Область техники, к которой относится изобретение
Группа изобретений относится к области биохимии и молекулярной биологии, а именно, к микрофлюидным чипам, которые могут быть использованы для культивирования и/или исследования клеток человека, животных, растений и/или культур вирусов, например, изучения миграции клеток или совместимости культивирования нескольких типов клеток, а также для исследования влияния различных химических веществ на клетки в условиях in vitro, в частности, могут применяться для проведения исследований токсичности и метаболизма лекарственных препаратов, реализации процессов метастазирования опухолевых клеток в среде культивирования и др.
Уровень техники
На сегодняшний день микрофлюидные чипы (или микрофлюидные системы, модули, микрофлюидные платформы, микрофлюидные устройства, микробиореакторы) широко применяются в различных областях науки и техники.
Наиболее эффективно микрофлюидные чипы используются в химических, биологических и медицинских исследованиях, например, для культивирования клеток, моделирования тканей и органов человека, и, в отличие от промышленных биореакторов, предназначены для максимально полного и правдоподобного воспроизведения in vitro физиологических условий in vivo (рН культуральной среды, концентрации кислорода, удаления продуктов метаболизма, поддержания состава культуральной среды, формирования физиологичных механических воздействий).
В зависимости от решаемой задачи из уровня техники известно использование микрофлюидных платформ различной конструкции и топологии, например, ONIX CellASIC, MicroSlide, MOP (Microfluidic Organ-on-chip Pack) и др. В простейшем случае, конструкция микрофлюидного чипа представляет собой две герметично соединенные пластины, на одной из которой (основа) формируются микроканалы, ячейки, клапаны и другие активные элементы, а другая является защитной. При этом распространены чипы с ячейками для культивирования клеток объемом менее 1 мл, объединенными сетью каналов диаметром менее 1 мм.
В частности, из международной заявки WO 2002053290 известен микрофлюидный чип и способ его изготовления с использованием мастер-шаблона для формированиямикрофлюидной системы в слое формовочного материала с дальнейшим его присоединением к основе. При этом в качестве формовочного материала, предпочтительно, используют ПДМС. После формирования микрофлюидной системы, к слою формовочного материала приклеивают основу. После извлечения из мастер-шаблона, микрофлюидную систему герметизируют путем наклеивания на нее стеклянной пластины или склеивают с другой микрофлюидной системой.
Из патентного документа US 9022775 известен микрофлюидный чип, включающий слой отвердевшего формовочного материала со сформированной на его поверхности микрофлюидной системой, наклеенный на твердое основание, при этом микрофлюидная система герметизирована, предметным стеклом.
Наиболее близким к предлагаемому решению является микрофлюидный чип, известный из патента RU 2612904, заготовка которого представляет собой основу в виде пластины, выполненную, преимущественно, из поликарбоната, на одной из сторон которой расположена эластичная пластина в виде отлитого слоя ПДМС со сформированной в нем микрофлюидной системой. В основе пластины выполнены резьбовые отверстия, соответствующие расположению микрофлюидных элементов чипа (например, клеточных ячеек, микронасосов, включающих клапаны, рабочие камеры), а также служащие для подключения к нему различных емкостей (емкости с питательной средой, емкости сбора среды, емкости сбора фильтрата) и внешних модулей (например, средства создания постоянного давления). При этом соединение клапанов микронасоса, емкостей, фитингов, пробок с соответствующими отверстиями заготовки реализовано через отдельные уплотнительные элементы - прокладки и манжеты. Для изготовления заготовки чипа используют устройство, включающее форму для литья, рамку, пуансоны и крышку. При этом форма выполнена в виде мастер-шаблона с рисунком микро флюидных каналов и цилиндрическим выступом, формирующим при литье полость емкости сбора фильтрата в слое ПДМС. Рамка выполнена с возможностью формирования периметра эластичной пластины и задания ее толщины, а крышка выполнена с возможностью фиксации пуансонов и основы заготовки относительно рамки и мастер-шаблона. При этом все детали устройства - выполнены с возможностью скрепления посредством соединительных элементов.
При изготовлении заготовки чипа ПДМС вводят в форму под давлением, формируя при этом на нижней стороне основы слой отливаемого формовочного материала, который затем подвергают отверждению с получением эластичной пластины. При этом пуансоны формируют каналы, отверстия в эластичной пластине, а также мембраны рабочей камеры и различных клапанов. Готовую отливку эластичной пластины извлекают из формы вместе с основой и сформированные в эластичной пластине микрофлюидные каналы герметизируют предметным стеклом, предварительно обработав поверхности в плазменной камере для прочного герметичного соединение стекла и ПДМС.
Однако известный микрофлюидный чип не обеспечивает возможности его многократного применения из-за сложности его стерилизации для обеспечения стерильности чипа для повторного использования ввиду разнородности используемых материалов, составляющих его конструкцию: поликарбонат (материал основы), резина (материал уплотнительных элементов), металл (материал фитингов). Кроме того, поскольку для герметичного подключения к чипу различных модулей управления и герметизации клеточных ячеек требуется применение пробок, уплотнительных прокладок и манжет, конструкция не может обеспечить необходимый уровень эргономичности и удобства эксплуатации, а также препятствует поддержанию стерильности в процессе эксплуатации чипа.
Раскрытие изобретения
Техническая задача, решаемая изобретением, заключается в создании конструкции микрофлюидного чипа, обеспечивающего возможность сохранения стерильности во время эксплуатации и стерилизации для повторного использования с сохранением герметичности всей системы. Кроме того, в заявляемой конструкции микрофлюидного чипа не образуются воздушные пробки под мембранами трансвелов (размещаемыми в клеточных ячейках), приводящих к искажению измерений и нестабильной жизнедеятельности находящихся в трансвелах клеток.
Техническим результатом изобретения является возможность сохранения стерильности во время эксплуатации микрофлюидного чипа с сохранением герметичности всей системы при повышении удобства его эксплуатации за счет использования верхнего единого уплотнительного слоя, позволяющий исключить большое количество уплотнительных деталей, влияющих на герметичность и стерильность системы.
Заявляемое изобретение позволяет устранить недостатки, характерные для перечисленных выше аналогов. В частности, заявляемый микрофлюидный чип характеризуется наличием на поверхности основы с одной из ее сторон слоя формовочного материала с микрофлюидной системой, а с другой - уплотнительного слоя в виде единого монолитного элемента (детали/пленки) из ПДМС, обеспечивающего герметичность примыкания дополнительных элементов, используемых в процессе эксплуатации готового чипа (например, пневматических трубок, обеспечивающих работу клапанной группы, а также пробки, закрывающей клеточные ячейки и технологическое отверстие) и заменяющий множество отдельных уплотнительных деталей (прокладок, уплотнительных колец и др.). Кроме того, уплотнительный слой из ПДМС характеризуется, с одной стороны, повышенной прочностью и долговечностью по сравнению с отдельными уплотнителями и прокладками, а с другой стороны, существенно упрощает процесс стерилизации: уплотнительный слой не нужно отсоединять от основы микрофлюидного чипа перед стерилизацией и устанавливать его обратно после стерилизации в отличие от отдельных прокладок и уплотнителей. Минимизация количественного состава деталей и предотвращение нежелательного контакта с микрофлюидными элементами в процессе работы с чипом обеспечивают длительное сохранение стерильности в процессе эксплуатации. Более того, заявляемый чип характеризуется удобством при его эксплуатации, в т.ч. за счет сокращения времени, затрачиваемом на сборку-разборку чипа (в т.ч. для стерилизации при повторном использовании чипа, подключения пневматических и измерительных устройств).
Поставленная задача решается тем, что заготовка микрофлюидного чипа включает основу с размещенными на одной из ее сторон слоем формовочного материала со сформированной в нем микрофлюидной системой заданной топологии, на противоположной стороне основы размещен уплотнительный слой из формовочного материала.
В качестве основы может быть использована пластина из поликарбоната или полистирола с отверстиями, количество и расположение которых определяется топологией микрофлюидной системы. Уплотнительный слой из формовочного материала может быть размещен, по меньшей мере, на части поверхности основы и, по меньшей мере, на части внутренней поверхности, по меньшей мере, части отверстий основы. В одном из вариантов осуществления изобретения уплотнительный слой из формовочного материала представляет собой единую эластичную деталь (например, в виде пленки из ПДМС). Возможно выполнение части отверстий пластины ступенчатой формы в продольном сечении, при этом поперечные размеры ступеней выполнены с уменьшением по мере удаления ступени от поверхности с уплотнительным слоем. Предпочтительным является выполнение уплотнительного слоя толщиной 0,5-2 мм на поверхности пластины, и 0,5-3 мм в отверстии. По крайней мере, одно отверстие может быть выполнено с количеством ступеней, равным 3, при этом ее средняя ступень выполнена в форме «звездочки» (или в виде любой другой фигуры с углублениями) в поперечном сечении, где соответствующий рельеф имеет уплотнительный слой формовочного материала в отверстии заготовки; остальные ступени данного отверстия и все ступени остальных отверстий могут быть выполнены цилиндрической формы.
В качестве формовочного материала предпочтительно использовать газопроницаемый эластичный органический материал, в частности, полидиметилсилоксан.
Основа заготовки со стороны размещения уплотнительного слоя (т.е. со стороны, противоположной стороне со слоем формовочного материала с микрофлюидной системой), снабжена бортиками, определяющими толщину уплотнительного слоя. Бортики могут быть расположены по периметру основы и снабжены с противоположных сторон основы выемками для заливки формовочного материала на поверхность ос новы.
Кроме того, заготовка может быть снабжена выемками, выполненными сквозными по всей толщине основы с одной из ее торцевых сторон, с возможностью подключения к чипу внешних измерительных модулей в процессе его эксплуатации.
Кроме того, заготовка может быть снабжена пластиной из оптически прозрачного материала, размещенной со стороны микрофлюидной системы с обеспечением ее герметизации.
Поставленная задача решается за счет создания микрофлюидного чипа, включающего заготовку, имеющего описанную выше конструкцию и пластину из оптически прозрачного материала, зафиксированную на заготовке со стороны микрофлюидной системы с обеспечением ее герметизации. Микрофлюидный чип может быть укомплектован пробкой (одной или несколькими), выполненной с возможностью герметизации отверстий основы заготовки.
В традиционном исполнении микрофлюидная система заявляемого чипа содержит микрофлюидные элементы, включающие объединенные микрожидкостными каналами с образованием, по крайней мере, одного замкнутого контура для циркуляции питательной среды, по крайней мере, одну клеточную ячейку для культивирования клеточных моделей тканей и органов млекопитающих, микронасос для обеспечения движения питательной среды по микроканалам, технологическое отверстие для доступа к питательной среде, при этом микронасос представляет собой рабочую камеру, ограниченную с двух сторон нормально закрытыми клапанами.
Краткое описание чертежей
Изобретение поясняется чертежами, где на фиг. 1 представлено конструктивное решение варианта выполнения оснастки в сборе, общий вид, с помощью которой возможно изготовление микрофлюидного чипа заявляемой конструкции; на фиг. 2 - поперечный разрез оснастки с микрофлюидным чипом заявляемой конструкции; на фиг. 3
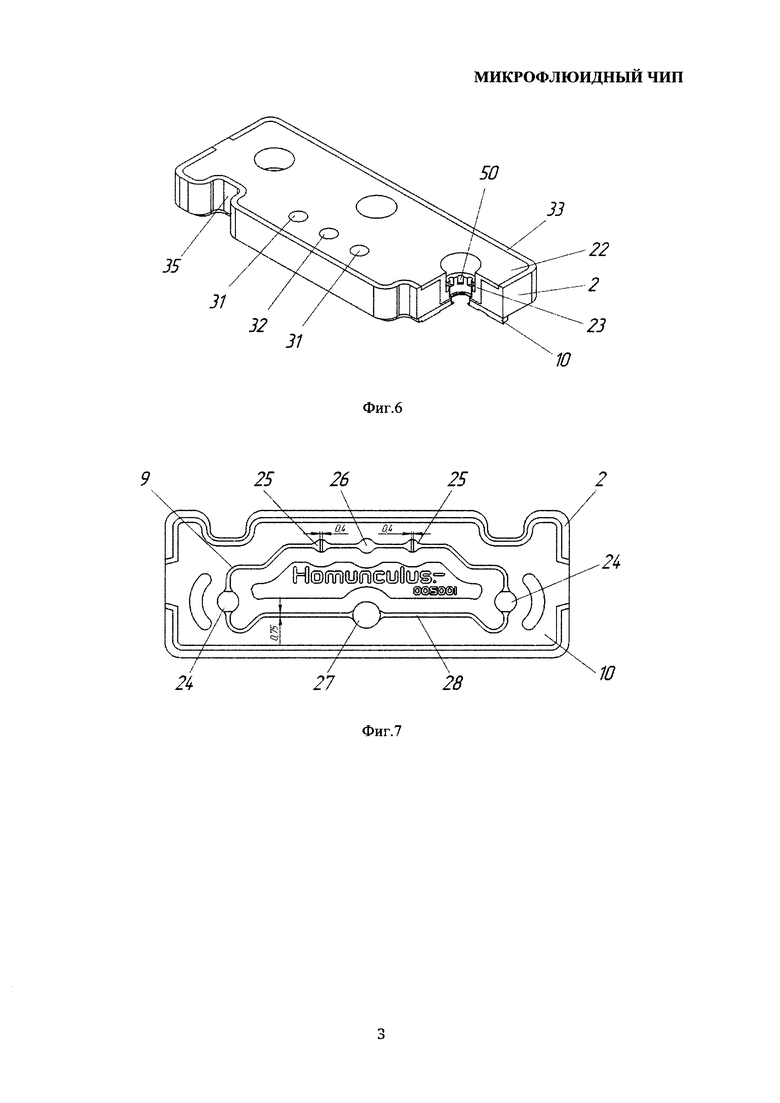
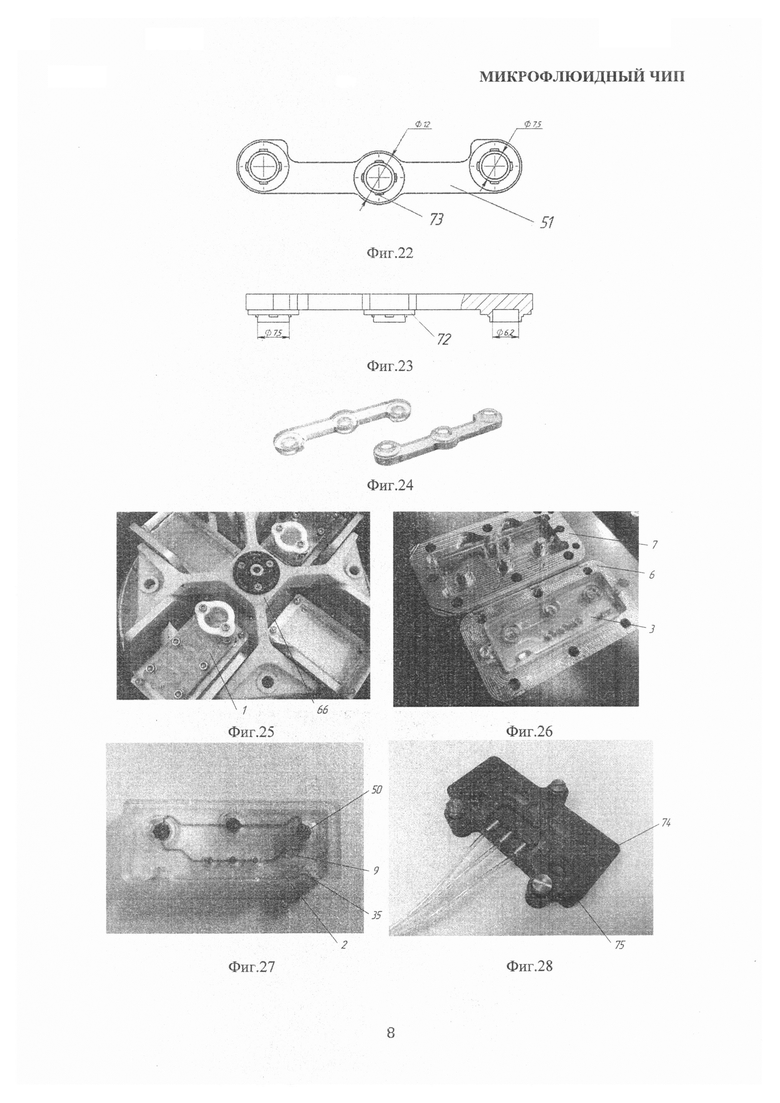
- вариант выполнения основы заготовки чипа, общий вид; на фиг. 4 - вариант выполнения первой (нижней) части оснастки, общий вид; на фиг. 5 - вариант выполнения второй (верхней) части оснастки, общий вид; на фиг. 6 - общий вид варианта выполнения заготовки микрофлюидного чипа; на фиг. 7 - микрофлюидный чип, вид снизу, где представлен один из вариантов топологии микрофлюидной системы; на фиг. 8 - изображение верхней части оснастки, вид снизу; на фиг. 9 - детализированное изображение фрагмента фиг. 8 в поперечном разрезе по линии А-А, где представлен выступ для формирования клеточной ячейки; на фиг. 10 детализированное изображение фрагмента фиг.8 в поперечном разрезе по линии Б-Б, где представлены выступы для формирования микронасоса; на фиг. 11 - детализированное изображение фрагмента фиг. 8 в поперечном разрезе по линии В-В, где представлен выступ для формирования лунки для смены среды; на фиг. 12 - вариант выполнения основы заготовки в виде пластины с отверстиями, вид сверху; на фиг. 13 - изображение фрагмента фиг. 12 в поперечном разрезе по линии А-А, где представлено отверстие, соответствующее клеточной ячейке; на фиг. 14 - изображение фрагмента фиг. 12 в поперечном разрезе по линии Б-Б, где представлены отверстия, соответствующие микронасосу; на фиг. 15 - изображение фрагмента фиг. 12 в поперечном разрезе по линии В-В, где представлено отверстие, соответствующее лунке для смены среды; на фиг. 16 - схема сборки оснастки для изготовления чипа; на фиг. 17 - фотография общего вида изготовленной заготовки микрофлюидного чипа; на фиг. 18 - схема общего вида варианта выполнения микрофлюидного чипа, снабженного пробкой, где на местном разрезе представлен фрагмент, показывающий внутреннюю структуру чипа со слоями из формовочного материала на поверхностях основы заготовки и уплотнительным слоем в отверстии основы; на фиг. 19 - вариант выполнения микрофлюидного чипа, вид сверху; на фиг. 20 - поперечный разрез лунки для смены среды по линии А-А микрофлюидного чипа на фиг. 19; на фиг. 21 - поперечный разрез клеточных ячеек и микронасоса по линии Б-Б микрофлюидного чипа на фиг. 19; на фиг. 22 - вариант выполнения пробки для герметизации отверстий микрофлюидного чипа, соответствующих клеточным ячейкам и лунке для смены среды, вид сверху; на фиг. 23 - вид сбоку на пробку, представленную на фиг. 22, с местным разрезом, показывающим углубление, выполненное в выступе пробки; на фиг. 24 - вариант изготовленной пробки, вид сверху и вид снизу, соответственно; на фиг. 25 - фото оснастки в сборе, установленной в роторе центрифуги; на фиг. 26 - фото оснастки в разобранном виде с заготовкой чипа; на фиг. 27 - фото варианта готового микрофлюидиого чипа с окрашенной для наглядности микрофлюидной системой и уплотнительными элементами в отверстиях основы; на фиг. 28 - фото готового микрофлюидного чипа в держателе (кейсе) с подключенным модулем клапанной группы и подведенными к нему пневматическими трубками.
Позициями на чертежах обозначены:
1 - оснастка в сборе;
2 - основа заготовки микрофлюидного чипа;
3 - заготовка микрофлюидного чипа;
4 - отверстие в основе заготовки;
5 - отверстие для заливки формовочного материала в оснастку;
6 - первая (нижняя) часть оснастки;
7 - вторая (верхняя) часть оснастки;
8 - полость в оснастке для размещения основы заготовки;
9 - микрофлюидная система чипа;
10 - слой формовочного материала с микрофлюидной системой;
11 - углубление первой части оснастки;
12 - углубление второй части оснастки;
13 - рельеф внутренней поверхности первой части оснастки;
14 - выступ в рельефе 13 для формирования микронасоса;
15 - выступ в рельефе 13 для формирования клеточной ячейки;
16 - выступ в рельефе 13 для формирования лунки для смены среды;
17 - выступ в рельефе 13 для формирования микроканала;
18 - группа выступов верхней части оснастки для формирования микронасоса (двух клапанов и рабочей камеры);
19 - выступ верхней части оснастки для формирования клеточной ячейки;
20 - выступ верхней части оснастки для формирования лунки для смены среды (технологического отверстия);
21 - отверстие для удаления излишков формовочного материала из оснастки;
22 - уплотнительный слой из формовочного материала на поверхности основы, расположенной с противоположной стороны от поверхности со слоем 10;
23 - уплотнительный слой из формовочного материала, расположенный на, по крайней мере, части поверхности отверстий 4 основы заготовки;
24 - клеточная ячейка микрофлюидной системы;
25 - клапан микронасоса;
26 - рабочая камера микронасоса;
27 - лунка для смены среды микрофлюидной системы (технологическое отверстие);
28 - микроканал, соединяющий микрофлюидные элементы;
29 - отверстие в пластине заготовки чипа, соответствующее клеточной ячейке;
30 - отверстие в пластине заготовки чипа, соответствующее лунке для смены
среды;
31 - отверстие в пластине заготовки чипа, соответствующее клапану микронасоса;
32 - отверстие в пластине заготовки чипа, соответствующее рабочей камере микронасоса;
33 - бортик для формирования уплотнительного слоя, расположенный по периметру основы заготовки;
34 - выемка в бортике основы для подачи формовочного материала на поверхность основы;
35 - выемка (паз) по краю основы заготовки, предназначенная для подключения измерительного модуля;
36 - первая ступень выступа верхней части оснастки, соответствующего клеточной ячейке (часть выступа 19 большего диаметра);
37 - вторая ступень выступа верхней части оснастки, соответствующего клеточной ячейке (часть выступа 19 меньшего диаметра);
38 - промежуточная ступень выступа верхней части оснастки, соответствующего клеточной ячейке, выполненная в форме «звездочки» в поперечном сечении;
39 - скосы на торцевой поверхности выступа, соответствующего клеточной ячейке, для формирования утолщений (усиленных «ушек») в слое формовочного материала для поддержки трансвелла;
40 - первая ступень группы выступов верхней части оснастки, соответствующих микронасосу (часть выступов 18 большего диаметра);
41 - вторая ступень группы выступов верхней части оснастки, соответствующих микронасосу (часть выступов 18 меньшего диаметра);
42 - первая ступень выступа верхней части оснастки, соответствующего лунке для смены среды (часть выступа 20 большего диаметра);
43 - вторая ступень выступа верхней части оснастки, соответствующего лунке для смены среды (часть выступа 20 меньшего диаметра);
44 - верхняя ступень отверстия основы, соответствующего клеточной ячейке (часть отверстия 29 большего диаметра);
45 - нижняя ступень отверстия основы, соответствующего клеточной ячейке (часть отверстия 29 меньшего диаметра);
46 - верхняя ступень отверстия основы, соответствующего микронасосу (часть отверстий 31, 32 большего диаметра);
47 - нижняя ступень отверстия основы, соответствующего микронасосу (часть отверстий 31, 32 меньшего диаметра);
48 - верхняя ступень отверстия основы, соответствующего лунке для смены среды (часть отверстия 30 большего диаметра);
49 - нижняя ступень отверстия основы, соответствующего лунке для смены среды (часть отверстия 30 меньшего диаметра);
50 - уплотнительный слой формовочного материала в отверстии заготовки, например, в форме «звездочки»;
51 - пробка для герметизации отверстий заготовки чипа;
52 - отверстие, предназначенное для соединения верхней и нижней частей оснастки;
53 - область контакта верхней и нижней частей оснастки при их соединении;
54 - винт с гайкой для соединения частей оснастки;
55 - воронка для заливки формовочного материала в оснастку;
56 - отверстие в верхней части оснастки, предназначенное для крепления воронки;
57 - рамка для установки воронки;
58 - винт для крепления рамки на поверхности оснастки;
59 - фаска, выполненная в отверстии для заливки формовочного материала;
60 - трубка для удаления излишков формовочного материала из оснастки;
61 - паз, предназначенный для удобства разъединения верхней и нижней частей при разборке оснастки;
62 - паз, предназначенный для удобства извлечения заготовки чипа из оснастки;
63 - паз, предназначенный для удобства установки основы заготовки чипа в оснастку;
64 - выступ для дополнительного уплотнения основы 2 при отливке;
65 - выступ (островок) на внутренней поверхности нижней части оснастки, предназначенный для формирования воздушной прослойки в слое формовочного материала;
66 - центрифуга;
67 - оптически прозрачная пластина, герметизирующая микрофлюидную систему;
68 - верхняя часть приспособления для фиксации стекла на поверхности заготовки
чипа;
69 - нижняя часть приспособления для фиксации стекла на поверхности заготовки
чипа;
70 - пробка для заливки жидкости в процессе тестирования чипа;
72 - выступ пробки для герметизации отверстий заготовки чипа;
73 - зубцы, расположенные на выступе пробки для ее фиксации и центрирования в отверстиях заготовки чипа;
74 - держатель (кейс) для микрофлюидного чипа;
75 - модуль подачи воздуха к микронасосу;
76 - модуль измерения сопротивления монослоя клеток.
Осуществление изобретения
Для наилучшего понимания сущности заявляемого решения ниже представлен перечень терминов и определений, используемых в настоящем описании.
«Микрофлюидная система» - набор микрофлюидных элементов, объединенных системой микроканалов.
«Микрофлюидный элемент» - составная часть микрофлюидного контура, реализующая определенную функцию, например, соединительный канал, клапан, клеточная ячейка, технологическое отверстие и т.д. При этом микрофлюидные элементы характеризуются объемами порядка микро-, нано- и пиколитров.
«Микрофлюидный чип» - структура, содержащая основу в виде пластины с отверстиями, на одной стороне которой размещен слой затвердевшего формовочного материала со сформированной в нем микрофлюидной системой заданной топологии, герметизированной нижним слоем в виде оптически прозрачной пластины.
«Заготовка микрофлюидного чипа» - часть микрофлюидного чипа, содержащая основу в виде пластины с отверстиями и размещенным на одной из ее сторон слоем затвердевшего формовочного материала со сформированной в нем микрофлюидной системой заданной топологии.
«Основа заготовки микрофлюидного чипа» - часть микрофлюидного чипа в виде пластины, служащая твердым основанием для размещения на нем слоя формовочного материала с микрофлюидной системой.
«Оснастка» - деталь для производства заготовки микрофлюидного чипа, содержащая две части, одна из которых предназначена для формирования топологии микрофлюидной системы (мастер-шаблон), а другая - для размещения основы заготовки чипа (форма для отливки), при этом в литературе могут встречаться и другие названия детали, например, контейнер, форма, равно как и другие названия частей, составляющих оснастку.
Остальным терминам и выражениям придается обычное для своего контекста значение, известное специалистам в данной сфере. Однако настоящее изобретение не следует ограничивать выбранной специальной терминологией. Специалисты в соответствующей области должны понимать, что можно использовать и другие термины, равно как и другие известные из уровня техники средства и методы для реализации изобретения.
Ниже представлено более детальное описание заявляемого микрофлюидного чипа и его конструктивных элементов, а также способов изготовления и использования чипа.
Варианты решений основы заготовки микрофлюидного чипа, заготовки микрофлюидного чипа и микрофлюидного чипа.
Основа 2 заготовки чипа представляет собой пластину (фиг. 3), преимущественно выполненную фрезерованием из оптически прозрачного материала, например, из листа полистирола или поликарбоната, и обеспечивающую жесткость и прочность конструкции микрофлюидного чипа. Возможны и другие известные из уровня техники варианты изготовления основы заготовки - например, литьем или штамповкой.
Размеры и форма пластины определяются топологией и составом микрофлюидной системы. Пластина может быть снабжена отверстиями 4, количество и расположение которых соответствует количеству и расположению микрофлюидных элементов микрофлюидной системы 9 чипа. При этом отверстия 4 в пластине могут быть выполнены различной геометрической формы, например, цилиндрической или представлять собой усеченный конус, прямоугольник, и могут быть выточены посредством фрезерного станка с ЧПУ. Возможно также использование пластины без отверстий - например, в случае формирования проточной микрофлюидной системы в слое формовочного материала на поверхности основы.
В предпочтительном варианте осуществления изобретения в качестве основы 2 заготовки используют пластину с отверстиями, выполненную прямоугольной формы и размерами, соответствующими размеру стандартного предметного стекла по ГОСТ 9284-75 «Межгосударственный стандарт стекла предметные для микропрепаратов», например, размером 26×76 мм, что обеспечивает оптимальное расположение на пластине, по меньшей мере, пяти отверстий, соответствующих микрофлюидным элементам, объединенным по меньшей мере, одним контуром циркуляции, а также обеспечивает возможность проведения исследований методами оптической микроскопии. При этом часть отверстий пластины могут быть предназначены для ячеек, по крайней мере, одно отверстие может являться технологическими и служить для замены среды в ячейках, другая часть отверстий может быть предназначена для клапанов и рабочих камер микронасосов и служить для подключения, например, систем подачи воздуха к микронасосам. Кроме того, пластина может содержать отверстия, предназначенные для подключения к чипу различных датчиков и измерительных приборов.
В частности, отверстие для ячейки может быть выполнено с возможностью герметичного размещения в нем клеточной вставки (например, мембранной вставки Transwell), частично или полностью заполненной моделью (слоем клеток, фрагментом ткани, скаффолдом с клетками и т.д.).
В одном из вариантов, для формирования микрофлюидной системы 9, представленной на фиг. 7 и предназначенной для сокультивирования нескольких различных моделей, например, на основе различных линий клеток, объединенных одним контуром циркуляции, основа 2 заготовки может представлять собой пластину с, по крайней мере, шестью отверстиями 4 (фиг. 3), по меньшей мере, два из которых (отверстия 29) соответствуют клеточным ячейкам 24 чипа, одно является технологическим (отверстие 30) и соответствует лунке 27 для смены среды, и, по меньшей мере, три отверстия, выполненные меньшего диаметра (отверстия 31, 32), служат для подключения системы подачи воздуха к микронасосу (соответствуют клапанам 25 и рабочей камере 26 микронасоса). При этом малые отверстия 31, 32 могут быть сгруппированы в ряд вдоль одной из длинных сторон пластины (основы 2) симметрично поперечной центральной оси пластины, а большие отверстия 29, 30 - могут быть расположены вдоль другой длинной стороны пластины симметрично этой же оси. Расположение отверстий в основе 2, как правило, продиктовано технологичностью эксплуатации чипа и удобством подключения внешних элементов.
Одна из сторон основы 2 заготовки, противоположная стороне со слоем 10 формовочного материала с микрофлюидной системой, может быть выполнена с бортиком 33 (фиг. 3), расположенным по периметру основы, и обеспечивающим формирование на ней уплотнительного слоя 22 (фиг. 6) из формовочного материала при заливке его в оснастку, при этом высота бортика соответствует толщине формируемого уплотнительного слоя. При этом бортик может быть образован выступающей частью основы 2 и снабжен, по меньшей мере, одной выемкой 34, обеспечивающей подачу формовочного материала для формирования уплотнительного слоя на поверхности пластины. В частном варианте, в бортике 33 может быть выполнено две выемки, расположенными предпочтительно друг напротив друга, каждая в средней части короткой стороны пластины основы 2 (фиг. 3).
Основа 2 заготовки может быть также снабжена выемками 35, обеспечивающими подключение к чипу измерительных модулей. На фиг. 3, 6 представлен вариант выполнения пластины с двумя выемками, расположенными с ее длинной стороны, для подключения измерительного модуля, например, устройства измерения сопротивления монослоя клеток. При этом выемки 35 выполнены сквозными по всей толщине пластины в форме прямоугольника со скругленными углами (сквиркла) в проекции на плоскость стороны пластины с уплотнительным слоем. Данные размер и форма выемок выбраны в соответствии с размерами и формами подключаемого модуля для измерения сопротивления клеток.
Заготовка микрофлюидного чипа включает основу описанной выше конструкции с размещенными на одной из ее сторон слоем формовочного материала (затвердевшим) со сформированной в нем микрофлюидной системой заданной топологии, на противоположной стороне основы размещен уплотнительный слой из формовочного материала (затвердевшего). При этом уплотнительный слой из формовочного материала может быть размещен на части внешней поверхности основы, а также на части внутренней поверхности отверстий основы. Уплотнительный слой из затвердевшего формовочного материала представляет собой единую эластичную деталь, охватывающие элементы микрофлюидной системы, требующих обеспечения герметичности.
Часть отверстий пластины может быть выполнена ступенчатой формы в продольном сечении, при этом количество ступеней одного отверстия может быть больше одной. В этом случае поперечные размеры ступеней выполнены с уменьшением по мере удаления ступени от поверхности с уплотнительным слоем. В качестве формовочного материала может быть использован любой известный из уровня техники газопроницаемый эластичный органический материал, например, который обеспечивает упругие свойства, выдерживает высокие температурные режимы, является стойким к химическим реагентам и не воздействует на структуру культуральной среды - эластичные термопласты или реактопласты, например, силоксаны, полиуретаны, полимеры OSTE+. В предпочтительном варианте осуществления изобретения в качестве формовочного материала используют газопроницаемый эластичный органический материал -полидиметилсилоксан (ПДМС).
Заготовка указанной конструкции может быть получена любыми известным из уровня техники средствами и методами, например: литье, фрезеровка, фотолитография. Ниже представлено подробное описание технологии получения заготовки с помощью оснастки, обеспечивающей формирование на противоположных поверхностях заготовки слоев из ПДМС - один из которых включает микрофлюидную систему, другой выполняет функцию уплотнения для герметизации микрофлюидных элементов. При этом оснастка имеет конструкцию, обеспечивающую ее совмещение с основой заготовки с получением микрофлюидной системы требуемой топологией. В частности, если отверстие в основе заготовки выполнено с количеством ступеней, равным 3, а ее средняя ступень выполнена в форме «звездочки» в поперечном сечении, то соответствующая деталь оснастки должна иметь выступ соответствующей геометрии (соответствующего рельефа) для обеспечения формирования уплотнительного слоя на внутренней поверхности отверстия основы.
Микрофлюидный чип представляет собой заготовку указанной выше конструкции с пластину из оптически прозрачного материала, зафиксированную на заготовке со стороны микрофлюидной системы с обеспечением ее герметизации. Чип в своей комплектации может содержать пробку, выполненную с возможностью герметизации отверстий основы заготовки. Микрофлюидная система может быть выполнена с произвольной топологией - проточной, замкнутой, одноконтурной, многоконтурной, кроме того микрофлюидная система может содержать одну или несколько ячеек для культивирования различных клеточных моделей. В одном из вариантов выполнения микрофлюидный чип содержит микрофлюиднуют систему, включающую объединенные микрожидкостными каналами с образованием, по крайней мере, одного замкнутого контура для циркуляции питательной среды, по крайней мере одну клеточную ячейку для культивирования клеточных моделей тканей и органов млекопитающих, микронасос для обеспечения движения питательной среды по микроканалам, технологическое отверстие для доступа к питательной среде, при этом микронасос представляет собой рабочую камеру, ограниченную с двух сторон нормально закрытыми клапанами. Слой 10 затвердевшего формовочного материала с микрофлюидной системой, сформированный на основе 2 заготовки, может иметь толщину, например, от 0,1 до 5 мм, при этом в местах расположения таких элементов, как клапаны, толщина слоя может лежать в диапазоне от 0,05 до 1 мм (толщина мембран клапанов или рабочей камеры). Размер микрофлюидных каналов (высота) может составлять от 0,1 до 2 мм. Толщина уплотнительного слоя 22 на поверхности основы заготовки (со стороны, противоположной расположению микрофлюидной системы) может составлять от 0,5 до 10 мм. Толщина уплотнительного слоя 23 внутри отверстий может составлять от 0,1 до 1 мм. При этом толщина основы 2 заготовки может варьироваться от 2 до 16 мм.
Варианты структуры микрофлюидной системы.
Микрофлюидная система 9 (фиг. 7), топология которой также отображается на поверхности заготовки 3 чипа, может представлять собой набор различных микрофлюидных элементов (например, 24-27), назначение которых определяется в зависимости от целей использования чипа. Микрофлюидные элементы объединены системой микрожидкостных каналов 28 (микроканалов). В качестве микрофлюидных элементов могут выступать, например, клеточные ячейки 24 для культивирования клеточных моделей, различные клапаны 25 и рабочие камеры 26 (мембраны), обеспечивающие движение питательной среды по микроканалам, а также обеспечивающие гашение скачков давления и скорости движения питательной среды (демпфирующие элементы), технологические отверстия 27 (лунки) для доступа к питательной среде чипа. При этом клапаны могут быть выполнены с возможностью уменьшения просвета микрофлюидного канала вплоть до его герметичного перекрытия, или могут обеспечивать «отключение» ответвления микрофлюидного канала.
В одном из вариантов, микрофлюидная система 9 (фиг. 7) может содержать рабочую камеру 24 с мембраной, выполненной с возможностью изменения объема рабочей камеры, которая в совокупности с подключенными к ней клапанами 25, может реализовывать функцию насоса-маршрутизатора (микронасоса), обеспечивающего перекачивание жидкостей в заданном направлении между любой парой клапанов.
В частности, микрофлюидная система может содержать несколько (от 1 до 5) клеточных ячеек и микронасос, объединенные микроканалами, образующими как минимум, один контур для циркуляции питательной среды. При этом в различных ячейках могут располагаться различные модели, например, на основе различных линий клеток. Данный вариант позволяет бесконтактно сокультивировать до 5 типов клеток.
В другом варианте выполнения микрофлюидная система может содержать микронасос, две клеточные ячейки, демпфирующий элемент и технологическое отверстие, объединенные микрожидкостными каналами с образованием замкнутого контура для циркуляции питательной среды. Использование чипа с данной структурой микрофлюидных элементов позволяет осуществлять бесконтактное сокультивирование, а также комплексное моделирования этапов метастазирования, как на стороне первичной опухоли, так и на стороне метастаза.
Система микрофлюидных каналов может иметь более одного контура циркуляции.
Заготовка может быть сформирована и с другими топологиями микрофлюидной системы 9. При этом, для другой микрофлюидной системы выбирают нижнюю часть 6 оснастки с соответствующим микрорельефом и верхнюю часть 7 оснастки с соответствующими размерами и расположением выступов. В частности, конструктивные решения микрофлюидной системы могут быть выполнены по аналогии с описанными в патентах РФ №№2612904, 171690, 2584598.
В зависимости от требуемой структуры микрофлюидной системы осуществляют подготовку основы 2 заготовки чипа и частей 6, 7 оснастки, обеспечивающих получение данной микрофлюидной структуры.
Ниже представлено подробное описание средств и методов изготовления микрофлюидного чипа и его заготовки.
Оснастка для формирования заготовки микрофлюидного чипа (слоя формовочного материала с микрофлюидной системой заданной топологии на поверхности основы).
Оснастка 1 (фиг. 1, 2) предназначена для формирования микрофлюидной системы в слое формовочного материала на одной из сторон основы 2 заготовки микрофлюидного чипа и уплотнительного слоя из формовочного материала на противоволожной сторне заготовки. Оснастку 1 и основу 2, размещаемую в оснастке в процессе получения заготовки 3 микрофлюидного чипа, изготавливают в соответствии с дизайном микрофлюидного чипа и топологией его микрофлюидной системы. При этом основа 2 представляет собой пластину из твердого полимера, которая может быть выполнена различной формы и размеров (определяемых назначением чипа и топологией его микрофлюидной системы), а также может быть снабжена отверстиями 4 (в частном случае может быть только одно отверстие), соответствующими элементам микрофлюидной системы (фиг. 3). Одновременно со слоем формовочного материала с микрофлюидной системой, с помощью предлагаемой оснастки может быть сформирован уплотнительный слой на стороне основы заготовки, противоположной стороне с микрофлюидной системой, а также уплотнительный слой, расположенный, по крайней мере, на части поверхности отверстий 4 основы 2.
В частном варианте конструктивное решение оснастки в собранном виде представлено на фиг. 1 и 2, конструктивное решение отдельных частей оснастки представлено на фиг. 4, 5, 8 и 16.
В общем виде оснастка 1 для изготовления заготовки микрофлюидного чипа представляет собой объемную деталь (фиг. 1, 2), преимущественно, металлическую, снабженную, по меньшей мере, одним отверстием 5 для заливки формовочного материала. При этом одна из частей оснастки является мастер-шаблоном, далее - первая (нижняя) часть 6, и предназначена для формирования заданной структуры микрофлюидной системы на поверхности слоя формовочного материала при его заливке в оснастку (фиг. 4), а другая - формой, далее - вторая (верхняя) часть 7, и предназначена для размещения основы 2 заготовки микрофлюидного чипа (фиг. 5). Части 6 и 7 выполнены с возможностью соединения между собой с образованием единой детали, снабженной полостью 8 для размещения основы 2 заготовки, а также с возможностью формирования на одной из сторон основы 2 микрофлюидной системы 9 в слое 10 формовочного материала (фиг.6, 7). Для этого в частях 6 и 7 со стороны их внутренних поверхностей могут быть выполнены углубления 11 и 12, соответственно, которые обеспечивают образование полости 8 при соединении частей оснастки (фиг. 4, 5). При этом размеры углубления 11 первой части оснастки могут быть выполнены соответствующими размерам слоя 10 формовочного материала с микрофлюидной системой, а размеры углубления 12 второй части - соответствующими размерам основы 2 формируемой заготовки 3 чипа.
Внутренняя поверхность первой 6 части оснастки содержит рельеф 13 (фиг. 4), который в результате отливки на нем слоя формовочного материала формирует структуру микрофлюидной системы 9, в т.ч. траекторию транспорта питательной среды в чипе (фиг. 7). В частном варианте выполнения изобретения, рельеф 13 может содержать выступы 14 для формирования микронасоса (соответствующие клапанам и рабочей камере микронасоса), по меньшей мере, по одному выступу 15, 16 для формирования клеточной ячейки и лунки для смены среды чипа, соответственно, и, по меньшей мере, один выступ 17 для формирования микроканала, соединяющего микрофлюидные элементы.
Внутренняя поверхность второй 7 части оснастки может быть снабжена группой выступов 18, 19, 20 (спейсеров, фиг.5), расположение которых соответствует расположению отверстий 4 в основе 2 и соответствует топологии микрофлюидной системы 9. При этом выступы и отверстия могут иметь различные размеры и форму, обеспечивающие при центрировании выступа в отверстии 4 основы, образование зазора между поверхностью выступа и внутренней поверхностью отверстия, который в процессе эксплуатации оснастки заполняется формовочным материалом, формирующим уплотнительный слой 23.
Оснастка 1 также может быть снабжена, по меньшей мере, одним отверстием 21 для удаления излишков формовочного материала. При этом отверстия 5 и 21 могут быть расположены в одной из частей оснасти, предпочтительно во второй части 7, и выполнены сообщающимися с углублением 12 в верхней части оснастки (фиг. 5), что обеспечивает в технологическом процессе равномерное распределение формовочного материала по поверхности основы заготовки. В частном варианте осуществления изобретения отверстия 5, 21 могут быть расположены с противоположных сторон оснастки за пределами зоны формирования микрофлюидной системы (например, на противолежащих коротких сторонах оснастки) (фиг. 8). В другом варианте выполнения изобретения отверстия могут быть расположены вдоль одной из сторон верхней части оснастки. Возможны и другие варианты расположения отверстий, обеспечивающие равномерное распределение формовочного материала в оснастке, а также возможно выполнение в оснастке нескольких отверстий, как для заливки, так и для удаления излишков формовочного материала.
Как было указано выше, в качестве формовочного материала при отливке заготовки 3 чипа могут быть использованы эластичные термопласты или реактопласты, например, силоксаны, полиуретаны, полимеры OSTE+. В предпочтительном варианте осуществления изобретения в качестве формовочного материала используют газопроницаемый эластичный органический материал - полидиметилсилоксан (ПДМС).
Заявляемая оснастка 1 может обеспечивать выполнение заготовки 3 чипа, позволяющей подключать к нему различные средства коммуникаций, измерений и управления, например, системы подачи воздуха, модуля измерения импеданса клеток и др.
Изготовление заготовки 3 чипа, содержащей уплотнительный слой 22 формовочного материала, расположенный на поверхности основы 2 заготовки, противоположной поверхности со слоем 10 формовочного материала с микрофлюидной системой 9, а также уплотнительный слой 23, расположенный, по крайней мере, на части внутренних поверхностей отверстий 4 в пластине основы (фиг. 6) осуществляют следующим образом.
При заливке формовочного материала в оснастку 1 выступы верхней части оснастки, с одной стороны, могут обеспечивать формирование уплотнительного слоя 23 формовочного материала, по крайней мере, на части внутренних поверхностей отверстий 4 в пластине основы 2, а с другой - ограничивать толщину слоя 10 формовочного материала в области, по крайней мере, части элементов формируемой микрофлюидной системы. При этом поперечные размеры выступов 18-20 определяют толщину уплотнительного слоя 23 на внутренней поверхности отверстий 4 основы, а их длина обеспечивает требуемую толщину слоя 10 формовочного материала в местах расположения, по меньшей мере, части элементов микрофлюидной системы 9. При этом возможны варианты выполнения оснастки, при которых выступы 18-20 оснастки, по крайней мере, частично соприкасаются с внутренней поверхностью отверстий 4 в пластине основы 2 и/или с поверхностью рельефа 13 оснастки, определяющего топологию микрофлюидной системы. В этом случае в местах контакта выступов с внутренней поверхностью отверстий не образуется уплотнительный слой, а в местах контакта выступов с рельефом 13 оснастки, соответствующие микрофлюидные элементы формируются сообщающимися с отверстиями 4 в пластине основы 2.
В предпочтительном варианте осуществления изобретения уплотнительные слои 22, 23, сформированные при заливке формовочного материала в оснастку на поверхности пластины основы 2 и на внутренних поверхностях отверстий 4 пластины основы, соответственно, выполнены в виде единой эластичной детали.
При этом уплотнительный слой 22 на поверхности основы 2 заготовки может служить, например, для герметичного подключения системы подачи воздуха к чипу и/или уплотнения размещаемых в отверстиях заготовки крышек или пробок (фиг. 18), что позволяет заменить множество отдельных уплотнительных деталей, например, уплотнительных колец. Сформированные в процессе изготовления заготовки уплотнения 23 внутри отверстий 4 могут обеспечивать, в частности, исключение образования пузырей воздуха при погружении в них клеточных вставок (трансвеллов).
Следует отметить, что предлагаемая группа изобретений может быть воплощена во многих различных формах, и не должна рассматриваться как ограниченная вариантами осуществления, изложенными в материалах заявки. Данные варианты осуществления представлены для того, чтобы раскрытие изобретения было полным и завершенным и в полной мере передавало объем изобретения для специалистов в данной области техники.
Варианты решения отверстий в основе заготовки чипа и соответствующих им выступов в верхней части оснастки.
В частном варианте конструктивные решения выступов верхней 7 части оснастки и отверстий 4 основы 2 заготовки представлены на фиг. 8-11 и фиг. 12-15, соответственно.
В одном из вариантов, по меньшей мере, часть выступов верхней части 7 оснастки может быть выполнена в виде стержней ступенчатого продольного сечения. При этом поперечные размеры ступеней выполнены с уменьшением по мере удаления ступени от основания выступа для формирования заданной толщины и рельефа уплотнительного слоя в отверстиях основы (фиг. 9-11).
Возможен вариант, при котором, по крайней мере, часть выступов, соответствующих клеточным ячейкам (выступы 19), выполнена, по меньшей мере, с тремя ступенями 36, 37, 38 (фиг. 9), при этом средняя (промежуточная) ступень 38 каждого выступа 19 может быть выполнена сложной формы, например, в форме «звездочки» в поперечном сечении (фиг. 8), обеспечивающей формирование соответствующего рельефа уплотнительного слоя формовочного материала в отверстии 29 заготовки при заливке формовочного материала в оснастку, что позволяет исключить образование пузырьков воздуха при погружении клеточной вставки в данное отверстие. Остальные ступени 36, 37 данного выступа 19 и все ступени остальных выступов 18, 20 могут быть выполнены цилиндрической формы.
На торцах выступов 19 верхней части 7 оснастки могут быть выполнены дополнительные скосы 39 для формирования утолщений в слое формовочного материала для поддержки трансвелла (фиг. 8).
В частном варианте выполнения отверстия 29, 30, 31, 32 в основе 2 заготовки также могут быть выполнены ступенчатой формы в продольном сечении (фиг. 13-15), что обеспечивает в процессе отливки формирование уплотнительного слоя 23 на внутренней поверхности отверстий в основе (фиг. 6, 20, 21). На фиг. 13-15 представлены местные поперечные сечения пластины, изображенной на фиг. 13, где видна форма отверстий 29 под клеточную ячейку (фиг. 13), форма отверстий 31, 32 под клапаны и рабочую камеру микронасоса (фиг. 14) и форма отверстия 30 под лунку для смены среды (фиг. 15).
Отверстия 31, 32, сечение которых представлено на фиг.14, выполнены с двумя.. ступенями 46, 47, причем в части отверстий, соответствующей верхней ступени 46, возможно размещение подводящих коммуникаций (например, пневматических трубок, обеспечивающих управление микронасосами пневматически через управляющие выходы путем формирования на выходах давления, пониженного или повышенного относительно атмосферного). Поперечный размер верхней ступени 46 отверстий незначительно (например, на 0,5-4 мм) превышает поперечный размер ступени 40 выступов 18 (ступени, ближней к внутренней поверхности соответствующей части оснастки), а глубина части отверстий 31, 32, соответствующей верхней ступени 46 отверстий превышает длину ступени 40 выступов 18 (например, на 0,5-10 мм). Сечение данных выступов представлено на фиг. 11. При заливке формовочного материала на поверхности верхней ступени 46 отверстий 31, 32 из него формируется уплотнительный слой 23 толщиной, равной разности диаметра части отверстий, соответствующей верхней ступени 46 и диаметра части выступов 18, соответствующей первой ступени 40, а также разности глубины верхней ступени 46 отверстий и длины первой ступени 40 выступов (фиг. 21).
Нижняя ступень 47 отверстий 31, 32 выполнена меньшего диаметра и соответствует диаметру ступени 41 выступов 18, дальней от внутренней поверхности соответствующей части оснастки (вторая ступень 41). Длина второй ступени 41 выступов 18 выбрана такой, что расстояние от вершины выступа до поверхности рельефа 13, соответствующего топологии микрофлюидной системы при соединении обеих частей оснастки, обеспечивает формирование участка слоя формовочного материала с толщиной, необходимой для использования данного участка в качестве клапана и/или рабочей камеры насоса микрофлюидной системы.
Отверстие 30, сечение которого представлено на фиг. 15, также выполнено с двумя ступенями (48, 49), но верхняя ступень 48 предназначена для обеспечения доступа к лунке микрофлюидного чипа. Ее диаметр (диаметр части отверстия 30, соответствующей ступени 48) также незначительно (например, на 3-3,5 мм) превышает диаметр первой ступени 42 соответствующего выступа 20 (ступени, ближней к внутренней поверхности соответствующей части оснастки), а глубина верхней ступени 48 отверстия превышает длину первой ступени 42 выступа 20 (например, на 6-6,5 мм). Сечение данного выступа. представлено на фиг. 11. При заливке формовочного материала из него на поверхности верхней ступени 48 отверстия 30 формируется уплотнительный слой 23 толщиной, равной разности диаметра верхней ступени 48 отверстия (диаметра части отверстия, соответствующей верхней ступени 48) и диаметра первой ступени 42 выступа 20, а также разности глубины верхней ступени 48 отверстия и длины первой ступени 42 выступа 20, (фиг. 20). Нижняя ступень 49 отверстия 30 выполнена меньшего диаметра и соответствует диаметру второй ступени 43 выступа 20 (ступени, дальней от внутренней поверхности соответствующей части оснастки). Длина второй ступени 43 выступа 20 выбрана такой, что при соединении обеих частей оснастки, данный выступ 20 упирается в определяющий топологию микрофлюидной системы рельеф 13 на внутренней поверхности противоположной части оснастки. Это обеспечивает возможность использования данного участка готовой микрофлюидной системы в качестве лунки.
На фиг. 9 представлено сечение выступа 19 верхней части оснастки, соответствующего клеточной ячейке чипа и характеризующегося наличием третьей, промежуточной ступени 38. В поперечном сечении промежуточная ступень 38 этого выступа выполнена в виде «звездочки» (например, упрощенной октограммы). Использование промежуточной ступени позволяет получить соответствующий рельеф уплотнительного слоя 50 на внутренней поверхности соответствующего отверстия 29 в основе 2 заготовки (фиг. 19, 21). Данное отверстие также может использоваться для доступа к лунке микрофлюидного чипа и иметь форму сечения, аналогичную отверстию 30 основы (фиг. 13). При этом верхняя ступень 44 данного отверстия может быть предназначена для размещения в отверстии 29 пробки 51, герметизирующей микрофлюидный контур (фиг. 18), а сформированный рельеф уплотнительного слоя 50 обеспечивает наиболее плотное примыкание и исключение образования пузыря при погружении клеточной вставки в рабочий чип.
Варианты выполнения элементов оснастки.
Ниже представлены конструктивные решения элементов оснастки, содержащих различные варианты выполнения пазов, отверстий, выступов, крепежных и других отдельных элементов оснастки, обеспечивающих технологичность и удобство ее эксплуатации.
Для неподвижной фиксации частей 6 и 7 оснастки друг относительно друга при их соединении, обе части могут быть снабжены соосно расположенными отверстиями 52 с резьбой, расположенными в области контакта 53 верхней и нижней частей оснастки, по ее периметру, и предназначенными для размещения в них соединительных элементов (фиг. 8), например, в виде винтов с гайками 54. Возможно также выполнение соединения верхней и нижней частей оснастки альтернативными методами, например, с помощью фиксаторов, защелок, петель и магнитных соединений. При этом первая 6 и вторая 7 части оснастки могут быть выполнены из алюминия (например, сплавы Д16, АМГ), композиционного материала или любого другого материала, обеспечивающего прочный заливочный каркас.
Оснастка 1 также может содержать крепежные элементы для установки в отверстие 5 емкости (патрубка) для заливки формовочного материала, например, выполненного в виде воронки 55 или любого другого приспособления, позволяющего обеспечить подачу материала в оснастку.
В одном из вариантов, верхняя часть 7 оснастки снабжена, по крайней мере, двумя дополнительными отверстиями 56 с резьбой для закрепления воронки 55 в отверстии 5 посредством, например, рамки 57, удерживающей верхнюю часть воронки. При этом рамка 57 может быть размещена по периметру верхней стороны воронки и закреплена на верхней части 7 оснастки посредством винтов 58, закручивающихся в дополнительные отверстия 56, прижимая воронку 55 к верхней части 7 оснастки (фиг. 16). Отверстия 56 могут быть расположены по краям оснастки симметрично относительно отверстия 5 (фиг. 8). Рамка 57 может быть выполнена, например, из алюминия, стали или любых твердых пластиков.
Отверстие 5 для заливки формовочного материала в оснастку может быть выполнено с глубокой фаской 59 по периметру, обеспечивающей дополнительную герметичность (фиг. 16).
В отверстие 21 оснастки может быть установлена трубка 60 (фиг. 1, 2), например, выполненная из полиуретана, обеспечивающая слив излишков формовочного материала из оснастки. При этом трубку устанавливают в отверстие таким образом, что один ее конец выступает снаружи оснастки, а другой находится вровень с дном углубления 12 в верхней части 7 оснастки.
Область контакта 53 верхней и нижней частей оснастки при их соединении может содержать различные пазы, предназначенные для удобства эксплуатации оснастки в процессе изготовления чипа. В одном из частных вариантов, верхняя часть 7 оснастки с внешней стороны может содержать угловые пазы 61 (фиг. 5, 8), предназначенные для удобства разъединения частей оснастки. Со стороны углубления 12 в верхней части оснастки по его короткой стороне могут быть выполнены пазы 62, предназначенные для удобства извлечения заготовки, а со стороны углубления по его длинной стороне - пазы 63, предназначенные для удобства размещения основы 2 заготовки в углубление 12 верхней части оснастки.<
Вдоль длинной стороны углубления 12 верхней части 7 оснастки может быть выполнен выступ 64 (фиг. 8), который обеспечивает, при размещении основы 2 заготовки микрофлюидного чипа в полости оснастки, плотное примыкание бортика 33 основы 2 к поверхности верхней части 7 оснастки, не допускающее вытекание формовочного материала через бортики при его заливке в оснастку.
Поверхности оснастки, контактирующие со слоем формовочного материала, могут быть выполнены шероховатыми, в частности, внутренняя поверхность нижней части 6 оснастки может быть выполнена шероховатой, что обеспечивает повышенные адгезионные свойства поверхности слоя формовочного материала со сформированной в нем микрофлюидной системой. Кроме того, на внутренней поверхности нижней части оснастки может быть выполнен по меньшей мере, один выступ («островок» или часть поверхности) 65, предназначенный для формирования воздушной прослойки (воздушного канала) в слое формовочного материала, для лучшего распределения нагрузки при приклеивании к заготовке оптически прозрачной пластины, герметизирующей микрофлюидную систему, в процессе изготовления чипа. Преимущественно, данный выступ 65 располагают в центральной части внутренней поверхности нижней части 6 оснастки симметрично относительно ее центра (фиг. 4), при этом не затрагивая микрофлюидную систему (на допустимом расстоянии от микрофлюидных элементов не менее 0,5 мм и не более 3 мм). Поверхность «островка» также может быть выполнена шероховатой.
Способ изготовления заготовки.
Предварительно осуществляют подготовку основы 2 заготовки чипа, для чего, например, в пластине из оптически прозрачного материала, предпочтительно, полистирола, посредством, например, фрезерного станка вытачивают (при необходимости) отверстия 4 в местах, соответствующих расположению микрофлюидных элементов чипа, формируют форму пластины и изготавливают пазы и выемки (например, выемки 34, 35).
Заготовку 3 микрофлюидного чипа изготавливают посредством отливки слоя формовочного материала на поверхности подготовленной пластины с использованием оснастки 1, описанной выше. В качестве формовочного материала преимущественно используют полидиметилсилоксан (ПДМС).
Для осуществления способа пластину основы 2 заготовки микрофлюидного чипа размещают в полости 8 оснастки и осуществляют заливку в отверстие 5 оснастки формовочного материала с образованием слоя формовочного материала 10, по меньшей мере, в объеме между внутренней поверхностью первой части 6 оснастки и поверхностью основы 2.
При этом в одном из частных вариантов, при использовании в качестве основы - 2-пластины с отверстиями, а в качестве оснастки - оснастки, внутренняя поверхность второй части которой снабжена выступами, пластину 2 размещают в углублении 12 верхней части 7 оснастки таким образом, что отверстия 29, 30 совпадают с выступами 19, 20 верхней части 7 оснастки, а отверстия 31, 32 - с группой выступов 18, соответственно. Части оснастки 6 и 7 соединяют крепежными элементами, например, винтами 54 (фиг. 16). Заливку формовочного материала в отверстие 5 осуществляют, например, с помощью воронки 55, при этом объем заливаемого материала может превышать объем, необходимый для заполнения полости оснастки, например, на 3-5 мл. В этом случае излишки формовочного материала удаляют из отверстия 21, например, с помощью трубки 60.
Затем осуществляют центрифугирование оснастки, при этом оснастку размещают в центрифуге 66 (фиг. 25) горизонтально, в плоскости ее вращения, что позволяет получить одинаковые давления во всех точках отливки (слоя формовочного материала), и, как следствие, одинаковую плотность формовочного материала. Обработку в центрифуге проводят при скорости и в течение времени, обеспечивающих удаление пузырьков воздуха из формовочного материала и его равномерное распределение в оснастке (без образования наплывов при формировании слоя формовочного материала). В одном из частных вариантов осуществления изобретения, обработку проводят при скорости, обеспечивающей ускорение в 15-25g, где g-ускорение свободного падения, в течение 3-8 минут. После центрифугирования осуществляют отверждение формовочного материала, например, путем выдерживания оснастки в термошкафу (при температуре и в течение времени, обеспечивающих отверждение формовочного материала). В частном варианте, температура в термошкафу может достигать 70-90°С, при этом оснастку выдерживают при данной температуре не менее 40 минут. Затем оснастку извлекают из термошкафа, остужают, после чего осуществляют ее разборку и извлечение заготовки чипа.
В одном из вариантов, перед центрифугированием оснастки, осуществляют ее нагрев, обеспечивающий снижение вязкости формовочного материала. Например, оснастку разогревают в термошкафу до температуры 50°С.
В другом частном варианте, перед размещением в оснастке, осуществляют очистку и обезжиривание поверхности основы заготовки, обработку основы в плазменной установке с образованием химически активных групп на ее поверхности (активация поверхности заготовки) с последующей обработкой поверхности праймером. При этом активация поверхности основы заготовки в плазменной установке может быть осуществлена, например, по методике, описанной в публикации Recent developments in PDMS surface modification for microfluidic devices, Jinwen Zhou, Amanda Vera Ellis, Nicolas Hans Voelcker, Electrophoresis, vol. 31, no. 1 (2010), pp.2-16.
Заготовка 3 чипа, извлеченная из оснастки, представляет собой пластину 2, на одной из сторон которой расположен отвержденный слой 10 формовочного материала с микрофлюидной системой со стороны нижней поверхности слоя.
В частном варианте, при использовании пластины 2 с бортиками 33, расположенными по периметру основы со стороны верхней части оснастки, в процессе заливки и отверждения формовочного материала по вышеописанной технологии, заготовка чипа может представлять собой заготовку 3 с микрофлюидной системой с одной ее стороны, выполненной в слое затвердевшего формовочного слоя 10, и уплотнительным слоем 22 - с противоположной стороны, представляющим собой слой затвердевшего формовочного материала. В зависимости от формы отверстий в пластине и формы выступов, отверстия сформированной заготовки также могут содержать уплотнительный слой 23 из формовочного материала (фиг. 6).
В предпочтительном варианте, при изготовлении заготовки с уплотнительными слоями, осуществляют их формирование в виде единой, монолитной эластичной детали, объединяющей уплотнительные слои 22, 23, сформированные на поверхности пластины 2 со стороны верхней части 7 оснастки и на внутренних поверхностях отверстий 4 пластины основы 2, соответственно.
При этом в процессе заливки формовочного материала в оснастку осуществляется постепенное заполнение полостей, образованных собранной оснасткой с установленной в ней пластиной основы, в следующем порядке. Сначала заполняется полость, образованная углублением 11 в нижней части оснастки, нижней поверхностью пластины основы 2 и выступами 18, 19, 20 верхней части оснастки (фиг. 2, 20, 21). Затем заполняются каналы, образованные сквозными отверстиями 5, 21 в верхней части 2 оснастки и боковой поверхностью пластины 2 основы (фиг. 2). Далее через выемки 34 в бортиках 33 основы формовочный материал заливается на поверхность основы, образуя уплотнительный слой 22, ограниченный бортиками 33 основы (фиг. 6). После этого, формовочный материал проливается в отверстия 4 основы и заполняет полости, образованные выступами 18-20 верхней части оснастки и внутренними поверхностями отверстий 4 в пластине основы.
Способ изготовления микрофлюидного чипа.
Процесс изготовления микрофлюидного чипа включает этап получения заготовки 3, описанный выше, и этап фиксации на заготовке, со стороны расположения микрофлюидной системы, пластины 67 из оптически прозрачного (материала, обеспечивающей герметизацию микрофлюидных элементов и микроканалов и формирующую нижний слой чипа. При этом в качестве фиксируемой пластины преимущественно используют стандартное предметное стекло.
Перед фиксацией пластины может быть осуществлена очистка и активация поверхностей заготовки чипа и стекла, например, посредством продувки воздухом и обработкой в плазменной установке аналогично обработке основы заготовки.
Фиксация пластины на поверхности заготовки может быть осуществлена любым известным из уровня техники методом.
Тестирование микрофлюидного чипа.
Через несколько минут (1-2 минуты) после фиксации пластины 67 из оптически прозрачного материала на заготовке 3 проводят тестирование пропускной способности микрофлюидной системы чипа путем заливки в него воды. В одном из вариантов, для проведения тестирования чипа, в двух его отверстиях, соответствующих клеточным ячейкам, герметично устанавливают шприцы. В целях обеспечения герметичности, на чип предварительно устанавливают, например, пробку 70 (крышку) для заливки (фиг. 22-24), которая может быть выполнена с двумя отверстиями, в которые размещают два шприца - один для заливки воды, наполненный водой в объеме 2 мл, другой - для удаления воды из отверстия, являющийся пустым. Путем надавливания на поршень полного шприца с одновременным вытягиванием поршня пустого шприца, весь объем воды несколько раз пропускают через микрофлюидную систему до исчезновения пузырьков. При этом допустимым является сохранение до 2-3 пузырьков под клапанами микронасоса размерами не более 0,8 мм. После завершения описанных выше действий чип продувают воздухом и помещают в ламинарный шкаф до его полного высыхания.
Таким образом, микрофлюидный чип, изготовленный описанным выше способом, включает заготовку 3, полученную заявляемым в настоящем изобретении способом, и пластину 67 из оптически прозрачного материала, зафиксированную на поверхности основы заготовки со стороны микрофлюидной системы с обеспечением герметизации микрофлюидной системы (фиг. 18).
При этом в предпочтительном варианте осуществления изобретения основа 2 заготовки чипа снабжена отверстиями 4, расположение которых соответствует расположению микрофлюидных элементов, и выполненными сообщающимися с микрофлюидными элементами, а также содержит уплотнительный слой 22 из формовочного материала на поверхности, расположенной с противоположной стороны от поверхности со слоем 10 формовочного материала, содержащего микрофлюидную систему, и уплотнительный слой 23 из формовочного материала, по меньшей мере, на части внутренней поверхности, по меньшей мере, части отверстий основы (фиг. 18, 19).
На фиг. 28 представлено фото одного из изготовленных микрофлюидных чипов с окрашенной для наглядности микрофлюидной системой и уплотнительным слоем, сформированными в отверстиях пластины чипа.
Эксплуатация микрофлюидного чипа.
Конструкция готового микрофлюидного чипа допускает использование специальной пробки 51 для герметизации отверстий основы заготовки, например, отверстий 29, 30, соответствующих клеточным ячейкам и лунке для смены среды (фиг. 18). В частном варианте, данная пробка представляет собой монолитную полистирольную деталь (фиг. 22-24), одновременно закрывающую технологическое отверстие и клеточные ячейки микрофлюидного чипа, которая заменяет несколько отдельных крышек и уплотнителей к ним, создающих избыточное давление при закручивании. Данная деталь может быть выполнена в виде пластины, снабженной тремя выступами 72 на нижней стороне (фиг. 23). Форма и взаимное расположение данных выступов соответствуют внутренней форме и взаимному расположению технолог ического отверстия и отверстий клеточных ячеек микрофлюидного чипа. Выступы пробки могут быть выполнены с углублениями (например, круглого сечения) в торцевых частях, что предотвращает возникновение избыточного давления в микрофлюидной системе чипа при установке на него данной пробки. Кроме того, выступы могут быть дополнительно снабжены зубцами 73 для фиксации и центрирования выступов пробки в отверстиях чипа.
Таким образом, использование данной пробки предотвращает возникновение избыточного давления, а также существенно упрощает стерилизацию микрофлюидного чипа, предотвращая попадание загрязнений и нежелательных микроорганизмов внутрь лунок. Пробка может иметь и другое конструктивное выполнение в зависимости от количества и расположения отверстий основы, требующих герметизации.
Конструкция готового микрофлюидного чипа также позволяет использовать его совместно с держателем 74 (кейсом). Держатель микрофлюидного чипа представляет собой металлическое прижимное устройство, которое может удерживать пробку 70, выполняет защитную функцию и допускает подключение дополнительных модулей к чипу (фиг. 28). Кроме того, применение кейса способствует поддержанию стерильности микрофлюидного чипа за счет исключения непосредственного контакта с чипом.
Чип и кейс являются модульной системой, допускающей подключение дополнительных модулей, одним из которых может являться модуль 75 подачи воздуха к микронасосу (фиг. 28), представляющий собой совокупность клапанов и фитингов для подключения модульной системы «чип+кейс» к системе подачи воздуха, что необходимо для работы мембранного насоса микрофлюидной системы. При этом уплотнение клапанной группы может обеспечиваться слоем ПДМС, сформированным на верхней стороне чипа.
Модульная система «чип+кейс» позволяет также интегрировать ее, например, в модуль измерения сопротивления монослоя клеток 76. В этом случае микрофлюидную систему заготовки герметизируют стеклом с нанесенными на него электродами, что позволяет измерять трансэпителиальное электрическое сопротивление в режиме реального времени.
Осуществление изобретения подтверждено примером конкретного выполнения, описанным ниже, и содержащим указания конкретных параметров элементов и режимов, которые не ограничивают настоящее изобретение, а предназначены лишь для лучшего понимания его сущности.
Пример конкретного выполнения
Заявляемое изобретение было апробировано на серии из 20 микрофлюидных чипов. Заготовки чипов и сами чипы были изготовлены с использованием оснастки по вышеописанной технологии.
Изготовление частей оснастки осуществляли на фрезерном станке из листа алюминия марки Д16Т толщиной 10 мм, при этом использовали фрезу 2 мм - для снятия верхних слоев материала, фрезу 0,3 мм - для формирования гладкой поверхности микроканалов на поверхности нижней части оснастки, фрезу 4 мм - для вырезания контуров верхней и нижней частей оснастки и формирования отверстий под винтовые соединения, резьбофрезу с шагом 1 мм - для формирования резьбы М6 во всех отверстиях. Размеры оснастки в проекции на горизонтальную плоскость составляли 118×55 мм. Размеры углублений ее верхней и нижней частей - 9,5 мм.
В качестве механической основы 2 конструкции микрофлюидных чипов выступала пластина из полистирола размером 80×30 мм, толщиной 8 мм, также обработанная фрезерованием. В пластине было изготовлено шесть сквозных отверстий 4 (фиг. 3). С одной из длинных сторон пластины были изготовлены П-образные пазы 35, обеспечивающие подключение к чипу устройства для измерения сопротивления монослоя клеток 76. Пластина была снабжена бортиками 33 высотой 1 мм, при этом в бортиках были выполнены выемки 34 шириной 5 мм и глубиной 2 мм с коротких сторон пластины, для обеспечения равномерного заполнения материала.
Нижняя часть 6 оснастки включала в себя мастер-шаблон с рисунком микрофлюидных элементов и микрофлюидных каналов, представленным на фиг. 4. Верхняя часть 7 оснастки содержала шесть выступов, три из которых (группа выступов 18) соответствовали микронасосу (двум клапанам и рабочей камере микронасоса), два (выступы 19) - клеточным ячейкам и один (выступ 20) - технологическому отверстию для замены среды (фиг. 5).
В продольном сечении отверстия пластины и выступы оснастки, соответствующие данным отверстиям, были выполнены ступенчатой формы (фиг. 9-11, 13-15). Наружный диаметр отверстий пластины, соответствующих клеточным ячейкам и лунке для смены среды составлял 12 мм, а отверстий, соответствующих мембранам микронасоса - 6 мм. Отверстия, соответствующие мембранам (клапанам и рабочей камере) микронасоса и лунке для смены среды (технологическое отверстие) были выполнены двухступенчатыми. Вторые ступени отверстий для клапанов микронасоса были выполнены с диаметром 3 мм, для рабочей камеры - 3.4 мм, для технологического отверстия - 5.7 мм. Отверстия, соответствующие клеточным ячейкам, были выполнены аналогично лунке для смены среды. Поперечные размеры выступов оснастки были выбраны обеспечивающими зазор 0,4 мм между внутренними поверхностями отверстий и поверхностями соответствующих выступов для формирования уплотнительного слоя формовочного материала.
По периметру оснастки было выполнено шесть отверстий 52 для соединения частей оснастки диаметром 6 мм. Части оснастки скреплялись винтами. В верхней части оснастки были выполнены два отверстия 56 под крепежные элементы, предназначенные для крепления заливочной воронки 55, а также два отверстия 5, 21 для заливки и удаления излишков формовочного материала из оснастки диаметром 6 мм. С левой и правой стороны оснастки (по короткой стороне) были выполнены четыре паза 62 шириной 6×4,5 мм и высотой 3,5 мм, обеспечивающие легкое извлечение («поддевание») заготовки, в случае, если после разборки оснастки заготовка осталась в ее верхней части. Также были выполнены 4 паза 63 глубиной 3,5 мм для удобного размещения заготовки и 4 паза 61 по углам оснастки глубиной 0,2 мм для удобства «поддевания» формы лопаткой при разборке оснастки. Для заливки формовочного материала в оснастку использовали воронку объемом 50 ml.
В качестве формовочного материала был использован полидиметилсилоксан (ПДМС) Dow Corning Sylgard 184 в составе 10 массовых частей основания на 1 часть отвердителя. При этом перед заливкой в оснастку смесь тщательно перемешивали и помещали в вакуумный шкаф для предварительной дегазации.
Заготовку изготавливали следующим образом.
Для очистки и обезжиривания пластину основы 2 замачивали в спирте, после чего продували сжатым воздухом. Затем пластину помещали в плазменную установку нижней поверхностью вверх и обрабатывали для создания активированной поверхности в течение 90 секунд. Сразу после извлечения пластины из плазменной установки (поскольку время жизни активированной поверхности ограничено) ее поверхности (контактирующие с ПДМС в процессе изготовления чипа) обрабатывали праймером Dow Corning PR-1200. После прохождения реакции между праймером и поверхностью (через 1-2 мин.), осуществляли удаление остатков праймера.
Далее осуществляли подготовку и сборку оснастки для изготовления чипа. При этом перед сборкой форму 7 и мастер 6 обрабатывали для удаления возможных загрязнений, в т.ч. остатков ПДМС от предыдущей отливки.
В верхнюю часть 7 оснастки вставляли кусок полиуретановой трубки 60 в отверстие 21 для удаление формовочного материала, при этом внутри оснастки срез трубки шел вровень с уровнем внутренней поверхности верхней части 7 оснастки, а снаружи выступал на 3-4 см.
Обработанную праймером пластину помещали в углубление 12 верхней части 7 оснастки (не затрагивая при этом нижнюю поверхность пластины), которую затем прикручивали к нижней части 6 винтами. Далее в отверстие 5 оснастки, предназначенное для заливки формовочного материала, устанавливали воронку 55, которую прикручивали к верхней части оснастки рамкой 57 с двумя винтами 58 (фиг. 16). В воронку заливали объем подготовленной смеси ПДМС, больше необходимого для заполнения всей полости оснастки на 3-5 мл. Затем оснастку прогревали в термошкафу (нагревательной печи марки Binder) с температурой 50°С в течение 2 минут для снижения вязкости формовочного материала, и размещали ее в роторе центрифуги 66 марки eppendorf centrifuge 5810, устанавливая скорость вращения 270 об/мин (обеспечивающую ускорение в 20g), на 8 минут (фиг. 25). После завершения работы центрифуги оснастку переносили в термошкаф, где была выставлена температура 70°С. Оснастку выдерживали в термошкафу в течение 40 минут для отверждения ПДМС (допускается и большее время выдержки, например, 1 час, но не менее 40 минут).
Далее оснастку извлекали из терхмошкафа, остужали и извлекали заготовку чипа (фиг. 26). После извлечения заготовки чипа, ее помещали в ламинарный шкаф для предотвращения попадания на нее пыли, грязи (при этом исключали касания нижней поверхности чипа с расположенной на ней микрофлюидной системой).
Заготовка чипа представляла собой пластину, размеры которой соответствовали размерам предметного стекла - 76×26 мм, на нижней стороне которой располагался слой отвержденного ПДМС толщиной 1,5 мм, содержащий микрофлюидную систему, а на верхней стороне и в отверстиях - уплотнительный слой из отвержденного ПДМС толщиной 1 мм. При этом высота микрофлюидных каналов составляла 300 мкм, толщина мембран из ПДМС в местах расположения клапанов и рабочей камеры насоса составляла 400 мкм.
Далее на нижней поверхности заготовки чипа осуществляли фиксацию стекла по технологии, описанной выше, и осуществляли тестирование полученного чипа.
Изготовленные микрофлюидные чипы характеризовались высоким качеством за счет исключения образования пузырьков воздуха в каналах, отличным показателем повторяемости отливки, быстротой и удобством эксплуатации, минимальным количеством элементов при стерилизации. Изделия были подвержены успешной стерилизации на поглощенных дозах в 15 кГр и максимальной допустимой в 45 кГр.
Готовый микрофлюидный чип может поставляться в комплекте с пробками в стерильном пакете.
Были проведены тесты по посадке в чип различного рода клеточных культур. Чипы продемонстрировали свою работоспособность в процессе непрерывной эксплуатации в течение месяца.
Предлагаемое изобретение позволяет создавать более удобные для эксплуатации микрофлюидные чипы. Конструкция предлагаемого чипа позволяет подбирать оптимальные режимы для культивирования различных типов клеток. Наличие открытых лунок позволяет проводить с чипом манипуляции, аналогичные манипуляциям с обычным культуральным планшетом. Кроме того, конструкция чипа позволяет проводить все виды микроскопических исследований, включая прижизненную визуализацию клеток в течение длительного времени. Возможность использования мембранных вставок позволила получать монослои эпителиальных клеток, в том числе и клеток кишечника (была показана жизнеспособность клеток линии Сасо-2 (модель кишечника человека) в предлагаемом чипе (+-30 кПа, 3 Гц) в течение 3 недель).
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ МИКРОФЛЮИДНОГО ЧИПА, ЗАГОТОВКА МИКРОФЛЮИДНОГО ЧИПА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ, МИКРОФЛЮИДНЫЙ ЧИП И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2658495C1 |
| ДЕМПФИРУЮЩИЙ ЭЛЕМЕНТ МИКРОФЛЮИДНОГО ЧИПА И МИКРОФЛЮИДНЫЙ ЧИП | 2016 |
|
RU2648444C1 |
| МИКРОФЛЮИДНОЕ УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ВЛИЯНИЯ ХИМИЧЕСКИХ ВЕЩЕСТВ НА КЛЕТКИ МЛЕКОПИТАЮЩИХ | 2016 |
|
RU2672581C2 |
| Микрофлюидный чип смешения | 2019 |
|
RU2724254C1 |
| СПОСОБ И МИКРОФЛЮИДНЫЙ ЧИП ДЛЯ КУЛЬТИВИРОВАНИЯ КЛЕТОК ИЛИ КЛЕТОЧНОЙ МОДЕЛИ | 2016 |
|
RU2612904C1 |
| МИКРОФЛЮИДНЫЙ ЧИП ДЛЯ СОЗДАНИЯ КЛЕТОЧНЫХ МОДЕЛЕЙ ОРГАНОВ МЛЕКОПИТАЮЩИХ | 2015 |
|
RU2584598C1 |
| Плазменная камера для активации поверхности микрофлюидных чипов и их последующей герметизации | 2023 |
|
RU2814689C1 |
| СПОСОБ ОЦЕНКИ ГЕРМЕТИЧНОСТИ И ЦЕЛОСТНОСТИ СИСТЕМЫ КЛАПАНОВ МИКРОФЛЮИДНОЙ СИСТЕМЫ | 2015 |
|
RU2585804C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ДВУХСЛОЙНОЙ КЛЕТОЧНОЙ МОДЕЛИ | 2017 |
|
RU2668157C1 |
| Способ изготовления многослойного разборного микрофлюидного чипа | 2024 |
|
RU2838599C1 |






Группа изобретений относится к области биотехнологии. Предложена заготовка микрофлюидного чипа и микрофлюидный чип для культивирования и/или исследования клеток. Заготовка включает представляющую собой пластину с отверстиями основу. На одной из сторон основы размещен слой формовочного материала с микрофлюидной системой заданной топологии, а на противоположной стороне основы размещен уплотнительный слой в виде единой эластичной детали из формовочного материала. При этом уплотнительный слой размещен на поверхности основы и на внутренней поверхности отверстий основы. Микрофлюидный чип включает вышеуказанную заготовку и пластину из оптически прозрачного материала. Причём пластина зафиксирована на заготовке со стороны микрофлюидной системы с обеспечением ее герметизации. Изобретения обеспечивают сохранение стерильности микрофлюидного чипа во время его эксплуатации, сохранение герметичности и повышение удобства его эксплуатации. 2 н. и 11 з.п. ф-лы, 28 ил.
1. Заготовка микрофлюидного чипа, включающая основу, представляющую собой пластину с отверстиями, с размещенными на одной из ее сторон слоем формовочного материала, со сформированной в нем микрофлюидной системой заданной топологии, отличающаяся тем, что на противоположной стороне основы размещен уплотнительный слой в виде единой эластичной детали из формовочного материала, представляющего собой газопроницаемый эластичный органический материал, при этом уплотнительный слой размещен по меньшей мере на части поверхности основы и по меньшей мере на части внутренней поверхности по меньшей мере части отверстий основы.
2. Заготовка по п. 1, отличающаяся тем, что в качестве основы использована пластина из поликарбоната или полистирола, количество и расположение отверстий в которой определяется топологией микрофлюидной системы.
3. Заготовка по п. 1, отличающаяся тем, что по меньшей мере часть отверстий пластины выполнены ступенчатой формы в продольном сечении, при этом поперечные размеры ступеней выполнены с уменьшением по мере удаления ступени от поверхности с уплотнительным слоем.
4. Заготовка по п. 1, отличающаяся тем, что уплотнительный слой имеет толщину на поверхности пластины 0,5-2 мм, в отверстии 0,5-3 мм.
5. Заготовка по п. 1, отличающаяся тем, что по крайней мере одно отверстие выполнено с количеством ступеней, равным 3, при этом ее средняя ступень выполнена в форме «звездочки» в поперечном сечении, где соответствующий рельеф имеет уплотнительный слой формовочного материала в отверстии заготовки; остальные ступени данного отверстия и все ступени остальных отверстий выполнены цилиндрической формы.
6. Заготовка по п. 1, отличающаяся тем, что в качестве формовочного материала использован полидиметилсилоксан.
7. Заготовка по п. 1, отличающаяся тем, что основа заготовки со стороны, противоположной стороне со слоем формовочного материала с микрофлюидной системой, снабжена бортиками, определяющими толщину слоя формовочного материала.
8. Заготовка по п. 7, отличающаяся тем, что бортики расположены по периметру основы и снабжены выемками для заливки формовочного материала на поверхность основы, расположенными с противоположных сторон основы.
9. Заготовка по п. 1, отличающаяся тем, что снабжена выемками, выполненными сквозными по всей толщине основы с одной из ее сторон, с возможностью подключения к чипу внешних измерительных модулей в процессе его эксплуатации.
10. Заготовка по п. 1, отличающаяся тем, что снабжена пластиной из оптически прозрачного материала, размещенной со стороны микрофлюидной системы с обеспечением ее герметизации.
11. Микрофлюидный чип для культивирования и/или исследования клеток, включающий заготовку по п. 1 и пластину из оптически прозрачного материала, зафиксированную на заготовке со стороны микрофлюидной системы с обеспечением ее герметизации.
12. Микрофлюидный чип по п. 11, отличающийся тем, что содержит пробку, выполненную с возможностью герметизации отверстий основы заготовки.
13. Микрофлюидный чип по п. 11, отличающийся тем, что микрофлюидная система содержит микрофлюидные элементы, включающие объединенные микрожидкостными каналами с образованием по крайней мере одного замкнутого контура для циркуляции питательной среды по крайней мере одну клеточную ячейку для культивирования клеточных моделей тканей и органов млекопитающих, микронасос для обеспечения движения питательной среды по микроканалам, технологическое отверстие для доступа к питательной среде, при этом микронасос представляет собой рабочую камеру, ограниченную с двух сторон нормально закрытыми клапанами.
| Токарный резец | 1924 |
|
SU2016A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| СПОСОБ И МИКРОФЛЮИДНЫЙ ЧИП ДЛЯ КУЛЬТИВИРОВАНИЯ КЛЕТОК ИЛИ КЛЕТОЧНОЙ МОДЕЛИ | 2016 |
|
RU2612904C1 |

