Перекрестная ссылка на родственные заявки
Настоящая заявка испрашивает приоритет по американской предварительной заявке 61/971666, поданной 28 марта 2014 г.
Область техники, к которой относится изобретение
Настоящее изобретение относится к составам и способам изготовления магнитов, которые будут прилипать к поверхности, к которой притягивается магнит.
Уровень техники
Гибкие материалы со свойствами постоянного магнита часто поставляются в виде листов или рулонов и доступны для приобретения в течение целого ряда лет. Эти материалы обычно приготавливаются посредством смешивания порошкообразного ферритового материала с соответствующим полимерным или пластиковым связующим до однородной смеси. Полимерные материалы часто являются эластомерами, и поэтому процесс изготовления обычно осуществляется посредством экструзии листов или вальцевания. Смесь преобразуется в полосу или лист, который является до некоторой степени гибким продуктом с неизменяющимися устойчивыми свойствами и может легко обрабатываться для получения элементов любой требуемой формы посредством резки и/или штамповки.
Магниты могут принимать любую геометрическую форму, в том числе круглую, квадратную, прямоугольную, треугольную и т.д., а также форму животных, например, собаки, кошки, лягушки, верблюда, лошади и т.д., промышленных изделий, например, инструментов, машин, снегоходов и т.д. С помощью настоящего способа выбор формы готового магнита не ограничивается.
Магнитный материал имеет свойства постоянного магнита, поэтому готовые элементы могут действовать независимо как постоянные магниты, при этом магнитное поле магнитов является достаточно сильным, так чтобы они прилипали к поверхности, к которой притягивается магнит, например, к поверхности железного или стального листа, даже через лист бумаги или тонкий картон. Многие магнитные материалы или готовые листовые материалы обычно бывают, по существу, темными и, следовательно, эти магниты должны крепиться клеем к пригодной для печати подложке, такой как бумага или пластик.
Эти магнитные изделия могут быть размещены на поверхности, к которой притягивается магнит, такой как холодильник, шкаф для бумаг или другая поверхность, где они могут использоваться в качестве средств напоминания или часто используются для удерживания листов бумаги, таких как заметки, инструкции, списки, детские рисунки, средства напоминания и т.д.
В производство таких изделий вовлечено большое число изготовителей. Например, типография изготавливает печатный материал на бумажном полотне или отдельных листах. В случае использования полотна оно режется на отдельные листы и затем поставляется изготовителю магнитов, где магнитный материал и печатный материал соединяются с помощью клеевого слоя. Как вариант, типография может приобретать или иным образом получать магниты и затем соединять печатный материал с магнитами с помощью клеевого слоя или может отправлять оба элемента третьей стороне, где эти элементы могут соединяться с помощью клеевого слоя.
В американских патентах №№7128798 и 7338573 описываются способы прямого и непрерывного нанесения намагничиваемого состава на подложку.
Существует необходимость в разработке усовершенствованных способов изготовления магнитов.
Сущность изобретения
По одному аспекту настоящее изобретение относится к способу изготовления магнита, содержащего способ косвенной ротационной печати или нанесения покрытия.
По одному варианту выполнения настоящее изобретение относится к способу изготовления магнита, содержащего способ, который содержит обеспечение наличия магнитного состава, содержащего термопластичный полимерный материал и намагничиваемые частицы, нагрев магнитного состава до температуры, при которой магнитный состав находится в жидкотекучем состоянии, подачу вышеуказанного магнитного состава во вращающийся цилиндр через неподвижное плоское сопло, при этом вращающийся цилиндр содержит группу отверстий, подачу подложки в форме движущегося полотна или листа и контакт вращающегося цилиндра с подложкой, при этом плоское сопло проталкивает магнитный состав через отверстия во вращающемся цилиндре, и магнитный состав прилипает к подложке.
По другому аспекту настоящее изобретение относится к способу изготовления изделия, содержащего магнитовосприимчивый материал, при этом способ содержит обеспечение наличия состава, содержащего термопластичный полимерный материал и магнетит, нагрев состава до температуры, при которой магнитный состав находится в жидкотекучем состоянии, подачу состава в полость вращающегося цилиндра через неподвижное плоское сопло, при этом полость вращающегося цилиндра ограничивается стенкой цилиндра, и стенка вращающегося цилиндра содержит множество отверстий, подачу подложки в форме движущегося полотна или листа и контакт вращающегося цилиндра с подложкой, при этом плоское сопло проталкивает магнитный состав через множество отверстий во вращающемся цилиндре, и состав прилипает к подложке в форме каждого из множества отверстий.
По другому аспекту настоящее изобретение относится к способу изготовления магнита, при этом способ содержит обеспечение наличия намагничиваемого состава, содержащего, по меньшей мере, один термоотверждающийся полимерный материал и намагничиваемые частицы, подачу магнитного состава в полость вращающегося цилиндра через неподвижное плоское сопло, при этом полость вращающегося цилиндра ограничивается стенкой цилиндра, и стенка вращающегося цилиндра содержит множество отверстий, подачу подложки в форме движущегося полотна или листа, контакт вращающегося цилиндра с подложкой и способствование отверждению термоотверждающегося полимерного материала, при этом плоское сопло проталкивает магнитный состав через множество отверстий во вращающемся цилиндре, и магнитный состав прилипает к подложке в форме каждого из множества отверстий перед способствованием отверждению термоотверждающегося материала.
Термоотверждающийся полимерный состав и способ также могут использоваться с магнитовосприимчивыми материалами.
Эти и другие аспекты, варианты выполнения и преимущества настоящего изобретения станут понятыми специалистам в данной области после изучения приведенных ниже разделов «Подробное описание изобретения» и «Формула изобретения».
Краткое описание чертежей
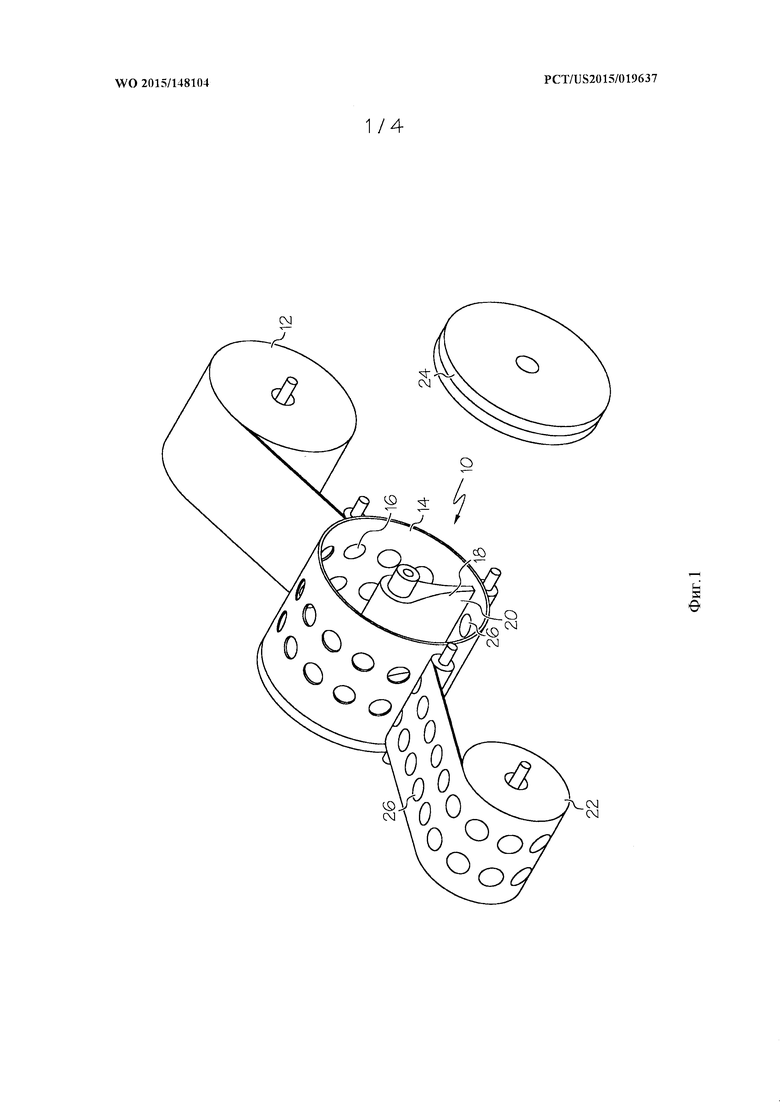
Фиг. 1 - вариант выполнения вращающегося цилиндра, который может использоваться для формирования отдельных магнитов на движущейся подложке по изобретению;
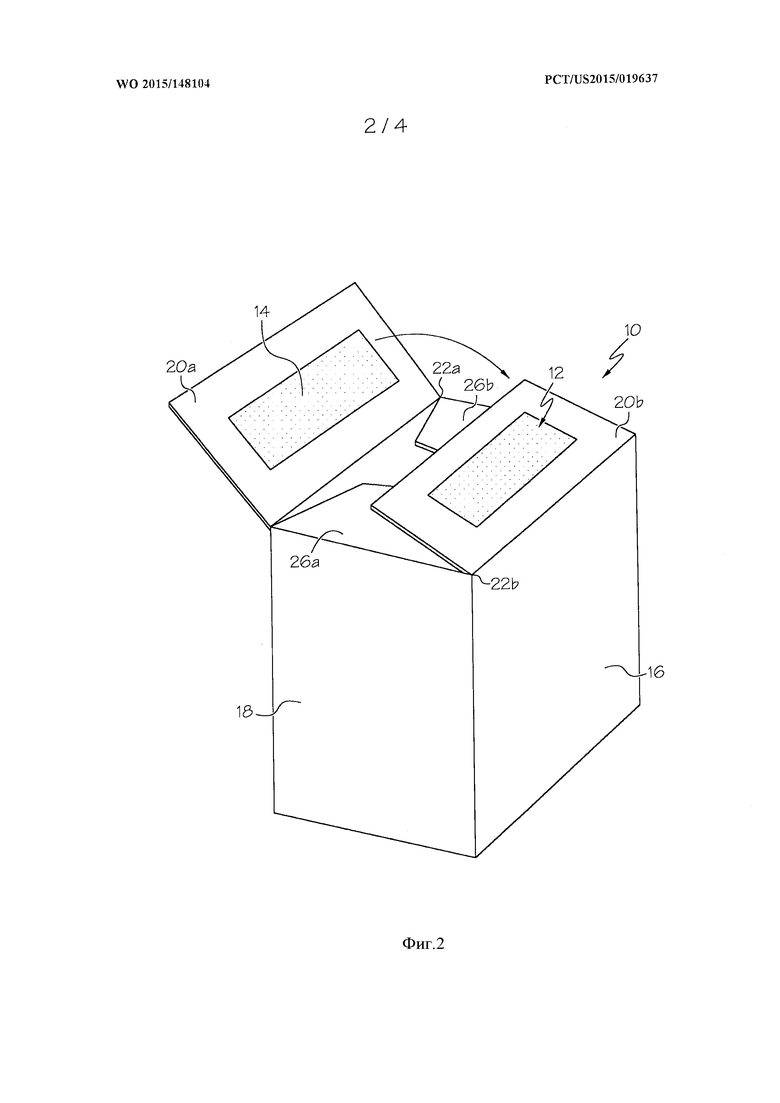
фиг. 2 - вид в перспективе варианта выполнения упаковки, содержащей магнитную крышку, сформированную согласно описанному здесь способу;
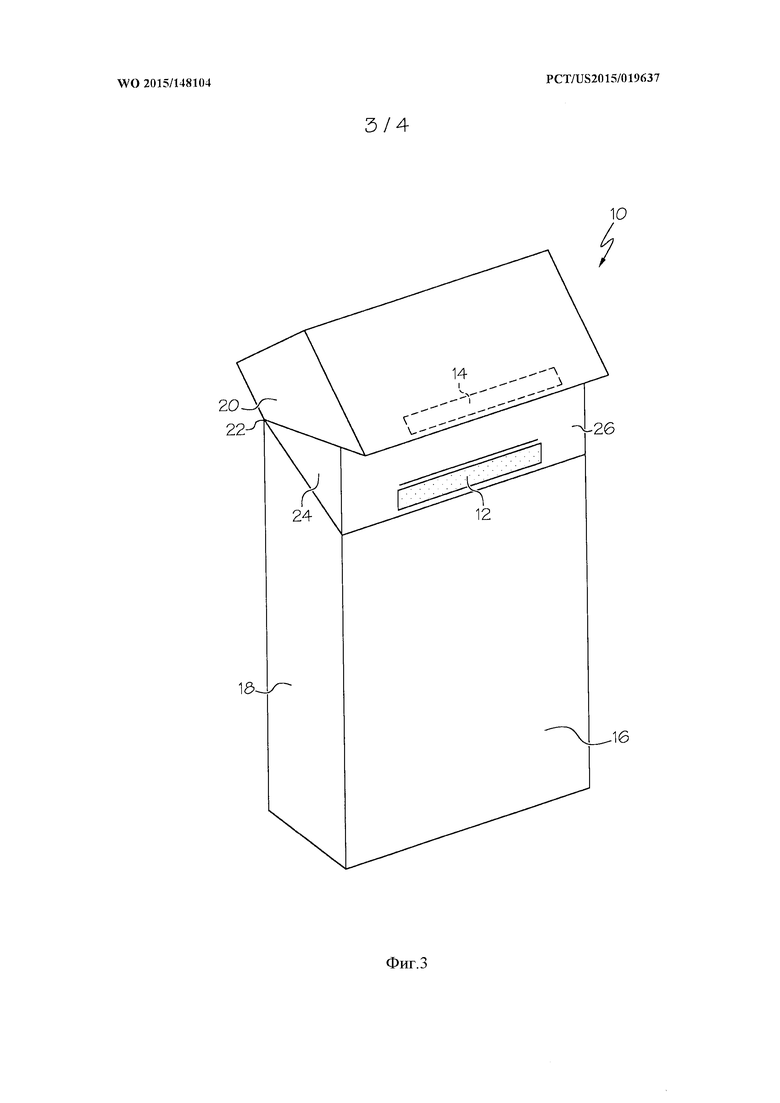
фиг. 3 - вид в перспективе другого варианта выполнения упаковки, содержащей магнитную крышку, сформированную согласно описанному здесь способу;
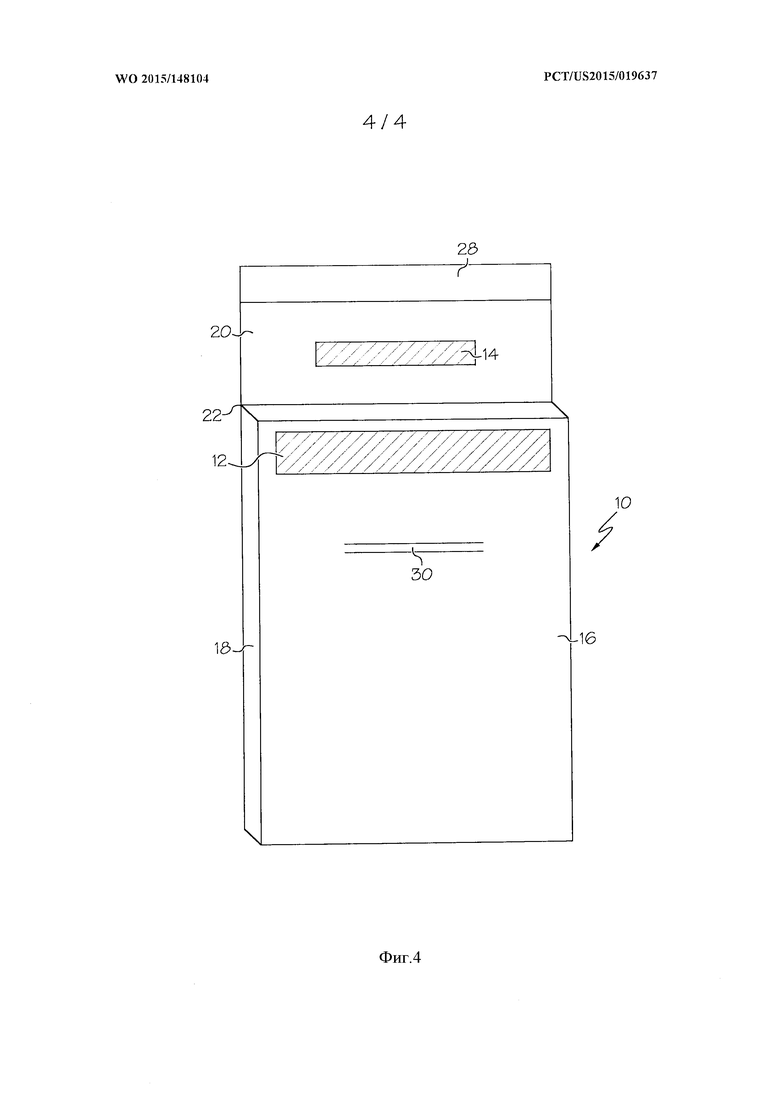
фиг. 4 - вид в перспективе другого варианта выполнения упаковки, содержащей магнитную крышку, сформированную согласно описанному здесь способу.
Осуществление изобретения
Несмотря на то, что настоящее изобретение может принимать многие формы, приводится подробное описание конкретных вариантов осуществления настоящего изобретения. Это описание является пояснением принципов настоящего изобретения и не должно рассматриваться как ограничение изобретения конкретными описанными вариантами выполнения.
Настоящее изобретение относится к способу изготовления магнитного изделия, используя непрямой способ печати или нанесения покрытия из намагничиваемого состава с помощью вращающегося цилиндра, содержащего отверстия для нанесения намагничиваемого состава на подложку в любой требуемой форме.
Настоящий способ исключает необходимость резки намагничиваемого материала согласно требуемой форме и размеру. Намагничиваемые материалы, которые могут подвергаться воздействию магнитного поля и приобретают свойства постоянных магнитов, создают высокую нагрузку из-за магнитных частиц, что ведет к быстрому износу режущих ножей.
Соответственно, готовый магнит имеет прочность по меньшей мере приблизительно 100 г/дюйм, определяемую с помощью силового датчика Imada DPS-1 и отрывания магнита от стальной пластины 4×4'', и более предпочтительно по меньшей мере 200 г/дюйм.
На фиг. 1 показан вариант выполнения цилиндра 14 для ротационной печати, используемого на линии для печати с рулона на рулон или нанесения покрытия на ленту для непрямой печати или нанесения покрытия из намагничиваемого состава на движущуюся подложку.
Полотно подложки 12 подается с подающего рулона 12 на рулон 22, расположенный с противоположной стороны от места нанесения покрытия. Устройство 10 нанесения покрытия содержит цилиндр 14 для ротационной печати, имеющий множество отверстий 16, которые проходят через стенку цилиндра. Намагничиваемый состав подается через плоское сопло 18, которое содержит скребок или шлицевую головку 20, которая контактирует с внутренней поверхностью цилиндра, продавливая намагничиваемый состав в отверстия 16. Намагничиваемый состав контактирует с движущейся подложкой 12 и остается на подложке 12, когда она теряет контакт с вращающимся цилиндром в точке 28, при этом на подложке образуется множество отдельных намагничиваемых изделий 26. Для удерживания магнитного состава на вращающийся цилиндр 14 может быть установлена крышка 24.
Намагничиваемый состав соответственно содержит приблизительно 70 мас. % или более магнитного материала для создания достаточной силы притяжения в практических целях. Однако содержание магнитного материала более 95 мас. % считается непрактичным из-за производственных проблем, а также из-за удерживания указанного количества магнитного материала в связующем материале. Кроме того, содержание магнитного материала более 95 мас. % ведет к образованию более шероховатой поверхности.
Соответственно, намагничиваемый состав содержит от приблизительно 70 мас. % до приблизительно 95 мас. % намагничиваемых частиц и от приблизительно 5 мас. % до приблизительно 30 мас. % по меньшей мере одного полимерного материала.
В некоторых вариантах выполнения магнитный состав содержит приблизительно от 80 мас. % до 90 мас. % намагничиваемых частиц и приблизительно от 10 мас. % до 20 мас. % по меньшей мере одного полимерного материала.
Напряженность магнитного поля готового изделия является функцией количества магнитного материала или порошка в смеси, площади поверхности, толщины и способа намагничивания (например, с выравниванием или без него).
Может использоваться любой магнитный материал. Наиболее пригодные используемые материалы включают в себя ферриты, имеющие общую формулу (M2+O6Fe2O3)MFe12O19, где М представляет собой Ва или Sr.
Другие примеры магнитных материалов, пригодных для использования, включают в себя магнит RCO5 на основе редкоземельных элементов и кобальта, где R один или несколько редкоземельных элементов, таких как Sm или Pr, иттрий (Y), лантан (La), церий (Се) и т.д.
Другие конкретные примеры магнитных материалов включают в себя, например, марганец - висмут, марганец - алюминий и т.д.
Способ по настоящему изобретению не ограничивается конкретным магнитным материалом и, следовательно, по существу, не предполагается ограничение объема изобретения. Несмотря на то, что вышеуказанные материалы находят конкретное применение в настоящем изобретении, также могут использоваться другие материалы, которые легко приобретают свойства постоянных магнитов.
В некоторых вариантах осуществления способа используется состав, содержащий термопластичный полимер и магнитовосприимчивый материал. Соответствующие магнитовосприимчивые материалы содержат магнетит, который является примером встречающихся в природе оксидов железа, имеющих химическую формулу Fe3O4. Изделия, изготовленные из этих составов, могут использоваться для прилипания к магнитным изделиям.
Термопластичный материал, часто именуемый в промышленности как термопластичное связующее, и пригодный для использования в настоящем изобретении, может содержать любой полимерный материал, который легко обрабатывается совместно с магнитным материалом, например, на оборудовании для обработки термопласта или расплава, как подробно описано ниже. Такие термопластичные материалы включают в себя как термопластичные эластомеры, так и неэластомеры, или какие-либо их смеси.
Термопластичный состав может быть выбран на основе, например, типа используемой подложки, воспринимающей печать, и адгезии, обеспечиваемой между термопластичным составом и подложкой, воспринимающей печать.
Примеры термопластичных эластомеров, пригодные для использования включают в себя, без ограничения, натуральные и искусственные каучуки и каучукоподобные блок-сополимеры, такие как бутилкаучук, неопрен, сополимеры этилена и пропилена (ЕРМ), этиленпропилендиеновые полимеры (EPDM), полиизобутилен, полибутадиен, полиизопрен, стирол-бутадиен (SBR), стирол-бутадиен-стирол (SBS), стирол-этилен-бутилен-стирол (SEBS), стирол-изопрен-стирол (SIS), стирол-изопрен (SI), стирол-этилен/пропилен (SEP), сложные полиэфирные эластомеры, полиуретановые эластомеры, не говоря уже о многих других, и т.д., и их смеси. В соответствующих случаях в объем настоящего изобретения могут быть включены любые сополимеры вышеперечисленных материалов.
Примеры пригодных имеющихся в продаже термопластичных эластомеров, таких как сополимеры SBS, SEBS или SIS, включают в себя блок-сополимеры KRATON G (SEBS или SEP) и KRATON D (SIS и SBS), имеющиеся в продаже у Kraton Polymers; блок-сополимеры VECTOR® (SIS или SBS), имеющиеся в продаже у Dexco Chemical Co.; и блок-сополимеры FINAPRENE® (SIS или SBS), имеющиеся в продаже у Atofina.
Некоторые примеры неэластомерньгх сополимеров включают в себя, без ограничения, полиолефины, включающие в себя полиэтилен, полипропилен, полибутилен, и сополимеры и терполимеры, такие как сополимеры этилена и винилацетата (EVA), этилен-н-бутил-акрилаты (ЕпВА), этилен-метил(мет)- акрилаты, включающие в себя этилен-метил-акрилаты (ЕМА), этилен-этил(мет)- акрилаты, включающие в себя этилен-этил-акрилаты (ЕЕА), интерполимеры этилена, по меньшей мере, с одним альфаолефином С3-С20, полиамиды, полиэфиры, полиуретаны, не говоря уже о многих других, и т.д., и их смеси. В соответствующих случаях также могут использоваться сополимеры вышеописанных материалов.
Примеры используемых полимеров описаны в US 6262174, и они полностью включены сюда посредством ссылки. Было установлено, что полимерные составы, обладающие липкостью при высокой температуре, особенно пригодны для использования. Выражение «липкость при высокой температуре» известно специалистам в этой области.
Примеры имеющихся в продаже неэластомерных полимеров включают в себя сополимеры EnBA, имеющиеся в продаже у таких компаний, как Atofina, под торговым наименованием Lotryl® от компании Arkema, King of Prussia, Пенсильвания, Exxon Mobil Chemical, Хьюстон, TX под торговым наименованием Escorene™, DuPont de Nemours & Co., Вилмингтон, DE под торговым наименованием Elvaloy®; сополимеры EMA, имеющиеся в продаже у Exxon Mobil Chemical под торговым наименованием Optema™, сополимеры EVA, имеющиеся в продаже у DuPont™ под торговым наименованием Elvax®, и Lyondell Blassell, Хьюстон, ТХ под торговым наименованием Ultrathene®, не говоря уже о многих других.
Могут использоваться полиолефины или полиальфаолефины или сополимеры или терполимеры. Примеры используемых полиолефинов включают в себя, без ограничения, аморфные (т.е. атактические) полиолефины (АРАО), включающие в себя аморфные гомополимеры пропилена, сополимеры пропилена/этилена, сополимеры пропилена/бутилена и терполимеры пропилена/этилена/бутилена; изотактические полиальфаолефины; и линейные или, по существу, линейные интерполимеры этилена и, по меньшей мере, один альфа олефин, включающий в себя, например, этилен-1-октен, этилен-1-бутен, этилен-1-гексен, этилен-1-пентен, этилен-1-гептен и этилен-4-метил-1-пентен и т.д. В некоторых вариантах выполнения предпочтительным может быть использование небольшого количества другого полимера в комбинации с полиальфаолефином, таким как полимеры с привитым малеиновым ангидридом, которые используются для улучшения смачивания и адгезии. Могут использоваться другие химические привитые полимеры, но малеиновые ангидриды являются наиболее распространенными. В случае привитых полимеров используется только небольшая процентная доля (1-5%) с наибольшей тенденцией в отношении сополимеров этилена или пропилена.
Также могут использоваться термоотверждающиеся полимерные материалы, которые отверждаются посредством ряда способов, таких как отверждение за счет реакции с влагой воздуха, радиационное отверждение, химические реакции между двумя веществами, нагрев и т.д., для образования, по существу, нерастворимых или неплавящихся материалов. Такие материалы хорошо известны из существующего уровня техники.
Термоотверждающиеся полимеры сшиваются и/или полимеризуются под действием энергии или химических средств и широкого ряда механизмов, включающих в себя, без ограничения, отверждение за счет реакции с влагой воздуха, тепловое и радиационное отверждение, конденсацию, системы свободных радикалов, окислительное отверждение и т.д., а также их комбинации.
Некоторые примеры пригодных термоотверждающихся полимерных материалов включают в себя, без ограничения, полиуретаны, полимочевины, гибриды полиуретана и полимочевины, эпоксиды, акриловые полимеры, полиэфиры, (мет)акрилаты, цианоакрилаты, силиконы (полисилоксаны), полиолефины и их сополимеры, такие как сополимеры этилена и винилацетата, каучуки, включающие в себя каучукоподобные блок-сополимеры, и т.д.
Каждый класс термоотверждающегося материала может входить в ряд различных систем, включая сюда, например, однокомпонентные и двухкомпонентные системы, и системы радиационного отверждения, такие как системы радиационного отверждения (например, УФ-отверждения,) отверждение за счет реакции с влагой воздуха и т.д.
В некоторых предпочтительных вариантах выполнения магнитный состав содержит многокомпонентный эпоксидный или полиуретановый термоотверждающийся состав.
Термоотверждающиеся полимерные составы также могут использоваться в комбинации с магнитовосприимчивыми материалами, состоящими из твердых частиц.
В некоторых вариантах выполнения термоотверждающийся полимерный состав отверждается с помощью электронно-лучевого излучения. Сшивание изделий на основе полимеров с помощью электронно-лучевого излучения улучшает механические, тепловые и химические свойства. В частности, повышаются температурное сопротивление тепловому разрушению и износу, и повышается сопротивление ударной нагрузке при низких температурах.
Повышаются предел прочности на растяжение, модуль жесткости, сопротивление истиранию, сопротивление ползучести, сопротивление растрескиванию при напряжениях, сопротивление высокому давлению и т.д.
Полимеры, которые обычно сшиваются посредством облучения электронным пучком, включают в себя поливинилхлорид (PVC), термопластичные полиуретаны и эластомеры (TPU), полибутилентерефталат (РВТ), полиамиды/нейлон (РА66, РА6, РАН, РА12), поливинилиденхлорид (PVDF), (мет)акрилаты, полиметилпентен (РМР), полиэтилены (LLDPE, LDPE, MDPE, HDPE, UHMWPE) и сополимеры этилена, такие как этилен и винилацетат (EVA) и этилен-тетрафторэтилен. Некоторые из полимеров используются с добавками для более легкого сшивания посредством облучения.
Вышеописанные термоотверждающиеся материалы могут включать в себя мономеры, димеры, олигомеры и полимеры, а также их комбинации, как известно специалистам в этой области.
В намагничиваемых составах могут использоваться другие пригодные добавки, в том числе антиоксиданты и вспомогательные вещества. Специалисту в этой области известно о добавках в расплав.
Полимерный материал и намагничиваемые частицы могут быть добавлены и расплавлены в смесителе или экструдере или могут подаваться в форме предварительно изготовленных гранул.
Намагничиваемый состав нагревается до температуры, при которой он расплавляется или становится жидкотекучим, используя соответствующее оборудование для обработки расплав или термопласта, такое как нагреваемый смеситель с лопатками противоположного вращения.
Затем смесь поступает в насос расплава или небольшой экструдер с помощью соответствующего средства, такого как шнек.
Далее смесь перекачивается из насоса расплава или экструдера через нагреваемый шланг к головке 18 плоского сопла, показанного на фиг. 1.
Скребок 20 головки 18 плоского сопла соскребает намагничиваемый состав в отверстия 11 вращающегося цилиндра 14 для контакта с движущейся подложкой 12, к которой он предпочтительно прилипает вместо прилипания к вращающемуся цилиндру 14.
Цилиндр может быть образован из любого пригодного металла или металлического сплава, включая сюда, без ограничения, нержавеющую сталь, титан и его сплавы, кобальт и его сплавы, хром и его сплавы и т.д.
Вышеприведенный перечень предназначен только для пояснительных целей, а не для ограничения объема настоящего изобретения.
Металл или металлический сплав может быть усилен волокнами или наноматериалами, включая сюда, без ограничения, углеродные или керамические волокна или нанотрубки или фуллереновые нанотрубки. Для образования волокон или нановолокон могут быть использованы многие пригодные материалы, и эти приводимые в качестве примера материала не предназначены для ограничения объема настоящего изобретения.
Составы по изобретению могут наноситься на подложку 12, движущуюся с высокой скоростью приблизительно от 50 футов/минуту приблизительно до 1000 футов/минуту, предпочтительно, приблизительно от более 80 футов/минуту приблизительно до 500 футов/минуту.
Настоящее изобретение предлагает значительные преимущества по сравнению с существующими способами, включая сюда меньшее количество отходов, гибкость конструкции, исключение износа и замены режущих головок из-за отсутствия необходимости резки абразивного намагничиваемого состава, возможность печати на рулонах или листах, возможность нанесения печати любого профиля или формы, и низкие расходы на оборудование благодаря несложной конструкции.
Настоящее изобретение может использоваться в изготовлении намагничиваемой подложки, в частности, подложек с печатью.
Способ по изобретению может использоваться для изготовления подложки с печатью и в особенности пригоден для подложек, образованных из бумаги, бумажных изделий и плотного картона. Однако могут использоваться другие материалы, включая сюда, без ограничения, пластик или полимерные материалы, металл, покровные пленки, такие как силиконовая покровная пленка, текстиль или ткани и т.д. Также могут использоваться комбинации любых перечисленных подложек.
В конкретных вариантах выполнения подложка является многослойной или ламинированной подложкой и содержит бумагу, бумажные изделия или толстый картон и оберточную фольгу.
В некоторых вариантах выполнения подложки с печатью являются упаковками. Описываемые здесь упаковки, которые могут повторно закрываться с помощью магнита, могут использоваться во многих изделиях и, в частности, в повторно закрываемых упаковках для пищевых продуктов. В частности, настоящее изобретение может использоваться в повторно закрываемых упаковках, где желательно исключить разливание содержимого из упаковки.
Например, упаковки, которые могут повторно закрываться с помощью магнита, могут использоваться для закусок, таких как сухое печенье и чипсы, блюд для завтрака, таких как каша, табачных изделий, таких как коробки для сигарет, конфеты и жевательная резинка, и т.д.
На фиг. 2 показан перспективный вид варианта выполнения упаковки 10 по изобретению, которая может повторно закрываться с помощью магнита; в этом варианте выполнения упаковка 10 имеет основную конфигурацию коробки с противоположными сторонами 18, которые взаимно соединяются противоположными сторонами 16. Коробка 10 также имеет два противоположных боковых клапана 26а, 26b, которые первыми сложены внутрь для закрывания коробки 10. Затем по линии 22 сгиба складывается клапан 20b. Клапан 20b содержит магнитную полоску 12. Клапан 20а содержит противоположную магнитную полоску 14, которая перекрывается с магнитной полоской 12 на клапане 20b, и крепит друг к другу магнитным образом клапаны 20а и 20b, когда клапан 20а складывается по линии 22а сгиба.
На фиг. 3 показан альтернативный вариант выполнения картонной коробки 10, которая может быть образована из одной или нескольких складываемых заготовок. В этом варианте выполнения коробка 10 содержит нижний участок, имеющий противоположные стороны 18 и противоположные стороны 16, и внутреннюю складную часть 24, расположенную внутри коробки 10. Внутренняя складная часть 24 содержит магнитную полоску 12. Коробка 10 содержит верхнюю часть 20, которая открывается и закрывается. На внутренней поверхности верхней части 20 имеется магнитная полоска 14, которая перекрывается магнитной полоской 12, когда верхняя часть 20 закрыта. Внутренняя складная часть 24 также содержит вырезанный участок 22 для удобства извлечения изделий, когда верхняя часть 20 открыта.
На фиг. 4 показан альтернативный вариант выполнения картонной коробки 10, которая может быть образована из одной или нескольких складываемых заготовок. В этом варианте выполнения используется одна складываемая заготовка. Коробка 10 содержит два противоположных боковых участка 18 и передний участок 16, расположенный между ними. Передний участок 16 содержит магнитный участок 12 и прорезь 30. Клапан 20 содержит верхний участок 28 и согнут по линии 22 сгиба. Клапан 20 также содержит магнитную полоску 14. Когда клапан 20 закрыт, магнитная полоска 14 перекрывает магнитную полоску 12, и верхний участок 28 клапана 20 может быть расположен внутри прорези 30 коробки 10, и обе перекрывающиеся магнитные полоски и верхний участок 28 клапана 20 удерживают коробку 10 в закрытом состоянии.
Упаковки могут быть полностью запечатаны кроме одного конца, где упаковка открыта и может быть повторно запечатана с помощью магнитного участка. Полное запечатывание может быть обеспечено с помощью стандартного способа, известного из существующего уровня техники и включающего в себя складывание, или, например, с помощью клея.
Упаковки этого типа описаны в американской публикации патента №2014/0008425 и WO 2014/096427, которые полностью включены сюда посредством ссылки.
Другие примеры материала с нанесенной печатью содержат, без ограничения, рекламные материалы, поздравительные открытки, почтовые открытки, магнитные визитные карточки, карточки-памятки, объявления, рекламу, купоны, этикетки, календари, рамки для картин и т.д., которые имеют магнитную поверхность, соединенную с печатной поверхностью, которая может быть самоклеящейся с целью крепления к металлической поверхности для отображения информации. Примеры подложки этого типа описаны в патентах №№7,128,798 и 7,338,573, принадлежащих одному и тому же правообладателю, полное содержание которых включено сюда посредством ссылки.
Толщина магнитных полос, независимо от того, используется ли одна или две полосы, как в случае с запечатыванием коробки и т.д., составляет приблизительно от 100 микрон приблизительно до 750 микрон, предпочтительно, приблизительно от 100 микрон приблизительно до 600 микрон, и наиболее предпочтительно, приблизительно от 100 микрон приблизительно до 400 микрон.
Настоящий способ является предпочтительным, поскольку покрытие и печать могут наноситься на подложку во время выполнения одного технологического процесса.
В отличие от этого предыдущие способы предусматривали нанесение печати и покрытия на подложки в автономном режиме, что является менее эффективным и требует больших расходов.
Специалисту в этой области должно быть понятно, что приведенное описание относится только к примерам многочисленных размеров и форм упаковок, которые могут использоваться без отклонения от объема настоящего изобретения.
Приведенное описание не ограничивается до объема конкретных описанных вариантов выполнения, которые предназначены только для пояснения отдельных аспектов некоторых вариантов выполнения. Описанные здесь способы, составы и устройства могут содержать любой отличительный признак, описанный здесь отдельно и в комбинации с любым другим отличительным признаком (признаками). Фактически, различные модификации в добавление к показанным и описанным здесь модификациям будут понятны специалистам в этой области из вышеприведенного описания и приложенных чертежей, используемых в исследовательских целях. Предусматривается, что такие модификации и эквиваленты должны соответствовать объему приложенной формулы изобретения.
Все опубликованные документы, включая сюда все американские патентные документы и американские публикации патентов, упомянутые в настоящей заявке, полностью включены сюда в явной форме посредством ссылки. Любые одновременно поданные патентные заявки, упомянутые в настоящей заявке, также полностью включены сюда в явной форме посредством ссылки. Упоминание или описание ссылочного документа не должно рассматриваться как допущение, что он соответствует существующему уровню техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ПРОИЗВОДСТВА ЗАЩИТНЫХ НИТЕЙ ИЛИ ПОЛОСОК | 2014 |
|
RU2649547C2 |
| МАГНИТНЫЕ УЗЛЫ И СПОСОБЫ ПОЛУЧЕНИЯ СЛОЕВ С ОПТИЧЕСКИМ ЭФФЕКТОМ, СОДЕРЖАЩИХ ОРИЕНТИРОВАННЫЕ НЕСФЕРИЧЕСКИЕ МАГНИТНЫЕ ИЛИ НАМАГНИЧИВАЕМЫЕ ЧАСТИЦЫ ПИГМЕНТА | 2016 |
|
RU2732859C2 |
| Способ плакирования порошкового магнитного материала | 2021 |
|
RU2760847C1 |
| СПОСОБЫ ПОЛУЧЕНИЯ СЛОЕВ С ЭФФЕКТАМИ | 2014 |
|
RU2648063C1 |
| ТЕРМОЧУВСТВИТЕЛЬНЫЕ МЕТКИ ДЛЯ ВЫЯВЛЕНИЯ ФАЛЬСИФИКАЦИИ | 2014 |
|
RU2640531C2 |
| ВЗАИМОПРОНИКАЮЩИЕ ПОЛИМЕРНЫЕ СЕТКИ КАК ПОКРЫТИЕ ДЛЯ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2389748C2 |
| ПОЛИМЕРНЫЕ СОСТАВЫ, ПРОМЫСЛОВЫЕ ЭЛЕМЕНТЫ, СОДЕРЖАЩИЕ ИХ, И СПОСОБЫ ИХ ИСПОЛЬЗОВАНИЯ В ПРОМЫСЛОВЫХ ПРИЛОЖЕНИЯХ | 2006 |
|
RU2356923C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ СЛОЕВ С ЭФФЕКТОМ | 2017 |
|
RU2738179C2 |
| ВОДНЫЕ ДИСПЕРСИИ, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ ТОНЕРОВ | 2007 |
|
RU2397525C2 |
| МАРКИРОВОЧНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2253573C2 |
Изобретение относится к составам и способам изготовления магнитов, которые будут прилипать к поверхности, к которой притягивается магнит. Способ изготовления магнита включает получение намагничиваемого состава, содержащего термопластичный полимерный материал и намагничиваемые частицы, нагрев намагничиваемого состава до температуры, при которой намагничиваемый состав находится в жидкотекучем состоянии, подачу намагничиваемого состава в полость вращающегося цилиндра через неподвижное плоское сопло, вращающийся цилиндр содержит множество отверстий, введение вращающегося цилиндра в контакт с подложкой, при этом плоское сопло проталкивает намагничиваемый состав через отверстия во вращающийся цилиндр и намагничиваемый состав прилипает к подложке. Изобретение позволяет усовершенствовать способ изготовления магнитов. 2 н. и 19 з.п. ф-лы, 4 ил.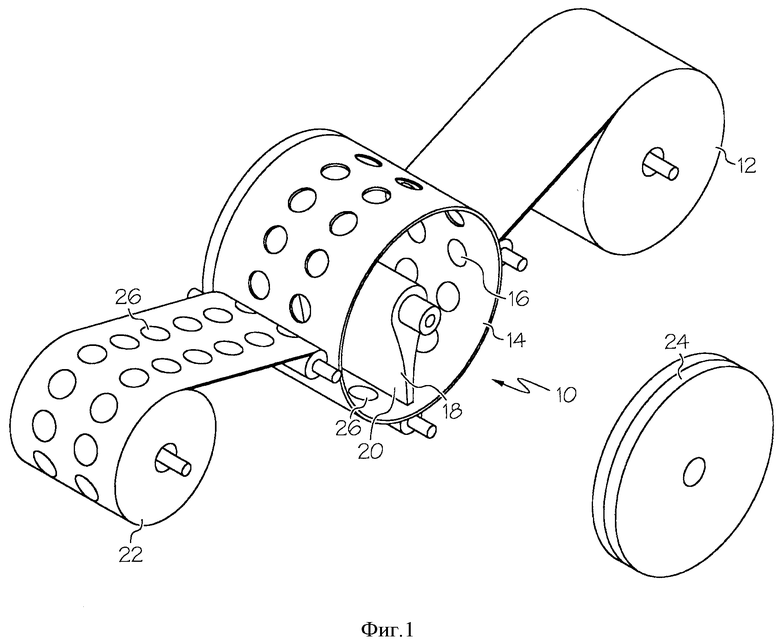
1. Способ изготовления магнита, характеризующийся тем, что:
a) получают намагничиваемый состав, содержащий по меньшей мере один термопластичный полимерный материал и намагничиваемые частицы;
b) нагревают указанный намагничиваемый состав до температуры, при которой намагничиваемый состав находится в текучем состоянии;
c) подают намагничиваемый состав в полость вращающегося цилиндра через неподвижное плоское сопло, при этом полость вращающегося цилиндра ограничивается стенкой цилиндра и стенка вращающегося цилиндра содержит множество отверстий;
d) подают подложку в виде движущегося полотна или листа; и
e) вводят вращающийся цилиндр в контакт с подложкой;
при этом плоское сопло проталкивает намагничиваемый состав через множество отверстий во вращающемся цилиндре и намагничиваемый состав прилипает к подложке в форме каждого из указанного множества отверстий.
2. Способ по п. 1, в котором цилиндр ограничивается стенкой, толщина которой составляет приблизительно от 100 до 750 мкм.
3. Способ по п. 1, в котором нагревают намагничиваемый состав до температуры приблизительно 150–350°C.
4. Способ по п. 1, в котором намагничиваемый состав содержит намагничиваемые частицы в количестве приблизительно 70-90 мас.% и полимерный материал в количестве приблизительно 5-30 мас.%.
5. Способ по п. 1, в котором указанный полимерный материал содержит по меньшей мере один элемент, выбранный из группы, состоящей из гомополимеров, сополимеров и терполимеров олефинов, сложных эфиров, простых эфиров, уретанов, амидов и их смесей.
6. Способ по п. 5, в котором указанный полимерный материал содержит по меньшей мере один гомополимер, сополимер или терполимер олефинов.
7. Способ по п. 6, в котором указанный полимерный материал содержит по меньшей мере один сополимер этилена.
8. Способ по п. 7, в котором указанный сополимер содержит по меньшей мере один элемент, выбранный из группы, состоящей из винилацетата, n-бутил-акрилата, метил(мет)акрилата, этил(мет)акрилата, 2-этилгексил(мет)акрилата, (мет)акрилата, (этил)акрилата и акриловой кислоты.
9. Способ по п. 1, в котором получают намагничиваемый состав в виде таблеток.
10. Способ по п. 1, в котором подают намагничиваемый состав в нагретый смеситель, содержащий поворотные лопатки.
11. Способ по п. 10, в котором также подают намагничиваемый состав в насос для расплава или экструдер со шнеком.
12. Способ по п. 11, в котором также нагнетают намагничиваемый состав через нагретый шланг в неподвижное плоское сопло в полости вращающегося цилиндра.
13. Способ по п. 1, в котором указанные отверстия сформированы требуемой формы.
14. Способ по п. 13, в котором намагничиваемый состав прилипает к подложке в указанной требуемой форме.
15. Способ по п. 1, в котором перемещают подложку со скоростью приблизительно 50-1000 футов/минуту.
16. Способ по п. 1, в котором выполняют намагничивание намагничиваемого состава для придания ему свойства постоянного магнита.
17. Способ по п. 16, в котором размагничивают магнитный состав.
18. Способ по п. 17, в котором намагничивают магнитный состав для придания свойств постоянного магнита после размагничивания.
19. Способ по п. 16, в котором магнитный состав прилипает к подложке, когда подложка больше не контактирует с вращающимся цилиндром.
20. Способ по п. 1, в котором также выравнивают намагничиваемый состав, охлаждают намагничиваемый состав или и то и другое.
21. Способ изготовления изделия, содержащего магнитовосприимчивый материал, характеризующийся тем, что:
a) получают состав, содержащий термопластичный полимерный материал и магнетит;
b) нагревают состав до температуры, при которой указанный состав находится в текучем состоянии;
c) подают состав в полость вращающегося цилиндра через неподвижное плоское сопло, при этом полость вращающегося цилиндра ограничивается стенкой цилиндра и стенка вращающегося цилиндра имеет множество отверстий;
d) подают подложку в виде движущегося полотна или листа; и
e) вводят вращающийся цилиндр в контакт с подложкой;
при этом плоское сопло проталкивает указанный состав через множество отверстий во вращающемся цилиндре и указанный состав прилипает к подложке в форме каждого из указанного множества отверстий.
| US 2012103506 A1, 03.05.2012 | |||
| Способ осаждения ферромагнитногопОКРыТия НОСиТЕля зАпиСи | 1976 |
|
SU846596A1 |
| АППАРАТ ДЛЯ ПРОИЗВОДСТВА СПЛАВА И СПЛАВА С РЕДКОЗЕМЕЛЬНЫМИ ЭЛЕМЕНТАМИ | 2007 |
|
RU2389586C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ R - FE - B ПОСТОЯННЫХ МАГНИТОВ | 1995 |
|
RU2112627C1 |
| Устройство для формирования сигнала рассогласования угловых положений валов | 1987 |
|
SU1444858A1 |

