[001] Настоящее изобретение относится к способу изготовления шины транспортного средства, содержащей протектор, предназначенный для контакта с поверхностью земли при качении. Протектор снабжен протекторным рисунком, содержащим кольцевые и поперечные канавки для удаления воды из пятна контакта шины с поверхностью земли, а также содержит шипы противоскольжения, устанавливаемые в протектор и включающие в себя корпус шипа и твердосплавный штифт, закрепленный в корпусе шипа.
[002] Настоящее изобретение также относится к шине транспортного средства, изготовленной указанным способом.
[003] В области производства шин для транспортных средств известна оснастка зимних шин, в особенности разработанных для покрытых снегом и оледенелых дорог, металлическими шипами противоскольжения, улучшающими сцепление с дорогой. Функция таких шипов - вгрызаться в лед и устанавливать таким образом механическую связь между дорогой и шиной на то краткое время, пока шип контактирует с дорогой при прокате шины по данному месту дороги. Типовой шип включает корпус шипа, изготовленный из легкого металла или аналогичного материала, и штифт, изготовленный из твердого сплава, причем только твердосплавный штифт в первую очередь предназначен для контакта с поверхностью земли.
[004] Из уровня техники известно несколько разных способов установки шипа противоскольжения в протектор. В частности, способ установки шипа противоскольжения раскрыт в документе FI 123775 В. В этом способе используют трехкулачковый установочный инструмент для захвата шипа противоскольжения и вдавливания шипа в посадочное отверстие, предусмотренное в протекторе шины транспортного средства и полученное вулканизацией в пресс-форме. Размеры этого посадочного отверстия - примерно на 40-60% меньше размеров соответствующего шипа противоскольжения, причем благодаря упругости материала шины шип противоскольжения сравнительно сильно сдавливается, поэтому шип противоскольжения будет оставаться устойчивым во все время службы шины.
[005] Общеизвестно использование клея для закрепления шипов противоскольжения в посадочных отверстиях, образованных в шине. Подобная методика приклеивания применяется на практике примерно с тех пор, как металлические шипы стали крепить к пневматическим шинам, изготовленным из резины. Такие методы создавали проблемы, связанные с тем, что в случае передозировки жидкий клей, как правило, разъедал шину, и с тем, что долговечность связи между металлическим шипом противоскольжения и резиной шины была очень низка. Практически, наиболее типичная область применения этой технологии включает разного рода специальные применения для изделий с коротким сроком службы, например для шин раллийных автомобилей.
[006] Из уровня техники известен документ WO 2011069702 А1, согласно которому шипы противоскольжения закрепляют с использованием термостойкого клея и интенсивной обработки паром или соответствующего нагрева.
[007] Согласно известному из уровня техники документу ЕР 2255959 В1 шипы противоскольжения предварительно обрабатывают адгезивом, который после установки нагревают устройством индукционного нагрева, при этом адгезив активируется и, после охлаждения, приклеивает шип противоскольжения в посадочном отверстии.
[008] Таким образом, типовой процесс приклеивания шипа к шине транспортного средства включает в себя покрытие шипа тонким слоем клея, ошиповку шины и затем активацию клея при повышенной температуре. Одна из главных проблем этого способа заключается в том, что активация клея требует отдельной технологической операции и, как правило, сравнительно высокой температуры в диапазоне 150-250°С. Для активации клея возможно использование, например, индукционного нагрева, как раскрыто в документе ЕР 2255959, или нагрева всей шины, например, в автоклаве. Однако при индукционном нагреве шипа в шине этот нагрев трудно контролировать, а кроме того, требуется осторожность, чтобы не нагревать металлический пояс. Нагрев всей шины, в свою очередь, может повредить материалы шины, требует больших затрат энергии и времени. Далее, было обнаружено, что при индукционном нагреве шипов, установленных в шине, твердосплавные вставки некоторых шипов выпадают. Это может происходить из-за неравномерного нагрева шипа. Кроме того, при нагреве шипа, установленного в шине, может произойти выход шипа из его гнезда. Это может быть вызвано нагревом воздуха в воздушном кармане, оставшемся под шипом: в результате давление воздуха стремится вытолкнуть шип наружу. Кроме того, нагрев уже установленного шипа может потребовать значительного времени вследствие слабого энергопереноса от индукционной катушки, подведенной к шипу. Для обеспечения достаточного контакта между катушкой индукционного нагревателя и шипом может потребоваться сравнительно сильно прижимать к шипу катушку индукционного нагревателя в процессе нагрева, что может, в свою очередь, вызвать отклонение глубины установки шипа. Однако правильная глубина установки шипа очень важна в плане работы шины, так как слишком мало выступающий шип не держит, а слишком далеко выступающий легко выпадает.
[009] Цель настоящего изобретения заключается в предложении новаторского способа закрепления шипа противоскольжения в шине. Постоянной тенденцией в автомобилестроении является увеличение мощности двигателя, что вызывает увеличение силы изгиба шипа противоскольжения при ускорении. В частности, на голом асфальте, не покрытом льдом или снегом, при тяжелом транспортном средстве и мощном двигателе, эта сила изгиба шипа значительна и может вызвать преждевременное выпадение шипов противоскольжения. Таким образом, задача заключается в увеличении силы сцепления между шипом противоскольжения и материалом шины путем добавления адгезива.
[010] Способ согласно настоящему изобретению отличается тем, что шип противоскольжения, устанавливаемый в шину, нагревают для активации клея до установки шипа противоскольжения в шину. Шип противоскольжения может быть нагрет при ошиповке с помощью того же устройства, которое используют для установки шипа противоскольжения в шину. При нагреве шипа до установки, воздух, нагретый шипом, может быть выведен вместе с инструментом из гнезда, предусмотренного для шипа, причем влияние давления воздуха в воздушном кармане в гнезде на глубине установки шипа остается малым. Далее, шип может быть установлен в свое гнездо обычным образом, причем устройство индукционного нагрева само по себе не влияет на глубину установки шипа.
[011] В способе согласно настоящему изобретению шип индукционно нагревают до установки шипа в шину. Общие принципы индукционного нагрева раскрыты в вышеуказанном патентном документе ЕР 2255959 В1. При нагреве шипа до его установки в шину возможно расположение индукционной катушки вокруг шипа для обеспечения очень эффективного нагрева, и время нагрева может составлять несколько десятых секунды. Таким образом, промежуток времени между нагревом и установкой шипа в шину может быть достаточно коротким для обеспечения клеевого соединения. Нагрев шипа может выполняться в процессе смещения шиповальной головки, причем время цикла не слишком затягивается и отдельной операции для активации клея не требуется.
[012] Далее, было обнаружено, что достаточная адгезия достигается даже при кратком нагреве. Это связано с тем, что, при установке шипа противоскольжения в шину вскоре после нагрева, в шину устанавливается еще горячий шип. Далее, материал шины имеет сравнительно высокие теплоизоляционные свойства. Поэтому, даже если шип противоскольжения уже не нагревают, когда он установлен в шину, температура клея, окружающего шип противоскольжения, все еще остается достаточно высокой в течение достаточно долгого времени для достижения приемлемой степени адгезии.
[013] Далее, согласно одному из вариантов осуществления клей, т.е. адгезив, наносится в виде покрытия шипа противоскольжения до нагрева шипа устройством индукционного нагрева. В одном из вариантов осуществления адгезив наносится только в виде покрытия шипа противоскольжения. При вставке такого шипа 100 противоскольжения в гнездо 210, между шипом 100 противоскольжения и шиной 200 уже имеется адгезив 130. Когда такой шип подвергается индукционному нагреву до его установки, клеевое покрытие, пластифицированное нагревом, действует как смазка, облегчая установку шипа в шину. Из-за приклеивания шипа использование других смазок, как правило, невозможно, так как другие смазки ухудшили бы создаваемую клеем адгезию между шипом и шиной.
[014] Согласно одному из вариантов осуществления шип противоскольжения нагревают индукционной катушкой, сквозь которую шип противоскольжения проводят в процессе его установки. Расположение индукционной катушки вокруг шипа обеспечивает также улучшенный контроль нагрева и более равномерный нагрев шипа.
[015] В одном из вариантов осуществления шип противоскольжения выдерживают в зоне нагрева устройства индукционного нагрева в течение, по меньшей мере, времени нагрева шипа. Это может быть реализовано, например, механическим опиранием шипа противоскольжения в двух направлениях, по меньшей мере, во время нагрева шипа противоскольжения устройством индукционного нагрева. Опирание шипа предпочтительно, так как в противном случае магнитное поле индукционной катушки могло бы вытолкнуть шип из рабочей зоны катушки.
[016] Ниже настоящее изобретение раскрывается со ссылкой на варианты его осуществления, представленные на сопроводительных чертежах.
[017] На фиг. 1 показан вид сбоку шипа противоскольжения;
[018] на фиг. 2 показана на виде сбоку установка шипа противоскольжения в шину, конкретно - в гнездо, созданное в шине;
[019] на фиг. 3а показан вид сбоку установочного инструмента для установки шипа противоскольжения в шину;
[020] на фиг. 3d показан вид сбоку раздатчика шипов установочного инструмента;
[021] на фиг. 4 показан вид сбоку установочного инструмента для установки шипа противоскольжения в шину; и
[022] на фиг. 5а-5е показаны шаги ошиповки шины.
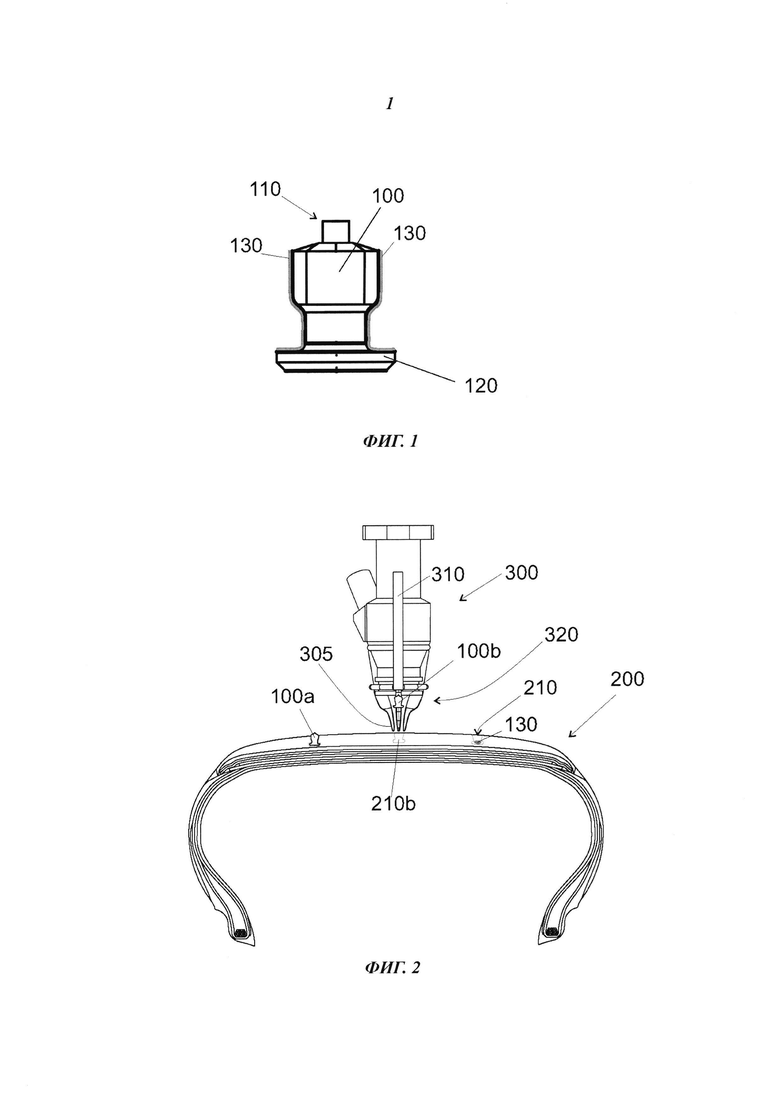
[023] На фиг. 1 показан шип 100 противоскольжения на виде сбоку. Шип 100 противоскольжения содержит вставку 110 противоскольжения, которая, будучи установлена в шину 200, выступает из шины 200, вследствие чего при использовании шины входит в контакт с дорожным покрытием. Вставка 110 противоскольжения, т.е. увеличения трения, расположена на первом конце шипа 100 противоскольжения в его продольном направлении. На втором конце в продольном направлении шип 100 противоскольжения содержит основание 120, отходящее от корпуса шипа противоскольжения в радиальном направлении, перпендикулярном продольному направлению. Это дает то преимущество, что шип может быть плотно установлен в соответствующее гнездо 210, т.е. глухое отверстие 210, предусмотренное в шине 200 (см. фиг. 2). Соответствующее гнездо 210 имеет дно и может быть шире у дна, чем у верха, чтобы отвечать форме шипа 100 противоскольжения. Как правило, указанная вставка 110 противоскольжения образует часть указанного твердосплавного штифта. Соответственно, основание 120 может быть включено в вышеуказанный корпус шипа, т.е. корпус шипа 100.
[024] На фиг. 2 показан разрез шипа 100 противоскольжения (именно 100b), устанавливаемого в шину 200. Шина 200 содержит глухие гнезда 210, 210b, в которые могут быть установлены шипы 100 противоскольжения или - в случае шипа 100а - уже установлен шип противоскольжения. В одно гнездо 210 устанавливают один шип 100 противоскольжения. При установке шипа 100 установочный инструмент 300 вводят в шину посредством ввода кулачков 305 инструмента в гнездо 210. После этого шип 100 вдавливают в кулачках 305 до дна гнезда 210, причем донный фланец 120 шипа 100 раздвигает кулачки 305 инструмента 300, а кулачки 305 инструмента 300 соответственно раздвигают гнездо 210, делая его достаточно широким для шипа 100. И наконец, извлекают инструмент 300 из гнезда 210.
[025] Вернемся к фиг. 1; в одном из вариантов осуществления клей 130, т.е. адгезив 130, наносят на поверхность шипа 100 противоскольжения еще до установки шипа противоскольжения в гнездо 210 шины 200. Альтернативно или дополнительно, клей 130 может быть введен в гнездо 210 шины (см. фиг. 2). Выгоднее наносить клей 130 на поверхность шипа противоскольжения. Предпочтительно клей 130 наносят только на поверхность шипа 100 противоскольжения. Таким образом, между шипом 100 противоскольжения и шиной 200 имеется адгезив 130 для улучшения адгезии между шипом 100 противоскольжения и шиной 200. Далее, адгезив 130, нанесенный на поверхность шипа 100, может играть роль смазки, как раскрыто выше.
[026] В качестве клея 130 может применяться любой подходящий термоактивируемый клей 130. Обычно такой клей активируется, когда его температура возрастает, по меньшей мере, до 150 градусов Цельсия. Как правило, для активации клея предпочтительно, чтобы температура оставалась достаточно высокой в течение достаточно длительного времени. Это может быть обеспечено поддержанием соответствующей температуры клея 130 в процессе вклеивания шипа 100 в шину 200. Для активации клея 130 шип 100 противоскольжения нагревают предпочтительно до температуры в диапазоне 150-250°С. Таким образом, с одной стороны, клей 130 активируется, а с другой, он остается достаточно горячим в течение достаточно длительного времени после установки шипа 100 противоскольжения, благодаря теплоизолирующим свойствам шины 200. Возможно также использование термопластичного адгезива 130 типа термоклея, адгезивные свойства которого основаны на отверждении самого адгезивного материала после его расплавления. В этом случае не имеет особого значения, как долго клей остается горячим.
[027] Как раскрыто выше, можно уменьшить количество технологических шагов и тем самым ускорить и упростить процесс производства, если шип 100 противоскольжения нагревать еще до его установки в гнездо 210, т.е., например, когда никакая часть шипа 100 противоскольжения еще не введена в гнездо 210. Сам по себе нагрев может выполняться, например, индукционно (т.е. с использованием магнитной индукции).
[028] Использование магнитной индукции известно и в способах нагрева вообще, и в способах нагрева шипов. При индукционном нагреве токопроводящая деталь подвергается воздействию переменного магнитного поля, при этом в указанной детали возбуждается электрический ток и деталь электрически нагревается. Согласно настоящему изобретению используют шип 100 противоскольжения, содержащий токопроводящий материал. Шип 100 противоскольжения может содержать токопроводящий материал, например, в твердосплавный вставке.
[029] В этом контексте «твердый сплав» означает, помимо прочего, твердый сплав в традиционном понимании. Твердый сплав, как правило, представляет собой износостойкий металлический композитный материал, который может содержать вольфрам в виде карбида и связующее - обычно, кобальт. Такие композиты могут также содержать карбид титана, карбид тантала, карбид молибдена или карбид ванадия. В этом контексте разного рода материалы на керамической основе, прочностные свойства и износостойкость которых соответствуют таковым твердых сплавов, или, в частности, износостойкие полимеры, также могут рассматриваться в качестве материалов, аналогичных твердым сплавам. Если сам твердосплавный штифт не является токопроводящим, то из токопроводящего материала, например легкого металла, может быть изготовлен корпус шипа противоскольжения. Легкий металл - технически хороший материал для корпуса шипа, так как он обладает и хорошей теплопроводностью, благодаря чему адгезив 130 в процессе установки легко может быть доведен до достаточно высокой температуры.
[030] Как правило, шип 100 противоскольжения содержит твердосплавный штифт, связанный с корпусом шипа 100 противоскольжения. Корпус шипа 100 противоскольжения может содержать подходящий легкий металл или аналогичный материал. Сечение твердосплавного штифта шипа может представлять собой круг, овал, квадрат, прямоугольник, ромб, параллелограмм, пятиугольник, шестиугольник, семиугольник, восьмиугольник, звезду, соответствующую одной из вышеперечисленных форм, или аналогичную фигуру. То или иное сечение твердосплавного штифта, так же как изменение ориентации этого сечения относительно периферического направления, т.е. направления качения, может влиять, и даже значительно, на свойства шины транспортного средства, оснащенного шипами противоскольжения.
[031] Обратимся к фиг. 2; установка шипа 100 противоскольжения в шину 200 может выполняться установочным инструментом 300. С помощью установочного инструмента 300 шип 100 противоскольжения устанавливают в шину 200 транспортного средства таким образом, что шип 100 противоскольжения располагается в установочном инструменте 300 в заданной ориентации. Шиповальную головку 320 вставляют в гнездо 210 шины таким образом, что кулачки 305 шиповальной головки доходят до дна гнезда 210. С помощью установочного инструмента 300, например, поршня 310, шип 100 противоскольжения вставляют в заранее подготовленное гнездо 210 на внешней поверхности шины 200. В то время как поршень 310 вдавливает шип 100, донный фланец 120 раскрывает кулачки 305 шиповальной головки 320, и шип 100 может быть вставлен в гнездо 210 поршнем 310. Кроме того, шип 100 устанавливается в желаемых положении и ориентации относительно шины 200. И наконец, шиповальную головку 320 извлекают из гнезда 210 так, что поршень 310 при этом подпирает шип 100 в его гнезде 210, тем самым удерживая шип 100 неподвижным.
[032] Как раскрыто выше, адгезив 130 между шипом 100 противоскольжения и шиной 200 активируется нагревом шипа 100 противоскольжения с помощью устройства 330,350 индукционного нагрева. В представленных вариантах осуществления шип 100 противоскольжения подвергается индукционному нагреву устройством (или устройствами) 330,350 индукционного нагрева, предусмотренными в установочном инструменте 300, например, в его шиповальной головке 320 и/или раздатчике шипов.
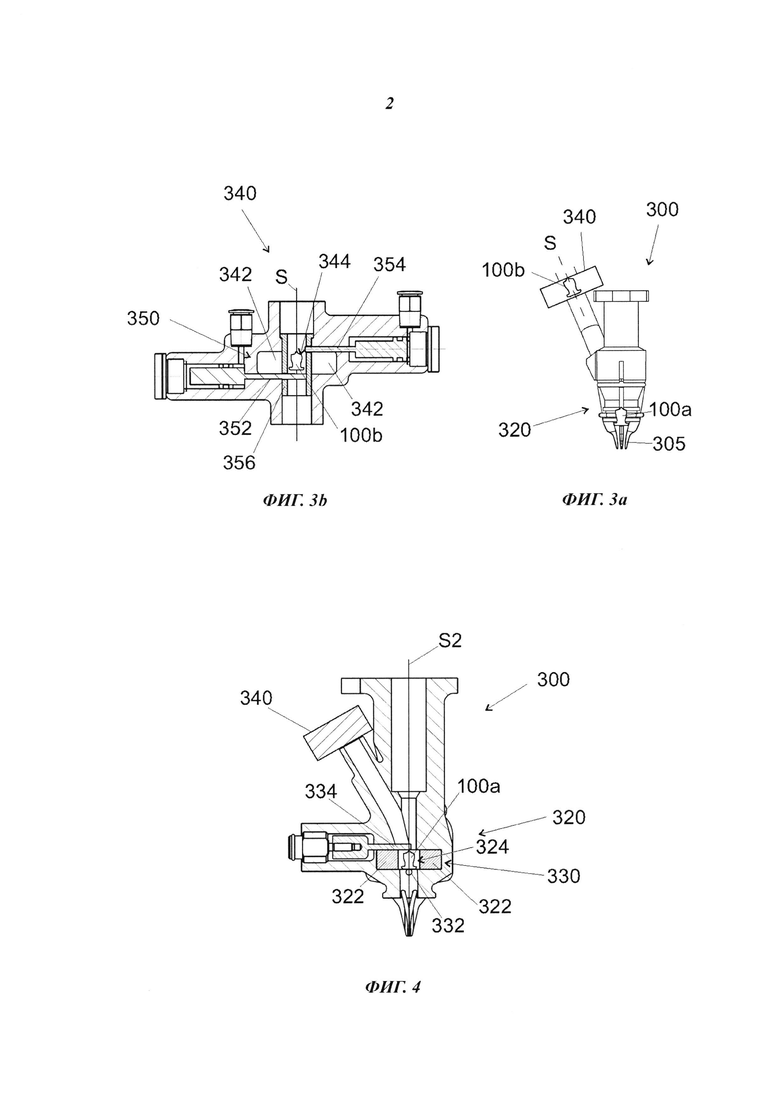
[033] Обратимся к фиг. 3a и 3b; в одном из вариантов осуществления шип противоскольжения, т.е. шип (100а, 100b), нагревают в раздатчике 340 шипов установочного инструмента 300 до шиповальной головки 320 шиповального инструмента. Проведение индукционного нагрева в раздатчике 340 шипов дает преимущество подходящей среды для нагрева шипа 100, но может создать нежелательную паузу между нагревом шипа и установкой шипа в шину.
[034] На фиг. 3а показан первый шип 100а, который был нагрет в раздатчике 340 шипов и перемещен в шиповальную головку 320. Как показано на фиг. 2, шип 100а может быть выдавлен из шиповальной головки 320 непосредственно в гнездо 210 шины 200. На фиг. 3а в раздатчике 340 шипов показан следующий шип 100b, т.е. шип 100b, который должен устанавливаться вслед за шипом 100а.
[035] Обратимся к фиг. 3b; раздатчик 340 шипов содержит устройство индукционного нагрева 350. Это устройство индукционного нагрева 350 содержит индукционную катушку 342. Предпочтительно, устройство 350 индукционного нагрева также содержит опоры 352, 354, описываемые ниже. Как хорошо известно, чтобы создать электромагнитное поле, индукционная катушка 342 содержит по меньшей мере одну, а как правило - несколько обмоток из токопроводящего материала. Индукционная катушка 342, т.е. ее токопроводящий элемент, например электрический провод, наматывается вокруг оси S. Таким образом, индукционная катушка окружает некоторое пространство 344 вдоль ее оси симметрии S для нагрева шипа. На фиг. 3b шип 100b для ясности показан в пространстве 344. Соответственно, шип 100b выполнен так, чтобы он проходил сквозь индукционную катушку 342 вдоль ее оси симметрии S. Далее, шип 100b выполнен так, чтобы он нагревался в пространстве 344 для нагрева шипа, причем пространство 344 остается внутри индукционной катушки 342 на оси симметрии этой катушки. Таким образом, шип 100 нагревают такой индукционной катушкой 342, сквозь которую шип противоскольжения проводят к шине 200. Это дает преимущество, поскольку магнитное поле, созданное индукционной катушкой 342, максимально именно в пространстве 344. Таким образом, потери, связанные с нагревом, могут быть минимизированы. Далее, нагреву подвергается именно и только шип 100b, расположенный в пространстве 344. Таким образом достигаются эффективность и быстрота нагрева. В плане эффективности процесса важна достаточная скорость нагрева. В варианте осуществления с фиг. 3а и 3b шип проводят к шине 200 с помощью шиповальной головки 320, расположенной за индукционной катушкой 342.
[036] На фиг. 3а и 3b шип проходит, по меньшей мере, некоторое расстояние вдоль оси симметрии S катушки 342. Траектория шипа проходит через указанное пространство 344. Например, траектория шипа может включать часть оси S, и в некоторой точке направление перемещения шипа может быть параллельно оси S.
[037] Как показано на фиг. 3b, устройство индукционного нагрева 350 раздатчика 340 шипов содержит также первую опору 352 и вторую опору 354. Указанные опоры 352, 354 могут быть смещены к траектории шипа 100b и от нее - в направлении, перпендикулярном направлению перемещения шипа 100b. На фиг. 3b первая опора 352 расположена на траектории шипа, а вторая опора 354 расположена вне его траектории. В процессе индукционного нагрева обе опоры 352, 354 расположены на траектории шипа 100b. Таким образом, опоры 352, 354 выполнены для механического опирания шипа 100 в двух направлениях, по меньшей мере, во время нагрева шипа противоскольжения устройством 350 индукционного нагрева. В частности, опоры 352, 354 выполнены для опирания шипа 100 в направлении перемещения шипа и в промежутке между опорами. Таким образом, опоры 352, 354 используют для удержания шипа 100 противоскольжения в нагреваемом пространстве 344 индукционной катушки 352, по меньшей мере, во время нагрева шипа 100 противоскольжения. Это дает преимущество, поскольку электрический ток, возбужденный в шипе 100b в процессе нагрева, создает магнитное поле, которое взаимодействует с магнитным полем индукционной катушки 342. А это взаимодействие, как правило, стремится вытолкнуть шип 100b из нагреваемого пространства 344. И описанное механическое опирание предпочтительно в плане контролируемости процесса нагрева.
[038] Предпочтительно, индукционная катушка 342 (и/или индукционная катушка 322, описываемая ниже) имеет размер, соответствующий шипу 100 противоскольжения, так что индукционные катушки 342, 322 выполнены для обеспечения механического опирания шипа 100 противоскольжения в направлении, перпендикулярном траектории шипа в процессе индукционного нагрева. В частности, сами катушки 342, 322 также выполнены для удержания шипа 100 в нагреваемом пространстве 344, 324 катушек 342, 322 в процессе индукционного нагрева. Внутренние диаметры катушек 342, 322 могут также быть больше, чем наружный диаметр шипа 100, причем может быть использована отдельная втулка 356 или аналогичный элемент, так что катушки 342, 322 могут поддерживать шип 100 с помощью втулки. Если используют втулку, то ее предпочтительно изготавливают из диэлектрика, например из пластмассы или керамики, чтобы направить электромагнитную энергию в шип 100, а не в указанную втулку.
[039] Обратимся к фиг 4; в одном из более предпочтительных вариантов осуществления шип 100 нагревают, по меньшей мере, в шиповальной головке 320, причем временной промежуток между нагревом шипа и установкой шипа в шину 200 делается настолько коротким, насколько возможно. Шиповальной головкой 320 называется та часть инструмента 300, которая содержит установочные кулачки 305. Таким образом, расстояние между устройством индукционного нагрева 330 и вершинами кулачков 305 шиповальной головки 320 может составлять, например, не более 10 см или не более 6 см.
[040] Шиповальная головка 320, показанная на фиг. 4, содержит устройство индукционного нагрева 330, содержащее индукционную катушку 322. Как и в варианте осуществления с фиг. 3а и 3b, индукционная катушка 322 в варианте осуществления с фиг. 4 также ограничивает пространство 324 вдоль ее оси симметрии S2 для нагрева шипа 100а. На фиг. 4 шип 100а для ясности показан в пространстве 324. Соответственно, шип 100а выполнен так, чтобы он проходил сквозь индукционную катушку 322 вдоль ее оси симметрии S2. Далее, шип 100а выполнен так, чтобы он нагревался в пространстве 324 для нагрева шипа, причем пространство 324 остается внутри индукционной катушки 322 на оси симметрии S2 этой катушки. Таким образом, шип 100 нагревают такой индукционной катушкой 322, сквозь которую шип 100 противоскольжения проводят к шине 200. Это дает вышеописанные преимущества. В варианте осуществления с фиг. 4 шип проводят к шине 200 непосредственно с помощью шиповальной головки 320, которая содержит устройство индукционного нагрева 330.
[041] В варианте осуществления с фиг. 4 устройство индукционного нагрева 330 шиповальной головки 320 дополнительно содержит первую опору 332 и вторую опору 334. Указанные опоры 332, 334 могут быть смещены к траектории шипа 100а и от нее в направлении, перпендикулярном траектории шипа 100а. Опоры 332, 334 выполнены для механического опирания шипа 100а в двух направлениях, по меньшей мере, во время нагрева шипа 100 противоскольжения устройством индукционного нагрева 322. В частности, опоры 332, 334 выполнены для опирания шипа 100а в направлении перемещения шипа и в промежутке между опорами (332, 334). Таким образом, опоры 332, 334 используют для удержания шипа 100 противоскольжения в нагреваемом пространстве 324 индукционной катушки 322, по меньшей мере, во время нагрева шипа 100 противоскольженияa.
[042] Далее, в варианте осуществления с фиг. 4 сама индукционная катушка 322 подпирает шип 100а в направлении, перпендикулярном направлению перемещения шипа в процессе нагрева. В связи с вариантом осуществления с фиг. 4 возможно также использование втулки 356, подобной той, которая показана на фиг. 3b.
[043] На фиг. 4 также показан раздатчик 340 шипов. Понятно, что и шиповальная головка 320, и раздатчик 340 шипов могут содержать устройства индукционного нагрева 322, 342 описанного типа. Таким образом, например, шип 100 может быть предварительно нагрет в раздатчике 340 шипов и доведен в шиповальной головке 320 до температуры, требуемой для клея 130. Это может сократить время нагрева в шиповальной головке 320.
[044] Устройство (330, 350) индукционного нагрева нагревает не только шип 100, но и любой токопроводящий материал вокруг него. Часть энергии магнитного поля неизбежно утекает из индукционной катушки (322, 342) за границы нагреваемого пространства (324, 344). Нагрев, производимый магнитным полем, может быть весьма значительным. Магнитное поле может управляться конструкцией катушки и магнитопроводами, например ферритовыми пластинами, связанными с катушкой. Тем не менее некоторая энергия магнитного поля рассеивается вне нагреваемого пространства. Поэтому предпочтительно, чтобы шиповальная головка 320 или, по меньшей мере, вышеуказанные опоры (332, 334, 352, 354), кулачки 305 и/или любые другие части вблизи индукционной катушки 322, 342 были изготовлены из диэлектрика или материала с малой электропроводностью. К материалам с малой электропроводностью относятся материалы с собственным удельным сопротивлением, по меньшей мере, 10-2 Ом⋅м. Например, многие пластмассы являются материалами с малой электропроводностью или изоляторами. Предпочтительно этот материал должен также быть теплостойким, так как он контактирует с шипом 100, температура которого может быть в диапазоне 150-250°С. Например, в качестве такого материала может быть использован политетрафторэтилен (тефлон®) или ПолиФениленСульфид (ПФС). Для достижения достаточной механической долговечности поршень 310 может изготавливаться из металла. Таким образом, магнитный поток устройства 330, 350 индукционного нагрева может управляться так, что индукционная катушка 322, 342 создает магнитное поле, только когда шип 100 находится в нагреваемом пространстве 324, 344. Опционно или дополнительно, возможно проводить магнитный поток устройства 330, 350 индукционного нагрева таким образом, чтобы индукционная катушка 322, 342 создавала магнитное поле, только когда шип 100 находится в нагреваемом пространстве 324, 344 - или никакой твердый объект, например поршень 310, не находится в нагреваемом пространстве 324, 344. Например, электропитание устройства 330, 350 индукционного нагрева может отключаться на то время, когда поршень 310 находится в нагреваемом пространстве 324, 344.
[045] Предпочтительно, шип 100 вставляют в гнездо 210 шины 200 сразу после индукционного нагрева. Индукционный нагрев проводится в течение некоторого периода времени. Указанный период заканчивается с прекращением индукционного нагрева, например, когда отключается питание катушки 322, 342 и/или шип выводится из нагреваемого пространства 324, 344. Если шип 100 подвергается индукционному нагреву несколько раз, например, первый раз - в раздатчике 340 шипов и затем в шиповальной головке 320, указанный период относится к последнему нагреву перед вставкой шипа 100 в шину 200. Предпочтительно указанный период заканчивается не более, чем на 1 с раньше момента вставки шипа 100 в шину 200. Более предпочтительно, указанный период заканчивается в момент времени, который не более, чем на 0,5 с, или не более, чем на 0,3 с опережает момент вставки шипа 100 в шину 200. Как правило, чем короче этот период, тем лучше. Этот период может составлять, например, по меньшей мере, 0,001 с или, по меньшей мере, 0,01 с.
[046] Чтобы достичь достаточной температуры активации для клея 130, шип 100 противоскольжения нагревают до температуры в диапазоне 150-250°С перед вставкой шипа 100 противоскольжения в указанное гнездо 210. В частности, шип 100 противоскольжения индукционно нагревают до указанной температуры перед вставкой шипа 100 противоскольжения в указанное гнездо 210.
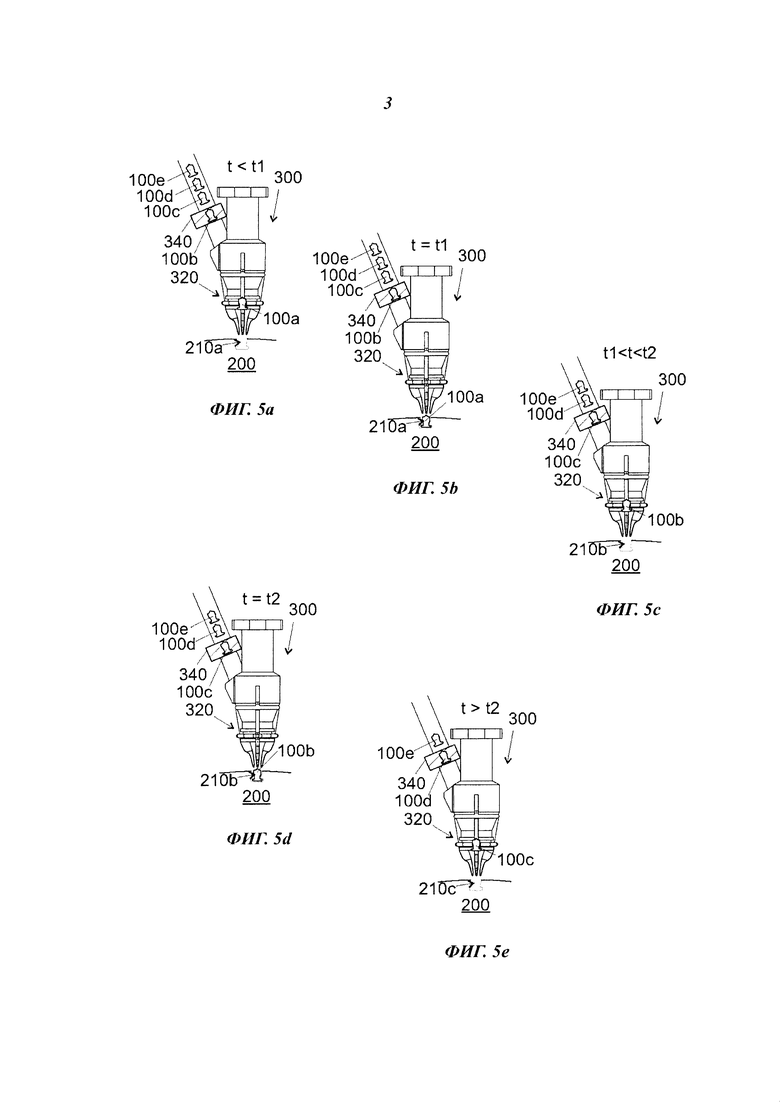
[047] Обратимся к фиг. 2 и 5а-5е; ошиповку шины 200 выполняют установкой нескольких шипов 100 в шину 200 вышеописанным способом. На фиг. 5а-5е, буква "t" относится к тому моменту процесса ошиповки, который иллюстрируется на соответствующей фигуре. В частности, в процессе установки первый шип 100а устанавливают в первое гнездо 210а в первый момент t1 времени. Этот момент времени может относиться, например, к самому раннему времени, когда шип 100 вдавлен в его гнездо 210, и к моменту остановки шипа 100 относительно шины 200. После этого кулачки 305 можно вытащить из гнезда 210, как раскрыто выше. Далее, установочный инструмент 300 и/или шину 200 перемещают, чтобы выставить установочный инструмент 300, в частности, его установочную головку 320 напротив следующего гнезда 210b. Шина 200 может быть, например, повернута вокруг ее оси вращения и/или смещена в направлении ее оси вращения. Дополнительно или альтернативно, установочный инструмент 300 может быть смещен в направлении оси вращения шины 200 и/или в направлении касательной к поверхности шины 200, перпендикулярном оси вращения. Вслед за тем второй шип 100b устанавливают во второе гнездо 210b во второй момент t2 времени. Сказанное выше о первом моменте времени, применимо, с соответствующими изменениями, и к этому второму моменту t2 времени. Предпочтительно шип 100 противоскольжения нагревают до требуемой температуры за период времени, который короче, чем интервал t2-t1 между указанными вторым и первым моментами времени. Если применяется предварительный нагрев, общее время нагрева может быть увеличено. Предпочтительно, шип 100 противоскольжения нагревают до требуемой температуры в шиповальной головке 320 в течение периода времени, который короче, чем интервал t2-t1 между указанными вторым и первым моментами времени.
[048] Фиг. 5а-5е иллюстрируют процесс ошиповки в разные моменты времени. Номера позиций 100а, 100b, 100с, 100d и 100е на этих фигурах относятся к шипам 100, устанавливаемым в хронологической последовательности. И гнезда 210, в которые шипы устанавливаются, обозначены номерами позиций 210а, 210b и 210с, соответствующими шипам 100а, 100b и 100с, соответственно. На фиг. 5а иллюстрируется положение до указанного первого момента времени, когда первый шип 100а находится в шиповальной головке 320 шиповального инструмента 300, а второй шип ЮОЬ находится в раздатчике 340 шипов шиповального инструмента 300. Таким образом, например, первый шип 100а может быть нагрет в шиповальной головке 320. Альтернативно или дополнительно, второй шип 100b может быть нагрет в раздатчике 340 шипов. На фиг. 5b иллюстрируется положение в указанный первый момент t1 времени, когда первый шип 100а только что вставлен в его гнездо. Для ясности иллюстрации на фиг. 5b не показаны кулачки 305 в гнезде 210а, хотя кулачки 305 могут находиться в гнезде 210 в этот момент t1 процесса. На фиг. 5 с иллюстрируется положение после первого момента t1 времени, когда второй шип 100b находится в шиповальной головке 320 шиповального инструмента 300, а третий шип 100 с находится в раздатчике шипов шиповального инструмента 300. Таким образом, например, второй шип 100b может быть нагрет (или дополнительно нагрет) в шиповальной головке 320. На фиг. 5d иллюстрируется положение в указанный второй момент t2 времени, когда второй шип 100b только что вставлен в его гнездо 210b. Для ясности иллюстрации на фиг. 5d не показаны кулачки 305 в гнезде 210b, хотя кулачки 305 могут находиться в гнезде 210b в этот момент t2 процесса. На фиг. 5е иллюстрируется положение после второго момента t2 времени, когда третий шип 100 с находится в шиповальной головке 320 шиповального инструмента 300, а четвертый шип 100d находится в раздатчике шипов шиповального инструмента 300.
[049] Как раскрыто выше, в одном из вариантов осуществления второй шип 100 противоскольжения нагревают устройством индукционного нагрева 342 в раздатчике 340 шипов установочного инструмента 300 до первого момента t1 времени. Альтернативно или дополнительно, в одном из вариантов осуществления второй шип 100 противоскольжения нагревают индукционным нагревателем 322 в шиповальной головке 320 установочного инструмента 300 между первым t1 и вторым 12 моментами времени. Что касается нагрева, в частности - в шиповальной головке 320, второй шип 100 противоскольженияb предпочтительно нагревают устройством индукционного нагрева 322 в шиповальной головке 320 установочного инструмента только между первым t1 и вторым t2 моментами времени. Как раскрыто выше, для предварительного нагрева второго шипа 100b могут быть использованы другие нагревательные устройства в другие периоды времени.
[050] Как раскрыто выше, температура шипа 100 может быть поднята последовательными устройствами индукционного нагрева за несколько шагов нагрева, например, от комнатной температуры до температуры указанного более высокого температурного диапазона. Например, если используют три устройства индукционного нагрева и увеличивают температуру шипа 100 от 30°С до 150°С, т.е. нагревают шип на 120°С, каждое устройство индукционного нагрева может нагревать шип на 40°С или по меньшей мере одно из указанных нагревательных устройств нагревает шип по меньшей мере на 40°С. Такой нагрев происходит в описанный выше период времени [t1, t2]. Обозначение [t1, t2] относится к периоду времени, начинающемуся с момента t1 и заканчивающемуся в момент t2, причем обе крайние точки включены в указанный период времени.
[051] Предпочтительно температура шипа 100 может быть поднята от комнатной температуры до температуры в вышеуказанном диапазоне, максимум, двумя устройствами индукционного нагрева, причем таким образом, что каждое устройство индукционного нагрева используют в интервале времени между операциями шипования, т.е. во время смещения. Как раскрыто выше, один период смещения имеет протяженность t2-t1. Как правило, процесс стандартизован, так что все периоды смещения имеют существенно одинаковую протяженность. Таким образом, в одном из вариантов осуществления шип 100 нагревают во время смещения, т.е. между моментами времени t2 и t1, по меньшей мере, на 70 градусов Цельсия; другими словами, шип нагревают так, что его температура в указанный период времени возрастает, по меньшей мере, на 70 градусов Цельсия. Предпочтительно шип 100 нагревают только в установочной головке 320. Соответственно, в одном из вариантов осуществления шип 100 нагревают во время смещения, т.е. между моментами времени t2 и t1, по меньшей мере, на 120 градусов Цельсия.
[052] Предпочтительно, процесс ошиповки выполняется быстро. Предпочтительно, установочный инструмент и/или шину смещают относительно друг друга между двумя последовательными установками шипов так, что максимальный интервал между первым t1 и вторым t2 моментами времени составляет 1 с, выгоднее, когда максимальный интервал составляет 0,5 с, но предпочтительно, максимальный интервал составляет 0,3 с. Это увеличивает скорость процесса. Устройство может технически обусловливать минимальную величину этого интервала. По техническим причинам интервал между указанными моментами времени может составлять, например, по меньшей мере 0,001 с или 0,01 с.
[053] Предпочтительно, время процесса используют (а) для установки шипа 100 и (б) для смещения инструмента 300 и/или шины 200. Поэтому в одном из вариантов осуществления установочный инструмент 300 и/или шину 200 передвигают в вышеуказанный период смещения так, что установочный инструмент 300 передвигается относительно шины 200 в первый t1 и второй t2 моменты времени указанного периода смещения, т.е., по меньшей мере, в течение половины периода t2-t1 между вторым t2 и первым t1 моментами времени. Более предпочтительно, установочный инструмент 300 и шина 200 смещаются относительно друг друга за указанный период [t1, t2] в течение по меньшей мере 75% продолжительности t2-t1 указанного периода [t1, t2]; другими словами, время смещения составляет, по меньшей мере, 75% продолжительности t2-t1 указанного периода [t1, t2].
[054] Настоящее изобретение и различные варианты его осуществления не ограничены приведенными выше примерами реализации. Представленные отдельные особенности могут входить в решение согласно настоящему изобретению независимо от других представленных отдельных особенностей. Терминологические выражения, включенные в формулу изобретения и описывающие имеющиеся отличительные особенности, имеют открытый характер в том смысле, что представление отличительных особенностей не исключает наличия в решении таких отличительных особенностей, которые не представлены в независимых или зависимых пунктах формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЬНОЙ ШИНЫ | 2016 |
|
RU2676367C2 |
| УСТРОЙСТВО ДЛЯ ОШИПОВКИ ШИНЫ | 2018 |
|
RU2756928C2 |
| УСТРОЙСТВО ДЛЯ ОШИПОВКИ ШИНЫ | 2021 |
|
RU2827638C2 |
| ШИПОВАННАЯ ПНЕВМАТИЧЕСКАЯ ШИНА И УСТРОЙСТВО ДЛЯ ОШИПОВКИ ШИНЫ | 2018 |
|
RU2756214C2 |
| Способ ошиповки шины транспортного средства и шипованная шина для транспортного средства | 2017 |
|
RU2665990C1 |
| ОБРАТНЫЙ КЛАПАН, ПЕРЕКЛЮЧАЕМЫЙ ПОТОКОМ | 2005 |
|
RU2358092C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ ОШИПОВКИ ПНЕВМАТИЧЕСКИХ ШИН ТРАНСПОРТНЫХ СРЕДСТВ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219070C2 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2021 |
|
RU2812303C1 |
| СИСТЕМА, ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ, И СПОСОБ УПРАВЛЕНИЯ ЕЮ | 2017 |
|
RU2711158C1 |
| МОДИФИКАЦИЯ ПЛАНА ТЕРАПИИ С ИСПОЛЬЗОВАНИЕМ МАГНИТНО-РЕЗОНАНСНЫХ ДАННЫХ, ПОЛУЧЕННЫХ В ПЕРИОД ОХЛАЖДЕНИЯ | 2013 |
|
RU2633912C2 |
Изобретение относится к способу изготовления шины транспортного средства. Способ содержит следующие шаги: применяют установочный инструмент (300) для вставки шипа (100) противоскольжения в предварительно созданное гнездо (210) в поверхности шины (200), причем шип (100) противоскольжения помещают в указанное гнездо (210) в желаемых положении и ориентации относительно шины (200). Обеспечивают адгезив (130) между шипом (100) противоскольжения и шиной (200) для улучшения адгезии между шипом (100) противоскольжения и шиной. Активируют указанный адгезив (130) нагревом шипа противоскольжения (100) с помощью устройства (330, 350) индукционного нагрева. Способ содержит нагрев шипа (100) противоскольжения устройством (330, 350) индукционного нагрева, расположенным в инструменте (300) для установки шипов противоскольжения, до вставки шипа (100) противоскольжения в указанное гнездо (210) указанным установочным инструментом (300). Технический результат - увеличение сцепления между шипом противоскольжения и материалом шины. 2 н. и 17 з.п. ф-лы, 5 ил.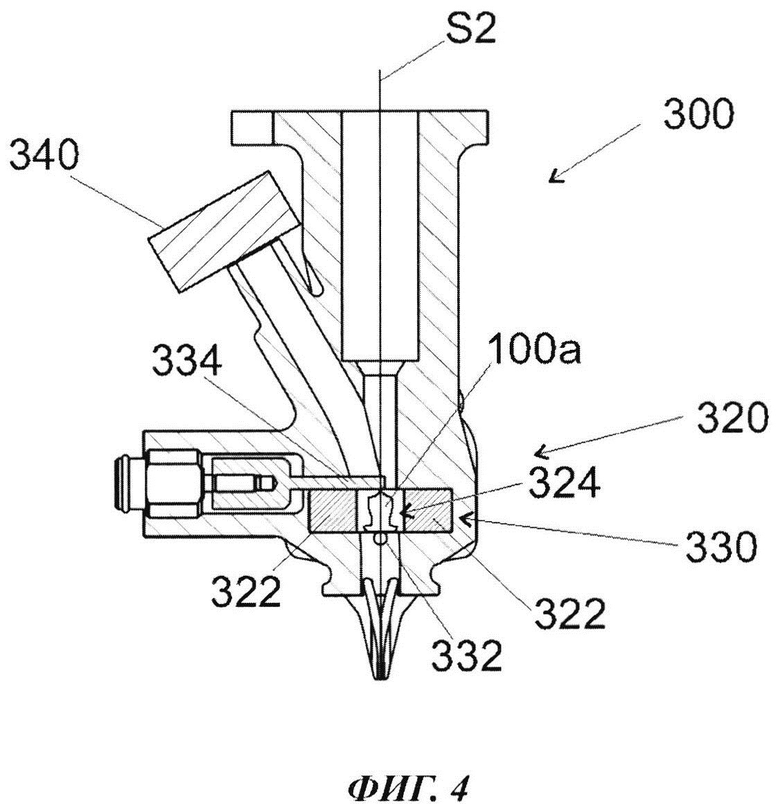
1. Способ установки шипа (100) противоскольжения в шину (200) транспортного средства, содержащий следующее:
устанавливают шип (100) противоскольжения в шину (200) транспортного средства таким образом, чтобы шип (100) противоскольжения располагался в желаемой ориентации в установочном инструменте (300);
применяют указанный установочный инструмент (300) для вставки шипа (100) противоскольжения в предварительно созданное гнездо (210) в поверхности шины (200), причем шип (100) противоскольжения помещают в указанное гнездо (210) в требуемых положении и ориентации относительно шины (200);
обеспечивают адгезив (130) между шипом (100) противоскольжения и шиной (200) для улучшения адгезии между шипом (100) противоскольжения и шиной; и
активируют, по меньшей мере, часть указанного адгезива (130) путем нагрева шипа (100) противоскольжения посредством устройства (330, 350) индукционного нагрева;
отличающийся тем, что
нагрев шипа (100) противоскольжения посредством устройства (330, 350) индукционного нагрева, расположенного в установочном инструменте (300) для установки шипов противоскольжения, выполняют до вставки шипа (100) противоскольжения в указанное гнездо (210) указанным установочным инструментом (300).
2. Способ по п. 1, отличающийся тем, что
используют устройство (330, 350) индукционного нагрева для нагрева шипа (100) противоскольжения, на который адгезив (130) нанесен в виде покрытия шипа (100) противоскольжения.
3. Способ по п. 1 или 2, отличающийся тем, что
вводят адгезив (130), исключительно или дополнительно, в указанное гнездо (210).
4. Способ по п. 1 или 2, отличающийся тем, что
нагревают шип (100) противоскольжения индукционной катушкой (322, 342), сквозь которую проводят шип противоскольжения.
5. Способ по п. 1 или 2, отличающийся тем, что
устройство (330, 350) индукционного нагрева для нагрева шипа (100) противоскольжения помещают в по меньшей мере одном из следующего: раздатчик (340) шипов инструмента (300) для установки шипов противоскольжения и шиповальная головка (320) инструмента (300) для установки шипов противоскольжения.
6. Способ по п. 1 или 2, отличающийся тем, что
нагревают шип (100) противоскольжения посредством устройства (330) индукционного нагрева, помещенного в шиповальную головку (320) инструмента (300) для установки шипов противоскольжения.
7. Способ по п. 1 или 2, отличающийся тем, что
механически опирают шип (100) противоскольжения в двух направлениях, по меньшей мере, во время нагрева шипа (100) противоскольжения устройством (330, 350) индукционного нагрева, причем
шип (100) противоскольжения удерживают в нагреваемом пространстве (324, 344) устройства (330, 350) индукционного нагрева в течение, по меньшей мере, времени нагрева шипа (100) противоскольжения.
8. Способ по п. 1 или 2, отличающийся тем, что
нагревают шип (100) противоскольжения посредством устройства (330, 350) индукционного нагрева, расположенного в установочном инструменте (300), в течение периода времени, который заканчивается не позднее чем за 1 с, более предпочтительно не позднее чем за 0,5 с и наиболее предпочтительно не позднее чем за 0,2 с до вставки шипа (100) противоскольжения в указанное гнездо (210).
9. Способ по п. 1 или 2, отличающийся тем, что
нагревают шип (100) противоскольжения до температуры в диапазоне 150-250°С до вставки шипа (100) противоскольжения в указанное гнездо (210).
10. Способ по п. 1 или 2, содержащий следующее:
нагревают шип (100) противоскольжения индукционной катушкой (322, 342), сквозь которую проводят шип противоскольжения, причем
устройство (330, 350) индукционного нагрева для нагрева шипа (100) противоскольжения помещают в по меньшей мере одном из следующего: раздатчик (340) шипов инструмента (300) для установки шипов противоскольжения и шиповальная головка (320) инструмента (300) для установки шипов противоскольжения.
11. Способ по п. 1 или 2, содержащий следующее:
нагревают шип (100) противоскольжения индукционной катушкой (322, 342), сквозь которую проводят шип противоскольжения, и
нагревают шип (100) противоскольжения посредством устройства (330) индукционного нагрева, помещенного в шиповальную головку (320) инструмента (300) для установки шипов противоскольжения.
12. Способ по п. 1 или 2, содержащий следующее
нагревают шип (100) противоскольжения индукционной катушкой (322, 342), сквозь которую проводят шип противоскольжения, и
механически опирают шип (100) противоскольжения в двух направлениях, по меньшей мере, во время нагрева шипа (100) противоскольжения устройством (330, 350) индукционного нагрева, причем
шип (100) противоскольжения удерживают в нагреваемом пространстве (324, 344) устройства (330, 350) индукционного нагрева в течение, по меньшей мере, времени нагрева шипа (100) противоскольжения.
13. Способ по п. 1 или 2, содержащий следующее
нагревают шип (100) противоскольжения индукционной катушкой (322, 342), сквозь которую проводят шип противоскольжения, и механически опирают шип (100) противоскольжения в двух направлениях, по меньшей мере, во время нагрева шипа (100) противоскольжения устройством (330, 350) индукционного нагрева, причем
шип (100) противоскольжения удерживают в нагреваемом пространстве (324, 344) устройства (330, 350) индукционного нагрева в течение, по меньшей мере, времени нагрева шипа (100) противоскольжения, и
устройство (330, 350) индукционного нагрева для нагрева шипа (100) противоскольжения помещают в по меньшей мере одном из следующего: раздатчик (340) шипов инструмента (300) для установки шипов противоскольжения и шиповальная головка (320) инструмента (300) для установки шипов противоскольжения.
14. Способ ошиповки шины (200) транспортного средства, отличающийся тем, что
устанавливают первый шип противоскольжения (100а) в первое гнездо (210а) шины (200) в первый момент (t1) времени способом по любому из пп. 1-13,
смещают установочный инструмент (300) и/или шину (200) таким образом, что установочный инструмент (300) встает напротив второго гнезда (210b), и
устанавливают второй шип противоскольжения (100b) во второе гнездо (210b) во второй момент (t2) времени, более поздний, чем первый момент (t1) времени, способом по любому из пп. 1-13, при этом
нагревают первый (100а) и/или второй (100b) шип противоскольжения, по меньшей мере, на 40°С в течение периода, который не превышает интервала (t2-t1) между вторым моментом (t2) времени и первым моментом (t1) времени.
15. Способ по п. 14, отличающийся тем, что
нагревают второй шип противоскольжения (100b) устройством индукционного нагрева (350) в раздатчике (340) шипов установочного инструмента (300) до первого момента (t1) времени.
16. Способ по п. 14 или 15, отличающийся тем, что
нагревают второй шип противоскольжения (100b) устройством индукционного нагрева (330) в шиповальной головке (320) установочного инструмента (300) в интервале между первым моментом (t1) времени и вторым моментом (t2) времени.
17. Способ по п. 14 или 15, отличающийся тем, что
нагревают второй шип противоскольжения (100b) устройством индукционного нагрева (330) в шиповальной головке (320) установочного инструмента (300) на по меньшей мере 120°С в интервале между первым моментом (t1) времени и вторым моментом (t2) времени.
18. Способ по п. 14 или 15, отличающийся тем, что
смещают установочный инструмент (300) и/или шину (200) таким образом, чтобы смещение установочного инструмента (300) относительно шины (200) происходило во время периода между первым моментом (t1) времени и вторым моментом (t2) времени, на протяжении интервала времени, составляющего по меньшей мере половину интервала между вторым моментом (t2) времени и первым моментом (t1) времени.
19. Способ по п. 14 или 15, отличающийся тем, что
смещают установочный инструмент (300) и/или шину (200) таким образом, чтобы смещение установочного инструмента (300) относительно шины (200) происходило во время периода между первым моментом (t1) времени и вторым моментом (t2) времени, на протяжении интервала времени, который не превышает 1 с, предпочтительно не превышает 0,5 с;
предпочтительно
смещают установочный инструмент (300) и/или шину (200) таким образом, чтобы временной интервал (t2-t1) между вторым моментом (t2) времени и первым моментом (t1) времени не превышал 1 с, предпочтительнее не превышал 0,5 с.
| СПОСОБ ПЕРЕРАБОТКИ НЕФТИ | 2004 |
|
RU2255959C1 |
| JP 2008207743 A, 11.09.2003 | |||
| WO 03082555 A1, 09.10.2003. | |||

