ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к общей области авиации. Оно касается способов изготовления лопаток направляющих аппаратов и, в частности, способов соединения двух лопаток, образующих направляющий аппарат.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Современная технология литья не позволяет получить монокристаллический моноблочный направляющий аппарат. Поэтому обычно для получения направляющего аппарата соединяют две раздельно отлитые лопатки. Как правило, соединение осуществляют при помощи диффузионной пайки, которая является способом, наиболее распространенным для соединения деталей из жаропрочных сплавов.
Технология диффузионной пайки состоит в соединении деталей, как правило, металлических, при помощи присадочного металла в виде порошка или фольги, располагаемого между соединяемыми деталями. На первом этапе, называемом пайкой, детали и присадочный металл нагревают до температуры пайки. Температуру пайки определяют таким образом, чтобы она была ниже температуры плавления соединяемых деталей. Повышение температуры для достижения температуры пайки осуществляют посредством ступенчатого нагрева. Затем детали и присадочный металл выдерживают при температуре пайки в течение нескольких десятков минут. Во время пайки в зоне, образующей паяное соединение между двумя деталями, происходит атомная диффузия. На втором этапе, называемом диффузией, осуществляют термическую диффузионную обработку в печи в регулируемой атмосфере в течение нескольких часов, чтобы обеспечить достаточную однородность материала на уровне паяного соединения.
Учитывая сложные термодинамические условия, в которых находятся детали газотурбинного двигателя во время работы, наиболее подходящий присадочный металл для соединения двух лопаток имеет состав NiCoSiB1060. Особенностью этого присадочного металла является то, что он содержит кремний и бор, которые обеспечивают хорошую химическую связь между соединяемыми лопатками.
Однако основным недостатком этого компонента является образование зон низкой механической прочности и низкой стойкости к окружающей среде. Под стойкостью к окружающей среде следует понимать способность противостоять окислению и коррозии. Такой тип повреждения, одновременно являющегося механическим и относящимся к окружающей среде, приводит к ускоренной деградации паяного соединения и к разъединению двух лопаток.
Как правило, разрыв может происходить на расстоянии менее миллиметра от паяного соединения, но очень редко на самом соединении. Это связано с диффузионными явлениями с двух сторон от соединения, которые могут превышать сотни микрон. В частности, диффузия ускоряется, когда жаропрочный сплав, из которого выполнены лопатки, имеет границы зерен, поскольку речь идет о поликристаллических жаропрочных сплавах.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей изобретения является устранение недостатков предшествующего уровня техники и разработка способа соединения двух лопаток, позволяющего избегать образования зон низкой механической прочности и низкой стойкости к окружающей среде.
В этой связи объектом изобретения является способ соединения двух лопаток направляющего аппарата газотурбинного двигателя, включающий в себя:
- позиционирование друг против друга первой поверхности первой лопатки и второй поверхности второй лопатки, при этом упомянутые первая и вторая поверхности отстоят друг от друга на величину стыковочного зазора,
- алюминирование первой и второй поверхностей посредством осаждения из паровой фазы для заполнения стыковочного зазора.
Заявленный способ включает в себя этап алюминирования. Технологию алюминирования часто применяют для предохранения деталей от окисления. Эта технология хорошо известна, например, из документа FR1433497. Она состоит в помещении защищаемой детали в камеру, в которой циркулирует газовая смесь, содержащая соединение алюминия, такое как галогенид, и газ-разбавитель или газ-носитель. Галогенид получают в результате реакции между галогеном, например, хлором или фтором, и металлическим донором, содержащим алюминий, например, металлическим сплавом алюминия с одним или несколькими из металлических компонентов материала защищаемой детали. Газ-носитель обеспечивает разбавление и перемещение газовой среды, чтобы привести галогенид в контакт с деталью с целью осаждения покрытия на ее поверхности. Полученное покрытие обладает способностью предохранения от окисления. Следует отметить, что в качестве газа-носителя часто используют аргон.
Во время этапа алюминирования происходит равномерное осаждение алюминия на первую лопатку и на вторую лопатку, в частности, на первую поверхность и на вторую поверхность. В конце этапа алюминирования стыковочной зазор оказывается заполненным этими отложениями.
Таким образом, заявленный способ обеспечивает химическое сцепление между лопатками и позволяет отказаться от применения присадочного металла, содержащего кремний или бор. Таким образом, избегают образования зон низкой механической прочности и низкой стойкости к окружающей среде, связанных с присутствием бора или кремния.
Кроме того, из заявленного способа вытекает дополнительное преимущество: в конце этапа алюминирования направляющий аппарат, состоящий из двух лопаток, содержит покрытие, защищающее от окисления.
Кроме вышеупомянутых отличительных признаков, заявленный способ может иметь один или несколько следующих дополнительных отличительных признаков, рассматриваемых отдельно или во всех технически возможных комбинациях.
В не ограничительном варианте осуществления перед этапом позиционирования и этапом алюминирования способ содержит этап введения свариваемых шариков в первую поверхность и во вторую поверхность, чтобы удерживать позиционирование. В не ограничительном варианте осуществления упомянутые шарики выполнены из никеля.
В не ограничительном варианте осуществления способ содержит этап диффузии, следующий за этапом алюминирования. Это позволяет избегать образования сверхстехиометрической алюминиевой фазы. Действительно, такая фаза является хрупкой.
В не ограничительном варианте осуществления способ содержит этап нанесения слоя, способствующего алюминированию. Этот слой предназначен для облегчения осаждения алюминия.
В не ограничительном варианте осуществления слой получают электролитическим путем, например, из платины или палладия.
В не ограничительном варианте осуществления слой получают посредством физического осаждения из паровой фазы.
В не ограничительном варианте осуществления заявленный способ содержит этап, предшествующий этапу позиционирования: поверхностную обработку первой и второй поверхностей. Эта поверхностная обработка предназначена для подготовки и очистки первой и второй поверхностей с целью облегчения алюминирования.
В не ограничительном варианте осуществления поверхностная обработка включает в себя обезжиривание первой и второй поверхностей при помощи ацетона с ультразвуковым перемешиванием.
В не ограничительном варианте осуществления поверхностная обработка включает в себя химическое растворение поверхностных оксидов металлов первой и второй лопаток.
В не ограничительном варианте осуществления поверхностная обработка включает в себя этап маскирования по меньшей мере одной зоны первой лопатки, предшествующий этапу позиционирования. Это позволяет избегать осаждения алюминия на некоторых зонах направляющего аппарата, например, на ножках лопаток.
В не ограничительном варианте осуществления способ включает в себя этап определения стыковочного зазора, предшествующий этапу позиционирования. Действительно, связующий слой алюминия не должен быть слишком толстым, чтобы избегать снижения механических свойств. Следует отметить, что изменение толщины покрытия в зависимости от параметров времени, температуры и давления следует параболической закономерности. Стыковочный зазор составляет порядка нескольких десятков микрометров.
Изобретение и его различные варианты будут более очевидны из нижеследующего описания со ссылками на прилагаемые фигуры.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Фигуры представлены в качестве иллюстраций и не ограничивают изобретение. На этих фигурах:
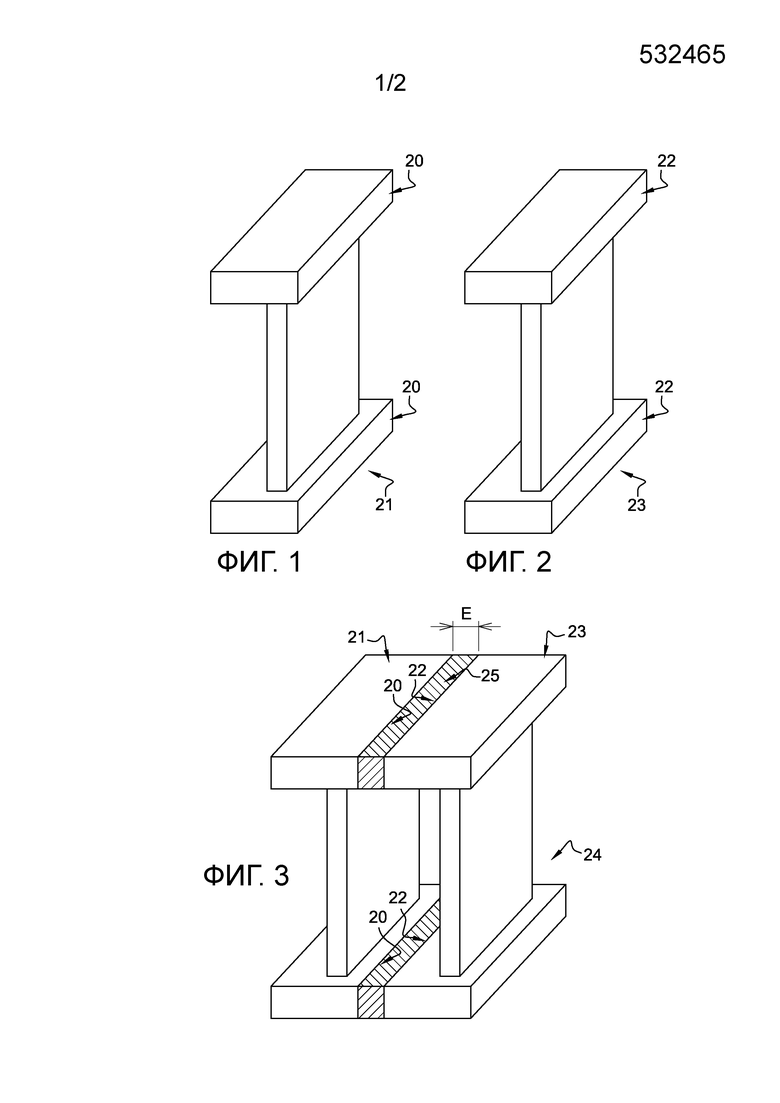
Фиг. 1 изображает схематичный вид первой лопатки направляющего аппарата.
Фиг. 2 - схематичный вид второй лопатки направляющего аппарата.
Фиг. 3 - схематичный вид направляющего аппарата, полученного путем соединения первой лопатки, показанной на фиг.1, и второй лопатки, показанной на фиг. 2.
Фиг. 4 - блок-схему этапов способа соединения согласно не ограничительному варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Если только не указано иное, одни и те же элементы на различных фигурах имеют одинаковые обозначения.
Представленный на фиг. 1, 2 и 3 заявленный способ предназначен для соединения первой поверхности 20 первой лопатки 21 и второй поверхности 22 второй лопатки 23 с целью получения направляющего аппарата 24 газотурбинного двигателя, например, направляющего аппарата турбины высокого давления, используемого на гражданских и военных двигателях. Сплавы, обычно используемые в турбинах высокого давления и низкого давления, являются жаропрочными сплавами на основе никеля. Однако заявленный способ можно также применять для жаропрочных сплавов на основе кобальта.
Способ включает в себя этап алюминирования из паровой фазы, подробно описанный ниже.
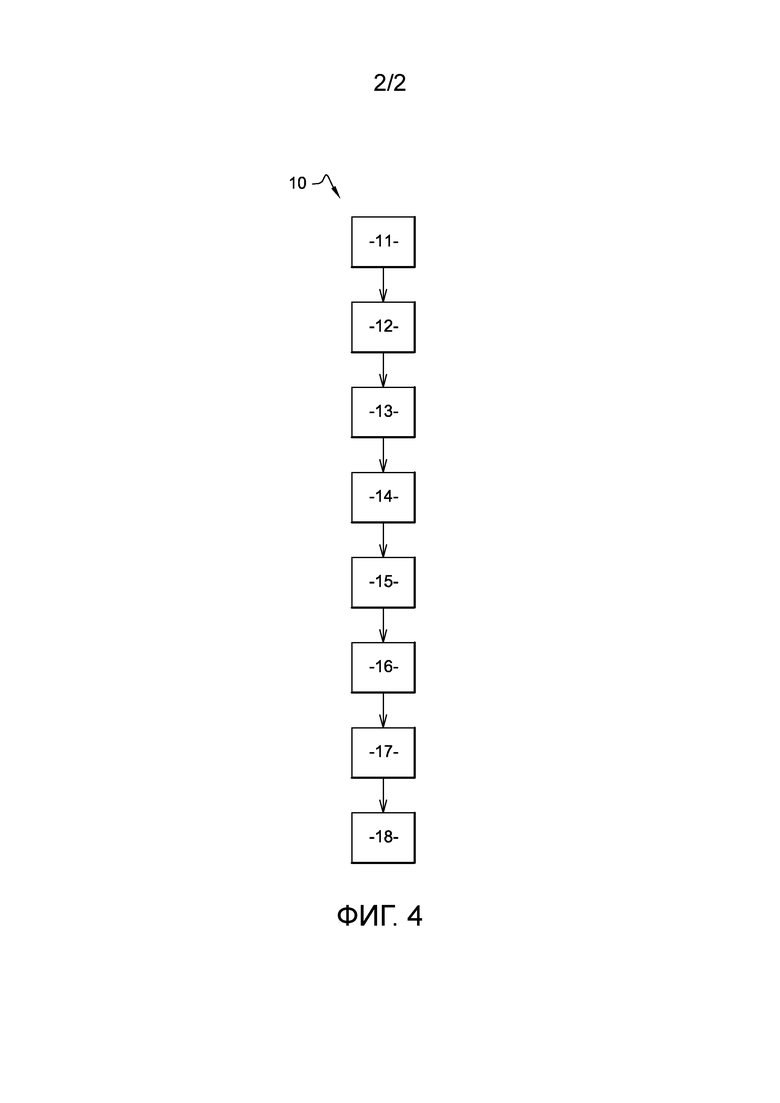
Как показано на фиг. 4, заявленный способ 10 содержит следующие этапы:
- На первом этапе 11 производят маскирование по меньшей мере одной зоны первой лопатки 21 и/или одной зоны второй лопатки 23. Действительно, необходимо предохранять некоторые зоны, чувствительные к алюминированию, например, ножки лопатки. Следует отметить, что этот первый этап является факультативным: в другом варианте осуществления изобретения он не присутствует. Используемые маски представляют собой металлические элементы, закрывающие определенные зоны и обеспечивающие непроницаемость при алюминировании. При этом можно использовать маски, обычно применяемые в известных решениях, так как температура алюминирования из паровой фазы в соответствии с изобретением является эквивалентной температуре этого классического алюминирования.
- На втором этапе 12 производят поверхностную обработку первой поверхности 20 и второй поверхности 22. Поверхностная обработка предназначена для подготовки соединяемых поверхностей. Поверхностная обработка включает в себя, например, простое обезжиривание ацетоном с ультразвуковым перемешиванием или химическое растворение поверхностных оксидов металлов первой и второй лопаток 21, 23. Химическое растворение включает в себя доведение до кондиции оксидов в щелочной ванне, за которым следует химическая активация в кислотной среде, затем очистка в щелочной ванне. Следует отметить, что этот второй этап является факультативным, в другом варианте осуществления изобретения он отсутствует. Следует также отметить, что в другом варианте осуществления второй этап 12 осуществляют перед первым этапом 11.
- На третьем этапе 13 осуществляют нанесение слоя, способствующего алюминированию. Нанесение производят, например, электролитическим путем при помощи платины или палладия или любой другой комбинации, чтобы способствовать осаждению алюминия. Слой можно также наносить посредством физического осаждения из паровой фазы, или он может иметь форму фольги. Следует отметить, что третий этап является факультативным, в другом варианте осуществления изобретения он отсутствует.
- На четвертом этапе 14 определяют стыковочный зазор Е, при этом упомянутый стыковочный зазор Е соответствует расстоянию, разделяющему первую поверхность 20 первой лопатки 21 и вторую поверхность 22 второй лопатки 23, когда упомянутые первую и вторую поверхности располагают друг против друга с целью алюминирования. Стыковочный зазор Е определяют в зависимости от материала лопаток, от формы лопаток, от условий обработки алюминирования и т.д. Стыковочный зазор Е составляет порядка нескольких десятков микрометров, например, от тридцати до ста пятидесяти микрометров. Например, стыковочный зазор Е составляет от сорока до пятидесяти микрометров, что представляет собой порядок величины, обычный при операциях диффузионной пайки для сплавов на основе никеля.
- На пятом этапе 15 первую поверхность 20 первой лопатки 21 и вторую поверхность 22 второй лопатки 23 располагают друг против друга, при этом промежуток между упомянутыми первой и второй поверхностями соответствует стыковочному зазору Е.
- На шестом этапе 16 в первую и вторую поверхности вводят свариваемые шарики для удержания позиционирования. В случае жаропрочных сплавов на основе никеля шарики выполнены из никеля. Число и промежуток между шариками зависят от формы соединяемых лопаток. Эта технология использует сварочный ток, хранящийся в конденсаторах. Разряд конденсаторов высвобождает ток в виде сверхбыстрого импульса. Таким образом, можно получать сильные сварочные токи в несколько 100 кА за исключительно короткий промежуток времени, что в случае шариков из никеля позволяет расплавить их, чтобы они удерживали поверхности в положении перед соединением.
- На седьмом этапе 17 осуществляют алюминирование первой и второй поверхностей путем осаждения из паровой фазы, чтобы заполнить стыковочный зазор Е. Этот этап включает в себя следующие подэтапы:
Комплекс, состоящий из первой лопатки 21, второй лопатки 23 и шариков помещают в термохимическую установку. В этой термохимической установке, называемой камерой, циркулирует газовая смесь, содержащая соединение алюминия, такое как галогенид, и газ-разбавитель или газ-носитель. Галогенид получают при помощи реакции между галогеном, например, на основе хлора и/или фтора, и металлическим донором, содержащим алюминий, например, металлическим сплавом алюминия с одним или несколькими металлическими компонентами материала защищаемой детали. В варианте осуществления изобретения металлический донор, содержащий алюминий, имеет массовый состав CrAl20 или CrAl30. В другом варианте осуществления изобретения донором является третичный или четвертичный карбюризатор, описанный в документе FR2950364. В этом случае, кроме получения алюминия, можно реализовать легирование реактивными элементами (такими как гафний, цирконий…), которые известны тем, что способствуют стойкости к окислению. В варианте осуществления изобретения галогеном является фтор, и получаемый галогенид имеет состав NH4F или HF. В варианте осуществления изобретения галогеном является хлор, и получаемый галогенид имеет состав NH4Cl. В варианте осуществления изобретения используемым газом-разбавителем является аргон. В варианте осуществления изобретения парциальное давление аргона в камере составляет около 100 миллибар. Предпочтительно это давление является нижним пределом. Следует отметить, что важно находить компромисс между парциальным давлением газа-разбавителя (в барах), полезным объемом камеры (в дм3) и количеством галогенида (в граммах), чтобы оптимизировать алюминирование. В варианте осуществления рабочие диапазоны находятся в пределах от 10-2 до 140 г/бар/дм3. В частности, в варианте осуществления рабочие диапазоны находятся в пределах от 0.1 до 20 г/бар/дм3.
В камере осуществляют термическую обработку. В варианте осуществления, в котором третий этап отсутствует, термическую обработку производят в течение шести часов при температуре 1100 градусов Цельсия. В варианте осуществления, в котором третий этап присутствует, термическую обработку производят в течение шести часов при температуре 1080 градусов Цельсия. Эти условия температуры и времени не являются ограничительными. В другом варианте осуществления температура составляет от 950 до 1200 градусов Цельсия. В еще одном варианте осуществления время термической обработки составляет от двух до двенадцати часов. По завершении термической обработки на первой поверхности 20 и на второй поверхности 22 получают равномерное алюминиевое покрытие 25, причем упомянутое покрытие 25 заполняет стыковочный зазор Е. Таким образом, обе лопатки 21, 23 соединяют при помощи покрытия 25.
- На восьмом этапе 18 осуществляют диффузионную обработку, чтобы избегать образования хрупкой фазы алюминида никеля в сверхстехиометрическом количестве. В варианте осуществления диффузионную обработку осуществляют в вакууме при температуре 1100 градусов Цельсия в течение одного часа или более. Следует отметить, что этот восьмой этап является факультативным и в другом варианте осуществления изобретения отсутствует.
Таким образом, способ состоит в соединении лопаток во время нанесения покрытия из алюминида никеля. Этот тип соединения отличается повышенными характеристиками с точки зрения механической прочности и стойкости к окислению.
Изобретение может быть использовано для соединения двух лопаток (21, 23) направляющего аппарата газотурбинного двигателя. Позиционируют друг против друга поверхности (20, 22) первой лопатки (21) и второй лопатки (23), отстоящие друг от друга на величину стыковочного зазора (Е). Вводят свариваемые шарики в первую поверхность (20) и во вторую поверхность (22), чтобы удерживать позиционирование между этапом (15) позиционирования и этапом (17) алюминирования. Алюминируют (17) первую поверхность (20) и вторую поверхность (22) посредством осаждения из паровой фазы для заполнения стыковочного зазора (Е). Способ позволяет избежать образования зон низкой механической прочности и обеспечивает высокую стойкость соединения к окислению и коррозии. 8 з.п. ф-лы, 4 ил.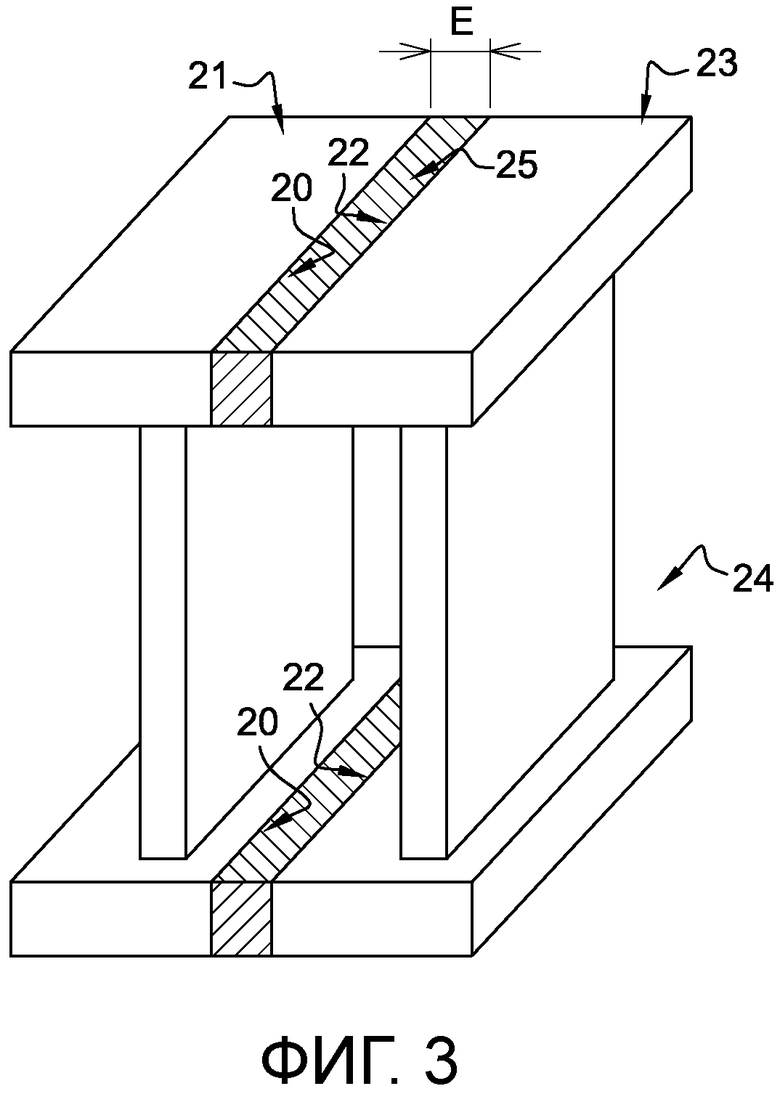
1. Способ (10) соединения двух лопаток направляющего аппарата газотурбинного двигателя, в котором:
- позиционируют (15) друг против друга первую поверхность (20) первой лопатки (21) и вторую поверхность (22) второй лопатки (23), при этом упомянутые первая поверхность (20) и вторая поверхность (22) отстоят друг от друга на величину стыковочного зазора (Е),
- вводят свариваемые шарики в первую поверхность (20) и во вторую поверхность (22), чтобы удерживать позиционирование, между этапом (15) позиционирования и этапом (17) алюминирования,
- алюминируют (17) первую поверхность (20) и вторую поверхность (22) посредством осаждения из паровой фазы для заполнения стыковочного зазора (Е).
2. Способ по п.1, отличающийся тем, что он содержит этап (18) диффузии, следующий за этапом (17) алюминирования.
3. Способ по п.1, отличающийся тем, что он содержит этап (13) нанесения слоя, способствующего алюминированию, предшествующий этапу позиционирования.
4. Способ по п.3, отличающийся тем, что слой получают электролитическим путем.
5. Способ по п.3, отличающийся тем, что слой получают посредством физического осаждения из паровой фазы.
6. Способ по п.1, отличающийся тем, что он содержит этап (12) поверхностной обработки первой поверхности (20) и второй поверхности (22), предшествующий этапу (15) позиционирования.
7. Способ по п.6, отличающийся тем, что поверхностная обработка (12) включает в себя этап обезжиривания первой поверхности (20) и второй поверхности (22) при помощи ацетона с ультразвуковым перемешиванием.
8. Способ по п.1, отличающийся тем, что он содержит этап (11) маскирования по меньшей мере одной зоны первой лопатки (21), предшествующий этапу (15) позиционирования.
9. Способ по п.1, отличающийся тем, что он содержит этап (14) определения стыковочного зазора (Е), предшествующий этапу (15) позиционирования.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2298466C2 |
| СПОСОБ ДИАГНОСТИКИ СТЕПЕНИ СТЕНОЗА ГОРТАНИ ПРИ ОСТРЫХ РЕСПИРАТОРНЫХ ВИРУСНЫХ ИНФЕКЦИЯХ | 1996 |
|
RU2133104C1 |
| СПОСОБ СВАРКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 0 |
|
SU284584A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2196672C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОСПЕЦИФИЧЕСКОГО ГИДРОГЕЛЕВОГО СОРБЕНТА ДЛЯ ВЫДЕЛЕНИЯ ПРОТЕИНАЗ | 2012 |
|
RU2484475C1 |

