Область техники, к которой относится изобретение
Настоящее изобретение относится к инструменту для выполнения пазов многоступенчатых дисков посредством электрохимической обработки, к узлу и к машине, содержащим такой инструмент, и к способу, в котором используется такой инструмент.
Уровень техники
Как правило, механическую обработку многоступенчатых дисков выполняют посредством протягивания или фрезерования и затем выполнения канавок в случае ступени большего диаметра и посредством фрезерования и затем выполнения канавок (без протягивания) для изготовления ступени меньшего диаметра. Для каждой ступени необходимо осуществлять несколько операций обработки, в частности, необходимо производить операцию зачистки заусенцев после каждой операции протягивания или фрезерования. Недостатками этих технических решений являются высокая стоимость и длительное время операций, а также риск повреждения фрезеровочных инструментов.
Другим техническим решением, позволяющим преодолеть эти недостатки, является применение импульсной электрохимической обработки (РЕСМ на английском языке). В документе FR 3 006 9 5 описаны устройство и способ, в которых применяют это техническое решение для выполнения пазов на одноступенчатой детали.
Раскрытие сущности изобретения
Настоящее изобретение призвано преодолеть недостатки известных способов и обеспечить относительно простое выполнение различных ступеней многоступенчатого диска за относительно короткое время и с использованием недорогих инструмента и машины.
В связи с этим, объектом изобретения является инструмент для выполнения пазов многоступенчатого диска посредством электрохимической обработки, содержащий первое и второе кольца, коаксиальные вокруг оси диска и выполняющие функцию катодов, при этом каждое кольцо имеет внутреннюю периферию, содержащую множество радиальных рабочих выступов, причем первое и второе кольца жестко скреплены друг с другом.
Под выражением «жестко скреплены друг с другом» следует понимать, что первое и второе кольца скреплены таким образом, что при перемещении инструмента первое и второе кольца перемещаются одновременно и идентично. Форма радиальных рабочих выступов, если на них смотреть в осевом направлении вдоль оси диска, соответствует форме пазов, которые необходимо выполнить на многоступенчатом диске. Кроме того, внутренний диаметр первого кольца приблизительно равен наружному диаметру первой ступени диска, а внутренний диаметр второго кольца приблизительно равен наружному диаметру второй ступени диска. Следовательно, когда инструмент перемещается вдоль оси многоступенчатого диска, первое кольцо, выполняющее функцию катода, позволяет выполнять пазы первой ступени посредством электрохимической обработки, а второе кольцо, выполняющее функцию катода, позволяет выполнять пазы второй ступени посредством электрохимической обработки.
Инструмент позволяет выполнять пазы каждой ступени многоступенчатого диска посредством двух последовательных или одновременных циклов электрохимической обработки, предпочтительно осуществляемых при помощи вышеупомянутого единого инструмента.
В некоторых вариантах осуществления изобретения радиальные выступы имеют, если смотреть в осевом направлении вдоль оси диска, грибовидную форму.
В ходе обработки посредством метода РЕСМ нагнетают электролит, который протекает вдоль указанных выступов грибовидной формы; одновременно пропускают электрический ток от анода (в данном случае многоступенчатого диска) к катоду; прохождение этого тока приводит к отрыву металлических атомов на части диска, находящейся напротив катода, таким образом, что пазы каждой ступени многоступенчатого диска после обработки имеют грибовидную форму, определяемую выступами кольца. Кроме того, радиальные выступы могут иметь грибовидную форму с разными размерами между первым и вторым кольцами. Кроме того, радиальные выступы не ограничиваются этой формой и могут различаться в зависимости от требуемой формы пазов каждой ступени многоступенчатого диска после обработки.
В некоторых вариантах осуществления изобретения инструмент дополнительно содержит крышку, в которой закреплены кольца, при этом указанная крышка расположена вокруг колец и выполнена с возможностью препятствовать радиальным выбросам электролита, стекающего вокруг выступов.
Крышка представляет собой наружный кожух инструмента, в котором заключены предназначенный для обработки диск, кольца и стекающий вдоль колец электролит. Кроме того, поскольку кольца закреплены на внутренней периферии крышки, то, когда последняя перемещается, одновременно с ней перемещаются и кольца. Кроме того, крышка содержит множество каналов для нагнетания и удаления электролита.
В некоторых вариантах осуществления изобретения крышка содержит по меньшей мере две части, электрически изолированные друг от друга изолирующим элементом, на которых закреплены соответственно первое и второе кольца.
Благодаря этому, инструмент позволяет обрабатывать первую и вторую ступень диска с разными электрическими параметрами и, как правило, не одновременно. Изолирующий элемент расположен таким образом, что вставлен между двумя частями крышки и находится в зоне между первым кольцом и вторым кольцом вдоль оси диска. В варианте осуществления изобретения, когда одно из колец производит обработку, то есть получает электрическое питание, другое из колец не получает электрического питания. Это позволяет избежать нежелательной обработки некоторых зон диска.
В некоторых вариантах осуществления изобретения инструмент дополнительно содержит два подвижных защитных элемента, жестко соединенных с указанной крышкой и содержащих нагнетательные каналы для нагнетания электролита на выступы, при этом указанные два подвижных защитных элемента расположены смежно соответственно с указанными первым и вторым кольцами.
Как правило, указанные по меньшей мере два защитных элемента закреплены на внутренней периферии крышки и имеют на своей внутренней периферии множество радиальных выступов, форма которых идентична форме рабочих выступов соответственно первого и второго колец. Когда инструмент перемещается, кольца перемещаются таким образом, что одно из них обрабатывает ступень диска, а изолирующий защитный элемент, смежный с указанным кольцом, тоже перемещается, проникая в только что выполненный паз. Таким образом, подвижный защитный элемент препятствует выбросам электролита на уже выполненные участки пазов и, следовательно, позволяет избежать нежелательной обработки указанных участков пазов.
Объектом настоящего изобретения является также узел, содержащий инструмент, многоступенчатый диск и по меньшей мере один неподвижный защитный элемент, выполненный с возможностью крепления на диске и предохранения диска от электролита.
Неподвижный защитный элемент является непроводящим элементом, позволяющим предохранять диск от электролита и избегать нежелательной обработки поверхностей, смежных с подлежащими обработке ступенями диска. Кроме того, неподвижный защитный элемент обеспечивает удаление электролита и растворенного материала после обработки, направляя электролит в сторону выходных каналов крышки.
Объектом настоящего изобретения является также машина для электрохимической обработки, содержащая опору, обеспечивающую крепление многоступенчатого диска, инструмент, привод, выполненный с возможностью обеспечения относительных перемещений инструмента относительно закрепленного на опоре диска, при этом диск находится по меньшей мере частично внутри инструмента; контур электролита и электрическую цепь, при этом машина выполнена с возможностью обеспечения обработки первой ступени диска при помощи первого кольца и обработки второй ступени диска при помощи второго кольца посредством электрохимической обработки в ходе указанных перемещений.
Объектом настоящего изобретения является также способ выполнения пазов многоступенчатого диска посредством электрохимической обработки с использованием инструмента, при этом способ содержит следующие этапы:
а) расположение инструмента таким образом, чтобы первое из указанных по меньшей мере двух колец находилось вблизи первой предназначенной для обработки ступени диска;
b) обработка первой ступени диска посредством электрохимической обработки путем перемещения инструмента относительно диска вдоль оси диска;
с) расположение инструмента таким образом, чтобы второе из указанных по меньшей мере двух колец находилось вблизи второй предназначенной для обработки ступени диска;
d) обработка второй ступени диска посредством электрохимической обработки путем перемещения инструмента относительно диска вдоль оси диска.
Этот способ позволяет осуществлять все этапы, не прибегая к смене инструмента. Это дает выигрыш во времени при выполнении.
В некоторых вариантах осуществления изобретения способ дополнительно содержит следующие этапы:
- отключение электрического питания и подачи электролита на второе кольцо, когда первое кольцо осуществляет обработку на этапе b);
- отключение электрического питания и подачи электролита на первое кольцо, когда второе кольцо осуществляет обработку на этапе d).
Эти этапы позволяют избегать нежелательной обработки некоторых зон диска, когда одно из колец осуществляет обработку.
В некоторых вариантах осуществления изобретения на этапе обработки b) и/или d) относительное перемещение инструмента относительно диска представляет собой спиралевидное движение вокруг оси диска.
Краткое описание чертежей
Изобретение и его преимущества будут более понятны из нижеследующего подробного описания различных вариантов осуществления, представленных в качестве не ограничительных примеров. Это описание представлено со ссылками на прилагаемые чертежи.
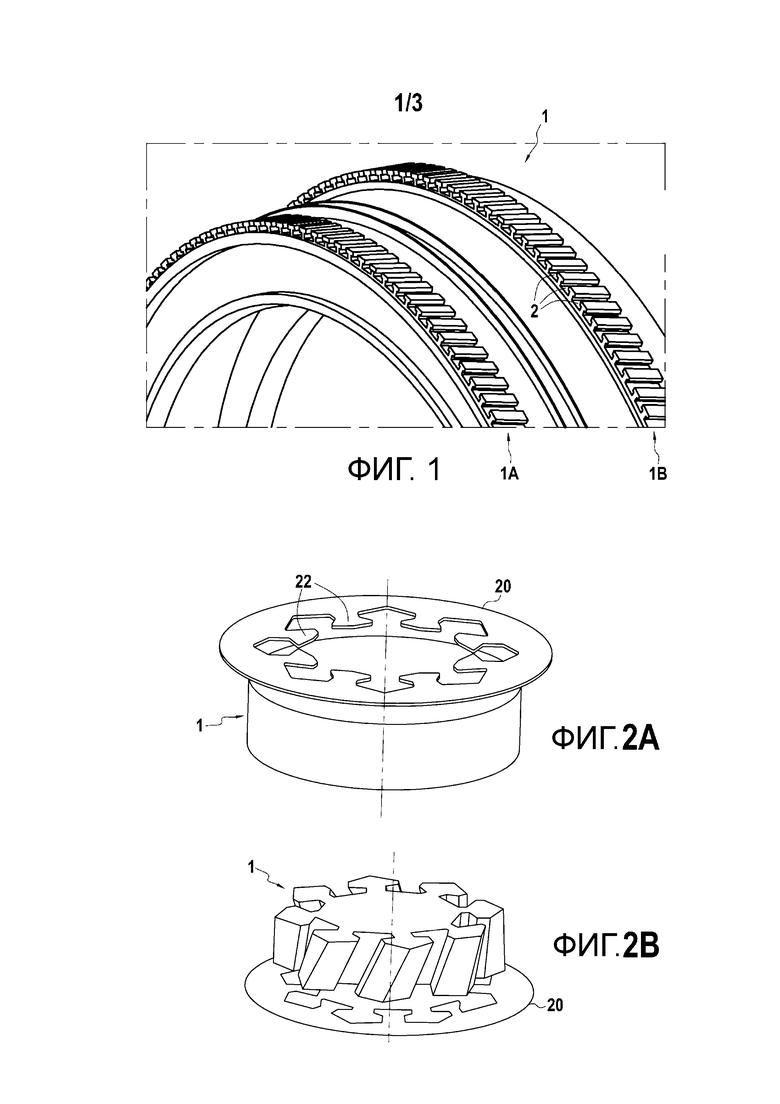
На фиг. 1 показан частичный вид в перспективе многоступенчатого диска;
на фиг. 2А и 2В - упрощенные виды диска соответственно перед выполнением пазов (фиг. 2А) и после выполнения пазов (фиг. 2В);
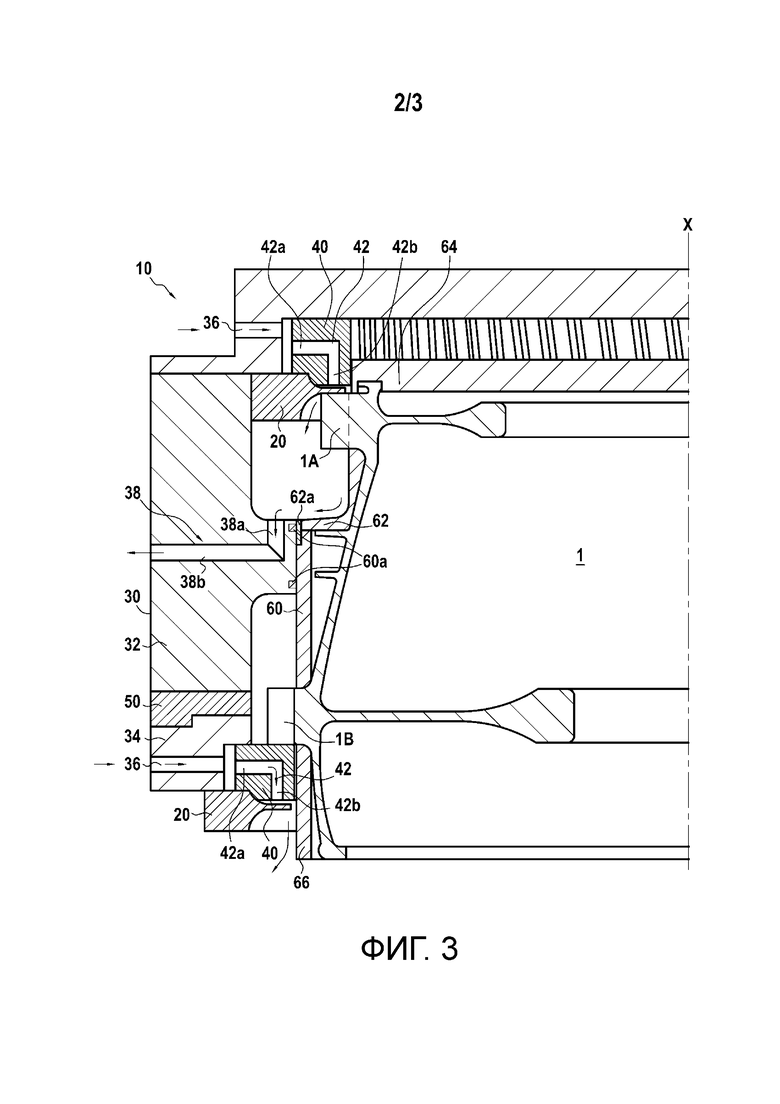
на фиг. 3 - вид в разрезе инструмента, предназначенного для выполнения пазов многоступенчатого диска;
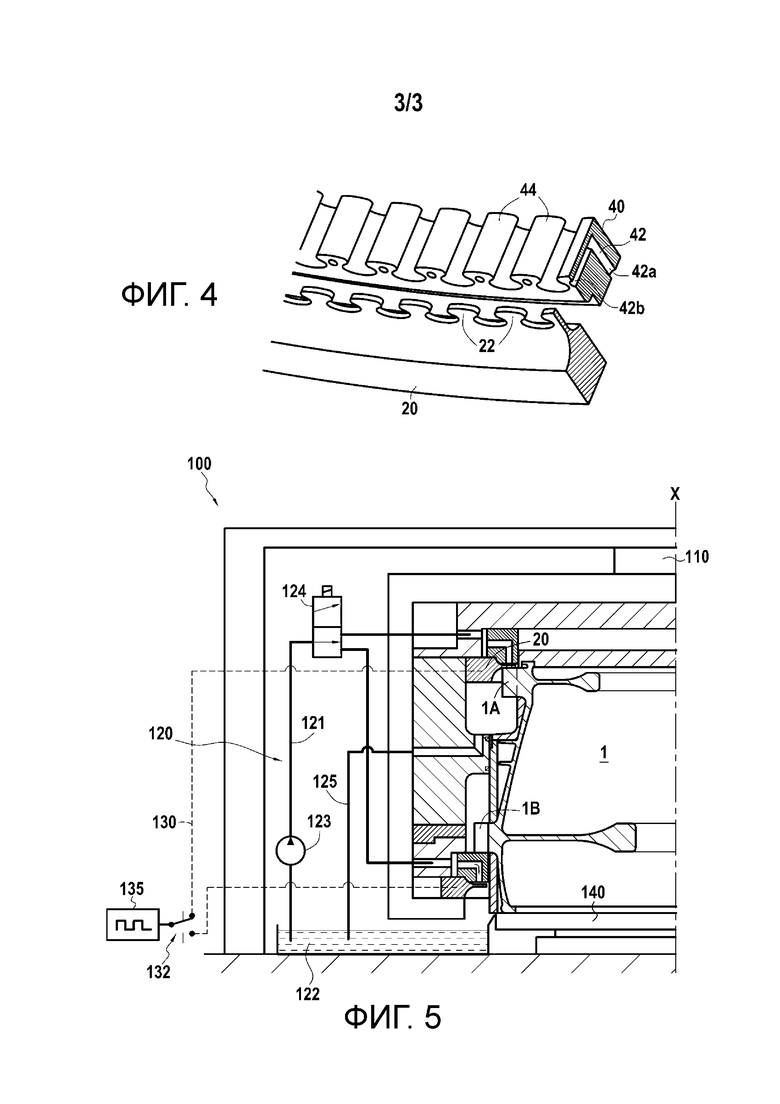
на фиг. 4 - детальный вид участка кольца и изолирующего защитного элемента;
на фиг. 5 - схематичный вид машины для электрохимической обработки.
Осуществление изобретения
На фиг. 1 представлен вид в перспективе многоступенчатого диска после обработки, содержащего в данном случае ступень 1А меньшего размера и ступень 1В большего размера, при этом каждая ступень имеет множество пазов 2. С учетом конструкции диска этого типа, понятно, что пазы ступени трудно выполнить, не повредив другую ступень, при применении обычных технологий (протягивание, фрезерование).
На фиг. 2А и 2В в упрощенном виде показана ступень диска 1 до выполнения пазов 2 (фиг. 2А) и после выполнения пазов 2 (фиг. 2В) при помощи известного способа с применением технологии электрохимической обработки РЕСМ (“Pulsed Electrical Chemical Machining”). Через кольцо 20, служащее катодом, проходит импульсный ток, и между кольцом 20 и обрабатываемым диском 1 циркулирует электролит под давлением. Сначала кольцо 20 находится в верхнем положении, то есть над диском 1 (фиг. 2А). После этого кольцо 20 перемещают поступательным движением в направлении диска 1 вдоль его оси, и оно следует по спиралевидной траектории относительно этого диска. Когда кольцо оказывается на уровне диска, через электролит пропускают последовательные импульсы тока. Поскольку кольцо 20 служит катодом, а диск 1 служит анодом, происходит ионное растворение. После обработки кольцо 20 находится в нижнем положении, то есть под диском 1 (фиг. 2В).
Этот принцип обработки используют в инструменте 10 в соответствии с изобретением, который показан на фиг. 3. Этот инструмент позволяет последовательно обрабатывать ступень 1В большего диаметра диска 1 и ступень 1А меньшего диаметра диска 1. На фиг. 3 представлен вид в разрезе половины инструмента 10, который расположен осесимметрично вокруг оси колец (ось Х). Инструмент 10 показан расположенным вокруг диска 1 и выполнен с возможностью перемещения относительно этого диска вдоль оси Х.
Инструмент 10 содержит, в частности, крышку 30, тоже расположенную осесимметрично вокруг оси Х и охватывающую диск 1. Первое и второе кольца 20 закреплены на внутренней периферии крышки 30. Следовательно, когда инструмент совершает движение, перемещение крышки 30 приводит к одновременному перемещению обоих колец 20. Таким образом, первое кольцо позволяет обрабатывать первую ступень 1А диска 1, а второе кольцо позволяет обрабатывать вторую ступень 1В диска 1.
На всей своей периферии крышка 30 содержит множество нагнетательных каналов 36, через которые инструмент получает питание электролитом, и множество выходных каналов 38, через которые происходит удаление электролита. Каждый выходной канал 38 содержит проход 38а и выходное отверстие 38b. Проход 38а расположен в направлении, параллельном оси Х инструмента, а выходное отверстие 38b расположено в радиальном направлении, перпендикулярном к оси Х. На фиг. 3 стрелками показано прохождение электролита. Крышка 30 содержит первую часть 32 и вторую часть 34. Части 32 и 34 электрически изолированы друг от друга изолирующим элементом 50, имеющим кольцевую форму и установленным между указанными частями 32 и 34. Первое кольцо закреплено на первой части 32 крышки, а второе кольцо закреплено на второй части 34 крышки, следовательно, оба кольца электрически изолированы друг от друга, благодаря присутствию изолирующего элемента 50. Таким образом, когда одно из колец производит обработку и, следовательно, получает питание током, другое кольцо не может получать питание током, что в данном случае позволяет избегать нежелательной обработки некоторых зон диска 1.
Кроме того, инструмент 10 содержит два подвижных защитных элемента 40, тоже закрепленных на внутренней периферии крышки 30. Следовательно, когда инструмент совершает движение, перемещение крышки 30 приводит к одновременному перемещению обоих подвижных защитных элементов 40. Как показано на фиг. 4, защитные элементы имеют форму, идентичную форме колец 20, если смотреть вдоль оси Х инструмента, то есть кольцевую форму, и имеют множество радиальных выступов 44 защитного элемента на своей внутренней периферии. Подвижные защитные элементы 40 являются соответственно смежными с кольцами 20 и находятся над ними вдоль оси Х инструмента. Когда инструмент перемещается, подвижные защитные элементы и кольца перемещаются одновременно в виде единого блока. Таким образом, узел, состоящий из колец 20 и подвижных защитных элементов 40, образует кольцевую часть, имеющую множество радиальных выступов на своей внутренней периферии. Эти радиальные выступы имеют форму и размеры пазов, которые предстоит выполнить на каждой ступени диска 1.
Кроме того, подвижные защитные элементы 40 содержат множество нагнетательных каналов 42 для текучей среды, каждый из которых содержит сообщающиеся между собой радиальный участок 42а канала и осевой участок 42b канала. Радиальный участок 42а канала расположен в направлении, перпендикулярном к оси Х инструмента, а осевой участок 42b канала расположен в направлении, параллельном оси Х. Нагнетательные каналы 42 расположены таким образом, чтобы обеспечивать питание каждого радиального выступа 44 защитного элемента, при этом каждый осевой участок 42b канала расположен таким образом, чтобы выходить на каждый выступ 22 колец 20, соответственно смежный с радиальными выступами 44 подвижных защитных элементов 40, как показано на фиг. 4. Радиальные участки 42а канала расположены таким образом, чтобы выходить соответственно в нагнетательные каналы 36 крышки 30. Следовательно, когда кольцо производит обработку, оно получает питание электролитом из нагнетательных каналов 36 крышки 30 и через нагнетательные каналы 42 для текучей среды. При этом электролит до своего удаления может стекать вокруг выступов 22 кольца. Кроме того, когда производящее обработку кольцо перемещается вдоль оси Х, смежный с ним изолирующий защитный элемент 40 перемещается одновременно, проникая в только что выполненные пазы диска 1. Таким образом, изолирующий защитный элемент 40 позволяет предохранять выполненные участки пазов, препятствуя перетеканию электролита на эти участки, и избегать чрезмерной обработки этих участков, сохраняя, таким образом, качество обработки пазов.
На наружной периферии диска 1 между двумя ступенями диска 1 расположен также неподвижный защитный элемент 60. Защитный элемент 60 образует кольцевую часть вокруг диска 1. Он может состоять из двух частей, скрепляемых вместе после их установки на диске, чтобы облегчить его установку и его крепление вокруг наружной периферии диска 1. Средство крепления этих двух частей может представлять собой рычажную защелку, или стяжное кольцо, или любое другое эквивалентное средство. Защитный элемент 60, который может быть электрическим изолятором, позволяет предохранять зоны диска 1, не подлежащие обработке, и препятствует распространению электролита на эти зоны. Кроме того, неподвижный защитный элемент 60 может содержать защиту 62, позволяющую направлять электролит в сторону выходного канала 38 крышки 30, что облегчает удаление электролита и растворенного материала. Стяжное кольцо 62а позволяет позиционировать и удерживать вместе элементы 60 и 62. Вокруг защитного элемента 60 можно установить также уплотнительные прокладки 60а для обеспечения герметичности контакта между крышкой 30 и защитным элементом 60. Узел, состоящий из инструмента 10, многоступенчатого диска 1 и неподвижного защитного элемента 60, может также содержать верхний неподвижный защитный элемент 64, предохраняющий верхнюю часть диска 1, находящуюся над ступенью 1А меньшего диаметра и закрепленную на этой ступени, нижний неподвижный защитный элемент 66, предохраняющий нижнюю часть диска 1, находящуюся под ступенью 1В большего диаметра и закрепленную на этой ступени так же, как и защитный элемент 60. Эти различные неподвижные защитные элементы позволяют предохранять зоны диска 1, которые не подлежат обработке, не позволяя электролиту перетекать на эти зоны.
На фиг. 5 показана машина 100 для электрохимической обработки, содержащая привод 110, который может представлять собой домкрат с вертикальной осью, выполненный с возможностью перемещать инструмент 10 в осевом направлении вдоль оси Х инструмента относительно многоступенчатого диска.
Контур 120 электролита, содержащий резервуар 122, обеспечивает питание колец 20 электролитом через контур 121 питания и удаление электролита через контур 125 удаления.
Этот контур 120 содержит также распределитель 124, который может переходить из первого положения, в котором питание электролитом получает только первое кольцо, во второе положение, в котором питание электролитом получает только второе кольцо.
Насос 123 закачивает электролит в контур 121 питания из резервуара 122; при этом электролит направляется распределителем 124 либо в нагнетательные каналы 36 верхнего защитного элемента 40, либо в нагнетательные каналы нижнего защитного элемента 40 в зависимости от того, требуется ли обрабатывать верхнюю ступень 1А или нижнюю ступень 1В.
Электролит проходит при этом через нагнетательные каналы 42 используемого защитного элемента 40, затем перетекает на выступы 22 кольца 20 и на обрабатываемую ступень диска (ступень 1А или 1В в зависимости от случая), что позволяет постепенно обрабатывать эту ступень.
Наконец, электролит удаляется через выходной канал 38 крышки (во время обработки ступени 1А) или через нижнюю зону инструмента 10, находящуюся под ступенью 1В большего диаметра (во время обработки ступени 1В) (контур 125 удаления).
Кроме того, электрическая цепь 130 позволяет питать кольца 20 электрическим током. Эта цепь 130 содержит электрический переключатель 132, который может переходить из первого положения, в котором питание током получает только первое кольцо от источника 135 тока, во второе положение, в котором питание током получает только второе кольцо.
Таким образом, машина 100 выполнена с возможностью обеспечения обработки первой ступени 1А диска при помощи первого кольца и обработки второй ступени 1В при помощи второго кольца.
Обработка диска происходит следующим образом.
Сначала диск 1 помещают на опору 140, которая представляет собой поворотную плиту, обеспечивающую поворот диска вокруг оси Х. Таким образом, когда во время обработки инструмент 10 поступательно перемещается вдоль оси Х при помощи домкрата 110, он совершает спиралевидное движение относительно диска 1, что позволяет получить необходимую форму пазов.
Сначала инструмент 10 располагают таким образом, чтобы второе кольцо находилось вблизи ступени 1В большего диаметра обрабатываемого диска. Для этого второе кольцо располагают на расстоянии 0,01-0,2 мм над верхней поверхностью ступени 1В вдоль оси Х.
Затем осуществляют обработку ступени 1В, обеспечивая одновременно два действия: машина 100 перемещает инструмент 10 вдоль оси Х при помощи привода 110; диск 1 поворачивается 1 за счет поворота плиты 140; и на второе кольцо подают ток и электролит. Эти комбинированные действия обеспечивают электрохимическую обработку ступени 1В. В ходе этой операции обработки подачу тока и электролита на первое кольцо перекрывают. Выполнение пазов ступени 1В завершается, когда второе кольцо перемещается под нижнюю поверхность ступени 1В вдоль оси Х. После этого прекращают питание второго кольца электролитом и током.
На второй стадии инструмент 100 располагают таким образом, чтобы первое кольцо оказалось вблизи ступени 1А. Далее первое кольцо располагают на расстоянии 0,01-0,2 мм над верхней поверхностью первой ступени 1А вдоль оси Х.
Как на первой стадии обработки, машина 100 перемещает инструмент 10 вдоль оси Х при помощи привода 110, при этом первое кольцо получает питание одновременно током и электролитом. В ходе обработки ступени 1А первым кольцом подачу электролита и тока на второе кольцо перекрывают. Выполнение пазов ступени 1А завершается, когда первое кольцо перемещается под нижнюю поверхность ступени 1А вдоль оси Х. После этого прекращают питание первого кольца электролитом и током. Обработка ступеней многоступенчатого диска 1 завершена.
Хотя настоящее изобретение было описано со ссылками на конкретные примеры осуществления, разумеется, в эти примеры можно вносить различные изменения, не выходя за рамки общего объема изобретения, определенные формулой изобретения. В частности, отдельные отличительные признаки можно комбинировать в дополнительных вариантах осуществления изобретения. Следовательно, описание и чертежи следует рассматривать как иллюстративные, но не как ограничительные.
Разумеется также, что все отличительные признаки, описанные в связи со способом, можно транспонировать отдельно или в комбинации на инструмент, или, наоборот, все отличительные признаки, описанные в связи с инструментом, можно транспонировать отдельно или в комбинации на способ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1990 |
|
RU1755471C |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| СПОСОБ ОТРЕЗКИ КОЛЕЦ | 1997 |
|
RU2133190C1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| Электрод-инструмент | 1982 |
|
SU1098738A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2017 |
|
RU2637868C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Инструмент для абразивно-электрохимического шлифования | 1985 |
|
SU1301600A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВЫЕМОК В ДИСКЕ ТУРБОМАШИНЫ | 2014 |
|
RU2674791C2 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
Изобретение относится к электрохимической обработке, обеспечивающей выполнение пазов в многоступенчатом диске. Предложен инструмент (10) для электрохимического выполнения пазов в многоступенчатом диске (1), содержащий по меньшей мере первое и второе кольца (20), каждое из которых расположено коаксиально вокруг оси диска и выполнено с возможностью выполнения функции катода для обработки соответствующей одной из двух ступеней разного диаметра диска (1). Каждое кольцо имеет внутреннюю периферию, содержащую множество радиальных рабочих выступов (22), имеющих форму, соответствующую форме выполняемых пазов, причем первое и второе кольца (20) жестко скреплены друг с другом. Также предложен способ электрохимического выполнения пазов многоступенчатого диска посредством электрохимической обработки с использованием упомянутого инструмента. Изобретение обеспечивает относительно простое выполнение различных ступеней многоступенчатого диска за короткое время. 3 н. и 7 з.п. ф-лы, 5 ил.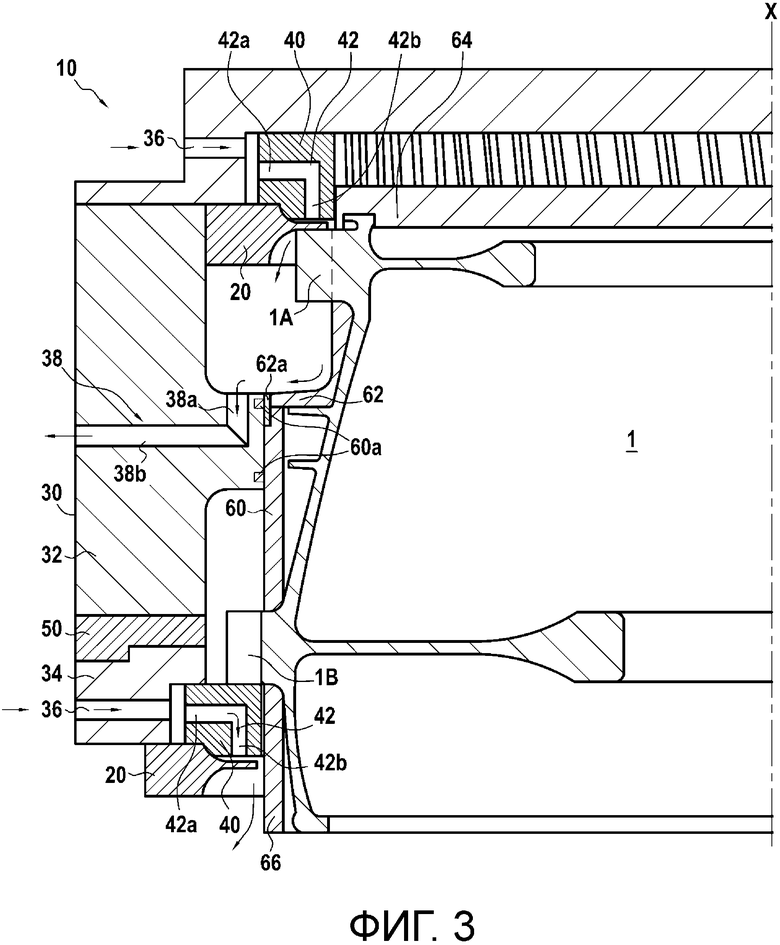
1. Инструмент (10) для электрохимического выполнения пазов в многоступенчатом диске (1), отличающийся тем, что он содержит по меньшей мере первое и второе кольца (20), каждое из которых расположено коаксиально вокруг оси диска и выполнено с возможностью выполнения функции катода для обработки соответствующей одной из двух ступеней разного диаметра диска (1), при этом каждое кольцо имеет внутреннюю периферию, содержащую множество радиальных рабочих выступов (22), имеющих форму, соответствующую форме выполняемых пазов, причем первое и второе кольца (20) жестко скреплены друг с другом.
2. Инструмент (10) по п. 1, в котором радиальные выступы имеют, если смотреть в осевом направлении вдоль оси диска, грибовидную форму.
3. Инструмент (10) по п. 1 или 2, который дополнительно содержит крышку (30), в которой закреплены кольца, при этом указанная крышка расположена вокруг колец и выполнена с возможностью препятствовать радиальным выбросам электролита, стекающего вокруг выступов.
4. Инструмент (10) по п. 3, в котором крышка (30) содержит по меньшей мере две части, которые электрически изолированы друг от друга изолирующим элементом (50) и на которых закреплены соответственно первое и второе кольца.
5. Инструмент (10) по п. 3 или 4, который дополнительно содержит по меньшей мере два подвижных защитных элемента (40), соединенных с указанной крышкой (30) и содержащих нагнетательные каналы (42) для текучей среды, предназначенные для нагнетания электролита на выступы (22), при этом указанные два подвижных защитных элемента (40) расположены смежно соответственно с указанными первым и вторым кольцами (20).
6. Инструмент (10) по любому из пп. 1–5, который дополнительно содержит по меньшей мере один неподвижный защитный элемент (60), выполненный с возможностью крепления на диске (1) и предохранения диска (1) от электролита.
7. Машина (100) для электрохимического выполнения пазов в многоступенчатом диске (1), содержащая опору (140), обеспечивающую крепление многоступенчатого диска (1), инструмент (10) по любому из пп. 1–5, привод (110), выполненный с возможностью обеспечения относительных перемещений инструмента (10) относительно диска (1), закрепленного на опоре (140), при этом диск находится по меньшей мере частично внутри инструмента (10); контур (120) электролита и электрическую цепь (130), при этом машина (100) выполнена с возможностью обеспечения обработки первой ступени (1А) диска (1) при помощи первого кольца и обработки второй ступени (1В) диска (1) при помощи второго кольца посредством электрохимической обработки в ходе указанных перемещений.
8. Способ электрохимического выполнения пазов в многоступенчатом диске посредством электрохимической обработки с использованием инструмента (10) по любому из пп. 1–5, включающий следующие этапы:
а) расположение инструмента (10) таким образом, чтобы первое из указанных по меньшей мере двух колец (20) находилось вблизи первой предназначенной для обработки ступени (1В) диска;
b) обработку первой ступени (1В) диска посредством электрохимической обработки путем перемещения инструмента относительно диска вдоль оси диска;
с) расположение инструмента (10) таким образом, чтобы второе из указанных по меньшей мере двух колец (20) находилось вблизи второй предназначенной для обработки ступени (1А) диска;
d) обработку второй ступени (1А) диска посредством электрохимической обработки путем перемещения инструмента относительно диска вдоль оси диска.
9. Способ по п. 8, который дополнительно содержит следующие этапы:
- отключение электрического питания и подачи электролита на второе кольцо, когда первое кольцо осуществляет обработку на этапе b);
- отключение электрического питания и подачи электролита на первое кольцо, когда второе кольцо осуществляет обработку на этапе d).
10. Способ по п. 8 или 9, в котором на этапе обработки b) и/или d) относительное перемещение инструмента относительно диска представляет собой спиралевидное движение вокруг оси диска (1).
| FR 3006925 A1, 19.12.2014 | |||
| US 20120213639 A1, 23.08.2012 | |||
| US 8057645 B2, 15.11.2011 | |||
| US 3288699 A1, 29.11.1966 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2276633C2 |

