Изобретение относится к гидроабразивной резке, в частности к применяемым абразивным материалам.
Известны абразивные материалы, используемые для гидроабразивного резания – гранатовый песок, электрокорунд, кварцевый песок, металлическая дробь, оливин, наждак, карбид кремния и др. [1]. Использование таких абразивов позволяет осуществлять гидроабразивную резку материалов, но скорость резки ограничена их физико-механическими свойствами.
В качестве прототипа выбрана смесь абразивная для гидроабразивной резки, включающая в свой состав несколько компонентов. Абразивные частицы первого компонента, имеющего удельный вес приблизительно 4,5 – 6, используют для резки стекла, камня и других хрупких материалов. Комбинацию первого и второго компонента средней плотности и твердости, применяют для резки легкообрабатываемых материалов, а с добавлением третьего компонента из сверхтвердых абразивных материалов разрезают толстые металлы или керамику [2].
Такая смесь абразивная позволяет изменять режущие свойства гидроабразивной струи, повышать скорость резки за счет введения третьего компонента из сверхтвердых абразивных материалов, снизить себестоимость обработки.
Недостатками данной смеси абразивной являются:
- введение в качестве первого компонента абразивов с высоким удельным весом 4,5 – 6, например, из гематита, магнитного железняка, циркона и рутила, которые после дробления имеют многогранную форму с острыми гранями, приводит к снижению стойкости фокусирующей трубки сопла в 5 - 10 раз;
- введение в качестве второго компонента абразивов со средней плотностью и твердостью, например медного шлака, не дает возможность увеличить режущие возможности гидроабразивной струи, так как из-за небольшой насыпной плотности менее 1750 кг/м3 минутный расход абразива через сопло будет меньше на 40 %, чем при использовании гранатового песка, имеющего насыпную плотность 2400 кг/м3. Это связано с тем, что система дозирования гидроабразивного оборудования настроено на применение гранатового песка и замена его на другой тип абразива требует коррекции, которую при низкой насыпной плотности осуществить нельзя из-за ограничения по объемному расходу абразива через сопло (превышение вызывает засорение сопла и подводящих трубок) или отсутствия возможности программной коррекции расхода на станке.
- введение в качестве третьего компонента абразивов с твердостью более 9 по шкале Моос (алмаз, топаз, сапфир, корунд и рубин, а так же искусственных материалов типа электрокорунда, карбида бора и карбида кремния)приводит к интенсивному износу фокусирующей трубки сопла (стойкость 15 – 40 минут), что значительно увеличивает себестоимость резки;
- определить процентный состав компонентов смеси абразивной можно только путем экспериментального их подбора из рекомендуемых пределов, что увеличивает время на подготовку к резке и увеличивает объем отходов.
Технической задачей, на которое направлено изобретение, состоит в обеспечении производительности гидроабразивной резки, стойкости фокусирующей трубки сопла, точного определения процентного состава компонентов смеси и исключения необходимости переналадки гидроабразивного оборудования.
Технический результат достигается путем применения предлагаемого состава смеси абразивной для гидроабразивной резки материалов, включающего в себя несколько компонентов, причем в качестве первого компонента смесь содержит абразивные зерна из вторичных техногенных отходов, имеющих размер от 10 до 630 мкм и насыпную плотность не менее 2000 кг/м3, в качестве второго - искусственные или природные абразивные зерна, имеющие изометрическую, округлую форму, размером от 10 до 630 мкм и твердостью не менее 7 по шкале Моос, при следующем соотношении компонентов, масс %:
- первый компонент 20 – 70 %;
- второй компонент 30 – 80 %.
В смесь абразивную вводят в качестве абразивных зерен для первого компонента отходы металлургии.
Кроме этого состав может содержать только один компонент - абразивные зерна из вторичных техногенных отходов, имеющих размер от 10 до 630 мкм и насыпную плотность не менее 2000 кг/м3.
Для выбора процентного состава смеси абразивной из рекомендуемых пределов соотношения масс нескольких компонентов для гидроабразивной резки различных материалов, предлагается вначале определить объем снятого материала заготовки и фокусирующей трубки сопла единичным зерном каждого компонента с учетом кинематики процесса и явлений упругопластической деформации в зоне разрушения, после чего вычислить процентный состав смеси абразивной с применением методов оптимизации.
Кроме этого процентный состав смеси абразивной может меняться при смене зернистости или плотности одного или нескольких компонентов смеси.
Целевой функцией при оптимизации состава абразивной смеси является максимум содержания абразивных зерен первого компонента из вторичных техногенных отходов.
Причем для обеспечения производительности обработки проводят расчет скорости объемного уноса обрабатываемого материала, при этом варьируют расчетный процентный состав смеси абразивной до тех пор, пока общий расход компонентов смеси не окажется равным или меньшим заранее установленному расходу абразивной смеси через сопло.
Изобретение поясняется примерами и иллюстрируется табличными данными.
В состав смеси абразивной вводили зерна из вторичных техногенных отходов, например, металлургических шлаков. Металлургические шлаки образуются при выплавке металлов и представляют собой продукты высокотемпературного взаимодействия руды, пустой породы, флюсов, топлива. Их состав зависит от этих компонентов, вида выплавляемого металла и особенностей металлургического процесса. Металлургические шлаки подразделяют на шлаки черной и цветной металлургии.
В зависимости от характера процесса и типа печей шлаки черной металлургии делят на доменные, сталеплавильные (мартеновские, конверторные, электроплавильные), ферросплавов, ваграночные.
Химический состав доменных шлаков: СаО 29 – 30 %, MgO 0 – 18 %, Аl2О3 5 – 23 % и SiO2 30 – 40 %. В небольшом количестве в них содержатся оксиды железа 0,2 - 0,6 % и марганца 0,3 – 1 %, а также сера 0,5 - 3,1 %.
Сталеплавильные шлаки характеризуются более высоким содержанием оксидов железа (до 20 %) и марганца (до 10 %). Оксиды, входящие в шлаки, образуют разнообразные минералы, такие как силикаты, алюмосиликаты, ферриты и др.
Шлаки имеют высокую плотность — среднее значение 2900 - 3000 кг/м3, насыпную плотность 1500 - 2200 кг/м3, высокую абразивную способность.
В состав смеси абразивной в качестве первого компонента из вторичных техногенных отходов вводили зерна мартеновского первичного шлака производства Белорецкого металлургического завода. В таблице 1 представлены физико-механические свойства мартеновского первичного шлака (Демин Б.Л. Исследование и разработка технологических процессов и оборудования для переработки сталеплавильных шлаков. – Автореферат диссертации канд. техн. наук по специальности 05.17.08. – Екатеринбург, 2000 – 16 с.)
Таблица 1 Физико-механические свойства мартеновского первичного шлака
г/см3
Основными геометрическими параметрами абразивного зерна, определяющими скорость подачи сопла, являются форма зерна, число вершин, углы при вершинах и радиусы скругления вершин. Известно, что форма зерна в значительной степени зависит от условий кристаллизации, роста кристаллов и их структуры. Многие кристаллы искусственного происхождения не имеют правильной геометрической формы. Даже природные абразивные материалы часто не являются кристаллами правильной формы.
При статическом изучении большой партии зерен мартеновского первичного шлака выявили, что 20 – 30 % изометричных зерен (i = 0,67 – 0,59) от всей массы, сравнительно мало пластинчатых – 20 – 30 % (i = 0,46 – 0,30), больше всего мечевидных зерен около 40 % (i = 0,55 – 0,51). При изучении геометрии зеренопределили, что более 50 % зерен имеют углы заострения β в пределах от 60 до 105°.
Введение в состав смеси абразивной первого компонента из вторичных техногенных отходов, например, зерен мартеновского первичного шлака размером от 10 до 630 мкм, позволило за счет насыпной плотности более 2000 кг/м3, обеспечить режущие свойства гидроабразивной струи без переналадки системы дозирования гидроабразивного оборудования.
Для резания для резки хрупких (стекло, камень) заготовок толщиной до 30 мм, стали до 40 мм, меди и алюминиевых сплавов при толщине листа 50 мм, композиционных материалов до 70 мм в состав смеси абразивной вводили только один компонент - абразивные зерна из вторичных техногенных отходов, имеющих размер от 10 до 630 мкм и насыпную плотность не менее 2000 кг/м3.
В состав смеси абразивной, кроме абразивных зерен из вторичных техногенных отходов, имеющих размер от 10 до 630 мкм и насыпную плотность не менее 2000 кг/м3,вводили зерна искусственных или природных абразивов, имеющих изометрическую, округлую форму, размером от 10 до 630 мкм и твердостью не менее 7 по шкале Моос.
Например, в качестве второго компонента вводили окатанный кварцевый песок, добываемый со дна рек и обводнённых каналов гидромеханическим способом или в карьере открытым способом. Основные технические характеристики приведены в таблице 2.
Таблица 2 Физико-механические свойства окатанного кварцевого песка
Введение окатанного кварцевого песка твердостью 7 по шкале Мооса в состав смеси абразивной для гидроабразивного резания, способствовало возможности резания любых материалы и обеспечивало долговечность фокусирующей трубки сопла за счет изометрической, округлой формы зерен.
Примеры соотношения компонентов, мас. %:
1. Для резки хрупких (стекло, камень) заготовок толщиной до 10 мм, стали до 10 мм, меди и алюминиевых сплавов при толщине листа 30 мм, композиционных материалов до 50 мм в состав абразивной смеси вводили 70 % мартеновского первичного шлака и 30 % окатанного кварцевого песка.
2. Для резки труднообрабатываемых, высокопрочных и толстолистовых материалов (до 130 мм) в состав абразивной смеси вводили 20 % мартеновского первичного шлака и 80 % окатанного кварцевого песка.
Для гидроабразивной резки различных типов материалов и толщин состав смеси абразивной подбирается при следующем соотношении компонентов, мас. %:
- первый компонент 20 – 70 %;
- второй компонент 30 – 80 %.
Таким образом, применение предлагаемого состава смеси абразивной для гидроабразивной резки материалов, включающего в себя первый компонент от 20 до 70 % из вторичных техногенных отходов, имеющих размер от 10 до 630 мкм и насыпную плотность не менее 2000 кг/м3 и второй компонент от 20 до 80 % из искусственных или природных абразивных зерен, имеющих изометрическую, округлую форму, размером от 10 до 630 мкм и твердостью не менее 7 по шкале Моос, позволило обеспечить производительность гидроабразивной резки, стойкость фокусирующей трубки сопла и исключить необходимости переналадки гидроабразивного оборудования.
Для точного определения процентного состава смеси абразивной из рекомендуемых пределов соотношения масс нескольких компонентов для гидроабразивной резки различных материалов вначале определяют объем снятого материала заготовки и сопла единичным зерном каждого компонента с учетом кинематики процесса и явлений упругопластической деформации.
Объем снятого материала заготовки и сопла определяют для каждого типа выбранного абразива для первого компонента

Объем снятого материала заготовки единичным абразивным зерном определяют в соответствии со следующим уравнением (Барсуков Г.В., Михеев А.В. Определение производительности гидроабразивного резания с учетом характеристик абразивного зерна // Справочник. Инженерный журнал, 2008. № 1. С. 9 – 14):


где d – размер зерна, м;k – коэффициент, учитывающий плотность абразива;η - проекция осевой составляющей скорости, 




По уравнению (1) определяют объем снятого материалаповерхности фокусирующей трубки сопла для каждого типа выбранного абразива для первого компонента 

Далее рассчитывают критический объем снятого материала фокусирующей трубки сопла, который наступает при увеличении диаметра отверстия до 

Откуда, критический объем снятого материала фокусирующей трубки сопла определим по следующему уравнению:
где 
Критический объемный объем снятого материала фокусирующей трубки сопла с учетом долговечности

где T - долговечность фокусирующей трубки, с.
Далее рассчитывают максимальное количество абразивных частиц проходящих через сопло в единицу времени t по следующему уравнению:
где 
После чего рассчитывают необходимый объем снятого материала в единицу времени, обеспечивающий сквозное прорезание при необходимой скорости резки:

где S – скорость подачи сопла, м/с; b - ширина реза, м; t – время воздействия на участок материала, с, Н – толщина обрабатываемого материал, м.
Далее вычисляют процентный состав смеси абразивной с применением методов оптимизации, например, линейной оптимизации.
Задачу линейной оптимизации формулируют в следующем виде:


где 


Пример реализации предлагаемого способа определения процентного состава смеси абразивной для гидроабразивной резки.
Исходные данные: резание стали 3, толщина листа Н = 10 мм, скорость подачи сопла S = 100 мм/мин, начальный диаметр фокусирующей трубки сопла 

Вначале выбирают тип и размер зерна (см. таблицу 1) для первого компонента из вторичных техногенных отходов, имеющих размер от 10 до 630 мкм и насыпную плотность не менее 2000 кг/м3и для второго компонента из искусственных или природных абразивных зерен, имеющих изометрическую, округлую форму, размером от 10 до 630 мкм и твердостью не менее 7по шкале Моос.
Таблица 1 – Характеристики абразивных материалов
ед. по Моосу
г/см3
По уравнению (1) проводят расчеты объема снятого материала заготовки единичным абразивным зерном для первого и второго компонента (см. таблицу 2).
Таблица 2 – Результаты расчета объемного уноса обрабатываемого материала единичным зерном
обрабатываемого материала, мм3× 10-4
По уравнению (1) проводят расчет объема снятого материала фокусирующей трубки сопла для первого и второго компонента (см. таблицу 3).
Таблица 3 - Расчеты объемного уноса материала фокусирующей трубки сопла единичным зерном
обрабатываемого материала, мм3× 10-10
Далее определяют критический объемный объем снятого материала фокусирующей трубки сопла по уравнению (2):

С учетом того, что необходимо обеспечить долговечность фокусирующей трубки сопла не менее T = 30 часов объем снятого материала фокусирующей трубки сопла в единицу времени по уравнению (3) не должен превышать 
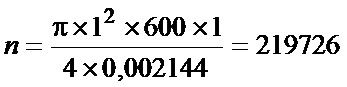
Далее рассчитывают максимальное количество зерен абразива, проходящих через сопло за время t = 1 c по уравнению (4):
После этого определяют при ширине реза b = 1,2 мм необходимый объем снятого материала заготовки в единицу времени, обеспечивающий сквозное резание и требуемую скорость резания S =100 мм/мин по уравнению (5):

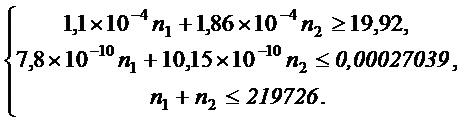
В заключение расчета используют полученные исходные значения для записи задачи оптимизации:

Оптимальную пропорцию выбранных компонентов смеси абразивной определяют, например, с использованием симплекс-метода в случае произвольных свободных членов методом искусственного базиса (M-методом).
Откуда получают оптимальное решение задачи (7): 

В результате получили смесь абразивную с точным содержанием компонентов, обеспечивающую сквозное резание и заданную долговечность фокусирующей трубки сопла со следующим соотношением масс: мартеновский первичный шлак – 55 %; окатанный кварцевый песок – 45 %.
При смене зернистости или плотности одного или нескольких компонентов смеси процентный состав смеси абразивной рассчитывают аналогичным образом.
При определении процентного состава смеси абразивной целевой функцией при оптимизации рекомендуется принять условие, что максимум содержания абразивных зерен должен приходиться на первый компонент из вторичных техногенных отходов, имеющих низкую стоимость.
Кроме этого для обеспечения производительности рекомендуется проводить расчет скорости объемного уноса обрабатываемого материала, с учетом, что варьирование расчетного процентного состава смеси абразивной ведут до тех пор, пока общий расход компонентов смеси не окажется равным или меньшим заранее установленному расходу абразивной смеси через сопло по зависимости (4).
С учетом вышеизложенного можно прийти к выводу о том, что предлагаемый способ определения процентного состава смеси абразивной для гидроабразивной резки, при котором вначале определяют объем снятого материала заготовки и фокусирующей трубки сопла единичным зерном каждым компонентом с учетом кинематики процесса и явлений упругопластической деформации в зоне разрушения, а затем вычисляют процентный состав смеси абразивной с применением методов оптимизации, позволил точно определить процентный состав смеси.
Таким образом, смесь абразивная для гидроабразивной резки и способ определения ее процентного состава, позволяет обеспечить производительность гидроабразивной резки, стойкость фокусирующей трубки сопла, точное определение процентного состава компонентов смеси и исключить необходимость переналадки гидроабразивного оборудования.
Источники информации
1. Усубалиев Ж., Эликбаев К.Т., Райымбабаев Т.О. Применение технологии гидроабразивной обработки материалов // Вестник КГУСТА. - № 4. – 2013. – С. 75 – 79.
2. United States Patent № 5637030 B24C 011/00 Abrasive formulation for waterjet cutting and method employing same / Chopra; Manjit S. (Tucson, AZ); Mehlman; Stephen F. (Van Nuys, CA). - Filed: February 17, 1994.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ПОРОШОК ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И ЕГО ПРИМЕНЕНИЕ | 2016 |
|
RU2627413C1 |
| СПОСОБ ОЧИСТКИ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2381096C2 |
| СПОСОБ РЕЦИКЛИНГА ОТХОДОВ ГРАНАТОВОГО ПЕСКА ОТ ГИДРОАБРАЗИВНОЙ РЕЗКИ | 2018 |
|
RU2701017C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛОМА ОТРАБОТАННЫХ ПЛАВЛЕНОЛИТЫХ БАДДЕЛЕИТОКОРУНДОВЫХ МАТЕРИАЛОВ | 2018 |
|
RU2717593C2 |
| Абразивная масса и способ её изготовления | 2022 |
|
RU2816321C2 |
| Абразивное изделие и способ его изготовления | 2023 |
|
RU2829473C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛОСКИХ ДЕТАЛЕЙ ИЗ СПЛАВОВ ТИТАНА | 2020 |
|
RU2754622C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ПЕНОБЕТОНА | 2012 |
|
RU2507182C1 |
| НАНОСТРУКТУРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЧИСТОГО ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2492256C9 |
| СТРУКТУРИРОВАННЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2650459C1 |
Изобретение относится к составу абразивной смеси для гидроабразивной резки материалов. Состав включает в себя абразивные зерна из вторичных техногенных отходов, имеющих размер от 10 до 630 мкм и насыпную плотность не менее 2000 кг/м3, и искусственные или природные абразивные зерна, имеющие изометрическую, округлую форму, размером от 10 до 630 мкм и твердостью не менее 7 по шкале Моос. В результате увеличивается производительность гидроабразивной резки. 1 з.п. ф-лы, 3 табл., 1 пр.
1. Состав абразивной смеси для гидроабразивной резки материалов, характеризующийся тем, что состоит из двух компонентов, при этом в качестве первого компонента использованы абразивные зерна из вторичных техногенных отходов, имеющих размер от 10 до 630 мкм и насыпную плотность не менее 2000 кг/м3, а в качестве второго - искусственные или природные абразивные зерна, имеющие изометрическую, округлую форму, размером от 10 до 630 мкм и твердостью не менее 7 по шкале Моос, при следующем соотношении компонентов, мас. %:
- первый компонент 20 – 70 %;
- второй компонент 30 – 80 %.
2. Состав по п. 1, отличающийся тем, что в качестве абразивных зерен из вторичных техногенных отходов для первого компонента использованы отходы металлургии.
| US 5637030 A1, 10.06.1997 | |||
| RU 2002601 C1, 15.11.1993 | |||
| СПОСОБ РЕЗКИ И ОБРАБОТКИ АБРАЗИВНОЙ СТРУЕЙ И СОСТАВ ДЛЯ РЕЖУЩЕЙ АБРАЗИВНОЙ СТРУИ | 1994 |
|
RU2161086C2 |
| WO 2009133173 A1, 05.11.2009. | |||

