ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к области авиационной промышленности. Оно относится к дискам турбины турбомашины и, в частности, к способу выполнения выемок для удерживания в осевом направлении лопаток, установленных на диске.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Колесо турбины турбомашины состоит из диска и лопаток, приводимых во вращение вместе с диском под действием прохождения текучей среды от верхней по потоку части к нижней по потоку части через турбину. Следует отметить, что понятия «верхняя часть» и «нижняя часть» относятся к направлению прохождения текучей среды через турбомашину сверху вниз по потоку.
Для монтажа лопаток диск имеет на своей окружной поверхности множество равномерно распределенных зубцов, выступающих радиально наружу диска и проходящих между двумя параллельными боковыми поверхностями диска, при этом указанные поверхности перпендикулярны оси вращения диска. Зубцы находятся на одинаковом расстоянии друг от друга на всей окружности диска. Пространства между двумя соседними зубцами ограничивают выемки, с которыми находятся в зацеплении лопатки колеса своими соответствующими ножками, обеспечивающими радиальное удерживание лопаток за счет геометрического замыкания.
Выемка 10, ограниченная двумя зубцами 11, схематично показана на фиг. 1. Выемка проходит между двумя боковыми поверхностями 12 диска. Различают несколько зон выемки 10:
- раскрыв 13, который является зоной, открытой в радиальном направлении наружу;
- дно 14, которое является зоной, противоположной раскрыву 13, служащее для радиальной опоры ножки лопатки;
- две боковые поверхности 15, которые являются двумя наклоненными друг к другу зонами выемки 10, проходящими между дном 14 и раскрывом 13 и между двумя боковыми поверхностями 12 диска;
- вход 16 и выход 17, которые являются зонами, открытыми на уровне боковых поверхностей 12 диска.
Выемки обычно наклонены относительно оси Х диска, как показано на фиг. 2. На фиг. 2 показано множество выемок 10 со стороны их раскрывов 13. Выемки 10 проходят между двумя боковыми поверхностями 12 в одном направлении наклона под углом относительно оси Х диска. В показанном примере угол равен 15°.
В действительности, на основании требования наклона выемок, выемки обычно обрабатываются одна за другой с помощью операции протягивания. Прямолинейная протяжка, поперечное сечение которой соответствует профилю выемки, позволяет снимать материал с образованием выемок. Следует отметить, что операция протягивания может быть заменена операцией фрезерования. Затем выемки подвергаются операции закругления на входе и выходе выемки. Закругление позволяет исключать острые кромки на уровне входа и выхода выемок, с целью предотвращения концентрации механических напряжений в этой зоне. Затем выполняется обработка окружной поверхности диска. Обработка окружной поверхности диска соответствует обработке наружных частей 18 зубцов 11.
Однако операции станочной обработки выемок (посредством протягивания или фрезерования), закругления и механической обработки окружной поверхности диска требуют больших инвестиций (часто несколько миллионов евро) и текущих расходов.
Кроме того, изготовление выемок требует затрат времени, поскольку необходимо выполнение трех последовательных операций.
Дополнительно к этому, в случае двухъярусного диска, пример которого показан на фиг. 3, нельзя выполнять операции протягивания или фрезерования на диске меньшего диаметра. На фиг. 3 показан двухъярусный диск 30, содержащий первый ярус 31 и второй ярус 32, при этом первый ярус 31 имеет диаметр меньше диаметра второго яруса 32. Понятно, что нельзя использовать протяжку для изготовления выемок 33 первого яруса 31, без повреждения второго яруса 32.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Изобретение предлагает решение указанных выше проблем с помощью способа выполнения наклонных выемок диска турбомашины, пригодного для двухъярусных дисков, позволяющего отказаться от операций протягивания и фрезерования. В предпочтительном варианте выполнения изобретение позволяет, среди прочего, выполнять указанные выше три операции одновременно.
Согласно первому аспекту изобретения, предлагается по существу способ выполнения множества выемок в диске турбомашины, при этом указанные выемки проходят между первой боковой поверхностью и второй боковой поверхностью диска турбомашины, при этом указанные первая поверхность и вторая поверхность проходят перпендикулярно оси диска.
СПОСОБ СОДЕРЖИТ СЛЕДУЮЩИЕ ЭТАПЫ:
- расположения кольца напротив первой поверхности, так что центр кольца находится на оси диска, при этом указанное кольцо содержит внутреннюю поверхность, содержащую множество выступов с формой, дополняющей форму подлежащих выполнению выемок;
- приведения в циркуляцию электролита вблизи выступов кольца;
- включения первого поступательного движения кольца вдоль оси диска в направлении второй поверхности;
- включения вращения диска вокруг оси диска;
- создание импульса электрического тока в электролите, когда кольцо находится по существу на уровне первой поверхности, при этом указанный импульс вызывает ионное растворение диска на уровне выступов кольца;
- уменьшения скорости вращения до первой уменьшенной скорости, когда кольцо находится по существу на уровне первой поверхности, в течение первого периода времени;
- остановки первого поступательного движения кольца, когда кольцо выходит за вторую поверхность.
Под тем, что «объект А имеет форму, дополняющую форму объекта В» понимается, что при условии равных размеров, объект В входит в объект В с образованием единого целого. Следует отметить, что понятие формы не зависит от понятия размеров. Например, русские матрешки, вставляемые друг в друга, имеют одинаковую форму, но имеют различные размеры.
Уменьшение скорости вращения до первой уменьшенной скорости вращения, когда кольцо находится по существу на уровне первой поверхности, позволяет исключать стадию механической обработки острых кромок. Это позволяет создавать радиусы кривизны на входе выемок. Первая длительность и первая скорость выбираются в зависимости от желаемых радиусов.
Следует отметить, что остановка первого поступательного движения, когда кольцо выходит за вторую поверхность, обеспечивает возможность, в случае двухъярусного диска, останавливать перемещение кольца, прежде чем оно достигнет следующего яруса, подлежащего обработке.
Кроме характеристик, указанных в предыдущем абзаце, способ, согласно первому аспекту изобретения, может иметь одну или несколько дополнительных характеристик, приведенных ниже, по отдельности или во всех технически возможных комбинациях.
Согласно одному, не имеющему ограничительного характера варианту выполнения, способ содержит следующие стадии: изменения направления вращения диска и включения второго поступательного движения кольца вдоль оси диска в направлении первой поверхности. Также возможен отвод кольца, а именно, в случае двухъярусного диска.
Согласно одному, не имеющему ограничительного характера варианту выполнения, первая уменьшенная скорость равна нулю. Этот вариант выполнения является простым в осуществлении.
Согласно одному предпочтительному варианту выполнения, способ имеет следующую стадию:
- уменьшения скорости вращения до второй уменьшенной скорости, когда кольцо находится по существу на уровне второй поверхности в течение второго периода времени.
Уменьшение скорости вращения до второй уменьшенной скорости, когда кольцо находится по существу на уровне второй поверхности, позволяет избежать стадии механической обработки острых кромок. Это позволяет создавать радиусы кривизны на выходе выемок. Второй период времени и вторая скорость выбираются в зависимости от желаемых радиусов.
Согласно одному, не имеющему ограничительного характера варианту выполнения, вторая уменьшенная скорость равна нулю. Этот вариант выполнения является простым в осуществлении.
Согласно другому аспекту изобретения, предлагается кольцо для выполнения множества выемок в диске турбомашины, содержащее:
- внутреннюю поверхность, содержащую множество выступов с формой, дополняющей форму подлежащих выполнению выемок;
- средства циркуляции электролита вблизи указанных выступов.
Средства циркуляции электролита на уровне выступов позволяют улучшать распределение электролита на уровне выступов.
Помимо характеристик, указанных в предыдущем абзаце, кольцо, согласно второму аспекту изобретения, может иметь одну или несколько дополнительных приведенных ниже характеристик по отдельности или в любых технически возможных комбинациях.
Согласно одному предпочтительному варианту выполнения, кольцо содержит два расположенных друг над другом слоя:
- промежуточный кольцевой слой, содержащий внутреннюю поверхность, содержащую множество выступов;
- внутренний кольцевой слой, содержащий часть средств циркуляции электролита:
множество шипов, расположенных на уровне каждого выступа, при этом шипы содержат множество микроканалов;
множество поперечных каналов, снабжающих микроканалы;
круговой канал, снабжающий поперечные каналы.
Согласно одному предпочтительному варианту выполнения, кольцо содержит верхний кольцевой слой, расположенный на промежуточном слое, содержащим средства подачи электролита в круговой канал.
Предпочтительно, кольцо, согласно второму аспекту изобретения, используется для реализации способа, согласно первому аспекту изобретения.
Согласно третьему аспекту изобретения, предлагается устройство для реализации множества выемок в диске турбомашины, при этом указанные выемки проходят между первой круговой боковой поверхностью и второй круговой боковой поверхностью диска турбомашины, при этом первая поверхность и вторая поверхность проходят перпендикулярно оси диска, при этом указанное устройство содержит:
- средства позиционирования кольца напротив первой поверхности, так что центр кольца находится на оси диска,
- средства распространения электролита вблизи выступов кольца,
- средства создания электрического импульса в электролите,
- средства поступательного движения кольца вдоль оси диска,
- средства вращения диска вокруг оси диска.
Кроме характеристик, указанных в предыдущем абзаце, устройство, согласно третьему аспекту изобретения, может содержать средства регулирования скорости вращения диска.
Предпочтительно, устройство, согласно третьему аспекту изобретения, используется для реализации способа, согласно первому аспекту изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Чертежи представлены лишь для иллюстрации и не ограничивают изобретения. На чертежах:
фиг. 1 изображает выемку диска турбомашины, описание которой уже приведено выше;
фиг. 2 – множество наклонных выемок диска турбомашины, описание которого уже приведено выше;
фиг. 3 – двухъярусный диск турбомашины, описание которого уже приведено выше;
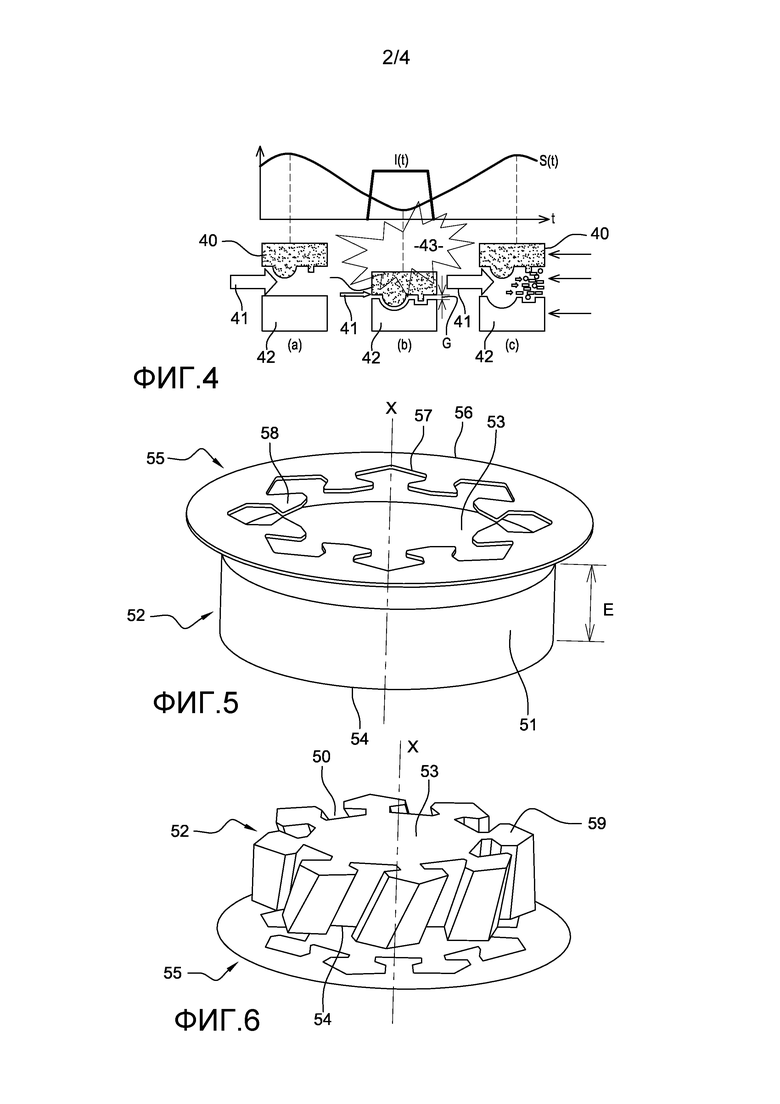
фиг. 4 – схему выполнения способа электрохимической обработки;
фиг. 5 – кольцо и диск перед реализацией способа, согласно изобретению;
фиг. 6 – кольцо и диск, согласно фиг. 4, в ходе выполнения стадии способа;
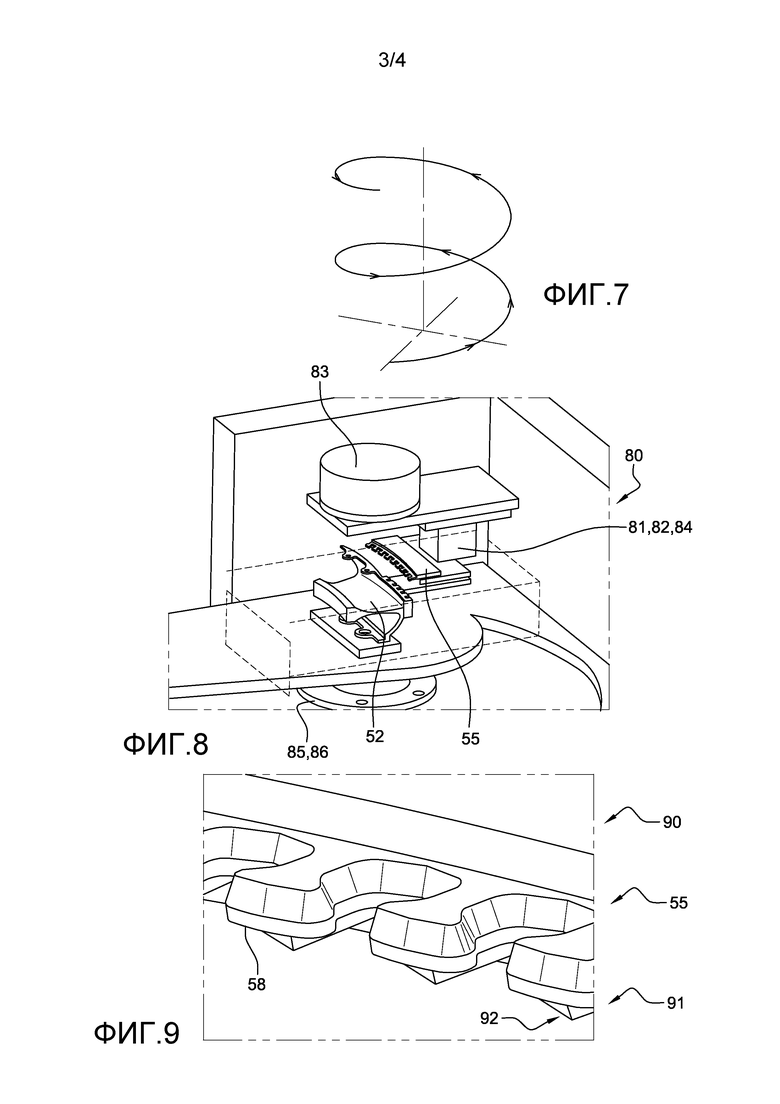
фиг. 7 – спиральную траекторию;
фиг. 8 – устройство, согласно одному, не ограничивающему изобретение варианту выполнения;
фиг. 9 – кольцо, согласно одному, не ограничивающему изобретение варианту выполнения, при этом кольцо содержит три слоя;
фиг. 10 – два слоя кольца, согласно фиг. 9.
ПОДРОБНОЕ ОПИСАНИЕ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО ВАРИАНТА ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Если не уточняется специально, то один и тот же элемент, изображенный на различных фигурах, обозначен одинаковой позицией.
В способе используется электрохимическая обработка, по-английски «Pulsed Electrical Chemical Machining», сокращенно РЕСМ, известная для специалистов в данной области техники, принципы действия которой поясняются ниже. РЕСМ является производным от способа электрохимической обработки, по-английски «Electrical Chemical Machining», сокращенно ЕСМ, который является электрохимической обработкой посредством анодного растворения или окисления-восстановления материала изделия. Обработанные формы получаются с помощью инструмента, воспроизводящего свою обратную форму в изделии посредством погружения инструмента в изделие. Другими словами, форма инструмента и форма изделия дополняют друг друга.
Точнее, как показано на фиг. 4, в способе РЕСМ используется мощный ток I(t) совместно с колебательным движением S(t) инструмента 40. Электролит 41 циркулирует под давлением между инструментом 40 и подлежащим обработке изделием 42 (стадии а, b и с). Формы инструмента 40 и изделия 42 не ограничиваются изобретением и служат лишь для иллюстрации принципа действия PECM. Первоначально инструмент 40 находится в верхнем положении, т.е. над изделием 42 (стадия а). Инструмент 40 поступательно перемещается в направлении изделия. Когда инструмент 40 находится на уровне изделия 52, то в электролит 41 подается импульс тока I(t) (стадия b). Таким образом, инструмент 40 выполняет роль катода, изделие 42 выполняет роль анода, и происходит ионное растворение 43. Затем растворенный материал и тепло отводятся с помощью электролита 41 (стадия с).
Следует отметить, что инструмент 40 и изделие 42 всегда разделены минимальным расстоянием G, называемым рабочим зазором. Преимущество РЕСМ относительно ЕСМ состоит в уменьшении этого рабочего зазора и тем самым в увеличении точности обработки.
Как показано на фиг. 5 и 6, согласно изобретению, предлагается способ и устройство для выполнения множества выемок 50 на уровне окружной поверхности 51 диска 52 турбомашины. Как указывалось выше, пространство между двумя выемками 50 называется зубцом 59. Другими словами, окружная поверхность 51 диска 52 турбомашины содержит чередование лежащих рядом зубцов 59 и выемок 50.
Следует отметить, что на фиг. 1 и 2 диск 52 показан сильно упрощенно для облегчения понимания изобретения. Выемки 50 проходят между первой боковой поверхностью 53 и второй боковой поверхностью 54 диска 52 под углом α относительно оси Х диска 52. Первая поверхность 53 и вторая поверхность 54 по существу параллельны друг другу и перпендикулярны оси Х диска 52.
В способе и устройстве используется кольцо 55, подробное описание которого приводится ниже. Кольцо 55 выполняет роль катода, а диск 52 выполняет роль анода для осуществления электрохимической обработки выемок 50 с помощью РЕСМ. Кольцо 55 имеет небольшую толщину относительно пространства Е между первой поверхностью 53 и второй поверхностью 54 и содержит наружную окружность 56 и внутреннюю поверхность 57.
Внутренняя поверхность 57 кольца содержит множество выступов 58 с формой, дополняющей форму подлежащих выполнению выемок 50, и размерами, слегка меньшими для обеспечения рабочего зазора G. Кроме того, между выступами 58 внутренняя поверхность 57 имеет форму, обратную форме подлежащих выполнению зубцов 59. Диаметр наружной окружности 56 больше диаметра диска 52. Таким образом, повторяющийся рисунок обработки диска 52 соответствует рисунку внутренней поверхности 57 диска 55. Таким образом, обработка выемок 50 и обработка наружной окружности диска 52 выполняются одновременно.
Для выполнения наклонных выемок 50, кольцо 55 погружается в диск 52 в соответствии с поступательным движением, в то время как диск 52 приводится во вращение вокруг своей оси Х. Таким образом, движение кольца 55 относительно диска 52 является спиральным движением, как показано на фиг. 7.
Более точно, способ, согласно одному, не ограничивающему изобретение варианту выполнения, содержит следующие стадии:
Позиционирования кольца 55 напротив первой поверхности 53 так, что центр кольца 55 находится на оси Х диска 52. Это позиционирование показано на фиг. 5. В одном варианте выполнения диск 52 располагается горизонтально на плите.
Приведения в циркуляцию электролита вблизи выступов 58 кольца 55. Средства циркуляции электролита будут подробно пояснены ниже. Электролит циркулирует в замкнутом контуре во время всей длительности процесса. Электролит имеет несколько функций: пропускания тока, отвода растворенного материала и охлаждения кольца 55 и диска 52. Следует отметить, что температуру электролита необходимо удерживать между 20 и 30°С.
Включения первого поступательного движения кольца 55 вдоль оси Х диска 52 в направлении второй поверхности.
Включения вращения диска 52 вокруг оси Х диска 52, например, посредством вращения плиты, на которой расположен диск 52. Скорость вращения диска 52 регулируется. Следует отметить, что включение первого поступательного движения можно осуществлять после включения вращения диска 52 или одновременно. В указанном варианте выполнения, первое поступательное движение осуществляется с постоянной скоростью, и предусмотрена возможность изменения лишь скорости вращения диска 52. Эта комбинация является наиболее простой в реализации. В других вариантах выполнения, диск 52 вращается с постоянной скоростью, и предусмотрена возможность изменения скорости первого поступательного движения. В другом варианте выполнения предусмотрена возможность изменения как скорости первого поступательного движения, так и скорости вращения. В действительности, комбинация скорости вращения и скорости первого поступательного движения определяет угол α выемок 50.
Уменьшения скорости вращения до первой уменьшенной скорости, даже остановки вращения диска 52, когда кольцо 55 находится по существу на уровне первой поверхности 53, в течение первого периода времени. Это позволяет создавать радиусы кривизны на входе выемок 50. Первый период времени и первая скорость выбираются в зависимости от желаемых закруглений. Первая уменьшенная скорость равна, например, нулю: тем самым радиус кривизны зависит лишь от первого периода времени, и упрощается осуществление.
Генерирования импульса электрического тока в электролите, когда кольцо 55 находится по существу на уровне первой поверхности 53, при этом указанный импульс вызывает ионное растворение диска 52 на уровне выступов 58 кольца 55. Плотность тока определяется необходимой точностью растворения материала диска 52. Действительно, в зависимости от состава, растворение является более или менее быстрым. Следует отметить, что диски турбомашины обычно выполняются в виде сплава на основе никеля; в этом случае необходима плотность тока между 25 и 100 А/см2. С другой стороны, многие параметры влияют на количество и глубину проколов и длительность травления, а именно, состав электролита, плотность тока и используемый генератор тока.
Уменьшения скорости вращения до первой уменьшенной скорости, даже остановки вращения диска 52, когда кольцо 55 находится по существу на уровне второй поверхности 54, в течение второго периода времени. Это позволяет создавать радиусы кривизны на выходе выемки 50. Второй период времени и вторая скорость выбираются в зависимости от желаемых закруглений. Вторая уменьшенная скорость равна, например, нулю: тем самым радиус кривизны зависит лишь от второго периода времени, и упрощается осуществление.
Остановки первого поступательного движения кольца 55, когда кольцо 55 выходит за вторую поверхность 54. Это расположение соответствует фиг. 6. Следует отметить, что в случае двухъярусного диска 52, первое поступательное движение необходимо останавливать, прежде чем кольцо 50 достигнет следующего яруса, для того чтобы не повредить его.
Включение второго поступательного движения кольца 55 вдоль оси Х диска 52 в направлении первой поверхности 53, с целью возврата кольца 55 и удаления растворенного материала и тепла. Для этого вращение диска 52 должно быть изменено на обратное, с целью предотвращения повреждения диска 52 и выемок 50 кольцом 55 во время его возврата.
На фиг. 8 показано устройство 80, позволяющее реализовать указанный выше способ, согласно одному варианту выполнения изобретения. Диск 52 и кольцо 55 показаны частично. Устройство 80 содержит:
средства 81 позиционирования диска 52 напротив первой поверхности 53, так что центр кольца 55 находится на оси Х диска 52,
средства 82 подачи электролита к выступам 58 кольца 55,
средства 83 генерирования электрических импульсов в электролите,
средства 84 поступательного движения кольца 55 вдоль оси Х диска 52,
средства 85 вращения диска 55 вокруг оси Х диска 52,
средства 86 регулирования скорости вращения диска 52.
Следует отметить, что могут быть использованы изолирующие маски и уплотнения для защиты путей прохождения электролита и токов от утечки на всех поверхностях диска 52, за исключением поверхностей, подвергаемых обработке.
На фиг. 9 показано кольцо 55, используемое в устройстве, согласно одному варианту выполнения изобретения. Кольцо 55 содержит три расположенных поверх друг друга слоя:
верхний изолирующий слой 90,
промежуточный слой 91, несущий выступы 58,
проводящий нижний слой 92, содержащий средства циркуляции электролита.
В соответствии с фиг. 10, на которой в разнесенной изометрической проекции показаны промежуточный слой 91 и нижний слой 92, указанные средства содержат:
множество шипов 93, расположенных на уровне каждого выступа 58, при этом шипы содержат множество микроканалов 97,
множество поперечных каналов 94, снабжающих микроканалы 97,
круговой канал 95, снабжающий поперечные каналы 94.
Электролит подается через круговой канал 95, который снабжает поперечные каналы 94, которые в свою очередь снабжают микроканалы 97. Это позволяет обеспечивать равномерный выход электролита в достаточном количестве на уровне выступов 58.
Круговой канал 95 снабжается в свою очередь через отверстия 96, выполненные в различных зонах промежуточного слоя 91 и верхнего слоя 90.


Изобретение относится к способу электрохимического выполнения множества выемок (50) в диске (52) турбомашины. Способ включает стадии: позиционирования кольца (55) напротив первой поверхности (53) так, что центр кольца (55) находится на оси (Х) диска (52), при этом указанное кольцо (55) содержит внутреннюю поверхность (57), содержащую множество выступов (58) с формой, дополняющей форму подлежащих выполнению выемок (50); приведения в циркуляцию электролита вблизи выступов (58) кольца (55); включения первого поступательного движения кольца (55) вдоль оси (Х) диска (52) в направлении второй поверхности; включения вращения диска (52) вокруг оси (Х) диска (52); генерирования импульса электрического тока в электролите, когда кольцо (55) находится по существу на уровне первой поверхности, причем указанный импульс вызывает ионное растворение диска (52) на уровне выступов (58) кольца (55); уменьшения скорости вращения до первой уменьшенной скорости, когда кольцо (55) находится по существу на уровне первой поверхности (53), в течение первого периода времени; остановки первого поступательного движения кольца (55), когда кольцо (55) перемещено за вторую поверхность (54). Изобретение обеспечивает получение выемок для удерживания в осевом направлении лопаток, установленных на диске. 2 н. и 5 з.п. ф-лы, 10 ил.
1. Способ электрохимического выполнения множества выемок (50) в диске (52) турбомашины, причем указанные выемки (50) проходят между первой боковой поверхностью (53) и второй боковой поверхностью (54) диска (52) турбомашины, при этом указанные первая поверхность (53) и вторая поверхность (54) проходят перпендикулярно оси (Х) диска (52), включающий этапы, на которых:
- позиционируют кольцо (55) напротив первой поверхности (53) так, что центр кольца (55) находится на оси (Х) диска (52), при этом указанное кольцо (55) содержит внутреннюю поверхность (57), содержащую множество выступов (58) с формой, дополняющей форму подлежащих выполнению выемок (50);
- приводят в циркуляцию электролит вблизи выступов (58) кольца (55);
- сообщают первое поступательное движение кольцу (55) вдоль оси (Х) диска (52) в направлении второй поверхности;
- приводят во вращение диск (52) вокруг оси (Х) диска (52);
- генерируют импульс электрического тока в электролите, когда кольцо (55) находится по существу на уровне первой поверхности, при этом указанный импульс вызывает ионное растворение диска (52) на уровне выступов (58) кольца (55);
- уменьшают скорость вращения до первой уменьшенной скорости, когда кольцо (55) находится по существу на уровне первой поверхности (53), в течение первого периода времени;
- останавливают первое поступательное движение кольца (55), когда кольцо (55) перемещено за вторую поверхность (54).
2. Способ по п. 1, отличающийся тем, что приводят во второе поступательное движение кольцо (55) вдоль оси (Х) диска (52) в направлении первой поверхности.
3. Способ по п. 2, отличающийся тем, что первая уменьшенная скорость равна нулю.
4. Способ по любому из пп. 1-3, отличающийся тем, что уменьшают скорость вращения до второй уменьшенной скорости, когда кольцо (55) находится по существу на уровне второй поверхности (54), в течение второго периода времени.
5. Способ по п. 4, отличающийся тем, что вторая уменьшенная скорость равна нулю.
6. Кольцо (55) для электрохимического выполнения множества выемок (50) в диске (52) турбомашины, содержащее:
- внутреннюю поверхность (57), содержащую множество выступов (58) с формой, дополняющей форму подлежащих выполнению выемок (50);
- средства циркуляции электролита вблизи указанных выступов (58) и два расположенных друг над другом слоя:
- промежуточный кольцевой слой (91), содержащий внутреннюю поверхность (57), содержащую множество выступов (58);
- внутренний кольцевой слой (92), содержащий часть средств циркуляции электролита, выполненных в виде:
множества шипов (93), расположенных на уровне каждого выступа (58), при этом шипы (93) содержат множество микроканалов (97),
множества поперечных каналов (94), снабжающих микроканалы (97),
кругового канала (95), снабжающего поперечные каналы (94).
7. Кольцо по п. 6, отличающееся тем, что оно содержит верхний кольцевой слой (90), расположенный на промежуточном слое (91), содержащем средства (96) снабжения электролитом кругового канала (95).
| US 3288699 A, 29.11.1966 | |||
| СУДНО С МАЛОЙ ПЛОЩАДЬЮ ВАТЕРЛИНИИ | 1990 |
|
RU2011597C1 |
| WO 2012028830 A1, 08.03.2012 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2276633C2 |

