Область техники
[0001] Настоящее изобретение относится к устройствам для упаковки лекарственного препарата, упаковывающим лекарственный препарат по одной упаковке, используя листовой материал для упаковки; к способам определения остаточного количества листового материала для упаковки лекарственного препарата; и к рулонам листового материала для упаковки лекарственного препарата.
Уровень техники
[0002] В патентной литературе 1 раскрыто устройство дозирования лекарственного препарата, служащее в качестве устройства для упаковки лекарственного препарата, которое упаковывает лекарственный препарат такой, как таблетки и порошки по одной упаковке, используя листовой материал для упаковки лекарственного препарата, одновременно печатая фамилии пациентов, время и дату приема лекарственного препарата и т.д. на листовом материале упаковки лекарственного препарата.
[0003] Описанное в Патентной литературе 1 устройство дозирования лекарственного препарата использует рулон листового материала для упаковки лекарственного препарата в качестве источника подачи листового материала для упаковки лекарственного препарата с целью упаковки лекарственного препарата. Листовой материал упаковки лекарственного препарата перекрыт красящей лентой в месте размещения печатающей головки, так что печатающая головка печатает фамилии пациентов, время и дату приема лекарственного препарата и т.д. Напечатанный листовой материал для упаковки лекарственного препарата затем складывают вдвое так, что открытый конец сложенного листового материала обращен вверх для принятия количества лекарственного препарата, соответствующего одной упаковке, например, в виде таблетки(-ок) и порошка.
Перечень упомянутых материалов
Патентная литература
[0004] Патентная литература 1: JP-B 4564437 Бюллетень патентного ведомства.
Сущность изобретения
Задача изобретения
[0005] Если устройство выполнено с возможностью указывания количества листового материала для упаковки лекарственного препарата, оставшегося в рулоне листового материала для упаковки лекарственного препарата (остаточное количество листового материала в рулоне), пользователь должен иметь возможность знать, сколько еще упаковок он будет в состоянии выполнить посредством использования этого остаточного листового материала для упаковки лекарственного препарата и, следовательно, он может запланировать лучший способ, минимизирующий расходуемое впустую количество листового материала для упаковки лекарственного препарата.
[0006] Значение остаточного количества листового материала для упаковки лекарственного препарата может быть получено посредством вычитания использованной длины из первоначальной длины рулона листового материала для упаковки лекарственного препарата. Затруднение здесь состоит в том, что между разными людьми-операторами всегда имеют место персональные различия относительно этого количества при отрезании рулона листового материала для упаковки лекарственного препарата на конце рулона во время производства; другими словами, первоначальная длина рулона не всегда одинакова. Кроме того, всегда имеют место некоторые различия между производственными партиями. По этим причинам невозможно определить точный остаток, хотя возможно оценить приблизительную длину остатка. Именно поэтому рулоны всегда выполнены с некоторой дополнительной длиной по сравнению с заданной длиной для компенсации неточного характера операции по отрезанию рулона.
[0007] Остаточное количество листового материала для упаковки лекарственного препарата может также быть получено другим способом: По мере разматывания листовой материал для упаковки лекарственного препарата величину поворота рулона листового материала для упаковки лекарственного препарата отслеживают для определения диаметра рулона листового материала для упаковки лекарственного препарата, и на основании этого диаметра и толщины листового материала для упаковки лекарственного препарата возможно вычислить остаточное количество. Однако затруднение здесь состоит в том, что необходимая при выполнении такого способа толщина листового материала для упаковки лекарственного препарата не равна толщине листового материала непосредственно, а представляет собой толщину, включающую слои воздуха между слоями листового материала для упаковки лекарственного препарата, выполненные в виде рулона.
[0008] Однако слои воздуха могут быть разными в зависимости от многих различных факторов, таких как натяжение листового материала при производстве рулона листового материала для упаковки лекарственного препарата, и, таким образом, невозможно знать точную толщину с точной толщиной слоев воздуха. По этим причинам пользователю затруднительно выяснить точное количество упаковок, которые он способен выполнить из остаточного количества листового материала.
[0009] Ввиду вышеупомянутой ситуации настоящее изобретение предлагает устройство для упаковки лекарственного препарата, способ определения остаточного количества листового материала для упаковки лекарственного препарата и рулон листового материала для упаковки лекарственного препарата, которые обеспечивают возможность точного определения остаточного количества листового материала для упаковки лекарственного препарата.
Раскрытие изобретения
[0010] Для устранения вышеописанных затруднений настоящее изобретение предлагает устройство для упаковки лекарственного препарата, содержащее: секцию поддержки рулона, содержащую часть в виде поворотного вала, к которому прикреплена трубка сердечника рулона листового материала для упаковки лекарственного препарата; секцию вывода информации о величине поворота для вывода информации о величине поворота, которая указывает на величину поворота поворотной части вала; секцию считывания информации для записи информации на носитель хранения и считывания записанной информации с носителя хранения, размещенного внутри трубки сердечника, прикрепленной к секции поддержки рулона; секцию выработки информации для выработки в качестве информации, способной к записи на носитель хранения: информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, что представляет собой информацию о величине поворота при разматывании листового материала для упаковки на заранее определенную длину из рулона листового материала для упаковки лекарственного препарата в начальный момент времени;
одну или множество порций информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, каждая из которых представляет собой информацию о величине поворота при разматывании листового материала для упаковки на заранее определенную длину из рулона листового материала для упаковки лекарственного препарата в момент времени при использовании листового материала для упаковки после начального момента времени;
и количество использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки; и секцию оценки количества остаточного листового материала для оценки текущего количества остаточного листового материала, основанной на информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размере трубки сердечника.
[0011] Согласно описанной выше конфигурации текущее количество остаточного листового материала оценено на основании информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размере трубки сердечника. Следовательно, нет никакой необходимости использовать толщину листового материала для упаковки лекарственного препарата или слоев воздуха при вычислении остаточного количества, причем обеспечена возможность указания пользователю точного количества остаточного листового материала.
[0012] Кроме того, в соответствии с настоящим изобретением устройство для упаковки лекарственного препарата содержит: секцию поддержки рулона, содержащую часть в виде поворотного вала, к которому прикреплена трубка сердечника рулона листового материала для упаковки лекарственного препарата; секцию вывода информации о величине поворота для вывода величины поворота поворотной части вала; секцию выработки информации, предназначенную для выработки: первой величины поворота после сматывания заранее определенной длины листового материала для упаковки с рулона листового материала для упаковки лекарственного препарата, который имеет первое остаточное количество листового материала для упаковки; второй величины поворота после сматывания заранее определенной длины листового материала для упаковки с рулона листового материала для упаковки лекарственного препарата, который имеет второе остаточное количество листового материала для упаковки, причем второе остаточное количество меньше первого количества; и количества использованного листового материала, равного разности между первым количеством и вторым количеством; секцию связи, которая записывает/считывает информацию, вырабатываемую секцией выработки информации, на носитель хранения и с носителя хранения, размещенного в трубке сердечника; и секцию вычисления остаточного количества листового материала, предназначенную для вычисления остаточного количества листового материала после разматывания листового материала для упаковки на заранее определенную длину с рулона листового материала для упаковки лекарственного препарата, имеющего второе остаточное количество листового материала для упаковки, на основании информации, считываемой секцией связи и информации о размерах трубки сердечника.
[0013] Согласно описанной выше конфигурации вычисление количества остаточного листового материала после разматывания листового материала для упаковки на заранее определенную длину с рулона листового материала для упаковки лекарственного препарата, имеющего второе остаточное количество листового материала для упаковки, основано на первой величине поворота, второй величине поворота, количестве использованного листового материала и информации о размерах трубки сердечника. Следовательно, нет никакой необходимости использовать толщину листового материала для упаковки лекарственного препарата или слоев воздуха при вычислении остаточного количества, причем обеспечена возможность указания пользователю точного количества остаточного листового материала.
[0014] Устройство может дополнительно содержать контроллер, выполняющий одну операцию, если информация о величине поворота в начальный момент времени при определении количества остаточного листового материала или вышеупомянутая первая величина поворота, еще не записаны на носитель хранения, и выполняет другую операцию, если информация или первая величина поворота уже записаны на этот носитель.
[0015] Может иметь место такая конфигурация, что если информация о величине поворота в начальный момент времени при определении количества остаточного листового материала или вышеупомянутая первая величина поворота еще не записаны на носитель хранения, то контроллер выполняет процесс получения информации о величине поворота каждый раз, когда листовой материал для упаковки размотан с рулона листового материала для упаковки лекарственного препарата на заранее определенную длину, пока самая последняя информация о величине поворота не будет в пределах заранее определенного диапазона относительно предыдущей информации о величине поворота в течение заранее определенного количества раз, после чего контроллер переходит к процессу получения информации о величине поворота в начальный момент времени при определении количества остаточного листового материала или вышеупомянутой первой величины поворота.
[0016] В качестве процесса получения информации о величине поворота в начальный момент времени при определении количества остаточного листового материала или о вышеупомянутой первой величине поворота контроллер может выполнить следующий процесс: получение информации о величине поворота для некоторого количества моментов времени каждый раз, когда листовой материал для упаковки размотан с рулона листового материала для упаковки лекарственного препарата на заранее определенную длину; вычисление их среднего значения или модального значения и установление рассчитанной величины в качестве информации о величине поворота в момент времени заранее определенного разматывания; и последующее выполнение процесса при использовании этой информации о величине поворота в качестве информации о величине поворота в начальный момент времени при определении количества остаточного листового материала или о вышеупомянутой первой величине поворота.
[0017] В качестве другой конфигурации, если информация о величине поворота в начальный момент времени при определении количества остаточного листового материала или о вышеупомянутой первой величине поворота уже записана на носитель хранения, но указанные одна или множество порций информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, или вышеупомянутая вторая величина поворота, которые должны быть использованы при оценке остаточного количества листового материала, не записаны на носитель хранения, то контроллер выполняет процесс получения информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, или о вышеупомянутой второй величине поворота и записи этой информации на носитель хранения в то время, когда листовой материал для упаковки размотан из рулона листового материала для упаковки лекарственного препарата на заранее определенную длину, для одного момента времени или множества моментов времени, тогда как если информация о величине поворота в начальный момент времени при определении количества остаточного листового материала или о вышеупомянутой первой величине поворота уже записана на носитель хранения, и указанные одна или множество порций информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, или вышеупомянутая вторая величина поворота, используемые при оценке, также записаны на носитель хранения, то контроллер выполняет процесс обновления данных посредством получения информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, или о вышеупомянутой второй величине поворота каждый раз, когда листовой материал для упаковки сматывают с рулона листового материала для упаковки лекарственного препарата на заранее определенную длину, и использования полученной информации для перезаписи одной или самой старой порции информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала или о вышеупомянутой второй величине поворота на носителе хранения.
[0018] Отсылка/получение информации между носителем хранения и секцией считывания информации могут быть выполнены посредством антенн, размещенных в секции поддержки рулона. Лицевые поверхности антенн могут быть размещены в плоскостях, проходящих через ось поворотной части вала.
[0019] Кроме того, в соответствии с настоящим изобретением устройство для упаковки лекарственного препарата представляет собой устройство для упаковки лекарственного препарата, предназначенное для упаковки лекарственного препарата по одной упаковке посредством использования рулона листового материала для упаковки лекарственного препарата, и содержит: секцию вывода информации о величине поворота для вывода информации о величине поворота, указывающей на величину поворота поворотной части вала, к которой прикреплена трубка сердечника рулона листового материала для упаковки лекарственного препарата; секцию вывода информации об использованном количестве листового материала для вывода информации об использованном количестве, указывающей на смотанное с рулона листового материала для упаковки лекарственного препарата количество листового материала для упаковки; секцию считывания информации для считывания информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, которая представляет собой информацию о величине поворота, указывающей на величину поворота трубки сердечника рулона листового материала для упаковки лекарственного препарата после разматывании рулона листового материала для упаковки лекарственного препарата на заранее определенную длину в определенный момент времени, с носителя хранения, размещенного в трубке сердечника рулона листового материала для упаковки лекарственного препарата; секцию выработки информации для выработки: информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, которая содержит одну или множество порций информации о величине поворота, каждая из которых указывает на величину поворота трубки сердечника рулона листового материала для упаковки лекарственного препарата после разматывании рулона листового материала для упаковки лекарственного препарата на заранее определенную длину в моменты времени при использовании листового материала для упаковки после начального момента времени; и о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки; и секцию оценки остаточного количества листового материала для оценки текущего количества остаточного листового материала, основанной на информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размерах трубки сердечника.
[0020] Согласно описанной выше конфигурации текущее количество остаточного листового материала оценено на основании информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размерах трубки сердечника. Следовательно, нет никакой необходимости использовать толщину листового материала для упаковки лекарственного препарата или слоев воздуха при вычислении остаточного количества, причем обеспечена возможность указания пользователю точного количества остаточного листового материала.
[0021] Устройство может выполнить сравнение между количеством листового материала, необходимым для завершения задачи упаковки лекарственного препарата, и остаточным количеством листового материала и выдавать предупреждение при выходе результата сравнения за пределы допустимого диапазона.
[0022] В соответствии с настоящим изобретением рулон листового материала для упаковки лекарственного препарата представляет собой рулон листового материала для упаковки лекарственного препарата, предназначенный для использования в вышеописанном устройстве упаковки лекарственного препарата, и содержит носитель хранения в трубке сердечника.
[0023] Носитель хранения может хранить информацию о размерах трубки сердечника.
[0024] В рулоне листового материала для упаковки лекарственного препарата трубка сердечника может содержать внутреннюю часть трубки и внешнюю часть трубки, а носитель хранения может быть размещен в промежутке между внутренней частью трубки и внешней частью трубки.
[0025] В соответствии с настоящим изобретением способ определения остаточного количества листового материала для упаковки лекарственного препарата представляет собой способ определения остаточного количества листового материала в устройстве для упаковки лекарственного препарата по одной упаковке при использовании рулона листового материала для упаковки лекарственного препарата. Способ включает: этап получения с носителя хранения, размещенного в трубке сердечника рулона для упаковки лекарственного препарата, информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, которая представляет собой информацию о величине поворота, указывающую на величину поворота трубки сердечника рулона листового материала для упаковки лекарственного препарата после разматывании рулона листового материала для упаковки лекарственного препарата на заранее определенную длину в определенный момент времени; информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, которая содержит одну или множество порций информации о величине поворота, каждая из которых указывает на величину поворота трубки сердечника рулона листового материала для упаковки лекарственного препарата после разматывании рулона листового материала для упаковки лекарственного препарата на заранее определенную длину в момент времени при использовании листового материала для упаковки после начального момента времени; и количества использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки; и этап оценки текущего количества остаточного листового материала, основанной на информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размерах трубки сердечника.
[0026] Согласно описанной выше конфигурации текущее количество остаточного листового материала оценено на основании информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размерах трубки сердечника. Следовательно, нет никакой необходимости использовать толщину листового материала для упаковки лекарственного препарата или слоев воздуха при вычислении остаточного количества, причем обеспечена возможность указания пользователю точного количества остаточного листового материала.
[0027] Кроме того, в соответствии с настоящим изобретением способ определения остаточного количества листового материала для упаковки лекарственного препарата представляет собой способ определения остаточного количества листового материала для упаковки лекарственного препарата в устройстве упаковки лекарственного препарата, предназначенном для упаковки лекарственного препарата по одной упаковке при использовании рулона листового материала для упаковки лекарственного препарата. Способ включает: этап получения, с носителя хранения, размещенного в трубке сердечника рулона листового материала для упаковки лекарственного препарата, первой величины поворота, которая представляет собой величину поворота трубки сердечника рулона листового материала для упаковки лекарственного препарата после разматывания заранее определенной длины листового материала для упаковки из рулона листового материала для упаковки лекарственного препарата, который содержит первое остаточное количество листового материала для упаковки, второй величины поворота, которая представляет собой величину поворота трубки сердечника после разматывания на заранее определенную длину листового материала для упаковки из рулона листового материала для упаковки лекарственного препарата, который содержит второе остаточное количество листового материала для упаковки, меньшее, чем первое количество, и количества использованного листового материала, которое представляет собой разность между первым количеством и вторым количеством; и этап вычисления остаточного количества листового материала, которое представляет собой количество листового материала после разматывания листового материала для упаковки на заранее определенную длину из рулона листового материала для упаковки лекарственного препарата, содержащего второе остаточное количество листового материала для упаковки, основанное на первой величине поворота, второй величине поворота, количестве использованного листового материала и информации о размерах трубки сердечника.
[0028] Согласно описанной выше конфигурации вычисление количества остаточного листового материала после того, как листовой материал для упаковки был размотан на заранее определенную длину из рулона листового материала для упаковки лекарственного препарата, содержащего второе остаточное количество листового материала для упаковки, основано на первой величине поворота, второй величине поворота, количестве использованного листового материала и информации о размерах трубки сердечника. Следовательно, нет никакой необходимости использовать толщину листового материала для упаковки лекарственного препарата или слоев воздуха при вычислении остаточного количества, причем обеспечена возможность указания пользователю точного количества остаточного листового материала.
[0029] Кроме того, в соответствии с настоящим изобретением устройство для упаковки лекарственного препарата предназначено для упаковки лекарственного препарата и выполнения печати посредством использования рулона красящей ленты и рулона листового материала для упаковки лекарственного препарата. Устройство содержит: секцию образования промежутка для реализации первого состояния, в котором печатающая головка и опорная секция, расположенная напротив указанной секции, размещены на расстоянии друг от друга, и второго состояния, в котором расстояние между ними больше, чем в первом состоянии; контроллер намотки, предназначенный для управления намоткой красящей ленты с удалением провисания красящей ленты в рулоне красящей ленте во втором состоянии; и контроллер для реализации второго состояния и выполнения управлением намотки красящей ленты после определения, что существует возможность замены рулона листового материала для упаковки лекарственного препарата.
[0030] Устройство может содержать блок печати и упаковки, содержащий секцию печати, использующую рулон красящей ленты и рулон листового материала для упаковки лекарственного препарата, и секцию упаковки, выполняющую операцию по упаковке лекарственного препарата. При такой конфигурации блок печати и упаковки способен быть выдвинут из основного корпуса устройства к передней стороне, а контроллер реализует второе состояние и выполняет управление намоткой красящей ленты после обнаружения, что блок печати и упаковки выдвинут из основного корпуса устройства к передней стороне и определения, что существует возможность замены рулона листового материала для упаковки лекарственного препарата.
[0031] Может иметь место конфигурация, при которой контроллер определяет, что существует возможность замены рулона листового материала для упаковки лекарственного препарата, при его неспособности считывать информацию с носителя хранения посредством секции считывания информации, которая считывает информацию с носителя хранения, размещенного в трубке сердечника рулона листового материала для упаковки лекарственного препарата.
[0032] Устройство может дополнительно содержать секцию обнаружения для обнаружения того, удалена или нет трубка сердечника из поворотной части вала, служащей в качестве вала поворота для трубки сердечника. В этом варианте реализации изобретения контроллер определяет, что существует возможность замены рулона листового материала для упаковки лекарственного препарата при обнаружении посредством секции обнаружения, что трубка сердечника удалена из поворотной части вала.
[0033] Устройство может дополнительно содержать секцию обнаружения, предназначенную для обнаружения конца рулона листового материала для упаковки лекарственного препарата. При такой конфигурации контроллер определяет, что существует возможность замены рулона листового материала для упаковки лекарственного препарата после обнаружения посредством секции обнаружения конца рулона листового материала для упаковки лекарственного препарата.
[0034] Кроме того, в соответствии с настоящим изобретением устройство для упаковки лекарственного препарата представляет собой устройство для упаковки лекарственного препарата, предназначенное для упаковки лекарственного препарата и выполнения печати посредством использования рулона красящей ленты и рулона листового материала для упаковки лекарственного препарата. Устройство содержит: секцию образования промежутка для реализации первого состояния, в котором печатающая головка и опорная секция, расположенная напротив указанной секции, размещены с первым расстоянием между ними, и второго состояния, в котором они размещены со вторым расстоянием между ними, которое больше первого расстояния; контроллер намотки, предназначенный для управления намоткой красящей ленты с удалением провисания красящей ленты в рулоне красящей ленте во втором состоянии; и контроллер для реализации второго состояния и выполнения управлением намотки красящей ленты после определения, что существует возможность замены рулона красящей ленты.
[0035] Может иметь место такая конфигурация, в которой блок печати и упаковки содержит секцию печати, использующую рулон красящей ленты и рулон листового материала для упаковки лекарственного препарата, и секцию упаковки, выполняющую операцию по упаковке лекарственного препарата, причем блок печати и упаковки способен быть выдвинут из основного корпуса устройства к передней стороне. При такой конфигурации контроллер реализует второе состояние и выполняет управление намоткой красящей ленты после обнаружения, что блок печати и упаковки выдвинут из основного корпуса устройства к передней стороне и определения, что существует возможность замены рулона листового материала для упаковки лекарственного препарата.
[0036] Устройство может дополнительно содержать секцию обнаружения конца рулона красящей ленты. При такой конфигурации контроллер определяет, что существует возможность замены рулона красящей ленты после обнаружения конца рулона ленты посредством секции обнаружения.
[0037] Может также иметь место конфигурация, при которой сердечник подачи рулона красящей ленты подвержен операции торможения во втором состоянии, когда управление наматыванием выполнено по отношению к красящей ленте, тогда как торможение прекращают при переходе от второго состояния в первое состояние.
Полезный эффект изобретения
[0038] Настоящее изобретение обеспечивает точное определение остаточного количества листового материала в листовом материале упаковки лекарственного препарата. Следовательно, пользователь эффективно информирован о количестве упаковок, которые он будет в состоянии выполнить при использовании остаточного листового материала для упаковки лекарственного препарата, и может планировать наилучший способ минимизации затрачиваемого впустую количества листового материала для упаковки лекарственного препарата.
Краткое описание чертежей
[0039] На фиг. 1 показан перспективный вид, иллюстрирующий схематическую структуру устройства упаковки лекарственного препарата согласно одному варианту реализации настоящего изобретения.
На фиг. 2 показан перспективный вид, иллюстрирующий блок печати и упаковки, включенный в устройство для упаковки лекарственного препарата, показанное на фиг. 1.
На фиг. 3 показан перспективный вид блока печати и упаковки, показанного на фиг. 2, с удаленной крышкой кассеты красящей ленты и другими удаленными компонентами.
На фиг. 4 показан перспективный вид, иллюстрирующий обратную сторону секции печати внутри блока печати и упаковки, показанного на фиг. 2.
На фиг. 5 показана блок-схема, иллюстрирующая систему управления для работы с красящей лентой в устройстве упаковки лекарственного препарата, показанном на фиг. 1.
На фиг. 6 показана блок-схема, иллюстрирующая в целом процесс печати.
На фиг. 7 показана блок-схема, иллюстрирующая в целом работу с красящей лентой.
На фиг. 8 показан вид в разрезе, иллюстрирующий трубку сердечника и секцию поддержки рулона для рулона листового материала для упаковки лекарственного препарата согласно одному варианту реализации настоящего изобретения.
Фиг. 9 включает фиг. 9А, на которой показан перспективный вид секции поддержки рулона; и фиг. 9В, на которой показан перспективный вид, иллюстрирующий внутреннюю структуру секции поддержки рулона.
На фиг. 10 показана блок-схема, иллюстрирующая систему управления, связанную с процессом оценки остаточного количества листового материала в устройстве упаковки лекарственного препарата, показанном на фиг. 1.
Фиг. 11 представляет собой пояснительный вид, иллюстрирующий процесс оценки остаточного количества листового материала в устройстве упаковки лекарственного препарата, показанном на фиг. 1.
Фиг. 12 представляет собой пояснительный вид, иллюстрирующий взаимосвязь между использованным количеством листового материала для упаковки в начальный момент времени и использованным количеством листового материала для упаковки в момент времени при использовании листового материала для упаковки в устройстве упаковки лекарственного препарата, показанном на фиг. 1.
На фиг. 13 показана блок-схема, иллюстрирующая пример контрольных операций, выполняемых при изъятии блока печати и упаковки, показанного на фиг. 2, из основного корпуса устройства.
Описание вариантов реализации изобретения
[0040] Ниже варианты реализации настоящего изобретения будут описаны со ссылками на прилагаемые чертежи.
Как показано на фиг. 1, устройство 1 для упаковки лекарственного препарата согласно настоящему варианту реализации изобретения содержит основной корпус, который содержит: блок 11 хранения и раздачи лекарственного препарата, предназначенный для хранения лекарственного препарата и раздачи лекарственного препарата по одной упаковке в соответствии с рецептом; бункеры 12, 13 для получения лекарственного препарата, раздаваемого по одной упаковке; и блок 4 печати и упаковки, к которому съемным образом прикреплены рулон 200 листового материала для упаковки лекарственного препарата и кассета 3 красящей ленты, для выполнения оттиска на листовом материале S для упаковки лекарственного препарата, подаваемом из рулона 200 листового материала для упаковки лекарственного препарата, и упаковки одной упаковкой лекарственного препарата, подаваемого от бункеров 12, 13 посредством использования этого листового материала S для упаковки лекарственного препарата. Для легкой замены кассеты 3 красящей ленты и рулона 200 листового материала для упаковки лекарственного препарата, блок 4 печати и упаковки посредством рельсов, шарниров и т.п. выполнен подвижным в направлении наружу от основного корпуса устройства. При перемещении блока 4 печати и упаковки изнутри основного корпуса устройства к внешней стороне это перемещение может быть обнаружено, например, переключателем 422 обнаружения.
[0041] Фиг. 2 и фиг. 3 представляют собой перспективные виды, иллюстрирующие блок 4 печати и упаковки с прикрепленными к нему рулоном 200 листового материала для упаковки лекарственного препарата и кассетой 3 красящей ленты. На фиг. 2 и фиг. 3 также показана секция 45 упаковки блока 4 печати и упаковки. Секция 45 упаковки представляет собой операционный блок, вводящий лекарственный препарат из отверстия листового материала S для упаковки лекарственного препарата, и затем термически запечатывающий листовой материал S для упаковки лекарственного препарата посредством запечатывания этого лекарственного препарата.
Листовой материал S для упаковки лекарственного препарата подвешен на три направляющих вала 4а', проходит между опорным валиком 4b и печатающей головкой 4е, и проходит дальше для подвески на направляющий вал 4с. Кассета 3 красящей ленты содержит внутри себя красящую ленту R, направляемую направляющей ленты блока 4 печати и упаковки, которая проходит между опорным валиком 4b и печатающей головкой 4е, затем отодвинута от листового материала S для упаковки лекарственного препарата после печати, и возвращена в кассету 3 красящей ленты.
[0042] На фиг. 4 показан перспективный вид блока 4 печати и упаковки с обратной стороны. Блок, в котором установлена печатающая головка 4е, поддержан поворотным образом вокруг вала 407. В частности, элемент 406 связи и печатающая головка 4е присоединены к валу 407 и при включении соленоида 405 головки элемент 406 связи приведен в действие для поворота печатающей головки 4е вокруг вала 407. Печатающая головка 4е выполняет перемещение к опорному валику 4b и прижимает красящую ленту R к листовому материалу S для упаковки лекарственного препарата таким образом, что операция печати может быть начата.
[0043] Кроме того, как показано на фиг. 2 и фиг. 3, выполненные с возможностью поворота изогнутые направляющие ролики 45b, 45с размещены так, чтобы повернуть направление транспортировки листового материала S для упаковки лекарственного препарата как раз перед разворачивающей направляющей 45а секции 45 упаковки в положении около направляющего вала 4с (на стороне вниз по течению с точки зрения направления транспортировки листового материала S для упаковки лекарственного препарата), который направляет листовой материал S для упаковки лекарственного препарата. На обратной стороне разворачивающей направляющей 45а предусмотрен бункер для введения лекарственного препарата в листовой материал S для упаковки лекарственного препарата. Разворачивающая направляющая 45а разворачивает согнутый вдвое листовой материал S для упаковки лекарственного препарата, посредством формирования отверстия для бункера с целью вставить его выход для лекарственного препарата (сопло). Секция 45 упаковки имеет пару роликов 45d, 45е нагревателя ниже разворачивающей направляющей 45а. Непоказанный ходовой ролик размещен ниже роликов 45d, 45е нагревателя. Поворот роликов 45d, 45е нагревателя приведен в действие посредством непоказанного на чертежах приводного механизма, содержащего двигатели, линейные передачи, неполнозубые колеса и другое. Ролики 45d, 45е нагревателя выполнены с возможностью перемещения листового материала S для упаковки лекарственного препарата с поступательной скоростью V2, которая будет описана ниже.
[0044] Блок 4 печати и упаковки содержит вал 41 поддержки со стороны подачи, который поддерживает подающий сердечник 31 кассеты 3 красящей ленты и выполняет поворот при повороте подающего сердечника 31. Вал 42 поддержки со стороны намотки поддерживает сердечник 32 намотки кассеты 3 красящей ленты и выполняет поворотное приведение в действие сердечника 32 намотки. Кассета 3 красящей ленты прикреплена к секции хранения, на внешней части которой размещены две пластинчатые антенны 43, 44. Эти две антенны 43, 44 имеют свои поверхности передачи/приема радиоволн, направленные противоположно круговой поверхности вала 41 поддержки со стороны подачи (противоположно круговой поверхности подающего сердечника 31 при установленной кассете 3 красящей ленты), причем поверхности передачи/приема радиоволн обращены во взаимно пересекающихся направлениях (желательно, располагаемых под углом 90°).
[0045] Как показано на фиг. 4, вал 42 поддержки со стороны подачи выполняет поворот посредством двигателя 401 намотки и трансмиссии 402 движущей силы. Трансмиссия 402 движущей силы имеет ограничитель 403 вращающего момента, который выключает трансмиссию движущей силы, вынуждая двигатель 401 намотки работать вхолостую, если вал 42 поддержки со стороны намотки находится под воздействием чрезмерной нагрузки выше заранее определенного уровня. Такая нагрузка возникает при затягивании красящей ленты R, нажатой печатающей головкой 4е, вследствие перемещения листового материала S для упаковки лекарственного препарата, что приводит к тому, что красящая лента R пытается выполнять перемещение с той же самой скоростью, как и скорость перемещения листового материала S для упаковки лекарственного препарата (поступательная скорость V2). Вал 42 поддержки со стороны намотки кроме того имеет секцию 404а диска кодового датчика 404 угла поворота (секцию определения поворота), предназначенную для определения состояния поворота вала 42 поддержки со стороны намотки. Оптический датчик, размещенный на печатной плате 404b кодового датчика 404 угла поворота, определяет состояние поворота секции 404а диска. Кодовый датчик угла поворота 404 определяет поворот вала 42 поддержки со стороны намотки.
[0046] Вал 41 поддержки со стороны подачи также имеет секцию 411 диска кодового датчика 410 угла поворота, предназначенную для определения состояния поворота вала 41 поддержки со стороны подачи. Оптический датчик, размещенный на печатной плате 412 кодового датчика 410 угла поворота, определяет состояние поворота секции 411 диска. Кодовый датчик 410 угла поворота определяет поворот вала 41 поддержки со стороны подачи. Кроме того, вал 41 поддержки со стороны подачи имеет элемент 41а сцепления, выполненный, например, в виде электромагнитной муфты, так что вал 41 поддержки со стороны подачи можно переключать между состоянием свободного поворота и состоянием торможения. Вал 41 поддержки со стороны подачи обычно находится в состоянии торможения при отсутствии выполнения печати.
[0047] Опорный валик 4b имеет кодовый датчик 4f угла поворота, предназначенный для определения его состояния поворота.
[0048] На фиг. 5 показана блок-схема, иллюстрирующая взаимное размещение антенн 43, 44 и подающего сердечника 31 вместе с системой управления для устройства 1 для упаковки лекарственного препарата. Антенны 43, 44 присоединены к беспроводному устройству 54 считывания-записи. Беспроводное устройство 54 считывания-записи, управляемое контроллером 5, считывает информацию из метки 100 интегральной схемы (например, RFID: идентификация радиочастоты), размещенном в подающем сердечнике 31 внутри кассеты 3 красящей ленты, и также записывает информацию на метку 100 интегральной схемы.
[0049] Контроллер 5 представляет собой микрокомпьютер, действует как контроллер 51 раздачи лекарственного препарата, управляющий блоком 11 раздачи лекарственного препарата, а также действует как контроллер 52 скорости поворота для вала 42 поддержки со стороны намотки и для секции 53 вывода записанной информации.
[0050] Контроллер 52 скорости поворота управляет двигателем 401 намотки, который поворачивает сердечник 32 намотки (вал 42 поддержки со стороны намотки) кассеты 3 красящей ленты таким образом, что скорость перемещения Vi красящей ленты R в направлении намотки больше скорости перемещения V2 листового материала S для упаковки лекарственного препарата, то есть V1>V2, на основании значения использованной длины красящей ленты R, что представляет собой порцию информации, считанную из метки 100 интегральной схемы. В настоящем варианте реализации изобретения скорость V1 установлена равной 115% от скорости V2; однако, может быть использовано значение, отличное от 115%. В кассете 3 красящей ленты имеет место постоянная зависимость между использованной длиной красящей ленты R, диаметром остаточного рулона красящей ленты R, который остается на подающем сердечнике 31, и диаметром намотанного рулона красящей ленты R, который уже намотан вокруг сердечника 32 намотки.
[0051] На основании этой постоянной зависимости скорость поворота вала 42 поддержки со стороны намотки может быть изменена при изменении использованной длины красящей ленты R. Таким образом, обеспечена возможность поворота двигателя 401 намотки со скоростью, перемещающей красящую ленту R со скоростью V1. Кроме того, ограничитель 403 вращающего момента обеспечивает возможность перемещения красящей ленты R со скоростью перемещения V2 листового материала S для упаковки лекарственного препарата во время приложения к красящей ленте R определенного значения натяжения при включенном соленоиде 405 головки (в состоянии, где печатающая головка 4е нажимает на красящую ленту R).
[0052] Ограничитель 403 вращающего момента установлен с пороговыми значениями включения/выключения, которые выбраны для удовлетворения следующим условиям. В частности, в состоянии печати, когда красящую ленту R тянет листовой материал S для упаковки лекарственного препарата и она выполняет перемещение со скоростью V2, красящей ленте R обеспечена возможность перемещения со скоростью V2, даже при протягивании красящей ленты R со скоростью V1. По окончании печати и после выключения соленоида 405 головки, так что красящую ленту R больше не тянет листовой материал S для упаковки лекарственного препарата или она не выполняет перемещение вместе с ним, происходит намотка красящей ленты R со скоростью V1. После окончания печати двигатель 401 намотки выключают.
[0053] В ходе процесса упаковки лекарственного препарата происходит расход красящей ленты R. Эта использованная длина прибавлена к первоначальному значению использованной длины в начале процесса упаковки лекарственного препарата с получением полной использованной длины, и на основании этой суммы повторно вычислена вышеупомянутая скорость поворота. Кроме того, использованная во время процесса упаковки лекарственного препарата длина красящей ленты может быть вычислена из скорости намотки и времени намотки красящей ленты R. Здесь следует отметить, что в новом рулоне 30 красящей ленты метка 100 интегральной схемы хранит информацию, указывающую, что длина использованной ленты равна нулю.
[0054] Метка 100 интегральной схемы может также быть использована для хранения порций информации, указывающих на разновидность (цветная, одноцветная и т.д.) красящей ленты R, внешний диаметр или радиус сердечника (в предположении, что сердечник 31 подачи и сердечник 32 намотки обладают одинаковыми внешним диаметром и радиусом), толщину красящей ленты R и т.д. Эти порции информации обеспечивают возможность устройству работать соответствующим образом в случаях, где использованы сердечники, обладающие различными внешними радиусами, и/или красящая лента R, имеющая различную толщину. Размер (предположим, что это радиус) намотанного рулона при наматывании красящей ленты R вокруг сердечника 32 намотки может быть получен посредством прибавления толщины многослойного слоя красящей ленты (толщина красящей ленты R×количество поворотов) к радиусу сердечника 32 намотки.
[0055] Здесь следует отметить, что сердечник 32 намотки не содержит антенны 43, 44 или отсутствует возможность считывания значения внешнего диаметра или радиуса сердечника 32 намотки из метки 100 интегральной схемы; следовательно, при вычислении размера намотанного рулона на основании значения внешнего диаметра или радиуса используют значение внешнего диаметра или радиуса подающего сердечника 31, занесенное в метку 100, выполненную в виде интегральной схемы.
[0056] Устройство может содержать память 55 для хранения таблицы 55а данных, содержащей информацию о скорости поворота относительно использованной длины красящей ленты R. В этом случае контроллер 52 скорости поворота обеспечивает таблицу 55а данных информацией, указывающей на использованную длину красящей ленты R в качестве считываемого адреса, и получает информацию о скорости поворота, которая выведена из таблицы 55а данных. При использовании красящей ленты R в процессе упаковки лекарственного препарата это значение использованной длины добавлено к первоначальной использованной длине в начале процесса упаковки лекарственного препарата для получения полной использованной длины, и полученное значение полной использованной длины последовательно заносят в таблицу 55а данных в качестве считываемого адреса для получения новой информации о скорости поворота. Таблица 55а данных может быть создана для каждой разновидности рулона 30 красящей ленты при условии, что разновидность рулона 30 красящей ленты, прикрепленного к устройству упаковки лекарственного препарата, считана из метки 100, выполненной в виде интегральной схемы.
[0057] При управлении, обеспечиваемом контроллером 52 скорости поворота, контроллер 56 двигателя управляет приводом двигателя 401 намотки. В частности, поворотом двигателя 401 намотки управляют так, что вал 42 поддержки со стороны подачи выполняет поворот со скоростью ω поворота.
[0058] Секция 53 вывода записанной информации выводит информацию о полной использованной длине красящей ленты, следующей из использования красящей ленты R, в беспроводное устройство 54 считывания-записи. Беспроводное устройство 54 считывания-записи записывает эту информацию на метку 100, выполненную в виде интегральной схемы. Например, контроллер 52 скорости поворота последовательно подает в секцию 53 вывода записанной информации значение полной использованной длины, полученное посредством прибавления использованной длины красящей ленты R, израсходованной в процессе упаковки лекарственного препарата, к значению первоначальной использованной длины в начале процесса упаковки лекарственного препарата. Затем секция 53 вывода записанной информации подает это значение полной использованной длины в беспроводное устройство 54 считывания-записи. Беспроводное устройство 54 считывания-записи последовательно записывает значения полной использованной длины в метку 100, выполненную в виде интегральной схемы. Со следующего начального момента времени устройство 1 для упаковки лекарственного препарата может выполнять операцию печати на основании значения использованной длины красящей ленты R, полученного из метки 100, выполненной в виде интегральной схемы.
[0059] На фиг. 6 показана блок-схема, иллюстрирующая процесс печати, выполняемый контроллером 5. Контроллер 5 выполняет процесс побитового отображения изображения, которое показывает имя пациента, время приема лекарственного средства и т.д. (Этап S1). Затем контроллер 5 начинает процесс, вынуждая ролики 45d, 45е нагревателя термически уплотнять упаковки по одной во время перемещения листового материала S для упаковки лекарственного препарата (Этап S2), и одновременно с этим определяет, достиг ли листовой материал для упаковки заранее определенного места, то есть размещен ли передний край предназначенной для печати области в листовом материале S для упаковки лекарственного препарата в месте размещения печатающей головки 4е, например, после работы роликов 45d, 45е нагревателя (Этап S3). После определения, что листовой материал S для упаковки лекарственного препарата размещен в отправной точке, происходит включение соленоида 405 головки (Этап S4). После включения соленоида 405 головки печатающая головка 4е прижимает красящую ленту R к листовому материалу для упаковки, вынуждая красящую ленту R выполнять перемещение со скоростью V2.
[0060] Затем контроллер 5 посылает на печатающую головку 4е данные печати, которые были получены в ходе процесса побитового отображения, и вынуждает печатающую головку 4е работать термическим образом (Этап S5). Затем контроллер 5 определяет, был ли листовой материал S для упаковки лекарственного препарата перемещен в конец участка печати (Этап S6); и в противном случае переводит процесс на этап S5; с другой стороны, при определении, что листовой материал был перемещен полностью, соленоид 405 головки выключают (Этап S7). Контроллер 5 затем переносит процесс на этап S1 при необходимости продолжения цикла печати.
[0061] На фиг. 7 показана блок-схема, иллюстрирующая управление перемещением красящей ленты R, выполняемое во время вышеописанного процесса печати. Контроллер 5 считывает метку 100, выполненную в виде интегральной схемы, и получает информацию, отражающую использованную длину красящей ленты R (Этап S10), и на основании этой информации вычисляет скорость поворота для вала 42 поддержки со стороны намотки для достижения скорости V1 (Этап S11). Затем, непосредственно в момент времени включения соленоида 405 головки в цикле печати, показанном на фиг. 6, контроллер 5 поворачивает вал 42 поддержки со стороны намотки со скоростью ω поворота, которая была получена в указанных выше вычислениях для намотки красящей ленты R (Этап S12).
[0062] Контроллер 5 подсчитывает выходные импульсы от кодового датчика 4f угла поворота, размещенного в опорном валике 4b (Этап S13), для определения, была ли красящая лента R намотана в соответствии с заранее определенным размером области изображения (Этап S14). При отрицательном ответе на этапе S14 вышеописанный цикл определения продолжают, а при положительном ответе двигатель 401 выключают для остановки привода вала 42 поддержки со стороны намотки, посредством чего закончен этап намотки красящей ленты R (Этап S15). После этого контроллер 5 вычисляет новую использованную длину, основанную на вновь намотанной длине красящей ленты R, и записывает эту величину в метку 100, выполненную в виде интегральной схемы (Этап S16).
[0063] Как уже описано, информация, указывающая на использованную длину красящей ленты R, считана из метки 100, выполненной в виде интегральной схемы, размещенной в подающем сердечнике 31 рулона 30 красящей ленты, установленного с возможностью съема с кассеты 3 красящей ленты. Затем, на основании этой информации, двигателем 401 намотки управляют так, что вал 42 поддержки со стороны намотки имеет скорость ω поворота, которая представляет собой скорость, необходимую для получения скорости V1, превышающей скорость V2 перемещения. Это обеспечивает возможность намотки красящей ленты R без провисания и без необходимости использования штанги для регулировки натяжения. Следовательно, больше нет необходимости размещения штанги для регулировки натяжения в устройстве 1 для упаковки лекарственного препарата, и больше нет необходимости в направлении красящей ленты R на штангу для регулировки натяжения. Кроме того, такая конфигурация обеспечивает возможность намотки красящей ленты R с постоянной скоростью, а не прерывистым способом. Это улучшает качество печати. Хотя двигателем 401 намотки управляют с возможностью выработки скорости ω поворота вала 42 поддержки со стороны намотки, ограничитель 403 вращающего момента предохраняет красящую ленту R от прихода с чрезмерным натяжением во время этапа печати, позволяя при этом перемещение красящей ленты R со скоростью V2 перемещения листового материала S для упаковки лекарственного препарата.
[0064] На фиг. 8 показан вид в разрезе трубки 201 сердечника рулона 200 листового материала для упаковки лекарственного препарата, размещенного на секции 2 поддержки рулона. На фиг. 9А и фиг. 9В показаны перспективные виды, иллюстрирующие внутреннюю структуру секции 2 поддержки рулона.
[0065] Трубка сердечника 201 составлена из внутренней части 201а трубки и внешней части 201b трубки. Между внутренней частью 201а трубки и внешней частью 201b трубки имеет место промежуток, где размещена носитель хранения, то есть метка 202, выполненная в виде интегральной схемы, трубки сердечника (снабженный, например, средствами радиочастотной идентификации). На глубоком конце трубки 201 сердечника размещен кольцеобразный элемент 201 с сильного магнита (железная деталь), а на переднем конце трубки 201 сердечника кольцеобразная крышка 201d закрывает промежуток.
[0066] Секция 2 поддержки рулона содержит неподвижную часть 21 вала и поворотную часть 22 вала, выполняющую поворот вокруг неподвижной части 21 вала. Неподвижная часть 21 вала имеет сторону основания, снабженную нарезанной и закрученной гайкой 21а, посредством чего секция 2 поддержки рулона прикреплена к устройству 1 для упаковки лекарственного препарата. При установке рулона 200 листового материала для упаковки лекарственного препарата на устройство 1 для упаковки лекарственного препарата трубка 201 сердечника введена в поворотную часть 22 вала. Поворотная часть 22 вала имеет фланец, поверхность которого снабжена, например, четырьмя магнитами 22а', размещенными на равном расстоянии друг от друга. После установки рулона 200 листового материала для упаковки лекарственного препарата на секцию 2 поддержки рулона магниты 22а' притягивают сильный магнитный элемент 201 с, закрепляя, посредством этого, трубку 201 сердечника, и при повороте рулона 200 листового материала для упаковки лекарственного препарата происходит поворот поворотной части 22 вала.
[0067] Поворотная часть 22 вала содержит зубчатую часть на своей стороне основания. Эта зубчатая секция входит в зацепление с малым зубчатым колесом двигателя, который предназначен для торможения поворотной части 22 вала. Двигатель представляет собой электродвигатель переменного тока, вырабатывающий соответствующее тормозное усилие при подаче соответствующего напряжения постоянного тока. Согласно такой регулировке натяжения листового материала для рулона 200 листового материала для упаковки лекарственного препарата посредством торможения, обеспечена возможность, как описано в патенте JP-B 4564437 в Бюллетене патентного ведомства, использования датчика, выполненного из магнита, и элемента в виде отверстия для получения остаточного диаметра рулона 200 листового материала для упаковки лекарственного препарата, и ступенчатого регулирования напряжения постоянного тока в соответствии с остаточным диаметром.
[0068] Неподвижная часть 21 вала имеет полую структуру, так что обеспечена возможность проложения через нее проводов 29. На стороне наконечника неподвижной части 21 вала прикреплен элемент 23 поддержки печатной платы. Элемент 23 поддержки печатной платы поддерживает печатную плату 24. Печатная плата 24 содержит на одной своей стороне (на стороне задней поверхности печатной платы 24 на фиг. 9В) фотодатчик 24а, содержащий, например, секцию излучения света и секцию приема света. С другой стороны, перед печатной платой 24 размещена торцевая поверхность поворотной части 22 вала, на которой образованы двадцать четыре выступа 22b (показанные в виде линий с попеременными одной длинной и двумя короткими штрихами на фиг. 9В) круговым образом, так что при повороте поворотной части 22 вала выступы 22b последовательно проходят между секцией излучения света и секцией приема света в фотодатчике 24а. Таким образом, состояние поворота поворотной части 22 вала обнаружено фотодатчиком 24а. Контроллер 5 обнаруживает выходной сигнал от фотодатчика 24а посредством проводов 29 и вырабатывает значение счетчика и, таким образом, возможно узнать состояние поворота поворотной части 22 вала. Фотодатчик 24а подает на выход значение счетчика как информацию о величине поворота, которая указывает на величину поворота поворотной части 22 вала; однако, выходной сигнал не ограничен таким значением счетчика.
[0069] На другой поверхности печатной платы 24 размещена антенна 25 в форме спирали вокруг осевого направления поворотной части 21 вала (осевого направления неподвижной части 21 вала). Антенна 25 также присоединена к проводам 29. Элемент 23 поддержки печатной платы 23 и печатная плата 24 покрыты крышкой 22 с, которая размещена на стороне наконечника поворотной части 21 вала. При необходимости метка 202, выполненная в виде интегральной схемы, в трубке сердечника может быть размещена таким образом, что его антенная поверхность не образует крест с поверхностью натяжения вдоль поверхности, на которой сформирована антенна 25.
[0070] Фиг. 10 представляет собой объяснительный вид, иллюстрирующий конфигурацию контроллера 5 как секцию 57 оценки остаточного количества листового материала. Беспроводное устройство 26 считывания-записи (секция считывания информации) управляемо контроллером 5, считывает информацию из метки 202, выполненной в виде интегральной схемы, в трубке сердечника и записывает информацию в метку 202, выполненную в виде интегральной схемы, в трубке сердечника. Информация может быть закодирована или сжата перед ее записью в метку 202, выполненную в виде интегральной схемы, для предотвращения незаконной перезаписи информации.
[0071] Секция 57 оценки остаточного количества листового материала содержит секцию 57а выработки информации, которая вырабатывает, в качестве информации, подлежащей записи в метку 202, выполненную в виде интегральной схемы, в трубке сердечника, значение счетчика, на основании входного значения от фотодатчика 24а после разматывания листового материала S для упаковки листового материала с рулона 200 для упаковки лекарственного препарата на заранее определенную длину (например, 80 мм, в качестве типичной длины одной упаковки) в определенный момент времени. (Эта информация представляет собой информацию о величине поворота с момента времени определения начального количества остаточного листового материала и в настоящем варианте реализации изобретения будет названа значением (А) счетчика в начальный момент времени). Контроллер 5 может определить, был ли размотан листовой материал S для упаковки на заранее определенную длину, на основании, например, величины поворота роликов 45d, 45е нагревателя.
[0072] Секция 57а выработки информации также вырабатывает значение счетчика на основании выходного сигнала от фотодатчика 24а каждый раз, когда листовой материал S для упаковки размотан из рулона 200 листового материала для упаковки лекарственного препарата на заранее определенную длину в момент времени при использовании листового материала для упаковки после начального момента времени (Эта информация представляет собой множество порций информации о величине поворота на множество текущих моментов времени при определении остаточного количества листового материала, и в настоящем варианте реализации изобретения названа значением (В) счетчика, отражающим сто значений счетчиков текущего времени). Затем секция 57а выработки информации вырабатывает значение счетчика выполненных упаковок (описанное ниже как α2) в качестве информации, указывающей на количество использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки. Значения счетчика в текущий момент времени не обязательно должны быть множеством значений, но могут представлять собой одну величину, отражающую самую последнюю одиночную упаковку в самый последний текущий момент времени при определении остаточного количества листового материала. Информация о величине поворота не ограничена вышеупомянутым значением счетчика. Кроме того, количество использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки не ограничено значением счетчика выполненных упаковок, но может быть представлено, например, длиной использованного листового материала.
[0073] На фиг. 12 показана зависимость между использованным количеством листового материала для упаковки в начальный момент времени и использованным количеством листового материала для упаковки в момент времени при использовании листового материала для упаковки. Начальный момент времени представляет собой момент времени, когда использованное количество листового материала для упаковки равно Р. Из этого состояния листовой материал для одной упаковки отмотан посредством некоторой величины поворота трубки 201 сердечника (величина поворота из состояния (А) в состояние (В) на фиг. 12), которая представляет собой величину поворота в начальный момент времени при определении количества остаточного листового материала (то есть значение (А) счетчика в начальный момент времени). Величина (А) значения счетчика в начальный момент времени использована как x1 при заранее определенном условии в математических выражениях, которые будут описаны позже. Аналогично, момент времени при использовании листового материала для упаковки представляет собой момент времени, когда использованное количество листового материала для упаковки равно Q (Q>Р). Из этого состояния количество листового материала для одной упаковки размотано посредством некоторого поворота трубки 201 сердечника (величина поворота из состояния (С) в состояние (D) на фиг. 12). Это представляет собой величину поворота в текущий момент времени при определении остаточного количества листового материала (то есть, текущее значение (В) в текущий момент времени). Текущее значение (В) в текущий момент времени использовано как х2 при заранее определенном условии в математических выражениях, которые будут описаны ниже. Разность величин использованного листового материала для упаковки между состоянием (А) и состоянием (С) на фиг. 12 представляет собой количество использованного листового материала, а отношение, полученное посредством деления количества использованного листового материала на длину одной упаковки, представляет собой значение счетчика (α2) законченных упаковок.
[0074] Секция 57 оценки остаточного количества листового материала использует значение (А) счетчика в начальный момент времени, значение (В) счетчика в текущий момент времени значение счетчика (α2) законченных упаковок от начального момента времени до момента времени при использовании листового материала для упаковки и информацию о размерах трубки 201 сердечника (внешний размер (диаметр, радиус) и внешняя окружность), для оценки остаточного количества листового материала S для упаковки лекарственного препарата, которое существовало в начальный момент времени; и на основании этого оцененное остаточное количество листового материала в начальный момент времени, выполняет операцию вычитания, основанную на значении счетчика законченных упаковок, для оценки текущего количества остаточного листового материала. Контроллер 5 способен использовать оцененное текущее количество остаточного листового материала для выведения на дисплей в секции 10 дисплея количества ожидаемых упаковок.
[0075] Контроллер 5 выполняет процесс при отсутствии записи значения счетчика в начальный момент времени в метку 202, выполненную в виде интегральной схемы, в трубке сердечника, и выполняет другой процесс при наличии записи этой величины в метку.
[0076] Далее описание будет, в частности, иметь отношение к способам оценки остаточного количества листового материала в рулоне 200 листового материала для упаковки лекарственного препарата.
[0077] В качестве информации для оценки остаточного количества листового материала секция 57 оценки остаточного количества листового материала использует значение (А) счетчика в качестве выходного сигнала от фотодатчика 24а в определенный момент времени и значение (В) счетчика в качестве выходного сигнала от фотодатчика 24а, которые снимают каждый раз при разматывании заранее определенного количества листового материала начиная с начального момента времени. Кроме того, для улучшения точности оценки остаточного количества листового материала значение (В) счетчика получают каждый раз, и остаточное количество листового материала вычисляют каждый раз при получении величины. Затем, используя среднее значение, например, по ста результатам вычисления остаточного количества листового материала, определяют остаточное количество листового материала S для упаковки.
[0078]
[Значение счетчика в начальный момент времени: Как получить]
После получения электропитания контроллер 5 считывает информацию из метки 202, выполненной в виде интегральной схемы, в трубке сердечника. Если при таком считывании информации выявлено, что не было получено никакого значения счетчика в начальный момент времени, процесс переходит к этапу подготовки обнаружения в начальный момент времени, как будет подробно описано позже со ссылками на фиг. 11, однако, если значение счетчика в начальный момент времени уже получено, но еще не получено никакой информации о вычислении остаточного количества, то процесс идет дальше на этап сбора информации о вычислении остаточного количества листового материала для упаковки и получает величину значение (А) счетчика в начальный момент времени.
[0079]
[Способ вычисления]
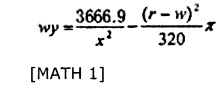
Остаточное количество листового материала, представленное количеством (y) упаковок, каждая из которых выполнена при продвижении листового материала на 80 мм, толщиной w (мм) листового материала; диаметром r (мм) трубки 201 сердечника, и значением счетчика x (в несколько моментов времени), отсчитываемым фотодатчиком 24а каждый раз, когда листовой материал S для упаковки размотан на заранее определенную величину, то есть на 80 мм, имеет приблизительную зависимость, задаваемую показанным ниже Математическим выражением 1 (MATH 1): Ниже будет описано, как получить это математическое выражение 1.
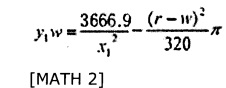
[0080] При y1, представляющем остаточное количество упаковок (выраженное как количество 80-миллиметровых отрезков листового материала) в начальный момент времени; x1 (целое число), представляющем значение счетчика, полученное фотодатчиком 24а при разматывании листового материала S для упаковки на заранее определенную длину, то есть на 80 мм; и х2 (целое число), представляющем значение счетчика, полученное фотодатчиком 24а после разматывания листового материала S на количество α2 упаковок, выраженное как количество 80-миллиметровых отрезков листового материала, каждый из которых имеет заранее определенную длину, то есть 80 мм, после начального момента времени, получены следующие Математическое выражение 2 (MATH 2) и Математическое выражение 3 (MATH 3). Здесь следует отметить, что в вышеупомянутом изложении и длина упаковки и заранее определенная длина равны 80 мм; однако, длина упаковки и заранее определенная длина могут быть отличны от вышеупомянутого значения.

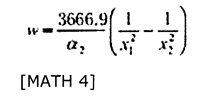
[0081] Посредством решения Математического выражения 2 и Математического выражение 3 относительно w получено следующее Математическое выражение 4 (MATH 4):
[0082] Кроме того, посредством решения Математического выражения 2 и Математического выражения 4 относительно y1, получаем следующее Математическое выражение 5 (MATH 5):
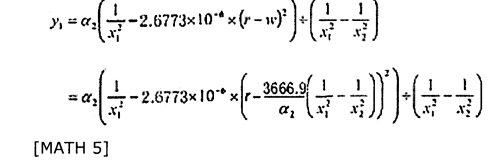
[0083] Каждый раз при разматывании листового материала S для упаковки лекарственного препарата на заранее определенную длину, то есть на 80 мм, фотодатчик 24а дает значение счетчика, которое затем использовано при подстановке величин х2 и α2 в Математическое выражение 5 для получения у1. На основании возобновляемой коллекции величин y1 среднее значение, например, по самой последней сотне величин использовано для вычисления остаточного количества упаковок в начальный момент времени. Затем, из этого среднего значения для сотни значений y1 выполнено вычитание на основании α2+1 упаковок, что представляет собой величину, полученную посредством прибавления единицы к значению счетчика α2 законченных упаковок, для получения значения оценки для текущей величины остаточного количества упаковок (остаточного количества упаковок в состоянии (D) на фиг. 12). Здесь следует отметить, что в случае изменения в будущем диаметра r (мм) трубки 201 сердечника, который входит в Математическое выражение 5, новое значение будет просто введено в Математическое выражение 5. Информация о размерах трубки сердечника, например, о ее диаметре r, может быть сохранена в метке 202, выполненной в виде интегральной схемы, в трубке сердечника, или может быть занесена в память 55. Внешний диаметр трубки сердечника может быть представлен внутренним диаметром рулона 200 листового материала для упаковки лекарственного препарата. Другими словами, использование внутреннего диаметра рулона 200 листового материала для упаковки лекарственного препарата эквивалентно использованию внешнего диаметра трубки сердечника.
[0084]
[Получение зависимости между остаточным количеством листового материала и значением счетчика]
В заданный момент времени рулон 200 листового материала для упаковки лекарственного препарата имеет остаточную длину Y (мм) листового материала для упаковки; трубка 201 сердечника имеет длину R (мм) окружности, а листовой материал S для упаковки обладает толщиной листового материала w (мм). Затем остаточная длина листового материала S для упаковки может быть интерпретирована как сложение длин окружностей, коаксиально разделенных на n слоев, и это задано Математическим выражением 6 (MATH 6).
[0085] При разрешении MATH 6 относительно n получаем Математическое выражение 7 (MATH 7).
[0086] При выполнении одного полного поворота трубки 201 сердечника фотодатчик 24а подает на выход значение счетчика, равное 24; так что при длине размотки листового материала в 80 мм значение счетчика x, определяемое выходным сигналом фотодатчика 24а, задано Математическим выражением 8 (MATH 8).
[0087] Подставляя Математическое выражение 7 в Математическое выражение 8, получаем Математическое выражение 9 (MATH 9).
[0088] Посредством возведения обеих сторон в квадрат с последующей перегруппировкой получаем Математическое выражение 10 (MATH 10). Причина, по которой возможно приближение типа MATH 10, состоит в том, что толщина листового материала w (мм) для листового материала S для упаковки представляет собой достаточно малую величину по сравнению с длиной окружности R (мм) трубки 201 сердечника и остаточной длиной Y (мм) листового материала для упаковки в трубке листового материала.
[0089] Посредством дальнейшей перегруппировки при использовании величин r=R/п (диаметр трубки сердечника [мм]) и Y=80y, затем получаем Математическое выражение 11 (MATH 11).
[0090] Затем из Математического выражения 11 получаем Математическое выражение 1. Хотя Математическое выражение 10, полученное так, как показано выше, представляет собой, как указано выше, приблизительное выражение, нет никакого ограничения, что это выражение должно быть таким приблизительным выражением, как вышеупомянутое. Следовательно, нет никакого ограничения, накладываемого на Математическое выражение 1 или на любые другие выражения, получаемые из Математического выражения 10. Кроме того, вышеприведенное описание было проведено для случая, где значение счетчика, задаваемое как выходной сигнал от фотодатчика 24а при выполнении трубкой 201 сердечника одного полного поворота, равно 24; значение счетчика, задаваемое как выходной сигнал от фотодатчика 24а при разматывании листового материала на длину 80 мм, равно x; и длина одной упаковки составляет 80 мм. В том случае, когда значение счетчика, задаваемое выходным сигналом от фотодатчика 24а при выполнении трубкой 201 сердечника одного полного поворота, равно g; значение счетчика, задаваемое как выходной сигнал от фотодатчика 24а при разматывании листового материала а длину h мм, равно x; а длина одной упаковки равна j мм, толщина листового материала (w) и остаточное количество упаковок y1 в начальный момент времени заданы следующим образом:
[0091] На фиг. 11 показан объяснительный вид, иллюстрирующий этапы, выполняемые контроллером 5 в связи с процессом оценки остаточного количества листового материала для упаковки.
[0092] После получения электропитания (S21) контроллер 5 считывает информацию из метки 202, выполненной в виде интегральной схемы, в трубке сердечника. Если полученная информация указывает, что значение счетчика в начальный момент времени еще не получено, то процесс переходит на этап (S22) подготовки к обнаружению в начальный момент времени; если информация указывает, что значение счетчика в начальный момент времени уже получено, но информация о вычислении остаточного количества не получена, то процесс переходит на этап (S24) сбора информации о вычислении остаточного количества; и если значение счетчика в начальный момент времени уже получено, и информация о вычислении остаточного количества также уже получена, то процесс переходит на этап (S25) обновления вычисления остаточного количества.
[0093] Этап (S22) подготовки к обнаружению в начальный момент времени представляет собой этап, начинаемый после включения источника электропитания (S21) или после того, как процесс возобновлен после предупреждения «листового материала больше нет». На этапе подготовки к обнаружению в начальный момент времени каждый раз при размотке листового материала S для упаковки на заранее определенную величину, то есть на 80 мм, значение счетчика получено в виде выходного сигнала от фотодатчика 24а; и если самое последнее значение счетчика не отличается на два или больше от предыдущего значения в течение, например, сорока раз, то определяют, что устройство готово, и процесс переходит на этап (S23) обнаружения в начальный момент времени. На этапе подготовки к обнаружению в начальный момент времени никакая информация об обнаружении остаточного количества листового материала не записана в метку 202, выполненную в виде интегральной схемы в трубке сердечника. В том виде, как он описан выше, этап (S22) подготовки к обнаружению в начальный момент времени может даже быть опущен.
[0094] На этапе (S23) обнаружения в начальный момент времени значение счетчика, определяемое как выходной сигнал от фотодатчика 24а, получают каждый раз, когда листовой материал S для упаковки размотан на 80 мм, в сумме, например, девятнадцать раз. Среднее его значение (или модальное значение) выбрано так, чтобы быть значением счетчика в, например, десятом цикле, и также быть значением (А) счетчика, определяемым как выходной сигнал от фотодатчика 24а в начальный момент времени, и затем происходит запись этого значения (А) счетчика в метку 202, выполненную в виде интегральной схемы, в трубке сердечника. Процесс затем переходит на этап (S24) сбора информации о вычислении остаточного количества. Если, однако, значение счетчика, определяемое как выходной сигнал от фотодатчика 24а, отличается на два или на большую величину по сравнению с предыдущей величиной во время вышеописанных девятнадцати циклов получения значения счетчика, то этап (S22) подготовки к обнаружению в начальный момент времени выполняют снова. В случае, когда вышеописанное среднее значение использовано как десятое значение счетчика, процесс будет использовать число "10" как значение счетчика законченных упаковок, включая одну упаковку, выполненную в десятом цикле, от начального момента времени, на основании вышеописанного факта, что в общей сложности использовано девятнадцать операций сдвига листового материала.
[0095] На этапе (S24) сбора информации о вычислении остаточного количества значение (В) счетчика, определенное как выходной сигнал от фотодатчика 24а, получают каждый раз при разматывании листового материала S для упаковки на длину 80 мм. При использовании этого значения (В) счетчика, значения (А) счетчика в начальный момент времени, количества законченных упаковок от начального момента времени, и диаметра r трубки 201 сердечника может быть проведено вычисление для получения остаточного количества листового материала с начального момента времени. Результат вычисления занесен в память 55. После получения набора из сотни значений (В) счетчика (включая девять величин в вышеописанном случае), процесс переходит на этап (S25) обновления вычисления остаточного количества. Кроме того, сотня значений (В) счетчика записана в метку 202, выполненную в виде интегральной схемы, в трубке сердечника. Хотя существует возможность записи значения остаточной длины, например, в метку 202, выполненную в виде интегральной схемы, в трубке сердечника в качестве индикатора подлежащего записи остаточного количества листового материала, значения (В) счетчика использованы здесь вследствие ограничения на емкость метки 202, выполненной в виде интегральной схемы, в трубке сердечника.
[0096] На этапе (S25) обновления вычисления остаточного количества значение (В) счетчика, определенное как выходной сигнал от фотодатчика 24а, получают каждый раз при разматывании листового материала S для упаковки на длину 80 мм, и вычисляют остаточное количество листового материала в начальный момент времени. На данном этапе самые последние сто значений (В) счетчика доступны для вычисления сотни величин остаточного количества листового материала в начальный момент времени. Следовательно, возможно получить их среднее значение и затем вычесть значение счетчика α2 оконченных упаковок из полученного среднего числа для получения самого последнего результата вычисления остаточного количества листового материала. Каждый раз при вычислении остаточного количества листового материала самый старый из сотни результатов расчета остаточного количества листового материала, занесенных в память 55, заменяют самым последним результатом вычисления. Аналогичным образом, в метке 202, выполненной в виде интегральной схемы, в трубке сердечника самое старое значение (В) счетчика из сотни величин значений (В) счетчика заменяют самым последним значением (В) счетчика. Как было описано ранее со ссылками на фиг. 12, значение (А) счетчика в начальный момент времени представляет собой величину поворота трубки 201 сердечника, когда величина, соответствующая одной упаковке, размотана в начальный момент времени из состояния, где использованное количество листового материала для упаковки равно Р. Таким образом, текущее количество остаточного листового материала может быть оценено более точно, если подсчитано количество этих одиночных упаковок. Другими словами, результат расчета остаточного количества листового материала, получаемый посредством вычитания значения α2+1 счетчика выполненных упаковок из среднего значения, лучше результата вычисления остаточного количества листового материала, получаемого посредством вычитания значения α2 счетчика выполненных упаковок из среднего значения.
[0097] Как было описано выше, остаточное количество листового материала S для упаковки лекарственного препарата в начальный момент времени оценено на основе значения счетчика в начальный момент времени, значения счетчика в текущий момент времени, значения счетчика выполненных упаковок, которое представляет собой количество отсчетов от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размерах трубки сердечника. Нет необходимости использования величины толщины листового материала для листового материала S для упаковки лекарственного препарата или толщины воздушных слоев при вычислении остаточного количества. Другими словами, обеспечена возможность дать пользователю точную информацию об остаточном количестве листового материала. Однако с момента получения значения счетчика в начальный момент времени до времени, когда величина остаточного количества листового материала, выводимая на экран для пользователя, не станет стабильной, может пройти определенное время. Во время этого периода нестабильности величина остаточного количества листового материала, выводимая на экран для пользователя, может быть получена другим способом. Например, остаточное количество листового материала может быть определено на основании диаметра рулона 200 листового материала для упаковки лекарственного препарата и толщины листового материала для листового материала S для упаковки.
[0098] Когда значение счетчика в начальный момент времени не найдено в информации, записанной в метке 202, выполненной в виде интегральной схемы, в трубке сердечника, контроллер 5 получает значение счетчика каждый раз при размотке листового материала S для упаковки из рулона 200 листового материала для упаковки лекарственного препарата на заранее определенную длину (например, на 80 мм), и повторяет этот процесс, пока разность между текущей и предыдущей значениями счетчика не окажется в пределах заранее определенного диапазона определенное количество раз (например, сорок раз), и затем перемещает процесс на процесс получения величины значения счетчика в начальный момент времени. Обычно рулон 200 листового материала для упаковки лекарственного препарата имеет тенденцию к слабой намотке внешних слоев, слои воздуха между ними не имеют однородную толщину, и значение счетчика имеет тенденцию к изменению в широком диапазоне. Описанный выше этап подготовки к обнаружению в начальный момент времени обеспечивает возможность устранить шансы получения неточного значения остаточного количества листового материала, вычисленного на основе нестабильных значений.
[0099] Кроме того, изобретение препятствует неточному вычислению остаточного количества листового материала, поскольку контроллер 5 выполняет, в качестве процесса получения значения счетчика в начальный момент времени, процесс получения значения счетчика в момент времени, когда листовой материал S для упаковки размотан из рулона 200 листового материала для упаковки лекарственного препарата на заранее определенную длину (например, на 80 мм) и повторяет этот процесс множество раз (например, девятнадцать раз); вычисляет среднее значение этих величин и принимает это среднее число в качестве значения счетчика для определенного момента времени измерения (например, в десятый момент времени); и использует это значение счетчика для определенного времени измерения как значение счетчика для начального момента времени.
[0100] Изобретение также препятствует неточному расчету остаточного количества листового материала следующим образом. А именно, контроллер 5 выполняет процесс получения значения счетчика в текущий момент времени после разматывания листового материала S для упаковки листового материала из рулона 200 для упаковки лекарственного препарата на заранее определенную длину (например, на 80 мм) и записи полученного значения в метку 202, выполненную в виде интегральной схемы, в трубке сердечника, и может повторять этот процесс один раз или множество раз, если значение счетчика в начальный момент времени уже записано в метку 202, выполненную в виде интегральной схемы, в трубке сердечника, но значение счетчика в текущий момент времени из множества (например, 100) значений не записано; или выполняет процесс получения текущего значение счетчика в текущий момент времени каждый раз, когда листовой материал S для упаковки размотан из рулона 200 листового материала для упаковки лекарственного препарата на заранее определенную длину и обновляет данные посредством замены самого старого значения счетчика в текущий момент времени в метке 202, выполненной в виде интегральной схемы, в трубке сердечника на вновь полученную величину, если значение счетчика в начальный момент времени уже записано в метку 202, выполненную в виде интегральной схемы, в трубке сердечника, и значение счетчика в текущий момент времени из вышеописанных одного или множества (например, 100) значений счетчика в текущий момент времени также записаны.
[0101] Кроме того, запись в метку 202, выполненную в виде интегральной схемы, в трубке сердечника выполнена в виде значения счетчика, а не непосредственно в виде остаточного количества листового материала. Это обеспечивает то преимущество, что метка 202, выполненная в виде интегральной схемы, в трубке сердечника не обязательно должна быть снабжена большой емкостью запоминающего устройства даже в описанном ранее случае, где подлежащие записи данные содержат сто элементов данных. Кроме того, в случаях изменения длины одной упаковки, например, от 80 мм до 90 мм, замена может быть выполнена быстро, поскольку значения счетчика уже занесены в память.
[0102] Другое преимущество состоит в том, что поскольку метка 202, выполненная в виде интегральной схемы, в трубке сердечника содержит значение(-я) счетчика в текущий момент времени для вышеописанного одного или множества (например, 100) процессов даже при замене рулона 200 листового материала для упаковки лекарственного препарата другим рулоном во время работы, обеспечена возможность знания остаточного количества упаковок и диаметра рулона для недавно загруженного рулона 200 листового материала для упаковки лекарственного препарата непосредственно из значения счетчика в текущий момент времени, если метка 202, выполненная в виде интегральной схемы, в трубке сердечника недавно загруженного рулона 200 листового материала для упаковки лекарственного препарата хранит одно или множество значений счетчика в текущий момент времени. Кроме того, в случаях, когда напряжение постоянного тока приложено к двигателю, вырабатывающему тормозное усилие относительно поворота рулона 200 листового материала для упаковки лекарственного препарата, и отрегулировано на основании диаметра рулона для рулона 200 листового материала для упаковки лекарственного препарата, величина напряжения постоянного тока может быть легко определена на основании диаметра рулона для вновь закрепленного рулона 200 листового материала для упаковки лекарственного препарата без необходимости фактического поворота рулона.
[0103] Метка 100, выполненная в виде интегральной схемы, в кассете 3 красящей ленты и метка 202, выполненная в виде интегральной схемы, в трубке сердечника могут быть выполнены посредством двух идентичных компонент. Однако это приводит к потенциальному затруднению при размещении кассеты 3 красящей ленты около секции 2 поддержки рулона и получении сигналов от метки 100 интегральной схемы антенной 25 в секции 2 поддержки рулона. Этого затруднения можно избежать посредством такой конфигурации, когда каждой из меток интегральной схемы присвоена Уникальная идентификация изделия (UID) таким образом, что контроллер 5 выполняет процедуру определения ошибки при получении сигнала, сопровождаемого уникальной идентификацией изделия, которая отлична от уникальной идентификации изделия для метки, в настоящее время имеющим связь с контроллером.
[0104] Метка 100, выполненная в виде интегральной схемы, из кассеты 3 красящей ленты может быть выполнен посредством компонента, отличного от компонента метки 202, выполненной в виде интегральной схемы, в трубке сердечника. В этом случае сигналы от метки 100 интегральной схемы не могут быть неправильно идентифицированы даже при размещении кассеты 3 красящей ленты около секции 2 поддержки рулона. Следовательно, даже при размещении кассеты 3 красящей ленты около секции 2 поддержки рулона процесс оценки остаточного количества листового материала может быть продолжен без прерывания процессами определения ошибки.
[0105] Может иметь место конфигурация, при которой контроллер 5 сравнивает требуемое количество упаковок лекарственного препарата, найденное в данных рецепта, с имеющимся количеством упаковок, оцененным из текущего количества остаточного листового материала, и выдает предупреждение при выходе результата сравнения за пределы приемлемого диапазона. Приемлемый диапазон установлен, например, так, что удовлетворяет условию, что оцененное количество упаковок, основанное на текущем количестве остаточного листового материала, должно быть больше, чем необходимое количество, указанное в рецепте на упаковки лекарственного препарата, на десять или большее количество упаковок. Это предупреждение может быть выполнено посредством символьного сообщения, выводимого на дисплей в дисплейной части 10, звуков и т.д.
[0106] Описываемый до сих пор вариант реализации настоящего изобретения раскрывает устройство для упаковки лекарственного препарата, содержащее: секцию 2 поддержки рулона, содержащую поворотную часть 22 вала, к которой прикреплена трубка 201 сердечника рулона 200 листового материала для упаковки лекарственного препарата; секцию вывода информации о величине поворота (например, фотодатчик 24а), который выводит информацию о величине поворота, представляющую величину поворота поворотной части 22 вала; секцию считывания информации (например, беспроводное устройство 26 считывания-записи), которая записывает информацию на носитель хранения и считывает информацию из нее (например, метка, выполненная в виде интегральной схемы, трубки 202 сердечника), размещенную в трубке сердечника 201, через антенну 25, размещенную в секции 2 поддержки рулона; секцию 57а выработки информации, которая вырабатывает, в качестве информации, способной к записи на носитель хранения, первую величину поворота, которая представляет собой информацию о величине поворота после разматывания на заранее определенную длину листового материала для упаковки из рулона 200 листового материала для упаковки лекарственного препарата, содержащего первое остаточное количество листового материала для упаковки, вторую величину поворота, которая представляет собой информацию о величине поворота относительно разматывания на заранее определенную длину листового материала для упаковки с рулона 200 листового материала для упаковки лекарственного препарата, содержащего второе остаточное количество листового материала для упаковки в качестве меньшего количества, чем первое количество, и количество использованного листового материала (например, значение счетчика выполненных упаковок α2), который представляет собой разность между первым количеством и вторым количеством; и секцию вычисления остаточного количества листового материала (секцию 57 оценки остаточного количества листового материала), которая вычисляет количество остаточного листового материала после разматывания листового материала для упаковки на заранее определенную длину из рулона 200 листового материала для упаковки лекарственного препарата, содержащего второе остаточное количество листового материала для упаковки, основанное на первой величине поворота, второй величине поворота, количестве использованного листового материала и информации о размерах трубки 201 сердечника.
[0107] В вышеупомянутом варианте реализации изобретения в качестве примера момент времени, когда существовало первое количество, может быть взят как начальный момент времени; момент времени, когда существовало второе количество, может быть взят как момент времени при использовании листового материала для упаковки; первая величина поворота может быть взята как значение счетчика в начальный момент времени; и вторая величина поворота может быть взята как значение счетчика в текущий момент времени. Контроллер 5 выполняет процесс, если первая величина поворота еще не записана на носитель хранения (например, в метку 202, выполненную в виде интегральной схемы, в трубке сердечника), и также выполняет другой процесс, если первая величина поворота была уже записана на этот носитель.
[0108] Если первая величина поворота еще не записана на носитель хранения, то контроллер 5 выполняет процесс получения информации о величине поворота после разматывания листового материала для упаковки из рулона 200 листового материала для упаковки лекарственного препарата на заранее определенную длину, для множества моментов времени; сравнивает самую последнюю информацию о величине поворота с предыдущей информацией о величине поворота; и переходит к процессу получения величины первого поворота при продолжении нахождении результата сравнения в пределах заранее определенного диапазона заранее определенное количество раз. В качестве процесса получения первой величины поворота контроллер 5 выполняет процесс получения информации о величине поворота после разматывании листового материала для упаковки из рулона 200 листового материала для упаковки лекарственного препарата на заранее определенную длину множество раз; устанавливает среднее значение или его модальное значение как информацию о величине поворота на момент времени с заранее определенным разматыванием; и выполняет процесс, используя эту информацию о величине поворота на момент времени с заранее определенным разматыванием как первую величину поворота. Кроме того, если первая величина поворота уже записана на носитель хранения, но вторая величина поворота, которая может содержать одно или множество значений для использования при вычислении остаточного количества листового материала, еще не записана в нее, то контроллер 5 выполняет процесс получения второй величины поворота и записи его на носитель хранения после разматывания листового материала для упаковки из рулона 200 листового материала для упаковки лекарственного препарата на заранее определенную длину, в один или множество моментов времени; и если первая величина поворота уже записана на носитель хранения и вторая величина поворота, то есть, величина, которая может включать одно или множество значений для использования при вычислении остаточного количества листового материала, также сохранена в этой среде, контроллер выполняет процесс обновления данных с получением второй величины поворотов и замены одного или самого старого значения из второй величины поворота на носителе хранения на недавно полученное значение каждый раз, когда листовой материал для упаковки из рулона 200 листового материала для упаковки лекарственного препарата размотан на заранее определенную длину.
[0109] Описываемый до сих пор вариант реализации изобретения также раскрывает способ определения остаточного количества листового материала для упаковки лекарственного препарата для устройства упаковки лекарственного препарата, которое упаковывает лекарственные препараты одной упаковкой при использовании рулона 200 листового материала для упаковки лекарственного препарата. Способ включает: этап получения, с носителя хранения (например, из метки 202, выполненной в виде интегральной схемы, в трубке сердечника), размещенного в трубке 201 сердечника рулона 200 листового материала для упаковки лекарственного препарата, первой величины поворота, которая представляет собой величину поворота трубки 201 сердечника из рулона 200 листового материала для упаковки лекарственного препарата после разматывания на заранее определенную длину листового материала для упаковки из рулона 200 листового материала для упаковки лекарственного препарата, содержащего первое остаточное количество листового материала для упаковки, второй величины поворота, которая представляет собой величину поворота трубки 201 сердечника после разматывания на заранее определенную длину листового материала для упаковки из рулона 200 листового материала для упаковки лекарственного препарата, содержащего второе остаточное количество листового материала для упаковки, меньшее первого количества, и количества использованного листового материала (например, значения α2 счетчика выполненных упаковок), который представляет собой разность между первым количеством и вторым количеством; и этап вычисления остаточного количества листового материала, которое представляет собой количество после разматывания листового материала для упаковки на заранее определенную длину из рулона 200 листового материала для упаковки лекарственного препарата, содержавшего второе остаточное количество листового материала для упаковки, основанное на первой величине поворота, второй величине поворота, количестве использованного листового материала и информации о размерах трубки сердечника.
[0110] Информация о величине поворота в начальный момент времени при определении количества остаточного листового материала и первой величины поворота может быть получена посредством выполнения, например, моделирования упаковки лекарственного препарата посредством использования рулона 200 листового материала для упаковки лекарственного препарата, при отгрузке рулона 200 листового материала для упаковки лекарственного препарата. Полученные величины занесены в метку 202, выполненную в виде интегральной схемы, в трубке сердечника, которая размещена в трубке 201 сердечника рулона 200 листового материала для упаковки лекарственного препарата. В этом случае отсутствует необходимость в фактическом выполнении процесса изготовления упаковок при выработке информации о величине поворота в начальный момент времени при определении количества остаточного листового материала и о первом количестве поворотов и при записи их в метку 202, выполненную в виде интегральной схемы, в трубке сердечника. В вышеприведенном описании при выполнении трубкой 201 сердечника одного полного поворота значение счетчика, получаемое как выходной сигнал от фотодатчика 24а, становится равным "24". Однако, это ничего не ограничивает и значение счетчика для одного полного поворота может быть, например, больше. При использовании большего значения для одного полного поворота возникает возможность использования одного определенного значения счетчика, а не среднего, например, по множеству значений счетчика, для определения остаточного количества листового материала.
[0111] До настоящего момента варианты реализации настоящего изобретения были описаны со ссылками на чертежи. Однако настоящее изобретение не ограничено этими проиллюстрированными вариантами реализации изобретения. Любой из этих вариантов реализации настоящего изобретения, проиллюстрированных до настоящего момента, может быть модифицирован или изменен разными способами в пределах объема или в пределах эквивалентности настоящего изобретения.
[0112] Кроме того, обеспечена возможность получения толщины листового материала S для упаковки лекарственного препарата на основании выражений MATH 4 и MATH 12, которые были описаны ранее.
[0113] Выше было проведено описание оценки остаточного количества листового материала S для упаковки лекарственного препарата. Этот способ оценки может также быть использован для оценки остаточного количества красящей ленты.
[0114] Здесь следует отметить, что слой воздуха тоньше на внутренней стороне рулона 200 листового материала для упаковки лекарственного препарата, чем на его внешней стороне; и то же самое верно для вариаций слоев воздуха. Следовательно, по мере уменьшения диаметра рулона 200 листового материала для упаковки лекарственного препарата толщина слоя воздуха становится почти равной нулю, или вариации воздушного слоя становятся достаточно малыми, так что оценка остаточного количества листового материала S для упаковки лекарственного препарата, вычисленная устройством 1 для упаковки лекарственного препарата, становится все более точной по мере того, как остаточного листового материала S для упаковки лекарственного препарата остается все меньше. В частности оценка остаточного количества листового материала становится самой точной как раз перед обращением в нуль остаточного количества листового материала S для упаковки лекарственного препарата, то есть, когда остаточное количество листового материала S для упаковки лекарственного препарата представляет собой величину лишь одного поворота трубки 201 сердечника. Таким образом, в этот момент времени устройство может соответствующим образом дать пользователю знать об окончании определения временных интервалов для листового материала S для упаковки лекарственного препарата. Однако может иметь место такая конфигурация, при которой устройство 1 для упаковки лекарственного препарата использует рулон 200 листового материала для упаковки лекарственного препарата до тех пор, пока датчик 421 конца листового материала (см. фиг. 2 и фиг. 3) не обнаружит нулевое остаточное количество листового материала S для упаковки лекарственного препарата независимо от того, действительно ли секция 57 оценки остаточного количества листового материала определяет нулевое количество для текущего количества остаточного листового материала. Датчик 421 конца листового материала может быть выполнен в виде оптического датчика, в котором свет, проходящий от излучателя света к приемнику света, заблокирован листовым материалом S для упаковки лекарственного препарата, размотанным из рулона 200 листового материала для упаковки лекарственного препарата. Датчик 421 конца листового материала размещен, например, около маршрута перемещения рулона 200 листового материала для упаковки лекарственного препарата, перед печатающей головкой 4е, как показано на фиг. 2 и фиг. 3. Вследствие небольших изменений размеров внутри устройства 1 для упаковки лекарственного препарата и факторов окружающей среды, таких как температура, влажность и т.д., точность оценки, проводимой секцией 57 оценки остаточного количества листового материала, изменена. Следовательно, секция 57 оценки остаточного количества листового материала может дать оценку текущего количества остаточного листового материала, которая больше или меньше фактического количества. Таким образом, может иметь место конфигурация, при которой этап внесения поправок включен в способ оценки для выполнения предстоящих оценок текущего количества остаточного листового материала, на основании того, больше ли текущее количество остаточного листового материала, оцененное секцией 57 оценки остаточного количества листового материала, чем фактическое количество остаточного листового материала, или меньше его. Например, один способ обнаружения, больше или меньше текущее количество остаточного листового материала, оцененного секцией 57 оценки остаточного количества листового материала, фактического количества остаточного листового материала, состоит в определении, какое из следующих событий происходит раньше - оценка секцией 57 оценки остаточного количества листового материала нулевого текущего количества остаточного листового материала или обнаружение датчиком 421 конца листового материала нулевого остаточного количества листового материала S для упаковки лекарственного препарата. В качестве примера, если текущее количество остаточного листового материала, оцененного секцией 57 оценки остаточного количества листового материала, меньше фактического количества, то с этого момента времени оцененное количество остаточного листового материала на рулоне 200 листового материала для упаковки лекарственного препарата, прикрепленном к устройству 1 для упаковки лекарственного препарата, получают посредством использования исправленного текущего количества остаточного листового материала, которое больше первоначально оцененного количества остаточного количества листового материала на заранее определенную величину. С другой стороны, если текущее количество остаточного листового материала, оцененного секцией 57 оценки остаточного количества листового материала, больше фактического количества, то с этого момента времени оцененное количество остаточного листового материала на рулоне 200 листового материала для упаковки лекарственного препарата, прикрепленном к устройству 1 упаковки лекарственного препарата, получают посредством использования исправленного текущего количества остаточного листового материала, которое меньше первоначально оцененного количества остаточного количества листового материала на заранее определенную величину. Это заранее определенное количество может быть установлено как длина, представляющая, например, одну или две упаковки.
[0115] В качестве другого варианта может иметь место конфигурация, при которой после получения оценки о нулевом текущем остаточном количестве секцией 57 оценки остаточного количества листового материала или после обнаружения нулевого текущего остаточного количества датчиком 421 конца листового материала, устройство 1 для упаковки лекарственного препарата записывает информацию относительно устройства 1 для упаковки лекарственного препарата (например, информацию относительно самой последней ошибки) в область метки 202, выполненной в виде интегральной схемы, в трубке сердечника, которая была использована для записи значений счетчика, обнаруженных фотодатчиком 24а. Запись такой информации с последующим снятием трубки сердечника после окончания листового материала S для упаковки представляет собой способ изучения рабочих условий устройства 1 для упаковки лекарственного препарата, обеспечивающий возможность соответствующего технического обслуживания и внесения усовершенствований в устройство 1 для упаковки лекарственного препарата. Конфигурация, при которой информация относительно устройства 1 для упаковки лекарственного препарата записана в область метки 202, выполненной в виде интегральной схемы, в трубке сердечника, которая был использована для записи значений счетчика, обнаруженных фотодатчиком 24а, обеспечивает дополнительное преимущество в том, что метка, выполненная в виде интегральной схемы с малой емкостью, может быть использована как метка 202, выполненная в виде интегральной схемы, в трубке сердечника.
[0116] В настоящем варианте реализации изобретения блок 4 печати и упаковки содержит двигатель 408 сдвига головки, показанный на фиг. 4. Двигатель 408 сдвига головки содержит вал поворота, снабженный эксцентриковым кулачком 408а, и эксцентриковый кулачок 408а контактирует с элементом 406 соединения. Кроме того, имеет место спиральная пружина 409, натягивающая элемент 406 соединения таким образом, чтобы он был на удалении от опорного валика 4b. При повороте эксцентрикового кулачка 408а элемент 406 соединения перемещает вал 407 против воздействия спиральной пружины 409. Это перемещение может приводить к двум состояниям: к первому состоянию, в котором печатающая головка 4е и опорный валик 4b отделены друг от друга, например, на расстояние, примерно составляющее 10 мм, и ко второму состоянию, в котором это расстояние больше, составляя примерно 30 мм.
[0117] После выполнения описанной выше операции по изменению расстояния и перемещения, тем самым, элемента 406 соединения, соленоид 405 головки, присоединенный к элементу 406 соединения, также выполняет перемещение вместе со своим плунжером. При включении соленоида 405 головки в первом состоянии плунжер привода главного соленоида 405 нажимает на элемент 406 соединения таким образом, что печатающая головка 4е выполняет перемещение к опорному валику 4b для прижатия красящей ленты R к листовому материалу S для упаковки лекарственного препарата таким образом, чтобы устройство было готово к печати.
[0118] Второе состояние облегчает замену кассеты 3 красящей ленты и рулона 200 листового материала для упаковки лекарственного препарата. Однако во втором состоянии печатающая головка 4е не нажимает на красящую ленту R кассеты 3 красящей ленты. Это часто может приводить к провисанию красящей ленты R, вынуждая ее электростатически прилипать к материалу S для упаковки лекарственного препарата. Это мешает заменять рулон 200 листового материала для упаковки лекарственного препарата, причем во время такой замены красящая лента R может захватить листовой материал S для упаковки лекарственного препарата из рулона 200 листового материала для упаковки лекарственного препарата. В таком случае происходит расточительное вытягивание красящей ленты R.
[0119] Для преодоления этого затруднения во втором состоянии выполняют поворот двигателем 401 намотки для поворота сердечника 32 намотки из кассеты 3 красящей ленты, посредством этого наматывая провисшую часть красящей ленты R для устранения провисания красящей ленты R. Хотя провисшая часть ленты обычно имеет постоянную длину, красящая лента R, намотанная вокруг сердечника 32 намотки в виде рулона, изменяет диаметр рулона и, следовательно, количество красящей ленты R, намотанной при одном полном повороте сердечника 32 намотки, не постоянно.
[0120] В настоящем варианте реализации изобретения при поворотном приводе двигателя 401 намотки для намотки провисшего количества (например, 3 см или другое заранее определенное количество) контроллер 5 использует значение использованной длины красящей ленты R, которое считано из метки 100, выполненной в виде интегральной схемы. Другими словами, контроллер 5 использует значение использованной длины красящей ленты R для получения текущего диаметра намотки рулона 30 красящей ленты в текущий момент времени; использует этот диаметр для вычисления необходимого угла поворота двигателя 401 намотки для намотки провисшей части красящей ленты R, и выполняет привод двигателя 401 намотки посредством этого угла поворота.
[0121] Кроме того, может иметь место такая конфигурация, при которой при удалении блока 4 печати и упаковки из основного корпуса устройства это удаление обнаруживает переключатель 422 обнаружения (см. фиг. 1) и устройство переходит во второе состояние. В этом случае устройство переходит во второе состояние автоматически, не требуя выполнения операции переключения оператором. Кассета 3 красящей ленты и рулон 200 листового материала для упаковки лекарственного препарата могут быть размещены в положениях, обозначенных воображаемыми линиями на фиг. 1. В этом случае блок 4 печати и упаковки выполнен выдвижным, а также выполнен с возможностью поворота вокруг вертикальной оси, и в таком случае, как этот, конфигурация может быть, например, такой, что сдвиг во второе состояние выполнен при обнаружении одного из перемещений (выдвижения и поворота), например, переключателем 422 обнаружения.
[0122] Однако при перемещении устройства во второе состояние и наматывании красящей ленты R каждый раз, когда выполнено обнаружение, например, выдвижения блока 4 печати и упаковки, количество отходов красящей ленты R увеличено.
[0123] Для устранения этого недостатка контроллер 5 переводит устройство во второе состояние и разматывает красящую ленту R только после определения, что рулон 30 красящей ленты уже использован до конца красящей ленты или рулон 200 листового материала для упаковки лекарственного препарата уже использован до конца листового материала в момент времени, когда обнаружено, например, что блок 4 печати и упаковки выдвинут. Здесь следует отметить, что красящая лента R, намотанная вокруг рулона 30 красящей ленты, имеет часть своего заднего конца, снабженную светоотражающей областью заранее определенной длины. Контроллер 5 определяет, что красящая лента R закончена, когда непоказанный оптический датчик определяет область отражения света. Кроме того, контроллер 5 определяет, что листовой материал S для упаковки закончен на основании выходного сигнала от датчика 421 конца листового материала.
[0124] Например, контроллер 5 выполняет операцию удаления печатающей головки при вытягивании или повороте блока 4 печати и упаковки из основного корпуса устройства. При операции удаления печатающей головки контроллер 5 определяет, как показано на фиг. 13, закончен или нет листовой материал S для упаковки (Этап S31). При определении, что листовой материал S для упаковки закончен, контроллер 5 переводит устройство во второе состояние и удаляет провисание красящей ленты (Этап S34). С другой стороны, при определении, что листовой материал S для упаковки еще не закончен, определяют, закончена или нет красящая лента R (Этап S32).
[0125] При определении, что красящая лента R закончена, контроллер 5 переводит устройство во второе состояние и удаляет провисание красящей ленты (Этап S34). В этом случае имеет место очень небольшой остаток красящей ленты R, так что может быть разработан процесс намотки как можно большего количества красящей ленты R. С другой стороны, при определении, что красящая лента R еще не закончена, контроллер 5 проверяет, есть ли возможность считывания уникальной идентификации изделия для метки 202, выполненной в виде интегральной схемы, сердечника трубки посредством беспроводного устройства 26 считывания-записи (Этап S33). При невозможности считывания уникальной идентификации изделия для метки 202, выполненной в виде интегральной схемы, в трубке сердечника, контроллер переводит устройство во второе состояние и удаляет провисание красящей ленты (Этап S34). При замене рулона 200 листового материала для упаковки лекарственного препарата другим рулоном, становится невозможным считать уникальную идентификацию изделия для метки 202, выполненной в виде интегральной схемы, в трубке сердечника, поскольку трубка 201 сердечника удалена из поворотной части 21 вала.
[0126] При получении уникальной идентификации изделия для метки 202, выполненной в виде интегральной схемы, в трубке сердечника операция сдвига в сторону печатающей головки закончена. Здесь следует отметить, что в настоящем варианте реализации изобретения процесс продолжает проверку при возможности считывания уникальной идентификации изделия для метки 202, выполненной в виде интегральной схемы, в трубке сердечника, пока процесс не обнаружит, что блок 4 печати и упаковки установлен в основную часть устройства. После обнаружения, что блок 4 печати и упаковки возвращен в основную часть устройства, операция сдвига в сторону печатающей головки закончена.
[0127] Как было описано выше, устройство переведено во второе состояние и провисание в красящей ленте R удалено только тогда, когда определено, что существует возможность замены рулона 30 красящей ленты или рулона 200 листового материала для упаковки лекарственного препарата. Следовательно, обеспечена возможность резкого уменьшения отходов красящей ленты R по сравнению с конфигурацией, когда операцию намотки выполняют для удаления провисания каждый раз при перемещении блока 4 печати и упаковки.
[0128] Определение, выполняемое на этапе S34, может быть заменено определением, основанным на выходном сигнале от специализированного датчика (например, датчика для обнаружения сильного магнитного элемента 201 с), который предусмотрен, в частности, для обнаружения того, удалена ли трубка 201 сердечника из поворотной части 21 вала. Другими словами, может иметь место конфигурация, при которой контроллер 5 определяет, что существует возможность замены рулона 200 листового материала для упаковки лекарственного препарата, когда специализированный датчик обнаружил, что трубка 201 сердечника удалена из поворотной части 21 вала.
[0129] Здесь следует отметить, что при удалении провисания красящей ленты R посредством наматывания красящей ленты R, торможение должно быть приложено к валу 41 поддержки со стороны подачи посредством элемента 41а сцепления. Кроме того, после замены, например, рулона 200 листового материала для упаковки лекарственного препарата блок 4 печати и упаковки возвращен в основную часть устройства посредством поворота или другого перемещения. Это перемещение должно быть обнаружено, например, посредством переключателя 422 обнаружения таким образом, что контроллер 5 выполняет приведение в действие двигателя 408 сдвига головки из второго состояния в первое состояние.
[0130] После перехода из второго состояния в первое состояние печатающая головка 4е нажимает на красящую ленту R, которая уже натянута, поскольку все провисание было удалено во втором состоянии. Если в этот момент времени элемент 41а сцепления все еще тормозит вал 41 поддержки со стороны подачи, напряжение красящей ленты R может стать неприемлемым и она будет порвана.
[0131] Во избежание этого в настоящем варианте реализации изобретения торможение, прилагаемое со стороны элемента 41а сцепления к валу 41 поддержки со стороны подачи, прекращено при переходе из второго состояния в первое состояние. Это надежным образом предотвращает повреждение красящей ленты R.
Перечень позиционных обозначений
[0132] 1 Устройство для упаковки лекарственного препарата
11 Блок раздачи лекарственного препарата
2 Секция поддержки рулона
22 Поворотная часть вала
23 Элемент поддержки печатной платы
24 Печатная плата
24а Фотодатчик
25 Антенна
26 Беспроводное устройство считывания-записи (секция считывания информации, секция связи)
3 Кассета красящей ленты
30 Рулон красящей ленты
31 Подающий сердечник
32 Сердечник намотки
4 Блок печати и упаковки
4е Печатающая головка
4b Опорный валик (секция поддержки)
408 Двигатель сдвига головки (секция выполнения промежутка)
421 Датчик конца листового материала (секция обнаружения)
5 Контроллер (контроллер)
52 Контроллер скорости поворота
55 Память
54 Беспроводное устройство считывания-записи
56 Контроллер двигателя
57 Секция определения остаточного количества листового материала (Секция оценки остаточного количества листового материала, Секция вычисления остаточного количества листового материала)
57а Секция выработки информации
200 Рулон листового материала для упаковки лекарственного препарата
201 Трубка сердечника
202 Метка, выполненная в виде интегральной схемы в трубке сердечника (Носитель хранения)
R Красящая лента
S Листовой материал для упаковки лекарственного препарата.
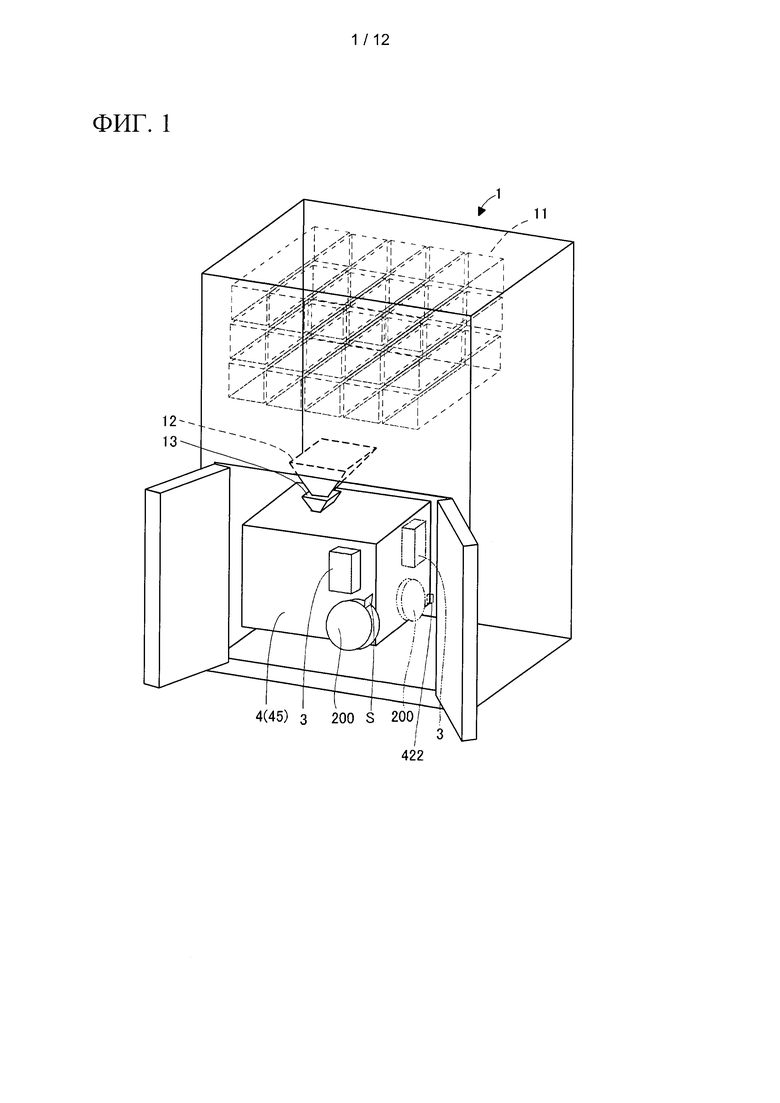
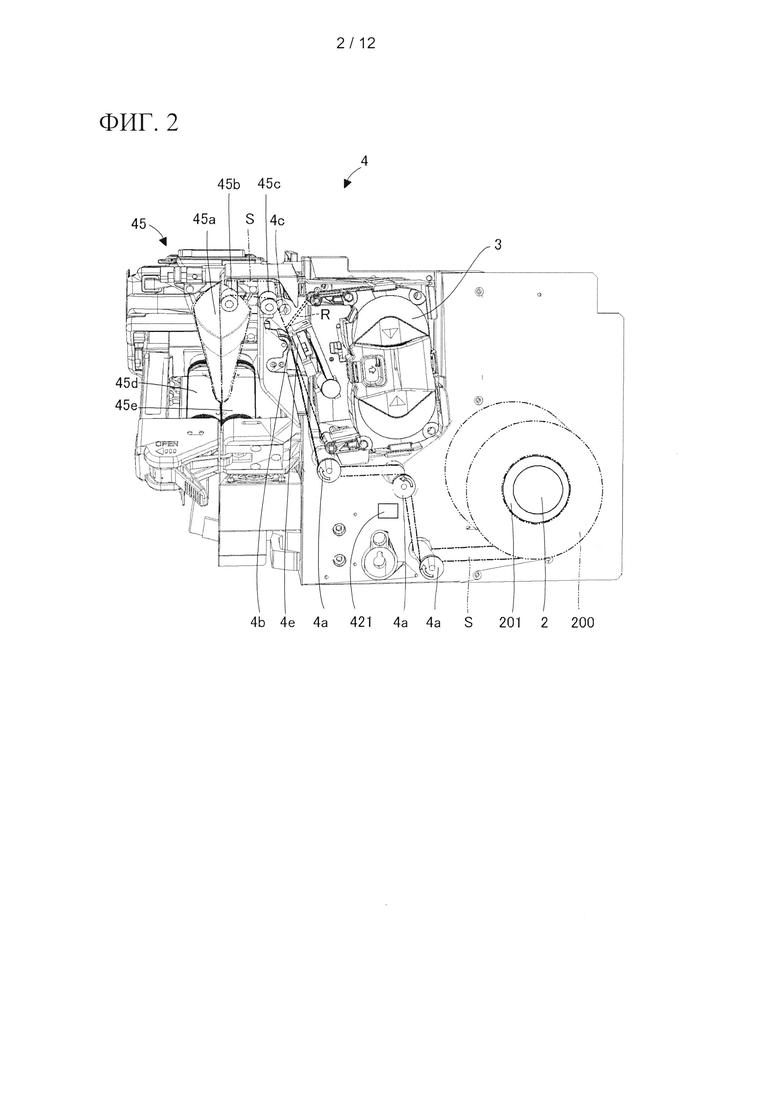
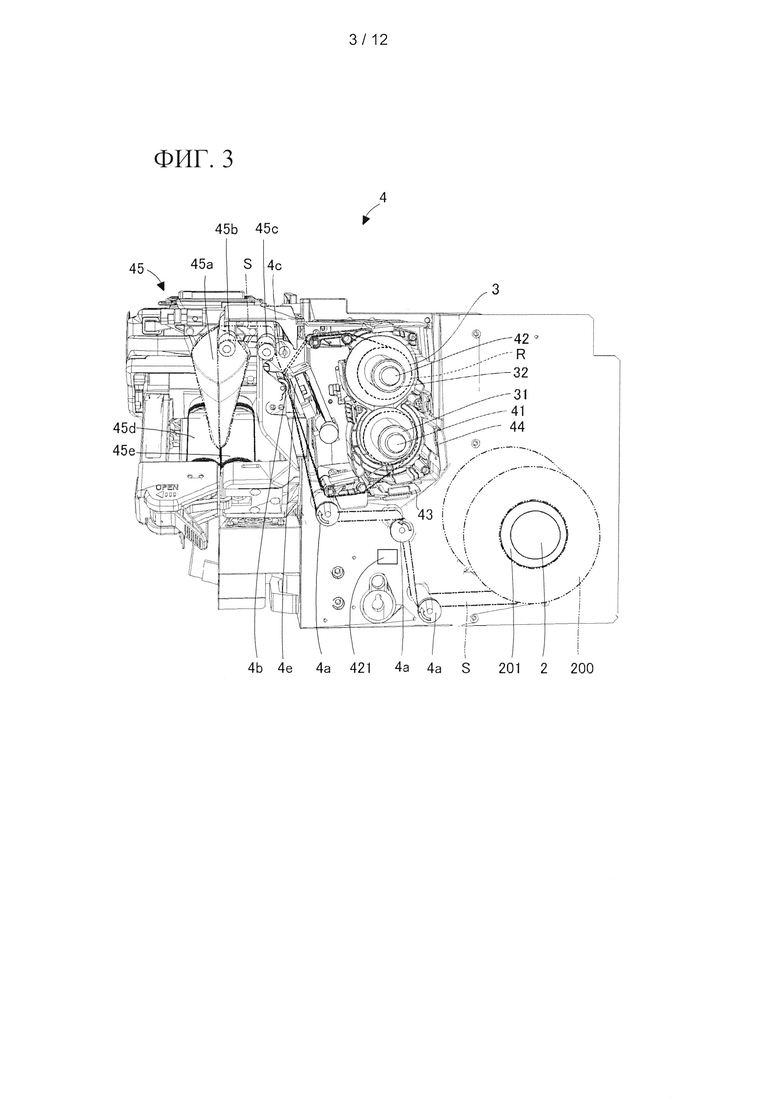
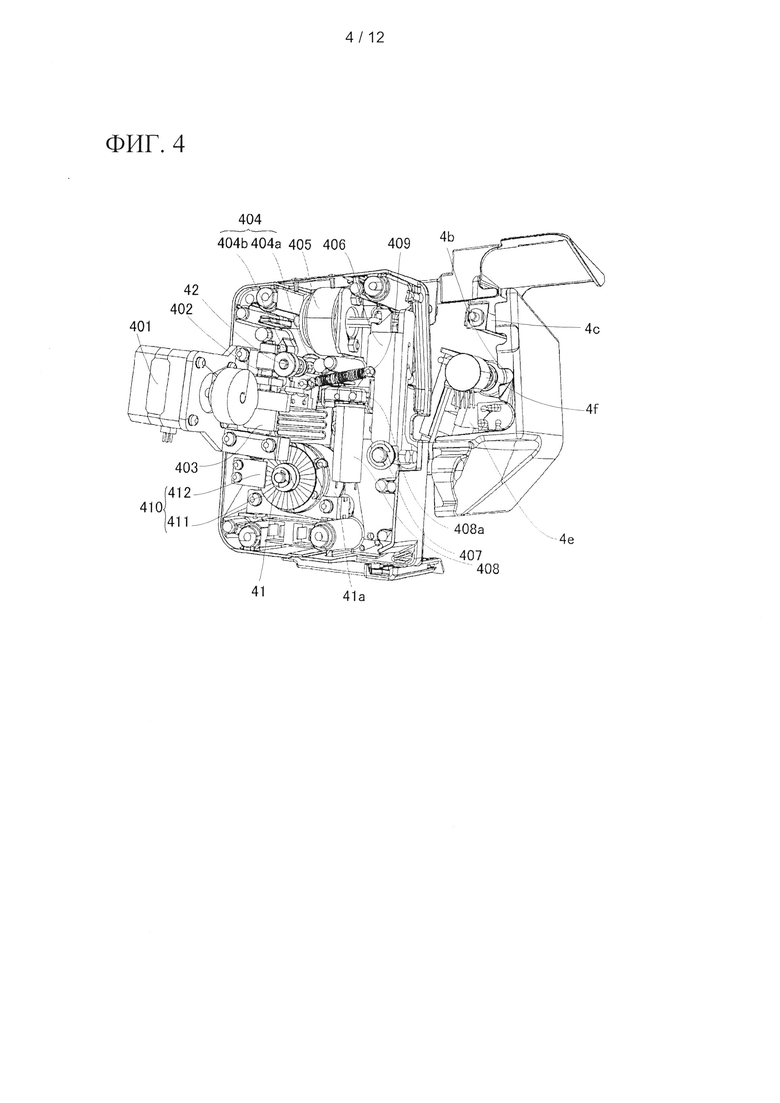
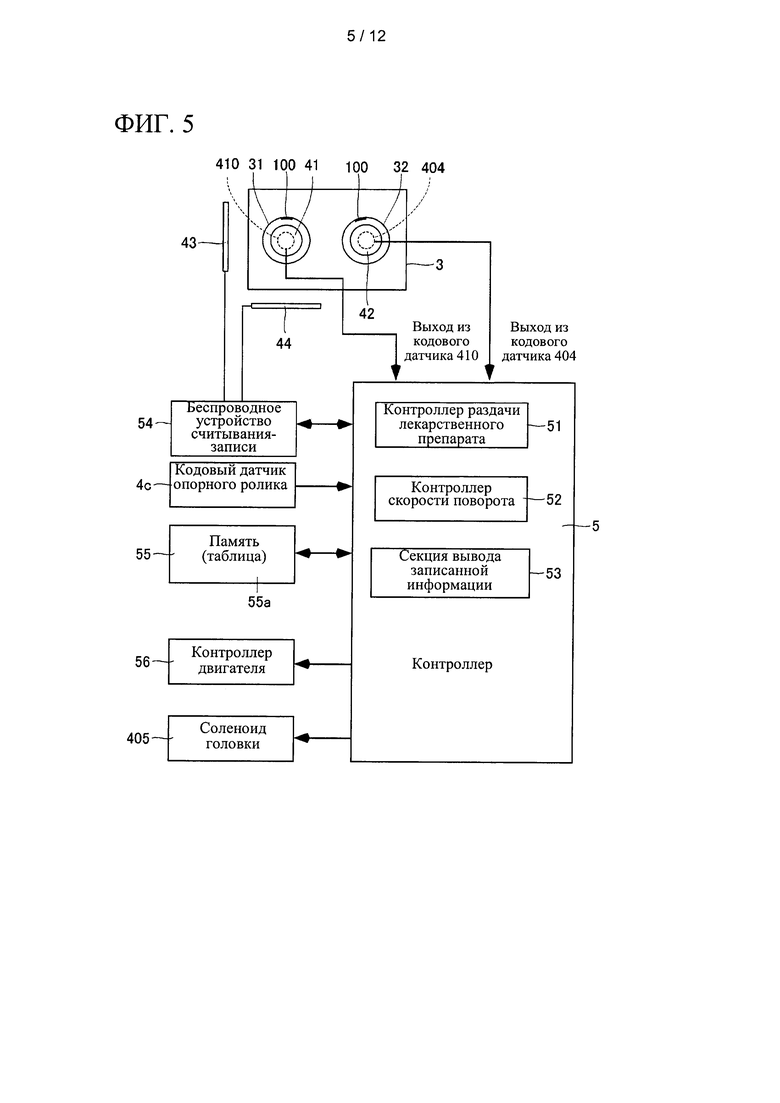
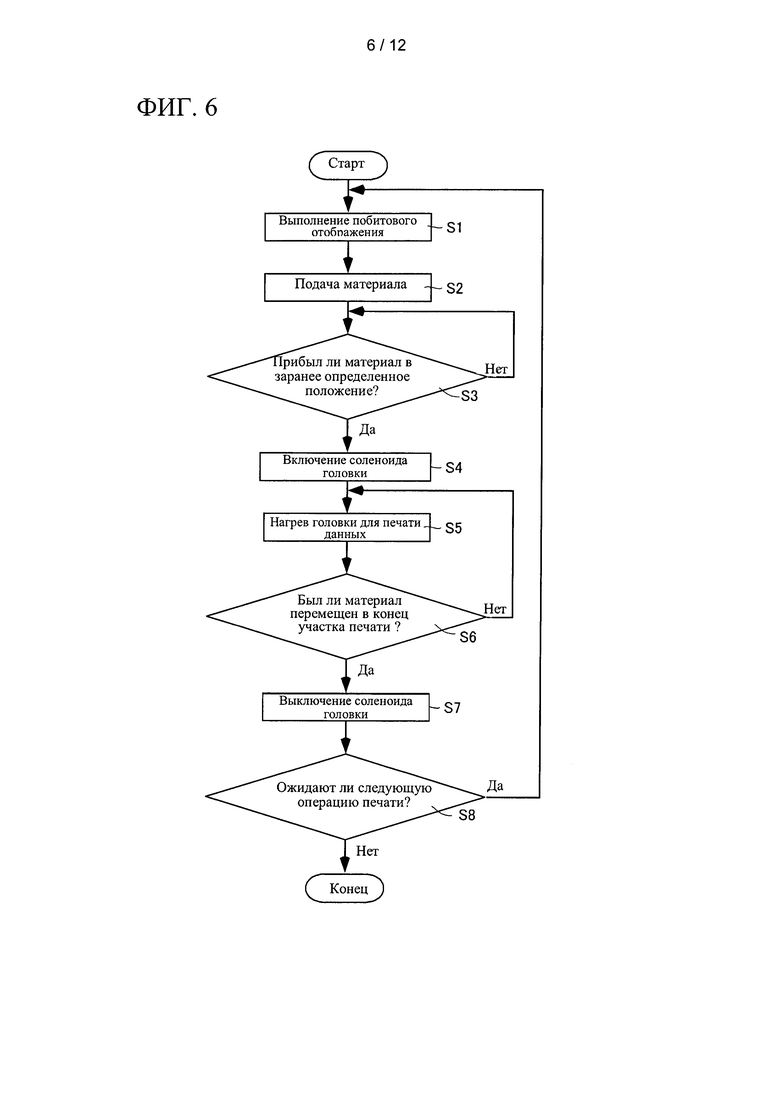
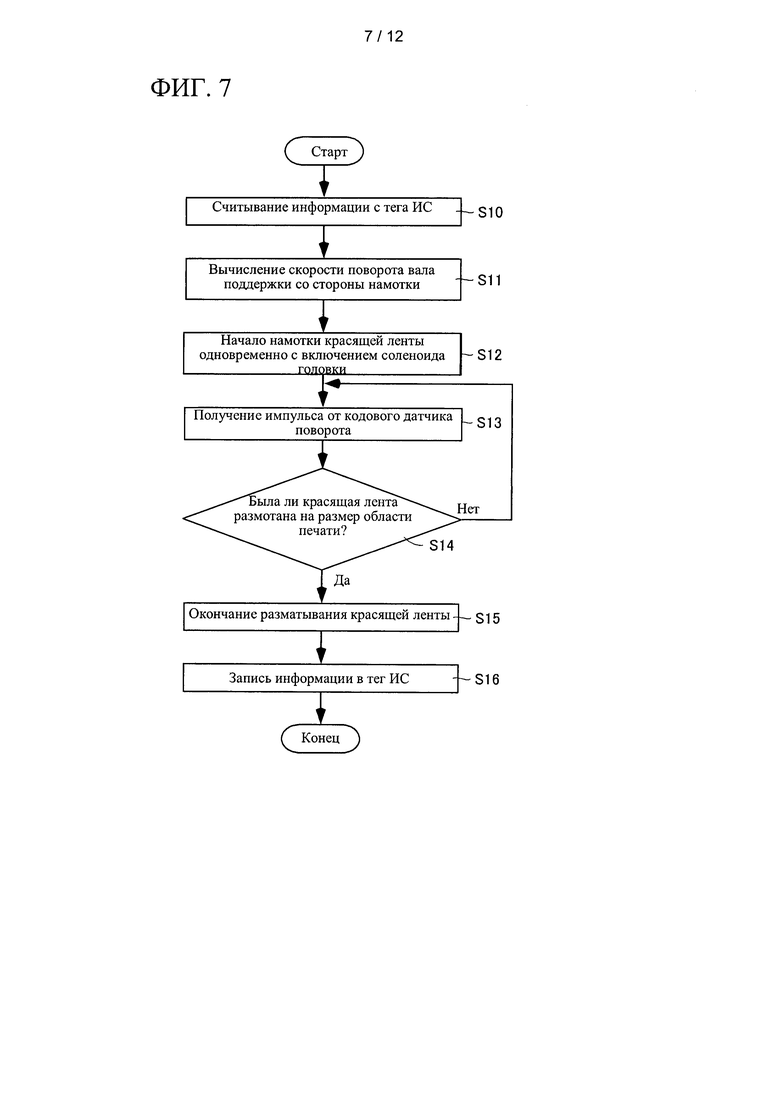
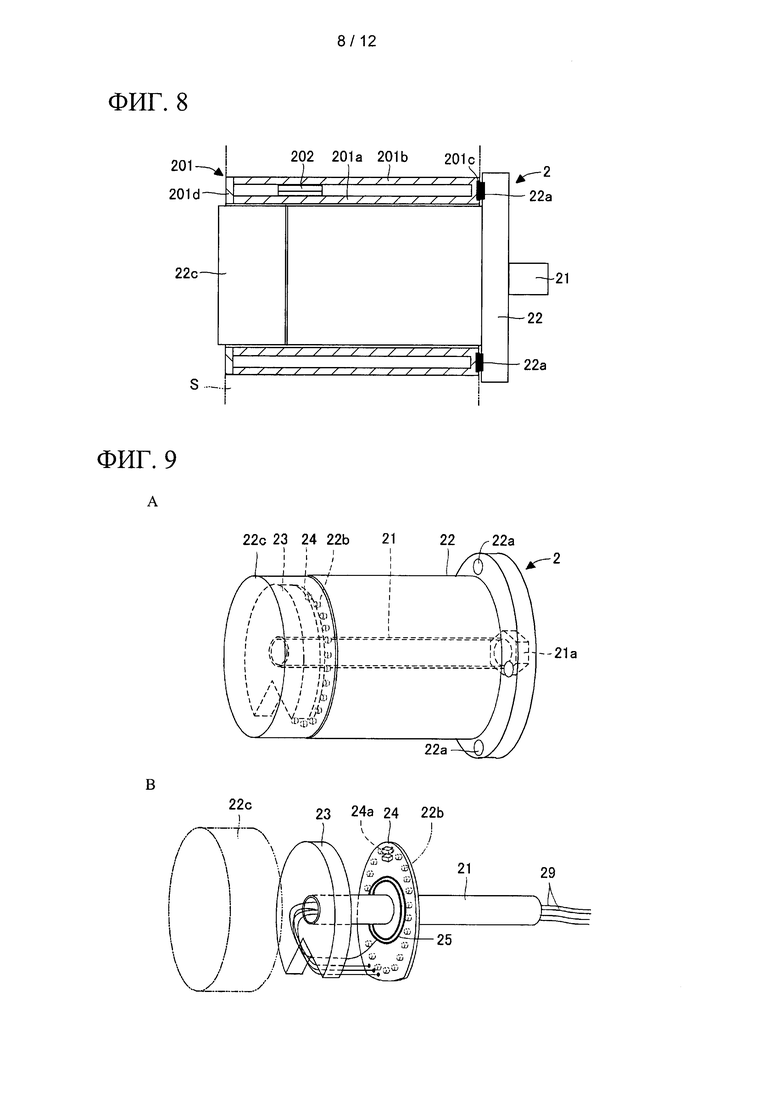
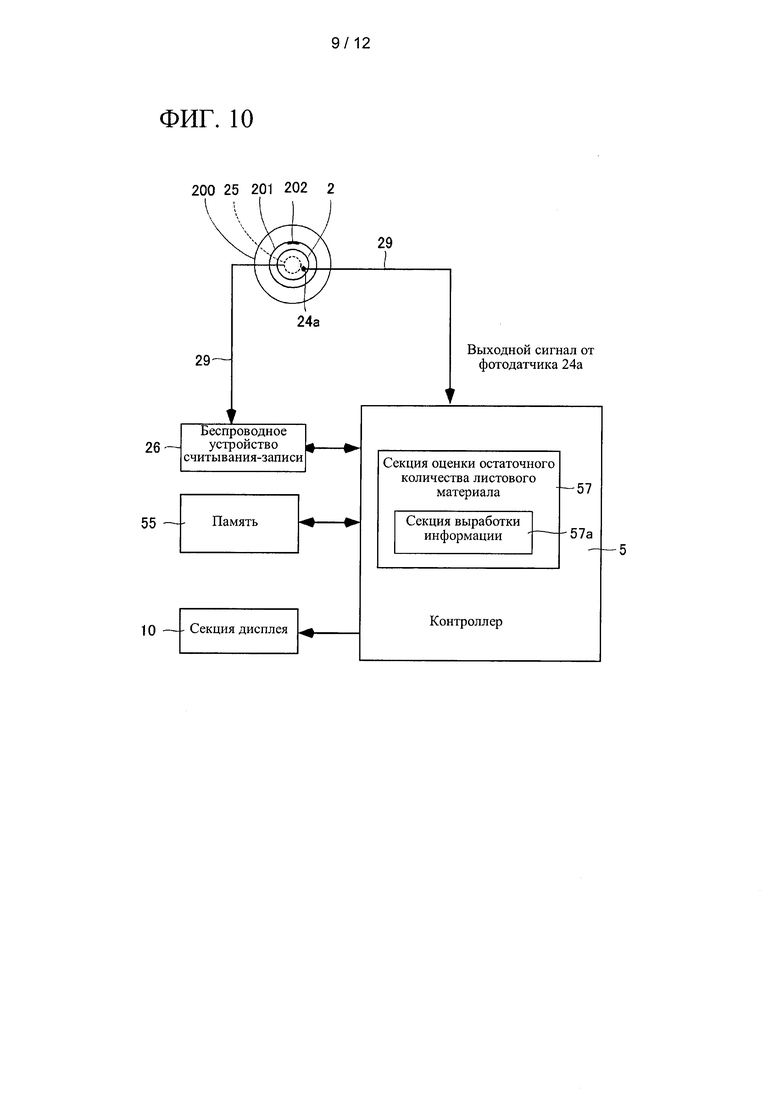
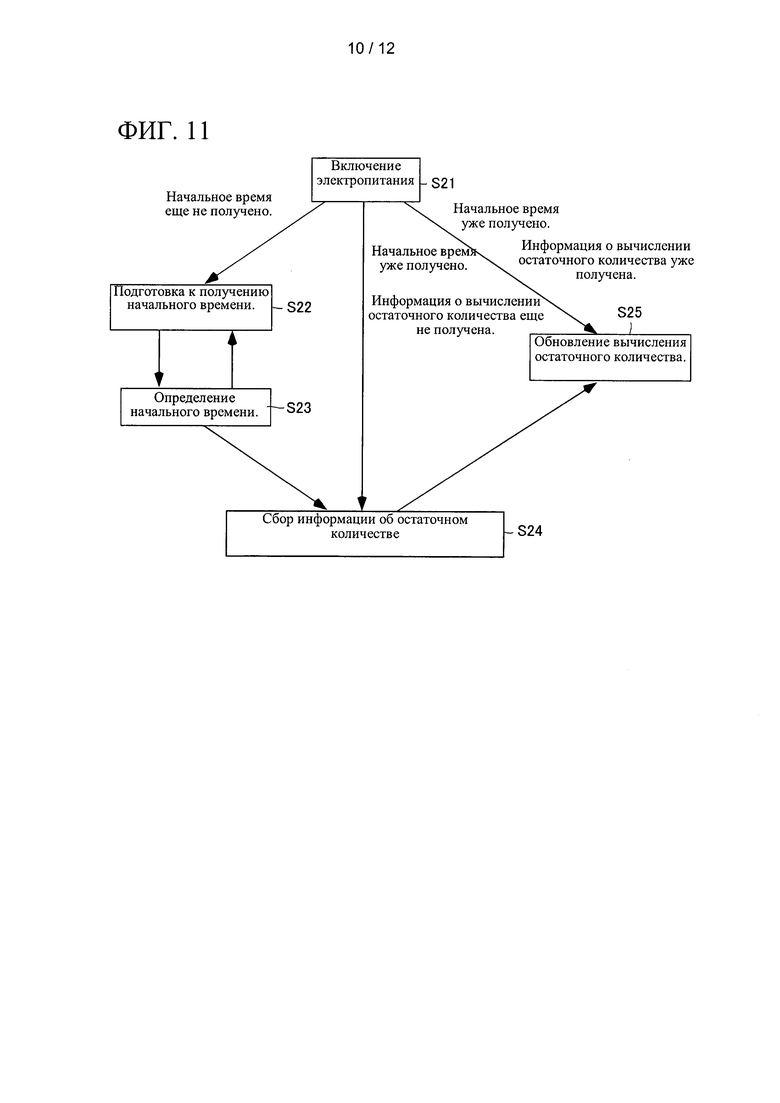
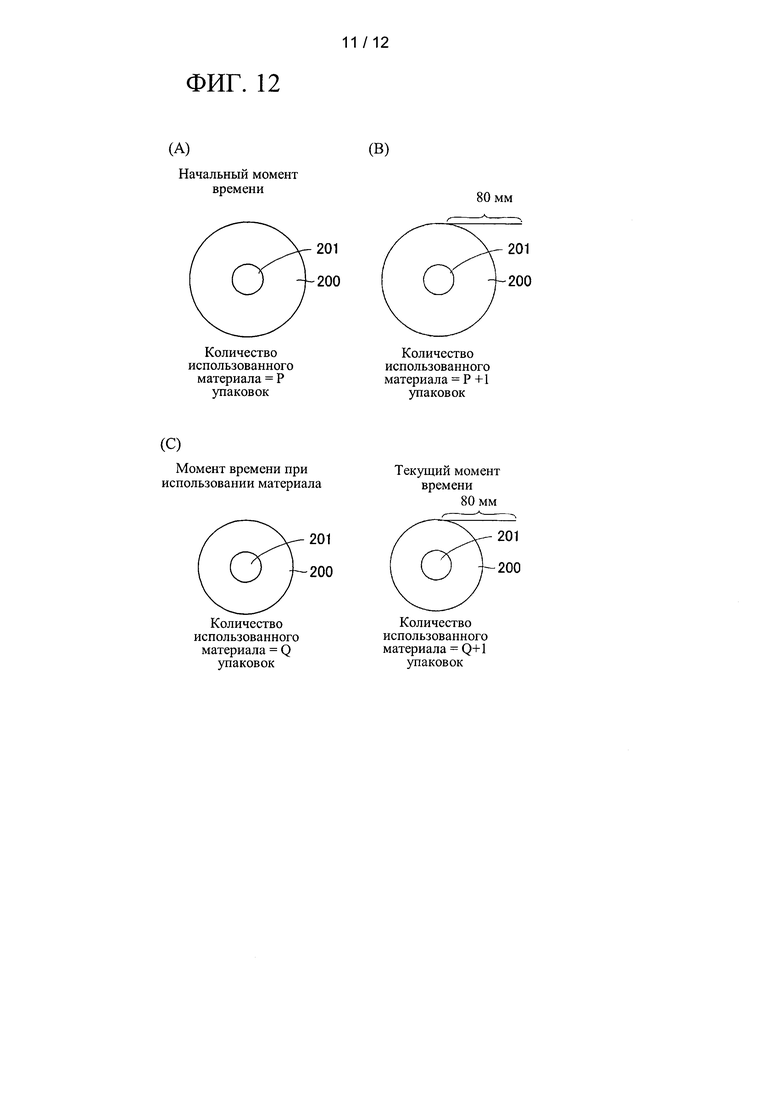
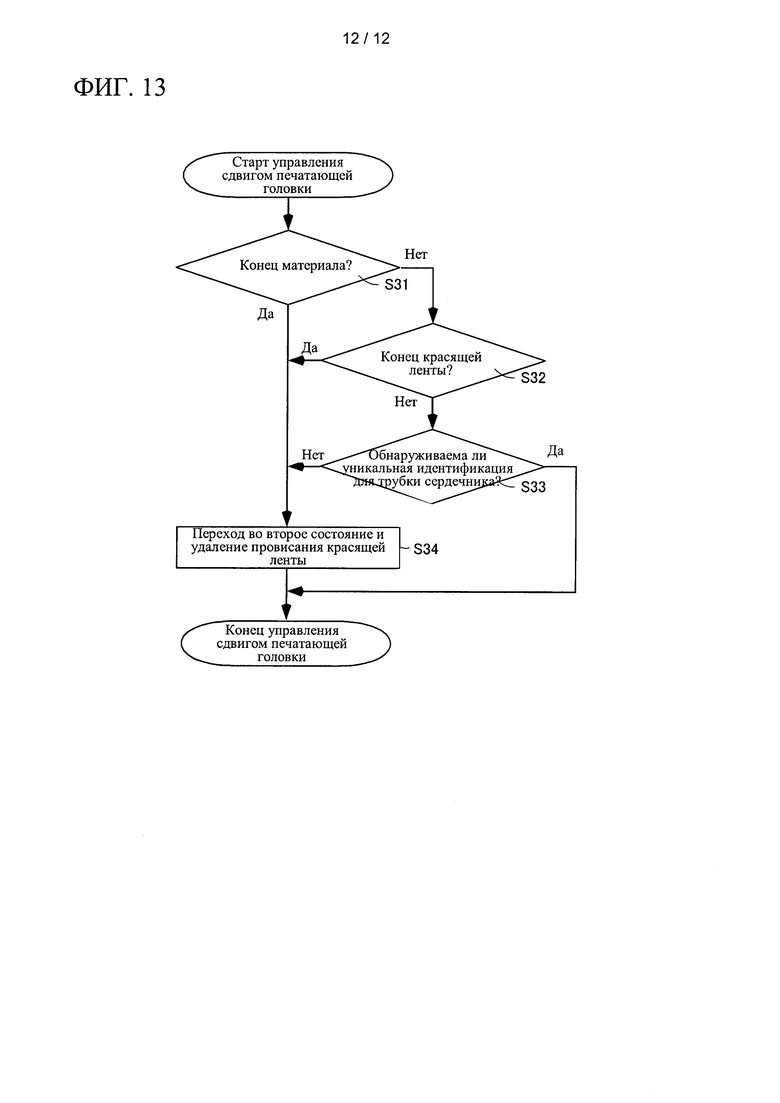
Группа изобретений относится к области упаковки лекарственных препаратов. Устройство для упаковки лекарственного препарата содержит секцию поддержки рулона, содержащую поворотную часть вала, к которому прикреплена трубка сердечника рулона листового материала для упаковки лекарственного препарата; секцию вывода информации о величине поворота поворотной части вала; секцию считывания информации для записи информации на носитель хранения и считывания записанной информации с носителя хранения; секцию выработки информации для выработки информации, способной к записи на носитель хранения, а также секцию оценки количества остаточного листового материала для оценки текущего количества остаточного листового материала. При этом информация содержит информацию о величине поворота в начальный момент времени; одну или множество порций информации о величине поворота в определенные текущие моменты времени; и информацию о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки. Также раскрываются варианты устройства для упаковки лекарственного препарата. Группа изобретений обеспечивает точное определение остаточного количества листового материала для упаковки лекарственного препарата. 3 н. и 13 з.п. ф-лы, 13 ил.
1. Устройство для упаковки лекарственного препарата, содержащее
секцию поддержки рулона, содержащую поворотную часть вала, к которой прикреплена трубка сердечника рулона листового материала для упаковки лекарственного препарата;
секцию вывода информации о величине поворота для вывода информации о величине поворота, которая указывает на величину поворота поворотной части вала;
секцию считывания информации для записи информации на носитель хранения и считывания записанной информации с носителя хранения, размещенного внутри трубки сердечника, прикрепленной к секции поддержки рулона;
секцию выработки информации для выработки в качестве информации, способной к записи на носитель хранения:
информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, что представляет собой информацию о величине поворота при разматывании листового материала для упаковки на заранее определенную длину из рулона листового материала для упаковки лекарственного препарата в начальный момент времени;
одной или множества порций информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, каждая из которых представляет собой информацию о величине поворота при разматывании листового материала для упаковки на заранее определенную длину из рулона листового материала для упаковки лекарственного препарата в момент времени при использовании листового материала для упаковки после начального момента времени; и
количества использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки;
и секцию оценки количества остаточного листового материала для оценки текущего количества остаточного листового материала, основанной на информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размере трубки сердечника.
2. Устройство для упаковки лекарственного препарата по п. 1, дополнительно содержащее
контроллер для определения величины поворота путем выполнения различных операций в зависимости от того, записана ли информация о величине поворота в начальный момент времени при определении количества остаточного листового материала на носитель хранения.
3. Устройство для упаковки лекарственного препарата по п. 2, в котором,
если информация о величине поворота в начальный момент времени при определении количества остаточного листового материала еще не записана на носитель хранения, то контроллер выполняет процесс получения информации о величине поворота множество раз каждый раз, когда листовой материал для упаковки размотан с рулона листового материала для упаковки лекарственного препарата на заранее определенную длину, пока самая последняя информация о величине поворота не будет в пределах заранее определенного диапазона относительно предыдущей информации о величине поворота в течение заранее определенного количества раз, после чего контроллер переходит к процессу получения информации о величине поворота в начальный момент времени при определении количества остаточного листового материала.
4. Устройство для упаковки лекарственного препарата по п. 2 или 3, в котором
в качестве процесса получения информации о величине поворота в начальный момент времени при определении количества остаточного листового материала контроллер выполняет следующий процесс:
получения информации о величине поворота для некоторого количества моментов времени каждый раз, когда листовой материал для упаковки размотан с рулона листового материала для упаковки лекарственного препарата на заранее определенную длину;
вычисления среднего значения или модального значения информации и установление рассчитанной величины в качестве информации о величине поворота в момент времени заранее определенного разматывания; и
затем выполняет процесс использования этой информации о величине поворота в качестве информации о величине поворота в начальный момент времени при определении количества остаточного листового материала.
5. Устройство для упаковки лекарственного препарата по п. 2 или 3, в котором,
если информация о величине поворота в начальный момент времени при определении количества остаточного листового материала уже записана на носитель хранения, но указанные одна или множество порций информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, которые должны быть использованы при оценке остаточного количества листового материала, не записаны на носитель хранения,
то контроллер выполняет процесс получения информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, и записи этой информации на носитель хранения в то время, когда листовой материал для упаковки размотан из рулона листового материала для упаковки лекарственного препарата на заранее определенную длину, для одного момента времени или множества моментов времени;
тогда как если информация о величине поворота в начальный момент времени при определении количества остаточного листового материала уже записана на носитель хранения и используемые при оценке указанные одна или множество порций информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала также записаны,
то контроллер выполняет процесс обновления данных посредством получения информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала каждый раз, когда листовой материал для упаковки сматывают с рулона листового материала для упаковки лекарственного препарата, на заранее определенную длину, и использования полученной информации для перезаписи одной или самой старой порции информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала на носителе хранения.
6. Устройство для упаковки лекарственного препарата согласно одному из пп. 1-3, в котором
отсылка/получение информации между носителем хранения и секцией считывания информации выполнена посредством антенн, размещенных в секции поддержки рулона, причем
лицевые поверхности антенн размещены в плоскостях, проходящих через ось поворотной части вала.
7. Устройство для упаковки лекарственного препарата согласно одному из пп. 1-3, в котором устройство выполняет сравнение между количеством листового материала, необходимым для завершения задачи упаковки лекарственного препарата, и остаточным количеством листового материала и выдает предупреждение при выходе результата сравнения за пределы допустимого диапазона.
8. Устройство для упаковки лекарственного препарата, содержащее:
секцию поддержки рулона, содержащую поворотную часть вала, к которой прикреплена трубка сердечника рулона листового материала для упаковки лекарственного препарата;
секцию вывода информации о величине поворота для вывода величины поворота поворотной части вала;
секцию выработки информации для выработки:
первой величины поворота после сматывания заранее определенной длины листового материала для упаковки с рулона листового материала для упаковки лекарственного препарата, который имеет первое остаточное количество листового материала для упаковки;
второй величины поворота после сматывания заранее определенной длины листового материала для упаковки с рулона листового материала для упаковки лекарственного препарата, который имеет второе остаточное количество листового материала для упаковки, причем второе остаточное количество меньше первого количества; и
количества использованного листового материала, равного разности между первым количеством и вторым количеством;
секцию связи, которая записывает/считывает информацию, вырабатываемую секцией выработки информации, в носитель хранения и из носителя хранения, размещенного в трубке сердечника; и
секцию вычисления остаточного количества листового материала для вычисления остаточного количества листового материала после разматывания листового материала для упаковки на заранее определенную длину с рулона листового материала для упаковки лекарственного препарата, имеющего второе остаточное количество листового материала для упаковки, на основании информации, считываемой секцией связи, и информации о размерах трубки сердечника.
9. Устройство для упаковки лекарственного препарата по п. 8, дополнительно содержащее
контроллер, выполняющий различные операции в зависимости от того, не записана ли еще первая величина поворота на носитель хранения.
10. Устройство для упаковки лекарственного препарата по п. 9, в котором,
если первая величина поворота еще не записана на носитель хранения, контроллер выполняет процесс получения информации о величине поворота для множества моментов времени каждый раз, когда листовой материал для упаковки размотан с рулона листового материала для упаковки лекарственного препарата на заранее определенную длину, пока самая последняя величина поворота не будет в пределах заранее определенного диапазона относительно предыдущей величины поворота для заранее определенного количества раз, после чего контроллер переходит к процессу получения первой величины поворота.
11. Устройство для упаковки лекарственного препарата по п. 9 или 10, в котором в качестве процесса получения первой величины поворота контроллер выполняет следующий процесс:
получения величины поворота для множества моментов времени каждый раз, когда листовой материал для упаковки размотан с рулона листового материала для упаковки лекарственного препарата на заранее определенную длину;
вычисления среднего значения или модального значения величины поворота и установление рассчитанного значения как величины поворота в момент времени с заранее определенным разматыванием; и
затем выполняет процесс использования этой величины поворота как первой величины поворота.
12. Устройство для упаковки лекарственного препарата по п. 9 или 10, в котором,
если первая величина поворота уже записана на носитель хранения, но вторая величина поворота, которая содержит одно или множество значений для использования при вычислении остаточного количества листового материала, еще не записана,
то контроллер выполняет процесс получения второй величины поворота и записи ее на носитель хранения после разматывания листового материала для упаковки из рулона листового материала для упаковки лекарственного препарата на заранее определенную длину, для одного момента времени или множества моментов времени;
тогда как, если первая величина поворота уже записана на носитель хранения и вторая величина поворота, которая содержит одно или множество значений для использования при вычислении, также записана,
то контроллер выполняет процесс обновления данных посредством получения второй величины поворота каждый раз, когда листовой материал для упаковки размотан из рулона листового материала для упаковки лекарственного препарата на заранее определенную длину, и использования полученного количества для перезаписи одной или самой старой величины второго поворота на носителе хранения.
13. Устройство для упаковки лекарственного препарата согласно одному из пп. 8-10, в котором
отсылка/получение информации между носителем хранения и секцией считывания информации выполнена посредством антенн, размещенных в секции поддержки рулона, причем
лицевые поверхности антенн размещены в плоскостях, проходящих через ось поворотной части вала.
14. Устройство для упаковки лекарственного препарата согласно одному из пп. 8-10, в котором устройство выполняет сравнение между количеством листового материала, необходимым для завершения задачи упаковки лекарственного препарата, и остаточным количеством листового материала и выдает предупреждение при выходе результата сравнения за пределы допустимого диапазона.
15. Устройство для упаковки лекарственного препарата для упаковки лекарственного препарата по одной упаковке посредством использования рулона листового материала для упаковки лекарственного препарата, содержащее:
секцию вывода информации о величине поворота для вывода информации о величине поворота, как указателя на величину поворота поворотной части вала, к которой прикреплена трубка сердечника рулона листового материала для упаковки лекарственного препарата;
секцию вывода информации об использованном количестве для вывода информации об использованном количестве, как указателя на размотанное с рулона листового материала для упаковки лекарственного препарата количество листового материала для упаковки;
секцию считывания информации для считывания информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, которая представляет собой информацию о величине поворота, указывающую на величину поворота трубки сердечника рулона листового материала для упаковки лекарственного препарата после разматывания рулона листового материала для упаковки лекарственного препарата на заранее определенную длину в определенный момент времени, с носителя хранения, размещенного в трубке сердечника рулона листового материала для упаковки лекарственного препарата;
секцию выработки информации для выработки:
информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, которая содержит одну или множество порций информации о величине поворота, указывающей на величину поворота трубки сердечника рулона листового материала для упаковки лекарственного препарата, каждая после разматывания рулона листового материала для упаковки лекарственного препарата на заранее определенную длину в листовом материале для упаковки в моменты времени при использовании листового материала для упаковки после начального момента времени; и
количества использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки; и
секцию оценки остаточного количества листового материала для оценки текущего количества остаточного листового материала, основанной на информации о величине поворота в начальный момент времени при определении количества остаточного листового материала, информации о величине поворота в определенные текущие моменты времени при определении остаточного количества листового материала, о количестве использованного листового материала от начального момента времени до момента времени при использовании листового материала для упаковки, и информации о размерах трубки сердечника.
16. Устройство для упаковки лекарственного препарата по п. 15, в котором устройство выполняет сравнение между количеством листового материала, необходимым для завершения задачи упаковки лекарственного препарата, и остаточным количеством листового материала и выдает предупреждение при выходе результата сравнения за пределы допустимого диапазона.
| JP 2005230242 A, 02.09.2005 | |||
| US 2011114782 A1, 19.05.2011 | |||
| WO 2012069697 A1, 31.05.2012 | |||
| ГАЗОРАЗРЯДНАЯ ЭЛЕКТРОННАЯ ПУШКА | 2006 |
|
RU2323502C1 |
| JP 2001055202 A, 27.02.2001. | |||

