ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ, И УРОВЕНЬ ТЕХНИКИ
Моделирование методом послойного наплавления включает в себя экструзию материала из насадка и нанесения этого материала на платформу слоями или гранулами. Выпускные отверстия большинства коммерчески доступных экструзионных насадков являются круглыми, что приводит к ограничению площади контакта между нанесенными слоями и, соответственно, уменьшению прочности конечной детали. В некоторых случаях насадки снабжены некруглыми отверстиями. При этом, такие насадки ориентированы по отношению к заготовке с использованием пассивных методов ориентирования. Например, ориентация насадка по отношению к заготовке может быть реализована пассивно посредством направляющей лопатки, которая проходит от насадка и следует за боковой поверхностью материала, нанесенного ранее в виде микрокапель. Насадки, включающие в себя направляющую лопатку, могут ограничивать формы деталей, изготавливаемых моделированием методом послойного наплавления, так как направляющая лопатка может оказаться не в состоянии точно следовать контурам заготовки и может задевать ранее уложенный материал при перемещении насадка вдоль заготовки, что приводит к повреждению заготовки и/или насадки.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Соответственно, было бы уместным использовать экструзионное устройство и способ, предназначенные для устранения указанных выше недостатков.
Один пример настоящего изобретения относится к устройству, включающему в себя экструзионный насадок. Насадок включает в себя впускной конец, выпускной конец, противоположный впускному концу, и ось, проходящую между впускным концом и выпускным концом. Экструзионный насадок выполнен с возможностью поворота вокруг оси. Экструзионный насадок также включает в себя участок взаимодействия с поворотным приводом между впускным концом и выпускным концом. Экструзионный насадок кроме того включает в себя полость, имеющую впускное отверстие на впускном конце и выпускное отверстие на выпускном конце. Впускное отверстие имеет конфигурацию, отличную от конфигурации выпускного отверстия.
Один пример настоящего изобретения относится к способу экструзии материала. Способ включает использование экструзионного насадка, содержащего участок взаимодействия с поворотным приводом, впускной конец, впускное отверстие на впускном конце, выпускной конец и выпускное отверстие на выпускном конце. Способ также включает перемещение экструзионного насадка вдоль траектории перемещения средств обработки и одновременно поворот экструзионного насадка вокруг оси поворота с использованием участка взаимодействия с поворотным приводом для удержания выпускного отверстия экструзионного насадка в заданной ориентации относительно траектории перемещения средств обработки при экструзии материала из выпускного отверстия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Таким образом, при наличии описания примеров настоящего изобретения в общих терминах, будет приведена ссылка на прилагаемые чертежи, которые не обязательно показаны в масштабе, причем схожие ссылочные обозначения относятся к одинаковым или схожим частям на всех различных видах.
На фиг. 1 показана блок-схема методики изготовления и обслуживания воздушного летательного аппарата;
на фиг. 2 показана блок-схема воздушного летательного аппарата;
на фиг. 3 показана блок-схема устройства согласно одному аспекту настоящего изобретения;
на фиг. 4 схематически показан экструзионный насадок устройства по фиг. 3 согласно одному аспекту настоящего изобретения;
на фиг. 5 схематически показана часть экструзионного насадка устройства по фиг. 3 согласно одному аспекту настоящего изобретения;
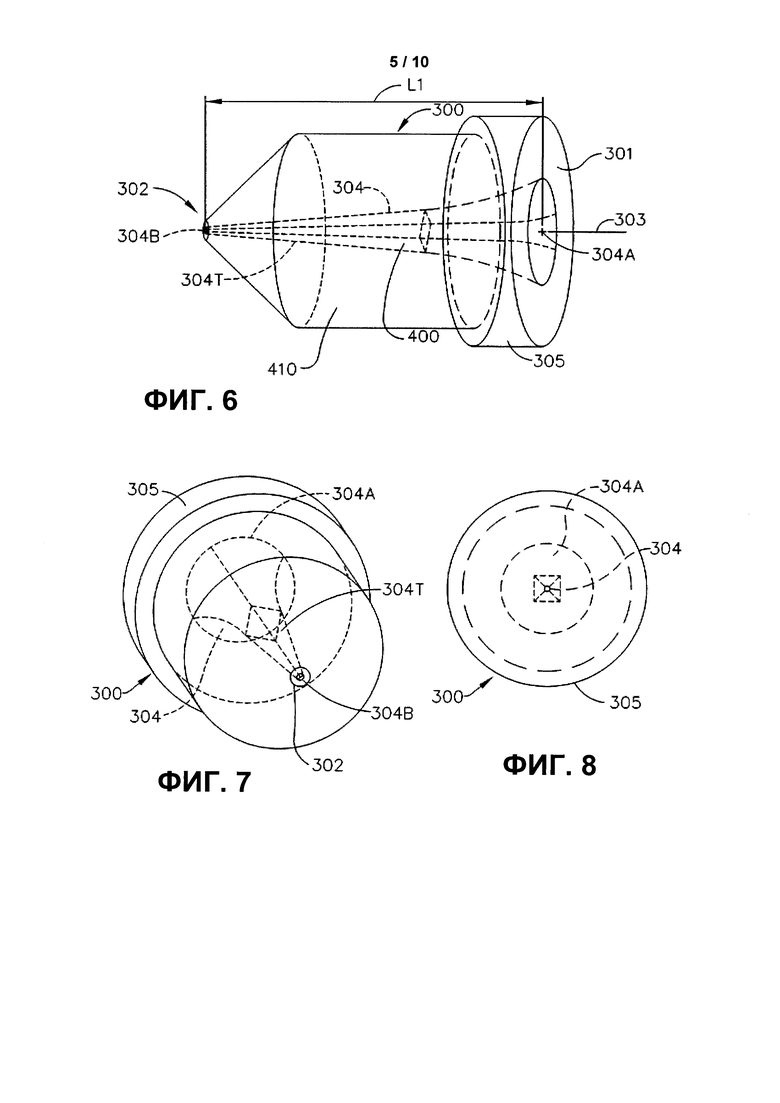
на фиг. 6 схематически показан перспективный вид сбоку экструзионного насадка устройства по фиг. 3 согласно одному аспекту настоящего изобретения;
на фиг. 7 схематически показан перспективный вид снизу экструзионного насадка устройства по фиг. 6 согласно одному аспекту настоящего изобретения;
на фиг. 8 схематически показан перспективный вид снизу в плане экструзионного насадка устройства по фиг. 7 согласно одному аспекту настоящего изобретения;
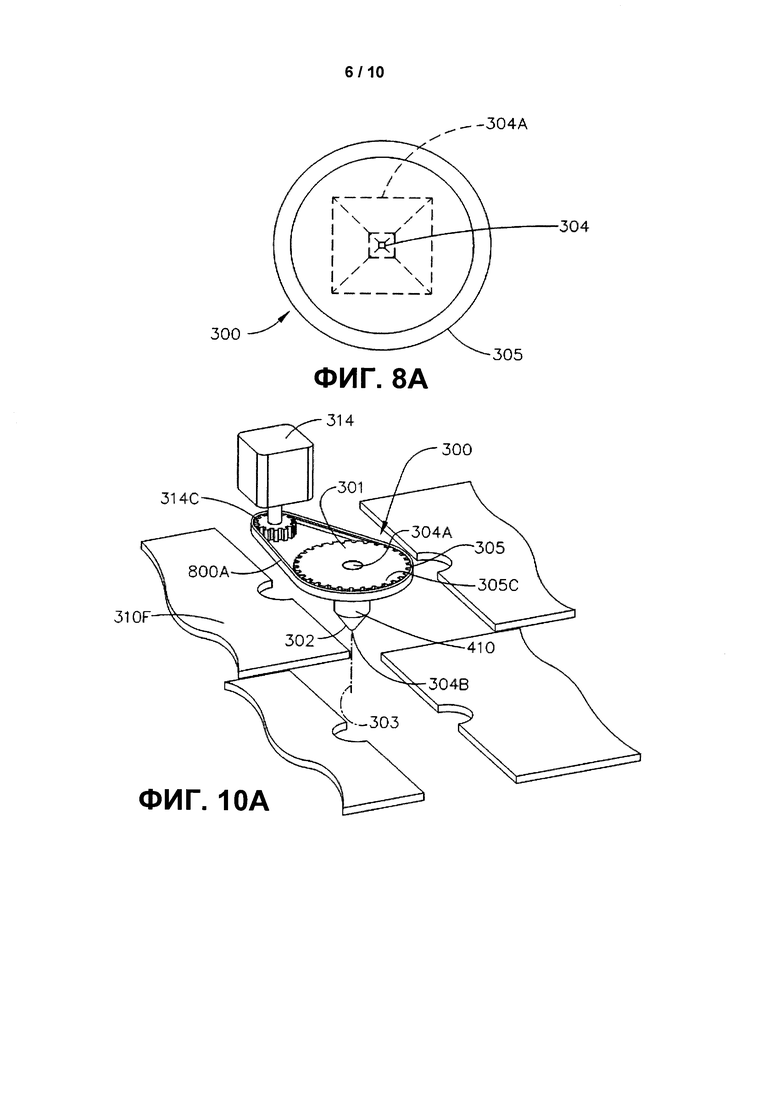
на фиг. 8А схематически показан перспективный вид снизу экструзионного насадка устройства по фиг. 3 согласно одному аспекту настоящего изобретения;
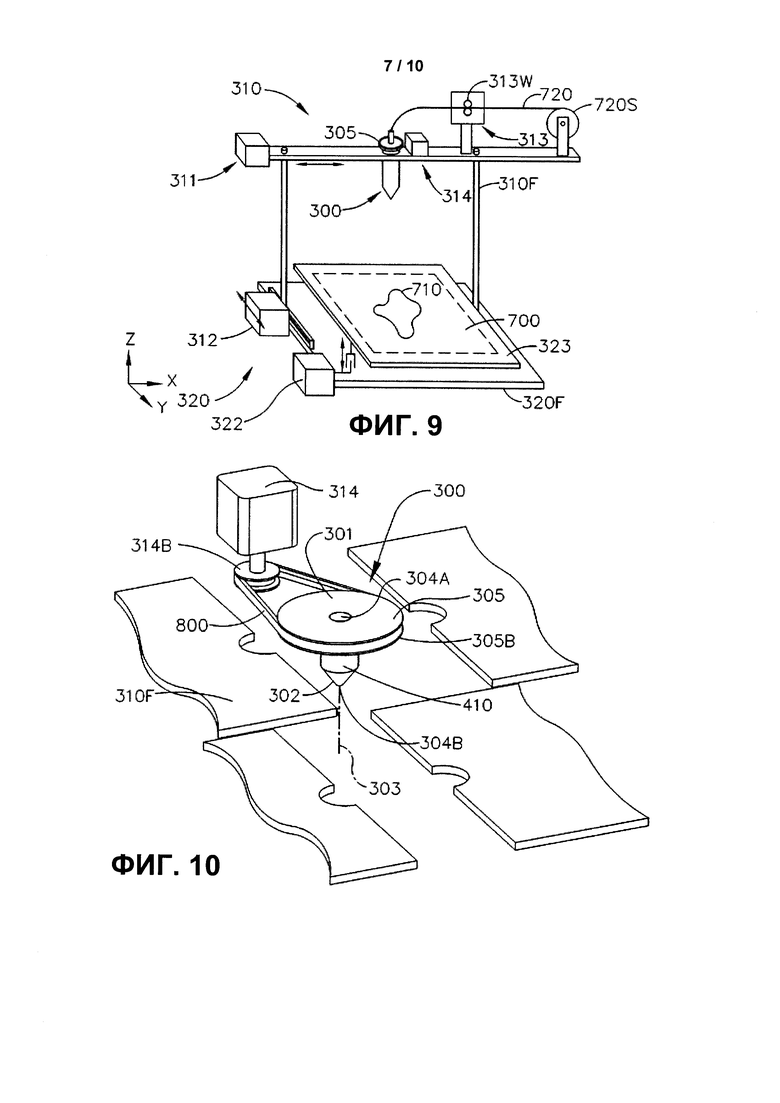
на фиг. 9 схематически показано устройство по фиг. 3 согласно одному аспекту настоящего изобретения;
на фиг. 10 схематически показан перспективный вид детали устройства по фиг. 3 согласно одному аспекту настоящего изобретения;
на фиг. 10А схематически показан перспективный вид детали устройства по фиг. 3 согласно одному аспекту настоящего изобретения;
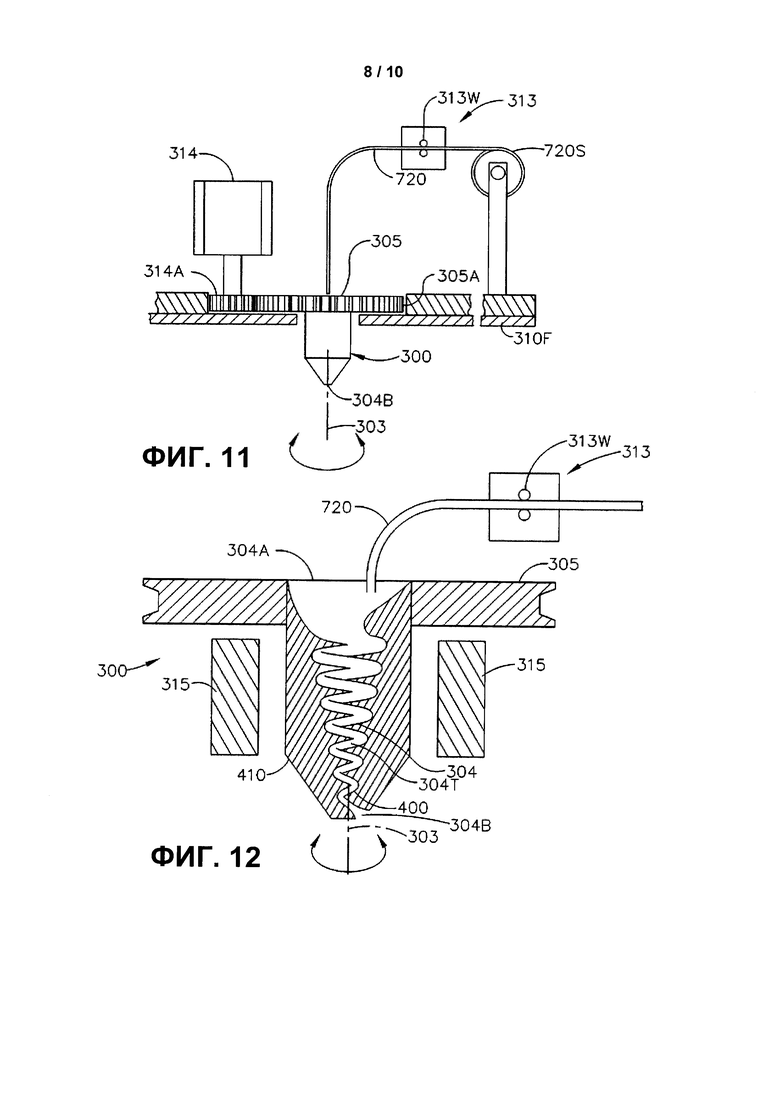
на фиг. 11 схематически показан вид сбоку детали устройства по фиг. 3 согласно одному аспекту настоящего изобретения;
на фиг. 12 схематически показан экструзионный насадок и нагревательный элемент по фиг. 3 согласно одному аспекту настоящего изобретения;
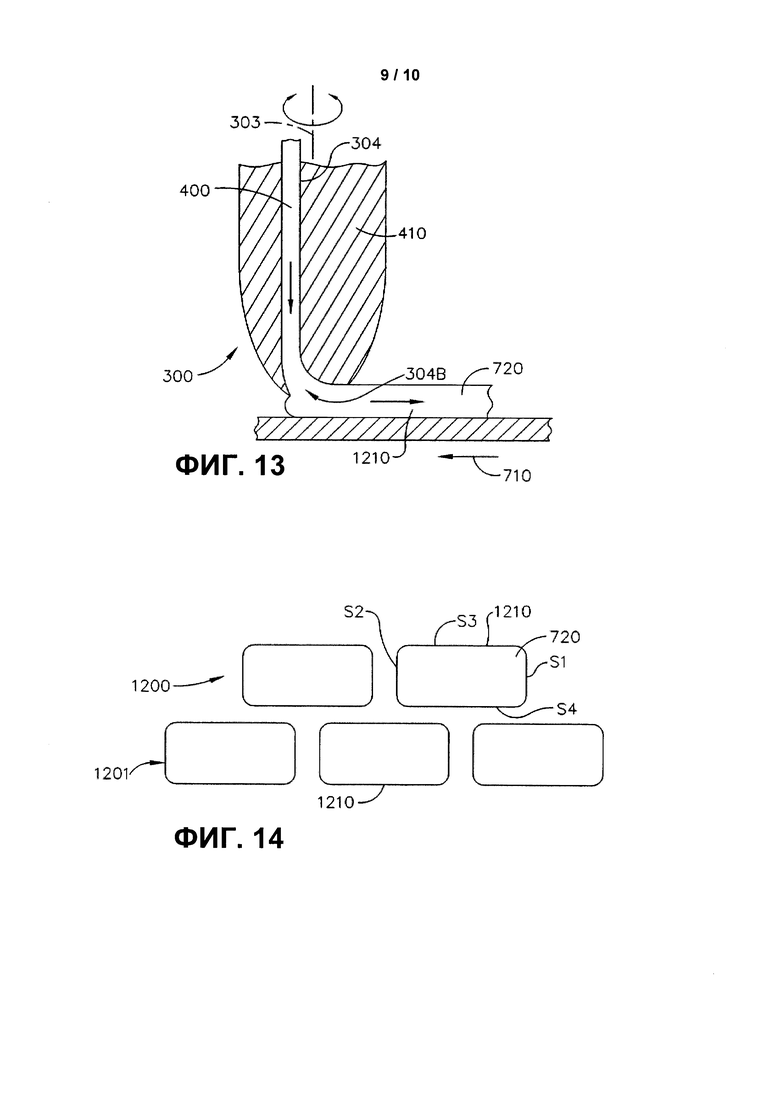
на фиг. 13 схематически показана часть экструзионного насадка по фиг. 3, наносящего материал вдоль траектории перемещения средств обработки согласно одному аспекту настоящего изобретения;
на фиг. 14 схематически показан нанесенный материал в соответствии с одним аспектом настоящего изобретения и
на фиг. 15 показана блок-схема способа экструзии материала согласно одному аспекту настоящего изобретения.
В вышеописанной структурной схеме или вышеописанных структурных схемах сплошные линии, соединяющие различные элементы и/или компоненты, могут представлять механическое соединение, электрическое соединение, соединение посредством текучей среды, оптическое соединение, электромагнитное соединение и другие соединения и/или их сочетания. Как использовано в настоящей заявке, "соединенный" означает связанный напрямую, а также косвенно. Например, элемент А может быть прямо связан с элементом В или может быть косвенно связан с ним, например, посредством другого элемента С. Могут также существовать соединения, отличные от соединений, показанных в структурной схеме или структурных схемах. Штриховая пунктирная линия, при наличии таковой, соединяющая различные элементы и/или компоненты, представляет соединения, схожие по функции и назначению с элементами и/или компонентами, представленными сплошными линиями, однако соединения, представленные штриховыми пунктирными линиями, выполнены выборочно или относятся к альтернативным или необязательным аспектам настоящего изобретения. Аналогичным образом, любые элементы и/или компоненты, представленные штриховыми пунктирными линиями, указывают на альтернативные или необязательные аспекты настоящего изобретения. Окружающие элементы, при наличии таковых, представлены точечными пунктирными линиями.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В приведенном далее разделе "Осуществление изобретения" многие конкретные подробные сведения изложены для обеспечения полного понимания раскрытых идей, которые могут быть реализованы без некоторых или всех из этих подробностей.
В других примерах подробные сведения об известных устройствах и/или обрабатывающих операциях были опущены для предотвращения ненужного искажения настоящего изобретения. Несмотря на то, что некоторые принципы будут описаны в сочетании с конкретными примерами, следует понимать, что эти примеры не следует считать ограничивающими.
Ссылка в настоящей заявке на "один пример" или "один аспект" означает, что один или большее количество признаков, конструкций или характеристик, описанных по отношению к примеру или аспекту, включены по меньшей мере в одну реализацию. Выражение "один пример" или "один аспект" в различных местах заявки может или не может представлять собой ссылку на тот же самый пример или аспект.
Примеры настоящего изобретения могут быть описаны в контексте способа 100 изготовления и обслуживания воздушного летательного аппарата, который показан на фиг. 1, и воздушного летательного аппарата 102, который показан на фиг. 2. Во время подготовки к изготовлению иллюстративный способ 100 может включать проработку и проектирование 104 воздушного летательного аппарата 102 и материальное снабжение 106. Во время производства осуществляют изготовление 108 компонентов и сборочных узлов и интеграцию 110 систем. После этого воздушный летательный аппарат 102 может пройти через стадию 112 сертификации и доставки перед постановкой на обслуживание 114. При эксплуатации заказчиком воздушный летательный аппарат 102 подпадает под регламентное техобслуживание и текущий ремонт 116 (которое также может включать модернизацию, перенастройку, переоборудование и так далее.).
Каждый из процессов иллюстративного способа 100 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). Для целей данного описания, системный интегратор может содержать, без ограничения, любое количество производителей воздушных летательных аппаратов и субподрядчиков по основным системам, третья сторона может содержать, без ограничения, любое количество продавцов, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
Как показано на фиг. 2, воздушный летательный аппарат 102, изготовленный иллюстративным способом 100, может содержать корпус 118 с множеством высокоуровневых систем 120 и внутреннюю часть 122. Примеры высокоуровневых систем 120 включают одну или большее количество из следующих систем: двигательная установка 124, электрическая система 126, гидравлическая система 128 и климатическая система 130. Может быть включено любое количество других систем. Несмотря на то, что пример показан для аэрокосмической промышленности, принципы настоящего изобретения могут быть применены к другим отраслям промышленности, таким как, помимо прочего, автомобильная и судостроительная промышленности.
Устройство и способы, показанные и описанные в настоящей заявке, могут быть применены во время любого одного или большего количества этапов способа 100 изготовления и обслуживания. Например, компоненты и сборочные узлы, соответствующие изготовлению 108 компонентов и сборочных узлов, могут быть произведены или изготовлены способом, схожим со способом изготовления компонентов или сборочных узлов во время нахождения воздушного летательного аппарата 102 на обслуживании. Кроме того, один или большее количество аспектов устройства, способа или их сочетания могут быть использованы во время этапов 108 и 110 изготовления, например путем по существу ускорения сборки или уменьшения затрат на воздушный летательный аппарат 102. Аналогичным образом, один или большее количество аспектов реализаций устройства или способа, или их сочетания могут быть использованы, например и без ограничения, во время нахождения воздушного летательного аппарата 102 на обслуживании, например техническом обеспечении и обслуживании 116.
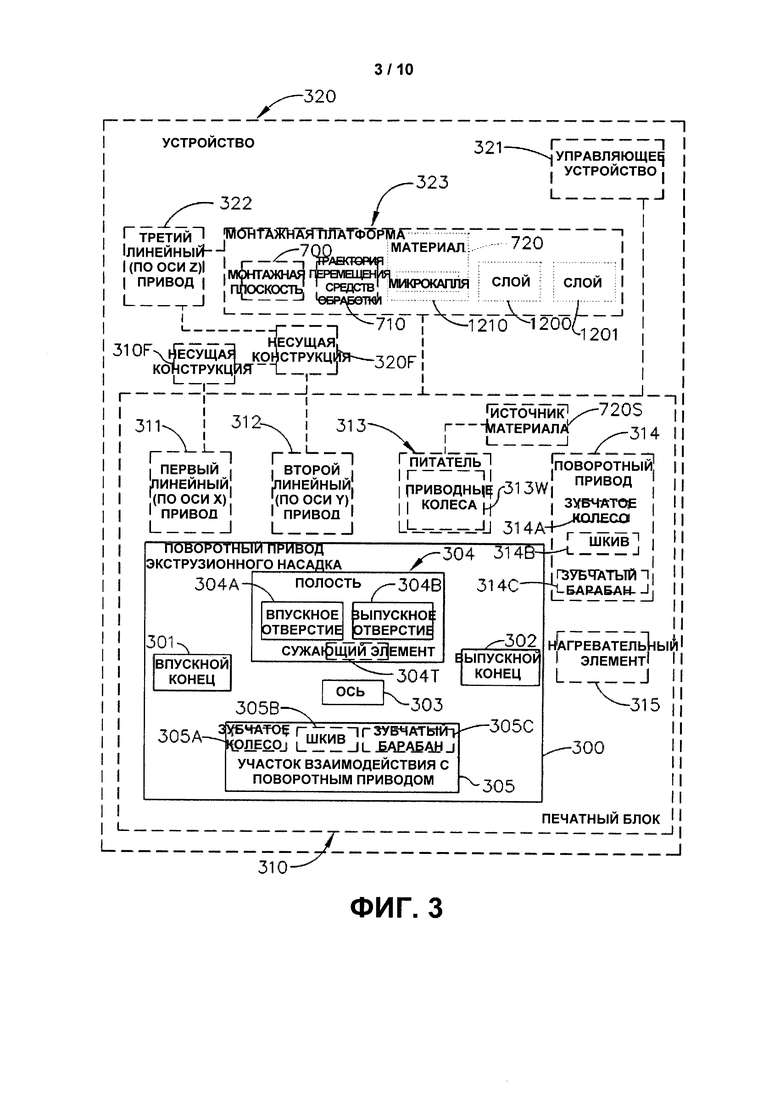
Согласно фиг. 3-13 и, в частности, фиг. 3, один пример настоящего изобретения относится к устройству 320, включающему в себя экструзионный насадок 300. Насадок включает в себя впускной конец 301, выпускной конец 302, противоположный впускному концу 301, и ось 303, проходящую между впускным концом 301 и выпускным концом 302. Экструзионный насадок 300 выполнен с возможностью поворота вокруг оси 303. Экструзионный насадок 300 также включает в себя участок 305 взаимодействия с поворотным приводом между впускным концом 301 и выпускным концом 302. Экструзионный насадок 300 кроме того включает в себя полость 304, имеющую впускное отверстие 304А на впускном конце 301 и выпускное отверстие 304В на выпускном конце 302. Впускное отверстие 304А имеет конфигурацию, отличную от конфигурации выпускного отверстия 304В. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, экструзионный насадок выполнен за одно целое.
Согласно фиг. 8А, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, впускное отверстие 304А полости 304 имеет некруглую форму. Некруглая форма может представлять собой любую подходящую форму, такую как прямоугольная, треугольная или любая другая форма, чтобы облегчить поступление материала 720 (фиг. 9) в полость 304, когда используется материал 720 в форме нити с поперечным сечением, имеющим ответную некруглую форму. Согласно фиг. 4, 6, 7 и 8, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, впускное отверстие 304А полости 304 имеет круглую форму, которая облегчает поступление материала 720 (например, фиг. 9) в полость 304, когда используется материал 720 в форме нити с поперечным сечением, также имеющим круглую форму.
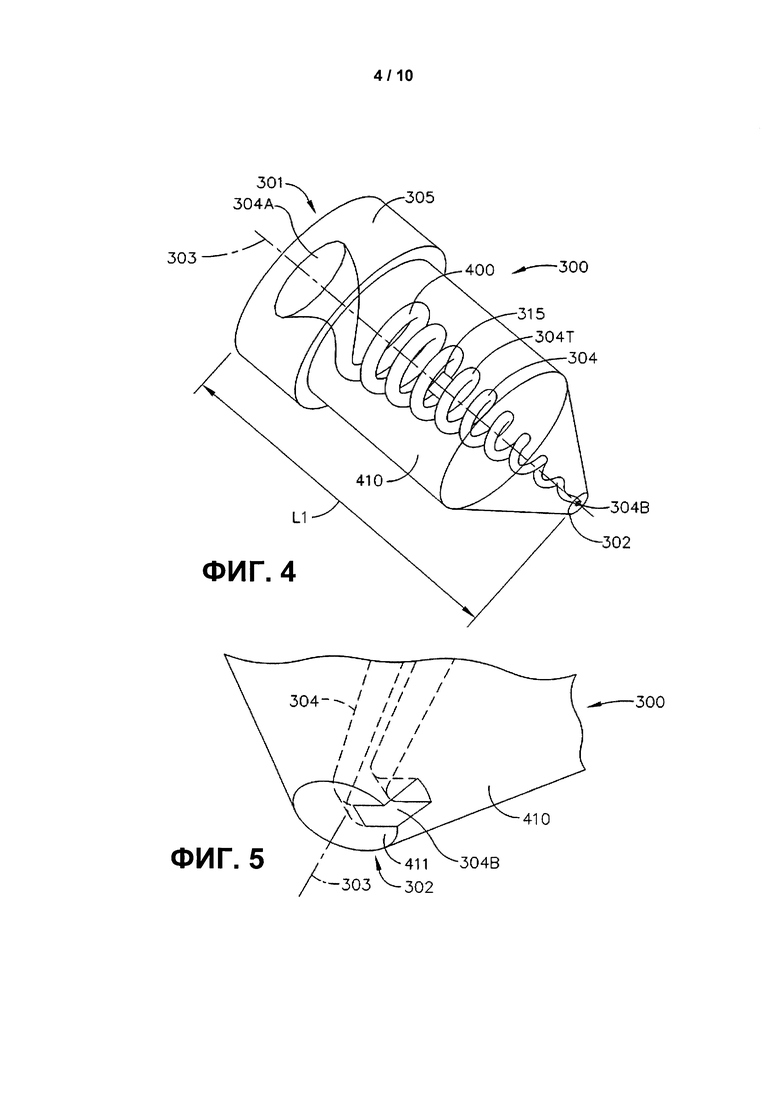
Согласно, например, фиг. 5, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, выпускное отверстие 304В полости 304 имеет некруглую форму, выполненную, как показано на фиг. 14, с возможностью нанесения микрокапель 1210 материала 720, причем каждая из микрокапель 1210 имеет, например, прямоугольное поперечное сечение, так что нижние стороны S4 нанесенных затем микрокапель 1210 параллельны верхним сторонам S3 ранее нанесенных микрокапель 1210, что приводит к максимальному увеличению площади контакта между нанесенными слоями и, соответственно, увеличению прочности конечной детали, как будет более подробно описано ниже.
Согласно фиг. 5 и фиг. 13 и 14, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов,
выпускное отверстие 304В полости 304 является неплоским отверстием, благодаря чему выпускное отверстие 304В сформировано на более чем одном участке экструзионного насадка 300. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, неплоское отверстие выпускного отверстия 304В сформировано по меньшей мере частично на боковом участке 410 экструзионного насадка 300 и выполнено с возможностью экструзии материала 720 в направлении, проходящем под углом относительно оси 303, так что экструдированный материал 720 уложен на ранее нанесенный слой 1201 (фиг. 14) без растягивания/утончения экструдированного материала 720 вследствие, например, трения между экструдированным материалом и ранее нанесенным слоем 1201, и чтобы способствовать увеличению площади адгезии между слоями (например, вследствие отсутствия растягивания материала 720 по мере его нанесения). В дополнение к боковому участку 410 выпускное отверстие может также быть сформировано на переднем участке 411.
Согласно фиг. 4, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, выпускное отверстие 304В полости 304 имеет круглую форму для нанесения микрокапель материала, например, в каналы или канавки, имеющие полукруглое поперечное сечение. Согласно фиг. 7, в одном аспекте, выпускное отверстие 304В может быть плоским отверстием, выполненным с возможностью экструзии материала 720 в направлении по существу вдоль или по существу параллельно оси 303.
Согласно фиг. 4, 6, 7 и 8, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, по меньшей мере участок полости 304 включает в себя круглое поперечное сечение, например, для облегчения поступления материала 720 (например, фиг. 9) в полость 304 когда используется материал 720 в форме нити с поперечным сечением, имеющим круглую форму. В одном примере, проиллюстрированном на фиг. 4, полость 304 имеет круглое поперечное сечение вдоль всей своей длины. Еще в одном примере, проиллюстрированном на фиг. 6-8, полость имеет круглое поперечное сечение вдоль участка всей своей длины.
Согласно фиг. 6-8, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, полость 304 имеет некруглое поперечное сечение вдоль участка всей своей длины, например, так что полость 304 сопряжена с выпускным отверстием 304В, когда выпускное отверстие 304 В имеет соответствующую некруглую форму. Круглые и некруглые участки полости 304 имеют смешанное сопряжение, чтобы способствовать протеканию материала 720 через полость. В альтернативном варианте реализации изобретения полость 304 может иметь некруглое поперечное сечение вдоль всей своей длины. В соответствии с аспектами настоящего изобретения указанное круглое и/или некруглое поперечное сечение полости обеспечивает возможность применения различных форм впускного отверстия и выпускного отверстия.
Согласно, например, фиг. 6-8А, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, полость 304 имеет траекторию 400, которая является по существу линейной, для обеспечения увеличенного объемного расхода материала 720 через полость 304. Согласно фиг. 4 и 12, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, траектория 400 является по существу нелинейной. Например, согласно фиг. 4, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, траектория 400 полости 304 является извилистой траекторией. Согласно фиг. 4, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, длина полости 304 больше, чем длина L1 экструзионного насадка 300. Эта конфигурация максимально увеличивает открытость (рассмотрено ниже) материала 720, экструдированного через полость 304, нагреву с обеспечением уменьшения длины насадка 300 и/или количества энергии, необходимой для нагрева насадка 300 и материала 720, что обеспечивает компактность устройства 320. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, траектория 400 является спиральной траекторией, которая служит для реализации, помимо прочего, центрального размещения нагревательного элемента (подробно описано ниже) внутри экструзионного насадка 300, благодаря чему собранный узел получается более компактным и обеспечивается равномерное распределение тепла внутри экструзионного насадка 300.
Согласно, например, фиг. 3, 4, 6, 7 и 12, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, полость 304 включает в себя сужающийся элемент 304Т, чтобы, помимо прочего, избежать излишнего перепада давления вдоль полости 304. Соответственно, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, полость 304 выполнена уже возле выпускного конца 302, чем возле впускного конца 301. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, сужающийся элемент 304Т выполнен гладким, чтобы способствовать однородному протеканию материала 720 вдоль полости 304.
Согласно фиг. 10, 10А и 11, соответственно, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, участок 305 взаимодействия с поворотным приводом экструзионного насадка 300 включает в себя одно из следующего: шкив 305 В, зубчатый барабан 305С или зубчатое колесо 305А. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, участок 305 взаимодействия с поворотным приводом выполнен симметричным относительно оси 303. Например, каждый из следующих элементов: шкив 305В, зубчатый барабан 305С или зубчатое колесо 305А, - может быть круглым по форме и может иметь ось вращательной симметрии, совпадающую с осью 303. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, участок 305 взаимодействия с поворотным приводом по меньшей мере частично ограничивает ось 303. Иными словами, с насадком 300 в неподвижном состоянии участок 305 взаимодействия с поворотным приводом может охватывать угол менее 360 градусов относительно оси 303.
Согласно фиг. 3, 4 и 12, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, устройство 320 кроме того включает в себя по меньшей мере один нагревательный элемент 315, термически соединенный с экструзионный насадком 300. Один или большее количество нагревательных элементов 315 могут быть размещены в различных подходящих ориентациях относительно экструзионного насадка 300. Например, как показано на фиг. 4, нагревательный элемент или элементы 315 может быть размещен или могут быть размещены внутри экструзионного насадка 300 или, как проиллюстрировано на фиг. 12, может быть расположен или могут быть расположены снаружи экструзионного насадка 300. Как показано на фиг. 12, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, нагревательный элемент 315 выполнен дальше от оси 303 чем полость 304. Например, нагревательный элемент 315 может быть расположен снаружи возле бокового участка 410 экструзионного насадка 300. Как показано на фиг. 4, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, нагревательный элемент 315 может быть расположен по меньшей мере частично внутри экструзионного насадка, так что полость 304 охватывает этот по меньшей мере один нагревательный элемент 315. Согласно, например, фиг. 4, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, траектория 400 полости 304 является спиральной траекторией, расположенной вокруг указанного по меньшей мере одного нагревательного элемента 315, который может быть размещен по меньшей мере частично внутри экструзионного насадка 300.
Согласно фиг. 9, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, устройство 320 представляет собой систему трехмерной печати, которая включает в себя монтажную платформу 323, имеющую монтажную плоскость 700. Устройство 320 также включает в себя печатный блок 310, который включает в себя экструзионный насадок 300. Печатный блок 310 и монтажная платформа 323 выполнены с возможностью перемещения друг относительно друга. Устройство 320 может включать в себя несущую конструкцию 320F, на которой установлены монтажная платформа 323 и печатный блок 310. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, печатный блок 310 кроме того включает в себя поворотный привод 314, выполненный с возможностью взаимодействия с участком 305 взаимодействия с поворотным приводом экструзионного насадка 300 и возможностью поворота экструзионного насадка 300 вокруг оси 303. Согласно фиг. 10, 10А и 11, соответственно, поворотный привод 314 может включать в себя один элемент из следующих: шкив 314 В, зубчатый барабан 314С или зубчатое колесо 314А, - выполненный с возможностью взаимодействия с одним из следующих элементов: шкив 305В, зубчатый барабан 305С или зубчатое колесо 305А участка 305 взаимодействия с поворотным приводом. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, поворотный привод 314 выполнен с возможностью прямого привода участка 305 взаимодействия с поворотным приводом экструзионного насадка 300. Согласно фиг. 10 и 10А, соответственно, в одном аспекте, поворотный привод 314 может взаимодействовать с участком 305 взаимодействия с поворотным приводом посредством ремня 800 или цепи 800А. Согласно фиг. 11, еще в одном аспекте настоящего изобретения, поворотный привод 314 взаимодействует с участком 305 взаимодействия с поворотным приводом посредством прямой зубчатой передачи. В других аспектах, поворотный привод 314 может осуществлять привод участка 305 взаимодействия с поворотным приводом посредством любой подходящей передачи, такой как редуктор (не показано), благодаря чему участок 305 взаимодействия с поворотным приводом поворачивается быстрее или медленнее поворотного привода 314.
Согласно фиг. 10 и 11, печатный блок 310 может включать в себя несущую конструкцию 310F, установленную с возможностью перемещения на несущей конструкции 320F. Экструзионный насадок 300 может быть установлен с возможностью перемещения на несущей конструкции 310F. Согласно фиг. 9, 11 и 12, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, печатный блок 310 включает в себя питатель 313, выполненный с возможностью подачи материала 720 во впускное отверстие 304А экструзионного насадка 300. Например, питатель 313 может включать в себя приводные колеса 313W, которые фрикционно взаимодействует с материалом 720 или иным образом выполнены с возможностью перемещения материала 720 из источника 720S материала (например, катушки) и подачи материала 720 во впускное отверстие 304А экструзионного насадка 300, где он может быть размягчен или иным образом ожижен любым подходящим способом, например, посредством одного или большего количества нагревательных элементов 315. В других аспектах, материал может быть размягчен или иным образом ожижен питателем перед поступлением в экструзионный насадок.
Согласно фиг. 3 и 9, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, печатный блок 310 включает в себя первый линейный (по оси X) привод 311 и второй линейный (по оси Y) привод 312, выполненный с возможностью перемещения экструзионного насадка 300 в монтажной плоскости 700, например, вдоль несущей конструкции 310F. В одном примере, первый линейный привод 311 может быть соединен с несущей конструкцией 310F, а второй линейный привод 312 может быть соединен с несущей конструкцией 320F (или 310F) любым подходящим образом, например, любой подходящей приводной передачей, так что этот первый линейный привод 311 и второй линейный привод 312 вызывают перемещение экструзионного насадка 300 в направлениях X и Y, как проиллюстрировано, например, на фиг. 9. Например, первый линейный привод 311 может быть установлен на несущей конструкции 310F и перемещать экструзионный насадок 300 вдоль несущей конструкции 310F в направлении X относительно монтажной платформы 323. Второй линейный привод 312 может быть установлен на несущей конструкции 320F (или несущей конструкции 310F) и перемещать несущую конструкцию 310F относительно несущей конструкции 320F, так что экструзионный насадок 300 перемещается в направлении оси Y относительно монтажной платформы 323. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, устройство 320, например система трехмерной печати, также включает в себя третий линейный (по оси Z) привод 322, выполненный с возможностью перемещения монтажной платформы 323 в направлении, по существу перпендикулярном монтажной плоскости 700. В одном примере, третий линейный привод 322 может быть соединен с несущей конструкцией 320F. Как показано на фиг. 9, например, монтажная плоскость 700 может быть плоскостью X-Y. Третий линейный привод 322 может быть выполнен с возможностью перемещения монтажной платформы 323 вдоль оси Z с использованием любого подходящего механизма линейного привода. Согласно фиг. 3 и 9, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, устройство 320, например система трехмерной печати, включает в себя управляющее устройство 321, выполненное с возможностью управления движением экструзионного насадка 300 и экструзии материала 720 на монтажную платформу 323. В одном примере, экструзионный насадок 300 может перемещаться в монтажной плоскости 700. Например первый, второй и третий линейные приводы 311, 312, 322 и питатель 313 могут быть функционально соединены с управляющим устройством 321 для перемещения экструзионного насадка 300 и управления, например, расходом материала 720, экструдированного из экструзионного насадка 300.
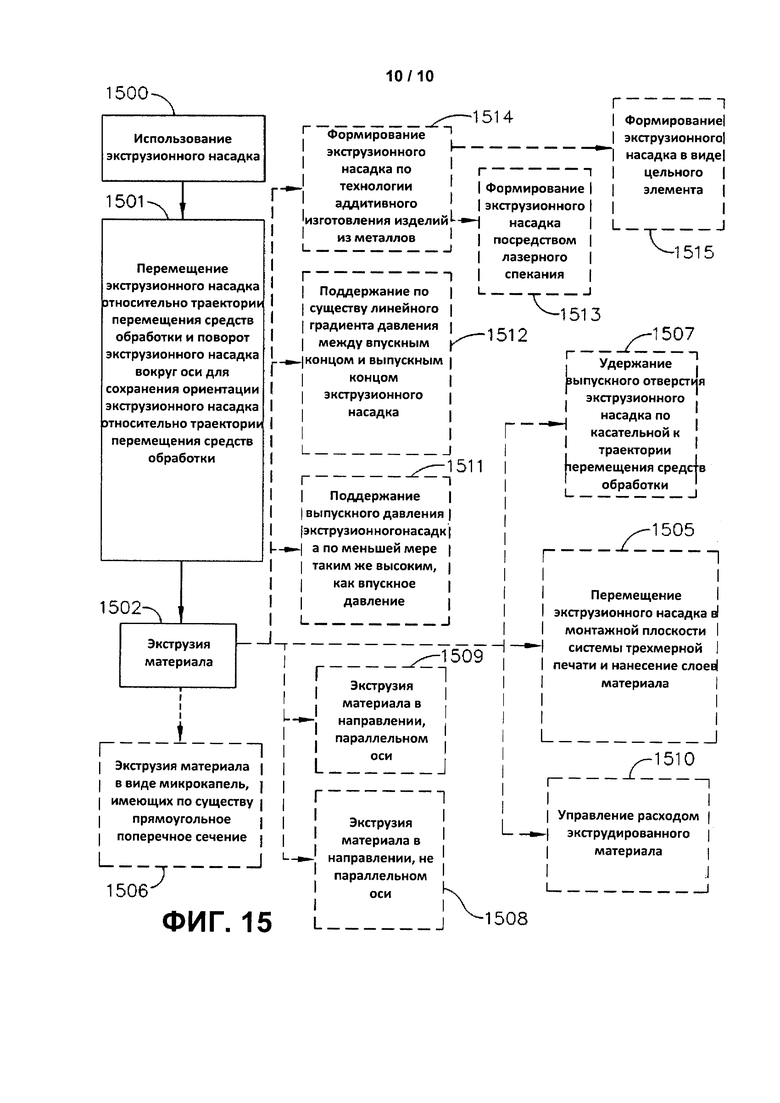
Согласно фиг. 3, 9, 13, 14 и, в частности, согласно фиг. 15, один пример настоящего изобретения относится к способу экструзии материала, например, материала 720. Способ включает в себя использование экструзионного насадка 300, который содержит участок 305 взаимодействия с поворотным приводом, впускной конец 301, впускное отверстие 304А на впускном конце 301, выпускной конец 302 и выпускное отверстие 304В на выпускном конце 302 (фиг. 15, блок 1500). Способ также включает в себя перемещение экструзионного насадка 300 вдоль траектории 710 перемещения средств обработки и одновременный поворот экструзионного насадка 300 вокруг оси 303 поворота с использованием участка 305 взаимодействия с поворотным приводом для удержания выпускного отверстия 304В экструзионного насадка 300 в заданной ориентации относительно траектории 710 перемещения средств обработки (фиг. 15, блок 1501) при экструзии материала 720 из выпускного отверстия 304В (фиг. 15, блок 1502).
Настоящее изобретение и фигуру или фигуры чертежей, описывающие операции способа или способов, заданных в настоящей заявке, следует интерпретировать как необходимость, определяющую последовательность таких операций. Несмотря на то, что показан один иллюстративный порядок, следует понимать, что последовательность операций может быть изменена, когда это целесообразно. Соответственно, некоторые операции могут быть выполнены в отличном порядке или одновременно. Кроме того, в некоторых аспектах настоящего изобретения необходимо выполнять не все из операций, описанных в настоящем документе.
Согласно фиг. 9, 13 и 14, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя перемещение экструзионного насадка 300 в монтажной плоскости 700 системы трехмерной печати, то есть устройства 320, вдоль, например, траектории 710 перемещения средств обработки, так что происходит нанесение слоев 1200, 1201 материала 720 (фиг. 15, блок 1505). Согласно фиг. 14, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя экструзию материала 720 в виде микрокапель 1210, имеющих по существу прямоугольное поперечное сечение (фиг. 15, блок 1506). Каждая из микрокапель 1210 имеет четыре стороны S1-S4. Как проиллюстрировано на фиг. 14, размеры поперечных сечений двух сторон S3, S4 больше, чем размеры поперечных сечений двух других сторон S1, S2. В других аспектах, размеры поперечных сечений сторон S1-S4 могут иметь по существу одинаковую длину. В других аспектах, размеры поперечных сечений сторон S3, S4 могут быть меньше, чем размеры поперечных сечений сторон двух других сторон S1, S2. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя удержание выпускного отверстия 304В по касательной к траектории 710 перемещения средств обработки, так что боковые стороны S1, S2 микрокапель 1210 по существу выровнены с траекторией 710 перемещения средств обработки и/или боковыми сторонами S1, S2 ранее нанесенных микрокапель 1210 (фиг. 15, блок 1507).
Как показано на фиг. 13, в одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя экструзию материала 720 в направлении, не параллельном оси 303 поворота (фиг. 15, блок 1508). В одном примере, материал 720 может выходить из выпускного отверстия 304В экструзионного насадка 300 в направлении, в целом перпендикулярном оси 303. В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя экструзию материала 720 по существу параллельно оси 303 поворота, так что материал 720 может приводиться в движение под действием давления, например посредством экструзии из выпускного отверстия 304В, в ранее нанесенный слой 1210, что может улучшать адгезию между слоями (фиг. 15, блок 1509).
В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя управление расходом материала 720, экструдированного из выпускного отверстия 304В, посредством управляющего устройства 321, например, для сохранения заданного давления в полости 304 и управления количеством наносимого материала (фиг. 15, блок 1510). В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя поддержание выпускного давления в выпускном отверстии 304В, которое является по меньшей мере таким же высоким, как впускное давление во впускном отверстии 304А (фиг. 15, блок 1511). В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя поддержание по существу линейного градиента давления между впускным концом 301 и выпускным концом 302 (фиг. 15, блок 1512). В одном аспекте, выпускное давление и/или градиент давления может или могут поддерживаться посредством управления расходом материала 720 и/или посредством сужающегося элемента полости 304.
В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, способ также включает в себя формирование экструзионного насадка 300 по технологии аддитивного изготовления изделий из металлов (additive metal fabrication) (фиг. 15, блок 1513). В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, экструзионный насадок 300 формируют лазерным спеканием (фиг. 15, блок 1514). В одном аспекте настоящего изобретения, который может содержать по меньшей мере часть объекта любого из приведенных выше и/или далее примеров и аспектов, экструзионный насадок 300 формируют в виде цельного элемента (фиг. 15, блок 1515).
Иллюстративные неисчерпывающие примеры, которые могут быть заявлены или не заявлены, объекта согласно настоящему изобретению приведены в описанных далее пунктах А1-В44.
А1. Устройство 320, содержащее:
экструзионный насадок 300, содержащий
впускной конец 301;
выпускной конец 302, противоположный впускному концу 301;
ось 303, проходящую между впускным концом 301 и выпускным концом 302, причем экструзионный насадок 300 выполнен с возможностью поворота вокруг оси 303;
участок 305 взаимодействия с поворотным приводом между впускным концом 301 и выпускным концом 302 и
полость 304, имеющую впускное отверстие 304А на впускном конце 301 и выпускное отверстие 304В на выпускном конце 302, причем впускное отверстие 304А имеет конфигурацию, отличную от конфигурации выпускного отверстия 304В.
А2. Устройство 320 по пункту А1, в котором полость 304 включает в себя сужающийся элемент 304Т.
A3. Устройство 320 по пункту А2, в котором сужающийся элемент 304Т выполнен гладким.
А4. Устройство 320 по любому из пунктов А2-А3, в котором полость 304 выполнена уже возле выпускного конца 302, чем возле впускного конца 301.
А5. Устройство 320 по любому из пунктов А1-А4, в котором полость 304 имеет круглое поперечное сечение.
А6. Устройство 320 по любому из пунктов А1-А4, в котором полость 304 имеет некруглое поперечное сечение.
А7. Устройство 320 по любому из пунктов А1-А6, в котором устройство 320 кроме того включает в себя по меньшей мере один нагревательный элемент 315, термически соединенный с экструзионным насадком 300.
А8. Устройство 320 по пункту А7, в котором полость 304 охватывает указанный по меньшей мере один нагревательный элемент 315.
А9. Устройство 320 по пункту А7, в котором нагревательный элемент 315 выполнен дальше от оси 303, чем полость 304.
А10. Устройство 320 по любому из пунктов А1-А9, в котором полость 304 имеет траекторию 400, которая является по существу линейной.
А11. Устройство 320 по любому из пунктов А1-А8, в котором полость 304 имеет траекторию 400, которая является по существу нелинейной.
А12. Устройство 320 по пункту А11, в котором траектория 400 полости 304 является извилистой траекторией.
А13. Устройство 320 по пункту А12, в котором извилистая траектория является спиральной траекторией.
А14. Устройство 320 по пункту А13, в котором спиральная траектория расположена вокруг по меньшей мере одного нагревательного элемента 315, расположенного по меньшей мере частично внутри экструзионного насадка 300.
А15. Устройство 320 по любому из пунктов А1-А14, в котором выпускное отверстие 304В имеет некруглую форму.
А16. Устройство 320 по любому из пунктов А1-А14, в котором выпускное отверстие 304В имеет круглую форму.
А17. Устройство 320 по любому из пунктов А1-А16, в котором выпускное отверстие 304В является неплоским отверстием.
А18. Устройство 320 по любому из пунктов А1-А17, в котором впускное отверстие 304А имеет некруглую форму.
А19. Устройство 320 по любому из пунктов А1-А17, в котором впускное отверстие 304А имеет круглую форму.
А20. Устройство 320 по любому из пунктов А1-А19, в котором выпускное отверстие 304В сформировано по меньшей мере частично на боковом участке экструзионного насадка 300.
А21. Устройство 320 по любому из пунктов А1-А20, в котором участок 305 взаимодействия с поворотным приводом выполнен симметричным относительно оси 303.
А22. Устройство 320 по любому из пунктов А1-А21, в котором участок 305 взаимодействия с поворотным приводом по меньшей мере частично ограничивает ось 303.
А23. Устройство 320 по любому из пунктов А1-А22, в котором участок 305 взаимодействия с поворотным приводом содержит одно из следующего: шкив 305В, зубчатый барабан 305С или зубчатое колесо 305А.
А24. Устройство 320 по любому из пунктов А1-А23, в котором устройство 320 представляет собой систему трехмерной печати, содержащее:
монтажную платформу 323, имеющую монтажную плоскость 700; и
печатный блок 310, включающий в себя экструзионный насадок 300, причем
печатный блок 310 и монтажная платформа 323 выполнены с возможностью перемещения друг относительно друга.
А25. Устройство 320 по пункту А24, в котором печатный блок 310 кроме того включает в себя поворотный привод 314, выполненный с возможностью взаимодействия с участком 305 взаимодействия с поворотным приводом и возможностью поворота экструзионного насадка 300 вокруг оси 303.
А26. Устройство 320 по пункту А25, в котором поворотный привод 314 выполнен с возможностью прямого привода участка 305 взаимодействия с поворотным приводом.
А27. Устройство 320 по любому из пунктов А24-А26, в котором печатный блок 310 включает в себя питатель 313, выполненный с возможностью подачи материала 720 в впускное отверстие 304А.
А28. Устройство 320 по любому из пунктов А24-А27, в котором печатный блок 310 включает в себя первый линейный привод 311 и второй линейный привод 312, выполненные с возможностью перемещения экструзионного насадка 300 в монтажной плоскости 700.
А29. Устройство 320 по любому из пунктов А24-А28, в котором система трехмерной печати кроме того включает в себя третий линейный привод 322, выполненный с возможностью перемещения монтажной платформы 323 в направлении, по существу перпендикулярном монтажной плоскости 700.
А30. Устройство 320 по любому из пунктов А24-А29, в котором система трехмерной печати включает в себя управляющее устройство 321, выполненное с возможностью управления движением экструзионного насадка 300 и экструзии материала 720 на монтажную платформу 323.
А31. Устройство 320 по любому из пунктов А1-А30, в котором длина полости 304 больше, чем длина экструзионного насадка 300.
А32. Устройство 320 по любому из пунктов А1-А31, в котором экструзионный насадок 300 выполнен за одно целое.
В33. Способ экструзии материала, включающий:
использование экструзионного насадка 300, включающего в себя участок 305 взаимодействия с поворотным приводом, впускной конец 301, впускное отверстие 304А на впускном конце 301, выпускной конец 302 и выпускное отверстие 304В на выпускном конце 302; и
перемещение экструзионного насадка 300 вдоль траектории 710 перемещения средств обработки и одновременно поворот экструзионного насадка 300 вокруг оси 303 поворота с использованием участка 305 взаимодействия с поворотным приводом для удержания выпускного отверстия 304В экструзионного насадка 300 в заданной ориентации относительно траектории 710 перемещения средств обработки при экструзии материала 720 из выпускного отверстия 304В.
B34. Способ по пункту В33, кроме того включающий экструзию материала 720 в виде микрокапли 1210, имеющей по существу прямоугольное поперечное сечение.
B35. Способ по любому из пунктов В33-В34, кроме того включающий экструзию материала 720 в направлении, не параллельном оси 303 поворота.
B36. Способ по любому из пунктов В33-В34, кроме того включающий экструзию материала 720 по существу параллельно оси 303 поворота.
B37. Способ по любому из пунктов В33-В36, кроме того включающий поддержание выпускного давления в выпускном отверстии 304В, которое является по меньшей мере таким же высоким, как впускное давление во впускном отверстии 304А.
B38. Способ по любому из пунктов В33-В37, кроме того включающий поддержание по существу линейного градиента давления между впускным концом 301 и выпускным концом 302.
B39. Способ по любому из пунктов В33-В38, кроме того включающий формирование экструзионного насадка 300 по технологии аддитивного изготовления изделий из металлов (additive metal fabrication).
B40. Способ по пункту В39, в котором экструзионный насадок 300 формируют лазерным спеканием.
B41. Способ по любому из пунктов В39-В40, в котором экструзионный насадок 300 формируют в виде цельного элемента.
B42. Способ по любому из пунктов В33-В41, кроме того включающий удержание выпускного отверстия 304В по касательной к траектории 710 перемещения средств обработки.
B43. Способ по любому из пунктов В33-В42, кроме того включающий перемещение экструзионного насадка 300 в монтажной плоскости 700 системы трехмерной печати.
В44. Способ по любому из пунктов В33-В43, кроме того включающий управление расходом материала, экструдированного из выпускного отверстия 304 В посредством управляющего устройства 321.
В настоящей заявке раскрыты различные примеры и аспекты устройства и способов, которые содержат множество различных компонентов, признаков и функциональных возможностей. Следует понимать, что различные примеры и аспекты устройства и способов, раскрытых в настоящей заявке, могут содержать любые из компонентов, признаков и функциональных возможностей любого из других примеров и аспектов устройства и способов, раскрытых в настоящей заявке, в любом сочетании, причем все такие возможности находятся в пределах сущности и объема настоящего изобретения.
При наличии преимущества идей, представленных в приведенном выше описании и соответствующих чертежах, многие модификации раскрытого объекта патентования будут очевидны специалисту в области техники, к которой относится данное изобретение. Таким образом, следует понимать, что настоящее изобретение не ограничено приведенными конкретными примерами и аспектами и что его модификации находятся в пределах объема приложенной формулы изобретения. Кроме того, несмотря на то, что приведенное выше изобретение и соответствующие чертежи описывают конкретные иллюстративные сочетания элементов и/или функций, следует понимать, что могут быть реализованы различные сочетания элементов и/или функций без выхода за рамки объема прилагаемой формулы изобретения.
Изобретение относится к устройству для экструзии материала. Техническим результатом является повышение прочности изготавливаемой детали, без повреждений и без ограничения ее формы. Технический результат достигается устройством для экструзии материала, которое содержит экструзионный насадок, содержащий впускной конец, выпускной конец, противоположный впускному концу, ось, проходящую между впускным концом и выпускным концом. При этом экструзионный насадок выполнен с возможностью поворота вокруг оси и содержит участок взаимодействия с поворотным приводом между впускным концом и выпускным концом и полость, имеющую впускное отверстие на впускном конце и выпускное отверстие на выпускном конце. Причем впускное отверстие имеет конфигурацию, отличную от конфигурации выпускного отверстия, а указанная полость имеет спиральную траекторию, проходящую вокруг нагревательного элемента, расположенного внутри экструзионного насадка. 2 н. и 19 з.п. ф-лы, 17 ил.
1. Устройство (320) для экструзии материала, содержащее: экструзионный насадок (300), содержащий
впускной конец (301);
выпускной конец (302), противоположный впускному концу (301);
ось (303), проходящую между впускным концом (301) и выпускным концом (302), при этом экструзионный насадок (300) выполнен с возможностью поворота вокруг оси (303);
участок (305) взаимодействия с поворотным приводом между впускным концом (301) и выпускным концом (302) и
полость (304), имеющую впускное отверстие (304А) на впускном конце (301) и выпускное отверстие (304B) на выпускном конце (302), причем впускное отверстие (304А) имеет конфигурацию, отличную от конфигурации выпускного отверстия (304B), а указанная полость (304) имеет спиральную траекторию, проходящую вокруг по меньшей мере одного нагревательного элемента (315), расположенного по меньшей мере частично внутри экструзионного насадка (300).
2. Устройство (320) по п. 1, в котором полость (304) включает в себя сужающийся элемент (304Т).
3. Устройство (320) по п. 2, в котором полость (304) выполнена уже возле выпускного конца (302), чем возле впускного конца (301).
4. Устройство (320) по любому из пп. 1-3, в котором устройство (320), кроме того, включает в себя по меньшей мере один нагревательный элемент (315), термически соединенный с экструзионным насадком (300).
5. Устройство (320) по любому из пп. 1-3, в котором выпускное отверстие (304B) имеет не круглую форму.
6. Устройство (320) по любому из пп. 1-3, в котором выпускное отверстие (304B) является неплоским отверстием.
7. Устройство (320) по любому из пп. 1-3, в котором выпускное отверстие (304B) сформировано по меньшей мере частично на боковом участке экструзионного насадка (300).
8. Устройство (320) по любому из пп. 1-3, в котором участок (305) взаимодействия с поворотным приводом содержит одно из следующего: шкив (305В), зубчатый барабан (305С) или зубчатое колесо (305А).
9. Устройство (320) по любому из пп. 1-3, в котором устройство (320) представляет собой систему трехмерной печати, содержащую:
монтажную платформу (323), имеющую монтажную плоскость (700); и
печатный блок (310), включающий в себя экструзионный насадок (300), причем печатный блок (310) и монтажная платформа (323) выполнены с возможностью перемещения относительно друг друга.
10. Устройство (320) по п. 9, в котором печатный блок (310), кроме того, включает в себя поворотный привод (314), выполненный с возможностью взаимодействия с участком (305) взаимодействия с поворотным приводом и возможностью поворота экструзионного насадка (300) вокруг оси (303).
11. Устройство (320) по п. 10, в котором поворотный привод (314) выполнен с возможностью прямого привода участка (305) взаимодействия с поворотным приводом.
12. Устройство (320) по п. 9, в котором печатный блок (310) включает в себя питатель (313), выполненный с возможностью подачи материала (720) во впускное отверстие (304А).
13. Устройство (320) по п. 9, в котором печатный блок (310) включает в себя первый линейный привод (311) и второй линейный привод (312), выполненные с возможностью перемещения экструзионного насадка (300) в монтажной плоскости (700).
14. Устройство (320) по любому из пп. 1-3, в котором длина полости (304) больше, чем длина экструзионного насадка (300).
15. Устройство (320) по любому из пп. 1-3, в котором экструзионный насадок (300) выполнен за одно целое.
16. Способ экструзии материала, включающий:
использование экструзионного насадка (300), включающего в себя участок (305) взаимодействия с поворотным приводом, впускной конец (301), впускное отверстие (304А) на впускном конце (301), выпускной конец (302), выпускное отверстие (304B) на выпускном конце (302) и полость (304), которая имеет спиральную траекторию, проходящую вокруг по меньшей мере одного нагревательного элемента (315), расположенного по меньшей мере частично внутри экструзионного насадка (300); и
перемещение экструзионного насадка (300) вдоль траектории (710) перемещения средств обработки и одновременно поворот экструзионного насадка (300) вокруг оси (303) поворота с использованием участка (305) взаимодействия с поворотным приводом для удержания выпускного отверстия (304B) экструзионного насадка (300) в заданной ориентации относительно траектории (710) перемещения средств обработки при экструзии материала (720) из выпускного отверстия (304B).
17. Способ по п. 16, кроме того включающий экструзию материала (720) в виде микрокапли (1210), имеющей по существу прямоугольное поперечное сечение.
18. Способ по любому из пп. 16, 17, кроме того включающий экструзию материала (720) в направлении, не параллельном оси (303) поворота.
19. Способ по любому из пп. 16, 17, кроме того включающий формирование экструзионного насадка (300) по технологии аддитивного изготовления изделий из металлов.
20. Способ по п. 19, в котором экструзионный насадок (300) формируют в виде цельного элемента.
21. Способ по любому из пп. 16, 17, кроме того включающий удержание выпускного отверстия (304B) по касательной к траектории (710) перемещения средств обработки.
| WO 2003101630 А1, 11.12.2003 | |||
| US 4395210 А, 26.07.1983 | |||
| US 5340433 А, 23.08.1994 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ПРЕДМЕТОВ | 1999 |
|
RU2201351C2 |
| US 6303180 B1, 16.10.2001 | |||
| EP 1488908 B1, 04.01.2012. | |||

