Изобретение относится к средствам струйной обработки различных поверхностей, в частности к наполнителям для приготовления смесей на водной основе, используемым в устройствах гидроабразивной резки для обработки поверхностей и резки твердых, хрупких, металлических и неметаллических материалов.
Гидроабразивная резка (ГАР) является безальтернативным способом обработки в виду отсутствия температурного воздействия и невысокий расход режущего материала. Кроме того, высокая функциональность гидроабразивных станков позволяет обрабатывать не только различные материалы, но и элементы, отличающиеся габаритами, сложными формами и фигурными контурами.
В настоящее время для гидроабразивной резки широко используется гранатовый песок, например «Garnet» (http://garnet-abrasive.ru/granatovyj-pesok). Этот материала является жестким и тяжелым абразивом, его плотность приблизительно 4,1-4,3 г/см. Песок абразивный (гранатовый) имеет кристаллическое строение, которое имеет высокую твердость и прочность, обеспечивая ему высокую сопротивляемость к разрушению. Благодаря этим свойствам абразивный песок (гранатовый) в течение всего времени использования, является фактически устойчивым и обеспечивает высокое качество реза.
Самая распространенная фракция гранатового песка - 80 Mesh. При этом, весь объем гранатового песка, потребляемого на территории России, ввозится из-за рубежа, что связано со значительными материальными затратами, включающими высокую стоимость порошка и затрат на его транспортировку.
Техническим результатом настоящего изобретения является создание отечественного порошка для гидроабразивной резки на основе медного и никелевого шлаков с физико-техническими показателями, обеспечивающими высокое качество реза при обработке поверхностей элементов, выполненных из разных материалов.
По первому варианту изобретения технический результат достигается тем, что в порошок для струйной гидроабразивной резки состоящий из медного шлака, содержащего оксиды кремния, алюминия, магния, кальция и железа в соотношении ингредиентов, масс. %:
добавлен электрокорунд, содержащий оксиды алюминия и титана в соотношении ингредиентов, масс. %:
в соотношении компонентов, %:
По второму варианту изобретения технический результат достигается тем, что порошок для струйной гидроабразивной резки состоит из никелевого шлака, содержащего оксиды кремния, алюминия, магния, кальция и железа в соотношении ингредиентов, масс. %:
добавлен электрокорунд, содержащий оксиды алюминия и титана в соотношении ингредиентов, масс. %:
в соотношении, компонентов %:
В группу «другие» никелевого и медного шлаков, которые применяются для производства порошка для гидроабразивной резки, входят в незначительных количествах (малые доли процента) оксиды других металлов (калий, натрий, марганец, титан, медь, сера) и вода, которые не влияют на свойства и качество порошка.
Порошок для гидроабразивной резки создан из смеси медного шлака и электрокорунда (первый вариант) и из смеси никелевого шлака и электрокорунда (второй вариант).
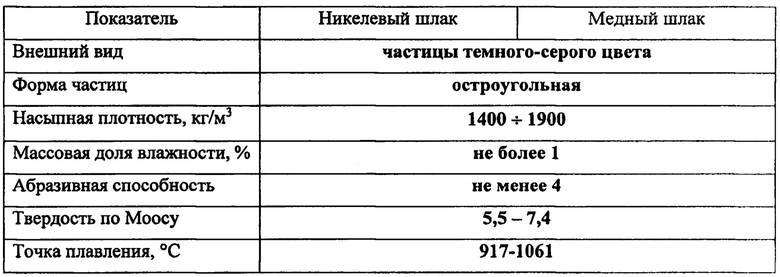
Никелевый и медный шлаки, используемые для производства порошка для струйной гидроабразивной резки, являются отходами металлургического производства при плавлении меди и рафинировании никеля. Электрокорунд искусственно созданный абразивный материал, получаемый плавкой в электрических печах боксита с восстановителем (антрацит, нефтяной кокс) и осадителем (железные опилки). Патентуемые порошки для гидроабразивной резки, содержат шлаки и характеризуются следующими физико-механическими свойствами:
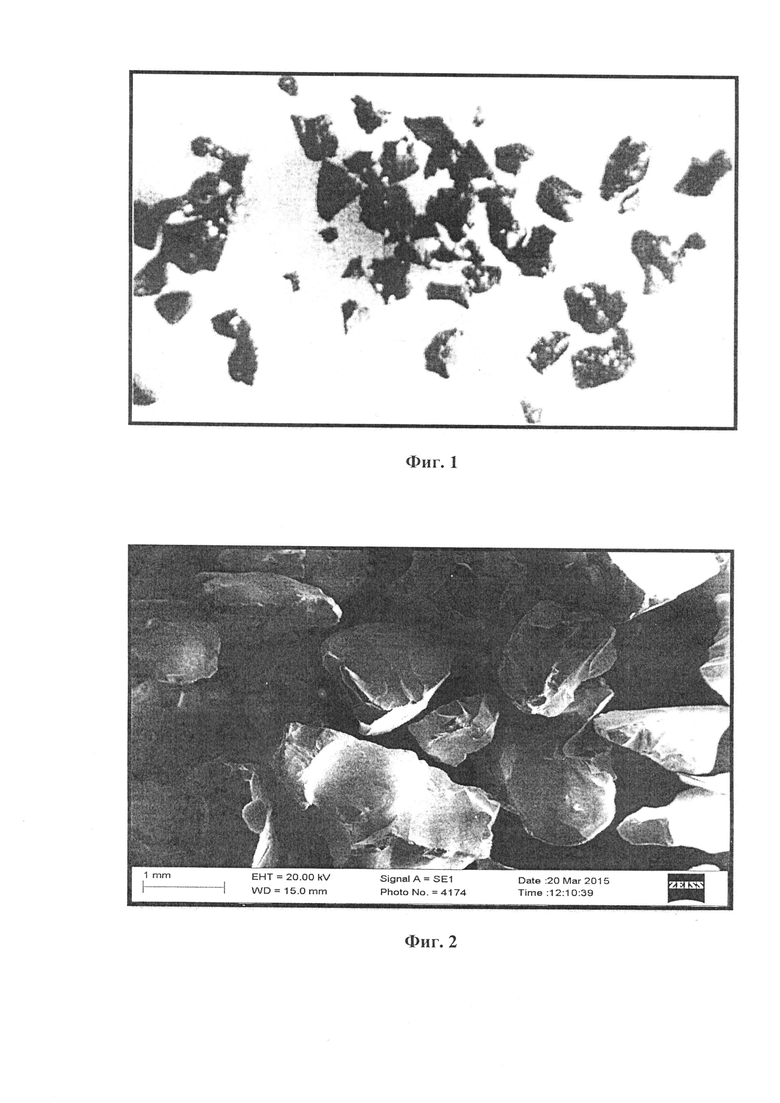
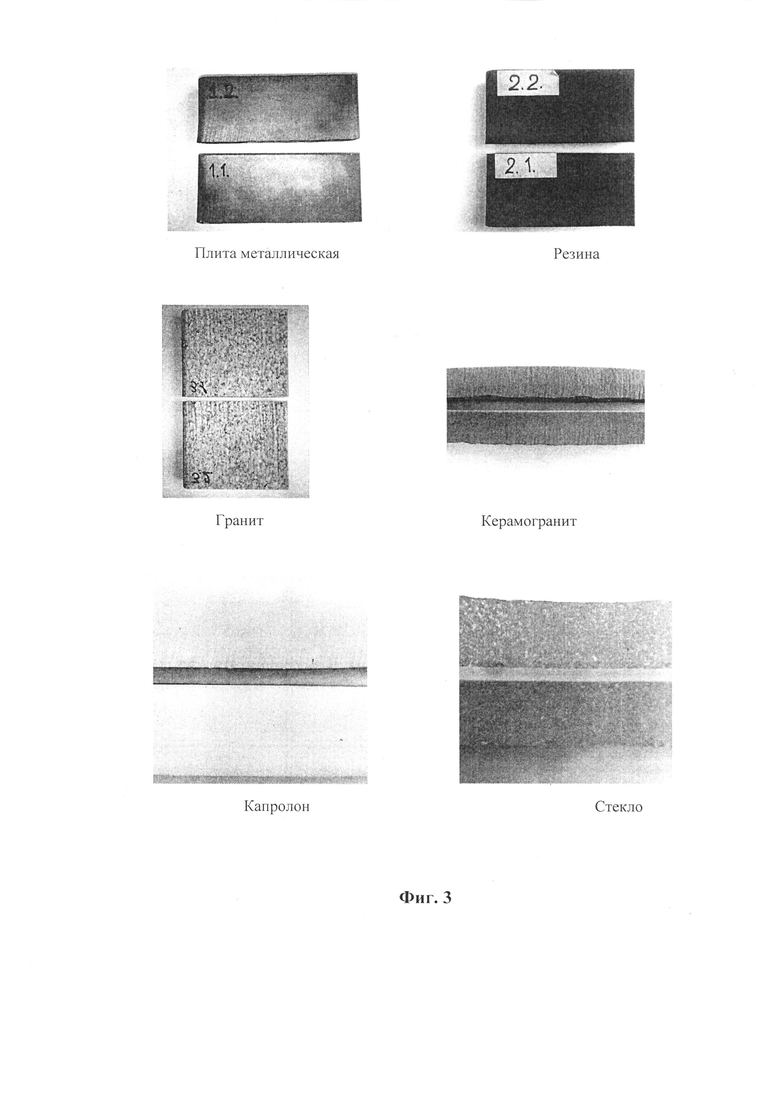
На фиг. 1 - Представлено изображение частиц порошка для гидроабразивной резки, полученного с помощью стереомикроскопа MEIJI EMZ-13TR, который позволяет рассматривать объекты без дополнительной подготовки при небольших увеличениях от 10 до 70 раз. Поверхность частиц порошка остроугольная с коэффициентом сферичности 0,7; на фиг. 2 - представлен снимок частиц порошка при кратности увеличения ×38.; на фиг. 3 - представлены образцы материалов (металл, резина, гранит, керамогранит, капролон, стекло) с обработанной поверхностью в сравнении с аналогом - гранатовым порошком.
Основным оборудованием, применяемым для производства порошка для гидроабразивной резки, является приемный бункер, конвейер для подачи сырья, сушильный барабан с газовой горелкой, конвейер сухого материала, классификатор, грохот, пылеосадительные камеры, циклон, система аспирации и бункер готовой продукции.
Сначала сырье подается в приемный бункер, далее по конвейеру попадает в сушильный барабан, проходит через систему грохочения с помощью сит, после чего классифицируется, проходит контроль качества готового материала и фасуется в упаковочную тару.
В настоящее время порошок для гидроабразивной резки сертифицирован и изготавливается ООО «Уралгрит» различными фракциями от 0,01 до 0,5 мм в соответствии с требованиями к обработке поверхностей различных материалов.
Для определения возможностей использования для качественной обработки различных материалов патентуемого порошка была проведена обработка поверхности следующих образцов:
- плита металлическая, толщина 50 мм,
- резина, лист толщиной 58 мм,
- гранит, плита толщиной 98 мм,
- керамогранит, лист толщиной 9 мм.
- капролон, лист толщиной 28 мм,
- стекло, лист толщиной 4.8 мм,
Каждый из образцов изготовлен из однородного материала, одинаковой толщины. Обработка осуществлялась с одинаковой скоростью резки с неизменными настройками оборудования.
Обработка образцов проводилась в два этапа. Первый этап - обработка поверхности образцов гранатовым песком (Индия) - образцы 1.1, 1.2, 1.3, 1.4, 1.5 и 1.6 (фиг. 3).
Второй этап - обработка поверхности образцов порошком для гидроабразивной резки - образцы 2.1, 2.2, 2.3, 2.4, 2.5 и 2.6.
Обработанные поверхности подлежали сравнению по контурной точности, отсутствию заусенцев, качеству кромок и углов и максимальной области гладкого среза.
Результаты обработки представлены в таблице:
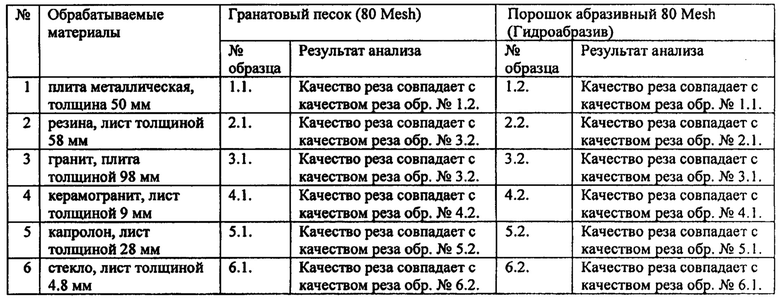
По результатам обработки поверхности образцов гранатовым песком и порошком для гидроабразивной резки установлено, что качество обработки поверхности различных образцов порошком для гидроабразивной резки совпадает с качеством обработки поверхности таких же образов гранатовым песком производства Индии.
Зафиксированные результаты подтверждают, что обработка различных материалов резанием, инструментом, в котором вместо резца используется смесь воды и порошка произведенного из смеси никелевого шлака или медного шлака и электрокорунда, является эффективным способом резки в первую очередь за счет существенной экономии материальных затрат на порошок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Порошок для струйной гидроабразивной резки (варианты) | 2016 |
|
RU2655546C2 |
| АБРАЗИВНЫЙ ПОРОШОК | 2012 |
|
RU2518842C1 |
| ПРИМЕНЕНИЕ ШЛАКА В КАЧЕСТВЕ МУЛЬЧИРУЮЩЕГО МАТЕРИАЛА (ВАРИАНТЫ) | 2013 |
|
RU2545565C1 |
| АБРАЗИВНЫЙ ПОРОШОК | 2012 |
|
RU2518841C1 |
| ПРИМЕНЕНИЕ ГРАНУЛИРОВАННОГО НИКЕЛЕВОГО ШЛАКА В КАЧЕСТВЕ АКВАРИУМНОГО ГРУНТА | 2013 |
|
RU2555830C1 |
| ПРОППАНТ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ГИДРАВЛИЧЕСКОГО РАЗРЫВА ПЛАСТА С ИСПОЛЬЗОВАНИЕМ ПОЛУЧЕННОГО ПРОППАНТА | 2007 |
|
RU2383578C2 |
| ОБЛИЦОВОЧНАЯ ПАНЕЛЬ ДЛЯ ФАСАДОВ И ИНТЕРЬЕРОВ ЗДАНИЙ | 2011 |
|
RU2566519C2 |
| Смесь абразивная для гидроабразивной резки и способ определения ее процентного состава | 2016 |
|
RU2715509C2 |
| ПАСТА ДЛЯ ПОЛИРОВАНИЯ МАТЕРИАЛОВ | 2015 |
|
RU2615408C2 |
| ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛЕМЕНТЫ РЕЛЬЕФА НА СВОЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2011 |
|
RU2566841C2 |
Изобретение относится к гидроабразивной резке. В формуле приведены варианты порошков для гидроабразивной резки. Порошок для гидроабразивной резки состоит из медного шлака, содержащего оксиды кремния, алюминия, магния, кальция и железа, и электрокорунда, содержащего оксиды алюминия и титана. В результате обеспечивается высокое качество резания при обработке поверхностей, выполненных из разных материалов, порошком для гидроабразивной резки. 2 н.п. ф-лы, 3 ил., 1 табл. 
1. Порошок для струйной гидроабразивной резки, состоящий из медного шлака, содержащего оксиды кремния, алюминия, магния, кальция и железа при следующем соотношении компонентов, мас.%:
и электрокорунда, содержащего оксиды алюминия и титана при следующем соотношении компонентов, мас.%:
при соотношении компонентов, %:
2. Порошок для струйной гидроабразивной резки, состоящий из никелевого шлака, содержащего оксиды кремния, алюминия, магния, кальция и железа при следующем соотношении компонентов, мас.%:
и электрокорунда, содержащего оксиды алюминия и титана при следующем соотношении компонентов, мас.%:
при соотношении компонентов, %:
| МЕТАЛЛОКЕРАМИЧЕСКАЯ ДРОБЬ | 2013 |
|
RU2541262C2 |
| АВТОМАТИЧЕСКОЕ ЭЛЕКТРИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПЕРИОДИЧЕСКОГО ВРАЩЕНИЯ ЗУБЧАТКИ ИЛИ Т. П. | 1929 |
|
SU20722A1 |
| УСТРОЙСТВО ДЛЯ ДУПЛЕКСНОЙ ПЕРЕДАЧИ ТЕЛЕГРАФНЫХ СИГНАЛОВ БЕЗ ИСКУССТВЕННОЙ ЛИНИИ | 1935 |
|
SU46972A1 |
| JP 4754223 B2, 24.08.2011. | |||

