Настоящее изобретение предлагает композитный лист, пригодный для использования в изготовлении декоративных листов, а также соответствующий способ изготовления декоративных листов.
Область и уровень техники, к которой относится изобретение
В настоящее время широко используются декоративные листы, состоящие из композитного листа, содержащего вспененный пластифицированный поливинилхлоридный (ПВХ) слой на одной стороне и бумажный или нетканый материал на другой стороне. Одно из применений этих декоративных листов представляют собой настенные покрытия. Они являются весьма популярными вследствие своей водостойкости, пригодности для мытья и долговечности по сравнению с настенными покрытиями на основе натуральной бумаги, а также благодаря низкой стоимости. Согласно современному уровню техники, процесс изготовления большинства виниловых настенных покрытий включает три основные стадии:
1. нанесение вспениваемого композитного слоя или нескольких слоев на бумажный или нетканый лист;
2. печать на поверхности вспениваемого листа;
3. вспенивание листа и дополнительная обработка, такая как структурное тиснение, резание, упаковка и т. д.
Вспенивание представляет собой очень важную и неотъемлемую часть изготовления настенных покрытий, потому что оно обеспечивает изготовление слоя большей толщины при меньшей стоимости. Настенные покрытия обычно подвергаются тиснению, в том числе механическому или химическому, в результате которого создается структура, и рисунок становится более реалистичным и привлекательным.
Основной недостаток выбора ПВХ в качестве материала заключается в том, что его изготовление может производить неблагоприятное воздействие на окружающую среду. Кроме того, для достижения требуемых свойств, таких как прочность и гибкость, с ПВХ необходимо смешивать стабилизирующие вещества, пластификаторы и растворители, которые считаются потенциально вредными для здоровья и могут переходить в атмосферу помещений. Кроме того, регенерация или сжигание ПВХ вызывает проблемы, связанные с образованием хлористоводородной кислоты и низкой степенью регенерации энергии.
Полиолефиновые (ПО) материалы представляют собой экономически целесообразные и благоприятные для окружающей среды альтернативы ПВХ и могут использоваться без пластификаторов и растворителей. Полиолефиновые материалы широко используются, например, для упаковки продуктов питания и разрешены для непосредственного контакта с пищей. Кроме того, они являются пригодными для регенерации, или при их сжигании может производиться энергия. Они потенциально способны обеспечивать такие же преимущества, как виниловые настенные покрытия, но без экологических недостатков ПВХ.
Японский патент № JP 2002096433A описывает огнестойкие обои, имеющие превосходное сопротивление отслаивающему давлению. Эти обои включают основной слой, вспененный полимерный слой и декоративный слой, причем вышеупомянутый вспененный полимерный слой составляет сополимер этилена и винилацетата, содержащий вспенивающее вещество, неорганический компонент и огнезащитное вещество, и этот сополимер этилена и винилацетата имеет содержание винилацетата, составляющее от 20% до 22%, и скорость текучести расплава, составляющую от 45 до 80 г/10 мин.
Патент США № US 5407617A описывает способ изготовления напольных и настенных покрытий, в которых содержится вспененный слой. Данный способ включает стадию распыления порошкообразной смеси на основной слой, последующее плавление и выравнивание, в результате которого образуется гладкий слой, покрывающий основной слой. Порошкообразная смесь включает 100 частей термопластического полимера, от 0 до 100 частей наполнителя и от 0,5 до 7 частей пенообразующего вещества.
Что касается способа изготовление вспененного декоративного листа, один недостаток известных композитных листов заключается в том, что происходит значительное скручивание, которое делает невозможным крупномасштабное производство. Скручивание возникает вследствие различного теплового расширения различных материалов и зависит от механических свойств и термического расширения каждого слоя, а также от толщины отдельных слоев. Композитные листы, состоящие из двух слоев, в которых верхний слой изготовлен, например, из пластмассы, имеющей высокий коэффициент теплового расширения, а нижний слой изготовлен, например, из бумаги или ткани, имеющей низкий коэффициент теплового расширения, проявляют склонность к скручиванию в течение циклического нагревания и охлаждения в процессе изготовления настенных покрытий.
Кроме того, как известно в технике, вспененные настенные покрытия обычно изготавливаются посредством печати на поверхности вспениваемого многослойного материала перед расширением. Это осуществляется по той причине, что печать на поверхности отдельного слоя с последующим ламинированием обычно оказывается чрезмерно дорогостоящей, причем и печать на поверхности вспененного слоя с помощью современных печатных технологий также оказывается невозможной вследствие неровности и большой толщины подложки.
Сущность изобретения
Одно или несколько из вышеупомянутых ограничений предшествующего уровня техники можно преодолеть или, по меньшей мере, сократить, используя композитный лист согласно настоящему изобретению. Этот композитный лист содержит или имеет следующие компоненты: (i) основной слой и (ii) вспениваемый слой, который (непосредственно) прикрепляется к основному слою. Вспениваемый слой содержит или имеет следующие компоненты:
• 100 массовых частей полиолефинового материала, у которого модуль упругости составляет менее чем 0,1 ГПа;
• от 0,1 до 10 массовых частей вспенивающего вещества и
• от 0 до 200 массовых частей добавок.
Вспениваемый слой имеет толщину, составляющую от 0,05 до 0,3 мм, которой соответствует поверхностная плотность, составляющая приблизительно от 50 до 300 г/м2.
Для вспениваемого пластмассового слоя могут потенциально использоваться различные многослойные структуры. Например, в случае ламинирования слой между подложкой и вспениваемой пленкой может быть изготовлен без вспенивающего вещества и с использованием регенерированных материалов. Кроме того, вспениваемый слой может быть изготовлен из двух слоев, включая нижний слой, содержащий регенерированные материалы, и верхний покровный слой, содержащий белый пигмент и подходящий для печати.
Неожиданно было обнаружено, что посредством использования пластмасс определенной группы становится возможным сокращение до минимума эффекта скручивание и изготовление не проявляющего скручивания композитного листа, используемого в производстве вспененного декоративного листа больших размеров в непрерывном режиме.
Основной слой должен иметь более высокую устойчивость размеров по сравнению со вспениваемым слоем. Основной слой имеет модуль упругости, составляющий более чем 1 ГПа, проявляет сокращение/расширение, составляющее менее чем 2% в температурном интервале от 0°C до 220°C, и имеет толщину, составляющую от 0,05 до 0,15 мм, которой соответствует поверхностная плотность, составляющая приблизительно от 50 до 150 г/м2. Вследствие устойчивости основного слоя, повышается устойчивость размеров композитного листа в течение процесса изготовление вспененного настенного покрытия. Это оказывается необходимым для любого печатного процесса, поскольку в противном случае пеноматериал мог бы расширяться во всех трех измерениях в течение вспенивания, и в результате этого получилась бы нерегулируемая или неудовлетворительно регулируемая приводка оттиска. В том случае, где используются жесткий основной слой, имеющий устойчивость размеров и высокий модуль упругости, и мягкий вспениваемый полиолефиновый слой, отличающийся неустойчивостью размеров, оказывается возможным изготовление композитного листа, который расширяется только в направлении оси Z в процессе вспенивания.
Подходящие материалы для основного слоя могут представлять собой бумага или бумагоподобный материал, нетканый материал, полотна с густым ворсом, тканые полотна, нетканые полотна и пластмассовые пленки. Предпочтительно используется бумага или ткань.
Вспениваемый слой имеет толщину, составляющую от 0,05 до 0,3 мм. Он содержит или имеет следующие компоненты: полиолефиновый материал, вспенивающее вещество и необязательные добавки.
Полиолефин представляет собой любой класс полимеров, изготовленных из одного олефина или сочетания различных олефинов, таких как этилен, пропилен, бутен, пентен, гексен и октен. Здесь термин «полиолефин» также включает сополимеры олефинов с другими ненасыщенными мономерами, такие как, например, винилацетат. В последнее время полиолефины широко используются вследствие своих превосходных природных химических и физических свойств, а также своей экономичности. Полиолефины согласно настоящему изобретению предпочтительно имеют среднюю молекулярную массу, составляющую от 10000 до 300000, а их температура плавления должна находиться ниже интервала разложения вспенивающего вещества, предпочтительно составляя от 50°C до 110°C.
Кроме того, полиолефины должны иметь модуль упругости, составляющий менее чем 0,1 ГПа, и предпочтительно они выбираются из группы, которую составляют термопластические эластомерные полиолефины (также известные как термопластические эластомерные полиолефиновые смеси TPE-O), сополимеры этилена и винилацетата, атактические полипропиленовые полимеры или их смеси. Термопластические эластомерные полиолефины изготавливаются способами, известными в технике, например, посредством сополимеризации этилена с бутеном, гексеном, октеном или пропиленом с использованием металлоценового или другого катализатора. Таким способом изготавливаются мягкие полиолефины, имеющие низкую плотность и низкую степень кристалличности. Граница между полиэтиленом низкой плотности (или полиэтиленом очень низкой плотности) и термопластическим полиолефиновым эластомером не очень четко определена, поскольку они оба представляют собой сополимеры этилена. Однако любой полиолефиновый сополимер может использоваться согласно настоящему изобретению, при том условии, что его модуль упругости составляет менее чем 0,1 ГПа. В следующем тексте термин «термопластический полиолефиновый эластомер» используется в отношении любого полиолефинового сополимера, у которого модуль упругости составляет менее чем 0,1 ГПа.
Согласно следующему варианту осуществления, полиолефиновые смеси могут использоваться в качестве полиолефинового материала, включающего полиолефины, у которых модуль упругости составляет более чем 0,1 ГПа, такие как LDPE (полиэтилен низкой плотности), HDPE (полиэтилен высокой плотности) и PP (полипропилен), причем они могут использоваться при том условии, что суммарный модуль упругости полиолефиновой смеси составляет менее чем 0,1 ГПа. Следовательно, полиолефиновый материал может представлять собой полиолефиновую смесь, включающую полиолефины, у которых модуль упругости составляет более чем 0,1 ГПа, и полиолефины, у которых модуль упругости составляет менее чем 0,1 ГПа, таким образом, что суммарный модуль упругости полиолефиновой смеси составляет менее чем 0,1 ГПа
Модуль упругости представляет собой математическое описание способности предмета или материала деформироваться упруго (то есть обратимо) под действием приложенной к нему силы. Модуль упругости предмета определяется по наклону его кривой растяжения в зависимости от нагрузки в области упругой деформации [Donald R. Askeland, Pradeep P. Phulé, «Наука и технология материалов» (пятое издание), Cengage Learning, 2006 г., с. 198].
Термопластические эластомеры (TPE) представляют собой сополимеры или смеси полимеров, как правило, пластмассы и каучуки, имеющие термопластические и эластомерные свойства (также определяются как эластомеры, включающие термообратимую сетку). В частности, полиолефиновый материал может представлять собой полиолефиновую смесь (TPE-O). Смешивающиеся каучуки представляют собой натуральный каучук, каучук на основе сополимера этилена и пропилена, бутилкаучук, полиизобутилен, полибутадиен, полиизопрен, каучук на основе сополимера стирола и бутадиена и т. д.
Полиолефины представляют собой полиолефины низкой плотности, причем их плотность составляет предпочтительно менее чем 0,96 г/см3 и предпочтительнее менее чем 0,90 г/см3. Кроме того, полиолефины могут иметь степень кристалличности, составляющую менее чем 40% и предпочтительнее менее чем 25%.
При использовании в настоящем документе термин «вспенивающее вещество» означает разлагающееся при нагревании вещество, которое является жидким или твердым при комнатной температуре, имеет более высокую температуру разложения, чем температура плавления полиолефина (или, по меньшей мере, одного соединения в полиолефиновой смеси) и при нагревании до температуры, превышающей температуру разложения, разлагается с выделением газа, такого как азот, диоксид углерода или аммиак. Вспенивающее вещество может выбираться из группы, которую составляют азодикарбонамид и/или соответствующие соли металлов, гидразодикарбонамид, бикарбонат натрия, тригидразино-сим-триазин, пп'-оксибис-бензолсульфонилгидразид, динитрозо-пентаметилентетрамин, азобисизобутиродинитрил, п-толуолсульфонилгидразид и бисбензолсульфонилгидразид. Предпочтительно используется азодикарбонамид или бикарбонат натрия.
Количество вспенивающего вещества может определяться согласно желательному коэффициенту расширения. Предпочтительное количество вспенивающего вещества в композиции, которая образует вспениваемый слой, находится в интервале от 1 до 5 массовых частей.
Температура разложения вспенивающих веществ предпочтительно находится в интервале от 120°C до 200°C.
Помимо полиолефинового материала и вспенивающего вещества, вспениваемый слой может также включать добавки. При использовании в настоящем документе термин «добавки» означает вещества, которые добавляются в композицию вспениваемого слоя в целях достижения определенных свойств вспениваемого слоя. Эти добавки могут значительно различаться по своей природе. Возможные добавки представляют собой катализаторы, пигменты, наполнители, матирующие вещества, противомикробные вещества, стабилизаторы ультрафиолетового излучения, огнезащитные вещества и разделительные соединения.
Например, для снижения температуры, при которой разлагается вспенивающее вещество, может добавляться катализатор, что хорошо известно в технике. Такой катализатор может выбираться из группы, которую составляют оксид цинка, рицинолеат бария, метоксималеат олова, гидратированный силикат кальция, стеарат кальция, стеарат цинка, ацетат свинца, лаурат цинка, октаноат цинка и амилфосфит кадмия.
В целях уменьшения коэффициента теплового расширения полиолефинового материала, в частности, термопластических эластомерных полиолефинов, оказывается возможным введение добавок, таких как наполнители, например, минеральные наполнители, такие как тальк или мел, которые имеют значительно меньший коэффициент теплового расширения по сравнению с полимером.
Суммарное количество добавок должно составлять от 0 до 200 массовых частей и предпочтительно от 50 до 80 массовых частей.
Настоящее изобретение также предлагает способ изготовления вспененного декоративного листа, в частности, вспененного настенного покрытия. Данный способ включает следующие стадии:
(a) изготовление композитного листа, который упоминается выше;
(b) необязательная печать на композитном листе; и
(c) вспенивание композитного листа.
Согласно настоящему изобретению, на стадии (a) изготавливается композитный лист, включающий основной слой и вспениваемый слой. Вспениваемый слой может изготавливаться различными способами, известными в технике. Одна возможность заключается в том, что индивидуальные соединения смешиваются и подвергаются формованию для изготовления листа, в котором используются каландровые вальцы, щелевые экструзионные головки и т. д. После этого пленка может присоединяться непосредственно к основному слою посредством расплавного или химического ламинирования.
После присоединения вспениваемого слоя к поверхности основного слоя могут осуществляться необязательные процессы дополнительной обработки, известные в технике, такие как сшивание, окрашивание, поверхностная обработка и т. д. В целях улучшения вспенивания пленки, как известно в технике, требуется достаточная прочность расплава. Сшивание может использоваться для повышения прочности расплава. Сшивание может осуществляться посредством использования, например, ионизирующего излучения или посредством использования сшивающего вещества. Предпочтительно сшивание с использованием ионизирующего излучения осуществляется под действием электронного пучка при напряжении, составляющем от 100 до 300 кВ и дозе, составляющей от 10 до 200 кГр и предпочтительно от 10 до 100 кГр. Два различных электронных пучка, работающих при низком и высоком напряжение могут использоваться, как известно в технике, в целях улучшения поверхностной структуры пеноматериала.
В качестве альтернативы, сшивание может осуществляться посредством использования сшивающих веществ, которые при повышенной температуре разлагаются, образуя радикалы. Конкретные примеры сшивающих веществ представляют собой органические пероксиды, которые относятся к разнообразным классам, такие как дикумилпероксид, алкилпероксиды, ди-трет-бутилпероксид и аралкилпероксиды.
Окрашивание композитного листа может осуществляться с использованием методов печати, таких как глубокая, флексографическая, трафаретная или краскоструйная печать (стадия (b)).
Дополнительная поверхность обработка может осуществляться различными способами, включая обработку коронным разрядом.
На стадии (c), композитный лист подвергается вспениванию, и образуется вспененный декоративный лист, соответственно, вспененное настенное покрытие. Температура в течение стадии (c) предпочтительно составляет от 120°C до 210°C в зависимости от используемого вспенивающего вещества и катализатора
Как известно в технике, после вспенивания вспененный лист может подвергаться механическому тиснению посредством структурированного охлаждаемого ролика или химическому тиснению с использованием ингибиторных систем.
Композитный лист может изготавливаться в непрерывном режиме и иметь ширину, составляющую от 0,5 до 3,0 м.
Краткое описание чертежей
Далее настоящее изобретение будет описано согласно варианту осуществления и сопровождающим чертежам:
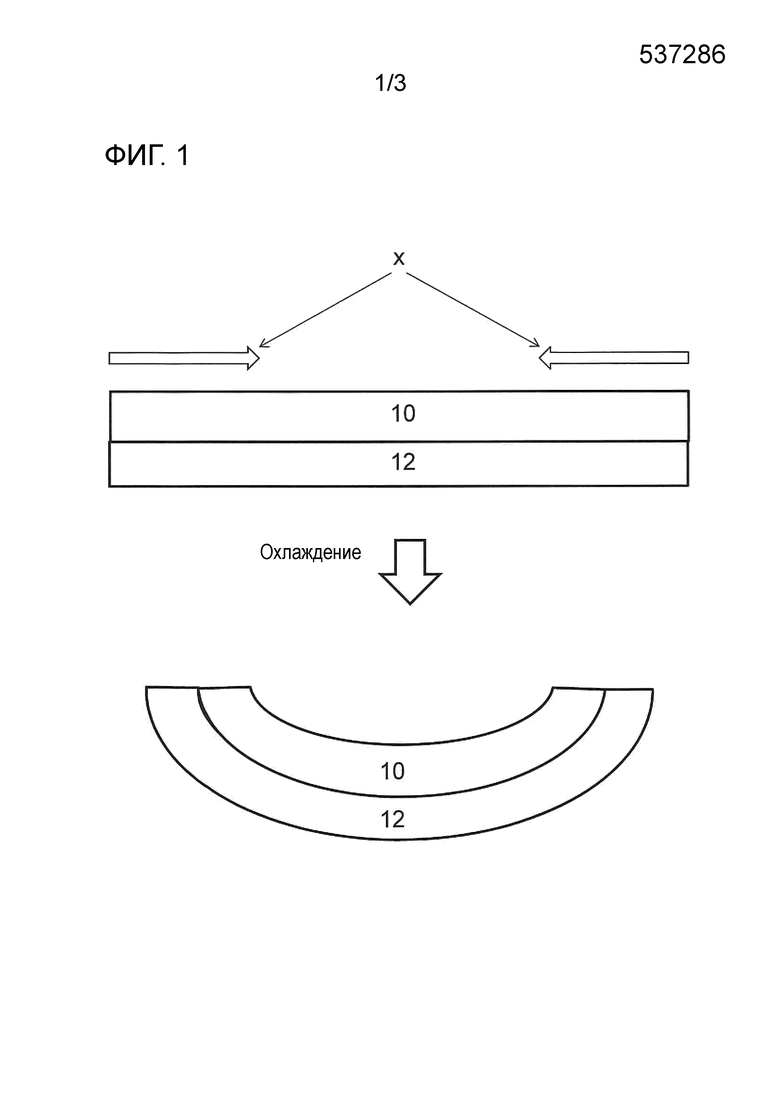
Фиг. 1 представляет изображение, иллюстрирующее скручивание многослойного материала.
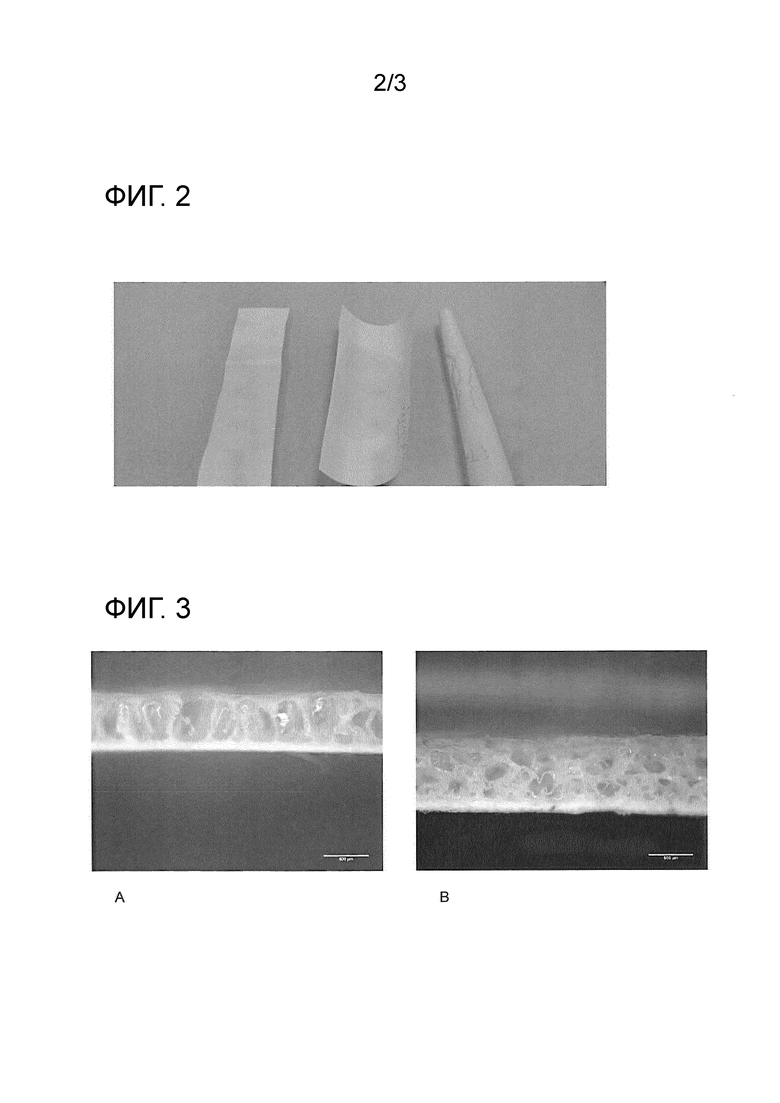
Фиг. 2 представляет фотографию, иллюстрирующую скручивание композитного листа, содержащего вспениваемый слой, изготовленный из полиолефинового материала, у которого модуль упругости составляет менее чем 0,1 ГПа (слева), и двух композитных листов, содержащих вспениваемый слой, изготовленный из полиолефинового материала, у которого модуль упругости составляет более чем 0,1 ГПа.
Фиг. 3 представляет полученное с помощью микроскопа изображение поперечного сечения пеноматериала: A - вспениваемый слой, у которого модуль упругости составляет менее чем 0,1 ГПа; B - пластифицированный поливинилхлоридный композитный лист.
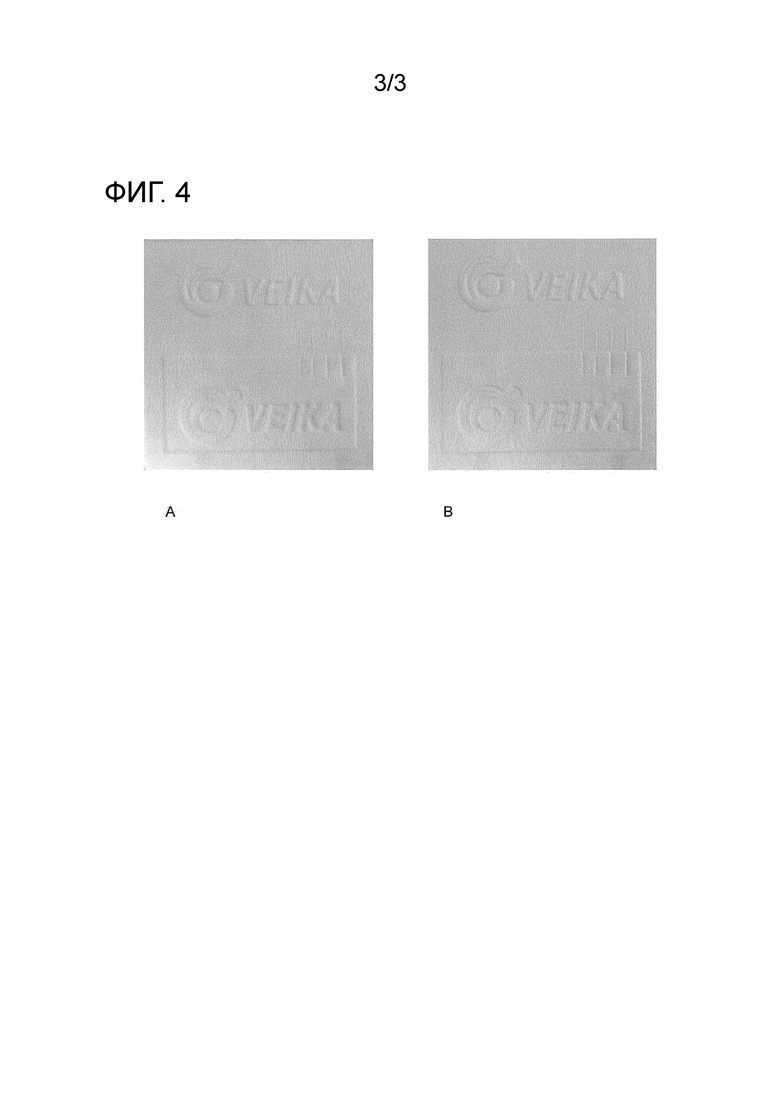
Фиг. 4 представляет фотографию тисненого пеноматериала: A - вспениваемый слой, у которого модуль упругости составляет менее чем 0,1 ГПа; B - пластифицированный поливинилхлоридный композитный лист.
Подробное описание изобретения
Далее настоящее изобретение будет описано согласно примерному варианту осуществления.
Скручивание представляет собой основную проблему изготовления настенного покрытия с использованием композитных листов, включающих основной слой и вспениваемый слой, который непосредственно прикрепляется к основному слою. В частности, изготовление настенных покрытий, у которых ширина составляет от 0,5 до 3 м, становится почти невозможным, когда возникает значительное скручивание. В принципе, основу этого эффекта составляют различные свойства теплового расширения основного слоя и вспениваемого слоя. Пластмассы хорошо известны своими высокими коэффициентами теплового расширения; кроме того, при охлаждении происходит их кристаллизация, которая дополнительно увеличивает степень сокращения. Однако нагревание представляет собой неизбежный процесс в изготовлении настенных покрытий, например, в течение нанесения вспениваемого слоя на основной слой, после печати поверхностных красочных слоев или вспенивания в нагревательном канале. В течение фазы последующего охлаждения верхний полиолефиновый слой может сокращаться в значительно большей степени, чем основной слой. В этом случае скручивание происходит, как проиллюстрировано на фиг. 1.
Рассмотрим фиг. 1, на котором условный номер 10 представляет собой вспениваемый слой, имеющий высокий коэффициент теплового расширения/сжатия, и условный номер 12 представляет собой основной слой, имеющий низкий коэффициент теплового расширения/сжатия. Буква X означает скручивание, которое происходит в течение фазы охлаждения.
Скручивание зависит от механических и термических свойств каждого слоя, а также от их толщины на основании хорошо известных теорий тепловых напряжений в многослойных системах. Согласно хорошо известному аналитическому решению Тимошенко для ламинированной балки, состоящей из двух слоев (верхний слой 10 и нижний слой 12 на фиг. 1), у балки отсутствует скручивание при температуре T0, когда температура изменяется и становится равной T, балка приобретает кривизну:
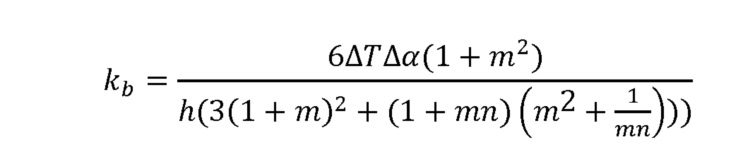
где m=t1/t2, соотношение модулей упругости n=E1/E2, суммарная толщина h=t1+t2, изменение температуры ΔT=T - T0 и разность коэффициентов теплового расширения Δα=α2 - α1.
Данное уравнение может использоваться для исследования зависимости радиуса кривизны и, следовательно, скручивания, от толщины пленки, модуля упругости каждого слоя, коэффициента теплового расширения и т. д. Когда соотношение модулей упругости E1/E2 составляет менее чем 0,05, радиус кривизны и, следовательно, скручивание, быстро уменьшается при уменьшении соотношения E1/E2, и, таким образом, требуются мягкие верхние слои, у которых модуль упругости составляет менее чем 0,1 ГПа. Стандартные полиолефины, такие как LDPE (полиэтилен низкой плотности) и HDPE (полиэтилен высокой плотности) или PP (полипропилен), имеют значительно более высокий модуль упругости, составляющий более чем 1 ГПа, и, следовательно, они в большей степени подвергаются скручиванию. Таким образом, при использовании стандартных полиолефинов оказывается практически невозможным получение покрытия требуемой толщины без скручивания.
Однако посредством использования мягких пластмасс определенных групп становится возможным сокращение до минимума эффекта скручивания и изготовление многослойного материала, в котором отсутствует скручивание. Эта группа мягких пластмасс включает термопластические эластомерные полиолефины, сополимеры этилена и винилацетата, атактические полипропиленовые полимеры или их смеси, у которых модуль упругости составляет менее чем 0,1 ГПа.
Были изготовлены различные композитные листы посредством нанесения расплава вспениваемого слоя (непосредственно) на основной слой следующим образом:
Основной лист был изготовлен из бумаги или нетканого материала, имел толщину, составляющую 0,1 мм, модуль упругости, составляющий более чем 1 ГПа и коэффициент сжатия/расширения, составляющий менее чем 2%, вплоть до 220°C.
Пример 1
Вспениваемый слой был изготовлен из полиолефинового материала, у которого модуль упругости составляет менее чем 0,1 ГПа. Компоненты вспениваемого слоя смешивались при температуре 140°C и скорости вращения 60 об/мин. Затем вспениваемый слой ламинировался на бумагу при 140°C.
Более конкретно, вспениваемый слой имел следующий состав:
Данный слой имел толщину, составляющую 0,15 мм, и проявлял хорошую адгезию по отношению к подложке. Никакое скручивание не наблюдалось после охлаждения до комнатной температуры.
Сравнительный пример 1
вспениваемый слой имел следующий состав:
LDPE, индекс текучести расплава 10, модуль упругости 0,32 ГПа
100 массовых частей
Азодикарбонамид
5 массовых частей
ZnO
1 массовых частей
Слой имел толщину, составляющую 0,15 мм, и проявлял хорошую адгезию по отношению к подложке. Некоторое скручивание наблюдалось после охлаждения до комнатной температуры.
Сравнительный пример 2
Вспениваемый слой имел следующий состав:
Слой имел толщину, составляющую 0,15 мм, и проявлял хорошую адгезию по отношению к подложке.
Значительное скручивание наблюдалось после охлаждения до комнатной температуры.
Фиг. 2 иллюстрирует три различных композитных листа, которые были изготовлены, как описывается выше. Композитный лист в примере 1, содержащий вспениваемый слой, изготовленный из полиолефинового материала, у которого модуль упругости составляет менее чем 0,1 ГПа, не проявлял скручивание (левое изображение). Для сравнительных целей были изготовлены два композитных листа, содержащие вспениваемый слой, состоящий из полиолефинового материала, у которого модуль упругости составляет более чем 0,1 ГПа (сравнительный пример 1 и сравнительный пример 2). В отличие от не проявляющего скручивание композитного листа на левом изображении, оба сравнительных листа проявляли характерное скручивание (среднее скручивание в сравнительном примере 1 на центральном изображении и весьма значительное скручивание в сравнительном примере 2 на правом изображении фиг. 2).
Эти примеры показывают, что для получения композитного листа, у которого отсутствует скручивание, верхний слой должен быть изготовлен из мягкой пластмассы, у которой модуль упругости составляет менее чем 0,1 ГПа, причем коэффициент теплового расширения должен принимать минимально возможное значение.
Образцы подвергали сшиванию, используя излучение электронного пучка в условиях 160 кВ, 10 мА и переменной дозы, составляющей от 20 до 100 кГр, причем вспенивание осуществлялось при 225°C. Все образцы проявляли вспенивание.
Пример 2
Вспениваемый слой имел следующий состав:
Толщина слоя составляла приблизительно 0,15 мм. На следующей стадии слой ламинировался на основной слой и подвергался сшиванию при 170°C в течение одной минуты. На слое осуществлялась печать посредством лабораторного устройства глубокой печати с использованием краски на водной основе, подходящей для полиолефиновой поверхности, и вспенивание осуществлялось в конвенционной печи в течение одной минуты при 205°C. Фиг. 3 иллюстрирует, что композитный лист, включающий вспениваемый слой (A), у которого модуль упругости составлял менее чем 0,1 ГПа, проявлял хорошее вспенивание по сравнению с пеноматериалами на основе ПВХ, которые использовались для настенного покрытия (B).
Пример 3
Вспениваемый слой имел следующий состав:
Слой, имеющий толщину 0,2 мм, ламинировался на нетканый материал, имеющий толщину 0,1 мм, и вспенивание осуществлялось в конвекционной печи в течение одной минуты при 215°C. После этого осуществлялось горячее тиснение при температуре, составляющей приблизительно 140°C. Фиг. 4 иллюстрирует, что по структуре тиснения композитный лист, включающий вспениваемый слой (A), у которого модуль упругости составляет менее чем 0,1 ГПа, был сопоставима с композитными листами (B) на основе ПВХ.
Изобретение относится к композитному декоративному листу, например, для настенных покрытий и обоев и способу изготовления вспененного декоративного листа. Композитный лист содержит или имеет следующие компоненты: (i) основной слой с модулем упругости более чем 1 ГПа и (ii) вспениваемый слой, присоединенный к основному слою. Вспениваемый слой содержит или имеет следующие компоненты: 100 массовых частей полиолефинового материала, у которого модуль упругости составляет менее чем 0,1 ГПа, от 0,1 до 10 массовых частей вспенивающего вещества; и от 0 до 200 массовых частей добавок. Вспениваемый слой имеет толщину, составляющую от 0,05 до 0,3 мм. Изобретение обеспечивает получение экологического декоративного материала, благоприятного для окружающей среды и не проявляющего эффекта скручивания. 3 н. и 6 з.п. ф-лы, 4 ил., 3 пр.
1. Композитный лист для настенных покрытий или обоев, содержащий или состоящий из следующих компонентов:
(i) основной слой, у которого модуль упругости составляет более чем 1 ГПа; и
(ii) вспениваемый слой, присоединенный к основному слою и содержащий или состоящий из следующих компонентов:
100 массовых частей полиолефинового материала, у которого модуль упругости составляет менее чем 0,1 ГПа;
от 0,1 до 10 массовых частей вспенивающего вещества; и
от 0 до 200 массовых частей добавок;
причем вышеупомянутый вспениваемый слой имеет толщину, составляющую от 0,05 до 0,3 мм.
2. Композитный лист по п. 1, в котором вышеупомянутый полиолефиновый материал выбирается из группы, которую составляют термопластические эластомерные полиолефины, сополимеры этилена и винилацетата, атактические полипропиленовые полимеры или их смеси.
3. Композитный лист по п. 1, в котором вышеупомянутое вспенивающее вещество выбирается из группы, которую составляют азодикарбонамид и/или его соли металлов, гидразодикарбонамид, бикарбонат натрия, тригидразино-сим-триазин, пп'-оксибисбензолсульфонилгидразид, динитрозопентаметилентетрамин, азобисизобутиродинитрил, п-толуолсульфонилгидразид, и бисбензолсульфонилгидразид.
4. Композитный лист по п. 1, в котором вышеупомянутая добавка выбирается из группы, которую составляют катализаторы, пигменты, наполнители, матирующие вещества, противомикробные вещества, стабилизаторы ультрафиолетового излучения, огнезащитные вещества и разделительные соединения.
5. Композитный лист по п. 4, в котором добавка включает катализатор и катализатор выбирается из группы, которую составляют оксид цинка, рицинолеат бария, метоксималеат олова, гидратированный силикат кальция, стеарат кальция, стеарат цинка, ацетат свинца, лаурат цинка, октаноат цинка и амилфосфит кадмия.
6. Композитный лист по п. 1, в котором вышеупомянутый основной слой выбирается из группы, которую составляют бумага, бумагоподобный материал, нетканый материал, тканые полотна, нетканые полотна и пластмассовые пленки.
7. Композитный лист по п. 1, в котором полиолефиновый материал представляет собой полиолефиновую смесь, включающую полиолефины, у которых модуль упругости составляет более чем 0,1 ГПа, и полиолефины, у которых модуль упругости составляет менее чем 0,1 ГПа, таким образом, что суммарный модуль упругости полиолефиновой смеси составляет менее чем 0,1 ГПа.
8. Способ изготовления вспененного декоративного листа, включающий следующие стадии:
(a) изготовление композитного листа, содержащего или состоящего из:
(i) основного слоя с модулем упругости более чем 1 ГПа; и
(ii) вспениваемый слой, прикрепленный к основному слою и содержащий или состоящий из:
- 100 массовых частей полиолефинового материала, у которого модуль упругости составляет менее чем 0,1 ГПа;
- от 0,1 до 10 массовых частей вспенивающего вещества, и
- от 0 до 200 массовых частей добавок;
причем указанный вспениваемый слой имеет толщину от 0,05 до 0,3 мм;
(b) необязательная печать на композитном листе; и
(c) вспенивание вспениваемого слоя.
9. Декоративный лист, представляющий собой настенное покрытие и изготовленный способом по п. 8.
| JP 2007224485 A, 06.09.2007 | |||
| JP 2003089172 A, 25.03.2003 | |||
| JP 2002096433 A, 02.04.2002 | |||
| JP 2006008782 A, 12.01.2006 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ УЛОЖЕННОГО МОКРЫМ МЕТОДОМ, ТЕРМОСКРЕПЛЕННОГО, ПОЛОТНООБРАЗНОГО ВОЛОКНИСТОГО МАТЕРИАЛА И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 1999 |
|
RU2211272C2 |
| КОМПОЗИТ С ВЫСОКОЙ МЯГКОСТЬЮ И БОЛЬШОЙ ТОЛЩИНОЙ ИЗОЛИРУЮЩЕГО СЛОЯ ДЛЯ САЛФЕТОК | 2008 |
|
RU2429285C2 |
| RU 2008143992 A, 20.05.2010. | |||

