Изобретение относится к способу обработки боковой кромки панели, прежде всего половой панели, с верхней стороной и нижней стороной, которая по меньшей мере на двух противолежащих боковых кромках имеет такое соответствующее друг другу профилирование, что две идентично выполненные панели являются взаимно соединяемыми и фиксируемыми в горизонтальном и вертикальном направлении посредством по существу вертикального соединительного перемещения, при этом фиксация в вертикальном направлении является реализуемой посредством по меньшей мере одного имеющего возможность перемещения в горизонтальном направлении, выполненного из сердцевины цельным упругого элемента, который при соединительном движении защелкивается за простирающуюся по существу в горизонтальном направлении фиксирующую кромку, а упругий элемент отделен от сердцевины посредством по меньшей мере одного по существу вертикального паза, и по меньшей мере один из пазов выполнен сквозным не по всей длине боковой кромки.
Такая панель описана в немецкой заявке на патент 10 2007 041024.9, на содержание которой в полном объеме делается ссылка.
Панели, в которых фиксация осуществляется посредством пластмассовой вставки, известны, например, из ЕР 650375 А1. Этот реализованный для этого вида панелей вид фиксации предусмотрен, предпочтительно, на поперечной стороне половых панелей. Однако он может быть также предусмотрен на продольной стороне или же как на продольной стороне, так и на поперечной стороне. Упругий элемент состоит из пластмассы и вставлен в горизонтально расположенную канавку на одной из кромок и скошен со своей верхней стороны. Аналогично дверной защелке упругий элемент новой устанавливаемой панелью благодаря скосу вдавливается внутрь канавки, когда она своей нижней стороной попадает на скос, и опускается дальше. Когда новая прилагаемая панель полностью опущена на основание пола, упругий элемент защелкивается в горизонтально выполненную в противолежащей боковой кромке канавку и фиксирует обе панели в вертикальном направлении. Для изготовления этого упругого элемента необходимы специальные инструменты для литья под давлением, так что изготовление является относительно дорогим. Кроме того, должна применяться высококачественная пластмасса для того, чтобы обеспечить достаточные показатели прочности, что дополнительно удорожает упругий элемент. Если применяются пластмассы со слишком низкими показателями прочности, это приводит к относительно большим отклонениям от номинальных размеров упругих элементов, так как только этим обеспечивается то, что могут быть сформированы или же переданы соответствующие усилия.
В результате того что фиксирующий элемент выполнен в виде отдельной детали, возникают дополнительные затраты. Изготовление фиксирующих элементов технологически обусловленно происходит в пространственном отношении отдельно от панелей, так что интеграция в непрерывный технологический процесс, прежде всего, для половых панелей, пока не является возможной. В связи с использованием разных материалов - древесины с одной стороны и пластмассы с другой стороны - приведение в соответствие производственных допусков из двух отдельных технологических процессов является трудоемким и требующим больших затрат. Так как фиксация в вертикальном направлении при отсутствующем фиксирующем элементе была бы неэффективной, он должен быть предохранен от выпадения из выполненной в боковой кромке канавки в дальнейшем процессе изготовления и при транспортировке. Это предохранение также трудоемко. В качестве альтернативы, фиксирующий элемент можно было бы предоставлять в распоряжение потребителю отдельно.
Все чаще обсуждаемые половые панели укладываются хозяевами самостоятельно, так что в связи с отсутствием опыта, в принципе, существует возможность того, что число необходимых фиксирующих элементов будет оценено неправильно, и они будут приобретены в недостаточном количестве для того, чтобы помещение можно было выложить полностью. Кроме того, нельзя исключить то, что хозяин, выполняющий работу самостоятельно, допустит ошибку при вставке упругого элемента, что приведет к тому, что точная фиксация станет невозможной и соединение со временем нарушится, что ошибочно относится потребителем на счет предоставленного изготовителем качества.
Из DE 10224540 А1 известны панели, которые на противолежащих сторонах профилированы так, что для фиксации в горизонтальном направлении образуются крюкообразные соединительные элементы. Для фиксации в вертикальном направлении на соединительных элементах предусмотрены расположенные горизонтально и вертикально и на расстоянии друг от друга элементы геометрического замыкания и соответствующие поднутрения с соответственно горизонтально направленной фиксирующей поверхностью. Поперечная протяженность таких горизонтально направленных фиксирующих поверхностей составляет около 0,05-1,0 мм. Чтобы соединение двух панелей вообще оставалось возможным, размеры должны быть такими малыми. Однако в результате этого неизбежно получается, что восприняты могут быть лишь незначительные, вертикально направленные силы, так что изготовление приходится осуществлять с крайне малыми допусками для того, чтобы гарантировать, что уже при легких неровностях пола и/или мягких основаниях соединение при нормальной нагрузке не растрескается.
Для того чтобы отпала необходимость в уравнивании допусков различных деталей и, кроме того, чтобы конечному потребителю было гарантировано отсутствие каких-либо деталей, упругий элемент выполнен цельным из сердцевины.
Чтобы обеспечить возможность соединения упругого элемента с сердцевиной и одновременно осуществления подпружинивания элементов, необходимо выполнять фрезерные прорезы, которые являются не сквозными, а прерывистыми. Если это должно быть достигнуто с помощью техники фрезерования, панель в процессе фрезерования должна оставаться неподвижной, так как в противном случае при существующих высоких скоростях прохождения получались бы сквозные прорезы. Таким образом, с затормаживанием панели до полной остановки, погружением и перемещением фрезерного агрегата и с последующим ускорением окончательно обработанной панели для дальнейшей транспортировки процесс фрезерования был бы очень медленным.
Одна возможность выполнения фрезеровки инструментами заключается в том, что инструменты устанавливают на транспортном устройстве, которое перемещает инструменты в направлении подачи (направлении транспортировки) панелей. При этом время, за которое выполняются фрезерования по шаблону, заметно увеличивается, в результате чего для осуществления указанных фрезерований соответствующие перемещения инструментов могут выполнять стандартные шпиндели двигателей.
Однако недостатком этого способа изготовления является, с одной стороны, высокая в плане оборудования трудоемкость, а с другой стороны - большая занимаемая площадь как результат возможности перемещения инструментов в направлении подачи панелей. Эта дополнительная занимаемая площадь для уже существующих установок, в которые должна быть интегрирована еще одна рабочая позиция, является слишком большой и поэтому целесообразна только для вновь планируемых установок.
Поскольку такие формы на моноблочных панелях с помощью обычных фрезерных агрегатов в проходном режиме изготавливать невозможно, подлежащие обработке панели необходимо разъединять и обрабатывать в неподвижном положении. Это связано с очень большими затратами времени, а поэтому и очень большими финансовыми затратами.
Изготовление такой панели трудоемко прежде всего тогда, когда предусмотрено множество упругих элементов, и для этого должно быть предусмотрено соответствующее число фиксирующих кромок в канавке, потому что в этом случае на обеих боковых кромках должны быть предусмотрены совместно перемещающиеся инструменты. На обычных позициях фрезерования для этого зачастую нет места, так что становятся необходимыми различные зажимы на различных станках, что приводит к увеличению производственного времени и требует соответственно более широких допусков.
Из DE 102005026554 А1 известен способ изготовления фиксирующей канавки с помощью фрезерного инструмента, который содержит привод, фрезерную головку и передающее вращение передающее устройство, а также крепление для фрезерной головки. В связи с креплением фрезерная головка со стороны крепления имеет свободный радиус, благодаря чему становится возможным, что в процессе изготовления фиксирующей канавки она полностью находится в окруженной с обеих сторон боковыми поверхностями канавки части соединительной канавки.
Для решения проблемы предусмотрено, что по меньшей мере один несквозной паз изготавливается ведомым, предпочтительно, по круговой траектории инструментом таким образом, что панель подается в направлении транспортировки под инструмент, посредством поворотного перемещения инструмент погружается в сердцевину панели и снова извлекается в противоположном направлении до того, как панель будет полностью проведена под инструментом.
Благодаря такому конструктивному выполнению становится возможным выполнение прежде жесткой фиксации пружинящей и создание конфигураций, которые не простираются по всей длине панели. Благодаря поворотному движению инструмента необходимая занимаемая площадь очень мала, так что может быть использован обычный универсальный двусторонний поперечно-профильный станок, к концу которого прифланцовывается дополнительная рабочая позиция для изготовления по меньшей мере одного несквозного паза.
Для отделения упругого элемента от сердцевины, предпочтительно, может быть дополнительно предусмотрен один по существу горизонтальный паз.
Предпочтительно, несколько несквозных пазов изготавливаются за счет того, что в направлении транспортировки панели предусмотрено несколько расположенных на расстоянии друг от друга инструментов, которые одновременно погружаются в сердцевину панели.
Устройство для осуществления способа отличается тем, что по меньшей мере один фрезерный инструмент, лазерный инструмент, устройство для водо- или пескоструйной обработки или плазменная горелка закреплены на установленной с возможностью поворота опоре, которая выполнена с возможностью приведения в действие через серводвигатель или телескопический цилиндр.
Для того чтобы можно было одновременно изготавливать несколько пазов, особо предпочтительно, если относительно направления транспортировки панели на опоре установлено несколько один за другим инструментов. Возможен также вариант, при котором пазы делаются штанцеванием.
Для того чтобы свести к минимуму занимаемую площадь, предпочтительно, на опоре, наряду по меньшей мере с одним инструментом установлен и его привод, который состоит из двигателя и редуктора. Каждый инструмент может быть приведен в действие отдельным двигателем. Однако может быть предусмотрен и один двигатель для привода нескольких инструментов.
Далее, с помощью чертежа более подробно описывается пример осуществления способа согласно изобретению.
Показано на:
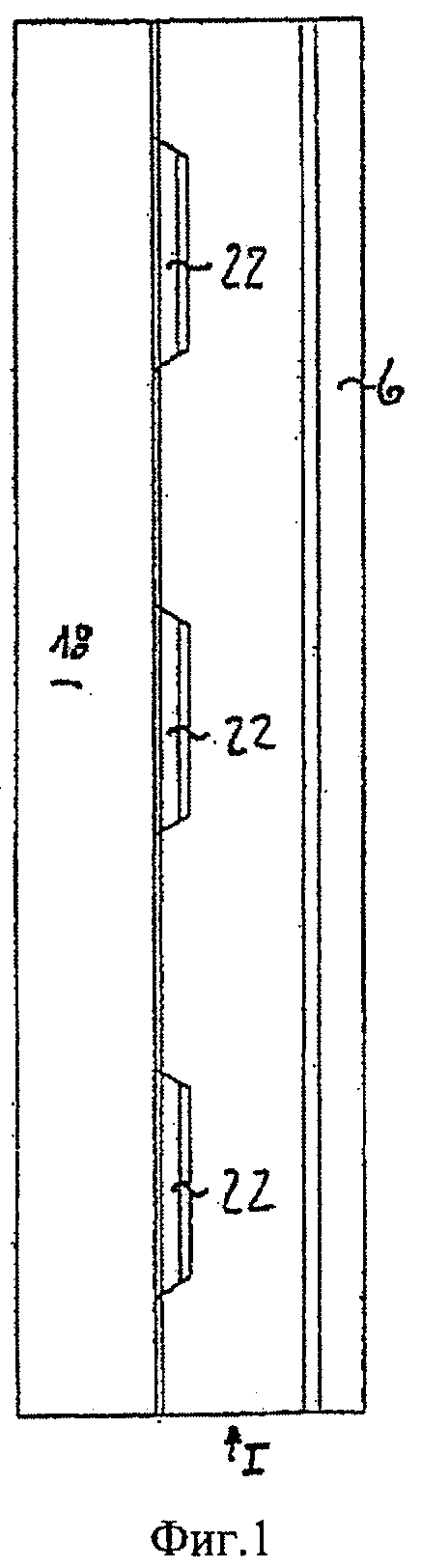
Фигуре 1: вид сверху на боковую кромку I панели,
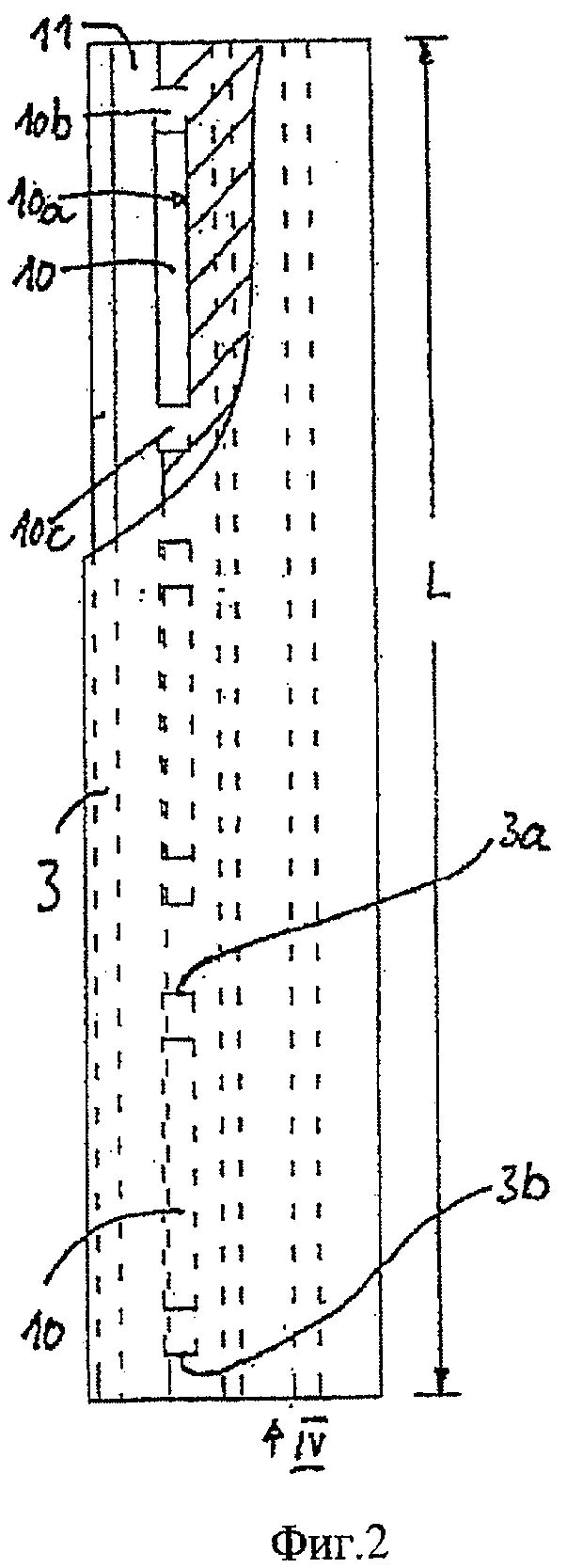
Фигуре 2: вид сверху на противолежащую боковую кромку II той же самой панели,
Фигуре 3: вид по стрелке III согласно фигуре 1,
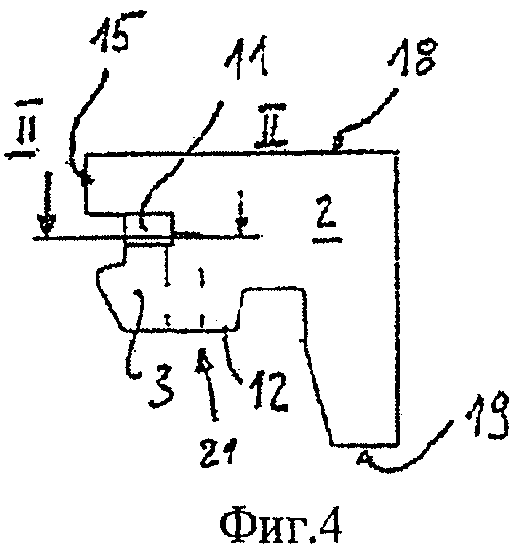
Фигуре 4: вид панели по стрелке IV согласно фигуре 2,
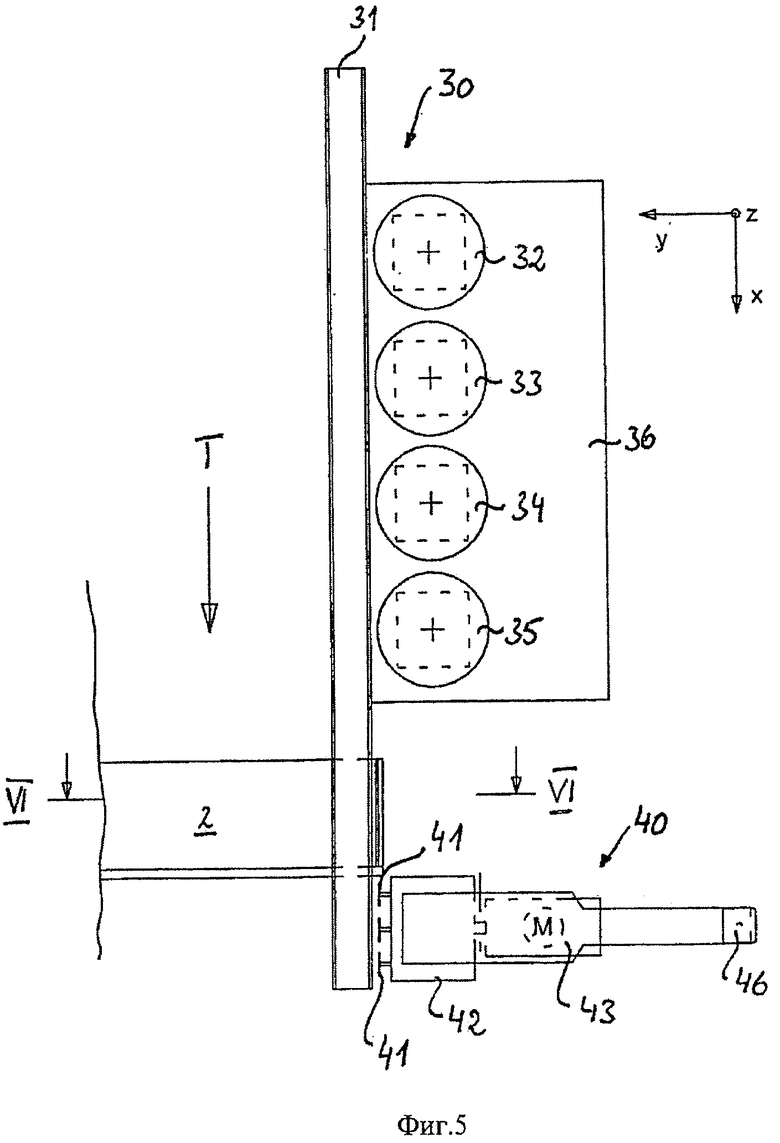
Фигуре 5: вид сверху на схематично представленную профилирующую установку,
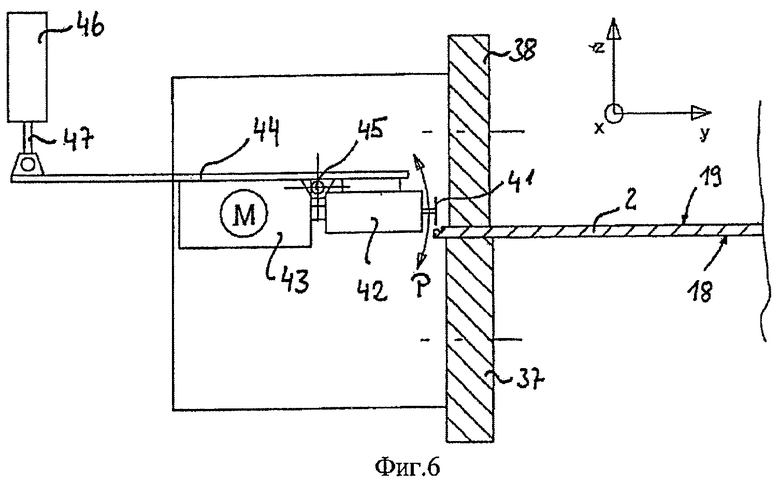
Фигуре 6: разрез по линии VI-VI согласно фигуре 5,
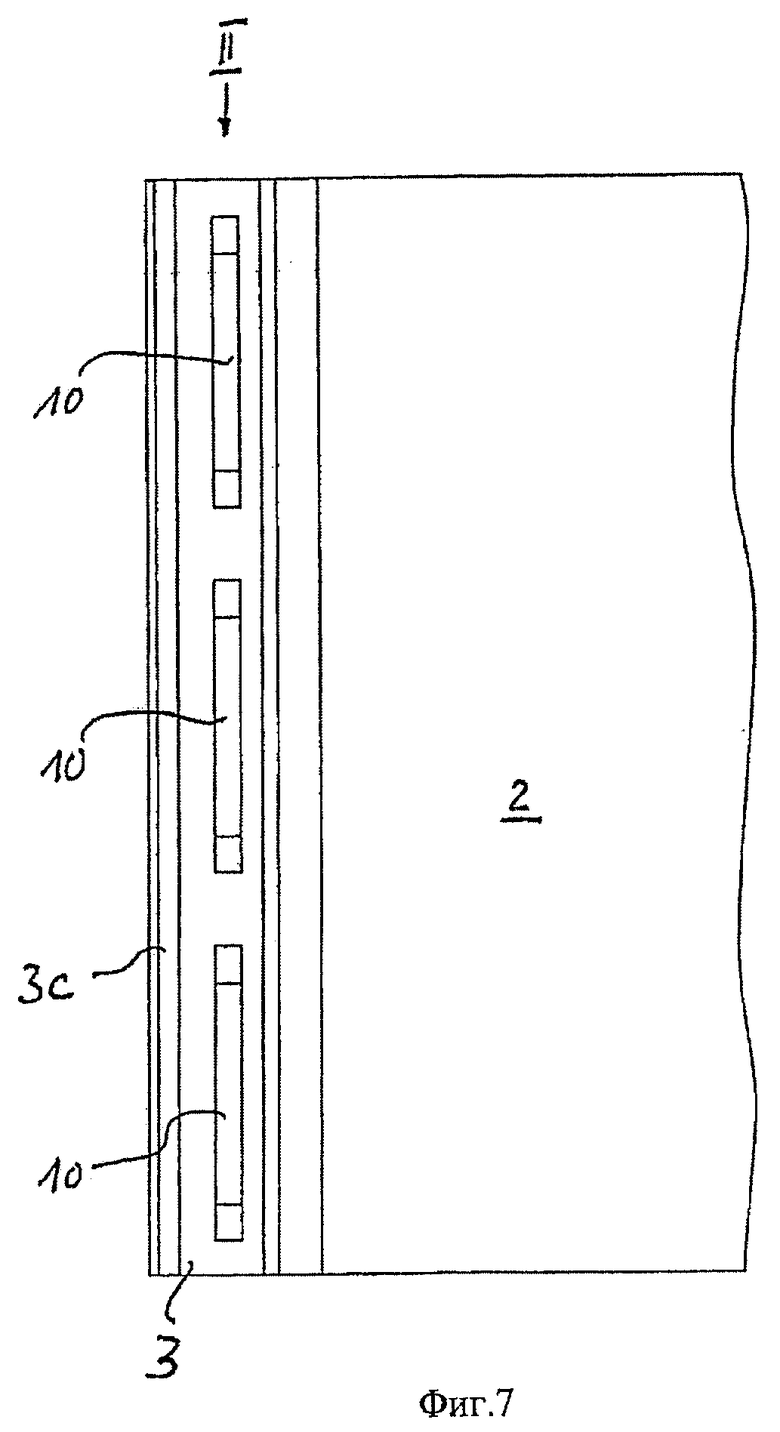
Фигуре 7: вид снизу фрезерованной панели,
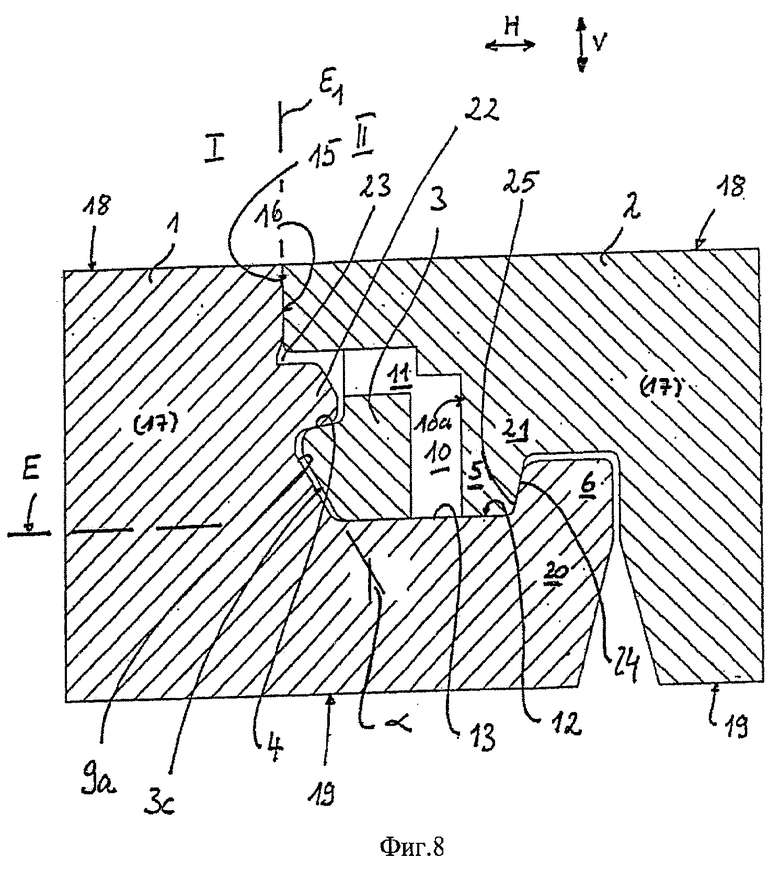
Фигуре 8: изображение двух соединенных панелей первой конструктивной формы в разрезе на месте соединения,
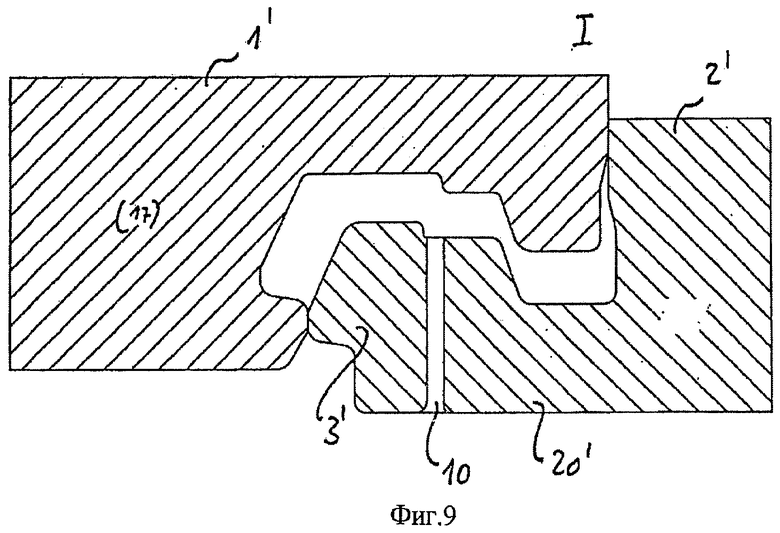
Фигуре 9: изображение двух соединенных панелей второй конструктивной формы в разрезе на месте соединения,
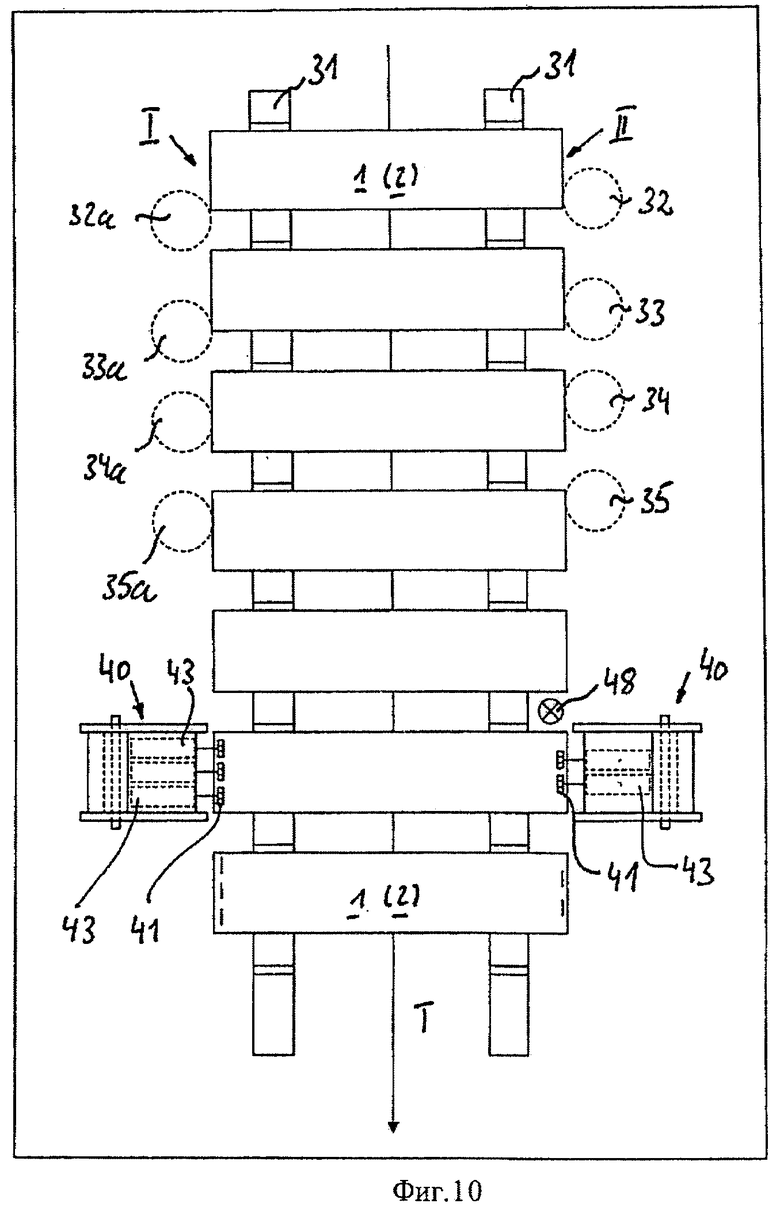
Фигуре 10: схематичный вид сверху на универсальный двусторонний поперечно-профильный станок,
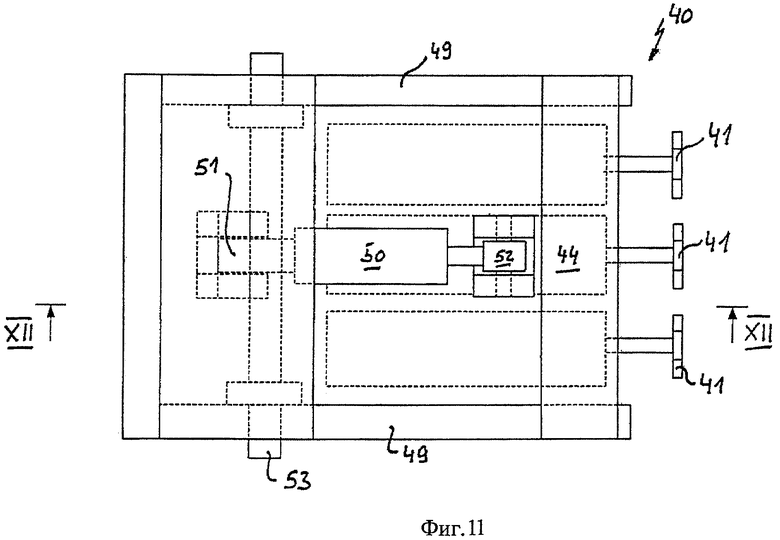
Фигуре 11: схематичный вид сверху на рабочую позицию,
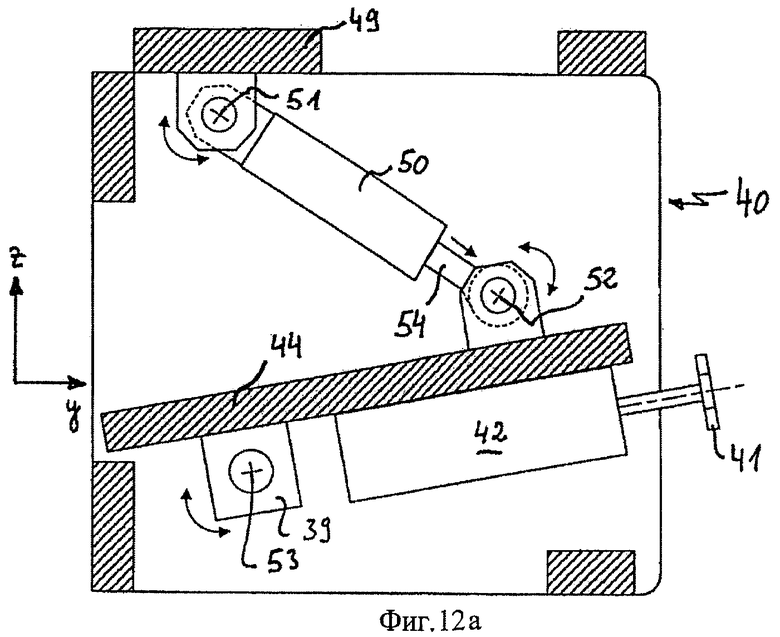
Фигуре 12а: разрез по линии XII-XII по фигуре 11 в приподнятом положении инструмента,
Фигуре 12b: разрез по линии XII-XII по фигуре 11 в опущенном положении инструмента,
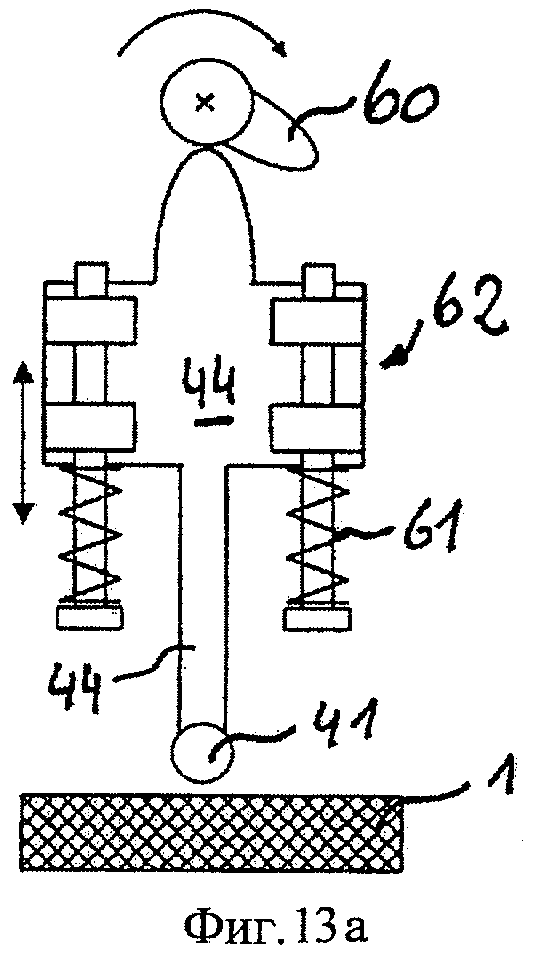
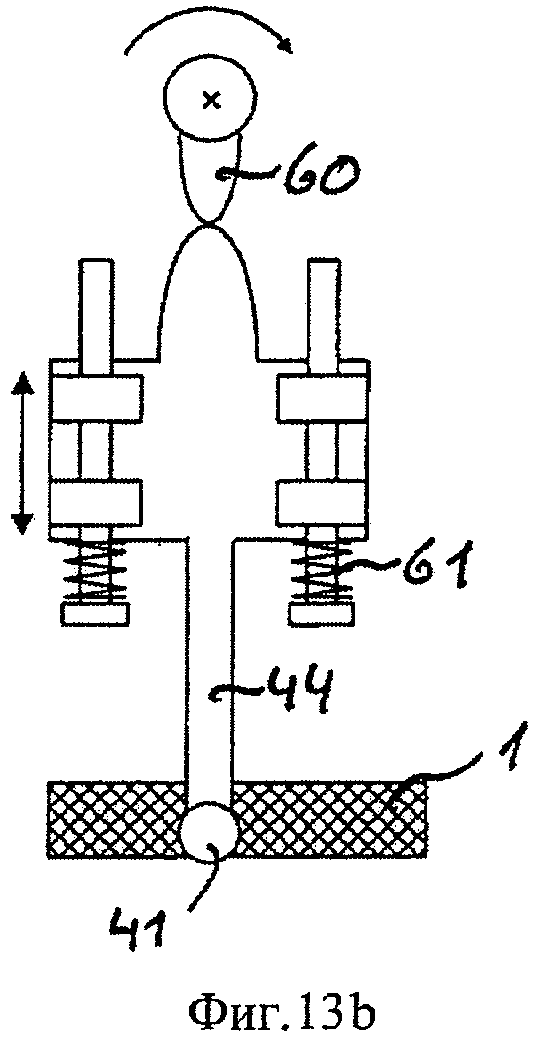
Фигуре 13а: принципиальный эскиз альтернативного устройства для перемещения обрабатывающего инструмента в нерабочем положении,
Фигуре 13b: принципиальный эскиз альтернативного устройства для перемещения обрабатывающего инструмента в рабочем положении,
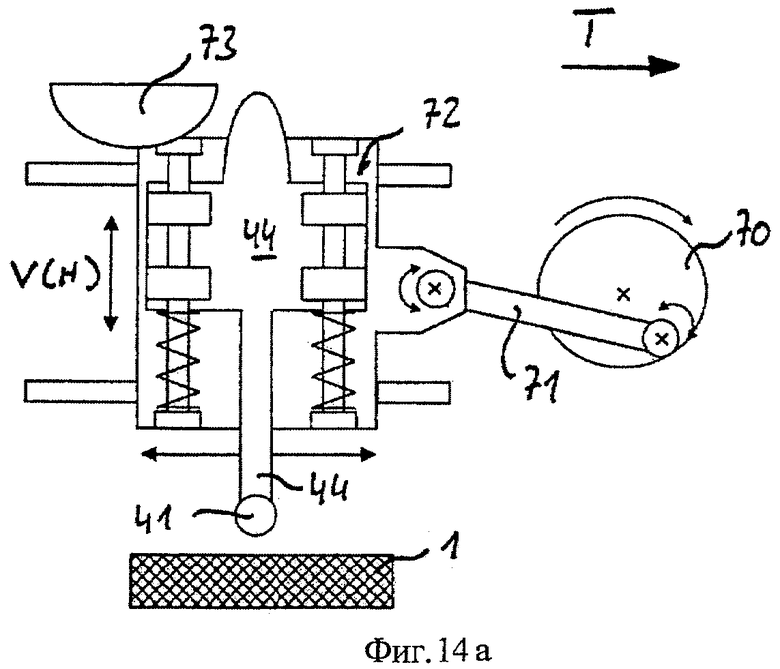
Фигуре 14а: принципиальный эскиз альтернативного устройства для перемещения обрабатывающего инструмента в нерабочем положении,
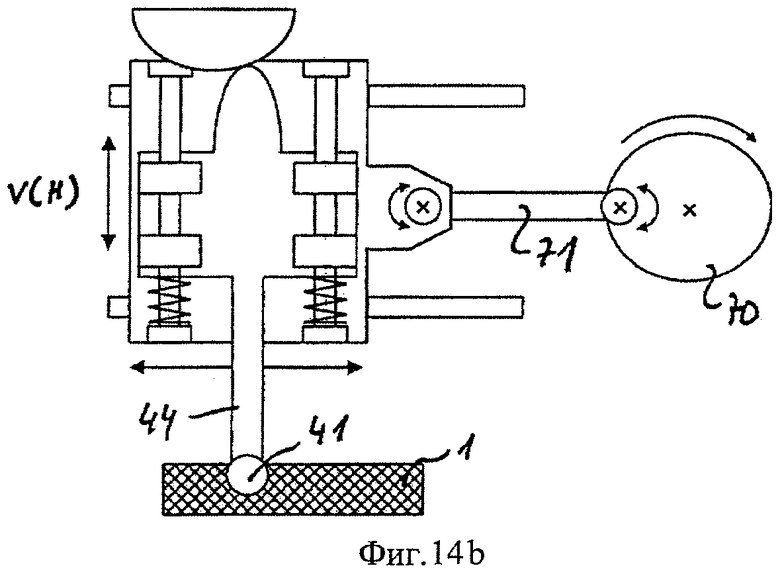
Фигуре 14b: принципиальный эскиз альтернативного устройства для перемещения обрабатывающего инструмента в рабочем положении,
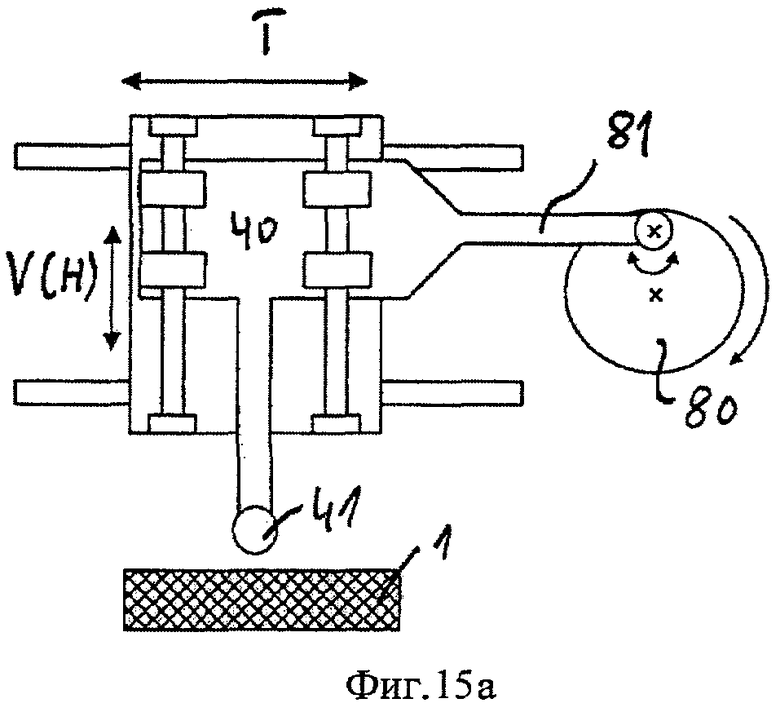
Фигуре 15а: принципиальный эскиз альтернативного устройства для перемещения обрабатывающего инструмента в нерабочем положении,
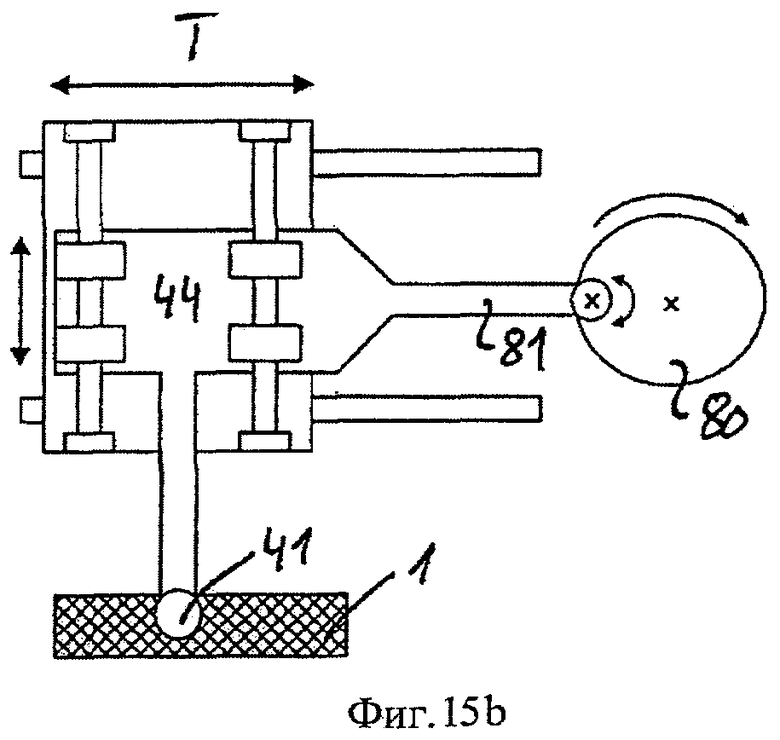
Фигуре 15b: принципиальный эскиз альтернативного устройства для перемещения обрабатывающего инструмента в рабочем положении.
Панели 1, 2 выполнены идентично. Они состоят из сердцевины 17 из древесины или смеси древесины с пластмассой. На своих противолежащих боковых кромках I, II панели 1, 2 профилированы, при этом боковая кромка I была обработана фрезерованием с верхней стороны 18, а боковая кромка II - с нижней стороны 19. На боковой кромке II выполнен упругий элемент 3, который был получен сквозным фрезерованием сердцевины 17, при котором были выфрезерованы горизонтальный паз 11 и по существу вертикально проходящий паз 10. Боковые кромки I, II имеют длину L. В продольном направлении боковой кромки II упругий элемент 3 на своих концах 3а, 3b соединен с материалом сердцевины. Отделение упругого элемента 3 от сердцевины 17 происходит исключительно посредством пазов 10, 11. Внешняя боковая кромка 3с упругого элемента 3 наклонена по отношению к верхней стороне 18 панели 2 под углом α. Вертикальные поверхности боковых кромок I, II обработаны так, что в области верхней стороны 18 образуются поверхности 15, 16 прилегания.
На противолежащей пружинному элементу 3 боковой кромке I панель 1 оснащена проходящим по существу в горизонтальном направлении Н фиксирующим выступом 22, нижняя боковая стенка которого образует простирающуюся по существу горизонтально фиксирующую боковую кромку 4. Фиксирующий выступ 22 в боковом направлении выступает над поверхностью 16 прилегания панели 1. Под фиксирующим выступом 22 выполнена канавка 9, которая принимает часть упругого элемента 3 для фиксации двух панелей 1, 2 в вертикальном направлении V. Как показано на фиг.2, основание 9а канавки 9 проходит параллельно внешней боковой кромке 3с упругого элемента 3, что облегчает изготовление канавки 9, однако оно могло бы быть выполнено и в строго вертикальном направлении V или под углом, отклоняющимся от угла α. По отношению к длине крюкового элемента 20 фиксирующий выступ 22 является коротким. Между верхней стороной фиксирующего выступа 22 и поверхностью 16 прилегания на боковой кромке I панели 1 из материала сердцевины 17 выработан пылевой карман 23.
Фиксация обеих панелей 1, 2 в горизонтальном направлении Н происходит посредством выполненных фрезерным ступенчатым профилированием крюковых элементов 20, 21, а в вертикальном направлении V - посредством упругого элемента 3 в соединении с фиксирующей кромкой 4 на фиксирующем выступе 22. На простирающемся вниз уступе 5 крюкового элемента 21 образована по меньшей мере частично плоская торцевая поверхность 12, которая взаимодействует с выполненной на крюковом элементе 20 на противолежащей боковой кромке I поверхностью 13 прилегания, которая за выступом 6 утоплена вниз. Торцевая поверхность 12 и поверхность 13 прилегания заканчиваются в одной и той же горизонтальной плоскости Е, так что соединенные друг с другом панели 1, 2 опираются одна на другую. Обращенная к сердцевине 17 поверхность 24 крюкового элемента 21 проходит наклонно по отношению к вертикали и образует вместе с соответственно наклонной, обращенной к сердцевине 17 поверхностью 25 на уступе фиксирующую боковую кромку двух соединенных панелей 1, 2. Профилирование крюковых элементов 20, 21 выбрано так, что на месте соединения образуется предварительный натяг, и вертикальные поверхности 15, 16 прилегания панелей 1, 2 прижимаются друг к другу, так что на верхней стороне 18 двух соединенных друг с другом панелей 1, 2 отсутствует видимый зазор. Для облегчения соединения панелей 1, 2 выступающий вверх уступ 6 крюкового элемента 20 и выступающий вниз уступ 5 крюкового элемента 21 на своих боковых кромках имеют фаску или же закруглены. Для того чтобы упростить процесс выполнения упругого элемента 3, либо горизонтально расположенный паз 11 (фигуры 2, 4), либо расположенный по существу вертикально паз 10 (фигуры 6, 8) могут быть сквозными, то есть проходить по всей длине L боковой кромки II.
Панель 2 соединяется с уже лежащей на основании пола панелью 1, при этом панель 2 прикладывается к боковой кромке I панели 1 и посредством по существу вертикального соединения опускается в направлении основания пола. Когда упругий элемент 3 своей нижней кромкой 3d примыкает к верхней стороне 18 панели 1, при дальнейшем соединительном движении вследствие своей проходящей под углом а внешней боковой кромки 3с при прикосновении к поверхности 16 прилегания он отжимается в направлении сердцевины 17, так что он смещается в горизонтальном направлении Н. Панель 2 опускается далее вниз. Если упругий элемент 3 попадает в положение напротив канавки 9, вследствие присущих материалу восстанавливающих сил он совершает обратный ход и защелкивается в канавку 9, где он своей проходящей по существу горизонтально верхней стороной 3е прилегает к фиксирующей боковой кромке 4. Одновременно крюковые элементы 20, 21 входят в зацепление, пока торцевая поверхность 12 не будет опираться на опорную поверхность 13. Тогда панели 1, 2 соединены друг с другом и зафиксированы. Внутренние стенки 10а паза 10 служат в качестве ограничения хода упругого прогиба для упругого элемента 3 для предотвращения разрыва соединения упругого элемента 3 на его концах 3а, 3b с сердцевиной 17 в результате слишком далекого перемещения погружения. Поверхность, то есть высота и ширина, концы 3а, 3b которой соединены с сердцевиной 17, определяет степень упругости упругого элемента 3. Как показано на фиг.2, вдоль длины L боковой кромки II могут быть выполнены три пружинных элемента 3, а на противолежащей боковой кромке I - три фиксирующих выступа 22. Также, вполне возможно выполнение упругих элементов 3 более короткими и предусмотрение пяти, шести или даже семи упругих элементов 3 и соответствующих фиксирующих выступов 22.
Если вертикальный паз 10 выполнен достаточно узким, то имеется возможность удерживать упругий элемент 3 соединенным с сердцевиной 17 только на одном из его концов 3а или 3b. Преимущество такой конфигурации заключается в том, что упругий элемент 3 может растягиваться и в направлении длины L боковой кромки II. Тогда свободный конец 3а или 3b опирается на внутренние стенки 10а паза 10. На фигуре 2 показано, что по длине L панели 3 предусмотрены вертикальные пазы 10. На фигуре 6 показана панель с горизонтальными пазами 11.
На фигуре 9 показана конструктивная форма панели 1′, 2′, в которой упругий элемент 3 отделен от сердцевины 17 только посредством одного или нескольких вертикальных пазов 10. В этой конструктивной форме упругий элемент 3′ предусмотрен на образующем нижнюю закраину крюковом элементе 20′. Фиксация происходит аналогично вышеописанному примеру осуществления.
Во всех примерах осуществления изобретения фиксация является разъемной, при этом панели 1′, 2, 2′ перемещаются относительно друг друга вдоль кромок I, II или сбоку в место соединения вводится не показанный деблокирующий штифт.
Обычно, с верхней стороны 18 панели 1, 2 имеют декоративную отделку, которая может быть нанесена непосредственно на верхнюю сторону 18. Декоративная отделка обычно покрывается слоем защиты от износа, в который может быть нанесено тиснением соответствующее декоративной отделке структурирование.
Описанный выше вид фиксации предпочтительно предусматривается на поперечной стороне панелей 1, 2, которые на своей продольной стороне могут быть соединены друг с другом посредством вставления под углом и поворотом вниз на основание пола, как это описано в DE 102241540 А1. Также возможно выполнение этого профилирования как на продольных сторонах, так и на поперечных сторонах, так что панели могут быть зафиксированы чисто вертикальным соединительным перемещением на всех боковых кромках.
Рабочая позиция согласно изобретению, которая схематично показана на фиг.5 и 6, состоит из известного из уровня техники универсального двустороннего поперечно-профильного станка, например такого, который поставляется фирмой Homag под названием "Powerline", с прифланцованной к нему дополнительно рабочей позицией.
Универсальный двусторонний поперечно-профильный станок 30 состоит по существу из двух в основном идентичных, но зеркально сконструированных профилирующих станков 36, при этом один из профилирующих станков 36 неподвижно закреплен на основании пола, а другой установлен на направляющих, которые обеспечивают ей возможность перемещения в направлении "y".
В свою очередь, профилирующие станки состоят из двух частей: цепной конвейер 31, который имеет цепь с установленными на роликоподшипниках звеньями, и так называемый «верхний прижим». Верхний прижим состоит по существу из гибкого ремня и установлен с подпружиниванием. Как цепной конвейер, так и - непоказанный - верхний прижим обоих профилирующих станков 36 соединяются друг с другом с помощью длинных валов и приводятся в действие одними и теми же двигателями. Обе части профилирующего станка могут перемещаться по отношению друг к другу в направлении "z", при этом находящийся внизу цепной конвейер 30 в вертикальном направлении неподвижно соединен с основанием пола. Обычно, расположенный сверху верхний прижим опускается на цепном конвейере настолько, что установленный с подпружиниванием ремень входит в контакт с цепью цепного конвейера 31, в результате чего транспортируемые панели 1, 2 прижимаются к транспортной цепи и фиксируются там.
Цепной конвейер 31 неподвижно соединен со станиной станка, которая наряду с шахтами для отсоса стружки и некоторыми электронными деталями содержит станины электродвигателей с установленными на них двигателями фрез. Эти станины электродвигателей обеспечивают возможность свободной подачи двигателей в установленном диапазоне в направлении Y и Z и вращения вокруг оси X в неподвижном состоянии установки. Благодаря этим возможностям регулировки прифланцованные к двигателям дисковые фрезы можно регулировать так, что подаваемые в направлении транспортировки Т панели 2 могут быть обработаны резанием (снятием стружки). Двигатели, а тем самым и отдельные рабочие позиции 32, 32а, 33, 33а, 34, 34а, 35, 35а расположены относительно направления транспортировки Т попарно противолежащими на одной прямой друг за другом. Не показанные здесь детально фрезы имеют такую структуру, что при прохождении через все, по существу четыре-пять, рабочие позиции 32, 33, 34, 35; 32а, 33а, 34а, 35а на каждой боковой кромке I, II может быть изготовлена половина стандартного бесклеевого соединительного профиля.
Для предотвращения переноса неточностей или же зазоров в опоре (креплении) звеньев цепи на подлежащие обработке панели 2, что сделало бы невозможным точное фрезерование профилей, профилирующие станки 36 располагают над точно определенными базовыми плоскостями. Эти базовые плоскости в случае с этими профилирующими станками реализуются в виде так называемых опор (подставок), которые неподвижно зафиксированы на цепных конвейерах 36 и на своей верхней стороне имеют полированную твердосплавную пластину 37, которая представляет собой базовую плоскость. По этой пластине 37 во время обработки скользят подлежащие профилированию панели 2. Для обеспечения того чтобы с этих пластин 37 не происходило удаления панелей 2, они прижимаются к твердосплавной пластине 37 так называемыми прижимными колодками 38. Эти прижимные колодки 38 посредством пневмоцилиндров перемещаются в направлении твердосплавных пластин 37, что обеспечивает возможность свободной регулировки подлежащей применению упругости.
Имеющий такую конструкцию, в принципе известный универсальный двусторонний поперечно-профильный станок согласно изобретению дополняется еще одной рабочей позицией 40, которая принципиально отличается от вышеописанных рабочих позиций. На рабочей позиции 40 конструкция допускает управляемое перемещение фрезерных инструментов 41 в процессе обработки, благодаря чему является возможным изготовление несквозных пазов 10. Система рабочей позиции 40 в основном в принципе идентична на обеих сторонах станка, при этом установки все же отличаются тем, что на одной стороне станка фрезерные инструменты 41 могут динамически перемещаться по существу в направлении Z, а на другой стороне станка фрезерные инструменты являются динамически перемещаемыми по существу в направлении Y.
Несколько относительно небольших фрезерных инструментов 41 диаметром от 30 до 50 мм расположены один за другим в направлении транспортировки Т. Количество фрезерных инструментов 41 на рабочую позицию 40 соответствует подлежащим изготовлению контурам. Обычно применяются от двух до четырех фрезерных инструментов 41. Эти фрезерные инструменты 41 прифланцованы к распределительному редуктору 42, который приводится в действие электродвигателем 43. Электродвигатель 43 может быть неподвижно соединен с редуктором 42. Однако передача усилия может также осуществляться эластично через зубчатый ремень или гибкий вал. Редуктор 42 и фрезерные инструменты 41, а при необходимости и электродвигатель 43, закреплены на конце установленной с возможностью поворота опоры 44. Опора 44 установлена аналогично люльке с возможностью поворота посредством шарнира 45 между ее концевыми точками. На противолежащем фрезерным инструментам 41 конце опоры 44 установлен серводвигатель 46 с ходовым шпинделем 47, который может перемещать опору 44, а тем самым закрепленные на другом конце фрезерные инструменты 41, по круговой траектории (стрелка Р) вокруг шарнира 45. Вместо серводвигателя 46 может также применяться телескопический цилиндр. Вместо ходового шпинделя 47 серводвигатель 46 может также взаимодействовать с дисковым кулачком, кривошипно-шатунным механизмом или системой с аналогичным принципом действия.
В качестве альтернативы, может применяться система, которая располагает только одним фрезерным инструментом 41, который закреплен непосредственно на фрезерном двигателе. Двигатель и фрезерный инструмент 41 неподвижно соединены с высокодинамичным линейным двигателем (не показан), который вместе с компенсирующим упругим элементом (не показан) делает возможными очень быстрые перемещения двигателя и фрезерного инструмента 41 в направлении Z или Y. С такой системой возможны такты выпуска около 100-200 панелей 2 в минуту, так как она обладает более высокой динамикой, чем вышеописанная система, с помощью которой можно фрезеровать 50-100 панелей 2 в минуту.
Панели вводятся в универсальный двусторонний поперечно-профильный станок 30. При этом происходит разделение введенных в магазин панелей 2 в результате перемещения цепных конвейеров 31, при этом выполненные на отдельных звеньях цепи кулачки (не показаны) вытягивают по одной панели 2 из магазина. Соответствующие панели 2 перемещаются по цепным конвейерам 31 в направлении транспортировки Т (направление X). После короткого участка транспортировки каждая панель 2 попадает под верхний прижимной ремень и прочно прижимается им к цепным конвейерам 31. При дальнейшей подаче панели 2 в направлении транспортировки Т она входит в первую рабочую позицию 32. При этом она сначала движется на имеющуюся на каждой рабочей позиции 32, 33, 34, 35 опору 37 и прижимается к ней также имеющейся прижимной колодкой 38. При достижении примерно середины опоры 37 приведенная во вращение двигателем фреза погружается в панель 2 и начинает обработку резанием. Обработка на отдельных рабочих позициях 32, 33, 34, 35 построена так, что первый фрезерный инструмент 41 выполняет черновую обработку резанием и разрушение твердого декоративного слоя, инструмент второй позиции 33 и инструмент последней рабочей позиции 35 фрезеруют собственно крепежный профиль панелей 2, который в этом случае является крюковым профилем с жесткими фиксирующими поверхностями для вертикальной фиксации.
Инструмент третьей рабочей позиции 34 отвечает по существу за изготовление чистой замыкающей боковой кромки и/или за изготовление фаски на декоративной стороне 18 панели 2. После прохождения панелью 2 этой рабочей позиции она имеет полный крюковой профиль с жесткой вертикальной фиксацией.
Когда панель 2 входит в дополнительно прифланцованную согласно изобретению к универсальному двустороннему поперечно-профильному станку 30 рабочую позицию 40, от датчика 48 (ср. фиг.10) поступает управляющий сигнал, который активирует серводвигатель 46, в результате чего опора 44 поворачивается вокруг шарнира 45, и фрезерные инструменты 41 с нижней стороны 19 панели 2 погружаются в сердцевину 17 и фрезеруют пазы 10. Одновременно изготавливается количество пазов 10, соответствующее количеству фрезерных инструментов 41 на рабочей позиции 40. Прежде чем панель 2 полностью пройдет рабочую позицию 40, опора 44 поворачивается обратно, и фрезерные инструменты 41 извлекаются из сердцевины 17 панели 2, так что получаются пазы 10, которые проходят не по всей длине L боковой кромки (в данном случае - поперечной стороны).
Погружение фрезерных инструментов 41 происходит во время транспортировки панели 2. На фиг.2 видны ввод 10b и отвод 10с фрезерного инструмента 41, с помощью которого фрезеруется вертикальный паз 10. На фиг.6 видны ввод 11b и отвод 11с фрезерного инструмента 41, с помощью которого был изготовлен фрезерованием горизонтальный паз 11. Вводы 10b, 11b и отводы 10c, 11c являются дугообразными, при этом радиус зависит от скорости подачи панели 2. На фиг.10, 12 показана панель 2, на которой показаны как три вертикальных паза 10, так и три горизонтальных паза 11 с соответствующими вводами 10b, 11b и отводами 10с, 11с.
Альтернативная система обработки только с одним фрезерным инструментом 41 может посредством соответствующего перемещения линейного двигателя также изготовить несквозной контур. Однако, поскольку используется только один фрезерный инструмент 41, эта система для изготовления такого же количества контуров должна выполнить соответственно несколько перемещений подачи.
Для того чтобы в обоих вариантах сделать возможным точное управление перемещением, наряду с используемыми световыми затворами также используются данные, такие как управляющие сигналы универсального двустороннего поперечно-профильного станка 30 и данные датчиков (например, из сельсин-датчиков).
Описана была рабочая позиция 40, с помощью которой изготавливаются вертикальные пазы 10. Если нужно изготовить фрезерованием горизонтальные пазы 11, рабочая позиция 40 может быть расположена на том же самом месте. Опора 44 располагается повернутой соответственно на 90°, чтобы фрезерный инструмент 41 погружался в сердцевину 17 тогда на круговой траектории, которая проходит тангенциально по отношению к верхней стороне 18 панели 2, а не к боковой кромке.
На фигурах 11 и 12а, 12b изображено устройство, с помощью которого соответственно один фрезерный инструмент 41 рабочей позиции 40 из неактивного положения может быть повернут в рабочую позицию. На нижней стороне опоры 44 соответственно закреплены двигатель 43 и редуктор 42. Исполнительный механизм 50 на одном своем конце закреплен с помощью шарнира 51 на корпусе 49 рабочей позиции 40, а на другом своем конце - на шарнире 52 на опоре 44. При введении и выведении штока 54 исполнительного механизма опора 44, а тем самым и фрезерный инструмент 41, поворачиваются вокруг вала 53. Для этого опора 44 через опорный кронштейн 39 закреплена на валу 53.
На фигурах 13, 14 и 15 показаны принципиальные альтернативы исполнительного механизма 50 для приведения фрезерного инструмента 41 в его рабочее положение. Опора 44, на которой закреплен фрезерный инструмент 41, с помощью вращательно приводимого в действие кулачка 60 может перемещаться в направляющей 62. Кулачок 60 выдавливает опору 44 в направлении панели 1. Возвратное усилие формируется пружинами 61 (фигуры 13). В поясненном на фигурах 14 принципе опора 44 выполнена с возможностью перемещения как в направлении транспортировки Т, так и в перпендикулярном к нему направлении, то есть в горизонтальном направлении Н или вертикальном направлении V. В результате вращательного перемещения кривошипного диска 70 посредством шатуна 71 инициируется параллельное направлению транспортировки Т смещение. При этом перемещении опора 44 минует кулачок 73, через который тогда инициируется перемещение в перпендикулярном V или же Н по отношению к направлению транспортировки направлении. Затем опора 44 скользит в направляющей 72 в направлении панели 1, так что фрезерный инструмент 41 может быть приведен в контакт с панелью 1. При показанном на фигурах 15 принципе привода опора 44 соединена непосредственно с кривошипным диском 80, так что через кривошипный диск 80 синхронно инициируется перемещение в направлении транспортировки Т и в перпендикулярном V или же Н к нему направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ, ПРЕЖДЕ ВСЕГО ПОЛОВАЯ ПАНЕЛЬ | 2008 |
|
RU2446259C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ, ПРЕЖДЕ ВСЕГО ПОЛОВОЙ ПАНЕЛИ | 2008 |
|
RU2445424C2 |
| ПАНЕЛЬ, ПРЕЖДЕ ВСЕГО ПОЛОВАЯ ПАНЕЛЬ | 2009 |
|
RU2459057C2 |
| ПАНЕЛЬ, ПРЕЖДЕ ВСЕГО ПОЛОВАЯ ПАНЕЛЬ | 2010 |
|
RU2457306C2 |
| ПАНЕЛЬ, ПРЕЖДЕ ВСЕГО ПОЛОВАЯ ПАНЕЛЬ | 2008 |
|
RU2396398C2 |
| СПОСОБ УКЛАДКИ ПОЛОВЫХ ПАНЕЛЕЙ | 2009 |
|
RU2461691C2 |
| ПАНЕЛЬ | 2018 |
|
RU2751154C1 |
| НАПОЛЬНАЯ ПАНЕЛЬ С ГЕРМЕТИЗИРУЮЩИМИ СРЕДСТВАМИ | 2002 |
|
RU2289004C2 |
| КОМПЛЕКТ ДЛЯ ПОКРЫТИЯ ПОВЕРХНОСТИ, ВКЛЮЧАЮЩИЙ ПАНЕЛИ И ВНЕШНИЙ ФИКСИРУЮЩИЙ ЭЛЕМЕНТ | 2011 |
|
RU2561422C2 |
| СТРОИТЕЛЬНЫЕ ПАНЕЛИ С ВНУТРЕННИМИ КОМПЕНСАЦИОННЫМИ ЗАЗОРАМИ | 2015 |
|
RU2653207C2 |


Изобретение относится к обработке боковой кромки половой панели с сердцевиной. Панель на двух противолежащих боковых кромках имеет такое соответствующее друг другу профилирование, что две идентично выполненные панели являются взаимно соединяемыми и фиксируемыми. Соединение и фиксация панелей в горизонтальном и вертикальном направлении осуществляется посредством вертикального соединительного перемещения. Фиксация в вертикальном направлении является реализуемой посредством имеющего возможность перемещения в горизонтальном направлении упругого элемента. Упругий элемент выполнен цельным из сердцевины панели. Упругий элемент при соединительном движении защелкивается за фиксирующую кромку. Фиксирующая кромка простирается в горизонтальном направлении. Упругий элемент отделен от сердцевины посредством вертикального паза. По меньшей мере один из пазов выполнен сквозным не по всей длине боковой кромки. Несквозной паз изготавливают инструментом таким образом, что панель подается под инструмент в направлении транспортировки. Инструмент посредством поворотного перемещения погружается в сердцевину панели и снова извлекается в противоположном направлении, прежде чем панель полностью пройдет под инструментом. Исключается необходимость уравнивания допусков различных деталей, снижается трудоемкость изготовления панелей. 4 з.п. ф-лы, 19 ил.
1. Способ обработки боковой кромки панели, прежде всего половой панели (1, 2), с сердцевиной (17), причем панель, по меньшей мере, на двух противолежащих боковых кромках (I, II) имеет такое соответствующее друг другу профилирование, что две идентично выполненные панели (1, 2) являются взаимно соединяемыми и фиксируемыми в горизонтальном (Н) и вертикальном (V) направлении посредством по существу вертикального соединительного перемещения, при этом фиксация в вертикальном направлении (V) является реализуемой посредством, по меньшей мере, одного имеющего возможность перемещения в горизонтальном направлении (Н), выполненного из сердцевины (17) цельным упругого элемента (3), который при соединительном движении защелкивается за простирающуюся по существу в горизонтальном направлении (Н) фиксирующую кромку (4), а упругий элемент (3) отделен от сердцевины (17) посредством, по меньшей мере, одного по существу вертикального паза (10), и, по меньшей мере, один из пазов (10, 11) выполнен сквозным не по всей длине (L) боковой кромки (II), отличающийся тем, что, по меньшей мере, один несквозной паз (10) изготавливают, по меньшей мере, одним инструментом (41) таким образом, что панель (2) подается под инструмент (41) в направлении транспортировки (Т), инструмент (41) посредством поворотного перемещения погружается в сердцевину (17) панели (2) и снова извлекается в противоположном направлении, прежде чем панель (2) полностью пройдет под инструментом (41).
2. Способ по п.1, отличающийся тем, что инструмент направляют по круговой траектории (Р).
3. Способ по п.1 или 2, отличающийся тем, что обработка осуществляется снятием стружки.
4. Способ по п.1 или 2, отличающийся тем, что для изготовления нескольких несквозных пазов (10) в направлении транспортировки (Т) предусмотрено несколько расположенных на расстоянии друг от друга инструментов (41), которые одновременно погружаются в сердцевину (17) панели (2).
5. Способ по п.1 или 2, отличающийся тем, что дополнительно предусматривают, по меньшей мере, один по существу горизонтальный паз (11) для отделения упругого элемента (3).
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВ И ПРОУШЕК НА ДЕТАЛЯХ ИЗ ДРЕВЕСИНЫ | 0 |
|
SU358154A1 |
| Способ изготовления клееных деталей Г- и П- образного поперечного сечения | 1984 |
|
SU1219357A1 |
| Способ изготовления штучного паркета | 1988 |
|
SU1599190A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЕЧНЫХ ЩИТОВ И ПАНЕЛЕЙ | 1992 |
|
RU2038201C1 |
| DE 10224540 А1, 18.12.2003 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ НАПОЛЬНЫХ ПАНЕЛЕЙ | 2000 |
|
RU2246398C2 |
| Токарный автомат | 1988 |
|
SU1650375A1 |
| DE 102005026554 А1, 28.12.2006. | |||

