[001] Настоящее изобретение относится к способу изготовления автомобильной шины, содержащей протектор, предназначенный для вхождения в контакт с землей при качении, причем этот протектор содержит рисунок, содержащий канавки в круговом и поперечном направлениях для удаления воды из пятна контакта между землей и шиной, а также шипы противоскольжения, устанавливаемые в протекторе, причем эти шипы содержат корпус шипа и твердосплавный штифт, прикрепленный к корпусу шипа.
[002] Изобретение также относится к автомобильной шине, изготовленной таким способом.
[003] Из уровня техники известна установка металлических шипов на зимние шины, предназначенные, в частности, для заснеженных и обледенелых дорог, для улучшения сцепления шины с дорогой. Шипы врезаются в лед и таким образом формируют механическую связь между дорогой и шиной на короткий момент контакта шипа с дорогой, когда шина прокатывается через эту точку дороги. Шип обычно содержит корпус, выполненный из легкого металла или другого подобного материала, и штифт, изготовленный из твердого металла, причем в основном только штифт предназначен для контакта с землей.
[004] Из уровня техники известно несколько разных способов установки шипа противоскольжения в протектор. Среди прочих, в патентном документе FI 123775 В раскрыт способ установки шипа противоскольжения. Там трехгубочный установочный инструмент используется для захвата шипа и вдавливания его в углубление под шип, имеющееся в протекторе автомобильной шины и выполненное с помощью вулканизирующей формы. Размеры углубления под шип приблизительно на 40-60% меньше, чем размеры соответствующего шипа, вследствие чего за счет упругости материала шины шип подвергается относительно большому давлению, так что он остается стабильным в течение всего срока службы шины.
[005] Обычно для прикрепления шипа противоскольжения к углублению под шип, сформированному в шине, применяется клеящее вещество. Такие способы приклеивания применяются на практике приблизительно с тех пор, как металлические шипы стали прикреплять к изготовленным из резины пневматическим шинам. Недостаток этих способов состоит в том, что при превышении количества клеящего вещества, влажное клеящее вещество обычно пачкает шину, и в том, что соединение между шипом и резиной шины очень недолговечно. На практике наиболее обычной областью применения этого способа являются различные специальные случаи, предназначенные для короткого срока службы, такие как шины для гоночных автомобилей.
[006] Уровень техники включает в себя патентный документ WO 2011069702 A1, в котором шипы противоскольжения прикрепляют с использованием нагреваемого клеящего вещества и интенсивной обработки паром или соответствующего нагревания.
[007] Уровень техники включает в себя патентный документ ЕР 2255959 B1, в котором шипы противоскольжения предварительно обрабатывают клеящим веществом, которое после установки нагревают с помощью устройства индукционного нагрева, вследствие чего клеящее вещество активируется и после охлаждения приклеивает шип к углублению.
[008] С этим уровнем техники связаны некоторые проблемы. Например, при индукционном нагреве шипы не всегда нагреваются равномерно, вследствие чего в процессе нагревания может активироваться не все клеящее вещество. Кроме того, обработка всей шины после установки шипов увеличивает число технологических шагов.
[009] Задачей настоящего изобретения является дальнейшее усовершенствование шипованных шин и улучшение их сцепления с дорогой. Другой задачей настоящего изобретения является создание нового способа прикрепления шипа противоскольжения к шине. Долговременной тенденцией в области автомобилестроения является повышение мощности двигателя, приводящее к повышению изгибающей силы, действующей на шип противоскольжения при ускорении. В особенности в том случае, когда земля представляет собой голый асфальт, не покрытый льдом или снегом, в сочетании с тяжелым автомобилем и высокой мощностью двигателя, эта действующая на шип сгибающая сила является значительной и может привести к преждевременному отрыву шипов. Следовательно, задачей настоящего изобретения является повышение прочности сцепления между шипом противоскольжения и материалом шины. Прочность сцепления может быть повышена с помощью клеящего вещества и дополнительно путем активирования клеящего вещества способом, который будет раскрыт ниже.
[010] Способ в соответствии с настоящим изобретением отличается тем, что клеящее вещество, применяемое для прикрепления шипа, нагревают (т.е. активируют) с помощью ультразвука. Более точно изобретение будет раскрыто в независимом п. 1 прилагаемой формулы изобретения.
[011] В соответствии с одним из вариантов осуществления изобретения, шип подвергают воздействию ультразвука посредством подходящего устройства, т.е. ультразвукового осциллятора, путем приведения этого ультразвукового осциллятора в контакт с шипом. Таким образом, шип вдавливают в шину ультразвуковым осциллятором.
[012] В соответствии с одним из вариантов осуществления, сила, с которой ультразвуковой сонотрод прижат к шипу, является достаточной, чтобы удерживать сонотрод в постоянном контакте с шипом в процессе нагревания последнего. В соответствии с одним из вариантов осуществления, эта сила является постоянной относительно времени нагрева шипа. При расчете этой силы предпочтительно, чтобы ультразвуковой сонотрод находился в постоянном контакте с шипом в процессе нагрева шипа. Прерывание контакта между ультразвуковым сонотродом и шипом значительно снижает передачу ультразвука в шип. Кроме того, силу, предпочтительно, рассчитывают так, что шип в процессе нагрева остается в углублении; то есть, он не проникает в материал шины под воздействием этой силы. Это могло бы привести к неточности в выступании шипа из шины.
[013] Ниже различные варианты осуществления изобретения будут раскрыты со ссылками на прилагаемые чертежи.
[014] На фиг. 1 представлен вид сбоку шипа противоскольжения в соответствии с одним из вариантов осуществления изобретения.
[015] На фиг. 2 представлена установка шипа в шину.
[016] На фиг. 3а-3с представлен ультразвуковой нагрев клеящего вещества, предусмотренного между установленным в шину шипом и шиной.
[017] На фиг. 4а-4с представлены различные колебательные режимы для нагрева клеящего вещества.
[018] На фиг. 5a-5d представлена установка шипа в шину.
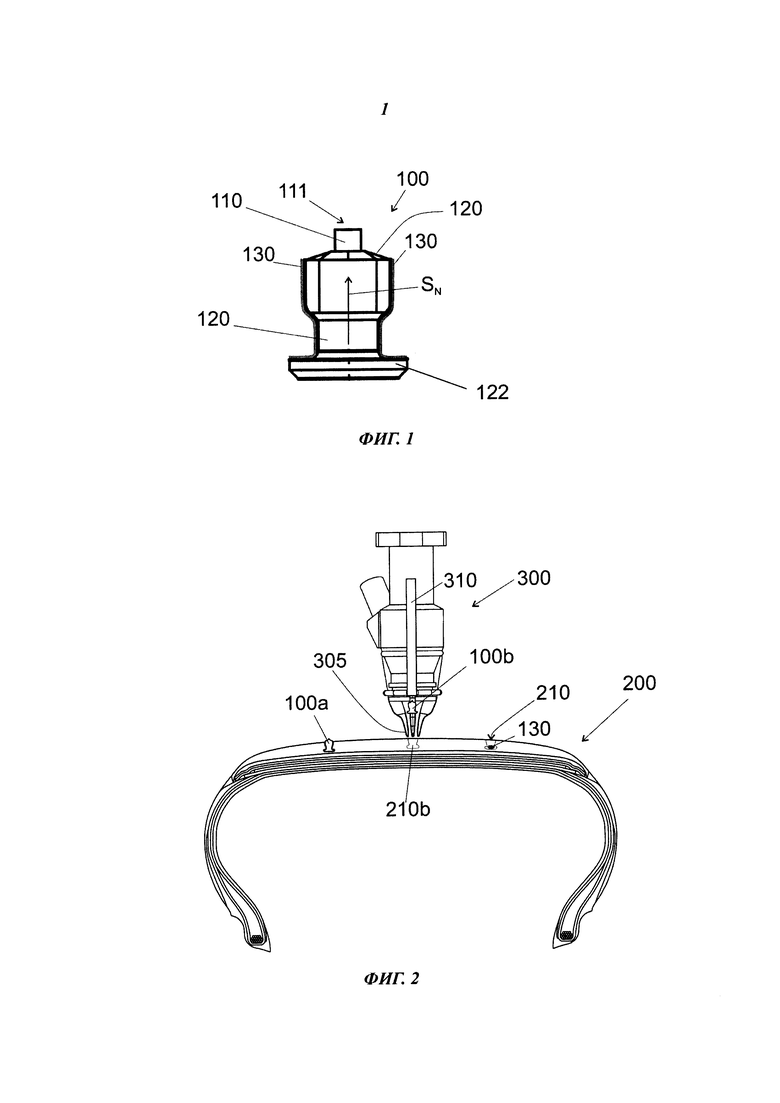
[019] На фиг. 1 представлен вид сбоку шипа 100 противоскольжения. Шип 100 содержит головку 110 шипа, содержащую противоскользящий конец 111. Головка 110 шипа может быть частью твердосплавного штифта. Головка шипа может быть образована из твердосплавного штифта или его части. Противоскользящий конец 111 выполнен таким образом, что при установке в шину 200 он выступает из этой шины и, таким образом, при использовании шины входит в контакт с поверхностью дороги. Противоскользящий, т.е. усиливающий трение, конец 111 предусмотрен на первом конце шипа 100 противоскольжения в его продольном направлении SN. Под продольным направлением SN может подразумеваться, например, направление, в котором по меньшей мере один шип 100, твердосплавный штифт 110 и корпус 120 шипа симметричны относительно по меньшей мере одной плоскости, включающей в себя это продольное направление SN. Как будет сказано ниже, в соответствии с некоторыми вариантами осуществления, по меньшей мере, головка 110 шипа является симметричной относительно любой плоскости, включающей в себя продольное направление SN. Шип противоскольжения содержит также корпус 120. Второй конец шипа 100 в продольном направлении содержит основание 122, проходящее от шипа 100 в радиальном направлении поперечно продольному направлению. Основание 122 может быть выполнено как одно целое с корпусом 120. Такая конструкция шипа 100 дает то преимущество, что шип может быть плотно установлен в соответствующее углубление 210 под шип, т.е. в глухое отверстие 210, расположенное в шине 200 (см. фиг. 2). Соответствующее углубление 210 содержит дно и в области дна может быть шире, чем вверху, так что его форма соответствует форме шипа 100. Дополнительно или альтернативно, под продольным направлением SN может подразумеваться направление, противоположное нормали поверхности основания 122. Дополнительно или альтернативно, под продольным направлением SN может подразумеваться направление от основания 122 к усиливающему трение концу 111.
[020] В соответствии с вариантом осуществления по фиг. 1, клей 130, т.е. клеящее вещество 130, находится на поверхности шипа 100 противоскольжения уже перед установкой шипа в углубление 210 шины 200. Альтернативно или дополнительно, клеящее вещество 130 может наноситься в углубление 210 под шип шины (см. фиг. 2). Предпочтительно, клеящее вещество 130 находится только на поверхности шипа 100. Таким образом, клеящее вещество 130 находится между шипом 100 и шиной 200, улучшая склеивание.
[021] Клеящее вещество 130 может являться любым подходящим клеящим веществом 130, активируемым при нагревании. Обычно клеящее вещество активируется при повышении температуры по меньшей мере до 150°C. Обычно для активирования клеящего вещества предпочтительно, чтобы температура оставалась достаточно высокой в течение достаточно долгого времени. Это можно обеспечить, сохраняя достаточно высокую температуру клеящего вещества в процессе вклеивания шипа 100 в шину 200. Шип 100 противоскольжения подвергается воздействию ультразвука для нагревания клеящего вещества 130. Клеящее вещество 130 может нагреваться ультразвуком до температуры от 150°C до 250°C. Когда шип 100 подвергается воздействию ультразвука, он совершает колебания относительно шины 200, вследствие чего клеящее вещество 130 между шиной 200 и шипом 100 нагревается до необходимой температуры. Таким образом, с одной стороны, клеящее вещество 130 активируется, а с другой стороны, клеящее вещество 130 остается достаточно горячим после установки шипа 100 благодаря теплоизолирующей способности шины 200. Можно также наносить термопластичное (т.е. на основе термопластичного полимера) клеящее вещество 130 термоплавкого типа, адгезионные свойства которого основаны на отверждении самого вещества после плавления. В таких случаях не имеет значения, как долго клеящее вещество остается горячим.
[022] Как уже было сказано, шип 100 содержит головку 110 шипа, такую как часть твердосплавного штифта. Твердосплавный штифт содержит твердый сплав. В соответствии с одним из вариантов осуществления, твердосплавный штифт состоит из твердого сплава. В настоящем контексте под твердым сплавом подразумевается, в числе прочего, твердый сплав в соответствии с уровнем техники. Твердый сплав обычно является износоустойчивым металлическим композиционным материалом, который может содержать вольфрам в форме карбидного соединения, а связующим компонентом обычно является кобальт. Соединения могут также содержать карбид титана, карбид тантала, карбид молибдена или карбид ванадия. Различные материалы на основе керамики с прочностью и износостойкостью, соответствующими этим свойствам твердого сплава или особенно износостойких полимеров, могут также классифицироваться в настоящем контексте, как приравненные к твердому сплаву.
[023] Профиль поперечного сечения головки 110 шипа и/или твердосплавного штифта может являться кругом, овалом, квадратом, прямоугольником, ромбом, параллелограммом, пятиугольником, шестиугольником, семиугольником, восьмиугольником, звездой, соответствующей этим формам, и т.п. С помощью разных профилей твердосплавного штифта можно значительно влиять на свойства шины, снабженной шипами противоскольжения, равно как и путем изменения ориентации этого профиля относительно кругового направления, т.е. направления качения.
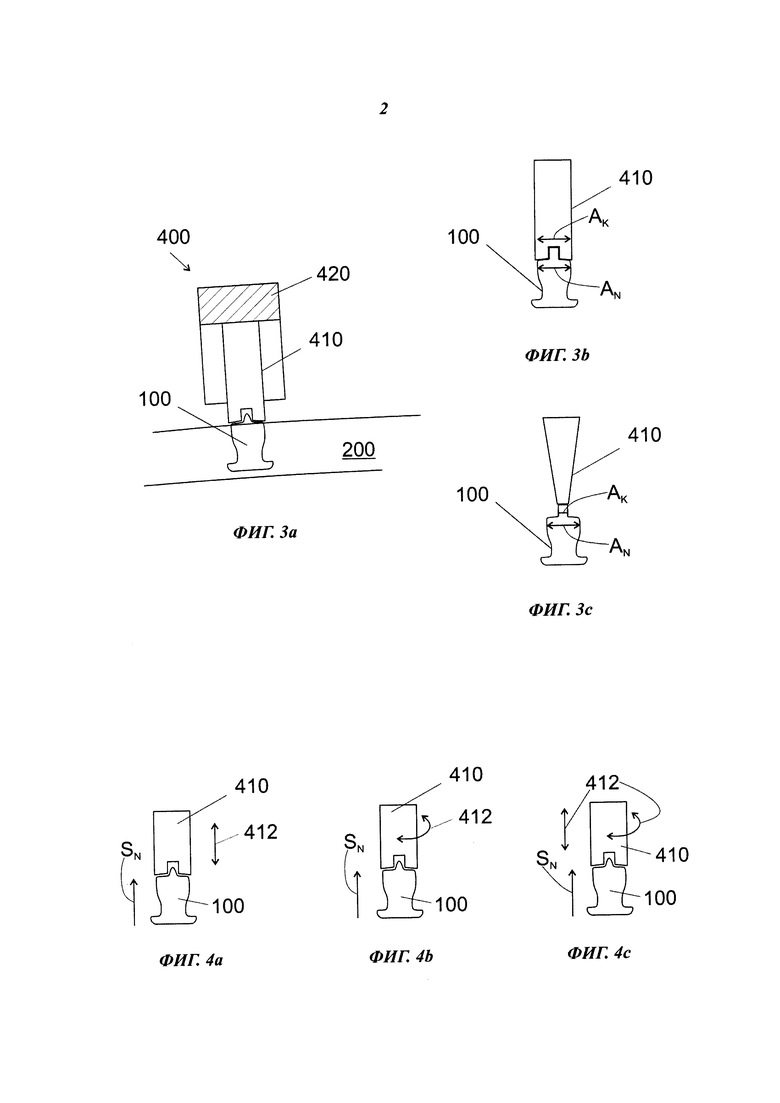
[024] На фиг.2 представлена установка шипа 100 (а именно - 100b) противоскольжения в шину 200. Шина 200 содержит углубления 210, 210b под шип с дном, в которые могут быть установлены шипы 100, или в которые уже установлен шип 100а. Один шип 100 противоскольжения устанавливается в одно углубление 210. При установке шипа 100 установочный инструмент 300 вводят в шину путем введения губок 305 инструмента в углубление 210. После этого шип 100 проталкивают между губками 305 на дно углубления 210, вследствие чего нижний фланец 122-шипа 100 разводит губки 305 инструмента 300, и, соответственно, губки 305 инструмента 300 расширяют углубление 210 под шип таким образом, что оно становится достаточно большим для шипа 100. Шип можно проталкивать в углубление с помощью, например, поршня 310. Затем инструмент 300 вытягивают из углубления 210 под шип. Это может осуществляться, например, таким образом, что шип 100, установленный в углубление, удерживается в этом углублении 210 поршнем 310, тогда как губки 305 вытягиваются из углубления.
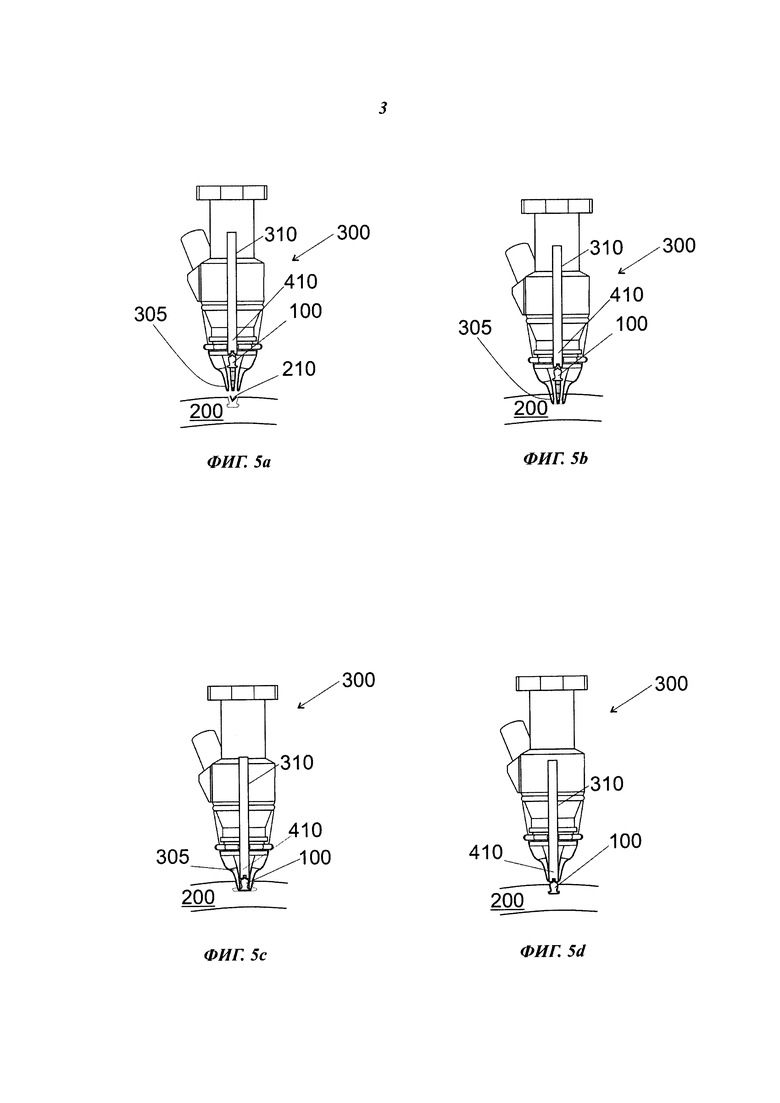
[025] Как можно видеть на фиг. 3а-3с, клеящее вещество 130, находящееся между шипом 100 и углублением 210, можно нагревать ультразвуком. Ультразвук можно передавать на шип 100 посредством адаптера 410. Как можно видеть на фиг. 3а-3с адаптер 410 выполнен с возможностью передачи ультразвука от ультразвукового инструмента 400, в частности - его генератора 420 ультразвука, на шип 100. Если адаптер 410 предназначен для передачи ультразвука, то и сам этот адаптер 410 также осциллирует. Таким образом адаптер 410 можно назвать ультразвуковым осциллятором 410. Генератор 420 ультразвука может быть любым известным генератором ультразвука, таким как, например, пьезоэлектрическим или емкостным генератором ультразвука. В частности можно использовать генератор 420 ультразвука, подходящий для генерирования колебательных режимов, амплитуд и/или частот, которые будут раскрыты ниже. Обычно генератор 420 ультразвука работает на переменном токе, что означает, что частота переменного тока соответствует частоте ультразвука, а интенсивность переменного тока (ток или напряжение; как правило - напряжение) по меньшей мере отчасти определяет амплитуду ультразвука. Также генератор 420 ультразвука и ультразвуковой осциллятор 410 могут составлять единый элемент. Также генератор 420 ультразвука может быть соединен с ультразвуковым осциллятором 410, например, путем склеивания.
[026] Чтобы подвергнуть шип 100 воздействию ультразвука, к шипу 100 прижимают ультразвуковой осциллятор 410, тогда как генератор 420 ультразвука используют для генерирования ультразвука. Таким образом, в приведенном способе ультразвуковой осциллятор 410 входит в контакт с шипом 100. Предпочтительно, этот контакт сохраняется в течение всего нагревания. Когда шип 100 колеблется, эти колебания вызывают нагрев на стыках материалов, и в особенности - клеящего вещества 130 между шипом 100 и шиной 200. Таким образом, клеящее вещество 130 нагревают и активируют. Ультразвуковой осциллятор 410 можно использовать для воздействия ультразвуком на головку 110 шипа (фиг. 3с). Альтернативно или дополнительно, ультразвуковой осциллятор 410 может использоваться для воздействия ультразвуком на корпус 200 шипа 100 (фиг. 3а и 3b). Предпочтительно, ультразвуковой осциллятор 410 используют для воздействия ультразвуком как на головку 110, так и на корпус 120 шипа 100 (фиг. 3b). Это предпочтительно потому, что, помимо прочего, было обнаружено, что для переноса ультразвука от осциллятора 410 на шип 100 предпочтительна большая площадь контакта между ультразвуковым осциллятором 410 и шипом 100. Как будет раскрыто ниже, такое фокусирование имеет также другие преимущества, относящиеся к удержанию головки шипа 110 на шипе 100.
[027] В соответствии с вариантом осуществления по фиг. 3b, ультразвуковой осциллятор 410 используется для воздействия ультразвуком на головку 110 и на корпус 120 шипа 100. В соответствии с этим вариантом осуществления, форма ультразвукового осциллятора 410 соответствует форме шипа, в особенности - форме того конца шипа 100, из которого выступает головка 110. Таким образом, площадь контакта А« между ультразвуковым осциллятором 410 и шипом 100 является большой, как можно видеть на чертеже. Под площадью контакта подразумевается площадь той поверхности, которой ультразвуковой осциллятор 410 упирается в шип 100, когда на шип 100 нажимает ультразвуковой осциллятор 410. В одном из примеров шип 100 имеет поперечное сечение с площадью AN в плоскости, перпендикулярной его продольному направлению SN. В одном из примеров, площадь контакта А« составляет по меньшей мере половину, например, по меньшей мере 75% от площади поперечного сечения AN. На фиг. 3b площадь контакта AK составляет по меньшей мере 90%, на практике - приблизительно 100% площади поперечного сечения AN шипа. В соответствии с вариантом осуществления по фиг. 3с колебаниям подвергают только головку 110 шипа, и отношение между площадями AK и AN, соответственно, меньше. На фиг. 3а колебаниям подвергается только корпус 120. Предпочтительно, колебаниям подвергают, по меньшей мере, корпус 120 шипа, поскольку таким образом предотвращается передача ультразвука через дополнительные стыки, поскольку клеящее вещество 130 расположено между корпусом 120 и шиной 200. Более предпочтительно, головка 110 шипа также подвергается воздействию ультразвука для предотвращения создания между головкой 110 шипа и корпусом 120 силы отрыва, действующей на головку 110 шипа. Было обнаружено, что при фокусировании ультразвуковых колебаний только на корпусе шипа, головка 110 шипа может оторваться от корпуса шипа.
[028] Было обнаружено, что ультразвуковой нагрев клеящего вещества раскрытым выше способом дает некоторые неожиданные преимущества. Во-первых, этот нагрев осуществляется, по существу, в клеящем веществе 130, что делает процесс быстрым и экономичным. Во-вторых, было обнаружено, что при ультразвуковом нагреве шип 100 точно становится в своем углублении 210. Это происходит благодаря тому, что при колебаниях шип 100 автоматически находит правильное положение в углублении 210 под шип. В-третьих, оказалось, что клеящее вещество 130 при ультразвуковом нагреве нагревается равномерно. В некоторых других способах активирования клеящего вещества путем нагрева шипа перепады температур шипа приводят к тому, что клеящее вещество активируется неравномерно. В-четвертых, оказалось, что ультразвуковой нагрев повышает прочность клеящего вещества. Этому может способствовать тот факт, что при ультразвуковом нагреве ультразвуковые колебания эффективно распространяют расплавленное клеящее вещество 130 в микротрещины и/или другие неровности поверхности шипа 100 и/или шины 200, таким образом повышая прочность клеящего вещества 130. В-пятых, было обнаружено, что использование ультразвука позволяет использовать в установочном инструменте 300 различные материалы, даже если в этом установочном инструменте расположен ультразвуковой осциллятор 410. В некоторых других способах, например на основе индукции, предпочтительным может быть использование в инструменте непроводящих материалов.
[029] В соответствии с вариантом осуществления по фиг. 5a-5d, шип 100 противоскольжения подвергается воздействию ультразвука посредством осциллятора 410 в инструменте 300 для установки шипа, по меньшей мере после введения шипа 100 в углубление под шип. Шип 100 может также подвергаться воздействию ультразвука в процессе его введения в углубление. Например, осциллятор может быть выполнен как часть поршня 310, с помощью которого шип 100 вводится в углубление 210. В соответствии с одним из вариантов осуществления, в отношении раскрытых выше преимуществ, инструмент 300 для установки шипа содержит ультразвуковой осциллятор 410 и губки 305, и, кроме того, губки 305 содержат металл.
[030] Как можно видеть на фиг. 2 и 3а, шип 100 может быть установлен в углубление под шип способами из уровня техники (см. фиг. 2), а после этого может использоваться отдельный осцилляторный инструмент 400 для нагрева клеящего вещества 130, расположенного в углублении 210 между шипом 100 и шиной 200. Таким образом, отдельный от установочного инструмента 300 осцилляторный инструмент 400 используется, чтобы подвергнуть шип 100 противоскольжения механическим колебаниям с ультразвуковой частотой после введения шипа 100 в углубление 210.
[031] Ясно, что шип 100 может подвергаться ультразвуковым колебаниям для нагрева клеящего вещества 130 с помощью первого ультразвукового осциллятора 410 в установочном инструменте (ср. фиг. 5а-5с) и второго ультразвукового осциллятора 410 в отдельном осцилляторном инструменте 400 (ср. фиг. 3а). Предпочтительно, шип 100 противоскольжения подвергают механическим колебаниям с ультразвуковой частотой посредством осциллятора 410 в инструменте 300 для установки шипа. Это упрощает необходимое оборудование.
[032] Предпочтительно, шип 100 подвергают колебаниям с ультразвуковой частотой в диапазоне от 20 до 35 кГц. Оказалось, что эта ультразвуковая частота эффективно нагревает основную часть подходящих клеящих веществ 130. Известно, что интенсивность звука прямо пропорциональна квадрату амплитуды и квадрату частоты. Следовательно, должно быть ясно, что эффективность нагрева зависит от интенсивности звука. Следовательно, для получения необходимой тепловой мощности с более низкой амплитудой колебаний можно использовать более высокие ультразвуковые частоты. В соответствии с одним из вариантов осуществления, шип 100 подвергают механическим ультразвуковым колебаниям таким образом, что амплитуда колебаний шипа составляет от 5 до 60 мкм. На то, каким образом энергия колебаний передается от осциллятора 410 на шип 100, может влиять, помимо прочего, сила давления, оказываемая на шип 100 осциллятором 410, а также площадь контакта AK, остающаяся между осциллятором 410 и шипом 100. Использование слишком большой амплитуды может вызвать отрыв головки 110 шипа, такой как твердосплавный штифт или его часть. Таким образом, предпочтительно выбирать ультразвуковую частоту в верхней части указанного диапазона, что уменьшает необходимую амплитуду. В соответствии с одним из вариантов осуществления, шип 100 подвергается воздействию ультразвуковой частоты от 25 до 35 кГц.
[033] В свете вышеизложенного нагревание клеящего вещества 130 должно осуществляться быстро. В соответствии с одним из вариантов осуществления, время подачи на клеящее вещество энергии, необходимой для приклеивания, составляет от 0,2 до 1,5 секунд, например - приблизительно одну секунду. Такое время является достаточно коротким для осуществления приклеивания шипа в промышленном масштабе. Слишком длительное время может повредить шип, состарить его корпус 120 и/или оторвать головку 110. При этом может также износиться применяемый инструмент. Слишком короткое время, в свою очередь, приведет к тому, что клеящее вещество 130 не активируется в достаточной степени.
[034] На фиг. 4а-4с представлены некоторые режимы ультразвуковых колебаний. На фиг. 4а колебания 412 (обозначенные стрелкой 412) ультразвукового осциллятора 410 осуществляются только в направлении, параллельном продольному направлению SN шипа 100. Таким образом, колебания, которым подвергают шип 100, имеют составляющую только в продольном направлении SN шипа 100. На фиг.4b колебания ультразвукового осциллятора 410 осуществляются только в направлении 412 вокруг оси, определенной продольным направлением SN шипа 100 в плоскости, поперечной продольному направлению SN шипа 100. Следовательно, колебания, которым подвергают шип 100, имеют составляющую только вокруг оси, определенной продольным направлением SN шипа 100 в плоскости, поперечной продольному направлению SN шипа 100. Как можно видеть на фиг. 4с, используемый ультразвук может содержать обе указанных составляющих. Как можно видеть на фиг. 4а и 4b, обозначенная выше амплитуда и ее предпочтительная магнитуда может относиться, например, только к одной из двух составляющих колебаний. Как можно видеть на фиг. 4с, обозначенная выше амплитуда и ее предпочтительная магнитуда может относиться, например, ко всем колебаниям, включая обе составляющие, представленные на фиг. 4а и 4b.
[035] В соответствии с вариантом осуществления по фиг. 5a-5d, шип 100 устанавливают следующим образом. Как можно видеть на фиг. 5а, установочный инструмент 300 фокусируют относительно шины 200 путем выравнивания головки для введения шипа установочного инструмента 300, в частности - его губок 305, с углублением 210 под шип. После этого, как видно на фиг. 5b, инструмент 300, в частности - его губки 305, проталкивают в углубление 210 под шип. Как правило, губки 305 проталкивают до дна углубления 210. После этого, как видно на фиг. 5с, шип 100 проталкивают из губок 305 в углубление 210, вследствие чего губки 305 растягивают углубление 210. Шип можно проталкивать посредством поршня 310. На том же этапе в процессе или после введения шипа 100 в углубление 210, губки 305 вытягивают из углубления под шип. В течение некоторого времени часть губок 305 и по меньшей мере часть шипа 200 могут находиться в углублении 210. Как видно на фиг. 5d, поршень 310 используют для удержания шипа 100 в углублении 210, когда губки 305 вытягивают из этого углубления.
[036] Как можно видеть на фиг. 5a-5d, шиповальный инструмент 300 может содержать ультразвуковой осциллятор 410. Ультразвуковой осциллятор 410 может быть встроен в стержень, такой как поршень. Ультразвуковой осциллятор может быть встроен в поршень 310, посредством которого шип 100 вводят в углубление 210 под шип. Таким образом ультразвуковой нагрев может начаться, например, сразу после выведения губок 305 из углубления 210. Нагрев может быть возможен уже на том шаге, когда одна из губок 305 находится между шипом 100 и шиной 200. Однако это приведет к ненужному износу губок 305 инструмента 300. Клеящее вещество 130 не обязательно нагревать посредством такого ультразвукового осциллятора.
[037] После установки шипа 100 (которая, опционально, включает или не включает в себя ультразвуковой нагрев), шиповальный инструмент 300 и/или шину 200 перемещают так, что установочный инструмент 300 выравнивается с шиной 200 таким образом, что головка для введения шипа установочного инструмента, в частности - губки 305, обращены к следующему пустому углублению 210 под шип. Следующий шип можно установить в это пустое углубление раскрытым выше способом.
[038] При использовании отдельного ультразвукового инструмента 400 (см. фиг. 3а), он может использоваться на соответствующем шаге после введения шипа 100 в углубление 210 раскрытым выше способом. Соответствующим шагом, например, является шаг, когда установочный инструмент 300 уже не находится на пути ультразвукового инструмента 400. В соответствии с таким вариантом осуществления, шип 100 подвергают воздействию ультразвука с помощью отдельного от установочного инструмента 300 осциллятора 400 по меньшей мере через 1,5 секунды после введения шипа 100 в углубление 210. Клеящее вещество 130 можно нагревать посредством ультразвукового осциллятора 410, расположенного в установочном инструменте 300, и посредством отдельного ультразвукового инструмента 400. Кроме того, может применяться несколько ультразвуковых инструментов 400 для одного шипа, например, последовательно по времени. Кроме того, можно осуществлять нагревание двух или более шипов одновременно посредством двух или более разных ультразвуковых инструментов 400. Ввиду гибкости использования инструментов, может быть предпочтительным выполнение одного ультразвукового инструмента 400 для ультразвукового воздействия только на один шип.
[039] Ультразвуковой нагрев может быть полностью независимым процессом, который может осуществляться даже через значительный промежуток времени после установки шипа в шину. Шипованные шины могут находиться на промежуточном хранении, и клеящее вещество 130 может активироваться с помощью ультразвука при последующем нагреве, отдельном от шипования. Промежуточное хранение может осуществляться на расстоянии, например, по меньшей мере 2 м от шиповального инструмента 300.
[040] Настоящее изобретение и различные варианты его осуществления не ограничены приведенными примерами. Отдельные раскрытые признаки могут присутствовать в решении в соответствии с настоящим изобретением независимо от других описанных отдельных признаков. Описания признаков, включенных в прилагаемую формулу изобретения, открыты, что означает, что включение этих характеристик в описание не исключает из решения других характеристик, которые не представлены в независимых или зависимых пунктах прилагаемой формулы изобретения.
Способ установки шипа (100) противоскольжения в автомобильную шину (200) включает в себя обеспечение вещества (130) между шипом (100) противоскольжения и шиной (200), причем это вещество активируют для образования клеящего вещества, когда температура превышает граничную температуру. Шип (100) противоскольжения вводят в углубление (210) под шип посредством установочного инструмента (300). После этого шип (100) противоскольжения подвергают механическим колебаниям с ультразвуковой частотой для нагревания вещества (130) между шипом (100) противоскольжения и углублением (210) под шип до температуры, превышающей граничную, для активирования адгезионной способности вещества (130). Технический результат – повышение прочности сцепления шипа противоскольжения с шиной. 8 з.п. ф-лы, 5 ил.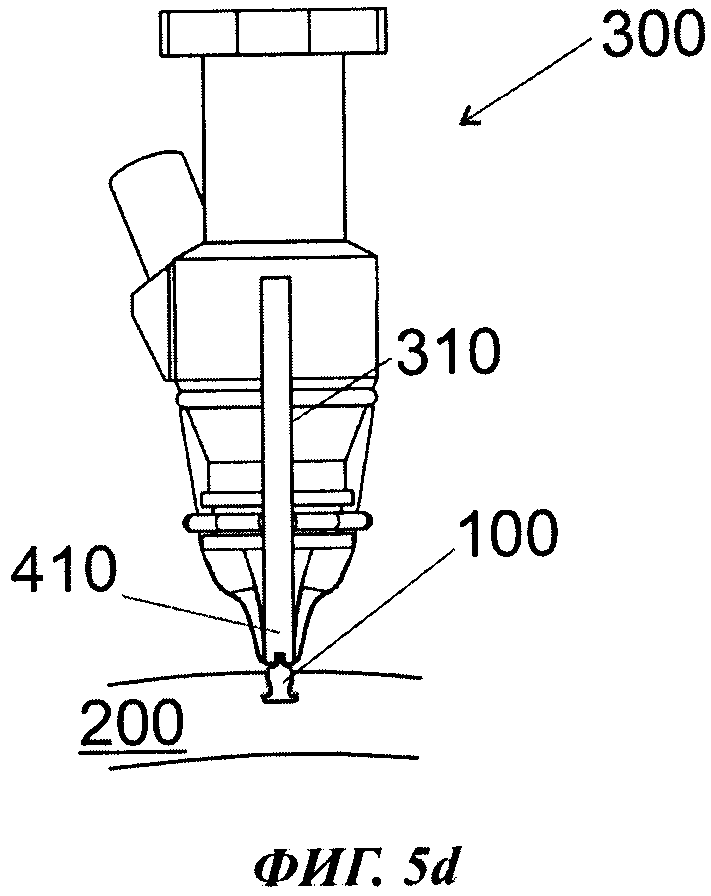
1. Способ установки шипа (100) противоскольжения в автомобильную шину (200), в котором:
автомобильная шина (200) содержит протектор, предназначенный для вхождения в контакт качения с землей, причем этот протектор содержит рисунок, содержащий углубления (210) под шипы для шипов (100) противоскольжения;
шип (100) противоскольжения содержит корпус (120) шипа и головку (110) шипа, прикрепленную к корпусу (110) шипа, причем данный способ содержит следующее:
обеспечивают вещество (130) между шипом (100) противоскольжения и шиной (200), причем это вещество активируют для образования клеящего вещества при температуре, превышающей граничную температуру, и
вставляют шип (100) противоскольжения в углубление (210) под шип посредством установочного инструмента (300), причем способ после вставления шипа (100) противоскольжения в углубление (210) под шип содержит следующее:
подвергают шип (100) механическим колебаниям с ультразвуковой частотой для нагревания вещества (130) между шипом (100) и углублением (210) под шип до температуры, превышающей граничную, что обусловливает активацию адгезионной способности вещества (130), отличающийся тем, что
шип (100) противоскольжения прижимают посредством ультразвукового осциллятора (410), подвергая шип (100) механическим колебаниям с ультразвуковой частотой, и
выбирают амплитуду механических колебаний с ультразвуковой частотой, которым подвергают шип (100) противоскольжения, таким образом, что шип (100) противоскольжения приводят к колебаниям с амплитудой от 5 до 60 мкм.
2. Способ по п. 1, отличающийся тем, что указанное вещество (130) обеспечивают на поверхности шипа (100) противоскольжения.
3. Способ по п. 1 или 2, отличающийся тем, что шип (100) противоскольжения подвергают механическим колебаниям с ультразвуковой частотой посредством осциллятора (410), находящегося в инструменте (300) для установки шипа противоскольжения.
4. Способ по п. 1 или 2, отличающийся тем, что подвергают шип (100) противоскольжения механическим колебаниям с ультразвуковой частотой посредством осцилляторного инструмента (400), отдельного от установочного инструмента 300.
5. Способ по п. 1 или 2, отличающийся тем, что корпус (120) и также предпочтительно головку (110) шипа противоскольжения (100) подвергают механическим колебаниям с ультразвуковой частотой.
6. Способ по п. 1 или 2, отличающийся тем, что шип (100) противоскольжения подвергают механическим колебаниям с частотой в ультразвуковом диапазоне, например, от 20 до 35 кГц.
7. Способ по п. 1 или 2, отличающийся тем, что шип (100) противоскольжения подвергают механическим колебаниям с ультразвуковой частотой в течение от 0,2 до 1,5 секунд, предпочтительно в течение 1 секунды.
8. Способ по п. 1 или 2, отличающийся тем, что механические колебания с ультразвуковой частотой, которым подвергают шип (100) противоскольжения, имеют составляющую в продольном направлении (SN) шипа противоскольжения.
9. Способ по п. 1 или 2, отличающийся тем, что механические колебания с ультразвуковой частотой, которым подвергают шип (100) противоскольжения, имеют составляющую, проходящую вокруг оси в продольном направлении (SN) шипа (100) противоскольжения в плоскости, поперечной оси в продольном направлении (SN) шипа (100) противоскольжения.
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2004 |
|
RU2255959C1 |
| Рабочая жидкость для механических насосов | 1983 |
|
SU1180383A1 |
| WO 03082555 A1, 09.10.2003. | |||

