Область техники, к которой относится изобретение
Настоящее изобретение относится к конструкциям деталей из композитного материала, в частности, к конструкциям приборных панелей из композитного материала для транспортных средств и способам изготовления таких приборных панелей.
Уровень техники
Все чаще в транспортных средствах используют облегченные компоненты и конструкции для уменьшения веса транспортного средства, особенно в крупных внутренних компонентах транспортных средств, таких как панели приборов. Уменьшение веса может привести к увеличению производительности транспортного средства и экономии топлива. Уменьшения веса можно достигнуть путем замены стандартных материалов компонентов транспортного средства на более легкие материалы. Однако в некоторых случаях более легкие материалы, используемые в транспортных средствах, могут иметь меньшую механическую прочность и целостность, чем аналогичные им более тяжелые по весу материалы.
В других случаях некоторые более легкие материалы, например, композитные материалы с углеродными волокнами, могут фактически обладать улучшенными механическими характеристиками по сравнению со стандартными материалами. К сожалению, производственные затраты на изготовление деталей транспортных средств из этих материалов могут быть запредельно высокими или, по крайней мере, не настолько низкими, чтобы компенсировать потенциальные улучшения эксплуатационных характеристик транспортного средства и экономию топлива. Кроме того, эти более прочные композитные материалы часто используют в крупных компонентах транспортных средств, которые имеют только один или несколько участков, для которых действительно необходима повышенная механическая прочность.
Соответственно, существует потребность в более легких компонентах транспортных средств, имеющих лучшие или сопоставимые механические характеристики по сравнению с обычными компонентами транспортных средств. Также существует необходимость адаптации механических свойств на определенных участках в этих деталях для определенного способа применения, что позволяет минимизировать использование дорогостоящих армирующих материалов и максимально улучшить механические свойства в нужных местах компонента.
Раскрытие изобретения
В соответствии с одним аспектом настоящего изобретения предложена приборная панель транспортного средства, которая включает в себя усилительный элемент, представляющий собой несколько рубленых углеродных волокон в полиамидной смоле, и подложку, соединенную с армирующим наполнителем. Подложка включает в себя совокупность рубленых углеродных волокон и рубленых стеклянных волокон в полиамидной смоле. Рубленые углеродные волокна и рубленые стеклянные волокна в подложке сегрегированы таким образом, что и углеродные волокна, и стеклянные волокна преимущественно сосредоточены на соответствующих участках подложки со стороны водителя и пассажира.
В соответствии с другим аспектом настоящего изобретения предложена приборная панель транспортного средства, которая включает в себя первый элемент, содержащий волоконный материал в первой связующей смоле, и второй элемент, соединенный с первым элементом. Второй элемент имеет участок со стороны водителя, участок со стороны пассажира и центральный участок. Участок со стороны водителя имеет первый волоконный материал во второй связующей смоле, участок со стороны пассажира имеет второй волоконный материал во второй связующей смоле, а центральный участок имеет смесь первого и второго волоконных материалов во второй связующей смоле.
В соответствии с еще одним аспектом настоящего изобретения предложена приборная панель для транспортного средства, которая имеет первый участок, содержащий первый волоконный материал в первой связующей смоле, и второй участок, содержащий второй волоконный материал во второй связующей смоле. В граничной области присутствует смесь первого и второго волоконных материалов в первой и второй связующих смолах. Первый и второй участки находятся в значительной близости с соответствующими областями на стороне водителя и на стороне пассажира в транспортном средстве.
Эти и другие аспекты, цели и отличительные особенности настоящего изобретения будут поняты и оценены специалистами в данной области техники после изучения приведенных ниже описания, формулы изобретения и сопроводительных чертежей.
Краткое описание чертежей
На данных сопроводительных чертежах представлено следующее.
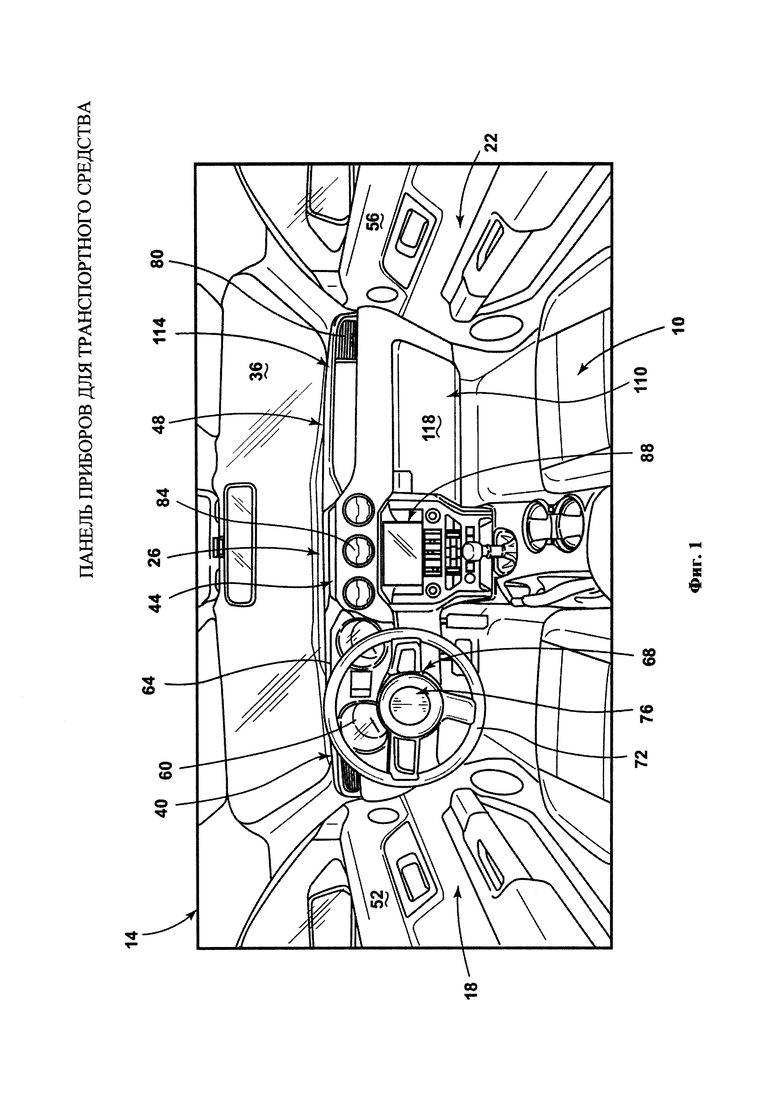
На Фиг. 1 представлен общий вид спереди приборной панели в транспортном средстве, согласно одному варианту осуществления.
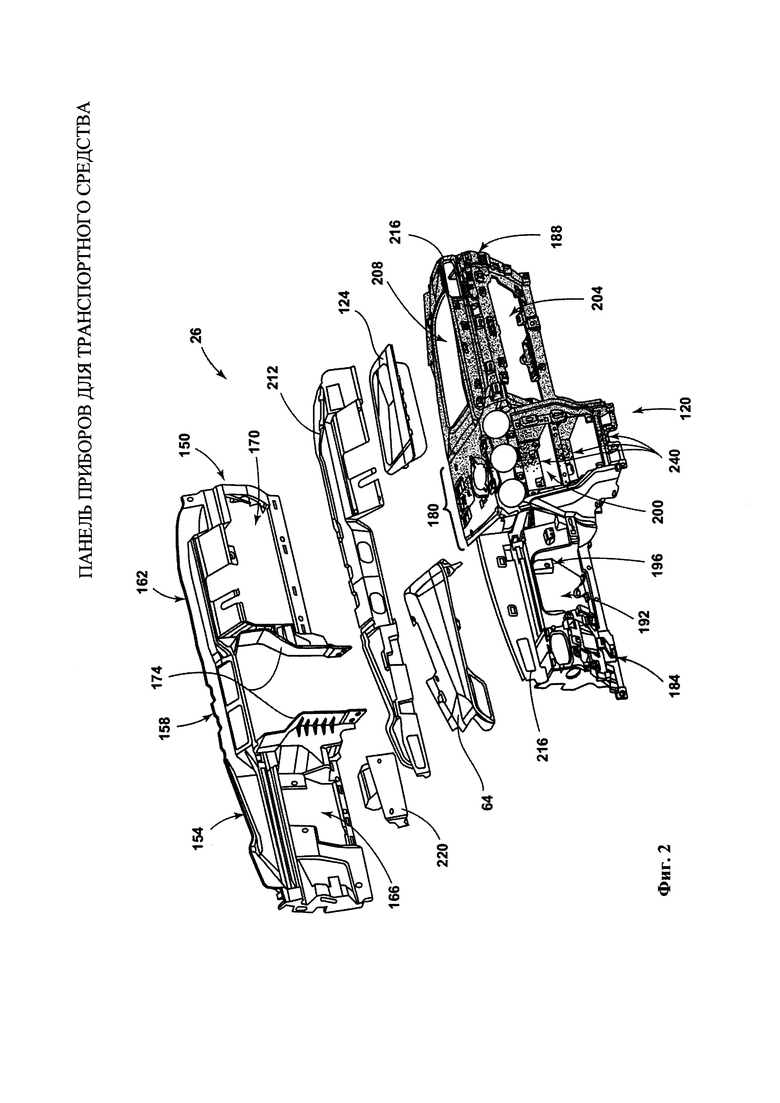
На Фиг. 2 показан покомпонентный общий вид сверху приборной панели с Фиг. 1.
На Фиг. 3 представлен вид снизу в вертикальном разрезе компонента транспортного средства, согласно еще одному варианту осуществления.
На Фиг. 4 показан общий вид сверху системы инжекционного формования, согласно еще одному варианту осуществления.
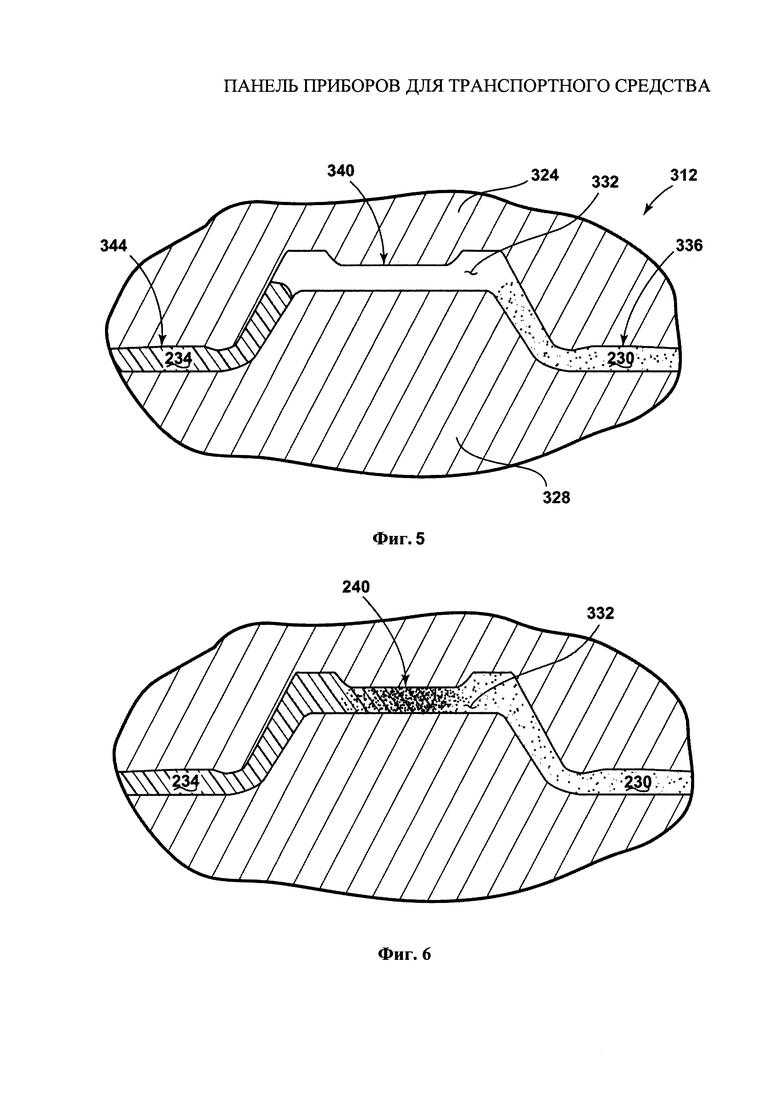
На Фиг. 5 показан вид в поперечном разрезе системы инжекционного формования с Фиг. 4, выполненном по линии Х-Х, во время этапа введения расплавленных композитов в пресс-форму.
На Фиг. 6 показан вид в поперечном разрезе системы инжекционного формования с Фиг. 4, выполненном по линии Х-Х, во время этапа охлаждения расплавленных композитов.
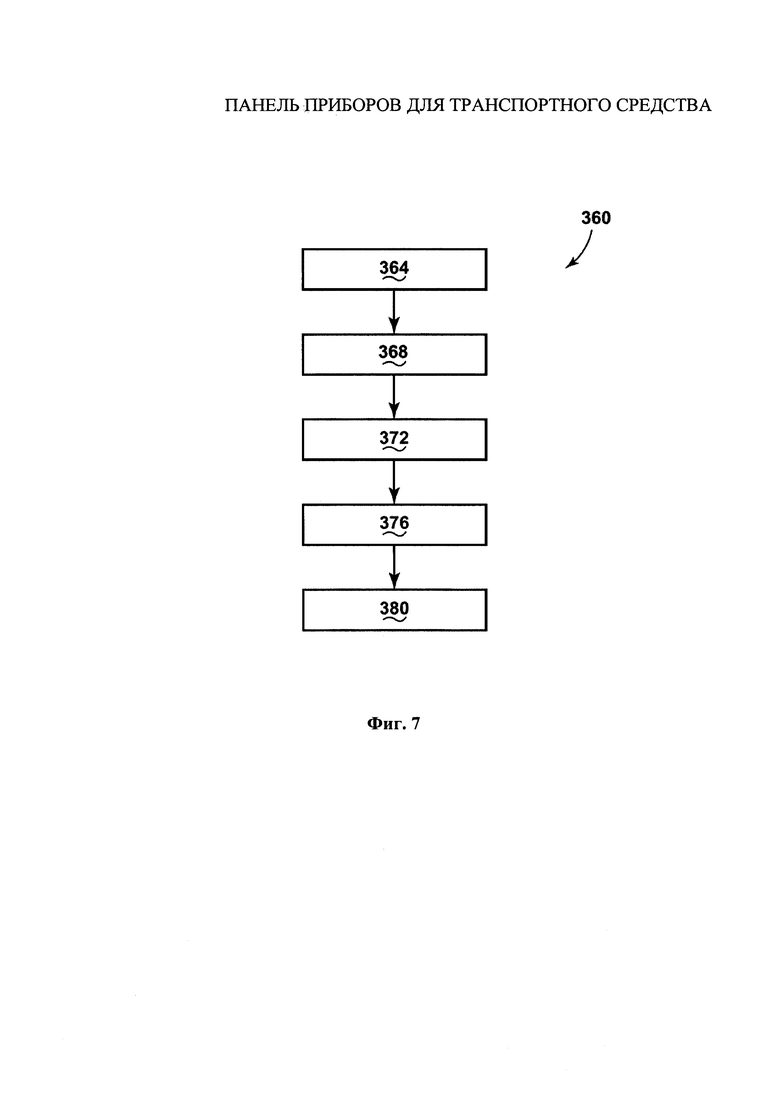
На Фиг. 7 показано схематическое изображение способа формования компонента транспортного средства с помощью системы инжекционного формования с Фиг. 4, согласно еще одному варианту осуществления.
Осуществление изобретения
Термины «верхний», «нижний», «правый», «левый», «задний», «передний», «вертикальный», «горизонтальный» и их производные, использованные в описании, относятся к расположению устройства, изображенного на Фиг. 1. Однако необходимо понимать, что элементы устройства могут иметь и другие ориентации, если явно не указано иное. Также следует понимать, что конкретные устройства и процессы, изображенные на сопроводительных чертежах и описанные далее, приведены в качестве примера реализации концепции изобретения. При этом конкретные размеры и прочие физические характеристики, относящиеся к описанным вариантам воплощения, не должны рассматриваться в качестве ограничения, если явно не указано иное.
На Фиг. 1 показан салон 10 транспортного средства 14. Транспортное средство 14 имеет область 18 со стороны водителя и область 22 со стороны пассажира. Внутри салона 10 расположены приборная панель 26 и другие компоненты транспортного средства, такие как лобовое стекло 36. Приборная панель 26 расположена в передней части транспортного средства в салоне 10 под лобовым стеклом 36. Приборная панель 26 имеет участок 40 со стороны водителя, центральный участок 44 и участок 48 со стороны пассажира. Эти участки приборной панели 26, а также некоторые участки или места в них часто имеют различные требования к механическим свойствам.
В данном тексте термин «внешний» относится к боковым сторонам или участкам, распложенным ближе всего к двери 52 со стороны водителя и двери 56 со стороны пассажира в транспортном средстве 14. Термин «внутренний», используемый в данном тексте, относится к центральной области в транспортном средстве 14, расположенной ближе к внутренней части, чем противоположные боковые внешние стороны или области.
Участки 40, 48 приборной панели 26 со стороны водителя и пассажира находятся в непосредственной близости к соответствующим областям 18, 22 со стороны водителя и пассажира в транспортном средстве 14. Участок 40 приборной панели 26 со стороны водителя включает в себя приборный кластер 60, закрытый кожухом 64. Ниже приборного кластера 60 расположена рулевая колонка 68. Рулевая колонка 68 поддерживается приборной панелью 26 и соединена с системой рулевого управления (не показана) транспортного средства впереди от приборной панели 26. Рулевая колонка 68 проходит от рулевой системы в салон 10 через приборную панель 26. Рулевая колонка 68 имеет рулевое колесо 72, расположенное в салоне 10 в области 18 со стороны водителя транспортного средства 14. Рулевое колесо 72 включает в себя водительскую подушку безопасности 76, которая разворачивается при столкновении транспортного средства. Таким образом, к участку 40 приборной панели 26 со стороны водителя могут предъявляться жесткие требования к механическим свойствам, особенно в местах, где он должен служить опорой для других компонентов транспортного средства, на которые воздействуют переменные нагрузки и движение, например, рулевой колонки 68.
На Фиг. 1 показано, что на каждой внешней стороне приборной панели 26 находится боковое воздушное вентиляционное отверстие 80. В приборной панели 26 также имеется комплект центральных вентиляционных отверстий 84, расположенных на центральном участке 44 приборной панели 26. Центральный участок 44 приборной панели 26 расположен между участком 40 со стороны водителя и участком 48 со стороны пассажира. Центральный участок 44 содержит интерфейс 88, который могут использовать люди, находящиеся в транспортном средстве 14 как на участке со стороны водителя 18, так и на участке 22 со стороны пассажира. Центральный участок 44 соединен как с участком 40 приборной панели 26 со стороны водителя, так и с участком 48 приборной панели 26 со стороны пассажира.
На Фиг. 1 также показано, что участок 48 приборной панели 26 со стороны пассажира содержит перчаточный ящик 110 и модуль 114 пассажирской подушки безопасности, который расположен над ящиком 110. Перчаточный ящик 110 имеет дверцу 118 для доступа к его внутреннему пространству (не показано). В соответствии с некоторыми вариантами осуществления перчаточный ящик 110 является компонентом, отдельным от приборной панели 26, и его вставляют и прикрепляют в процессе изготовления. В соответствии с другими вариантами осуществления внутреннее пространство перчаточного ящика 110 выполнено в виде единой детали с подложкой 120 (Фиг. 2) приборной панели 26, при этом дверца 118 является отдельной деталью, которую прикрепляют в процессе изготовления. В зависимости от конфигурации участка 48 со стороны пассажира он может иметь центральные области или места, для которых необходимо дополнительное механическое усиление, например, там, где расположен или прикреплен перчаточный ящик 110.
Со ссылкой на Фиг. 1 можно отметить, что модуль 114 пассажирской подушки безопасности включает в себя канал 124 (Фиг. 2) и другие компоненты, такие как пассажирская подушка безопасности, контейнер подушки безопасности и нагнетательный блок. Во время столкновения транспортного средства пассажирская подушка безопасности надувается с помощью нагнетательного блока (не показан), в результате чего она расширяется и по каналу 124 выходит из контейнера (Фиг. 2) и из приборной панели 26. Надувание и расширение подушки безопасности создает высокие напряжения в окружающих компонентах, что может привести к разрушению конструкции приборной панели 26, если она не будет достаточно хорошо усилена. В соответствии с некоторыми вариантами подложка 120 (Фиг. 2) на приборной панели 26 также может включать в себя контейнеры коленных подушек безопасности для людей, находящихся на участках 18, 22 со стороны водителя и пассажира, вследствие чего может понадобиться дополнительное усиление.
На Фиг. 2 показано, что приборная панель 26 включает в себя подложку 120 и усиление 150. Усиление 150 расположено впереди от подложки 120 по ходу транспортного средства и соединено с подложкой 120 в нескольких точках. Подложка 120 и усиление 150 могут быть соединены посредством склеивания, вибрационной сварки, сварки нагретым инструментом или другого способа крепления. Усиление 150 имеет участок 154 со стороны водителя, центральный участок 158 и участок 162 со стороны пассажира. Усиление 150 задает границы отверстия 166 рулевой колонки и отверстия 170 перчаточного ящика на соответствующих участках 154, 162 со стороны водителя и пассажира. Фланцы 174 (отогнутые краевые участки) расположены в пределах центрального участка 158 усиления 150 и проходят в сторону задней части транспортного средства для сцепления и соединения с центральным участком 180 подложки 120.
На Фиг. 2 также показано, что подложка 120 приборной панели имеет участок 184 со стороны водителя, центральный участок 180 и участок 188 со стороны пассажира. Участок 184 подложки 120 со стороны водителя задает границы отверстия 192 для рулевой колонки, что обеспечивает выравнивание отверстия 166 для рулевой колонки с усилением 150 при соединении подложки 120 и усиления 150. Рулевая колонка 68 (Фиг. 1) проходит через отверстие 166 для рулевой колонки и отверстие 192 для рулевой колонки и прикреплена к подложке 120 на монтажном участке 196, как показано на Фиг. 2. Монтажный участок 196 расположен на подложке 120 рядом с отверстием 192 для рулевой колонки. В соответствии с некоторыми вариантами рубашка для рулевой колонки 68 может быть выполнена за одно целое с подложкой 120 рядом с монтажным участком 196. В соответствии с другими вариантами в подложке 120 рядом с монтажным участком 192 могут быть выполнен в виде единой детали установочный кронштейн или опорный кронштейн, на который опирается рулевая колонка 68. Крепление усиления 150 к подложке 120 обеспечивает достаточную прочность монтажного участка 196 и, в конечном итоге, приборной панели 26 таким образом, чтобы они могли выдержать вес рулевой колонки 68 без использования поперечной балки кузова. В данном случае некоторые области или места на участке 184 подложки 120 со стороны водителя может быть необходимо и/или полезно дополнительно укрепить.
На Фиг. 2 также показано, что центральный участок 180 подложки 120 приборной панели включает в себя нишу 200 для электронного оборудования для размещения и установки интерфейса 88 (Фиг. 1), а также других электронных компонентов. Центральный участок 180 расположен между участком 184 подложки 120 со стороны водителя и участком 188 подложки 120 со стороны пассажира и полностью соединен с ними. В зависимости от электронных компонентов и других деталей, размещенных на центральном участке 180, дополнительное локализованное усиление в подложке 120, выполненное с помощью гибридных композитов в этих участках, может обеспечить преимущества, связанные с механической прочностью и/или уменьшением веса.
Участок 188 со стороны пассажира подложки 120 приборной панели задает границы отверстия 204 для перчаточного ящика и отверстия 208 для модуля пассажирской подушки безопасности для размещения перчаточного ящика 110 (Фиг. 1) и модуля 114 пассажирской подушки безопасности (Фиг. 1). В соответствии с некоторыми вариантами подложка 120 может быть выполнена таким образом, чтобы дополнительно задавать границы внутреннего пространства перчаточного ящика и/или контейнера подушки безопасности в виде встроенных корпусов, которые проходят от отверстия 204 для перчаточного ящика и отверстия 208 для пассажирской подушки безопасности, соответственно. В соответствии с другими вариантами усиление 150 может быть выполнено таким образом, чтобы задавать границы внутреннего пространства перчаточного ящика и/или контейнера подушки безопасности. Подложка 120 и усиление 150 также могут быть выполнены таким образом, чтобы задавать границы контейнеров коленных подушек безопасности.
На Фиг. 2 также показано, что между подложкой 120 приборной панели и усилением 150 расположен воздуховод 212. По воздуховоду 212 при присоединении к усилению 150 поступает воздух. Воздух проходит через воздуховод 212 в несколько вентиляционных отверстий 216 подложки, которые направляют воздух в боковые и центральные вентиляционные отверстия 80, 84 приборной панели 26 (Фиг. 1). К усилению 150 присоединен кронштейн 220 накопительной камеры, который соединен с тепловым экраном (не показан) транспортного средства 14. Кронштейн 220 накопительной камеры предотвращает изгибание приборной панели 26 в транспортном средстве вперед и назад. Кронштейн 220 накопительной камеры также может образовывать дополнительную опору для рулевой колонки 68 (Фиг. 1), соединенной с подложкой 120.
Со ссылкой на Фиг. 2 можно отметить, что в соответствии с одним вариантом настоящего изобретения подложка 120 приборной панели выполнена из гибридного композитного материала. В соответствии с одним вариантом осуществления участок 184 со стороны водителя может быть выполнен из полиамидной смолы с рублеными углеродными волокнами, распределенными в смоле. Участок 188 со стороны пассажира может быть сформирован из полиамидной смолы с рублеными стеклянными волокнами, распределенными в смоле. В целом, области в подложке 120 с большей долей рубленых углеродных волокон могут иметь улучшенные механические свойства (например, твердость, прочность на растяжение, сопротивление усталости). Объемная фракция углеродных волокон и объемная фракция стеклянных волокон на участках 184, 188 со стороны пассажира и со стороны водителя могут составлять от приблизительно 1% до приблизительно 60%, предпочтительно от приблизительно 15% до приблизительно 40%, и более предпочтительно от приблизительно 30% до приблизительно 40%. В некоторых вариантах осуществления объемная фракция волокон на участке 184 со стороны водителя может отличаться от объемной фракции волокон на участке 188 со стороны пассажира подложки 120. В соответствии с дополнительными вариантами осуществления области подложки 120, которые, как предполагается, будут подвергаться значительным напряжениям, выполнены таким образом, что они содержат более значительные объемные фракции рубленых углеродных волокон, чем области, которые, как предполагается, не будут подвергаться значительным напряжениям. Например, монтажный участок 196 может содержать более значительную объемную фракцию волокон, в частности, рубленых углеродных волокон, чем остальная часть участка 184 со стороны водителя подложки 120, для обеспечения опоры для рулевой колонки 68. В соответствии с еще одним примером поверхности подложки 120 приборной панели и усиления 150, которые подвергаются значительным нагрузкам во время разворачивания подушки безопасности, могут содержать более высокие объемные фракции волокон. В соответствии с дополнительными вариантами участки 184, 188 подложки 120 со стороны водителя и со стороны пассажира могут включать в себя более двух композитных материалов.
В соответствии с некоторыми вариантами волокна, используемые на участках 184, 188 подложки 120 приборной панели со стороны водителя и со стороны пассажира могут быть выполнены из материалов, включающих в себя углеродные материалы, арамиды, металлический алюминий, оксиды алюминия, стали, материалы с содержанием бора, кремнеземы, карбиды кремния, нитриды кремния, сверхвысокомолекулярные полиэтилены, щелочно-известковое стекло; Ε стекло; устойчивое к электрическому и химическому воздействию Ε CR стекло, С-стекло, D-стекло (борсодержащее, с низкой диэлектрической проницаемостью), R-стекло (с армированием) и S-стекло (с повышенной прочностью). Участки 184, 188 со стороны водителя и со стороны пассажира также могут содержать более одного типа волокон. В соответствии с некоторыми вариантами осуществления длина рубленых волокон может составлять от приблизительно 3 мм до приблизительно 11 мм, предпочтительно от приблизительно 5 мм до приблизительно 7 мм. Обычно волокна в смолах на участках 184, 188 со стороны водителя и пассажира ориентированы случайным образом. Однако они также могут быть в значительной степени выровнены в определенном направлении на участках подложки 120, подверженных воздействию значительных направленных напряжений. Кроме того, смолы, используемые на участках 184, 188 со стороны водителя и со стороны пассажира, могут содержать полиамид, полипропилен, эпоксид, полиэфир, виниловый эфир, полиэфирэфиркетон, поли(фениленсульфид), полиэфиримид, поликарбонат, силикон, полиимид, поли(эфирсульфон), меламин-формальдегид, фенол-формальдегид и полибензимидазол, или комбинации вышеперечисленного. В соответствии с некоторыми вариантами смола на участке 184 со стороны водителя может отличаться от смолы, используемой на участке 188 со стороны пассажира подложки 120. Следует также понимать, что усиление 150 и его участки 154, 162 со стороны водителя и со стороны пассажира, и центральный участок 158 могут быть изготовлены из гибридных композитных материалов, сопоставимых с описанными выше для подложки 120. Например, участок 154 усиления 150 со стороны водителя может быть выполнен из полиамидной смолы с рублеными углеродными волокнами, распределенными в смоле. Участок 162 со стороны пассажира может быть выполнен из полиамидной смолы с рублеными стеклянными волокнами, распределенными в смоле. Кроме того, объемная фракция волокон в смолах, предпочтительно рубленых углеродных волокон, может быть больше в местах, подверженных воздействию высоких уровней напряжения, чем в остальной части усиления 150.
Обращаясь опять к Фиг. 2 можно указать, что рубленые углеродные и стеклянные волокна разделены в подложке 120 приборной панели 26 таким образом, что углеродные волокна в значительной степени сосредоточены на участке 184 подложки 120 со стороны водителя, а стеклянные волокна в значительной степени сосредоточены на участке 188 подложки 120 со стороны пассажира. В целом, центральный участок 180 подложки 120 скомпонован из рубленых углеродных и стеклянных волокон. В соответствии с некоторыми вариантами осуществления центральный участок 180 может включать в себя в основном углеродные волокна или в основном стеклянные волокна. В соответствии с другими вариантами углеродные волокна, в основном, содержащиеся на участке 184 со стороны водителя, могут также частично находиться на участке 188 подложки 120 со стороны пассажира. В соответствии с другими вариантами углеродные волокна, в основном содержащиеся на участке 184 со стороны водителя, могут также находиться на участках подложки 120, которые подвергаются высоким нагрузкам, как на стороне пассажира, так и на стороне водителя. Например, поверхности разворачивания подушки безопасности, расположенные в подложке 120 или на ней или на усилении 150, могут содержать более высокие процентные доли углеродных волокон для обеспечения дополнительного механического укрепления. Сегрегация волокон, например, рубленых углеродных и стеклянных волокон, в подложке 120 обеспечивает возможность избирательно использовать волокна с более высокой прочностью, например, углеродные волокна, там, где необходима особенно высокая прочность подложки 120, например, для опоры рулевой колонки 68. Избирательное использование высоких процентных долей углеродных волокон на основании ориентации водитель/пассажир относительно транспортного средства 14 позволяет добиться экономии за счет эффективного использования более дорогостоящих углеродных волокон только там, где это необходимо.
На Фиг. 2 также показано, что в соответствии с некоторыми вариантами осуществления в месте соединения участков 184, 188 со стороны водителя и пассажира подложки 120 приборной панели может существовать граничная область 240. Граничная область 240 содержит смесь обоих типов волокон и смолы (смол), используемых на участке 184 подложки 120 со стороны водителя и участке 188 подложки 120 со стороны пассажира. Смешивание волокон в граничной области 240 обеспечивает полное соединение между участками подложки 120, состоящими из различных композитных материалов. В соответствии с одним вариантом осуществления граничная область 240 может охватывать весь центральный участок 180 подложки 120 или иным образом заключать его в себе. В соответствии с еще одним вариантом осуществления граничная область 240 может присутствовать только между центральным участком 180 и участком 188 со стороны пассажира или между участком 184 со стороны водителя и центральным участком 180 подложки 120. Граничная область 240 также может быть расположена в любом месте на подложке 120, где существует переход между участками подложки 120, содержащими различные доли волокон, типы волокон и/или смолы. В соответствии с одним вариантом осуществления участок 184 со стороны водителя может иметь объемную фракцию рубленых углеродных волокон в смоле приблизительно 30% - 40%, участок 188 со стороны пассажира может иметь объемную фракцию рубленых стеклянных волокон в смоле приблизительно 30%-40%, а центральный участок 180 или граничная область 240 могут иметь объемную фракцию рубленых углеродных волокон в смоле приблизительно 15%-20% и объемную долю рубленых стеклянных волокон в смоле приблизительно 15% 20%. В этой конфигурации участок 184 со стороны водителя, в частности, усилен за счет более значительной доли рубленых углеродных волокон по сравнению с другими участками подложки 120.
В соответствии с некоторыми вариантами осуществления подложка 120 приборной панели и/или усиление 150 приборной панели 26 могут иметь один или несколько предварительно отформованных фибролитов дополнительно к участкам, содержащим рубленые волокна в смоле или смолах. Предварительно отформованные фибролиты могут представлять собой тканые или нетканые волокна, удерживаемые вместе с помощью тех же или других смол, как используется на участке 184 со стороны водителя и участке 188 со стороны пассажира подложки 120. Фибролиты также могут включать в себя волокна с размерами, отличными от размеров волокон, используемых на участке 184 подложки 120 со стороны водителя и участке 188 подложки 120 со стороны пассажира. Аналогичным образом волокна фибролитов могут быть либо непрерывными, либо рублеными. Волокна фибролитов также могут состоять из материала с составом, идентичным или отличным от состава волокон, используемых на участке 184 со стороны водителя и участке 188 со стороны пассажира подложки 120. Фибролиты могут быть включены в области подложки 120 и/или усиления 150, имеющие большие или небольшие объемные доли волокон. Могут быть использованы несколько фибролитов, расположенных слоями, с различными ориентациями для дополнительного улучшения механических свойств подложки 120 и/или усиления 150 в определенных местах. Примеры мест в подложке 120 для размещения фибролита включают, помимо прочего: монтажный участок 196 для рулевой колонки, отверстие 208 для подушки безопасности, отверстие 204 для перчаточного ящика, места соединения между усилением 150 и подложкой 120 и другие места, которые, как предполагается, будут подвергаться более высокому уровню напряжений по сравнению с напряжениями на других участках подложки 120.
Использование гибридного композита, содержащего углеродные волокна, в подложке 120 и усилении 150 обеспечивает проектирование и изготовление транспортного средства 14 без поперечной балки, проходящей по всей ширине. Обычные поперечные балки представляют собой толстые металлические детали, стандартно используемые в качестве опоры для приборной панели 26 и рулевой колонки 68 транспортного средства 14. Кроме значительного увеличения веса транспортного средства 14, поперечная балка занимает пространство за приборной панелью 26, которое может быть использовано для хранения, и мешает размещению модуля подушки безопасности пассажира и перчаточного ящика 110. При отсутствии поперечной балки для транспортного средства 14 может быть достигнута более значительная эффективность использования топлива, а также увеличение свободы выбора проектных решений для приборной панели 26 и ее компоновочных узлов.
На Фиг. 3 показано, что вышеуказанные варианты подложки 120 приборной панели и усиления 150 (см. Фиг. 1 и 2 и соответствующее описание) могут быть применены также к другим деталям, например, к компоненту 250 транспортного средства. Здесь компонент 250 имеет первый участок 254, содержащий первый волоконный материал 258 в первой смоле 262. Компонент 250 также имеет второй участок 266, содержащий второй волоконный материал 270 во второй смоле 274. Между первым и вторым участками 254, 266 компонента 250 расположена граничная область 278, в которой использована смесь первого и второго волоконных материалов 258, 270 в первой и второй смолах 262, 274. Первый и второй участки 254, 266 могут находиться непосредственно рядом с соответствующими участками 18, 22 на стороне пассажира и на стороне водителя (Фиг. 1). Как схематично показано на Фиг. 3, компонент 250 может быть обшивкой потолка над лобовым стеклом салона 10 транспортного средства 14. Однако следует понимать, что деталью 250 может быть другой компонент, расположенный внутри транспортного средства 14 или на нем (Фиг. 1), который может быть изготовлен из гибридного композитного материала в соответствии с вышеизложенными принципами. Первый и второй волоконные материалы 258, 270 компонента 250 могут быть выбраны из той же группы волокон, которые используют в подложке 120. Кроме того, первый и второй волоконные материалы 258, 270, используемые на первом и втором участках 254, 266, могут иметь длину волокна и объемную фракцию волокон, одинаковую или сопоставимую с параметрами на участках 184, 188 со стороны водителя и пассажира подложки 120. Аналогичным образом, первая и вторая смолы 262, 274 компонента 250 могут иметь состав, сопоставимый с составом смолы или смол, которые используют в подложке 120. Кроме того, компонент 250 может включать в себя фибролит, аналогичный фибролиту, описанному выше в связи с подложкой 120.
На Фиг. 4 изображена система 300 инжекционного формования, которая включает в себя нагреватель 302, насос 304, контроллер 308, пресс-форму 312 и пару инжекционных линий 316, в соответствии с одним вариантом осуществления. Нагреватель 302 расплавляет первый композит 230 и второй композит 234, а насос 304 повышает давление и проталкивает расплавленный первый и второй композиты 230, 234 через инжекционные линии 316 в пресс-форму 312 через соединительные отверстия 320. Насос 304 может создавать высокое давление среды, что позволяет введение первого и второго композитов 230, 234 в пресс-форму 312 при высоких давлениях и на большой скорости. Каждая инжекционная линия 316 сцеплена с одним из соединительных отверстий 320 на пресс-форме 312 таким образом, что первый и второй композиты 230, 234 могут поступать в пресс-форму 312 в разных местах. В некоторых вариантах системы 300 в пресс-форму 312 можно вводить более двух композитных материалов. В этих конфигурациях система 300 инжекционного формования может включать в себя отдельные инжекционные линии 316 для каждого материала, а пресс-форма 312 может содержать отдельные соединительные отверстия 320 для каждой дополнительной инжекционной линии 316.
После отверждения первый и второй композитные материалы 230, 234 на Фиг. 4 могут быть использованы для формования окончательной детали, например, подложки 120 приборной панели, усиления 150, компонента 250. Первый композит 230 содержит первый волоконный материал 258 в первой смоле 262. Аналогичным образом второй композит 234 содержит второй волоконный материал 270 во второй смоле 274. Соответственно, первый и второй волоконные материалы 258, 270 и первая и вторая смолы 262, 274 могут быть выполнены из любых соответствующих волокон и смол, описанных для подложки 120 приборной панели, усиления 150 или компонента 250.
На Фиг. 4 показано, что пресс-форма 312 имеет пластину А 324 и пластину В 328, каждая пластина задает границы примерно половины На Фиг. 7 приведено схематическое изображение способа 360 формования окончательной детали, например, подложки 120 приборной панели 26. Способ 360 включает в себя пять основных этапов: этапы 364, 368, 372, 376 и 380. Способ 360 начинается с этапа 364 расплавления первого и второго композитов 230, 234, после чего выполняется этап 368 подготовки системы 300 инжекционного формования. Далее выполняют этап 372 нагнетания расплавленных первого и второго композитных материалов 230, 234 в полость 332 пресс-формы 312. Затем выполняют этап 376 охлаждения расплавленных первого и второго композитов 230, 234 для формования окончательной детали, например, подложки 120 приборной панели 26. Наконец, выполняют этап 380 извлечения окончательной детали из пресс-формы 312.
Со ссылкой на Фиг. 4-7 можно отметить, что этап 364 включает в себя нагревание первого и второго композитов 230, 234 в нагревателе 302 до температуры, достаточной для расплавления компонентов смолы. После расплава смол насос 304 может подать расплавленные первый и второй композиты 230, 234 через инжекционные линии 316 и в полость 332 пресс-формы 312 через соединительные отверстия 320. Первый и второй композиты 230, 234, в частности, когда в их состав входит полиамидная смола, могут быть инжектированы при температуре от 100°С до 400°С и более предпочтительно от 210°С до 275°С. Расплавленные первый и второй композиты 230, 234 обычно перегревают до достаточно высокой температуры для предотвращения их преждевременного отверждения в инжекционных линиях 316 до достижения полости 332. При использовании в настоящем описании термин «перегрев» относится к разности между температурой плавления и температурой инжекции первого и второго композитов 230, 234. Перегрев также необходим для обеспечения достаточно низкой вязкости первого и второго композитов 230, 234 для заполнения узких участков полости 332. Перегрев для композитов 230, 234 может составлять от 10°С до 50°С. В зависимости от составов, выбранных для композитов 230, 234, геометрии формы 312 и других условий может быть целесообразно использование и других температур введения и условий перегрева.
Этап 368 подготовки системы 300 инжекционного формования может включать в себя такие задачи, как предварительный нагрев пресс-формы 312, заливка нагнетательных линий 316 и/или размещение предварительно собранного фибролита или нескольких фибролитов в полости 332 пресс-формы 312. Этап 372 инжекции первого и второго композитов 230, 234 может иметь продолжительность от 5 до 30 секунд, более предпочтительно от 10 секунд до 20 секунд. В случае более сложной геометрии полости 332 пресс-формы и/или составов с меньшей вязкостью в расплавленном состоянии композитов 230, 234 может быть целесообразно использовать другие временные промежутки. В соответствии с некоторыми вариантами осуществления инжекция расплавленных первого и второго композитов 230, 234 может происходить одновременно, а в соответствии с другими вариантами каждый композит вводят отдельно. Во время этапа 372 инжекции расплавленные первый и второй композиты 230, 234 нагнетают в соответствующие участки 336, 344 пресс-формы 312 со стороны водителя и пассажира (см. Фиг. 5), вследствие чего происходит значительная сегрегация волокон в окончательной детали, например, подложке 120. Композиты 230, 234 также могут быть инжектированы в других точках в полости 332 для обеспечения желаемого разделения или других свойств.
Со ссылкой на Фиг. 4-7 можно отметить, что этап 376 охлаждения расплавленных первого и второго композитов 230, 234 для формования окончательной детали, например, подложки 120, происходит в момент, когда пресс-форма 312 находится под давлением и охлаждается. Для обеспечения отверждения окончательной детали пресс-форму 312 могут охлаждать с помощью воды или воздуха. После отверждения подложки 120 пресс-форму открывают и выполняют этап 380 извлечения окончательной детали, активируя ряд выталкивающих штифтов (не показаны) для извлечения окончательной детали из пластины В 328 пресс-формы 312.
В частности, со ссылкой на Фиг. 5, поперечное сечение пресс-формы 312, сконфигурированной для формования подложки 120, изображено во время этапа 372 введения первого и второго композитных материалов 230, 234 в полость 332 пресс-формы 312. Первый и второй композиты 230, 234 нагнетают через несколько затворов (не показаны). Полость 332 можно заполнить путем инжекции первого и второго композитов 230, 234 в соответствующие участки 336, 344 полости 332 со стороны водителя и пассажира. После попадания в пресс-форму 312 расплавленные первый и второй композиты 230, 234 протекают через полость 332 в направлении друг к другу.
На Фиг. 6 показано, что в заданном месте в полости 332 расплавленные первый и второй композиты 230, 234 продолжают течь навстречу друг другу для соединения и образования граничной области 240. Граничная область 240 содержит смесь волокон и смол из первого и второго композитов 230, 234 и может иметь ширину от 1 мм до 50 мм. Расположение и ширину граничной области 240 регулируют с помощью конструкции пресс-формы 312, параметров обработки системы 300 инжекционного формования и конкретного состава, выбранного для первого и второго композитов 230, 234. Параметры обработки можно регулировать с помощью контроллера 308 (Фиг. 4). В соответствии с одним примерным вариантом осуществления во время этапа 372 нагнетания в полость 332 могут быть введены более двух композитных материалов с различными составами. В этой конфигурации граничная область 240 может быть предусмотрена между каждым из композитных материалов, при этом каждая граничная область 240 имеет состав, отличный от других. После охлаждения и отверждения первого и второго композитов 230, 234 смесь смол и волокон в граничной области 240 образует внутреннюю связь между первым композитным материалом 230 и вторым композитным материалом 234, вследствие чего происходит скрепление подложки 120 или другой окончательной детали.
Следует понимать, что в описанную выше конструкцию могут быть внесены различные вариации и модификации без отступления от сущности настоящего изобретения. Например, настоящее описание гибридного композита и способа его изготовления может быть также использовано для решетки транспортного средства. В точках крепления в решетке из гибридного композитного материала, например, может быть необходимо предусмотреть дополнительное армирование в форме рубленых углеродных волокон. Кроме того, следует понимать, что такие концепции включены в следующие пункты формулы изобретения, если формулировка этих пунктов формулы изобретения явно не предусматривает иное.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2016 |
|
RU2705877C2 |
| ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2015 |
|
RU2668776C2 |
| ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ КОМПОНЕНТА ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2707597C2 |
| ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2015 |
|
RU2679943C2 |
| ТОПЛИВНЫЙ БАК В СБОРЕ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2735394C2 |
| ОСВЕТИТЕЛЬНАЯ СИСТЕМА ДЛЯ РУЛЕВОГО УЗЛА ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2729343C2 |
| АППАРАТ НАДУВНОЙ ПОДУШКИ БЕЗОПАСНОСТИ ДЛЯ ЗАЩИТЫ КОЛЕН | 2007 |
|
RU2415035C2 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ (ВАРИАНТЫ), ФИЛЬТРУЮЩАЯ СИСТЕМА (ВАРИАНТЫ) И СПОСОБ ФИЛЬТРАЦИИ (ВАРИАНТЫ) | 2001 |
|
RU2278722C2 |
| РУЛЕВОЙ УЗЕЛ С ПОДСВЕТКОЙ | 2016 |
|
RU2727214C2 |
| ВСТРЕЧАЮЩЕЕ/ПРОВОЖАЮЩЕЕ ОСВЕЩЕНИЕ НА ОСНОВЕ НАПЕЧАТАННОГО СВЕТОДИОДА НА ОСНОВЕ КРАСИТЕЛЯ НА ОСНОВЕ РИЛЕНА | 2016 |
|
RU2721445C2 |


Изобретение относится к области автомобилестроения и касается приборной панели для транспортного средства. Панель включает в себя усилительный элемент, содержащий множество рубленых углеродных волокон в полиамидной смоле, и подложку, соединенную с усилительным элементом, содержащую множество рубленых углеродных и рубленых стеклянных волокон в полиамидной смоле. Рубленые углеродные волокна и рубленые стеклянные волокна в подложке сегрегированы таким образом, что множества углеродных волокон и стеклянных волокон в значительной степени сосредоточены на участках подложки со стороны водителя и пассажира соответственно. Подложка также может иметь граничную область таким образом, что множества рубленых углеродных волокон и стеклянных волокон в подложке в граничной области в значительной степени перемешаны. Изобретение обеспечивает создание облегченных компонентов автотранспортного средства, обладающих повышенной механической прочностью. 3 н. и 16 з.п. ф-лы, 7 ил.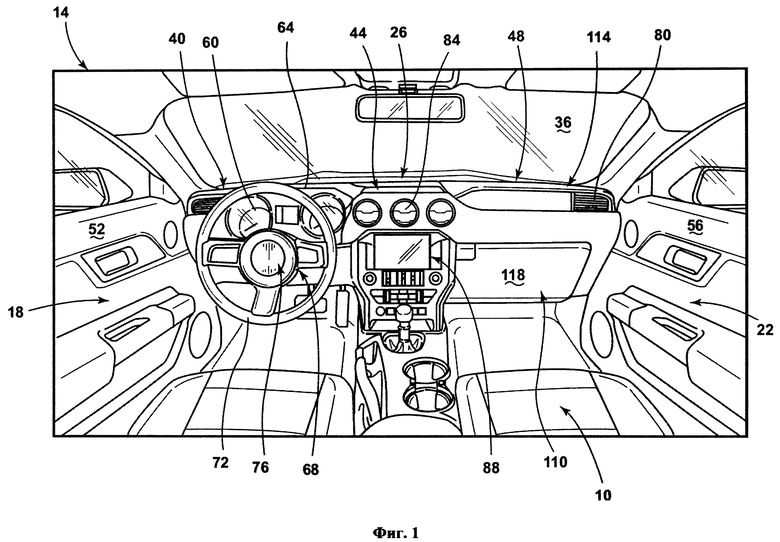
1. Приборная панель транспортного средства, содержащая:
усилительный элемент, содержащий множество рубленых углеродных волокон в полиамидной смоле; и
подложку, соединенную с усилительным элементом, содержащую множество рубленых углеродных волокон и рубленых стеклянных волокон в полиамидной смоле;
причем множество рубленых углеродных волокон и рубленых стеклянных волокон в подложке сегрегированы таким образом, что углеродные волокна и стеклянные волокна каждые по существу сосредоточены в соответствующих участках подложки со стороны водителя и пассажира,
причем подложка дополнительно содержит граничную область на центральном участке подложки, причем множество рубленых углеродных волокон и стеклянных волокон в подложке по существу перемешаны в граничной области.
2. Приборная панель по п. 1, в которой рубленые углеродные волокна в подложке составляют объемную фракцию в полиамидной смоле от приблизительно 15 до приблизительно 40%.
3. Приборная панель по п. 1, в которой рубленые углеродные волокна и рубленые стеклянные волокна в подложке дополнительно сегрегированы таким образом, что углеродные волокна по существу сосредоточены на участке со стороны водителя и на центральном участке подложки.
4. Приборная панель по п. 1, в которой рубленые углеродные волокна в подложке имеют среднюю длину волокна от приблизительно 5 до приблизительно 7 мм.
5. Приборная панель по п. 1, в которой рубленые углеродные волокна на участке подложки со стороны водителя составляют объемную фракцию волокон в полиамидной смоле приблизительно 30-40%, рубленые стеклянные волокна на участке подложки со стороны пассажира составляют объемную фракцию волокон в полиамидной смоле приблизительно 30-40%, а рубленые углеродные волокна и рубленые стеклянные волокна в граничной области составляют объемную фракцию волокон в полиамидной смоле приблизительно 15-20%.
6. Приборная панель транспортного средства, содержащая:
первый элемент, содержащий волоконный материал в первой смоле;
второй элемент, соединенный с первым элементом и имеющий участок со стороны водителя, участок со стороны пассажира и центральный участок,
причем участок со стороны водителя содержит первый волоконный материал во второй смоле, участок со стороны пассажира содержит граничную область со вторым волоконным материалом во второй смоле, а центральный участок содержит смесь первого и второго волоконных материалов во второй смоле.
7. Приборная панель по п. 6, в которой первый и второй волоконные материалы выбраны из группы материалов, которая включает в себя углеродные материалы, арамиды, металлический алюминий, оксиды алюминия, стали, борсодержащие материалы, оксиды кремния, карбиды кремния, нитриды кремния, сверхвысокомолекулярные полиэтилены, А-стекла, Е-стекла, E-CR-стекла, С-стекла, D-стекла, R-стекла, и S-стекла.
8. Приборная панель по п. 6, в которой первая и вторая смолы выбраны из группы материалов, включающей в себя полиамид, полипропилен, эпоксид, полиэфир, виниловый эфир, полиэфирэфиркетон, поли(фениленсульфид), полиэфиримид, поликарбонат, силикон, полиимид, поли(эфирсульфон), меламин-формальдегид, фенол-формальдегид и полибензимидазол.
9. Приборная панель по п. 6, в которой первая и вторая смолы имеют по существу одинаковый состав.
10. Приборная панель по п. 6, в которой участки второго элемента со стороны водителя и со стороны пассажира каждый имеет объемную фракцию, соответственно, первого и второго волоконных материалов во второй смоле от приблизительно 15 до приблизительно 40%.
11. Приборная панель по п. 10, в которой первый волоконный материал на участке со стороны водителя составляет объемную фракцию первых волокон во второй смоле приблизительно 30-40%, участок со стороны пассажира составляет объемную фракцию вторых волокон во второй смоле приблизительно 30-40%, а первый и второй волоконные материалы на центральном участке составляют объемную фракцию волокон во второй смоле приблизительно 15-20%.
12. Приборная панель по п. 6, в которой первый и второй волоконные материалы имеют каждые среднюю длину волокна от приблизительно 5 до приблизительно 7 мм.
13. Приборная панель по п. 6, в которой участок второго элемента со стороны пассажира также содержит фибролитовый усилительный элемент.
14. Компонент транспортного средства, содержащий:
первый участок, содержащий первый волоконный материал в первой смоле;
второй участок, содержащий второй волоконный материал во второй смоле; и
граничную область между первым и вторым участками, имеющую смесь первого и второго волоконных материалов в первой и второй смолах,
причем первый и второй участки находятся в существенной близости с соответствующими участками на стороне водителя и на стороне пассажира в транспортном средстве.
15. Компонент по п. 14, в которой первый и второй волоконные материалы выбраны из группы материалов, которая включает в себя углеродные материалы, арамиды, металлический алюминий, оксиды алюминия, стали, борсодержащие матералы, оксиды кремния, карбиды кремния, нитриды кремния, сверхвысокомолекулярные полиэтилены, А-стекла, Е-стекла, E-CR-стекла, С-стекла, D-стекла, R-стекла и S-стекла.
16. Компонент по п. 14, в котором первая и вторая смолы выбраны из группы материалов, включающей в себя полиамид, полипропилен, эпоксид, полиэфир, виниловый эфир, полиэфирэфиркетон, поли(фениленсульфид), полиэфиримид, поликарбонат, силикон, полиимид, поли(эфирсульфон), меламин-формальдегид, фенол-формальдегид и полибензимидазол.
17. Компонент по п. 14, в котором первый и второй участки имеют объемную фракцию соответствующего первого и второго волоконных материалов в соответствующих первой и второй смолах от приблизительно 15 до приблизительно 40%.
18. Компонент по п. 17, в котором первый волоконный материал на первом участке составляет объемную фракцию волокон в первой смоле приблизительно 30-40%, второй волоконный материал на участке составляет объемную фракцию волокон во второй смоле приблизительно 30-40%, а первый и второй волоконные материалы в граничной области составляют объемную долю волокон в смеси первой и второй смол приблизительно 15-20%.
19. Компонент по п. 14, в котором первый и второй волоконные материалы имеют среднюю длину волокна от приблизительно 5 до приблизительно 7 мм.
| WO 2004005064 A1, 15.01.2004 | |||
| US 2013249242 A1, 26.09.2013 | |||
| US 2002093223 A1, 18.07.2002 | |||
| WO 2008027136 A1, 06.03.2008 | |||
| WO 2010144134 A1, 16.12.2010. |

