ротор 1 при помощи обрезиненных поворотных ходовых роликов 11 перемещается по трубопроводу 5 вдоль его оси по винтовой линии. При вращении поворотного ротора 1 происходит поворот установленного на шпуле 2 рулона 2 с исходными изоляционными материалами. При этом изоляционная лента 15 (см. фиг. 4) и защитная обертка - антиадгезивный слой 25 сматываются с рулона 3 и наматываются друг за другом на трубопровод 5 также по винтовой линии. В это время изоляционная лента 15 перемещается по направляющему ролику 12, а защитная обертка - антиадгезивный слой 25 - по наружной поверхности рулона 3, по натяжному ролику 19, отклоняющим роликам 21 и 22 поворотной рамки 20 и направляющим роликам 23 и 24. Таким образом, наматывание изоляционной ленты 15 и защитной обертки - антиадгезивного слоя 25 производится с одного рулона 3 за счет вращательно - поступательного движения поворотного ротора 1 со шпулей 2 вдоль оси трубопровода 5. По окончании намотки всего полотна рулона 3 на шпулю 2 устанавливают новый рулон 3 с исходными изоляционными материалами и процесс нанесения изоляционного покрытия на трубопровод повторяется.
Использование заявляемого изобретения позволяет:
1) cущественно уменьшить необходимое время на смену рулонов с исходными изоляционными материалами в процессе проведения изоляционных работ в трассовых условиях за счет уменьшения требуемого количества рулонов в один и тот же период времени;
2) значительно уменьшить трудоемкость проведения изоляционных работ за счет исключения необходимости удаления вручную путем обрыва антиадгезивного слоя (ламинированной бумаги).
| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ИСХОДНЫХ МАТЕРИАЛОВ ДЛЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ ТРУБОПРОВОДА И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2153620C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2303743C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ЛЕНТОЧНОГО МАСТИЧНОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151942C1 |
| Способ и узел нанесения изоляционного покрытия на трубопровод | 2016 |
|
RU2669724C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД | 2007 |
|
RU2325585C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ РУЛОННОГО ИЗОЛЯЦИОННОГО МАТЕРИАЛА НА МАГИСТРАЛЬНЫЙ ТРУБОПРОВОД | 2012 |
|
RU2502010C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ТРУБОПРОВОД И УЗЕЛ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ | 2008 |
|
RU2360178C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБОПРОВОДЫ | 2005 |
|
RU2313720C2 |
| СПОСОБ И УЗЕЛ НАНЕСЕНИЯ ИЗОЛЯЦИИ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2012 |
|
RU2509950C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2141385C1 |
Изобретение относится к строительству и может быть использовано при сооружении и ремонте магистральных трубопроводов. Состоит из разъемного поворотного ротора с обмоточной головкой (шпулей), на которой закрепляется рулон с исходными изоляционными материалами, и приводной каретки с электроприводом. На поворотном роторе установлены подпружиненные обрезиненные поворотные ходовые ролики, контактирующие с трубопроводом, а также направляющий ролик, приводная каретка снабжена опорными роликами, выполненными взаимодействующими с трубопроводом, и подсоединена к поворотному ротору посредством тяг, расположенных на зубчатом колесе. Устройство имеет узел нанесения защитной обертки, выполненный в виде последовательно размещенных натяжного ролика, поворотной рамки с отклоняющими и направляющими роликами, образующими тракт подачи защитной обертки, берущей начало из межслойного пространства между слоями изоляционной ленты в рулоне, затем проходящей вокруг наружной поверхности рулона и, наконец, выходящий на наружную поверхность изоляционной ленты, нанесенной на трубопровод, поворотная рамка размещена между фланцами поворотного ротора под углом к оси рулона с исходными изоляционными материалами. Расширяет арсенал технических средств. 5 ил.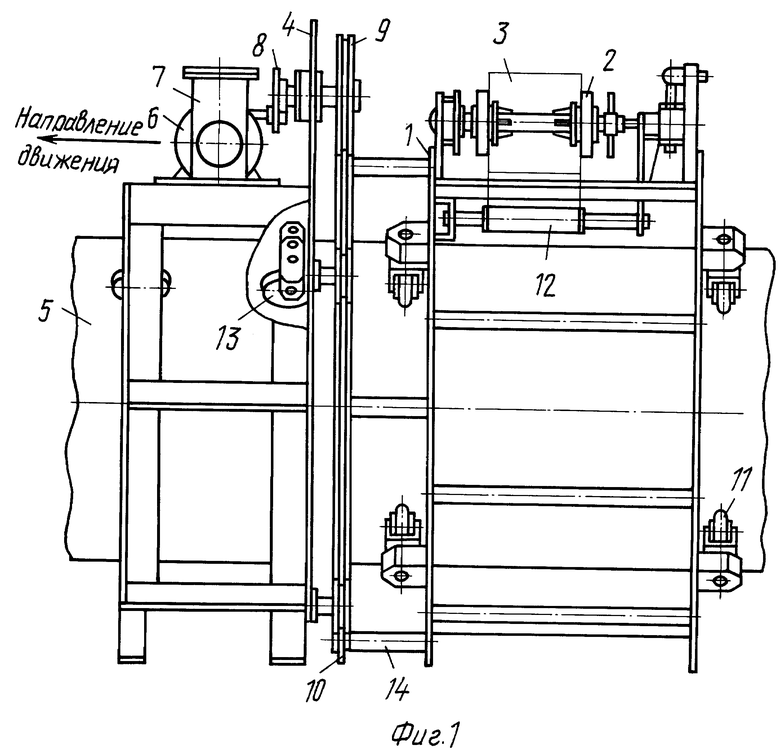
Устройство для нанесения изоляционного ленточного покрытия на трубопровод, состоящее из разъемного поворотного ротора с обмоточной головкой (шпулей), на которой закрепляется рулон с исходными изоляционными материалами, и приводной каретки с электроприводом, включающим электродвигатель, редуктор, цепную передачу, цевочное и зубчатое колеса, кроме того, на поворотном роторе установлены подпружиненные обрезиненные поворотные ходовые ролики, выполненные контактирующими с трубопроводом, а также направляющий ролик, при этом приводная каретка снабжена опорными роликами, выполненными взаимодействующими с трубопроводом, и подсоединена к поворотному ротору посредством тяг, расположенных на зубчатом колесе, отличающееся тем, что в него введен узел нанесения защитной обертки, выполненный в виде последовательно размещенных натяжного ролика, поворотной рамки с направляющими роликами, образующими тракт подачи защитной обертки, причем поворотная рамка снабжена отклоняющими роликами и размещена между фланцами поворотного ротора под углом к оси рулона с исходными изоляционными материалами.
| Приспособление для снимания набитых папирос с набивной ложечки в папиросонабивных машинах | 1925 |
|
SU4834A1 |
| Ручной насос для двух жидкостей | 1923 |
|
SU820A1 |
| Самоходная машина для изоляции труб лентами | 1961 |
|
SU147404A1 |
| Устройство для облицовки наружной поверхности труб малых диаметров ленточным изоляционным материалом | 1988 |
|
SU1620320A1 |
| Устройство для изоляции трубопроводов | 1986 |
|
SU1401225A1 |
| DE 23607000 A1, 19.02.1976 | |||
| Способ получения поликарбонатов | 1960 |
|
SU136048A1 |
