ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится: к сепаратору, работающему под давлением от 10 МПа до 50 МПа, для разделения состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газовую фракцию; способу разделения под давлением от 10 МПа до 50 МПа состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газовую фракцию; способу получения гомополимеров этилена или сополимеров из этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами, где разделение реакционной смеси, полученной полимеризацией, осуществляется в таком сепараторе.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Полиэтилен представляет собой широко используемый товарный полимер. Его получают различными способами. Полимеризация в присутствии катализаторов полимеризации со свободными радикалами при повышенных давлениях представляла собой впервые разработанный способ получения полиэтилена и продолжает представлять собой востребованный способ получения полиэтилена низкой плотности (ПЭНП).
Стандартная компоновка установки получения полиэтилена низкой плотности включает в себя, помимо реактора полимеризации, представляющего собой автоклав или трубчатый реактор или их комбинацию, и прочее оборудование. При создании избыточного давления для компонентов реакции, как правило, используется набор из двух компрессоров: компрессора первой ступени и компрессора второй ступени. Установка полимеризации при высоком давлении в конце стадии полимеризации обычно содержит дополнительные устройства типа экструдеров и грануляторов, для гранулирования полученного полимера. Кроме того, такая установка полимеризации, как правило, включает в себя устройства для подачи мономеров и сомономеров, катализаторов полимеризации со свободными радикалами, модификаторов или других веществ, в одно или несколько мест, относительно места проведения реакции полимеризации.
Характерной чертой полимеризации этиленненасыщенных мономеров при высоком давлением и использовании катализаторов является далеко не полная степень превращения мономеров. При полимеризации в трубчатом реакторе за один реакторный цикл превращению подвергается примерно от 10% до 50% дозированной подачи мономеров, а в реакторе автоклавного типа превращению подвергается примерно от 8% до 30% дозированной подачи мономеров. Соответственно, обычной практикой является разделение выгруженной реакционной смеси на полимерные и газообразные компоненты и повторная переработка мономеров. Во избежание ненужных циклов декомпрессии и сжатия, разделение на полимерные и газообразные компонентов, как правило, осуществляется в две стадии. Выходящая из реактора смесь мономера с полимером подается в первый сепаратор, часто называемый сепаратор отделения продукта под высоким давлением, в котором осуществляется разделение на полимерные и газообразные компоненты при давлении, позволяющем осуществлять повторную циркуляцию этилена и сомономеров, отделенных от реакционной смеси мономера с полимером, в месте между компрессором первой ступени и компрессором второй ступени. Полимерные компоненты внутри первого сепаратора находятся в жидком состоянии. Уровень жидкой фазы в первом сепараторе обычно измеряется радиометрическим способом измерения уровня и контролируется перепускным клапаном. Жидкая фаза, полученная в первом сепараторе, подается во второй сепаратор, часто называемый сепаратор отделения продукта при низком давлении, где происходит дальнейшее разделение полимерных и газообразных компонентов при низком давлении. Этилен и сомономеры, отделенные от смеси во втором сепараторе, подаются в компрессор первой ступени, где они сжимаются до давления подачи свежего этилена, смешиваются с потоком свежего этилена, а объединенные потоки подвергаются сжатию до давления возвращаемого потока газа высокого давления.
Первый сепаратор, обычно работающий под давлением от 10 МПа до 50 МПа, оснащается предохранительными устройствами для защиты сепаратора от слишком высокого давления. Для этих целей обычно используются разрывные мембраны. Разрывные мембраны устанавливаются на выпускные линии сепараторов, через которые осуществляется отбор газообразной фракции для повторной подачи в компрессор второй ступени. Для предотвращения закупорки разрывных мембран полимером, захваченным газом рециркуляции, следует избегать застойного пространства перед разрывными мембранами. В целях безопасности разрывные мембраны часто монтируются в массивном стальном блоке.
Новые современные предприятия проектируются на большую мощность одной производственной линии, чем в прошлом. В связи с более высокой скоростью пропускания материала возникает необходимость в использовании сепараторов большего размера и, соответственно, увеличивается объем сброса давления разрывными мембранами при их срабатывании. Поскольку диаметр существующих разрывных мембран ограничен, то возникает потребность установки более чем одной разрывной мембраны, чтобы обеспечить достаточно быстрое стравливание давления. Более того, поскольку установка разрывной мембраны требует определенного места для ее сборки, исключения застойного пространств и установки разрывных мембраны непосредственно на линиях с постоянным потоком газа, то возникает необходимость отбирать газ, выходящий из сепаратора, более чем через одну выпускную линию, чтобы устанавливать разрывные мембраны в непосредственной близости от первого сепаратора.
В соответствии с этим целью настоящего изобретения является преодоление недостатков прототипа и установки в сепараторе одной или нескольких разрывных мембран без образования застойного пространства при относительной простоте и экономичности конструкции сепаратора, который не требует разъема для газа, выходящего из сепаратора и прохождения через более чем одну выпускную линию, и исключающий установку разрывных мембран в отдельных массивных стальных блоках.
КРАТКОЕ ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
Нами обнаружено, что данная цель достигается сепаратором, работающим под давлением от 10 МПа до 50 МПа, для разделения состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газообразную фракцию, где:
сепаратор имеет цилиндрическую форму и устанавливается вертикально;
сепаратор в верхней части имеет люк, окруженный утолщенной частью стенки сепаратора;
сепаратор, оснащен устройствами ввода состава в сепаратор, устройствами отбора газовой фракции с верхней части сепаратора и устройствами отбора жидкой фракции с нижней части сепаратора; и
сепаратор, содержит, по меньшей мере, одну разрывную мембрану, удерживаемую держателем разрывной мембраны, которая герметично установлена в отверстии утолщенной части стенки сепаратора.
Более того, нами разработан способ разделения под давлением от 10 МПа до 50 МПа, состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газообразную фракцию и способ получения гомополимеров этилена или сополимеров из этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами при температурах от 100°С до 350°С и давлении в пределах от 110 МПа до 500 МПа в реакторе полимеризации, где разделение реакционной смеси, полученной полимеризацией, осуществляется в таком сепараторе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Рис. 1 представлено схематическое изображение типовой компоновки подходящего трубчатого реактора полимеризации.
На Рис. 2а представлено схематическое изображение вертикального и поперечного сечения сепаратора в соответствии с известным уровнем техники. На Рис. 2b представлено схематическое изображение горизонтальной проекции сепаратора в соответствии с известным уровнем техники.
На Рис. 3 представлено схематическое изображение держателя разрывной мембраны с встроенной разрывной мембраной в соответствии с известным уровнем техники, и в соответствии с настоящим изобретением.
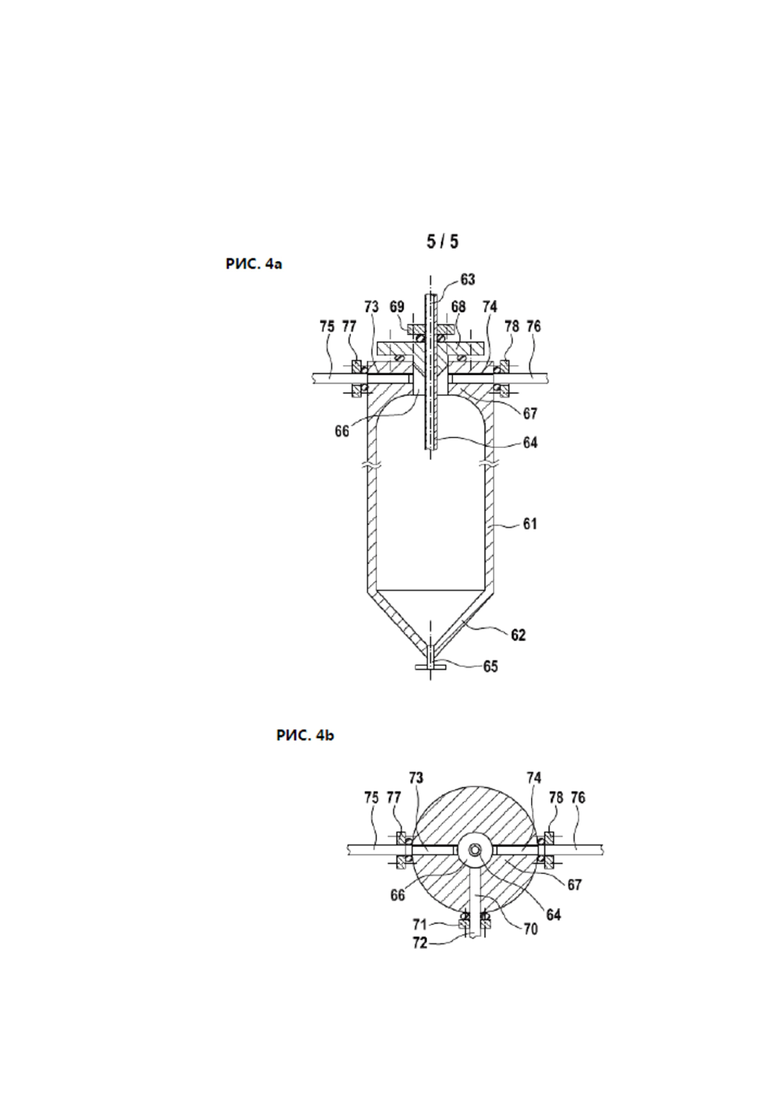
На Рис. 4а представлено схематическое изображение вертикального и поперечного сечения сепаратора в соответствии с настоящим изобретением. На Рис. 4b представлено схематическое изображение горизонтальной проекции сепаратора в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к сепаратору, работающему под давлением от 10 МПа до 50 МПа, предпочтительнее от 20 МПа до 30 МПа, для разделения состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газообразную фракцию. Сепаратор оснащен устройствами ввода состава в сепаратор, устройствами отбора газовой фракции в верхней части сепаратора и устройствами отбора жидкой фракции в нижней части сепаратора. Устройство отбора газовой фракции в верхней части сепаратора, предпочтительно представляет собой отверстие выпуска газа в верхней части сепаратора. Устройство отбора жидкой фракции в нижней части сепаратора, предпочтительно представляет собой отверстие выпуска жидкой фазы в нижней части сепаратора. Предпочтительным является выполнение нижней части сепаратора в виде конуса.
Сепаратор, в соответствии с настоящим изобретением, имеет цилиндрическую форму и устанавливается вертикально. Сепаратор, предпочтительно, имеет отношение длины к диаметру L/D от 4 до 10, более предпочтительно от 5 до 8. Значения длины и диаметра сепаратора относятся к внутренним размерам. Предпочтительная длина сепаратора составляет от 3 метра до 20 метров и более предпочтительно от 5 метров до 15 метров. Предпочтительный диаметр сепаратора составляет от 0,5 метра до 2,5 метров и более предпочтительно от 1 метров до 2 метров. Если нижняя часть сепаратора выполнена в виде конуса, то высота конуса входит в длину сепаратора.
Сепаратор в верхней части имеет люк, окруженный утолщенной частью стенки сепаратора. Предпочтительно диаметр люка составляет, по меньшей мере, 0,4 метра, а более предпочтительно составляет от 0,5 м до 0,8 м. Утолщенная часть стенки сепаратора в его верхней части выполняется с учетом того, что диаметр люка меньше внутреннего диаметр сепаратора в его цилиндрической части, а наружный диаметр сепаратора в районе люка не уменьшается в той же пропорции. Предпочтительно сепаратор конструируется таким образом, чтобы наружный диаметр сепаратора оставался постоянным в верхней части сепаратора, означая идентичность наружного диаметра сепаратора в верхней части наружному диаметру сепаратора в его цилиндрической части, и, соответственно, отсутствие сужения к верхней части, в то время как внутренний диаметр сепаратора в его цилиндрической части остается больше диаметра люка. Обычно люк закрывается герметичной крышкой, плотно прижимаемой к корпусу сепаратора, предпочтительно винтами. Предпочтительно винты, соединяющие крышку с корпусом сепаратора, устанавливаются на верхней утолщенной части стенки сепаратора.
Типичные объемы сепараторов по настоящему изобретению составляют от 4 м3 до 20 м3. Данные сепараторы используются, например, в качестве сепаратора отделения продукта под высоким давлением для установок полимеризации под высоким давлением с годовой производительностью от 80000 до 500000 тонн ПЭНП.
Устройство ввода состава в сепаратор представляет собой впускное отверстие в стенке сепаратора. Предпочтительно, чтобы устройство ввода состава в сепаратор представляло собой впускной трубопровод, обычно называемый также погружной трубой, входящей вертикально сверху в сепаратор. Данный впускной трубопровод предпочтительно располагается по центру сепаратора и встраивается в крышку люка. Предпочтительным соединением впускного трубопровода с крышкой является съемный фланец.
Для предпочтительных впускных трубопроводов отношение внутреннего диаметра входного трубопровода на его нижнем конце, то есть на выходе трубы, и внутреннего диаметра сепаратора в его цилиндрической части составляет от 0,2 до 0,4 и более предпочтительно от 0,22 до 0,35. Сохранение предпочтительного соотношения внутреннего диаметра входного трубопровода на его нижнем конце к внутреннему диаметру сепаратора в его цилиндрической части предпочтительно достигается за счет использования в качестве впускного трубопровода трубы, расширяющейся в своей нижней части. Предпочтительно предусмотреть возможность переустановки впускного трубопровода, т.е. его вытаскивание из сепаратора путем отсоединения специального фланца люка на его верхней части.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения, впускной трубопровод входит в сепаратор на расстояние от 25% до 50% от длины сепаратора, а более предпочтительно от 30% до 40% от длины сепаратора.
Сепаратор, в соответствии с настоящим изобретением, характеризуется тем, что содержит, по меньшей мере, одну разрывную мембрану, удерживаемую держателем разрывной мембраны, которая герметично установлена в отверстии утолщенной части стенки сепаратора. Разрывные мембраны, часто называемые мембранными предохранительными устройствами или разрывными диафрагмами, представляют собой устройства для сброса давления без обратного включения, которые защищают сепараторы или системы, работающие под давлением, в качестве конечных элементов защиты от слишком высокого давления. Разрывные мембраны обеспечивают мгновенное срабатывание на повышение давления, но после разрыва не подлежат восстановлению. В известном смысле разрывная мембрана как таковая, разрываемая при возникновении слишком высокого давления и встраиваемая в сепаратор или систему, подлежащие защите, меняется без дополнительных сложностей. Таким образом, в соответствии с настоящим изобретением, разрывная мембрана удерживается держателем, к которому она крепится, предпочтительно, стопорной гайкой или винтом, образуя узел разрывной мембраны. Держатель разрывной мембраны герметично соединен с корпусом сепаратора. Предпочтительным является крепление держателя разрывной мембраны к стенке сепаратора с помощью фланцевого соединения с внешней стороны.
В случае разрыва мембраны следует предусмотреть соответствующий выход содержимого сепаратора через отверстие, образованное при разрыве. Соответственно, держатель разрывной мембраны предпочтительно соединяется с вентиляционной линией, которая в чрезвычайной ситуации позволяет передавать содержимое сепаратора в безопасное место, на факел или в атмосферу, например, через продувочную емкость. Поскольку части разорванной мембраны будут выбрасываться через держатель разрывной мембраны, то предпочтительной является установка в соответствующих местах в вентиляционных линиях устройств поглощения кинетической энергии, так называемых улавливающих приспособлений, чтобы части разорванной мембраны не закупорили или не застряли в вентиляционных линиях. Такими устройствами для поглощения кинетической энергии являются, например, концы трубопроводов, залитые свинцом.
В соответствии с настоящим изобретением, держатель разрывной мембраны устанавливается в отверстие в утолщенной части стенки сепаратора. Эта зона сепаратора имеет достаточную прочность и в ней могут быть просверлены одно или несколько отверстий без ущерба баростойкости сепаратора. Предпочтительно, утолщенная часть в верхней части стенки сепаратора имеет, по меньшей мере, два отверстия, одно в качестве выпускного отверстия для отбора газообразной фракции из верхней части сепаратора, и, по меньшей мере, одно для установки держателя разрывной мембраны. В утолщенной части стенки сепаратора на одной высоте сверлится до восьми отверстий, а предпочтительные сепараторы имеют одно отверстие в качестве выпускного отверстия для отбора газообразной фракции из верхней части сепаратора и от 1 до 7 отверстий для установки держателей разрывных мембран. Особенно предпочтительным сепаратором является сепаратор, имеющий одно отверстие в качестве выпускного отверстия для отбора газообразной фракции из верхней части и от 1 до 3 отверстий для установки держателей разрывных мембран.
Предпочтительным является размещение разрывных мембран без образования застойного пространства, то есть без закупоривания передней части разрывной мембраны в месте, которое находится в контакте с газовой фракцией в сепараторе. Следовательно, предпочтительным местом установки разрывных мембран является внутренний конец отверстия в утолщенной части стенки сепаратора с учетом того, что поверхность узла разрывной мембраны, находящаяся в контакте с газообразной фракцией в сепараторе, и поверхность стенки люка выполняются в одной плоскости. Следует понимать, что из-за конструктивных соображений внешняя поверхность разрывной мембраны обычно, но не всегда, совпадает с внешней поверхностью узла разрывной мембраны. Обычно разрывная мембрана крепится на держателе разрывной мембраны стопорной гайкой, охватывающей разрывную мембрану по ее наружной кромке, не захватывая центральную часть. Данный зазор между разрывной мембраной и поверхностью стенки люка, то есть расстояние между плоскостью наружной поверхности разрывной мембраны и плоскостью поверхности стенки люка, обычно составляет несколько миллиметров и часто составляет от 2 до 10 мм.
Сепаратор по настоящему изобретению, предпочтительно используется в качестве сепаратора продукта высокого давления при полимеризации под высоким давлением этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами. Полимеризация под высоким давлением предпочтительно представляет собой гомополимеризацию этилена или сополимеризацию этилена с одним или несколькими прочими мономерами, при условии, что эти мономеры сополимеризуемы с этиленом под высоким давлением при наличии свободных радикалов. Примерами подходящих сополимеризуемых мономеров являются: α,β-ненасыщенные С3-С8 карбоновые кислоты, в частности: малеиновая кислота, фумаровая кислота, итаконовая кислота, акриловая кислота, метакриловая кислота и кротоновая кислота; производные, ненасыщенных α,β-С3-С8 карбоновых кислот, например, ненасыщенные С3-С15 сложные эфиры карбоновой кислоты, в частности: сложные эфиры С1-С6 алифатических спиртов или их ангидриды, в частности: метил-метакрилат, этил-метакрилат, n-бутил-метакрилат или трет-бутил-метакрилат, метилакрилат, этилакрилат, n-бутилакрилат, 2-этилгексилакрилат, трет-бутилакрилат, метакриловой ангидрид, малеиновый ангидрид или итаконовый ангидрид; и 1-олефины, такие как пропен, 1-бутен, 1-пентен, 1-гексен, 1-октен или 1-децен. Кроме того, в качестве сомономеров могут использоваться винилкарбоксилаты, в частности, винилацетат. Особо пригодны в качестве сомономера: пропен, 1-бутен, 1-гексен, акриловая кислота, n-бутилакрилат, трет-бутилакрилат, 2-этилгексилакрилат, винилацетат или винилпропионат.
В случае сополимеризации, доля сомономера или сомономеров в реакционной смеси составляет от 1 до 50 вес. %, предпочтительно от 3 до 40 вес. %, исходя из количество мономеров, то есть общего количества этилена и других мономеров. В зависимости от типа сомономера является предпочтительной подача сомономеров через более чем одну точку ввода в реакторе. Предпочтительной является подача сомономеров со стороны всасывания компрессора второй ступени.
Для целей настоящего изобретения, полимерами или полимерным сырьем являются все вещества, которые состоят из, по меньшей мере, двух мономерных цепочек. Они, предпочтительно, представляют собой полиэтилены низкой плотности со средней молекулярной массой Мn более 20000 г/моль. Термин полиэтилен низкой плотности подразумевает включение гомополимеров этилена и сополимеров этилена. Способ, согласно настоящему изобретению, может с успехом использоваться при получении олигомеров, парафинов и полимеров с молекулярной массой Мn менее 20000 г/моль.
Возможными катализаторами запуска полимеризации в присутствии свободных радикалов в соответствующих зонах реакции являются все вещества, производящие химические радикалы в условиях реактора полимеризации, например, кислород, воздух, азосоединения или пероксидные катализаторы полимеризации. В предпочтительном варианте осуществления настоящего изобретения полимеризацию проводят с использованием кислорода, поданного либо в виде чистого O2 или как воздуха. В случае полимеризации кислородом, катализатор, как правило, сначала смешивают с этиленовым сырьем, а затем подают в реактор. В данном случае можно подавать не только поток, содержащий мономер и кислород в начало реактора полимеризации, но также к одной или ряду точек вдоль реактора, создавая две или несколько зон реакции. Использование органических пероксидов или азосоединений в качестве катализаторов также представляет собой предпочтительный вариант осуществления настоящего изобретения. Примерами органических пероксидов являются сложные пероксиэфиры, пероксикетали, пероксикетоны и пероксикарбонаты, например, ди-2-этилгексил- пероксидикарбонат, дициклогексил-пероксидикарбонат, диаце-тил-пероксидикарбонат, терт-бутил пероксиизопропилкарбрнат, ди-втор-бутил-пероксидикарбонат, ди-терт-бутилпероксид, ди-терт-амилпероксид, дикумилпероксид, 2,5-диметил-2,5-ди-терт-бутилпероксигексан, терт-бутил-кумилпероксид, 2,5-диметил-2,5-ди-терт-бутил-преокси-гекс-3-ин, 1,3-диизопропил-ионогидроперооксид или терт-бутил-гидропероксид, дидеканоилпероксид, 2,5-диметил-2,5-ди-2-этилгексаноилпероксигексан, терт-амилперокси-2-этилгексаноат, диббензоилпероксид, терт-бутилперокси-2-этил-гексаноат, терт-бутил-пероксидиэтилацетат, терт-бутил-пероксидиэтилизобутират, терт-бутил-перокси-3,5,5-триметилгексанот, 1,1-ди-терт-бутил-перокси-3,3,5-триметилциклогексаноат, 1,1-ди-терт-бутилперокси-циклогексан, терт-бутил пероксиацетат, кумил- пероксинеоденеодеканоат, терт-бутил-амил-пероксинеодеканоат, терт-амил-пероксипивалат, терт-бутил-пероксинеодеканоат, терти-бутил- пермалеат, терт-бутил-пероксипивалат, терт-бутил-пероксиизоизононаноат, ди-изопропилбензол гидропероксид, кумил-гидропероксид, терт-бутил- пероксибензоат, метил-изобутил-кетон-гидропероксид, 3,6,9-триэтил-3,6,9-триметил-трипероксоциклононан и 2,2-ди-терт-бутил-пероксибутан. Пригодны для использования алифатические азосоединения (диазины), азодикарбоновые сложные эфиры, азодикарбоновые динитрилы, такие как азобисизобутиронитрил и углеводороды, которые разлагаются на свободные радикалы и упоминаются в качестве катализаторов С-С, например производные 1,2-дифенил-1,2-диметилэтана и производные 1,1,2,2-тетраметилэтана. Можно использовать отдельные катализаторы или, предпочтительно, смеси различных катализаторов. Большой спектр катализаторов, в частности пероксидов, предлагается компанией «Akzo Nobel» под торговыми марками Trigonox® или Perkadox®.
Подходящие пероксидные катализаторы полимеризации включают в себя, например: 1,1-ди-терт-бутил-перокси-циклогесан, 2,2-ди-терт-бутил-перокси-бутан, терт-бутил-перокси-3,5,5-триметилгексаноат, терт-бутил-пероксибензоат, 2,5-диметил-2,5-ди-терт-бутил-перокси-гексан, терт-бутил-кумил-пероксид, ди-терт-бутил-пероксид и 2,5-диметил-2,5-ди-терт-бутил-перокси-гекс-3-ин, а особенно предпочтительными являются терт-бутил-перокси-3,5,5-триметилгексаноат, ди-2-этилгексил-преоксидикарбрнат или терт-бутил-перокси-2-этилгексаноат.
Катализаторы могут использоваться по отдельности или в виде смеси с концентрацией от 0,1 моль/т до 50 моль/т полученного полиэтилена, в частности от 0,2 моль/т до 20 моль/т, в каждой зоне реакции. В предпочтительном варианте осуществления настоящего изобретения, катализатор полимеризации в присутствии свободных радикалов, подаваемых в зону реакции, представляет собой смесь, по меньшей мере, из двух различных азосоединений или органических пероксидов. При использовании таких смесей катализаторов предпочтительна их подача во все зоны реакции. Ограничений на количество различных катализаторов в такой смеси нет, но, тем не менее, предпочтительным является содержание в смеси от двух до шести катализаторов, а, в частности, двух, трех или четырех различных катализаторов. Особое предпочтение отдается применению смеси катализаторов, которые имеют разные температуры разложения.
Часто представляется выгодным использование катализаторов в растворенном состоянии. Примерами подходящих растворителей являются кетоны и алифатические углеводороды, в частности, октан, декан и изододекан, а также другие насыщенные С8-С25 углеводороды. Растворы содержат катализаторы или смеси катализаторов в соотношении от 2 до 65 вес. %, предпочтительно от 5 до 40 вес. % и особенно предпочтительно от 8 до 30 вес. %.
В процессе полимеризации под высоким давлением, молекулярная масса полимеров, подлежащих изготовлению, обычно меняется путем добавления модификаторов, которые действуют как регуляторы молекулярной массы. Примерами подходящих модификаторов являются: водород, алифатические и олефиновые углеводороды; например, пропан, бутан, пентан, гексан, циклогексан, пропен, 1-бутен, 1-пентен или 1-гексен; кетоны, такие как ацетон, метилэтилкетон (2-бутанон), метилизобутилкетон, метилизоамилкетон, диэтилкетон или диамилкетон; альдегиды, такие как формальдегид, ацетальдегид или пропионовый альдегид и насыщенные алифатические спирты, такие как метанол, этанол, пропанол, изопропанол или бутанол. Особое предпочтение отдается использованию насыщенных алифатических альдегидов, в частности, пропиональдегида или 1-олефинов, таких как пропен, 1-бутен или 1-гексен, или алифатических углеводородов, таких как пропан.
Полимеризация под высоким давлением предпочтительно осуществляется: при давлении от 110 МПа до 500 МПа, предпочтительнее при давлении от 160 МПа до 350 Мпа, а давление от 200 МПа до 330 МПа особенно предпочтительно для полимеризации в трубчатом реакторе; давление от 110 МПа до 300 МПа является предпочтительным, а давление от 120 МПа до 280 МПа особенно предпочтительным для полимеризации в реакторе автоклавного типа. Температуры полимеризации обычно находятся: в интервале от 100°С до 350°С, предпочтительнее в интервале от 180°С до 340°С и более предпочтительно в интервале от 200°С до 330°С для полимеризации в трубчатом реакторе; и предпочтительно в интервале от 110°С до 320°С и более предпочтительно в интервале от 120°С до 310°С для полимеризации в реакторе автоклавного типа.
Полимеризация может проводиться во всех типах реакторов высокого давления, подходящих для полимеризации под высоким давлением. Подходящими реакторами высокого давления являются, например, трубчатые реакторы или реакторы автоклавного типа или их комбинация. Предпочтительными реакторами высокого давления являются трубчатые реакторы или реакторы автоклавного типа и, в частности, трубчатые реакторы.
Обычные автоклавные реакторы высокого давления представляют собой реакторы с постоянным перемешиванием и имеют соотношение длины к диаметру в диапазоне от 2 до 30, предпочтительнее от 2 до 20. Такие автоклавные реакторы имеют одну или несколько зон реакции, предпочтительно от 1 до 6 зон реакции и более предпочтительно от 1 до 4 зон реакции. Количество зон реакции зависит от числа турбулизаторов мешалки, которые отделяют отдельные зоны смешения внутри автоклавного реактора.
Соответствующие трубчатые реакторы представляют собой, в основном длинные, толстостенные трубы, длина которых обычно составляет от 0,5 км до 4 км, предпочтительно от 1 км до 3 км в длину и особенно от 1,5 км до 2,5 км. Внутренний диаметр труб находится, как правило, в диапазоне от примерно 30 мм до 120 мм, предпочтительно от 60 мм до 100 мм. Предпочтительное отношение длины к диаметру таких трубчатых реакторов составляет более 1000, предпочтительнее от 10000 до 40000 и особенно предпочтительно от 25000 до 35000.
Предпочтительные трубчатые реакторы имеют, по меньшей мере, две зоны реакции, предпочтительно от 2 до 6 зон реакции и более предпочтительно от 2 до 5 зон реакции. Количество зон реакции определяется числом точек подачи катализатора. Такая точка подачи может, например, представлять собой точку ввода раствора азосоединений или органических пероксидов. Свежий катализатор добавляют в реактор, где он разлагается на свободные радикалы и катализирует дальнейшую полимеризацию. Теплота, образованная в результате реакции, повышает температуру реакционной смеси, поскольку тепла выделяется больше, чем отводится через стенки трубчатого реактора. Повышение температуры увеличивает скорость разложения катализаторов со свободными радикалами и ускоряет полимеризацию до тех пор, пока не будет использован полностью катализатор со свободными радикалами. После этого выделение тепла прекращается и температура снова снижается, так как температура стенок реактора ниже температуры реакционной смеси. Соответственно, часть трубчатого реактора ниже по потоку от точки подачи катализатора, в которой температура повышается, представляет собой зону реакции, в то время как его другая часть, в которой температура снова снижается, представляет собой преимущественно зону охлаждения. Количество и тип добавляемых катализаторов со свободными радикалами определяет повышение температуры и, соответственно, позволяет изменять это значение. Как правило, повышение температуры устанавливается в диапазоне от 70°С до 170°С в первой зоне реакции и от 50°С до 130°С в последующих зонах реакции в зависимости от характеристик производимого продукта и конструкции реактора.
Сжатие состава реакционного газа до давления полимеризации предпочтительно осуществляется, по меньшей мере, в двух последовательно работающих компрессорах, где компрессор первой ступени сжимает состав реакционного газа до давления от 10 МПа до 50 МПа, а компрессор второй ступени, который иногда называют компрессором сверхвысокого давления, затем дополнительно сжимает состав реакционного газа до давления полимеризации от 110 МПа до 500 МПа. Предпочтительным является использование многоступенчатых компрессоров в качестве компрессора первой ступени и компрессора второй ступени. Далее предоставляется возможность выделения одной или нескольких ступеней одного или обоих данных компрессоров и их использование в виде отдельного компрессора. Тем не менее, каскадная конфигурация из одного компрессора первой ступени и одного компрессора второй ступени используется для сжатия состава реакционного газа до давления полимеризации. В таких случаях компрессор первой ступени представляет собой основной компрессор. В нем используется одна или несколько первых ступеней компрессора первой ступени, которые сжимают обратный газ из сепаратора продукта низкого давления до давления подаваемого свежего этилена, в качестве подпорного компрессора, а затем только одна или несколько последующих ступеней работают в качестве компрессора первой ступени, хотя все они являются частью одного устройства.
Обычно устройство полимеризации содержит, кроме реактора полимеризации, линию возвращаемого газа высокого давления и линию возвращаемого газа низкого давления для повторной циркуляции непрореагировавших мономеров в процессе полимеризации. Реакционная смесь, полученная в реакторе полимеризации, направляется в первый сепаратор, разделяющий ее на газовую фракцию и жидкую фракцию при давлении от 10 МПа до 50 МПа, часто называемый сепаратор продукта высокого давления, который, согласно настоящему изобретению, представляет собой сепаратор содержащий, по меньшей мере, одну разрывную мембрану, удерживаемую держателем разрывной мембраны, которая герметично установлена в отверстии утолщенной части стенки сепаратора. Газовая фракция отбирается из данного сепаратора и подается по линии возвращаемого газа высокого давления на сторону всасывания компрессора второй ступени. В линии возвращаемого газа высокого давления, газ обычно очищают несколькими последовательными стадиями очистки от нежелательных компонентов, таких как захваченный полимер или олигомеры. Жидкая фракцию отбирается из первого сепаратора, все еще содержащего растворенные мономеры, такие как этилен и сомономеры в количестве от 20 до 40 вес. %, и направляется во второй сепаратор, часто называемый сепаратор продукта низкого давления, и далее разделяется при пониженном абсолютном давлении в диапазоне от 0,1 до 0,5 МПа на полимерные и газообразные компоненты. Газовая фракция отбирается из второго сепаратора и подается по линии возвращаемого газа низкого давления в компрессор первой ступени, предпочтительно в самую первую ступень. Кроме того, линия возвращаемого газа низкого давления, включает в себя несколько стадий очистки газа от нежелательных компонентов.
Предпочтительным является сжатие оборотного газа, поступающего по линии возвращаемого газа низкого давления, на компрессоре первой ступени до давления потока свежего сырья этиленненасыщенных мономеров, предпочтительно этилена, с последующим его смешением с потоком свежего газа и дополнительного сжатия уже смешанных газов в компрессоре первой ступени при давлении от 10 МПа до 50 МПа. Предпочтительно компрессор первой ступени включает в себя пять или шесть ступеней сжатия, две или три, до добавления потока свежего газа и две или три после добавления потока свежего газа. Компрессор второй ступени предпочтительно содержит две ступени: первую ступень, сжимающую газ примерно от 30 МПа до 120 МПа, и вторую ступень, дополнительно сжимающую газ от примерно 120 МПа до конечного давления полимеризации.
Возможны использование различных конструкций устройств полимеризации, например, автоклавных реакторов.
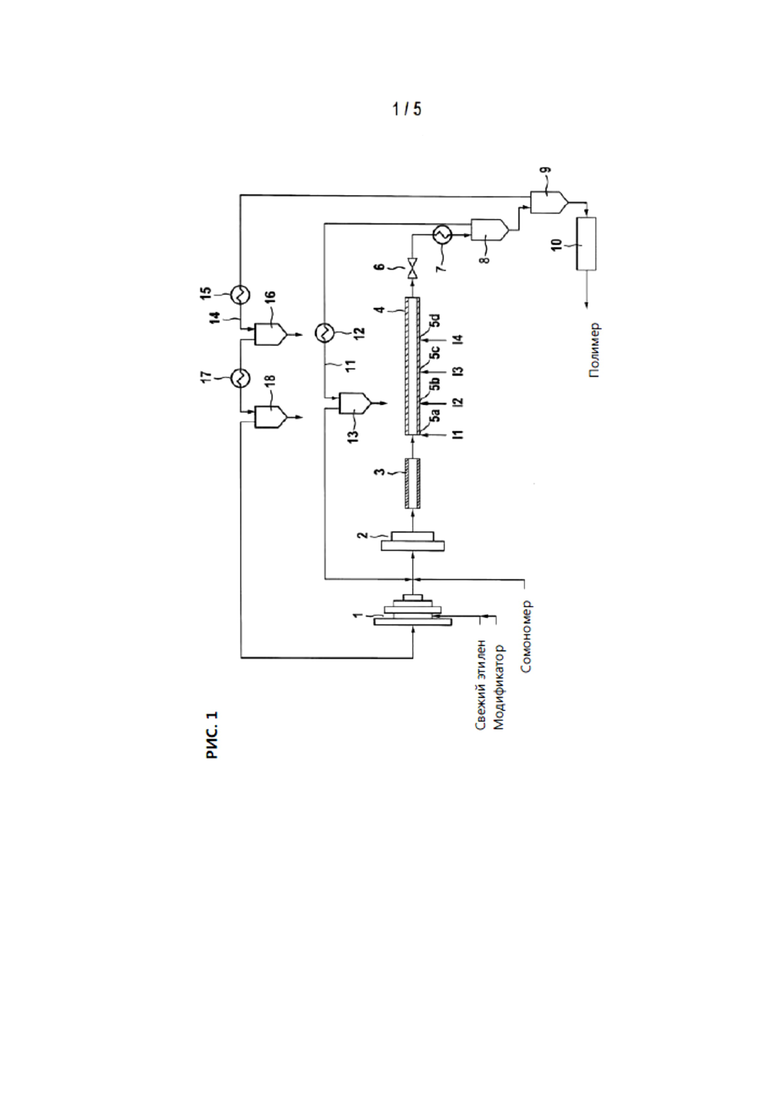
На Рис. 1 представлено схематическое изображение типичного набора подходящего трубчатого реактора полимеризации, без ограничения объема изобретения, описанными здесь вариантами осуществления.
Свежий этилен, обычно находящийся под давлением 1,7 МПа, сначала сжимают до давления около 30 МПа компрессором первой ступени (1), а затем сжимают до давления реакции примерно в 300 МПа компрессором второй ступени (2). Регулятор молекулярной массы добавляют в компрессор первой ступени (1). Реакционная смесь, выходящая из компрессора первой ступени (2), подается в предварительный нагреватель (3), где реакционная смесь предварительно нагревается до температуры начала реакции, примерно от 120°С до 220°С, а затем подается в трубчатый реактор (4).
Трубчатый реактор (4) в основном представляет собой длинную, толстостенную трубу с рубашкой системы охлаждения для отбора выделяющегося тепла реакции из реакционной смеси через контур охлаждения (не показан). Длина трубчатого реактора приблизительно составляет от 0,5 км до 4 км, предпочтительно от 1,5 км до 3 км и особенно от 2 км до 2,5 км. Внутренний диаметр трубы, как правило, находится в диапазоне от примерно 30 мм до 120 мм, а предпочтительно от 60 мм до 100 мм.
Трубчатый реактор (4), показанный на Рис. 1, имеет четыре разнесенных точки ввода катализатора (5а) (5d) для подачи катализаторов или смесей катализаторов I1 до I4 в реактор и, соответственно, четыре зоны реакции. После подачи в трубчатый реактор подходящих катализаторов со свободными радикалами, которые разлагаются при температуре реакционной смеси, начинается реакция полимеризации. Теплота, образованная в результате реакции, повышает температуру реакционной смеси, поскольку тепла выделяется больше, чем отводится через стенки трубчатого реактора. Повышение температуры увеличивает скорость разложения катализаторов со свободными радикалами и ускоряет полимеризацию до тех пор, пока не будет использован полностью катализатор со свободными радикалами. После этого выделение тепла прекращается и температура снова снижается, так как температура стенок реактора ниже температуры реакционной смеси. Соответственно, часть трубчатого реактора ниже по потоку от точки подачи катализатора, в которой температура повышается, представляет собой зону реакции, в то время как его другая часть, в которой температура снова снижается, представляет собой преимущественно зону охлаждения.
Количество и тип добавляемых катализаторов со свободными радикалами определяет повышение температуры и, соответственно, позволяет изменять это значение. Как правило, повышение температуры устанавливается в диапазоне от 70°С до 170°С в первой зоне реакции и от 50°С до 130°С в последующих зонах реакции в зависимости от характеристик производимого продукта и конструкции реактора. Реакционная смесь отбирается из трубчатого реактора (4) через клапан (6) понижения высокого давления и поступает в охладитель (7) реактора. После этого полученный полимер отделяют от непрореагировавшего этилена и других низкомолекулярных соединений (мономеров, олигомеров, полимеров, добавок, растворителей и т.д.) в первом сепараторе (8) и втором сепараторе (9), выгружают в экструдер и гранулятор (10).
Этилен и сомономеры, отделенные в первом сепараторе (8), подаются обратно на вход в верхней части трубчатого реактора (4) в линию высокого давления (11) при 30 МПа. Вначале они освобождаются от других примесей, по меньшей мере, на одной стадии очистки, а затем добавляются в поток мономера между компрессором первой ступени (1) и компрессором второй ступени (2). На Рис. 1 показана одна стадии очистки, состоящая из теплообменника (12) и сепаратора (13). Однако можно осуществлять несколько стадий очистки. В линии высокого давления (11) обычно отделяют парафины.
Этилен, отделенный во втором сепараторе (9), который дополнительно включает в себя, среди прочего, основную часть низкомолекулярных продуктов полимеризации (олигомеры) и растворитель, обрабатывают в линии низкого давления (14) при абсолютном давлении от 0,1 до 0,5 МПа в нескольких сепараторах с теплообменником, расположенным между каждым из сепараторов. На Рис. 1 представлены две стадии очистки, состоящие из теплообменников (15) и (17) и сепараторов (16) и (18). Однако можно использовать только одну стадию очистки или, предпочтительно, более двух стадий очистки. В линии низкого давления (14) обычно отделяют масла и парафины.
Возможно использование различных конфигураций трубчатого реактора полимеризации. Полезно добавлять мономеры не только на вход трубы реактора, но и подавать их, предпочтительно, охлажденными в несколько различных точек реактора. Это предпочтительно осуществлять в начале последующих зон реакции и, в особенности, при использовании кислорода или воздуха в качестве катализаторов, которые обычно добавляют в поток мономера в компрессоре первой ступени.
Если сепаратор, согласно настоящему изобретению, применяют в качестве сепаратора продукта высокого давления при полимеризации под высоким давлением этиленненасыщенных мономеров, то состав, подлежащий разделению в сепараторе, представляет собой реакционную смесь, полученную путем полимеризации этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами при температурах от 100°С до 350°С и давлении в пределах от 110 МПа до 500 МПа.
Для разделения полимерных и газообразных компонентов реакционной смеси используются стадии: подача реакционной смеси в сепаратор; разделение реакционной смеси на газовую фракцию и жидкую фракцию; отбор газовой фракции из верхней части сепаратора; отбор жидкой фракции из нижней части сепаратора. Сепарация предпочтительно осуществляется под давлением от 10 МПа до 50 МПа, более предпочтительно от 20 МПа до 30 МПа и предпочтительно при температуре от 120°С до 300°С, более предпочтительно от 220°С до 290°С для гомополимеров этилена и от 130°С до 260°С для сополимера этилена. Полимерные компоненты внутри сепаратора находятся в жидком состоянии.
Давление реакционной смеси, создаваемое в результате полимеризации под высоким давлением, как правило, уменьшается при прохождении смеси через клапан понижения высокого давления, расположенный ниже по потоку от реактора полимеризации. Реакционную смесь подают в концевой холодильник или охладитель продукта, который использует в качестве охлаждающей среды горячую воду, а затем подают в сепаратор для разделения на жидкую фракцию и газовую фракцию. Для охлаждения реакционной смеси и/или удаления примесей из полимерных продуктов возможно добавление холодного этилена к реакционной смеси перед поступлением в первый сепаратор. Кроме того, можно подавать холодный этилен в сепаратор отдельно. Предпочтительной является непосредственная подача реакционной смеси, полученной в результате полимеризации под высоким давлением, в сепаратор, то есть без добавки к реакционной смеси любых дополнительных компонент, таких как холодный этилен.
Газовую фракцию реакционной смеси, отбираемую в верхней части сепаратора, как правило, подвергают повторной обработке под высоким давлением и, после очистки и охлаждения, возврату на сторону всасывания компрессора второй ступени. Для очистки, газ, выходящий из сепаратора, предпочтительно подают в теплообменник, в котором газ охлаждается горячей водой, а затем в подается в другой сепаратор, где от него отделяется большая часть увлеченных полимерных и олигомерных материалов и примесей. Пройдя дополнительное охлаждения и стадии разделения газ, как правило, дополнительно очищается.
Жидкая фракция из реакционной смеси отбирается в нижней части сепаратора и обычно подается во второй сепаратор, где все еще растворенные низкомолекулярные соединения, главным образом этилен, дополнительно отделяются при пониженном давлении.
Предпочтительным и эффективным способом нагрева цилиндрической части сепаратора является нагрев змеевиками, водными рубашками или нагревательными панелями по которым пропускается насыщенный пар под высоким или средним давлением или вода под давлением при температуре от 120 до 300°С, а более интенсивный нагрев конуса также осуществляется змеевиками, водными рубашки или нагревательными панелями, по которым пропускается насыщенный пар под высоким или средним давлением или вода под давлением при температуре от 120 до 300°С.
В предпочтительном варианте осуществления настоящего изобретения уровень жидкой фракции в сепараторе измеряется радиометрическим способом измерения уровня и контролируется перепускным клапаном, который срабатывает исходя из данных измерения уровня.
Сепаратор, в соответствии с настоящим изобретением, обладает преимуществом в установке требуемых разрывных мембран без образования застойного пространства при относительной простоте и экономичности конструкции. Сепаратор не требует разъема для выходящего газа и более одной выпускной линии. Кроме того, безопасная установка разрывных мембран возможна без использования отдельных массивных стальных блоков.
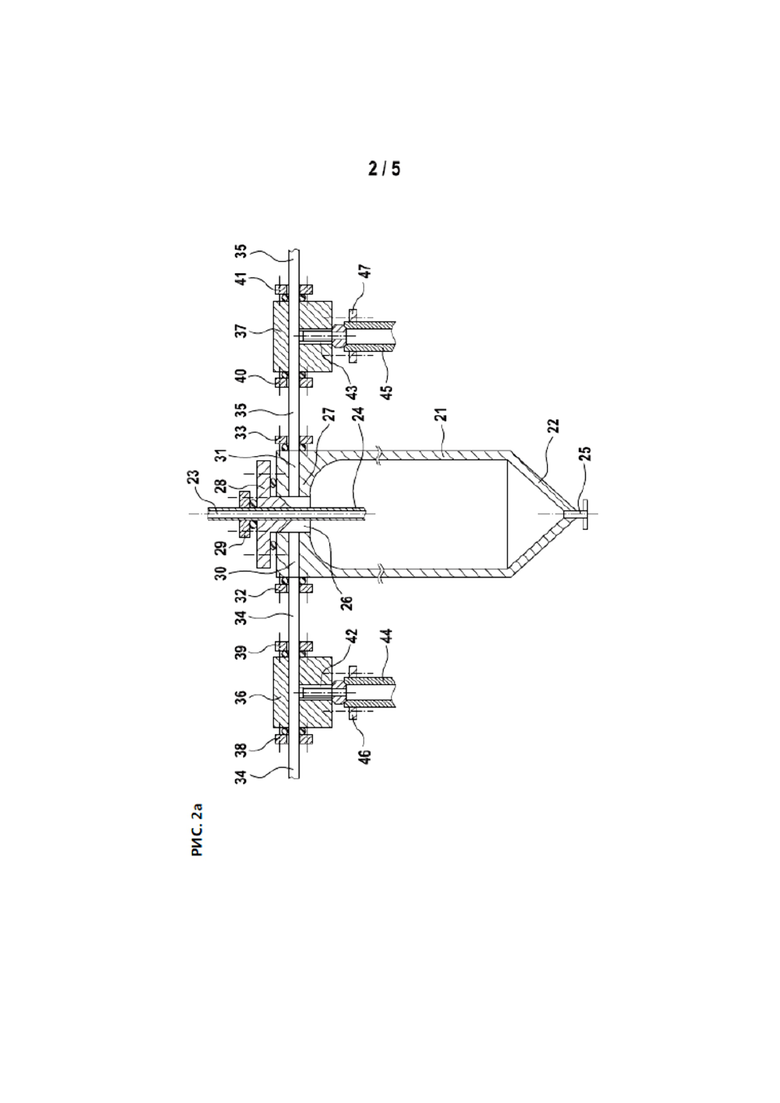
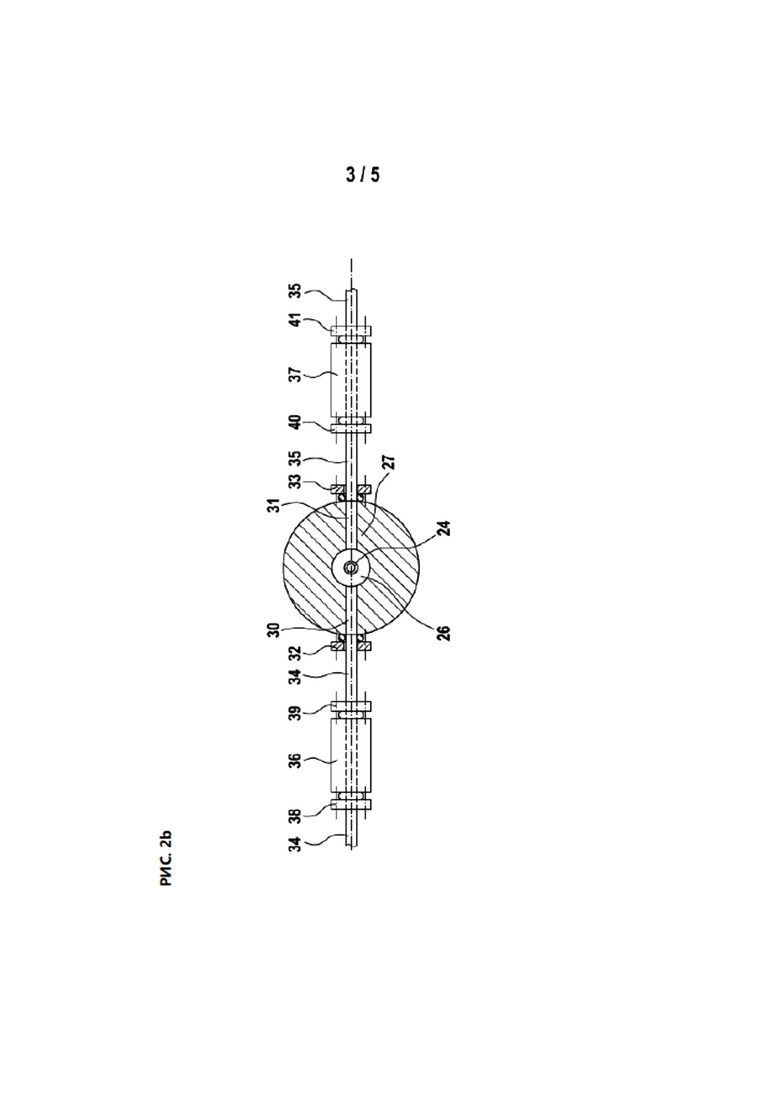
Для отображения преимуществ настоящего изобретения на Рис. 2а представлено схематическое изображение вертикального и поперечного сечения сепаратора в соответствии с известным уровнем техники. На Рис. 2b представлено схематическое изображение горизонтальной проекции сепаратора в соответствии с известным уровнем техники.
Сепаратор (21) имеет цилиндрическую форму и устанавливается вертикально. Нижняя часть сепаратора выполнена в виде конуса (22).
Состав, подлежащий разделению, поступает в сепаратор (21) сверху по трубопроводу (23), который трансформируется во впускной трубопровод (24). Сепаратор (21) частично заполнен жидкой фракцией, например, расплавленным полимером, содержащим растворенные газообразные компоненты. Жидкая фракция отбирается из сепаратора в нижней части по трубопроводу (25).
Сепаратор в верхней части имеет люк (26), окруженный утолщенной частью стенки (27) сепаратора. Люк (26) сепаратора закрывается съемной крышкой (28), к которой съемным фланцем (29) крепится впускной трубопровод (24). Крышка (28), в свою очередь, фланцована относительно утолщенной части стенки сепаратора (27).
Утолщенная часть стенки сепаратора (27) имеет два отверстия (30) и (31), к которым фланцами (32) и (33) подсоединяются две трубы (34) и (35), отводящие газовую фракцию из сепаратора.
При монтаже разрывных мембран, в трубы (34) и (35) вставляются два массивных стальных блока (36) и (37) с использованием фланцев (38) и (39) и фланцев (40) и (41). Стальные блоки (36) и (37) имеют соответствующие отверстия (42) и (43), в которые вставляются держатели разрывных мембран со встроенными разрывными мембранами. Для выпуска в безопасное место содержимого разделительного сосуда после разрыва мембраны используются вентиляционные линии (44) и (45), соединенные фланцами (46) и (47) со стальными блоками (36) и (37). Разрывные мембраны располагаются на внутреннем конце держателей разрывной мембраны и, соответственно, устанавливаются в выпускном трубопроводе без образования застойного пространства, передавая газообразную фракцию из сепаратора (21) в линию возвращаемого газа высокого давления (не показано Рис. 2а и 2b).
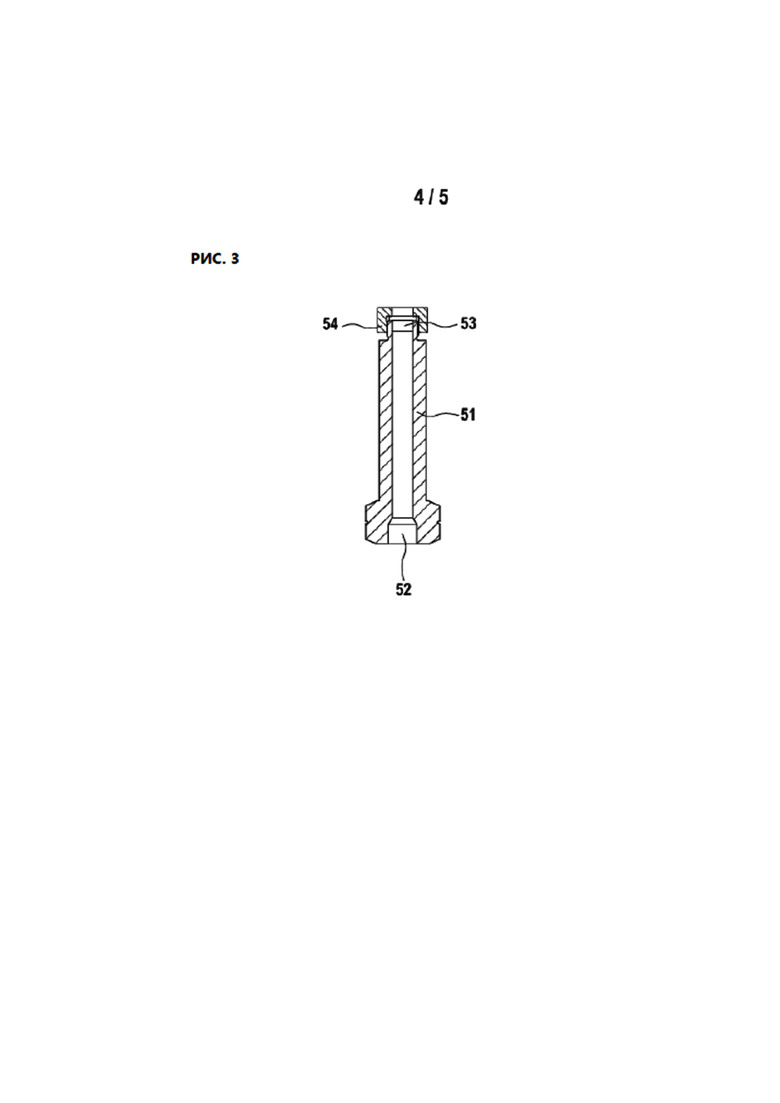
На Рис. 3 представлено подробное схематическое изображение держателя разрывной мембраны с встроенной разрывной мембраной, как при использовании в соответствии с известным уровнем техники, так и в сепараторе в соответствии с настоящим изобретением.
Держатель разрывной мембраны имеет удлиненный корпус (51) с отверстием (52) и утолщением на одном конце. Разрывная мембрана (53) крепится к другому концу корпуса и фиксируется стопорной гайкой (54). Для выпуска в безопасное место содержимого сепаратора после разрыва мембраны (53), вентиляционная линия (не показана) обычно соединяется с отверстием (52) разрывной мембраны.
На Рис. 4а представлено схематическое изображение вертикального и поперечного сечения сепаратора в соответствии с настоящим изобретением. На Рис. 4b представлено схематическое изображение горизонтальной проекции сепаратора в соответствии с настоящим изобретением.
Сепаратор (61) имеет цилиндрическую форму и устанавливается вертикально. Нижняя часть сепаратора выполнена в виде конуса (62).
Состав, подлежащий разделению, поступает в сепаратор (61) сверху по трубопроводу (63), который трансформируется во впускной трубопровод (64). Сепаратор (61) частично заполнен жидкой фракцией, например, расплавленным полимером, содержащим растворенные газообразные компоненты. Жидкая фракция отбирается из сепаратора в нижней части по трубопроводу (65).
Сепаратор в верхней части имеет люк (66), окруженный утолщенной частью стенки (67) сепаратора. Люк (66) сепаратора закрывают съемной крышкой (68), к которой съемным фланцем (69) крепится впускной трубопровод (64). Крышка (68), в свою очередь, фланцована относительно утолщенной части стенки сепаратора (67).
Утолщенная часть стенки сепаратора (67) имеет одно отверстие (70), к которым фланцами (71) подсоединяется труба (72), отводящая газовую фракцию из сепаратора.
Утолщенная часть стенки сепаратора (67) имеет два дополнительных отверстия (73) и (74), в которые вставляются держатели разрывных мембран со встроенными разрывными мембранами. Для выпуска в безопасное место содержимого сепаратора после разрыва мембраны вентиляционные линии (75) и (76) соединяются фланцами (77) и (78) с утолщенной частью стенки сепаратора (67). Разрывные мембраны располагаются на внутреннем конце держателей разрывной мембраны и, соответственно, устанавливаются в люке без образования застойного пространства, через который в первую очередь выходит газообразная фракция, прежде чем покинуть сепаратор (61) через отверстия (70) и выпускной трубопровод (72).
Сравнение Рис. 2а и 2b с Рис. 4а и 4b показывает, что проектирование сепаратора в соответствии с настоящим изобретением, приводит к значительно более простой и экономичной конструкции. Исключается монтаж отдельных массивных стальных блоков. Это означает не только отсутствие необходимости в таких массивных стальных блоках, но и отсутствие монтажа конструкций, обеспечивающих безопасное крепление стальных блоков для смягчения и сопротивления усилиям, которые возникают из-за динамики жидкостей и газов при разрыве мембраны.
Настоящее изобретение относится к способу разделения под давлением от 10 МПа до 50 МПа, предпочтительно при температуре от 120°С до 300°С и составу, содержащему жидкие компоненты и газообразные компоненты в жидкой фракции и газообразной фракции, при осуществлении разделения в таком сепараторе. Предпочтительно состав представляет собой реакционную смесь, полученную путем полимеризации этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами при температурах от 100°С до 350°С и давлении от 110 МПа до 500 МПа.
Сепаратор, согласно настоящему изобретению, может преимущественно использоваться для способа получения гомополимеров этилена или сополимеров под высоким давлением. Соответственно настоящее изобретение относится к способу получения гомополимеров этилена или сополимеров из этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами при температурах от 100°С до 350°С и давлении в пределах от 110 МПа до 500 МПа в реакторе полимеризации, где разделение реакционной смеси, полученной полимеризацией, осуществляется в таком сепараторе. Разделение предпочтительно является первым разделением реакционной смеси, полученной при полимеризации, и осуществляется при давлении от 10 МПа до 50 МПа.
Полимеризацию проводят в одном или нескольких трубчатых реакторах или автоклавных реакторах, или комбинации таких реакторов.
Группа изобретений относится к сепаратору, работающему под давлением от 10 МПа до 50 МПа для разделения состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газовую фракцию, способу разделения при давлении от 10 МПа до 50 МПа указанного состава и способу получения гомополимеров этилена или сополимеров из этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами при температурах от 100°С до 350°С и давлении в пределах от 110 МПа до 500 МПа в реакторе полимеризации. Сепаратор имеет цилиндрическую форму и устанавливается вертикально, в верхней части имеет люк, окруженный утолщенной частью стенки сепаратора. Сепаратор оснащен устройствами ввода состава в сепаратор, устройствами отбора газовой фракции с верхней части сепаратора и устройствами отбора жидкой фракции с нижней части сепаратора. Сепаратор также содержит по меньшей мере одну разрывную мембрану, удерживаемую держателем разрывной мембраны, который герметично установлен в отверстии утолщенной части стенки сепаратора. Способ разделения при давлении от 10 МПа до 50 МПа состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газовую фракцию, осуществляемый в сепараторе вышеуказанной конструкции, включает следующие стадии: подачу реакционной смеси в сепаратор, разделение реакционной смеси на газовую фракцию и жидкую фракцию, отбор газовой фракции из верхней части сепаратора и отбор жидкой фракции из нижней части сепаратора. В способе получения гомополимеров этилена или сополимеров из этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами при температурах от 100°С до 350°С и давлении в пределах от 110 МПа до 500 МПа в реакторе полимеризации разделение реакционной смеси, полученной при полимеризации, осуществляется в сепараторе вышеуказанной конструкции. Техническим результатом является предотвращение образования застойного пространства и упрощение конструкции сепаратора. 3 н. и 9 з.п. ф-лы, 6 ил.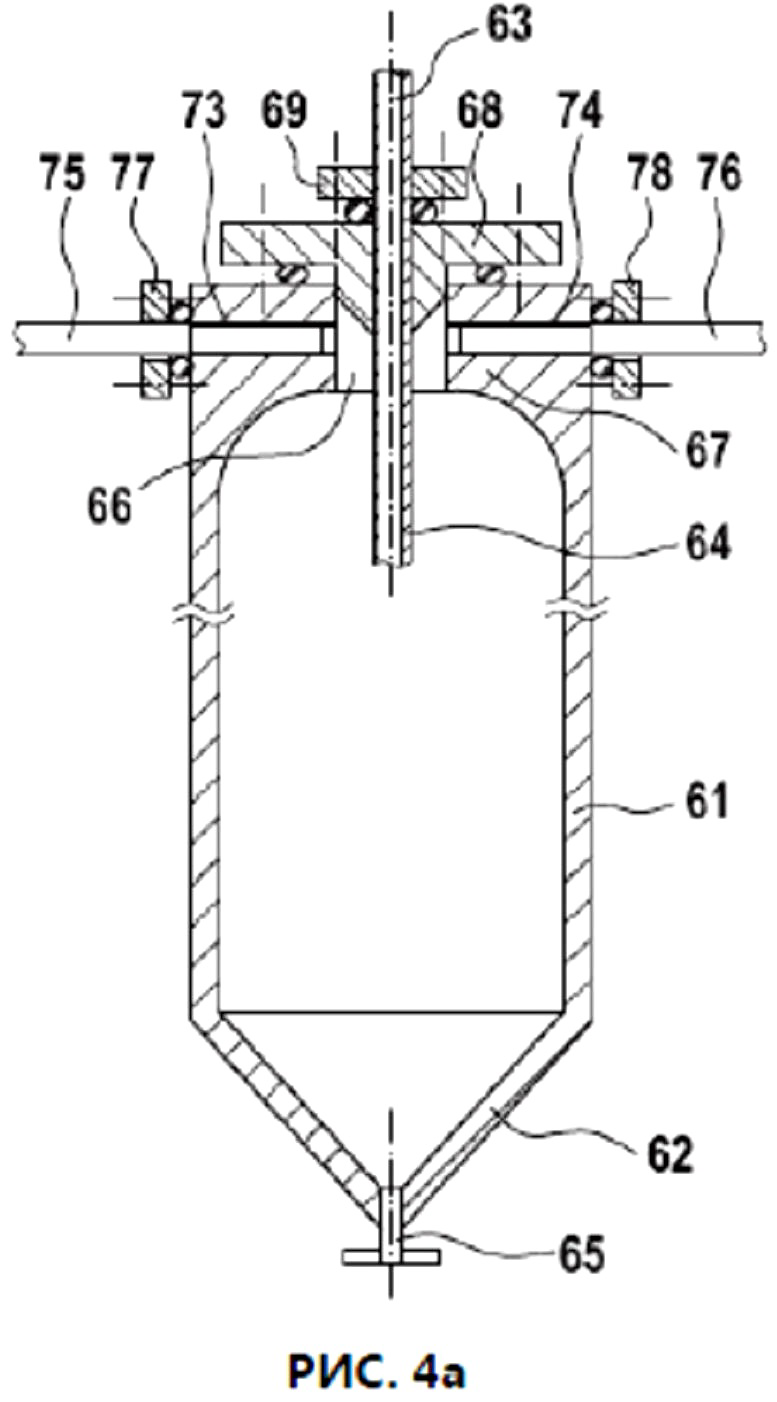
1. Сепаратор, работающий под давлением от 10 МПа до 50 МПа для разделения состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газовую фракцию, отличающийся тем, что:
сепаратор имеет цилиндрическую форму и устанавливается вертикально,
сепаратор в верхней части имеет люк, окруженный утолщенной частью стенки сепаратора,
сепаратор оснащен устройствами ввода состава в сепаратор, устройствами отбора газовой фракции с верхней части сепаратора и устройствами отбора жидкой фракции с нижней части сепаратора и
сепаратор содержит по меньшей мере одну разрывную мембрану, удерживаемую держателем разрывной мембраны, который герметично установлен в отверстии утолщенной части стенки сепаратора.
2. Сепаратор по п.1, отличающийся тем, что держатель разрывной мембраны крепится к стенке сепаратора фланцевым соединением с внешней стороны.
3. Сепаратор по п.1, отличающийся тем, что разрывная мембрана устанавливается на внутреннем конце отверстия в утолщенной части стенки сепаратора таким образом, что поверхность узла разрывной мембраны, находящаяся в контакте с газообразной фракцией в сепараторе, и поверхность стенки люка оказываются в одной плоскости.
4. Сепаратор по п.1 или 3, отличающийся тем, что соотношение L/D сепаратора составляет от 4 до 10.
5. Сепаратор по п.1 или 3, отличающийся тем, что устройство отбора газовой фракции из верхней части сепаратора представляет собой отверстие в утолщенной части стенки сепаратора.
6. Сепаратор по п.1 или 3, отличающийся тем, что устройство ввода состава в сепаратор представляет собой впускной трубопровод, входящий в сепаратор сверху и вертикально.
7. Способ разделения при давлении от 10 МПа до 50 МПа состава, содержащего жидкие компоненты и газообразные компоненты, на жидкую фракцию и газовую фракцию, осуществляемый в сепараторе по любому из пп.1-6, при этом способ включает следующие стадии:
- подача реакционной смеси в сепаратор,
- разделение реакционной смеси на газовую фракцию и жидкую фракцию,
- отбор газовой фракции из верхней части сепаратора,
- отбор жидкой фракции из нижней части сепаратора.
8. Способ по п.7, отличающийся тем, что разделение осуществляется при температуре от 120°С до 300°С.
9. Способ по п.7, отличающийся тем, что состав представляет собой реакционную смесь, полученную путем полимеризации этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами при температурах от 100°С до 350°С и давлении от 110 МПа до 500 МПа.
10. Способ получения гомополимеров этилена или сополимеров из этиленненасыщенных мономеров в присутствии катализаторов полимеризации со свободными радикалами при температурах от 100°С до 350°С и давлении в пределах от 110 МПа до 500 МПа в реакторе полимеризации, отличающийся тем, что разделение реакционной смеси, полученной при полимеризации, осуществляется в сепараторе по любому из пп.1-6.
11. Способ по п.10, отличающийся тем, что разделение является первым разделением реакционной смеси, полученной при полимеризации, а разделение осуществляется при давлении от 10 МПа до 50 МПа и температуре от 120°С до 300°С.
12. Способ по п.10, отличающийся тем, что полимеризацию проводят в одном или нескольких трубчатых реакторах, или автоклавных реакторах, или комбинации таких реакторов.
| Сепаратор | 1983 |
|
SU1107888A1 |
| СЕПАРАТОР-КАПЛЕОТБОЙНИК | 2003 |
|
RU2236889C1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| 1972 |
|
SU413265A1 | |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 4115638 A, 19.09.1978 | |||
| US 3448750 A1, 10.06.1969 | |||
| US 4950460 A, 21.08.1990. | |||

