Изобретение относится к электромашиностроению, в частности к производству и ремонту электрических машин, например обмоток вращающихся электрических машин тягового подвижного состава.
Известен способ трехкратной пропитки изоляции лобовых частей обмоток лаком, модифицированным ингибиторами, предложенный В.И. Чариковым. После пропитки электрические машины поступают в сушильную печь. Это метод позволяет увеличить срок службы электрической машины в 2-3 раза [1].
Известен также локальный способ герметизации компаундом изоляции лобовых частей обмоток тяговых электрических машин. Изоляцию лобовой части обмотки тяговой электрической машины пропитывают способом окунания под действием капиллярных сил [2].
Наиболее близким техническим решением, выбранным в качестве прототипа, является пропитка обмоток статоров и якорей струйным способом [3]. Сущность технологии пропитки струйным (или капельным) способом заключается в следующем. Статор или якорь подключают к источнику электрического тока низкого напряжения, который производит нагрев обмотки. В нагретую обмотку через сопла тонкой струей подается пропиточный состав. При этом статор или якорь находятся в наклонном положении и вращаются. Пропиточный состав подается на наружную и внутреннюю поверхности передней лобовой части обмотки и вследствие наклонного положения под действием капиллярных сил проникает в изоляцию обмотки.
Недостаток этих способов и устройств заключается в том, что в этих технологиях используются низкоэффективные способы транспортировки пропиточного состава в изоляцию обмотки вращающейся электрической машины.
Задачей изобретения является повышение качества пропитки изоляции лобовых частей обмоток вращающихся электрических машин тягового подвижного состава, экономия пропиточной жидкости и сокращение времени на технологический процесс.
Решение предлагаемой задачи достигается тем, что операция по пропитке осуществляется в три этапа устройством с использованием коротковолновых и средневолновых импульсных керамических преобразователей инфракрасного (ИК) излучения и автоматических распылителей пропиточной смеси высокого давления.
Технологический процесс и устройство для пропитки изоляции лобовых частей обмоток вращающихся электрических машин тягового подвижного состава представлен схемой, изображенной на рис.1. Способ пропитки изоляции лобовых частей обмоток вращающихся электрических машин состоит из трех последовательных этапов: 1) удаление влаги ИК-нагревом из изоляции лобовой части перед пропиткой с предельно допустимой температурой для данного класса изоляции; 2) нанесение на лобовую часть пропиточной смеси при помощи автоматических распылителей высокого давления; 3) транспортировку пропиточной смеси вглубь изоляции обмотки при помощи коротковолновых и средневолновых импульсных керамических преобразователей ИК-излучения.
По предложенной схеме-чертежу этап по удалению влаги из изоляции лобовой части 1 обмотки вращающейся электрической машины энергией ИК-излучения осуществляется путем включения коротковолновых 3 и средневолновых 2 импульсных керамических преобразователей излучения. В результате поглощения энергии ИК-излучения изоляцией лобовой части обмотки вращающейся электрической машины происходит ее нагревание до предельно допустимой температуры, установленной для данного класса изоляции. После проведения этого этапа излучатели 2 и 3 отключаются, а включаются автоматические распылители пропиточной смеси 4, питание которых осуществляется насосом высокого давления 5, подающим пропиточную жидкость из емкости 6. Третий этап проводится при отключенных автоматических распылителях и включенных коротковолновых и средневолновых ИК-излучателях. Транспортировка пропиточной жидкости вглубь изоляции лобовых частей обмоток осуществляется в спектрально-осциллирующих режимах энергоподвода с циклическим чередованием коротковолнового и средневолнового ИК-излучения.
В результате применения спектрально-осциллирующего способа пропитки изоляции лобовых частей обмоток вращающихся электрических машин и устройства для его реализации качество процесса повышается в несколько раз. Способ и устройство позволяют сократить время пропитки в 7…10 раз и получить 2…3-кратный эффект от ресурсоэнергосбережения.
Источники информации
1. Пястолов А.А. Эксплуатация электрооборудования. - М.: Агропромиздат, 1990. - 287 с.
2. Патент РФ №2396669, МПК H02K 15/12.
3. Антонов М.В. Технология производства электрических машин: Учеб. пособие для вузов. / М.В.Антонов, Л.С.Герасимов. - М.: Энергоиздат, 1982. - С.330-333, ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕЛЕКТИВНЫЙ СПОСОБ СУШКИ УВЛАЖНЕННОЙ ИЛИ ПРОПИТАННОЙ ИЗОЛЯЦИИ ОБМОТОК ЯКОРЯ ТЯГОВЫХ ЭЛЕКТРИЧЕСКИХ МАШИН ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2525296C2 |
| Способ ускоренной сушки увлажненной или пропитанной изоляции обмоток якорей тяговых электрических машин инфракрасным излучением | 2020 |
|
RU2776317C2 |
| ИНФРАКРАСНО-КОНВЕКТИВНО-ВАКУУМНЫЙ СПОСОБ СУШКИ ИЗОЛЯЦИИ ОБМОТОК МАГНИТНОЙ СИСТЕМЫ ОСТОВА ТЯГОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2569337C2 |
| ЛОКАЛЬНЫЙ СПОСОБ ГЕРМЕТИЗАЦИИ КОМПАУНДОМ ИЗОЛЯЦИИ ЛОБОВЫХ ЧАСТЕЙ ОБМОТОК ТЯГОВЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2009 |
|
RU2396669C1 |
| Способ ускоренного нагрева частей тяговых трансформаторов с большой тепловой инерцией | 2017 |
|
RU2673058C1 |
| Карусельный способ пропитки и сушки полимерной изоляции пальцев кронштейнов щеткодержателей электрических машин инфракрасным излучением | 2018 |
|
RU2701550C2 |
| ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИИ ОБМОТОК ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2012 |
|
RU2530757C2 |
| СПОСОБ СТРУЙНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2516243C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467452C1 |
| СПОСОБ ТРЁХТАКТНОЙ СТРУЙНО-КАПЕЛЬНОЙ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2015 |
|
RU2593826C1 |
Изобретение относится к области электротехники и электромашиностроения, в частности, к технологии электрических машин, например обмоток вращающихся электрических машин тягового подвижного состава. Способ пропитки изоляции лобовых частей обмоток вращающихся электрических машин состоит из трех последовательных этапов: 1) удаление влаги инфракрасным (ИК) нагревом из изоляции лобовой части перед пропиткой с предельно допустимой температурой для данного класса изоляции; 2) нанесение на лобовую часть пропиточной смеси при помощи автоматических распылителей высокого давления; 3) транспортировку пропиточной смеси вглубь изоляции обмотки при помощи коротковолновых и средневолновых импульсных керамических преобразователей ИК-излучения. При этом удаление влаги из изоляции лобовой части обмотки перед ее пропиткой и транспортировку пропиточной смеси вглубь изоляции обмотки осуществляют в спектрально-осциллирующих режимах энергоподвода с циклическим чередованием коротковолнового и средневолнового ИК-излучения. Технический результат - повышение качества процесса пропитки в несколько раз при одновременном сокращении времени пропитки в 7-10 раз и обеспечении 2- или 3-кратного эффекта от ресурсоэнергосбережения. 2 н.п. ф-лы, 2 ил.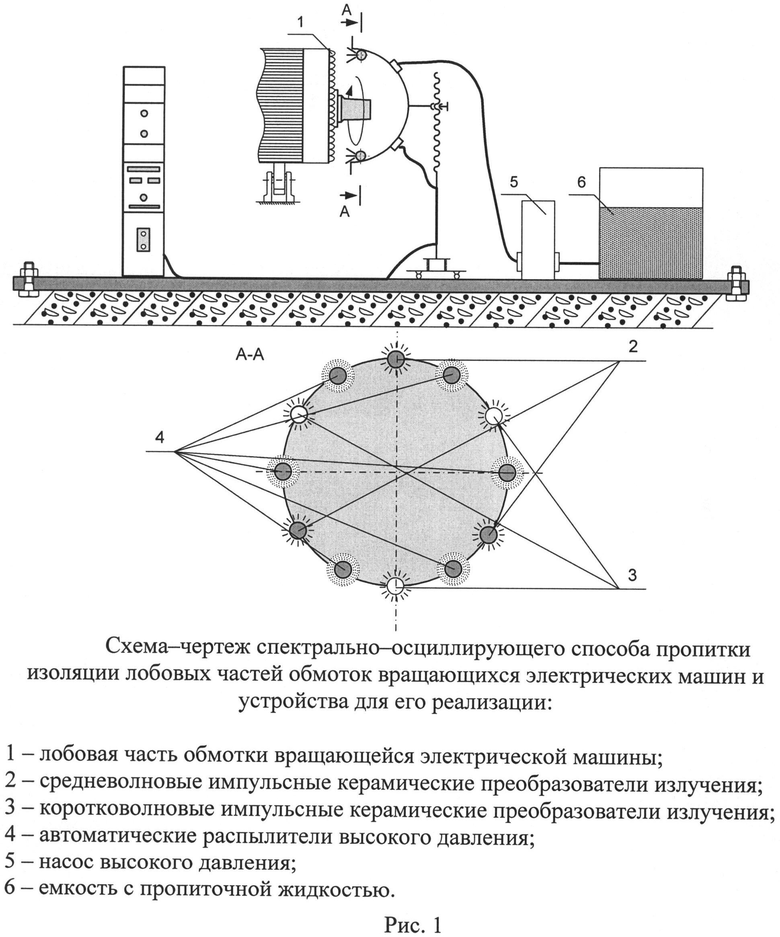
1. Способ пропитки изоляции лобовых частей обмоток вращающихся электрических машин, включающий в себя: удаление влаги инфракрасным (ИК) нагревом из изоляции лобовой части перед пропиткой с предельно допустимой температурой для данного класса изоляции, нанесение на лобовую часть пропиточной смеси при помощи автоматических распылителей высокого давления и транспортировку пропиточной смеси вглубь изоляции обмотки при помощи коротковолновых и средневолновых импульсных керамических преобразователей ИК-излучения, отличающийся тем, что удаление влаги из изоляции лобовых частей обмоток перед ее пропиткой и транспортировка пропиточной смеси вглубь изоляции обмотки осуществляется в спектрально-осциллирующих режимах энергоподвода с циклическим чередованием коротковолнового и средневолнового ИК-излучения.
2. Устройство для реализации способа пропитки изоляции лобовых частей обмоток вращающихся электрических машин по п.1., состоящее из средневолновых и коротковолновых импульсных керамических преобразователей ИК-излучения, автоматических распылителей, питание которых осуществляется насосом высокого давления, осуществляющее удаление влаги ИК-нагревом из изоляции лобовой части перед пропиткой с предельно допустимой температурой для данного класса изоляции, транспортировку пропиточной смеси вглубь изоляции обмотки и нанесение на лобовую часть пропиточной смеси.
| RU 2011111487 А, 27.09.2012 | |||
| ЛОКАЛЬНЫЙ СПОСОБ ГЕРМЕТИЗАЦИИ КОМПАУНДОМ ИЗОЛЯЦИИ ЛОБОВЫХ ЧАСТЕЙ ОБМОТОК ТЯГОВЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2009 |
|
RU2396669C1 |
| Способ пропитки обмоток | 1983 |
|
SU1358045A1 |
| Способ испытания изделий на герметичность | 1990 |
|
SU1763920A1 |
| JP 0055067125 А, 21.05.1980 | |||
| Р | |||
| БОРХЕТ и В | |||
| ЮБИЦ, Техника инфракрасного нагрева, Москва - Ленинград, Государственное энергетическое издательство, 1963, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| АНТОНОВ М.В., ГЕРАСИМОВА Л.С., Технология | |||

