Способ ускоренного нагрева частей тяговых трансформаторов с большой тепловой инерцией
Изобретение относится к электромашиностроению, в частности к производству и ремонту тяговых трансформаторов (ТТ), а также при производстве и ремонте крупногабаритных электрических машин.
Известен способ сушки активной части ТТ в вакуум-сушильных шкафах за счет нагрева газом (воздухом) [1]. Недостаток этого способа заключается в том, что данная технология сушки является очень энергоемкой с длительным временем сушки. Время сушки занимает до 72 часов. При этом предварительный нагрев до необходимой для сушки температуры (100-105°С) длится 10-12 часов в зависимости от габаритов ТТ. Длительность предварительного нагрева обусловлена медленным нарастанием температуры на частях ТТ с низкой тепловой инерцией (корпус, магнитопровод). Нагрев в данном случае осуществляется целиком для всего ТТ, а величина нагрева ограничена предельно-допустимой температурой нагрева изоляции (105°С).
Известен способ сушки ТТ потерями в стали бака [2]. При этом способе на бак трансформатора наматывается намагничивающая обмотка, создающая переменный магнитный поток. От действия магнитного потока в стенках бака появляются вихревые токи, которые нагревают бак и находящуюся в нем активную часть трансформатора. Недостатком способа является возможность сушки лишь той изоляции, которая находится в баке, величина нагрева также ограничен предельно-допустимой температурой нагрева изоляции (105°С).
Известен способ сушки ТТ токами нулевой последовательности [2]. При этом сушка производится за счет тепла, выделяющегося в стержнях и конструктивных деталях магнитопровода и в баке трансформатора от вихревых токов под действием переменного магнитного поля. Магнитное поле создается рабочими обмотками одного из напряжений трансформатора, соединенными таким образом, чтобы магнитные потоки во всех стержнях магнитопровода совпадали по величине и направлению. Интенсивность применения данного способа также ограничена предельно-допустимой температурой нагрева изоляции (105°С).
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ сушки активной части ТТ ИК-излучением в камерах с вытяжной вентиляцией [3]. Принцип сушки заключается в применении для обогрева бумажной изоляции трансформатора направленного концентрированного инфракрасного (ИК) потока, источником которого являются коротковолновые лампы ИК-излучения с зеркальным отражением. Лампы при этом направлены непосредственно на обмотки ТТ.
Недостатком данного способа является большая вероятность перегрева бумажной изоляции высокоплотным ИК-излучением, необеспечение равномерности нагрева и сушки изоляции по толщине обмотки ТТ (в данном случае происходит нагрев лишь наружной стороны), а также низкое значение температуры нагрева ИК-излучателей, обусловленное предельно-допустимой температурой нагрева изоляции (105°С). Помимо этого, коротковолновые ИК лампы имеют низкую надежность и низкую энергоэффективность, особенно в условиях постоянного испарения трансформаторного масла.
Задачей изобретения является сокращение времени сушки изоляции ТТ после их пропитки в электроизоляционном материале и сокращение энергозатрат на технологический процесс сушки.
Решение предлагаемой задачи достигается тем, что перед основной сушкой изоляции ТТ в вакуум-сушильном шкафу, он устанавливается в камеру с теплоизоляцией, где производится высокотемпературный импульсный нагрев его частей с большой тепловой инерцией средневолновыми ИК-излучателями, расположенными над магнитопроводом и по бокам стального корпуса, с непрерывным контролем за температурой нагрева изоляции.
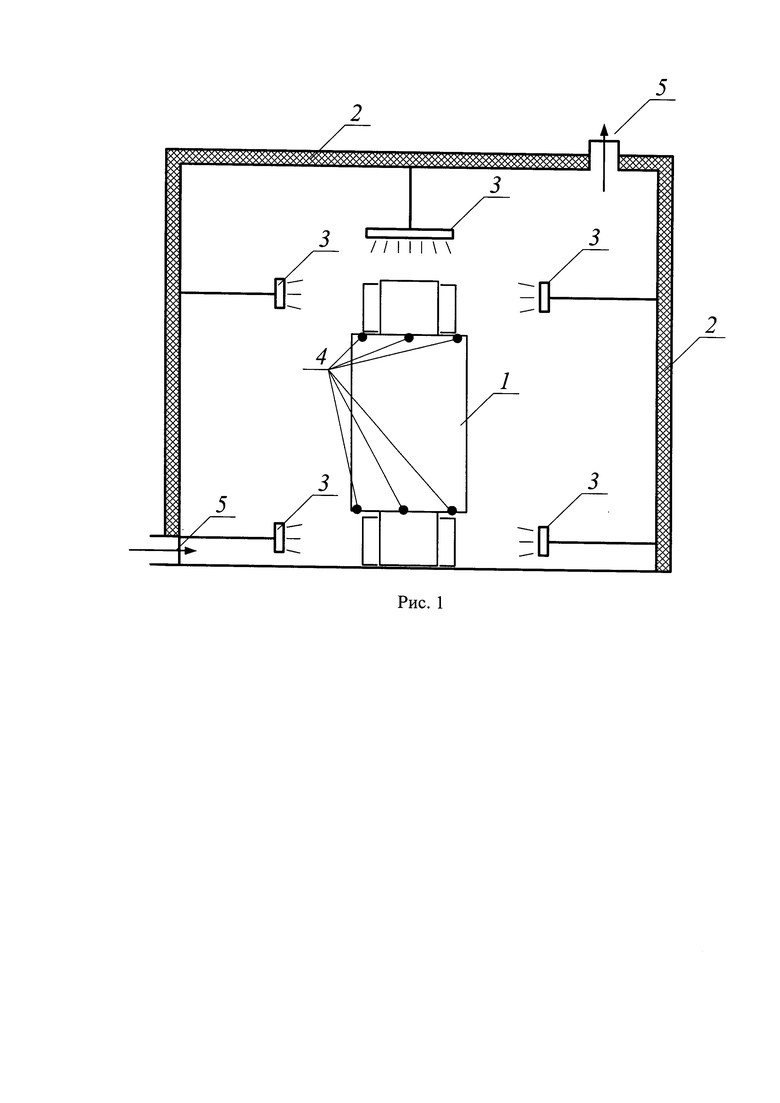
Технологический процесс способа ускоренного нагрева частей тяговых трансформаторов с большой тепловой инерцией представлен на рис. 1 (схема способа ускоренного нагрева частей тяговых трансформаторов с большой тепловой инерцией: 1 - ТТ; 2 - импульсные керамические средневолновые ИК-излучатели; 3 - точки контроля температуры нагрева термодатчиками; 4 - вытяжная вентиляция).
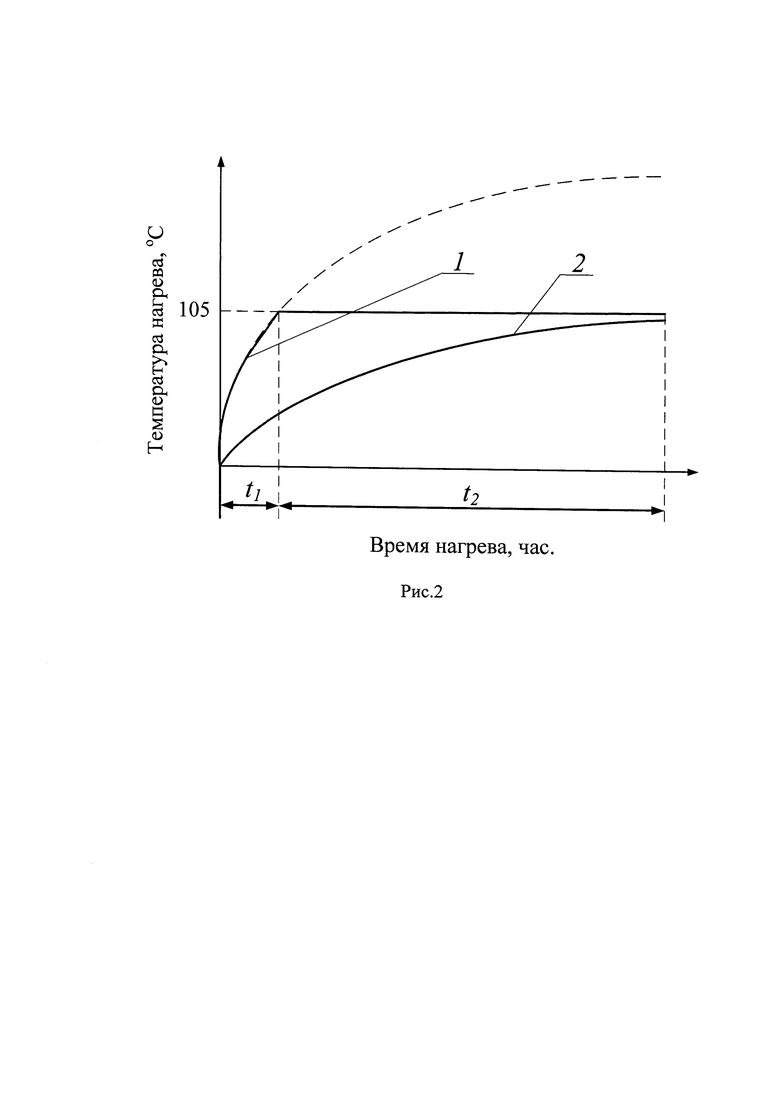
По предложенной схеме ТТ 1 после пропитки помещается в камеру с теплоизоляцией 2. В камере установлены импульсные керамические средневолновые ИК-излучатели 3, собранные в панели. ИК-излучатели расположены строго в определенных местах над частями с высокой тепловой инерцией: над магнитопроводом и по бокам стального корпуса. Такое расположение ИК-излучателей позволяет производить ускоренный их нагрев высокой температурой (300-400°С) за счет высокой плотности потока ИК-излучения. При этом контроль за нагревом изоляции для предотвращения ее перегрева осуществляется термодатчиками в точках 4. Воздействие интенсивным импульсными средневолновыми ИК-излучением на стальные части ТТ позволяет за короткое время нагреть их до высоких температур не перегревая изоляцию согласно графикам на рис. 2 (графики нагрева частей ТТ с большой тепловой инерцией: 1 - нагрев частей ТТ ИК-излучением, 2 - нагрев частей ТТ штатными способами; t1 - время нагрева частей ТТ с использованием ИК-излучения; t2 - время нагрева частей ТТ с использованием штатных способов). В случае достижения температуры изоляции в контрольных точках до 105°С (или другой в зависимости от типа изоляции) термодатчики пошлют сигнал на отключение соответствующей панели ИК-излучателей. Выбор точек контроля за температурой нагрева обусловлен приближенностью изоляции к воздействию ИК-излучения.
Для удаления паров масла в камере установлена вытяжная вентиляция 5. По достижению установленного времени нагрева (определяется габаритами ТТ) ТТ незамедлительно устанавливается в вакуум-сушильный шкаф, где производиться основная сушка изоляции с выдержкой необходимой температуры. При этом за счет ускоренного предварительного нагрева частей ТТ с большой тепловой инерцией общее время технологического процесса сушки существенно снижается. В результате применения способа ускоренного нагрева частей тяговых трансформаторов с большой тепловой инерцией сокращаются в 5-7 раз расход энергии и в 5-7 раз время на технологические операции по сушке ТТ.
Источник информации
1. Герасимова Л.С., Дейнега И.А. Технология и оборудование производства трансформаторов: Учебник для техникумов. - М.: «Энергия», 1972. - 264 с.
2. Алякритскии И.П, Мандрыкин С.А. Сушка электрических машин и транформаторов. Изд. 2-е. М., «Энергия», 1974.
3. Фарбман С.А., Бун А.Ю. Ремонт и модернизация трансформаторов. - М. - Л., «Госэнергоиздат», 1966. - 624 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ускоренной сушки увлажненной или пропитанной изоляции обмоток якорей тяговых электрических машин инфракрасным излучением | 2020 |
|
RU2776317C2 |
| СПЕКТРАЛЬНО-ОСЦИЛЛИРУЮЩИЙ СПОСОБ ПРОПИТКИ ИЗОЛЯЦИИ ЛОБОВЫХ ЧАСТЕЙ ОБМОТОК ВРАЩАЮЩИХСЯ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2515267C1 |
| СПОСОБ СУШКИ ПРОДУКТОВ РАСТИТЕЛЬНОГО ПРОИСХОЖДЕНИЯ | 2002 |
|
RU2216257C2 |
| КАМЕРА ДЛЯ УСКОРЕННОГО ТВЕРДЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЭНЕРГИИ ЭЛЕКТРОМАГНИТНЫХ ВОЛН В ВИДИМОЙ ЧАСТИ СПЕКТРА ИСКУССТВЕННОГО И ЕСТЕСТВЕННОГО ПРОИСХОЖДЕНИЯ | 2012 |
|
RU2499665C1 |
| Карусельный способ пропитки и сушки полимерной изоляции пальцев кронштейнов щеткодержателей электрических машин инфракрасным излучением | 2018 |
|
RU2701550C2 |
| СПОСОБ СУШКИ ВЫСОКОВЛАЖНЫХ РАСТИТЕЛЬНЫХ ПРОДУКТОВ | 2015 |
|
RU2584612C1 |
| Способ сушки полимерной изоляции главных полюсов тяговых электрических машин со снятием их с остова | 2019 |
|
RU2715996C1 |
| СЕЛЕКТИВНЫЙ СПОСОБ СУШКИ УВЛАЖНЕННОЙ ИЛИ ПРОПИТАННОЙ ИЗОЛЯЦИИ ОБМОТОК ЯКОРЯ ТЯГОВЫХ ЭЛЕКТРИЧЕСКИХ МАШИН ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2525296C2 |
| КОНВЕЙЕРНЫЙ СПОСОБ СУШКИ ПОЛИМЕРНОЙ ИЗОЛЯЦИИ ПАЛЬЦЕВ КРОНШТЕЙНОВ ЩЕТКОДЕРЖАТЕЛЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ | 2015 |
|
RU2596149C1 |
| СПОСОБ СУШКИ ТВЕРДОЙ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН И АППАРАТОВ | 2009 |
|
RU2381613C1 |
Изобретение относится к электротехнике. Технический результат состоит в сокращении расхода энергии и времени на технологические операции сушки. Тяговый трансформатор (ТТ) после пропитки помещается в камеру с теплоизоляцией, в которой установлены импульсные керамические средневолновые инфракрасные излучатели, собранные в панели. ИК-излучатели расположены строго в определенных местах над частями с высокой тепловой инерцией: над магнитопроводом и по бокам стального корпуса. Такое расположение ИК-излучателей позволяет производить ускоренный их нагрев высокой температурой 300-400°C за счет высокой плотности потока ИК-излучения. Контроль за нагревом изоляции для предотвращения ее перегрева осуществляется термодатчиками. Воздействие интенсивным импульсным средневолновым ИК-излучением на стальные части ТТ позволяет за короткое время нагреть их до высоких температур, не перегревая изоляцию. В случае достижения температуры изоляции в контрольных точках до 105°C (или другой в зависимости от типа изоляции) термодатчики пошлют сигнал на отключение соответствующей панели ИК-излучателей. Выбор точек контроля за температурой нагрева обусловлен приближенностью изоляции к воздействию ИК-излучения. По достижению установленного времени нагрева, определяемого габаритами ТТ, он незамедлительно устанавливается в вакуум-сушильный шкаф, где производится основная сушка изоляции с выдержкой необходимой температуры. За счет ускоренного предварительного нагрева частей ТТ с большой тепловой инерцией общее время технологического процесса сушки существенно снижается. 2 ил.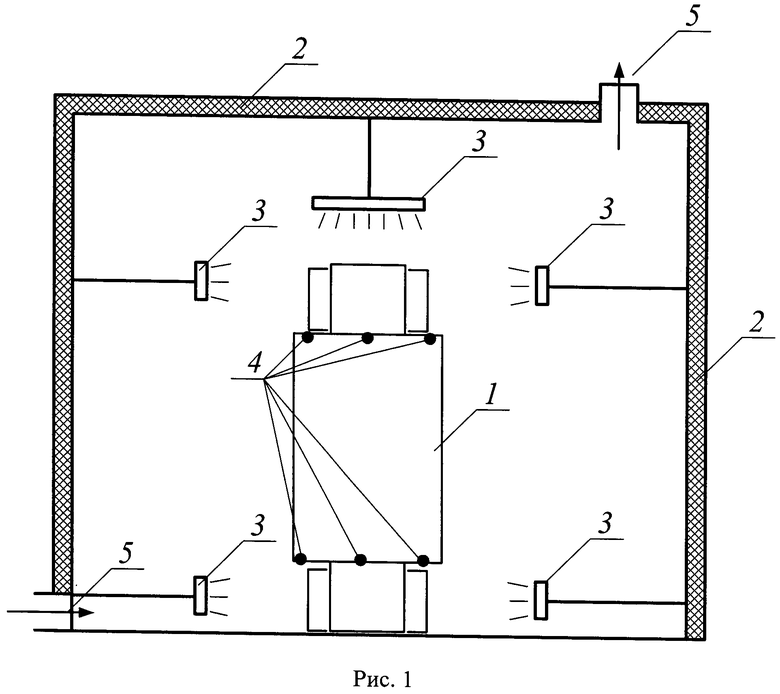
Способ ускоренного нагрева частей тяговых трансформаторов с большой тепловой инерцией, отличающийся тем, что перед основной сушкой изоляции ТТ в вакуум-сушильном шкафу он устанавливается в камеру с теплоизоляцией, где производится высокотемпературный импульсный нагрев его частей с большой тепловой инерцией средневолновыми ИК-излучателями, расположенными над магнитопроводом и по бокам стального корпуса, с непрерывным контролем за температурой нагрева изоляции.
| ИНФРАКРАСНО-КОНВЕКТИВНО-ВАКУУМНЫЙ СПОСОБ СУШКИ ИЗОЛЯЦИИ ОБМОТОК МАГНИТНОЙ СИСТЕМЫ ОСТОВА ТЯГОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2569337C2 |
| ПНЕВМАТИЧЕСКОЕ ПУСКОВОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО ГОРЕНИЯ | 1926 |
|
SU7558A1 |
| СПОСОБ СУШКИ ТВЕРДОЙ ИЗОЛЯЦИИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН И АППАРАТОВ | 2009 |
|
RU2381613C1 |
| СЕЛЕКТИВНЫЙ СПОСОБ СУШКИ УВЛАЖНЕННОЙ ИЛИ ПРОПИТАННОЙ ИЗОЛЯЦИИ ОБМОТОК ЯКОРЯ ТЯГОВЫХ ЭЛЕКТРИЧЕСКИХ МАШИН ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2525296C2 |
| СПЕКТРАЛЬНО-ОСЦИЛЛИРУЮЩИЙ СПОСОБ ПРОПИТКИ ИЗОЛЯЦИИ ЛОБОВЫХ ЧАСТЕЙ ОБМОТОК ВРАЩАЮЩИХСЯ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2515267C1 |
| CN 85105926 A, 25.02.1987. | |||

