Настоящее изобретение относится к листовому упаковочному материалу, предназначенному для изготовления герметичной упаковки, содержащей наливной пищевой продукт.
Настоящее изобретение также относится к герметичной упаковке, полученной из листового упаковочного материала.
Как общеизвестно, многие наливные пищевые продукты, такие как фруктовый сок, молоко УВТ (ультравысокотемпературной обработки), вино, томатный соус и т.д., продают в упаковках, изготовленных из стерилизованного упаковочного материала.
Типовым примером является упаковка с формой параллелепипеда для жидких или наливных пищевых продуктов, известная как Tetra Brik Aseptic (зарегистрированный товарный знак), которую изготавливают посредством фальцевания, сварки и резки ленты из многослойного упаковочного материала. В частности, упаковочный материал имеет многослойную структуру, содержащую базовый слой, например, из бумаги, покрытый с обеих сторон слоями термосвариваемого пластика, например, полиэтилена. В случае асептических упаковок для продуктов длительного хранения, таких как молоко УВТ, упаковочный материал также содержит слой из материала, образующего барьер для кислорода, например, из алюминиевой фольги, который наложен на слой термосвариваемого пластика и, в свою очередь, покрыт другим слоем термосвариваемого пластика, образующим внутреннюю поверхность упаковки, впоследствии контактирующую с пищевым продуктом.
Упаковки данного типа обычно изготавливают на полностью автоматических упаковочных машинах, на которых непрерывную трубу образуют из упаковочного материала, подаваемого в виде ленты; ленту упаковочного материала стерилизуют в упаковочной машине, например, посредством применения химического стерилизующего средства, такого как раствор пероксида водорода, которое после завершения стерилизации удаляют с поверхностей упаковочного материала, например, подвергают испарению путем нагрева; ленту, стерилизованную подобным образом, затем удерживают в замкнутой стерильной среде и подвергают фальцеванию и сварке в продольном направлении для образования трубы, которую подают вертикально.
Для завершения операций формирования трубу заполняют стерилизованным или обработанным в стерильной среде, пищевым продуктом и сваривают и впоследствии разрезают в зоне равноотстоящих поперечных сечений; таким образом получают подушкообразные пачки, которые затем подвергают механической фальцовке для формирования соответствующих готовых упаковок на станке для окончательной фальцовки.
Для обеспечения возможности фальцовки рулонного упаковочного материала как во время формирования, так и во время окончательной фальцовки, линии сгиба, то есть линии ослабления, образуют на упаковочном материале на производственной установке с помощью сгибающих инструментов. На практике линии сгиба определяют линии фальцовки, вдоль которых подушкообразные пачки фальцуют для того, чтобы они приобрели заданную конечную конфигурацию.
В альтернативном варианте упаковочный материал может быть разрезан на заготовки, которые преобразуют в упаковки на формообразующих валах, и получающиеся в результате упаковки затем заполняют пищевым продуктом и запечатывают. Одним примером упаковки данного типа является упаковка с так называемым «крышеобразным верхом», известная под торговым наименованием Tetra Rex (зарегистрированный товарный знак).
Для открывания вышеописанных упаковок их обычно выполняют с отделяемой частью, которую частично отсоединяют с помощью приспособления для открывания от остального упаковочного материала для освобождения выливного отверстия, через которое выливают продукт.
Отделяемую часть образуют в упаковочном материале перед фальцовкой и сваркой упаковочного материала для формирования готовой упаковки.
Отделяемая часть обычно содержит отверстие, так называемое «предварительно закрытое путем ламинирования», то есть круглое сквозное отверстие, образованное только в базовом слое упаковочного материала и закрытое - при ламинировании материала - слоями из термосвариваемого пластика и барьерного материала, которые прилипают друг к другу в зоне отверстия.
Каждую упаковку вышеуказанного типа, или отрезанную от трубы из упаковочного материала, или образованную на формообразующем вале, получают из базового единичного элемента из упаковочного материала, имеющего заданные линии сгиба.
Другими словами, вышеупомянутый базовый единичный элемент представляет собой точный кусок упаковочного материала, используемый для изготовления одной отдельной упаковки.
В случае упаковок, изготавливаемых из трубы из упаковочного материала, исходная лента включает в себя множество базовых единичных элементов, соединенных друг с другом; в случае упаковок, изготавливаемых на формообразующих валах, заготовка, вырезанная из ленты перед началом операций формообразования и сварки, образует базовый единичный элемент.
Базовый единичный элемент, как правило, имеет прямоугольную или квадратную конфигурацию с двумя граничными краями, параллельными продольному направлению, и двумя другими граничными краями, параллельными поперечному направлению, ортогональному к продольному направлению.
Когда базовый единичный элемент подвергнут фальцовке и сварке для формирования соответствующей готовой упаковки, продольное направление становится направлением, вдоль которого определяют общую высоту самой упаковки; продольное направление также представляет собой основное направление протяженности ленты, из которой получают базовый единичный элемент.
Базовый единичный элемент обычно включает в себя по меньшей мере две поперечные линии сгиба, проходящие поперек к продольному направлению и разделяющие сам базовый единичный элемент на:
- нижнюю зону, содержащую нижний рисунок расположения линий сгиба и выполненную с возможностью формирования нижней части готовой упаковки;
- верхнюю зону, содержащую верхний рисунок расположения линий сгиба и выполненную с возможностью формирования верхней части готовой упаковки;
- промежуточную зону, содержащуюся между поперечными линиями сгиба, расположенную между нижней зоной и верхней зоной и обычно имеющую множество продольных линий сгиба, предназначенных для образования боковых краев множества боковых стенок готовой упаковки.
Поперечные линии сгиба также выполнены с возможностью образования нижнего периферийного края и верхнего периферийного края готовой упаковки, имеющих бесконечные/замкнутые конфигурации и соответственно отделяющих нижнюю часть и верхнюю часть от основной части.
Нижняя часть готовой упаковки обычно включает в себя плоскую и горизонтальную нижнюю панель, образующую опорную поверхность самой упаковки.
Верхняя часть готовой упаковки может включать в себя плоскую и горизонтальную верхнюю панель, параллельную нижней панели; в альтернативных вариантах крышеобразные верхние части или наклонные верхние части очень успешно используются в сочетании с приспособлениями для открывания, поскольку наклонные верхние панели являются более широкими, чем соответствующие плоские верхние панели упаковок с формой параллелепипеда или призмы, и, следовательно, обеспечивают возможность применения приспособлений для открывания, имеющих бóльшие размеры, например, предусмотренных с навинчивающимися колпачками или тому подобным.
Недавно был разработан новый тип упаковки, которую получают посредством фальцовки и сварки базового единичного элемента из упаковочного материала, не имеющего продольных линий сгиба в промежуточной зоне. Этот конкретный признак позволяет обеспечить высокую гибкость объема готовой упаковки, которая принимает скругленную конфигурацию вдоль боковых краев.
Пример данной упаковки показан в китайской заявке на промышленный образец № 201030154036.8.
Несмотря на упомянутое важное преимущество упаковки данного конкретного типа, некоторые дефекты могут возникать в углах между боковыми краями боковых стенок и нижним периферийным краем и верхним периферийным краем, отделяющими основную часть упаковки от ее нижней части и верхней части.
Следовательно, задача настоящего изобретения состоит в том, чтобы предложить листовой упаковочный материал, который предназначен для герметичной упаковки, содержащей наливной пищевой продукт, и который предназначен для преодоления вышеупомянутого недостатка без труда и с низкими затратами.
Эта задача решается посредством листового упаковочного материала согласно пункту 1 формулы изобретения.
Эта задача также решается посредством герметичной упаковки, согласно пункту 8 формулы изобретения.
Предпочтительный неограничивающий вариант осуществления настоящего изобретения будет описан в качестве примера со ссылкой на сопровождающие чертежи, на которых:
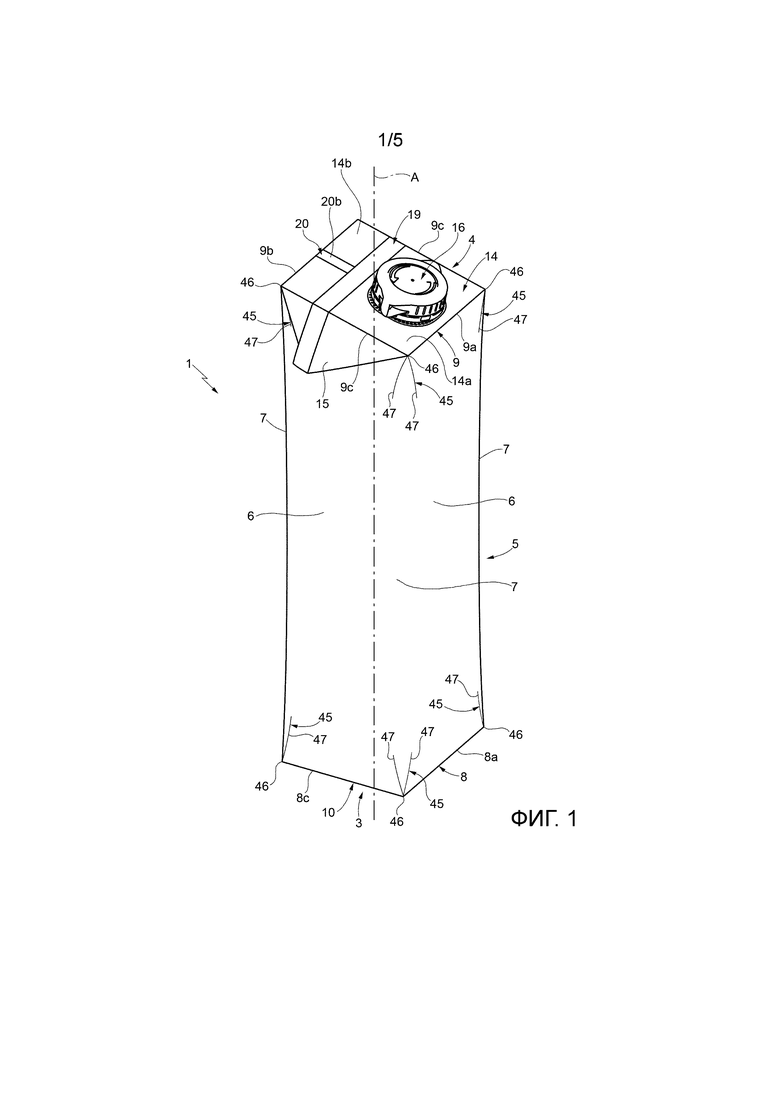
фиг.1 - вид в перспективе герметичной упаковки, содержащей наливной пищевой продукт и полученной из листового упаковочного материала согласно настоящему изобретению;
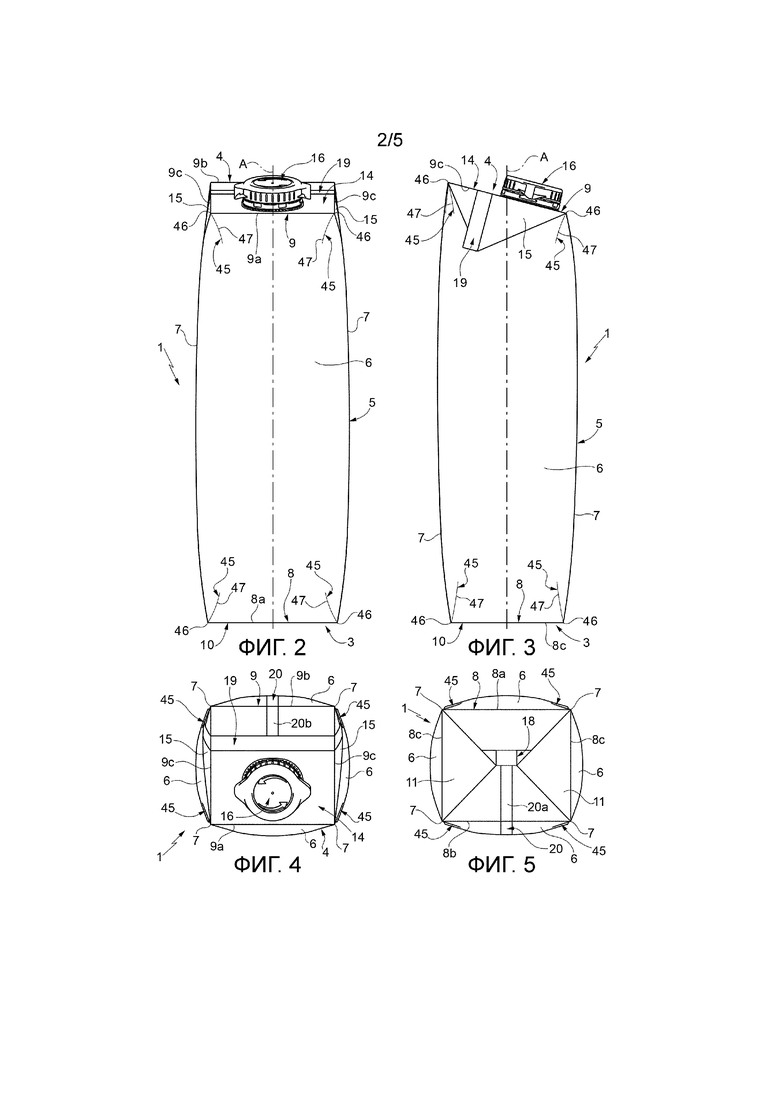
фиг.2 - выполненный в меньшем масштабе вид спереди упаковки с фиг.1;
фиг.3 - выполненный в меньшем масштабе вид сбоку упаковки с фиг.1;
фиг.4 - выполненный в меньшем масштабе вид сверху упаковки с фиг.1;
фиг.5 - выполненный в меньшем масштабе вид снизу упаковки с фиг.1;
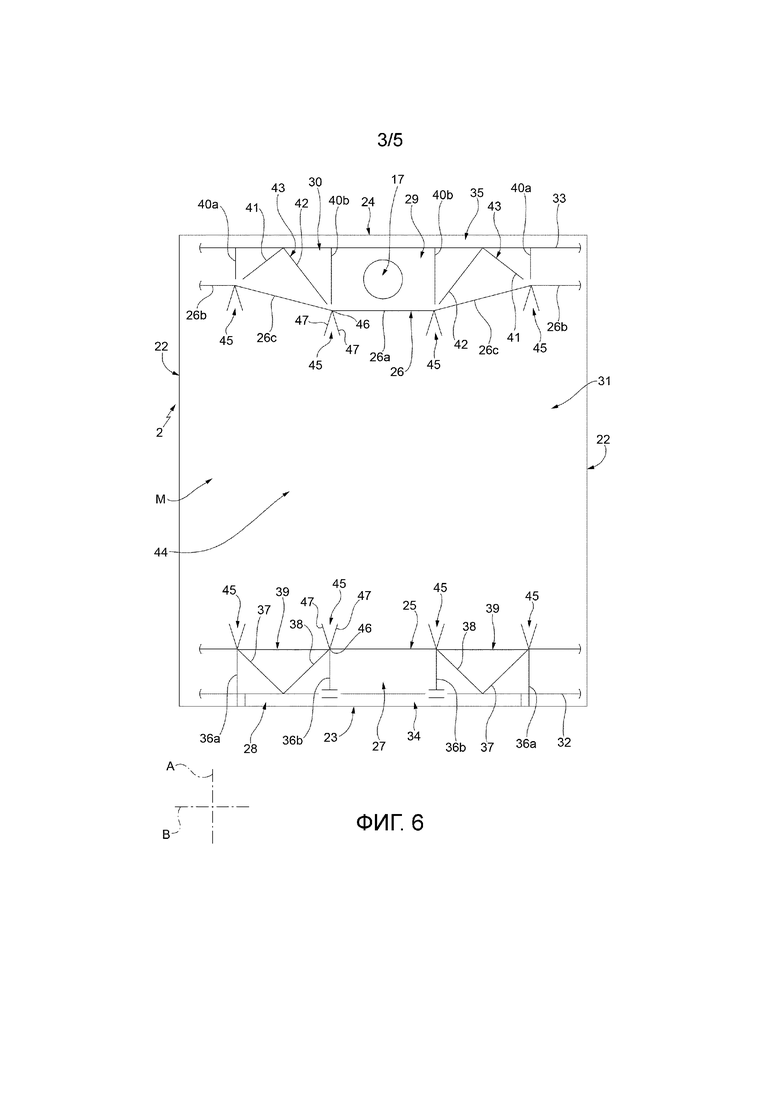
фиг.6 - вид спереди базового единичного элемента из листового упаковочного материала согласно настоящему изобретению, из которого получают упаковку с фиг.1-5;
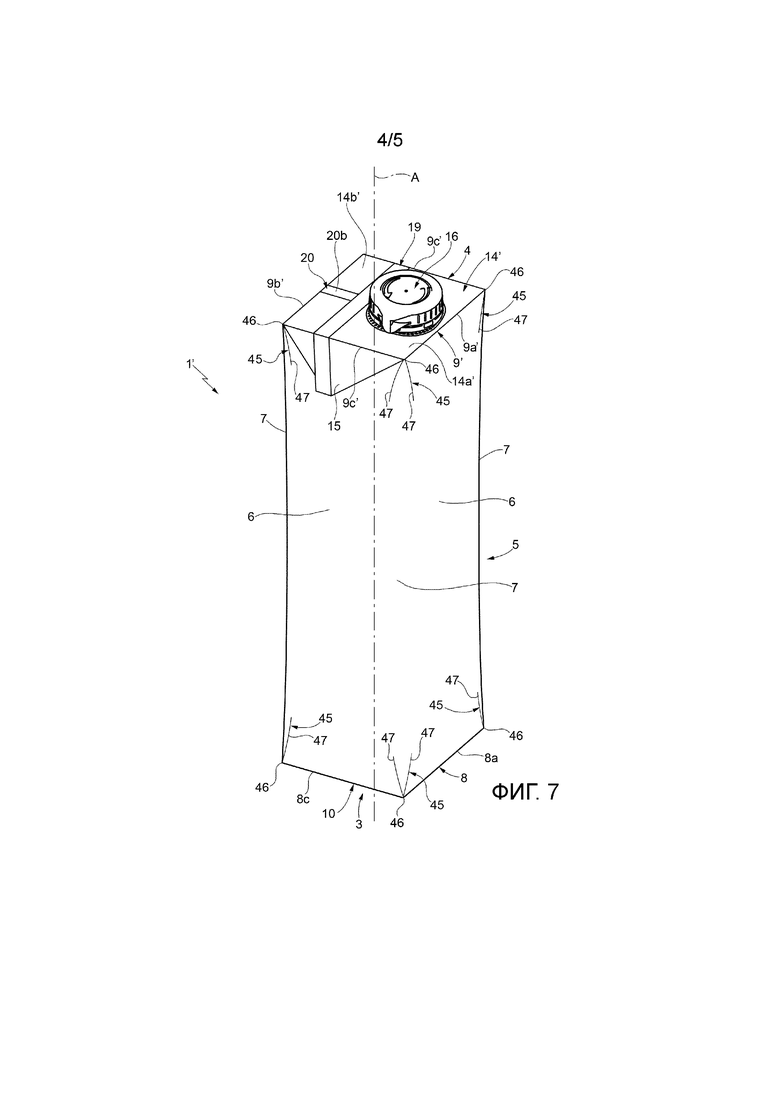
фиг.7 - вид в перспективе герметичной упаковки согласно другому варианту осуществления настоящего изобретения; и
фиг.8 - вид спереди базового единичного элемента из листового упаковочного материала согласно настоящему изобретению, из которого получают упаковку с фиг.7.
Ссылочная позиция 1 на фиг.1-5 обозначает в целом герметичную упаковку, содержащую наливной пищевой продукт и полученную из листового упаковочного материала 2 (фиг.6) согласно настоящему изобретению.
Упаковка 1 содержит нижнюю часть 3, верхнюю часть 4 и основную часть 5, расположенную между нижней частью 3 и верхней частью 4 и включающую в себя множество боковых стеновых частей 6, каждая из которых ограничена двумя противоположными боковыми краевыми зонами 7.
Основная часть 5 отделена от нижней части 3 нижним периферийным краем 8, имеющим бесконечную/замкнутую конфигурацию, образованную ломаной линией. Полностью аналогичным образом основная часть 5 отделена от верхней части 4 верхним периферийным краем 9, также имеющим бесконечную/замкнутую конфигурацию, образованную ломаной линией.
Нижняя часть 3 включает в себя плоскую и горизонтальную нижнюю панель 10, имеющую четырехугольный, то есть прямоугольный или квадратный (в примере показан прямоугольный) профиль и образующую опорную поверхность самой упаковки.
Нижняя панель 10 ограничена нижним периферийным краем 8, который, в свою очередь, образован четырьмя краевыми участками, которые разделены соответствующими вершинами, то есть нижним передним краем 8а, нижним задним краем 8b, параллельным нижнему переднему краю 8а, и двумя нижними боковыми краями 8с, ортогональными к нижнему переднему краю 8а и нижнему заднему краю 8b.
Упаковка 1 проходит вертикально вдоль продольного направления А, которое ортогонально к нижней панели 10 и вдоль которого определяют общую высоту самой упаковки 1. Продольное направление А также ортогонально к нижнему переднему краю 8а, нижнему заднему краю 8b и нижним боковым краям 8с нижнего периферийного края 8.
Следует подчеркнуть, что в настоящем описании и в формуле изобретения термин «общая высота» означает или высоту упаковки, когда упаковка имеет постоянную высоту, или максимальную высоту упаковки, когда упаковка имеет переменную высоту.
Нижняя часть 3 дополнительно включает в себя два нижних боковых клапана 11, имеющих по существу треугольные конфигурации и загнутых известным образом на нижнюю панель 10 (фиг.4).
Верхняя часть 4 включает в себя плоскую и наклонную верхнюю панель 14, имеющую четырехугольный, то есть прямоугольный или квадратный, профиль и имеющую конфигурацию с наклоном вперед относительно продольного направления А.
Верхняя панель 14 ограничена верхним периферийным краем 9, который, в свою очередь, образован четырьмя краевыми участками, которые разделены соответствующими вершинами, то есть верхним передним краем 9а, параллельным нижнему переднему краю 8а и нижнему заднему краю 8b, верхним задним краем 9b, параллельным верхнему переднему краю 9а и расположенным выше, чем сам верхний передний край 9а, и двумя верхними боковыми краями 9с, ортогональными к верхнему переднему краю 9а и верхнему заднему краю 9b и имеющими наклон относительно продольного направления А.
Вследствие этого верхний периферийный край 9 проходит поперек по отношению к продольному направлению А.
Вследствие прямоугольного профиля верхней панели 14 верхний передний край 9а и верхний задний край 9b имеют одинаковую длину; то же самое имеет силу для верхних боковых краев 9с, которые также имеют одинаковую длину.
В качестве возможного непоказанного альтернативного варианта упаковка 1 может также иметь другую конфигурацию в ее верхней части, которая может быть образована горизонтальной и плоской верхней панелью, которая параллельна нижней панели 10, или частью с крышеобразными верхом, имеющей две наклонные верхние панели, соединенные на их верхних краях.
Верхняя часть 4 дополнительно включает в себя два верхних боковых клапана 15, имеющих по существу треугольные конфигурации и загнутых известным образом на две противоположные боковые стеновые части 6 основной части 5.
Как видно на фиг.1-4, верхняя часть 4 также предусмотрена с приспособлением 16 для открывания, выполненным из пластика и размещенным над отделяемой частью 17 и вокруг отделяемой части 17 (фиг.5) упаковочного материала 2. Приспособление 16 для открывания прикреплено к верхней панели 14 посредством известных систем крепления, таких как адгезивы, или посредством микрофакела, возбуждения электрического тока, ультразвука, лазера, литьевого прессования или других технологий термосварки.
В примере, показанном на фиг.1-5, основная часть 5 упаковки 1 включает в себя четыре боковые стеновые части 6 с разными профилями и размерами; боковые краевые зоны 7, ограничивающие боковые стеновые части 6, предпочтительно имеют скругленные конфигурации.
В частности, первая боковая стеновая часть 6, предназначенная для образования передней части поверхности упаковки 1, имеет по существу прямоугольную конфигурацию, ограниченную внизу и вверху прямолинейными нижним передним краем 8а и верхним передним краем 9а и с противоположных боковых сторон соответствующими скругленными и выпуклыми боковыми краевыми зонами 7.
Вторая боковая стеновая часть 6, предназначенная для образования задней части поверхности упаковки 1, также имеет по существу прямоугольную конфигурацию и ограничена внизу и вверху прямолинейными нижним задним краем 8b и верхним задним краем 9b и с противоположных боковых сторон соответствующими скругленными и выпуклыми боковыми краевыми зонами 7; эта вторая боковая стеновая часть 6 расположена напротив боковой стеновой части 6, предназначенной для образования передней части поверхности упаковки 1, и имеет высоту в направлении, параллельном продольному направлению А, которая больше высоты данной боковой стеновой части 6, указанной последней.
Каждая из остальных двух боковых стеновых частей 6 имеет профиль, по существу напоминающий профиль прямоугольной трапеции, ограниченной:
- внизу - одним соответствующим горизонтальным нижним боковым краем 8с;
- вверху - одним соответствующим наклонным верхним боковым краем 9с; и
- с противоположных боковых сторон - соответствующими скругленными и выпуклыми боковыми краевыми зонами 7.
Две боковые стеновые части 6, имеющие трапециидальные профили, «принимают» соответствующие верхние боковые клапаны 15 на своих наружных поверхностях.
Упаковочный материал 2, из которого изготовлена упаковка 1, показан на фиг.6 и имеет известную многослойную структуру (непоказанную), содержащую базовый слой, например, из бумаги, предназначенный для обеспечения жесткости, и некоторое число слоев, присоединенных ламинированием и закрывающих обе стороны базового слоя.
Слои, присоединенные ламинированием, предпочтительно включают один слой из материала, образующего барьер для кислорода, например, из алюминиевой фольги и некоторое число слоев из термосвариваемого пластика, закрывающих обе стороны базового слоя и обе стороны слоя материала, образующего барьер для кислорода. Другими словами, начиная от стороны, образующей впоследствии внутреннюю сторону упаковки 1, упаковочный материал 2 содержит один слой из термосвариваемого пластика, один слой из материала, образующего барьер для кислорода, другой слой из термосвариваемого пластика, базовый слой и один или более дополнительных слоев из термосвариваемого пластика.
Буква М на фиг.6 обозначает базовый единичный элемент из упаковочного материала 2, посредством которого изготавливают упаковку 1 и который может представлять собой предварительно вырезанную заготовку или часть ленты упаковочного материала, содержащей последовательность базовых единичных элементов М.
В первом случае базовый единичный элемент М фальцуют на известном формообразующем вале (непоказанном), заполняют пищевым продуктом и запечатывают вверху для формирования конечной упаковки.
Во втором случае, описанном в данном документе со ссылкой на фиг.1-8, ленту упаковочного материала 2, содержащую последовательность базовых единичных элементов М:
- складывают в виде цилиндра и сваривают в продольном направлении для формирования вертикальной трубы;
- непрерывно заполняют пищевым продуктом; и
- сваривают в поперечном направлении и разрезают на базовые единичные элементы М, которые затем фальцуют для формирования соответствующих упаковок 1.
После завершения этих операций упаковка 1 имеет:
- нижнюю поперечную запечатывающую полоску 18 (фиг.5), пересекающую нижнюю панель 10 вдоль ее осевой линии и проходящую параллельно нижнему переднему краю 8а и нижнему заднему краю 8b;
- верхнюю поперечную запечатывающую полоску 19 (фиг.1-4), пересекающую верхнюю панель 14 параллельно верхнему переднему краю 9а и верхнему заднему краю 9b и расположенную между верхним передним краем 9а и верхним задним краем 9b; и
- продольную запечатывающую полоску 20, проходящую перпендикулярно между нижней поперечной запечатывающей полоской 18 и верхней поперечной запечатывающей полоской 19 вдоль соответствующих частей нижней панели 10 и верхней панели 14 и вдоль боковой стеновой части 6, образующей заднюю часть поверхности упаковки 1.
Более конкретно, после полного запечатывания и формирования упаковки 1 нижнюю панель 10 будет пересекать нижняя поперечная запечатывающая полоска 18 и концевая часть 20а продольной запечатывающей полоски 20, проходящая перпендикулярно от нижней поперечной запечатывающей полоски 18.
Полностью аналогичным образом после полного запечатывания и формирования упаковки 1 верхнюю панель 14 будет пересекать верхняя поперечная запечатывающая полоска 19 и концевая часть 20b продольной запечатывающей полоски 20, проходящая перпендикулярно от верхней поперечной запечатывающей полоски 19 и противоположная концевой части 20а; более конкретно, верхняя поперечная запечатывающая полоска 19 разделяет верхнюю панель 14 на две зоны 14a, 14b, и концевая часть 20b продольной запечатывающей полоски 20 проходит в одной (14b) из таких зон 14a, 14b от промежуточной части верхней поперечной запечатывающей полоски 19.
Во время операций формирования для получения упаковки 1 верхнюю поперечную запечатывающую полоску 19 загибают на зону 14b и концевую часть 20b продольной запечатывающей полоски 20; таким образом, зона 14а имеет бóльшую площадь, чем зона 14b, и, следовательно, в большей степени подходит для приема/размещения отделяемой части 17 и приспособления 16 для открывания.
В примере, показанном на фиг.6, отделяемая часть 17 имеет круглый профиль и предназначена для по меньшей мере частичного отделения при использовании от остального упаковочного материала посредством приспособления 16 для освобождения выливного отверстия, через которое выливают продукт.
Отделяемую часть 17 образуют в упаковочном материале 2 перед фальцовкой и сваркой самого упаковочного материала 2 для формирования готовой упаковки.
В представленном случае отделяемая часть 17 содержит отверстие, так называемое «предварительно закрытое путем ламинирования», то есть круглое сквозное отверстие, образованное только в базовом слое упаковочного материала 2 и закрытое при ламинировании самого упаковочного материала 2 слоями из термосвариваемого пластика и материала, образующего барьер для кислорода, которые прилипают друг к другу в зоне отверстия.
Как конкретно показано на фиг.6, базовый единичный элемент М из упаковочного материала 2 имеет прямоугольную конфигурацию и ограничен:
- двумя боковыми граничными краями 22, параллельными продольному направлению, совпадающему с продольным направлением А в вертикальном положении базового единичного элемента М;
- нижним граничным краем 23, параллельным поперечному направлению В, ортогональному к продольному направлению А; и
- верхним граничным краем 24, параллельным поперечному направлению В и нижнему граничному краю 23.
Базовый единичный элемент М из упаковочного материала 2 содержит некоторое число линий сгиба, образующих соответствующие линии фальцовки, вдоль которых сам упаковочный материал 2 фальцуют для формирования готовой упаковки 1.
Более конкретно, базовый единичный элемент М содержит две поперечные линии 25, 26 сгиба, проходящие поперек по отношению к продольному направлению А и разделяющие сам базовый единичный элемент М на:
- нижнюю зону 27, содержащую нижний рисунок 28 расположения линий сгиба и выполненную с возможностью формирования нижней части 3 упаковки 1;
- верхнюю зону 29, содержащую верхний рисунок 30 расположения линий сгиба и выполненную с возможностью формирования верхней части 4 упаковки 1; и
- промежуточную зону 31, содержащуюся между поперечными линиями 25, 26 сгиба, расположенную между нижней зоной 27 и верхней зоной 29 и предназначенную для формирования боковых стеновых частей 6 упаковки 1.
Поперечная линия 25 сгиба проходит параллельно нижнему граничному краю 23 и верхнему граничному краю 24 и расположена ближе к нижнему граничному краю 23, чем поперечная линия 26 сгиба. Поперечная линия 25 сгиба выполнена с возможностью образования нижнего периферийного края 8 упаковки 1.
Поперечная линия 26 сгиба расположена ближе к верхнему граничному краю 24, чем поперечная линия 25 сгиба, и выполнена с возможностью образования верхнего периферийного края 9 упаковки 1. В частности, поперечная линия 26 сгиба имеет форму ломаной линии с:
- центральным участком 26, параллельным поперечному направлению В и выполненным с возможностью образования верхнего переднего края 9а упаковки 1;
- двумя концевыми участками 26b, параллельными поперечному направлению В, расположенными ближе к верхнему граничному краю 24, чем центральный участок 26а, и выполненными с возможностью образования верхнего заднего края 9b упаковки 1; и
- двумя наклонными боковыми участками 26с, которые имеют конфигурации с наклоном относительно продольного направления А и поперечного направления В и каждый из которых соединяет центральный участок 26а с соответствующим концевым участком 26b.
Базовый единичный элемент М включает в себя две дополнительные поперечные линии 32, 33 сгиба, проходящие параллельно направлению В и расположенные соответственно рядом с нижним граничным краем 23 и верхним граничным краем 24; поперечные линии 32, 33 сгиба ограничивают вместе с нижним граничным краем 23 и верхним граничным краем 24 соответствующие нижнюю поперечную зону 34 запечатывания и верхнюю поперечную зону 35 запечатывания, выполненные с возможностью образования нижней поперечной запечатывающей полоски 18 и верхней поперечной запечатывающей полоски 19 упаковки 1.
Нижний рисунок 28 расположения линий сгиба предназначен для получения нижней панели 10 и нижних боковых клапанов 11 упаковки 1. В частности, нижний рисунок 28 расположения линий сгиба включает в себя известным образом четыре продольные линии 36a, 36b сгиба, параллельные продольному направлению А и проходящие между поперечными линиями 25 и 32 сгиба.
Продольные линии 36b сгиба представляют собой самые внутренние линии сгиба, в то время как продольные линии 36а сгиба расположены рядом с противоположными боковыми граничными краями 22; зона между продольными линиями 36b сгиба, а также зоны, ограниченные продольными линиями 36а сгиба вместе с соответствующими боковыми граничными краями 22, выполнены с возможностью образования нижней панели 10 упаковки 1.
В каждой из зон, ограниченных между продольными линиями 36a и 36b сгиба, нижний рисунок 28 расположения линий сгиба дополнительно включает в себя две дополнительные линии 37, 38 сгиба, имеющие наклон как относительно продольного направления А, так и относительно поперечного направления В.
В частности, дополнительные линии 37, 38 сгиба из каждой пары имеют один общий конец, расположенный на поперечной линии 32 сгиба, и противоположные концы, расположенные в точках пересечения между поперечной линией 25 сгиба и соответствующими продольными линиями 36a и 36b сгиба. Таким образом, каждая пара дополнительных линий 37, 38 сгиба ограничивает треугольник 39 вместе с участком поперечной линии 25 сгиба, находящимся между самими дополнительными линиями 37, 38 сгиба.
Каждая зона между продольными линиями 36a и 36b сгиба выполнена с возможностью образования одного соответствующего нижнего бокового клапана 11 упаковки 1.
Верхний рисунок 30 расположения линий сгиба предназначен для получения верхней панели 14 и верхних боковых клапанов 15 упаковки 1. В частности, верхний рисунок 30 расположения линий сгиба включает в себя четыре продольные линии 40а, 40b сгиба, параллельные продольному направлению А и проходящие между поперечными линиями 26 и 33 сгиба.
Продольные линии 40b сгиба представляют собой самые внутренние линии сгиба, в то время как продольные линии 40а сгиба расположены рядом с противоположными боковыми граничными краями 22; зона между продольными линиями 40b сгиба, а также зоны, ограниченные продольными линиями 40а сгиба вместе с соответствующими боковыми граничными краями 22, выполнены с возможностью образования верхней панели 14 упаковки 1. Отделяемая часть 17 образована на участке верхней зоны 29, находящемся между продольными линиями 40b сгиба.
В каждой из зон, ограниченных между продольными линиями 40a и 40b сгиба, верхний рисунок 30 расположения линий сгиба дополнительно включает в себя две дополнительные линии 41, 42 сгиба, имеющие наклон как относительно продольного направления А, так и относительно поперечного направления В.
В частности, дополнительные линии 41, 42 сгиба из каждой пары, имеют один общий конец, расположенный на поперечной линии 33 сгиба, и противоположные концы, расположенные на противоположных концах или рядом с противоположными концами соответствующего наклонного бокового участка 26с поперечной линии 26 сгиба.
Таким образом, каждая пара дополнительных линий 41, 42 сгиба ограничивает треугольник 43 вместе с соответствующим наклонным участком 26с поперечной линии 26 сгиба.
Каждая зона между продольными линиями 40a и 40b сгиба выполнена с возможностью образования одного соответствующего верхнего бокового клапана 15 упаковки 1.
Согласно важному аспекту настоящего изобретения промежуточная зона 31 базового единичного элемента М дополнительно содержит множество V-образных линий 45 сгиба, которые имеют соответствующие вершины 46, расположенные на поперечных линиях 25, 26 сгиба или рядом с поперечными линиями 25, 26 сгиба, и заданные точки которых предназначены для образования противоположных концов соответствующих боковых краевых зон 7, ограничивающих боковые стеновые части 6 упаковки 1; каждая V-образная линия 45 сгиба проходит от и вблизи соответствующей поперечной линии 25, 26 сгиба и содержит две стороны 47, расходящиеся от соответствующей вершины 46. На практике V-образные линии 45 сгиба проходят от и вблизи соответствующих вершин нижней части 3 и верхней части 4.
В частности, каждая V-образная линия 45 сгиба проходит от соответствующей поперечной линии 25, 26 сгиба по направлению к другой поперечной линии 26, 25 сгиба и имеет размер в направлении, параллельном продольному направлению А, который больше нуля и меньше одной четвертой, предпочтительно меньше одной десятой от общей высоты промежуточной зоны 31, измеренной параллельно самому продольному направлению А.
Следует подчеркнуть, что в настоящем описании и в формуле изобретения выражение «общая высота промежуточной зоны 31» соответствует общей высоте упаковки.
На практике каждая V-образная линия 45 сгиба, проходящая от поперечной линии 25 сгиба, и соответствующая V-образная линия 45 сгиба, проходящая от поперечной линии 26 сгиба, разнесены в направлении, параллельном продольному направлению А.
Каждая V-образная линия 45 сгиба предпочтительно имеет размер в направлении, параллельном продольному направлению А, который меньше максимальной высоты нижней зоны 27 или верхней зоны 29, измеренной параллельно самому продольному направлению А.
Более предпочтительно, если каждая сторона V-образных линий 45 сгиба имеет длину, которая меньше максимального значения высот треугольников 39, 43 относительно их оснований на соответствующих поперечных линиях 25, 26 сгиба.
В показанном примере каждая V-образная линия 45 сгиба имеет размер в направлении, параллельном продольному направлению А, который по существу равен одной четырнадцатой от общей высоты промежуточной зоны 31, измеренной параллельно самому продольному направлению А.
Как видно на фиг.1-5, V-образные линии 45 сгиба представляют собой единственные линии сгиба, имеющиеся в промежуточной зоне 31 в зонах, предназначенных для образования боковых краевых зон 7 между боковыми стеновыми частями 6 упаковки 1.
На практике промежуточная зона 31 включает в себя центральную поперечную полосу 44, имеющую однородную структуру, то есть не имеющую никаких сгибов или линий ослабления, и «пересечение» с участками самóй промежуточной зоны 31 предназначено для формирования соответствующих боковых краевых зон 7 боковых стеновых частей 6 упаковки 1.
В показанном примере стороны 47 каждой V-образной линии 45 сгиба являются прямолинейными или прямыми; в качестве возможного непоказанного альтернативного варианта стороны 47 каждой V-образной линии 45 сгиба также могут быть криволинейными, предпочтительно с их вогнутостями, обращенными друг к другу.
Стороны 47 каждой V-образной линии 45 сгиба предпочтительно ограничивают угол, находящийся в диапазоне между 45° и 90°.
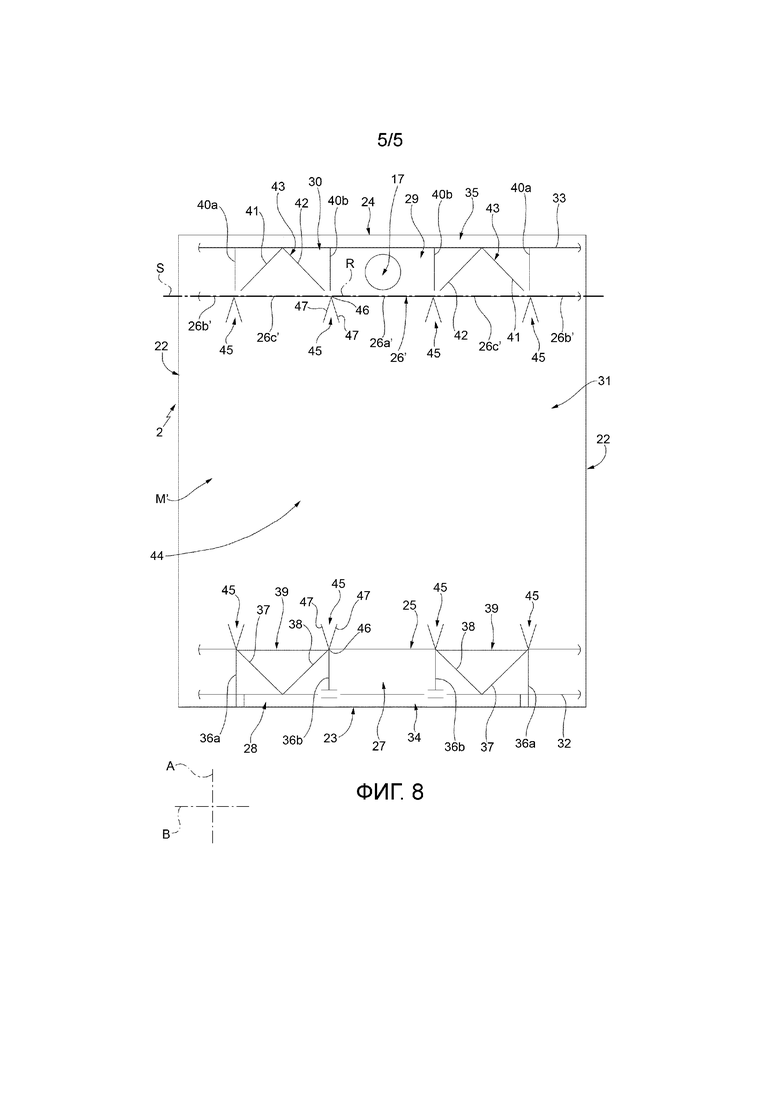
Ссылочная позиция 1’ на фиг.7 обозначает в целом другой вариант осуществления герметичной упаковки, соответствующей настоящему изобретению и полученной посредством базового единичного элемента M’ (фтг.8) из листового упаковочного материала 2. Поскольку упаковка 1’ аналогична упаковке 1, нижеприведенное описание ограничено различиями между ними, и в нем там, где это возможно, используются аналогичные ссылочные позиции для идентичных или соответствующих компонентов; то же самое имеет силу для базовых единичных элементов M’ и M.
В частности, упаковка 1’ отличается от упаковки 1 только наличием верхней панели 14’, которая проходит горизонтально и параллельно нижней панели 10.
Более конкретно, верхняя панель 14’ ограничена верхним периферийным контуром 9’ (образованным краями 9a’, 9b’, 9c’), параллельным нижнему периферийному контуру 8 и полученным посредством поперечной линии 26’ сгиба, которая также параллельна поперечной линии 25 сгиба и поперечному направлению В.
Преимущества упаковочного материала 2 и упаковок 1, 1’ согласно настоящему изобретению будут ясными из вышеприведенного описания. В частности, благодаря наличию V-образных линий 45 сгиба упаковки 1, 1’, полученные из базовых единичных элементов М, М’ из упаковочного материала 2, характеризуются высокой гибкостью объема при заполнении, а также высоким качеством формообразования в углах между боковыми краевыми зонами 7 боковых стеновых частей 6 и соответствующими нижними периферийными краями 8 и верхними периферийными краями 9, 9’.
На самом деле каждая упаковка 1, 1’ имеет скругленную конфигурацию вдоль боковых краевых зон 7 вследствие отсутствия непрерывных продольных линий сгиба между нижним периферийным краем 8 и верхним периферийным краем 9, 9’ или между поперечными линиями 25, 26, 26’ сгиба. В то же время V-образные линии 45 сгиба облегчают фальцовку упаковочного материала 2 в углах между боковыми краевыми зонами 7 боковых стеновых частей 6 и нижним периферийным краем 8 и верхним периферийным краем 9, 9’ без воздействия на скругленную конфигурацию боковых краевых зон 7.
Очевидно, могут быть выполнены изменения упаковочного материала 2 и упаковок 1, 1’, описанных и проиллюстрированных в данном документе, тем не менее без отхода от объема правовой охраны, определенного в сопровождающей формуле изобретения.
В частности, V-образные линии 45 сгиба могут также проходить от только одной из поперечных линий 25, 26, 26’ сгиба или - полностью эквивалентным образом - от только одного из нижнего и верхнего периферийных краев 8, 9, 9’.
На практике V-образные линии 45 сгиба могут также проходить от и вблизи соответствующих вершин только одной из нижней части 3 и верхней части 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНАЯ УПАКОВКА, СОДЕРЖАЩАЯ НАЛИВНОЙ ПИЩЕВОЙ ПРОДУКТ, И ЛИСТОВОЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОЙ УПАКОВКИ, СОДЕРЖАЩЕЙ НАЛИВНОЙ ПИЩЕВОЙ ПРОДУКТ | 2019 |
|
RU2785516C2 |
| ЛИСТОВОЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ УПАКОВОК НАЛИВНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2010 |
|
RU2544130C2 |
| ЛИСТОВОЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПЕЧАТАННЫХ УПАКОВОК ДЛЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2015 |
|
RU2713353C2 |
| ЛИСТОВОЙ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ УПАКОВОК НАЛИВНЫХ ПИЩЕВЫХ ПРОДУКТОВ | 2014 |
|
RU2674506C2 |
| ГЕРМЕТИЧНАЯ УПАКОВКА ДЛЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ И УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2584113C2 |
| СПОСОБ НАНЕСЕНИЯ ОТКРЫВНОГО ПРИСПОСОБЛЕНИЯ НА УПАКОВОЧНОЙ МАТЕРИАЛ И УПАКОВКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2270795C2 |
| ЖЕСТКАЯ УПАКОВКА С ШАРНИРНОЙ КРЫШКОЙ, СПОСОБ УПАКОВКИ И МАШИНА ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 2011 |
|
RU2534983C2 |
| ЗАГОТОВКА УПАКОВОЧНОГО МАТЕРИАЛА И СПОСОБ ЕЕ ОБРАЗОВАНИЯ | 2014 |
|
RU2669866C2 |
| ЗАКРЫВАЮЩИЙ ЭЛЕМЕНТ И УПАКОВОЧНАЯ СИСТЕМА | 2018 |
|
RU2758222C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ, ПОЛОТНО УПАКОВОЧНОГО МАТЕРИАЛА, УПАКОВКА И ЗАПОЛНЯЮЩАЯ МАШИНА | 2014 |
|
RU2653072C2 |
Изобретение относится к листовому упаковочному материалу (M, M’), предназначенному для изготовления герметичной упаковки (1, 1’) с наливным пищевым продуктом, при этом упаковочный материал (M, M’) имеет четырехугольную конфигурацию с двумя граничными краями (22), параллельными продольному направлению (А), и двумя другими граничными краями (23, 24), параллельными поперечному направлению (В), ортогональному к продольному направлению (А), причем упаковочный материал (M, M’) содержит две поперечные линии (25, 26, 26’) сгиба, проходящие поперек по отношению к продольному направлению (А) и разделяющие упаковочный материал (M, M’) на нижнюю зону (27), содержащую нижний рисунок (28) расположения линий сгиба и выполненную с возможностью формирования нижней части (3) упаковки (1, 1’), верхнюю зону (29), содержащую верхний рисунок (30) расположения линий сгиба и выполненную с возможностью формирования верхней части (4) упаковки (1, 1’), и промежуточную зону (31), содержащуюся между поперечными линиями (25, 26, 26’) сгиба и предназначенную для формирования основной части (5) упаковки (1, 1’), имеющей множество боковых стеновых частей (6), при этом промежуточная зона (31) дополнительно содержит множество V-образных линий (45) сгиба, которые имеют соответствующие вершины (46), расположенные на поперечных линиях (25, 26, 26’) сгиба или рядом с поперечными линиями (25, 26, 26’) сгиба, и заданные точки которых предназначены для образования противоположных концов соответствующих боковых краев (7), ограничивающих боковые стеновые части (6) упаковки (1, 1’), при этом каждая V-образная линия (45) сгиба проходит вблизи соответствующих поперечных линий (25, 26, 26’) сгиба. 2 н. и 11 з.п. ф-лы, 8 ил.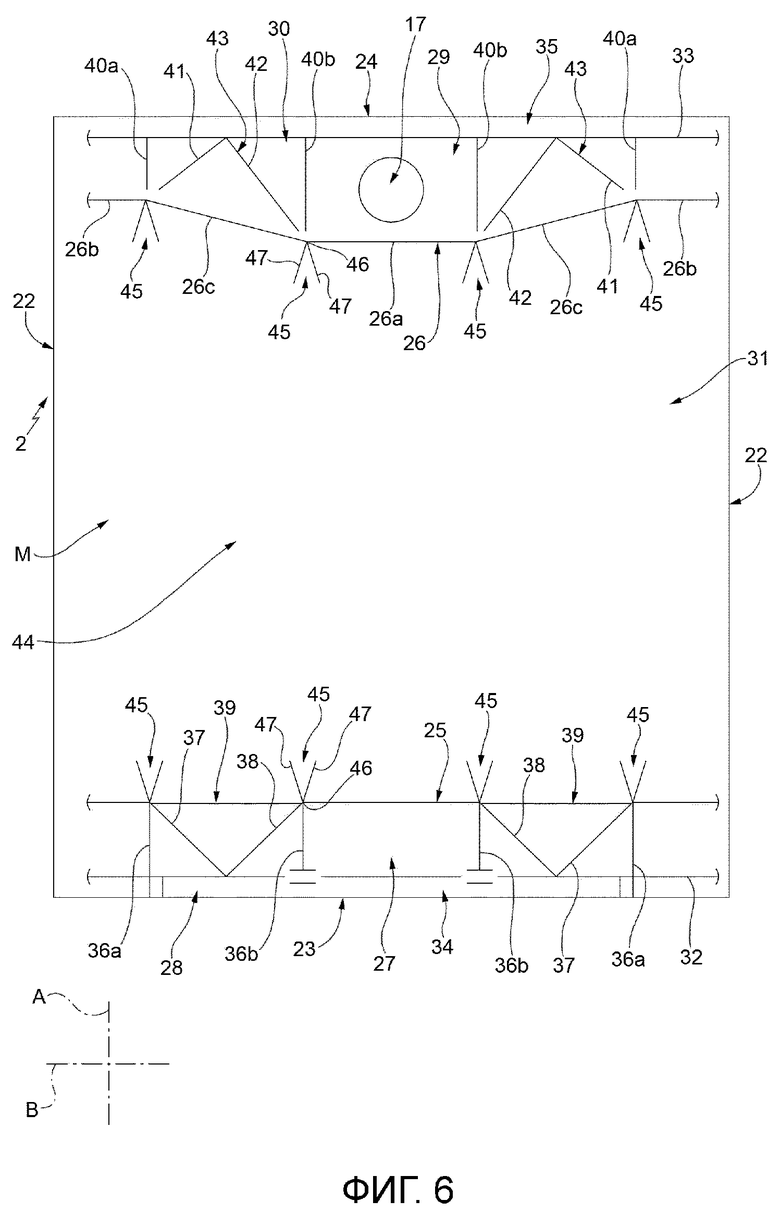
1. Листовой упаковочный материал (M, M’) для изготовления герметичной упаковки (1, 1’), содержащей наливной пищевой продукт, при этом упаковочный материал (M, M’) имеет прямоугольную или квадратную конфигурацию с двумя граничными краями (22), параллельными продольному направлению (А), и двумя другими граничными краями (23, 24), параллельными поперечному направлению (В), ортогональному к продольному направлению (А), причем упаковочный материал (M, M’) содержит по меньшей мере две поперечные линии (25, 26, 26’) сгиба, проходящие поперек продольного направления (А) и разделяющие упаковочный материал (M, M’) на:
- нижнюю зону (27), содержащую нижний рисунок (28) расположения линий сгиба и выполненную с возможностью формирования нижней части (3) упаковки (1, 1’);
- верхнюю зону (29), содержащую верхний рисунок (30) расположения линий сгиба и выполненную с возможностью формирования верхней части (4) упаковки (1, 1’); и
- промежуточную зону (31), находящуюся между указанными поперечными линиями (25, 26, 26’) сгиба, расположенную между нижней зоной (27) и верхней зоной (29) и предназначенную для формирования основной части (5) упаковки (1, 1’), имеющей множество боковых стеновых частей (6);
при этом поперечные линии (25, 26, 26’) сгиба выполнены с возможностью образования нижнего периферийного края (8) и верхнего периферийного края (9, 9’) упаковки (1, 1’), отделяющих соответственно нижнюю часть (3) и верхнюю часть (4) от основной части (5);
причем промежуточная зона (31) дополнительно содержит множество V-образных линий (45) сгиба, которые имеют соответствующие вершины (46), расположенные на по меньшей мере первой поперечной линии (25, 26, 26’) сгиба или рядом с по меньшей мере первой поперечной линией (25, 26, 26’) сгиба из поперечных линий (25, 26, 26’) сгиба, и заданные точки которых предназначены для образования концов соответствующих боковых краевых зон (7), ограничивающих боковые стеновые части (6) упаковки (1, 1’), причем каждая V-образная линия (45) сгиба проходит от и вблизи первой поперечной линии (25, 26, 26’) сгиба по направлению ко второй поперечной линии (26, 26’, 25) сгиба из указанных поперечных линий (25, 26, 26’) сгиба, при этом каждая V-образная линия (45) сгиба содержит две стороны (47), расходящиеся от соответствующей вершины (46), причем V-образные линии (45) сгиба представляют собой единственные линии сгиба, имеющиеся в промежуточной зоне (31) в зонах, предназначенных для образования боковых краевых зон (7) между боковыми стеновыми частями (6) упаковки (1, 1’),
отличающийся тем, что каждая V-образная линия (45) сгиба проходит от первой поперечной линии (25, 26, 26’) сгиба по направлению ко второй поперечной линии (26, 26’, 25) сгиба и имеет размер в направлении, параллельном продольному направлению (А), который больше нуля и меньше одной четверти общей высоты промежуточной зоны (31), измеренной в направлении, параллельном продольному направлению (А).
2. Упаковочный материал по п. 1, отличающийся тем, что V-образные линии (45) сгиба также проходят от второй поперечной линии (26, 26’, 25) сгиба, расположены напротив соответствующих V-образных линий (45) сгиба, проходящих от первой поперечной линии (25, 26, 26’) сгиба, и имеют соответствующие стороны (47), расходящиеся по направлению к первой поперечной линии (25, 26, 26’) сгиба.
3. Упаковочный материал по п. 1 или 2, отличающийся тем, что каждая V-образная линия (45) сгиба, проходящая от первой поперечной линии (25, 26, 26’) сгиба, и соответствующая V-образная линия (45) сгиба, проходящая от второй поперечной линии (26, 26’, 25) сгиба, отстоят друг от друга параллельно продольному направлению (А).
4. Упаковочный материал по любому из предшествующих пунктов, отличающийся тем, что стороны (47) каждой V-образной линии (45) сгиба являются прямолинейными или криволинейными.
5. Упаковочный материал по любому из предшествующих пунктов, отличающийся тем, что стороны (47) каждой V-образной линии (45) сгиба ограничивают угол, находящийся в диапазоне между 45° и 90°.
6. Упаковочный материал по любому из предшествующих пунктов, отличающийся тем, что каждая V-образная линия (45) сгиба имеет размер в направлении, параллельном продольному направлению (А), который меньше максимальной высоты нижней зоны (27) или верхней зоны (29), измеренной в направлении, параллельном продольному направлению (А).
7. Герметичная упаковка (1, 1’), содержащая наливной пищевой продукт и полученная из листового упаковочного материала (M, M’), при этом упаковка (1, 1’) содержит нижнюю часть (3), верхнюю часть (4) и основную часть (5), расположенную между нижней частью (3) и верхней частью (4) и включающую в себя множество боковых стеновых частей (6);
причем основная часть (5) отделена от нижней части (3) и верхней части (4) соответствующими периферийными краями (8, 9, 9’);
при этом периферийные края (8, 9, 9’) проходят поперек по отношению к продольному направлению (А), вдоль которого определяется общая высота упаковки (1, 1’);
причем основная часть (5) дополнительно содержит множество V-образных линий (45) сгиба, которые имеют соответствующие вершины (46), расположенные на по меньшей мере первом периферийном крае (8, 9, 9’) или рядом с по меньшей мере первым периферийным краем (8, 9, 9’) из указанных периферийных краев (8, 9, 9’), и заданные точки которых образуют концы соответствующих боковых краевых зон (7), ограничивающих боковые стеновые части (6), причем каждая V-образная линия (45) сгиба проходит от и вблизи первого периферийного края (8, 9, 9’) по направлению ко второму периферийному краю (9, 9’, 8) из указанных периферийных краев (8, 9, 9’), при этом каждая V-образная линия (45) сгиба содержит две стороны (47), расходящиеся от соответствующей вершины (46), причем V-образные линии (45) сгиба представляют собой единственные линии сгиба, имеющиеся в основной части (5) в зонах, образующих боковые краевые зоны (7) между боковыми стеновыми частями (6);
отличающаяся тем, что каждая V-образная линия (45) сгиба проходит от первого периферийного края (8, 9, 9’) по направлению ко второму периферийному краю (9, 9’, 8) и имеет размер в направлении, параллельном продольному направлению (А), который больше нуля и меньше одной четверти общей высоты указанной упаковки (1, 1’).
8. Упаковка по п. 7, отличающаяся тем, что V-образные линии (45) сгиба также проходят от второго периферийного края (9, 9’, 8), расположены напротив соответствующих V-образных линий (45) сгиба, проходящих от первого периферийного края (8, 9, 9’), и имеют соответствующие стороны (47), расходящиеся по направлению к первому периферийному краю (8, 9, 9’).
9. Упаковка по п. 7 или 8, отличающаяся тем, что каждая V-образная линия (45) сгиба, проходящая от первого периферийного края (8, 9, 9’), и соответствующая V-образная линия (45) сгиба, проходящая от второго периферийного края (9, 9’, 8), разнесены в направлении, параллельном продольному направлению (А).
10. Упаковка по любому из пп. 7-9, отличающаяся тем, что стороны (47) каждой V-образной линии (45) сгиба являются прямолинейными или криволинейными.
11. Упаковка по любому из пп. 7-10, отличающаяся тем, что стороны (47) каждой V-образной линии (45) сгиба ограничивают угол, находящийся в диапазоне между 45° и 90°.
12. Упаковка по любому из пп. 7-11, отличающаяся тем, что указанные V-образные линии (45) сгиба проходят от и вблизи соответствующих вершин нижней части (3) и/или верхней части (4).
13. Упаковка по любому из пп. 7-12, отличающаяся тем, что верхняя часть (4) дополнительно включает в себя два верхних боковых клапана (15), загнутых на две противоположные боковые стеновые части (6) основной части (5).
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |

