ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0001] Тактильные кнопки на мобильном устройстве, как правило, размещаются на внешних открытых поверхностях для простоты использования и по причинам эргономики. Эти кнопки, как правило, выступают над поверхностью устройства таким образом, чтобы при нажатии пальцем они могли легко перемещаться до точки включения выключателя. Для того чтобы обеспечить высококачественное восприятие от нажатия кнопки, зазор между кнопкой и приводом выключателя должен очень тщательно контролироваться в процессе изготовления. Если зазор слишком большой, то кнопка при ее нажатии будет качаться из стороны в сторону, что вызовет у потребителя неприятное ощущение. Если зазор слишком маленький (например, если требуется слишком маленькое воздействие), осязательное ощущение выключателя становится неприятным из-за маленькой величины хода кнопки. Если зазор слишком большой или слишком маленький, выход годной продукции уменьшается из-за ремонта или отбраковки устройств.
[0002] Некоторые решения нацелены на тщательный контроль размеров выключателя в сборе во время производства посредством коротких цепочек полей допуска, регулировку потребителем каждого из выключателей в сборе с использованием прокладок различных размеров, допущение плохого выхода годной продукции или приемку (и продажу) устройств с низким качеством осязательного ощущения. Каждое из этих решений является нежелательным. Например, тщательный контроль размеров является дорогим и часто неосуществимым из-за ограничений на архитектуру устройства. Регулировка потребителем каждого из выключателей в сборе является трудоемкой и логистически трудной, что приводит к повышению стоимости для потребителя. Потери в выходе продукции также обходятся дорого, в то время как осязательное ощущение низкого качества приводит к плохому восприятию потребителем и потере продаж.
[0003] Кроме того, события удара, например, случайное падение, могут приводить к потере тактильности и/или функциональных возможностей выключателя. Например, материалы, используемые в выключателе, могут постоянно деформироваться или раскалываться. Чтобы предотвратить это, некоторые существующие конструкции выключателей в сборе опираются только на собственные характеристики поглощения энергии шасси устройства. Под действием полной силы удара во время случайных падений такие существующие выключатели в сборе и кнопки часто повреждаются, что отрицательно сказывается на уровне удовлетворения запросов потребителей.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Варианты осуществления раскрытия направлены на оптимизацию выхода годной продукции путем определения пределов отказа зазора в множестве выключателей в сборе. Зазор в каждом из множества выключателей в сборе представляет собой величину хода от кнопки до привода выключателя. Единый размер прокладки вычисляется на основе определенных пределов отказа для оптимизации выхода годной продукции для множества выключателей в сборе. Для каждого из множества выключателей в сборе прокладка избирательно вставляется в выключатель в сборе на основе зазора для выключателя в сборе. В некоторых примерах скоба, приспособленная для кнопки, прокладки и привода выключателя, используется для поглощения энергии удара. Скоба имеет множество базовых поверхностей в трех измерениях, которые настраиваются для предотвращения отказа выключателя во время события удара.
[0005] Раздел "Сущность изобретения" приведен для того, чтобы в упрощенной форме ознакомить с подборкой концепций, которые дополнительно описаны ниже в разделе "Подробное описание изобретения". Раздел "Сущность изобретения" не предназначен для указания ключевых или существенных признаков заявленного изобретения, а также не предназначен для использования в качестве вспомогательного средства при определении объема заявленного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
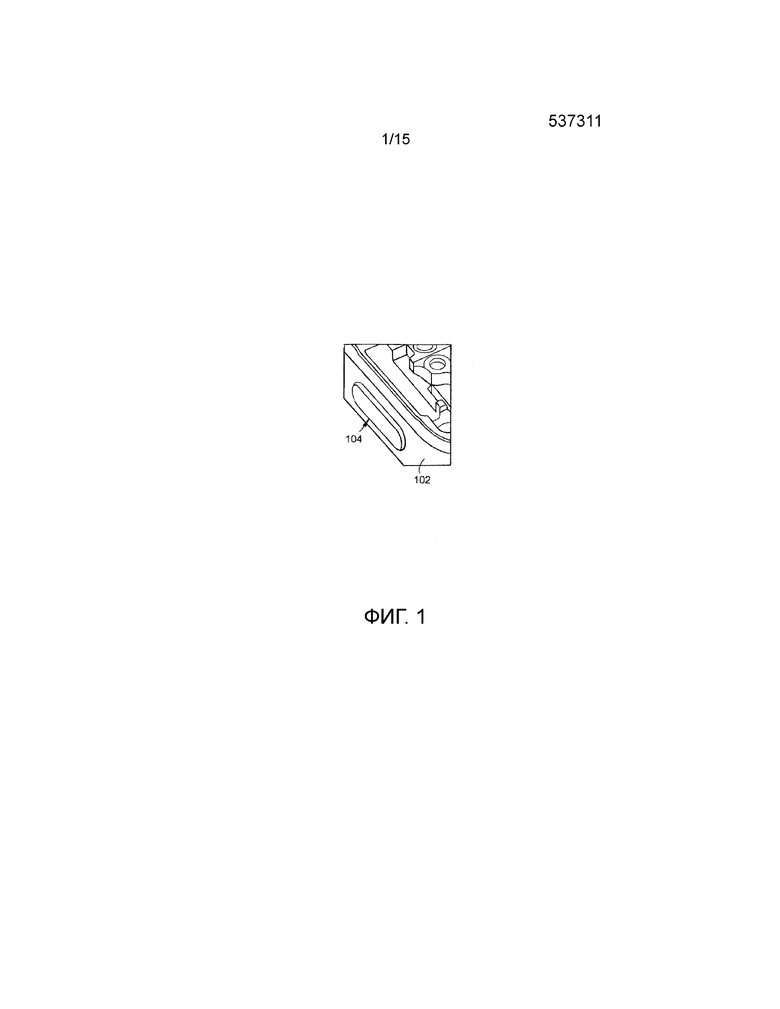
[0006] Фиг. 1 представляет собой вид в разрезе сбоку компоновки кнопки в вычислительном устройстве.
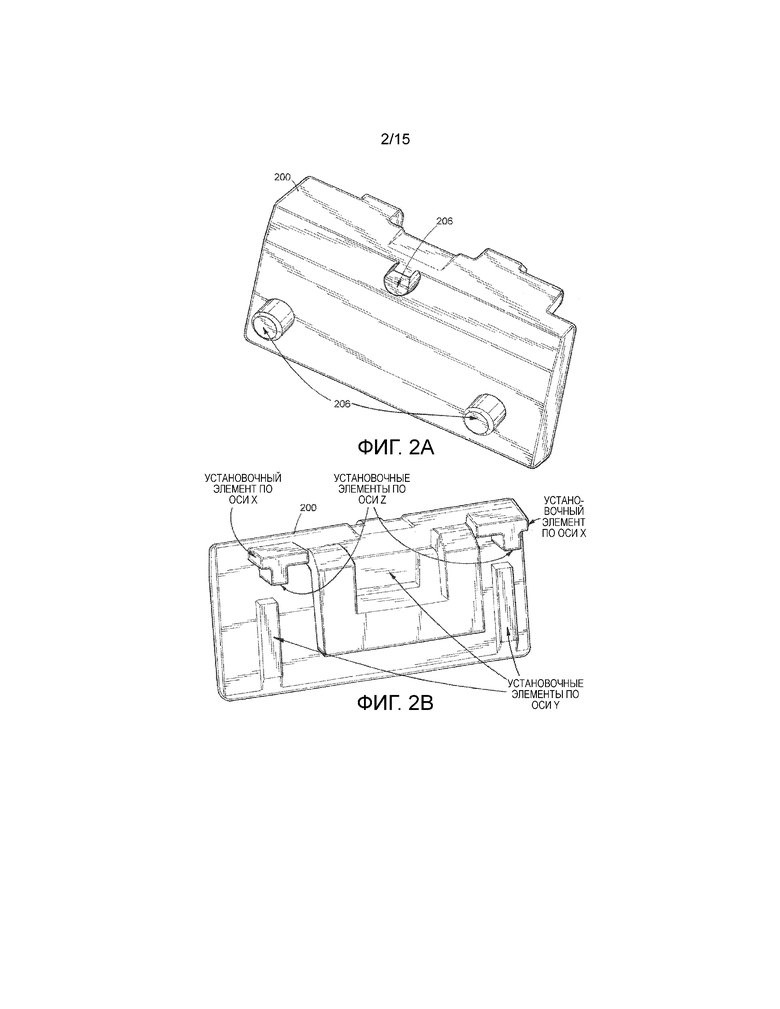
[0007] Фиг. 2А – примерный вид в разрезе (например, спереди) скобы, выполненной с возможностью приема прокладки и поглощения энергии удара во время события удара.
[0008] Фиг. 2B – примерный вид в разрезе (например, сзади) скобы, выполненной с возможностью приема прокладки и поглощения энергии удара во время события удара.
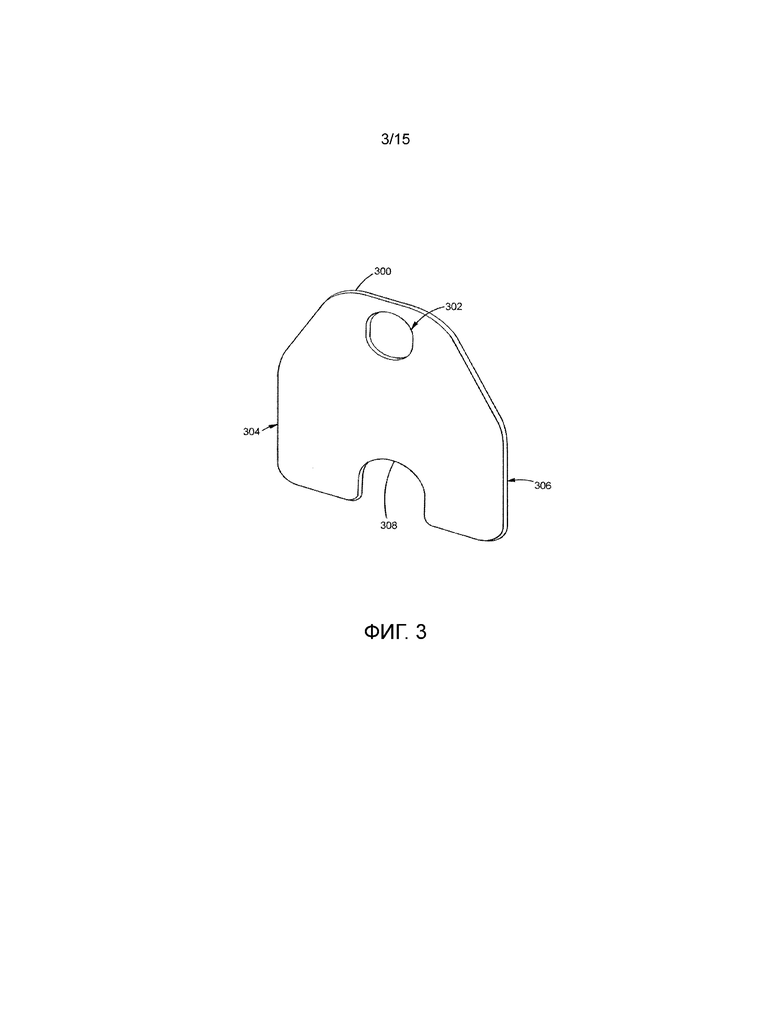
[0009] Фиг. 3 иллюстрирует примерный вид прокладки, имеющей единый размер для множества выключателей в сборе и выполненной с возможностью выборочной вставки в зазор.
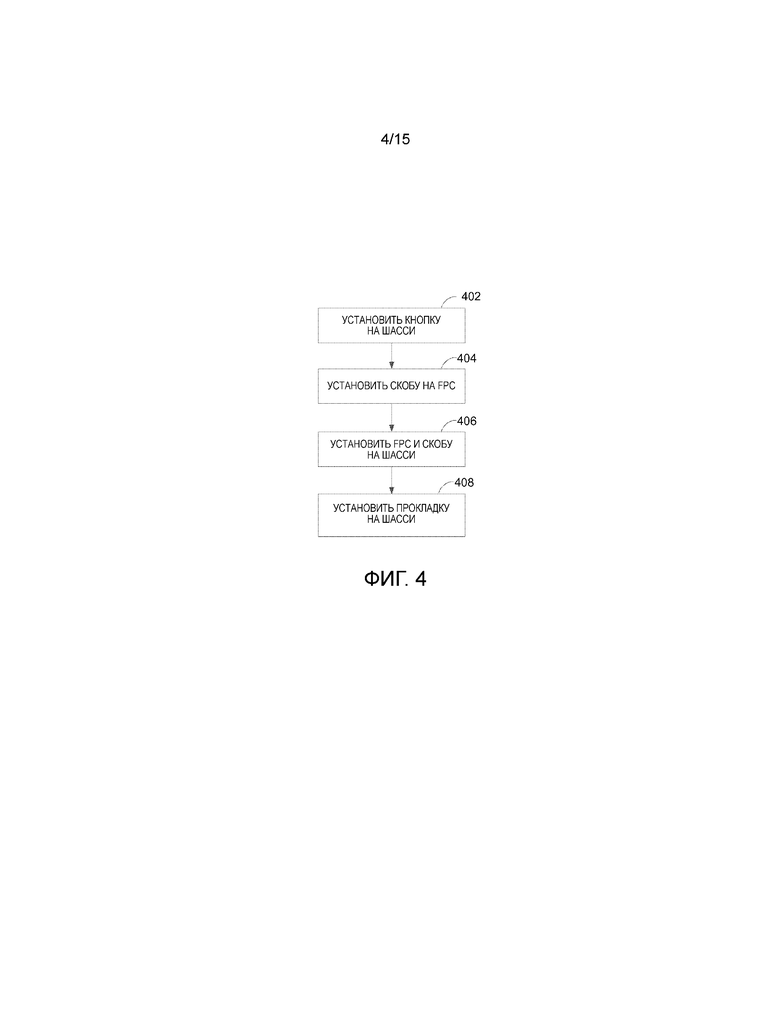
[0010] Фиг. 4 – блок-схема технологического процесса, иллюстрирующая примерный способ установки прокладки.
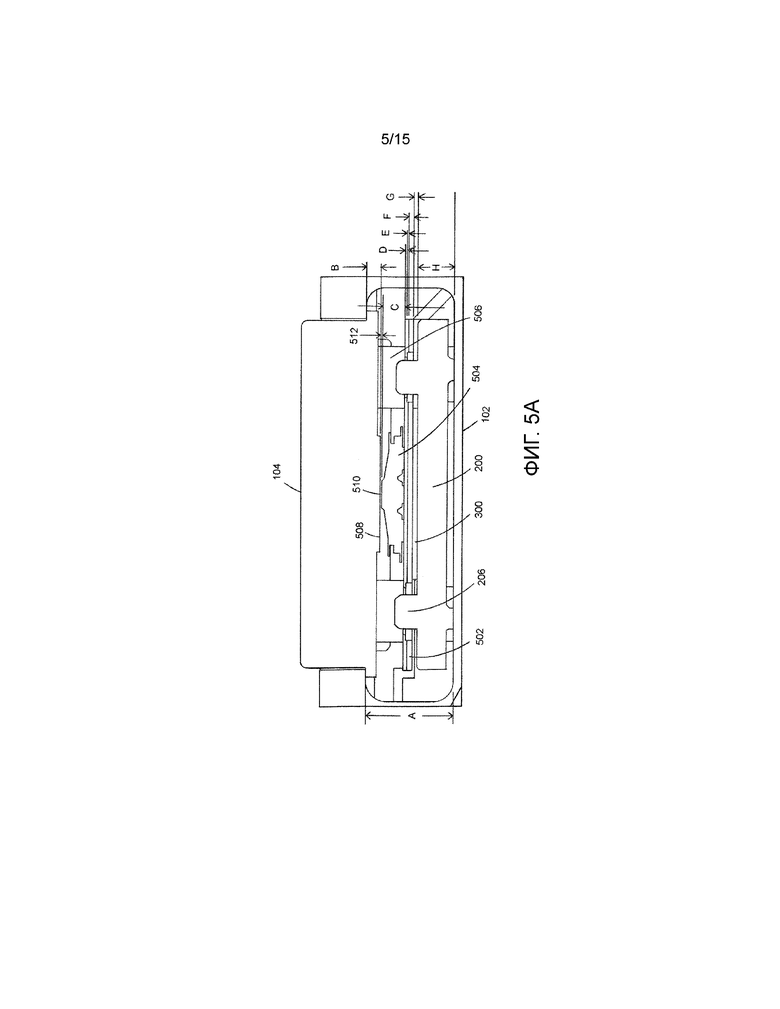
[0011] Фиг. 5А – примерная блок-схема, иллюстрирующая в разрезе тактильный пакетный выключатель для вычислительного устройства согласно варианту осуществления.
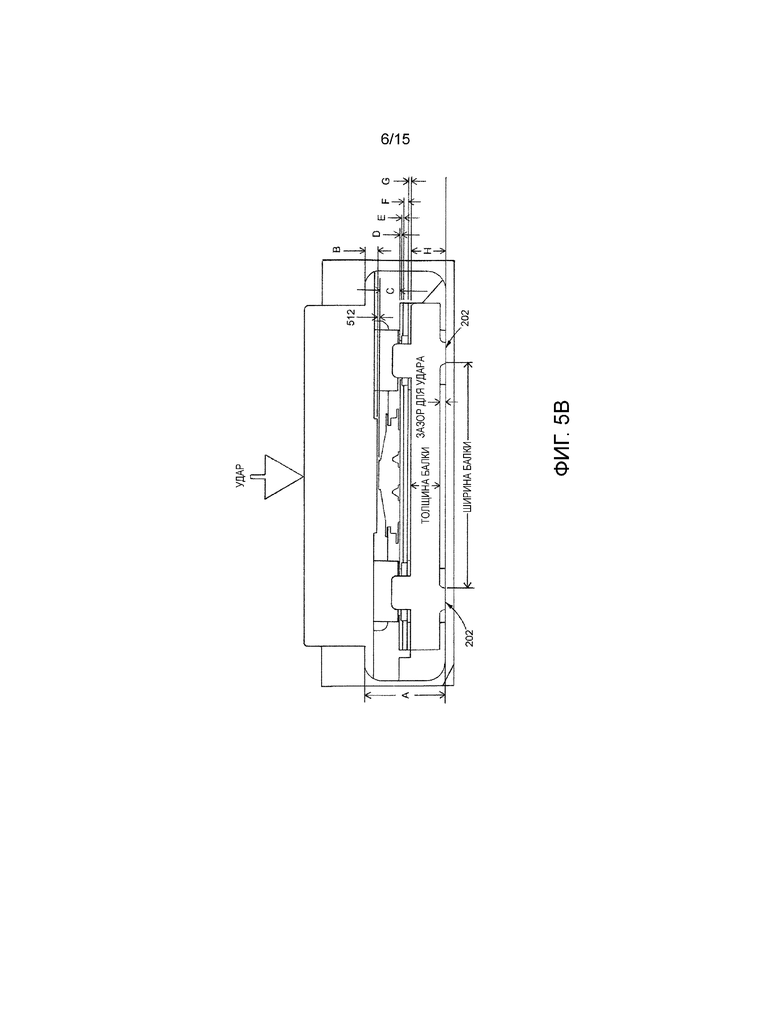
[0012] Фиг. 5B – примерная блок-схема, иллюстрирующая в разрезе пакетный выключатель для анализа удара согласно варианту осуществления.
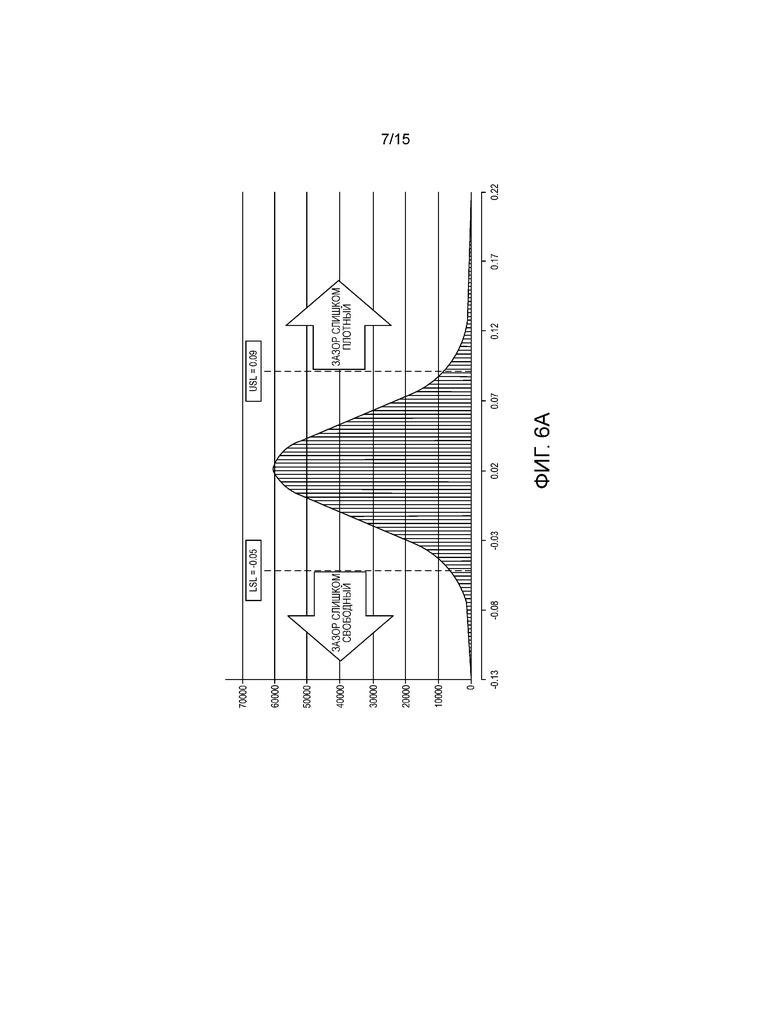
[0013] Фиг. 6А – примерное распределение зазора привода "выключатель-кнопка", основанное на модели моделирования методом Монте-Карло, содержащей миллион случайных точек.
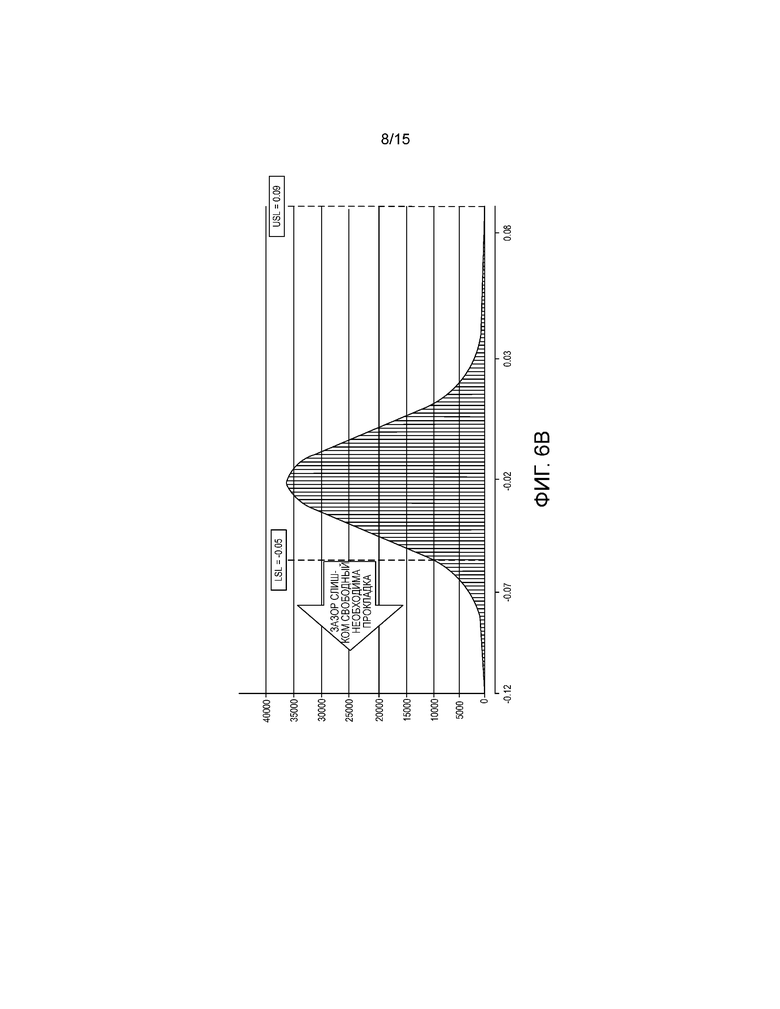
[0014] Фиг. 6B – примерное распределение зазора привода "выключатель-кнопка" после преднамеренного смещения таким образом, что все устройства, которые выходят за пределы допустимых пределов, имеют большой зазора привода "выключатель-кнопка".
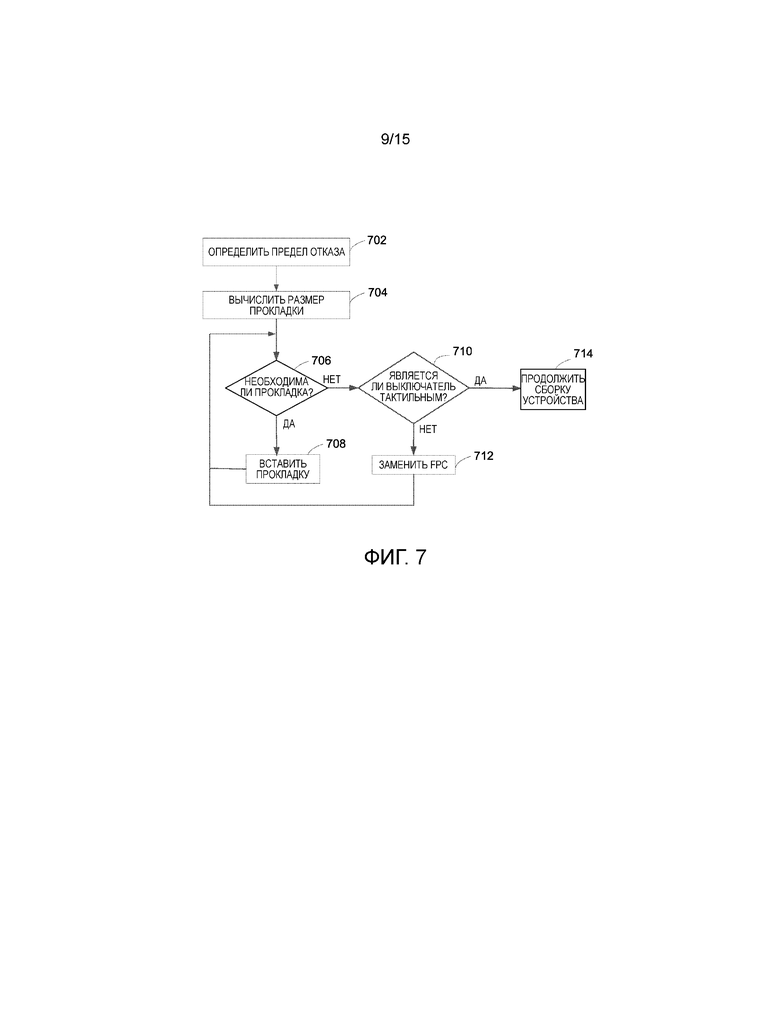
[0015] Фиг. 7 – блок-схема технологического процесса, иллюстрирующая автоматизированный способ сборки и тестирования выключателя в вычислительном устройстве.
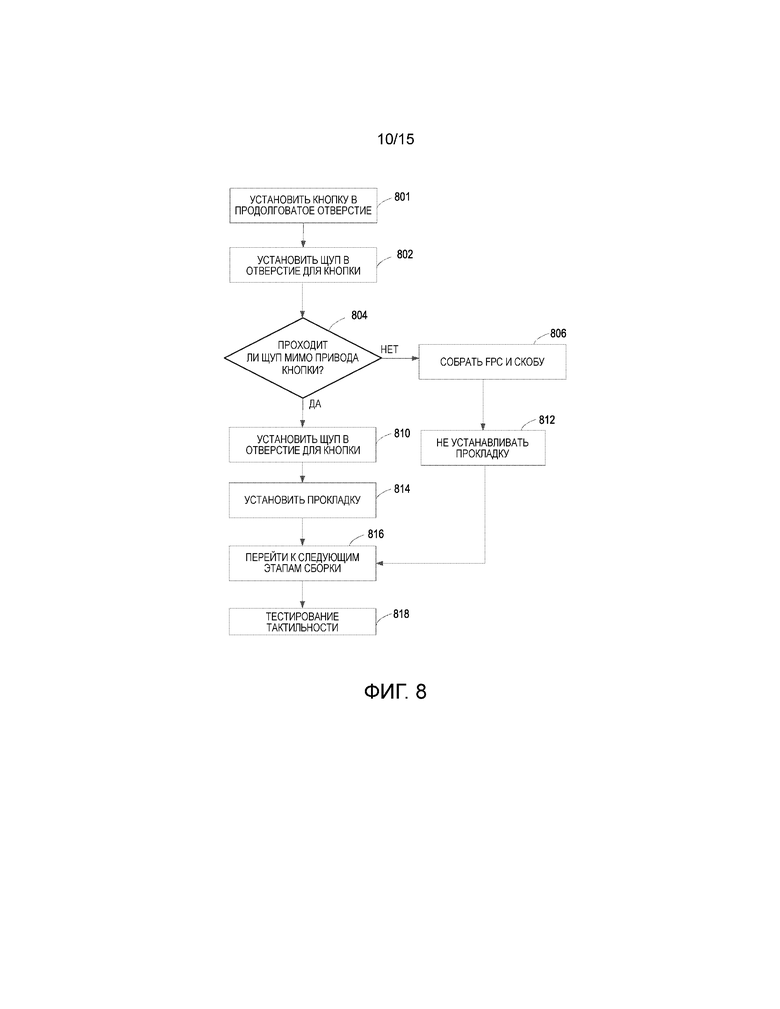
[0016] Фиг. 8 – блок-схема технологического процесса, иллюстрирующая способ принятия решения относительно того, добавлять ли прокладку в конкретный выключатель в сборе.
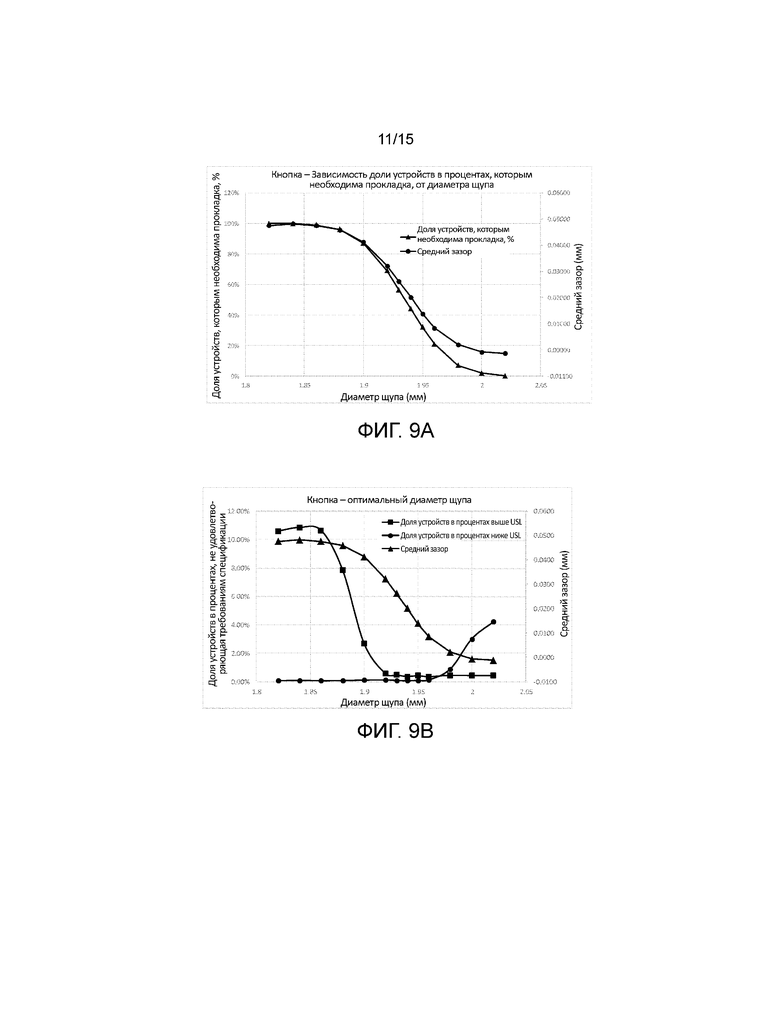
[0017] Фиг. 9А и 9B – иллюстрируют результаты моделирования, показывающие вариации выхода годной продукции при изменении зазора и диаметров щупов.
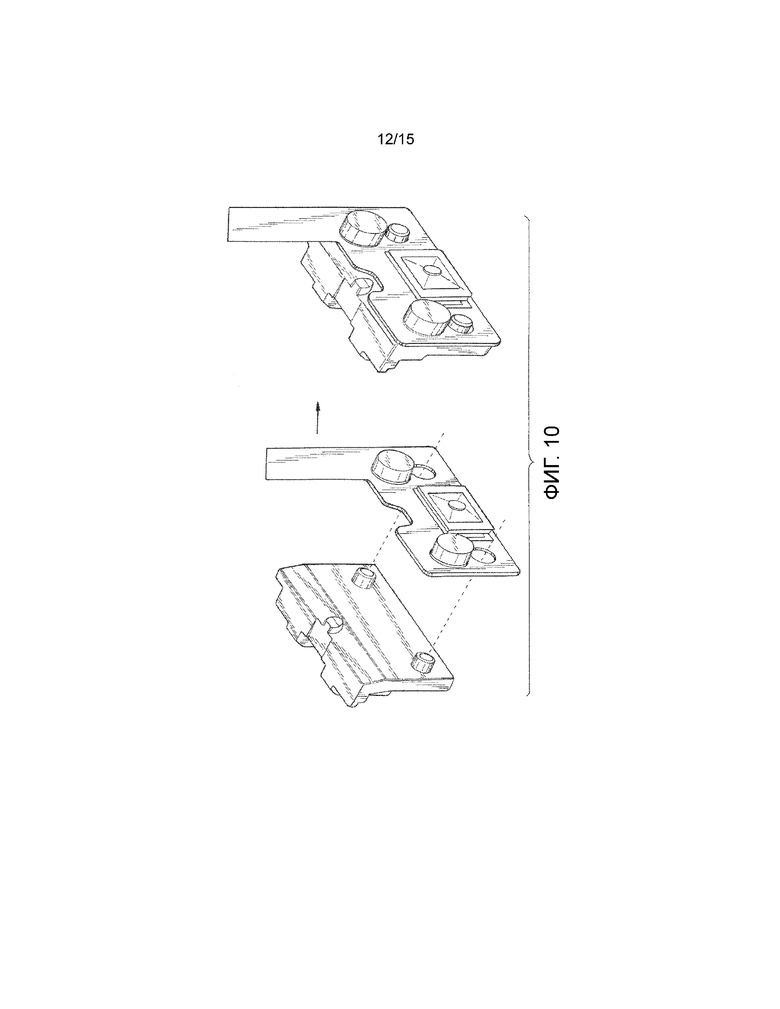
[0018] Фиг. 10 – иллюстрирует установку примерной скобы на гибкую печатную плату (FPC).
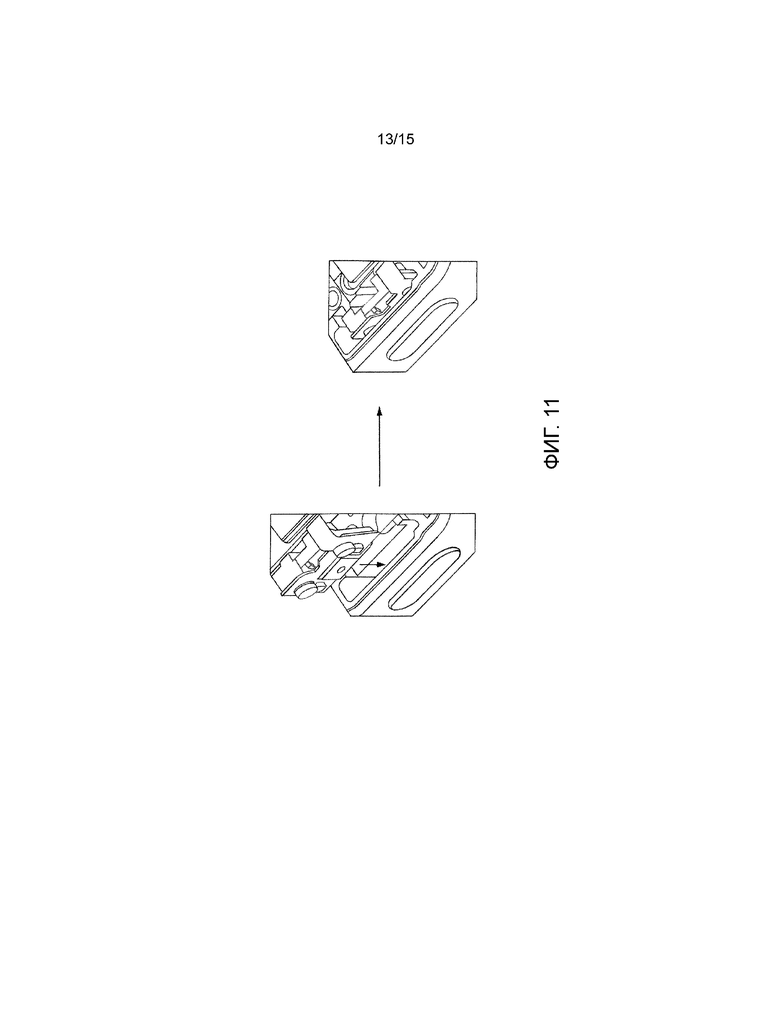
[0019] Фиг. 11 – иллюстрирует установку примерной FPC и скобы в сборе на шасси вычислительного устройства.
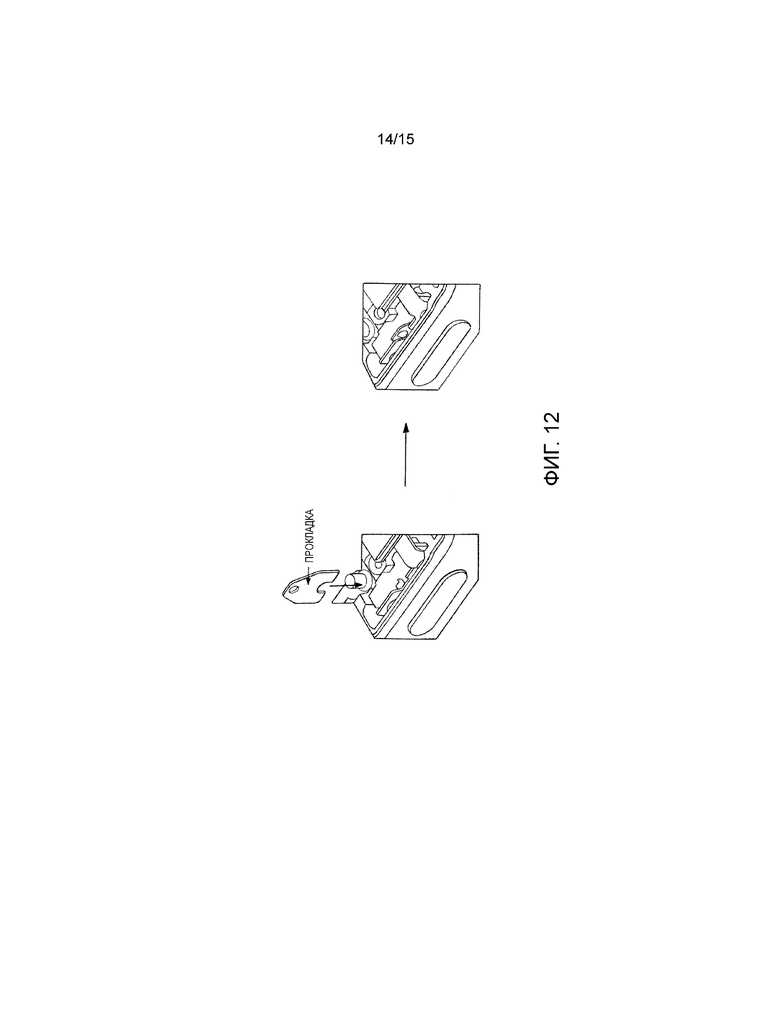
[0020] Фиг. 12 – иллюстрирует установку прокладки между скобой и FPC.
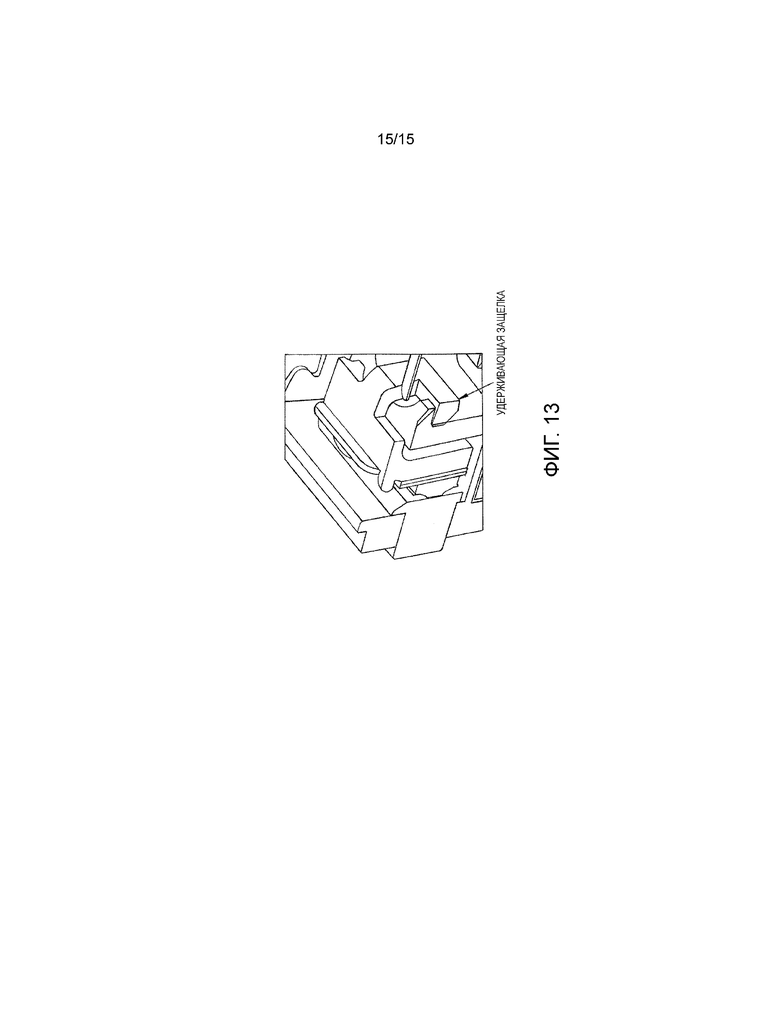
[0021] Фиг. 13 – иллюстрирует поперечный разрез примерной кнопки питания.
[0022] Соответствующие ссылочные позиции показывают соответствующие части на всех чертежах.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0023] Как показано на фигурах, варианты осуществления раскрытия направлены на оптимизацию выхода годной продукции путем регулировки зазора тактильной кнопки при одновременном повышении устойчивости к ударам. Пределы отказа зазора 512 определяются в множестве выключателей в сборе, выполненных с возможностью приема кнопки 104. Зазор 512 в каждом из множества выключателей в сборе представляет собой величину хода от поверхности 508 привода кнопки до поверхности 510 привода выключателя. Единый размер для прокладки 300 вычисляется на основе определенных пределов отказа для оптимизации или иным образом увеличения выхода годной продукции для множества выключателей в сборе. Прокладка 300 избирательно вставляется в каждый из множества выключателей в сборе на основе измеренного зазора 512 для выключателя в сборе. В некоторых вариантах осуществления скоба 200 находится в контакте с кнопкой 104, прокладкой 300 и выключателем 504. Скоба 200 имеет множество базовых поверхностей в трех измерениях, которые настраиваются для поглощения энергии удара во время события удара (например, во время случайного падения) для предотвращения отказа выключателя.
[0024] Аспекты раскрытия обеспечивают быструю и точную регулировку зазора между поверхностью 510 привода выключателя и поверхностью 508 привода кнопки во время сборки устройства. Дополнительные аспекты раскрытия обеспечивают точное позиционирование гибкой печатной платы (FPC) 502 выключателя относительно поверхности 508 привода кнопки в одном или более измерениях (например, по всем осям). Это максимизирует выход и ощущение тактильных кнопок в сборе при одновременной минимизации затрат. Аспекты раскрытия дополнительно обеспечивают элементы для удержания регулировочной прокладки 300 на месте, пакетный выключатель в сборе (FPC 502 и скоба 200) на шасси 102 и FPC 502 выключателя в требуемом местоположении без крепежных деталей или клеящих веществ. Это значительно облегчает переделку и ремонт и обеспечивает утилизацию деталей.
[0025] Дополнительные аспекты раскрытия обеспечивают элементы, которые поглощают энергию удара, для увеличения живучести при падении. Скоба 200 предусматривает гибкую опорную балку позади выключателя 504 для повышения устойчивости к ударам без потери тактильного ощущения. Что касается кнопок, претензии по гарантии из-за дефектных или вышедших из строя кнопок уменьшаются, и тем самым обеспечивается повышенная удовлетворенность потребителя на всем протяжении жизненного цикла продукции.
[0026] Как показано на фиг. 1, примерная блок-схема иллюстрирует вычислительное устройство с кнопкой 104, установленной на шасси 102 вычислительного устройства. Вычислительное устройство включает в себя любое шасси с одной или более кнопками или другим механическим средством для приема ввода данных потребителем. Например, вычислительное устройство может включать в себя мобильное вычислительное устройство или любое другое портативное устройство. В некоторых вариантах осуществления вычислительное устройство включает в себя мобильный телефон, переносной компьютер типа "лэптоп", планшетный компьютер, компьютерный блокнот, нетбук, игровое устройство, цифровой фотоаппарат, наручные электронные устройства, подвесные электронные устройства, устройства типа наушников и ушных вкладышей, другие носимые миниатюрные устройства и/или портативные медиаплееры. Вычислительное устройство может также включать в себя в меньшей степени портативные устройства, такие как настольные персональные компьютеры, информационные киоски и настольные устройства. Кроме того, вычислительное устройство может представлять собой группу блоков обработки или других вычислительных устройств.
[0027] Вычислительное устройство имеет кнопку 104, которая выступает от поверхности устройства, что позволяет кнопке 104 легко перемещаться (например, с помощью пальца или стилуса) в точку активации выключателя. Кнопка 104 может активировать функциональные возможности, связанные с вычислительным устройством, такие как управление громкостью, включение/выключение питания, камеры и т.п. В некоторых вариантах осуществления вычислительное устройство включает в себя отдельные кнопки 104 для обеспечения управления громкостью, включения/выключения питания, функциональных возможностей камеры и т.п.
[0028] Далее, ссылаясь на фиг. 2A и 2B, примерная схема иллюстрирует скобу 200. Скоба 200 имеет множество базовых поверхностей в трех измерениях (например, признаки местоположения по оси х, оси y и оси z). Базовые поверхности включают в себя по меньшей мере две опорные ножки 202 и балку 204. Каждая из опорных ножек 202 имеет высоту (например, пространство сзади выключателя между пластиковой скобой и жестким шасси). Балка 204 имеет ширину и толщину. В некоторых примерах балка 204 находится поперек скобы 200. Толщина балки 204 препятствует возникновению отказов из-за удара и имеет жесткость, которая обеспечивает ощущение, желательное для потребителя. Кроме того, высота опорных ножек 202, ширина балки 204 и толщина балки 204 настроена для предотвращения отказа выключателя во время события удара. Примерные значения для высоты опорных ножек 202, ширины балки 204 и толщины балки 204 динамически вычисляются на основе зазора, как описано в данном документе. Альтернативно, высота опорных ножек 202, ширина балки 204 и толщина балки 204 зависят друг от друга. В еще одном варианте осуществления предварительно определяется высота опорных ножек 202, ширина балки 204 и толщина балки 204.
[0029] В одном примере номинальные значения и приблизительные пределы для геометрии устройства приведены ниже в таблице 1.
[0030] Значения, представленные выше в таблице 1, связаны с типом выключателя, ходом выключателя и размером выключателя. Кроме того, величина части кнопки, выступающей от наружной поверхности шасси 102, и материал(ы), содержащийся в кнопке, также связаны с размерами скобы. Размеры, отличные от тех, которые представлены в таблице 1, находятся в пределах объема раскрытия. В некоторых примерах материалом балки является PC/ABS, в то время как материалом шасси является 6061 T6, который является по существу жестким по отношению к пластиковой скобе.
[0031] Ширина балки, толщина балки и высота опорных ножек образуют зону ударного воздействия, имеющую длину хода больше, чем ход, который будет возникать во время события удара, как это показано на фиг. 5B. Это обеспечивает амортизацию ударов, возникающих в результате события удара. Событие удара может представлять собой случайное падение вычислительного устройства. Длина, толщина и материал балки 204, а также высота опорных ножек 202, выбираются таким образом, чтобы обеспечить защиту от ударов без потери осязательного ощущения. В некоторых вариантах осуществления между шасси 102 вычислительного устройства и выключателем в сборе образована зона ударного воздействия.
[0032] В некоторых примерах выключатель в сборе представляет собой FPC, установленную в скобе 200. Выключатель в сборе удерживается в шасси 102 без крепежных деталей или клеящих веществ. Например, выключатель в сборе может удерживаться в шасси 102 посредством удерживающей защелки, как проиллюстрировано на фиг. 13.
[0033] Скоба 200 дополнительно включает в себя по меньшей мере один штифт 206 для определения местоположения и удержания прокладки 300, которая устанавливается для регулировки хода кнопки 104. Например, штифт 206 может располагаться в верхней центральной части скобы 200. Множество базовых поверхностей и штифтов 206 обеспечивает точное позиционирование FPC 502 выключателя относительно кнопки 104 (например, поверхности 508 привода кнопки). Кроме того, поверхности на штифтах 206 ограничивают смещение прокладки 300 в поперечном направлении.
[0034] Далее, ссылаясь на фиг. 3, примерная схема иллюстрирует прокладку 300 для регулировки хода кнопки 104. В примере, показанном на фиг. 3, прокладка 300 имеет множество установочных поверхностей 304 и 306, установочное отверстие 302 и направляющую канавку 308 для облегчения установки прокладки 300 в шасси 102. В некоторых примерах прокладка 300 устанавливается в шасси 102 без использования крепежных деталей или клеящих веществ. Аспекты раскрытия предусматривают прокладку 300, имеющую форму, отличную от показанной на фиг. 3, для того, чтобы регулировать зазор, как описано в данном документе. Прокладку 300, показанную на фиг. 3, в некоторых вариантах осуществления можно изготовить из гладкого и скользкого материала. Например, прокладку 300 можно выполнить по меньшей мере частично из тефлона, меди, металлизированного графита, пластика промышленных марок, других материалов или других типов металла, пластика и т.д. или любой комбинации из вышеперечисленного.
[0035] Далее, ссылаясь на фиг. 4, примерная блок-схема последовательности операций иллюстрирует операции для установки прокладки 300 в шасси 102 вычислительного устройства. На этапе 402 кнопка 104 устанавливается в шасси 102 вычислительного устройства. В этом примере шасси 102 не имеет соответствующего выключателя в сборе, установленного перед установкой кнопки 104 в шасси 102. В альтернативном варианте осуществления кнопку 104 можно установить после установки выключателя в сборе в шасси 102. В таком альтернативном варианте осуществления операции 404 и 406 выполняются перед операцией 402.
[0036] На этапе 404 FPC 502 устанавливается в скобу 200 посредством штифтов 206 (например, по меньшей мере установочного штифта) без использования крепежных деталей или клеящих веществ для того, чтобы облегчить переделку или ремонт и повысить возможность повторного использования. FPC 502 и скоба 200 в случае, когда удерживаются вместе, образуют по меньшей мере участок выключателя в сборе. В некоторых примерах выключатель в сборе (например, по меньшей мере FPC 502 и скоба 200) удерживается в шасси 102 без использования крепежных деталей или клеящих веществ.
[0037] На этапе 406 выключатель в сборе устанавливается на шасси 102. FPC 502 включает в себя выключатель 504, который при вставке в шасси 102 вычислительного устройства, конфигурируется таким образом, чтобы принимать кнопку 104. Шасси 102 можно выполнить из любых подходящих материалов, включая керамику, металл, пластик, стекло или другие подходящие материалы, сочетание этих материалов, диэлектрический или другой материал с низкой проводимостью. Если зазор превышает приемлемый размер, на этапе 408 прокладка 300 устанавливается между скобой 200 и FPC 502. Прокладка 300 удерживается в скобе 200 за счет вставки штифта 206 в установочное отверстие 302. Базовые поверхности на штифте 206 позволяют определить местоположение прокладки 300 на скобе 200.
[0038] Если зазор превышает максимальный пороговый размер, то прокладка 300 вставляется между жесткой прокладкой FPC и скобой 200. Прокладку 300 можно альтернативно вставить между скобой 200 и шасси 102. Эту прокладку 300 можно альтернативно вставить между поверхностью 508 привода кнопки и выступающей частью тактильной кнопки (например, на приводе выключателя). В вариантах осуществления без скобы 200 прокладку 300 можно альтернативно вставить между жесткой прокладкой FPC и шасси 102. Прокладка 300 устанавливается в скобе 200 посредством штифта 206 без клеящих веществ.
[0039] Как показано на фиг. 5А и 5B, примерный разрез тактильного пакетного выключателя иллюстрирует анализ допуска для пакетного выключателя. В этом примере тактильный пакетный выключатель включает в себя продолговатое отверстие в шасси 102 вычислительного устройства, кнопку 104, выключатель 504, FPC 502, прокладку 300, две прокладки 506 из пеноматериала и скобу 200. Штифты 206 скобы 200 определяют местоположение и ограничивают FPC 502 на скобе 200, используя отверстие и гнездо на FPC 502 без применения клеящих веществ. Тот факт, что вставлена ли прокладка 300, базируется на измерении зазора между кнопкой 104 и выключателем 504.
[0040] Размеры, связанные с и/или между различными частями, показанными на фиг. 5А и фиг. 5B, представлены ниже в таблице 2. Значение допуска связано с размером каждой части и размером между частями. Значение допуска может быть положительным или отрицательным. Положительное значение допуска представляет собой помеху, и отрицательное значение допуска представляет собой зазор, который может или не может иметь приемлемый размер.
[0041] Зазор между поверхностью 508 привода кнопки и поверхностью 510 привода выключателя получается на основе по меньшей мере одного из размеров. В некоторых вариантах осуществления зазор представляет собой величину хода от поверхности 508 привода кнопки до поверхности 510 привода выключателя, связанной с выключателем в сборе. Зазор выполнен с возможностью приема прокладки 300. В некоторых вариантах осуществления максимальное значение зазора представляет собой нижний установленный предел (LSL), и минимальное значение помех представляет верхний установленный предел (USL). В качестве примера, LSL составляет 0,05 мм, и USL составляет 0,09 мм. LSL и USL представляют собой пределы отказа для зазора.
[0042] Суммирование допусков поперек сборки кнопок устройства приводит к распределению зазора между поверхностью 510 привода выключателя до поверхности 508 привода кнопки, показанному на фиг. 6A. На фиг. 6А показано, что приблизительно 4% устройств имеют зазор больше, чем LSL, или имеют помеху меньше, чем USL. Это является одинаковой ситуацией по меньшей мере для четырехсторонних кнопок для питания, увеличения громкости, уменьшения громкости и камеры. Устройства, которые находятся за пределами спецификации на высокой стороне и имеют помехи >0,09 мм, затруднительны для переделки. Переделка включает в себя разборку устройств для выбора и установки другой детали (например, более тонкой). FPC 502 требует осторожной сборки, и она обычно приклеивается к шасси 102 с помощью клея. Поэтому, риск повреждения FPC 502 во время переделки является очень высоким. Скорее всего, FPC 502 будет отбракована и после переделки. Устройство, использующее конструкцию, которая не соответствует требованиям спецификации на низкой стороне (<-0,05мм), можно легко отрегулировать в соответствии с требованиями спецификации, так как оно выполнено с возможностью приема прокладки 300 без необходимости разборки.
[0043] Распределение зазоров для множества выключателей в сборе можно представить в виде графика, показанного на фиг. 6А, на котором размер зазора отложен по оси х и количество событий отложено по оси y. Распределение можно получить эмпирически из фактического производства выключателей в сборе, или оно может быть результатом рандомизированных моделирований (например, из модели Монте-Карло). Кривая распределения на фиг. 6А иллюстрирует количество зазоров меньше LSL (например, зазоры являются слишком большими), и количество зазоров больше USL (например, зазоры являются слишком плотными). Хотя выключатели в сборе, имеющие зазор, значение которого находится ниже LSL, можно снова привести в состояние, соответствующее требованиям спецификации путем добавления прокладки 300, выключатели в сборе, имеющие зазор, который находится выше USL, затруднительны для коррекции. В частности, выключатели в сборе, имеющие зазор, который находится выше USL, часто отбраковываются, что приводит к потерям и снижению выхода годной продукции.
[0044] Некоторые аспекты раскрытия опираются на анализ методом Монте-Карло для определения пределов отказа. Примерный анализ методом Монте-Карло включает в себя выполнение алгоритма вычисления для получения рандомизируемых выборок по меньшей мере из диаметра щупа и толщины прокладки (например, на основе их среднего и среднеквадратического отклонения в процессе изготовления). Другие варианты осуществления также позволяют рандомизировать выборочные значения для одного или более других размеров, представленных выше в таблице 2. Эти рандомизированные значения затем используются для измерения и построения графика размера зазора, как показано на фиг. 6А и фиг. 6B, из которого можно определить пределы отказа.
[0045] Для того чтобы уменьшить количество случаев выключателей в сборе, имеющих зазоры выше USL, аспекты раскрытия предусматривают регулировку распределения, показанного на фиг. 6А (например, сдвиг влево), до распределения, показанного на фиг. 6B. Фиг. 6B иллюстрирует распределение зазоров после регулировки процесса изготовления, между поверхностью 510 привода выключателя и поверхностью 508 привода кнопки. Например, основываясь на пределах отказа, процесс изготовления деталей регулируется для того, чтобы значительно уменьшить статистическую вероятность возникновения помехи (например, уменьшая количество устройств, имеющих зазор, который является слишком маленьким). Хотя фиксация помехи (когда зазор является слишком маленьким) посредством ремонта или переделки является затруднительной, выключатель в сборе, имеющий слишком большой ход кнопки, можно зафиксировать путем добавления прокладки 300. За счет сдвига распределения, как описано в данном документе, большее количество выключателей в сборе нуждается в прокладке 300, но меньшее количество выключателей в сборе имеет помеху, и тем самым увеличивается выход годной продукции.
[0046] Альтернативно или дополнительно, анализ методом Монте-Карло можно повторно выполнять много раз, используя различные комбинации диаметра щупа и/или толщины прокладки для регулировки распределения с целью определения диаметра щупа и толщины прокладки, что обеспечивает наивысший выход годной продукции.
[0047] Как показано на фиг. 6B, по существу ни одно из устройств не имеет помехи выше USL после сдвига распределения. Доля устройств ниже LSL увеличена до 6,4%. То есть, хотя для большого количества устройств теперь потребуется прокладка 300, меньшее количество устройств будет отбраковано из-за помехи, тем самым повысится выход годной продукции почти до 100%. В другом примере после сдвига распределения 4,6% устройств находится ниже LSL, и 0,3% устройств находится за пределами USL, когда прокладка не установлена. После добавления прокладки 300 в устройства ниже LSL, только 0,1% устройств находится ниже LSL, и тем самым увеличивается выход годной продукции.
[0048] Далее, ссылаясь на фиг. 7, примерная блок-схема последовательности операций иллюстрирует автоматизированный способ сборки и тестирования выключателя 504 в вычислительном устройстве. Способ можно выполнить с помощью устройства с компьютерным управлением. В некоторых примерах способ представляет собой один из последних этапов, выполняемых в процессе установки выключателя в сборе для максимизации выхода годных тактильных выключателей в сборе. Используя данный способ, можно минимизировать расходы на изготовление, и для потребителя можно обеспечить осязательное ощущение желаемого качества.
[0049] На этапе 702 определены пределы отказа зазора в множестве выключателей в сборе. В некоторых вариантах осуществления определение пределов отказа включает в себя выполнение, устройством моделирования, анализа методом моделирования, например, анализа методом Монте-Карло с помощью диаметра щупа и толщины прокладки в качестве входных данных, которые изменяются при каждом поведении моделирования, и пределов отказа (например, USL и LSL), в качестве выходных данных после каждого проведения моделирования. Результаты анализа описаны со ссылкой на фиг. 9А и фиг. 9B. Альтернативно или дополнительно, пределы отказа можно определить путем тестирования пользователей (например, по шкале от 1 до 5) относительно осязательного ощущения кнопок, и предел отказа коррелируется с данными измерений зазора для получения коэффициента тактильности, определяющего тактильность выключателя в сборе. Однако аспекты раскрытия действуют с любым типом анализа для определения пределов отказа. Кроме того, различные моделирующие устройства можно использовать для определения пределов отказа.
[0050] Каждый из множества выключателей в сборе выполнен с возможностью приема по меньшей мере одной из кнопок 104. Множество выключателей в сборе соответствует конкретному типу кнопки (например, кнопки питания, кнопки увеличения громкости, кнопки уменьшения громкости и т.д.). Зазор в каждом из множества выключателей в сборе представляет собой величину хода от поверхности 508 привода кнопки до поверхности 510 привода выключателя. На этапе 704 единый размер для прокладки 300 вычисляется на основе определенных пределов отказа, где прокладка 300 одного размера используется для регулировки зазора, при необходимости, в множестве выключателей в сборе. Таким образом, расчетный размер прокладки 300 и использование прокладки 300, в зависимости от измеренного размера зазора, оптимизирует выход годной продукции для множества выключателей в сборе. Ни одна прокладка 300 другого размера не используется для множества выключателей в сборе для конкретного типа кнопки (например, кнопки питания, кнопки уменьшения громкости, кнопки увеличения громкости и т.д.). Например, аспекты раскрытия действуют таким образом, чтобы вычислить первый размер прокладки для всех выключателей в сборе для кнопки питания, второй размер прокладки для всех выключателей в сборе для кнопки увеличения громкости, третий размер прокладки для всех выключателей в сборе для кнопки уменьшения громкости и т.д. Таким образом, вычисление единого размера прокладки 300 для каждого конкретного набора выключателей в сборе минимизирует количество устройств, которым необходима прокладка (например, когда зазор превышает минимальное пороговое значение) при максимизации выхода годной продукции для конкретного набора выключателей в сборе.
[0051] На этапе 706 определяется, следует ли вставить прокладку 300 в зазор. Если прокладка 300 необходима для уменьшения размера зазора, то прокладка 300, имеющая определенный единый размер, вставляется в выключатель в сборе на основе измеренного зазора на этапе 708. В некоторых примерах, прокладка вставляется без клеящих веществ (например, между FPC 504 выключателя и скобой 200).
[0052] В примере, избирательная вставка прокладки 300 включает в себя измерение зазора с использованием щупа, имеющего расчетное единое значение толщины (например, полученное из анализа моделирования, который используется для оптимизации выхода годной продукции), и вставку прокладки 300 на основе измеренного зазора. В альтернативных вариантах осуществления зазор можно измерить путем передачи радиоволн в зазор и измерения времени между принятыми радиоволнами и переданными радиоволнами. Настоящее раскрытие предусматривает и другие способы измерения зазора.
[0053] В примере измерение зазора включает в себя измерение зазора от поверхности 508 привода кнопки до шасси 102 устройства без выключателя в сборе, установленного в нем. В данном примере скоба 200 и FPC 502 устанавливаются после измерения зазора, и прокладка 300 устанавливается на основе определения того, что размер зазора следует уменьшить (например, установить прокладку 300). Избирательная вставка прокладки 300 включает в себя определение того, превышает ли заданное пороговое значение зазор от шасси 102 до поверхности 508 привода кнопки. После этого выключатель в сборе устанавливается в вычислительное устройство. Таким образом, прокладка 300, имеющая определенный единый размер прокладки, вставляется в зазор на основе измеренного размера зазора.
[0054] В другом примере зазор измеряется от поверхности 508 привода кнопки до скобы 200 после установки скобы 200 в шасси 102. В еще одном примере зазор измеряется после установки выключателя в сборе в шасси. В этом случае зазор представляет собой расстояние, проходимое поверхностью 508 привода кнопки при ее перемещении до поверхности 510 привода выключателя.
[0055] После определения относительной установки прокладки 300, на этапе 710 выполняется тестирование для проверки тактильности выключателя 504. Если выключатель 504 обеспечивает осязательное ощущение меньше желаемого, FPC 502 выключателя в сборе заменяется на этапе 712. Если выключатель считается тактильным и обеспечивает должное осязательное ощущение, действия по построению устройства продолжаются на этапе 714. В некоторых вариантах осуществления коэффициент тактильности для выключателя в сборе вычисляется на основании пределов отказа.
[0056] На фиг. 8 показана блок-схема последовательности операций, которая иллюстрирует примерный вариант осуществления для принятия решения относительно того, нужно ли вставлять прокладку 300. На этапе 801 кнопка 104 устанавливается в продолговатое отверстие в шасси 102. Щуп пытаются вставить в отверстие для кнопки и перемещать поперек поверхности 508 привода кнопки на этапе 802. На этапе 804 определяется, проходит ли щуп мимо поверхности 508 привода кнопки. Если щуп не проходит мимо поверхности 508 привода кнопки, то выключатель в сборе устанавливается на шасси 102 на этапе 806, и прокладка 300 не устанавливается на этапе 812. На этапе 804, если определяется, что щуп не может перемещаться через отверстие для кнопки и за пределы поверхности 508 привода кнопки, выключатель в сборе, включающий в себя скобу 200 и FPC 502, устанавливается на шасси 102 на этапе 810, и необходима прокладка 300. На этапе 814 прокладка устанавливается в зазоре, оставленном после установки выключателя в сборе на этапе 810. Другие этапы сборки можно выполнить на этапе 816 после установки выключателя в сборе и прокладки 300 в отверстие для кнопки. На этапе 818 выполняется тестирование на тактильность.
[0057] Как показано на фиг. 9A и 9B, результаты моделирования показывают изменение выхода годной продукции (например, доля в процентах устройств, которым необходима прокладка 300) после изменения параметров. Параметры изменяются для того, чтобы оптимизировать выход системы. Например, можно изменить диаметр щупа, повторно выполнить моделирование, чтобы увидеть, улучшается ли выход годной продукции (например, уменьшить долю продукции, которая не соответствуют требованиям спецификации). В другом варианте осуществления изменяется толщина прокладки и повторно выполняется моделирование для того, чтобы определить изменение выхода годной продукции.
[0058] Фиг. 10 иллюстрирует установку скобы 200 на FPC 502. Штифты 206 на скобе используются для точной установки скобы на FPC 502 и минимизации перемещения скобы при контакте с FPC 502.
[0059] Фиг. 11 иллюстрирует установку скобы 200 и FPC 502 в сборе в шасси 102 вычислительного устройства. В некоторых вариантах осуществления сборка защелкивается в шасси 102.
[0060] Фиг. 12 иллюстрирует установку прокладки 300 между скобой 200 и FPC 502. В этом примере установочное отверстие 302 прокладки 300 входит в зацепление с верхним центральным штифтом скобы 200.
[0061] Фиг. 13 иллюстрирует поперечный разрез примерной кнопки питания. В этом примере удерживающая защелка удерживает кнопку питания в сборе в шасси 102.
[0062] Варианты осуществления, иллюстрированные и описанные в данном документе, а также варианты осуществления, конкретно не описанные в данном документе, но в пределах объема аспектов изобретения, представляют примерное средство для сборки и тестирования выключателя 504 в вычислительном устройстве. Некоторые примеры включают в себя средство для определения пределов отказа зазора в множестве выключателей в сборе и средство для вычисления, на основе определенных пределов отказа, единого размера для прокладки 300 для использования в множестве выключателей в сборе.
[0063] При введении элементов аспектов изобретения или вариантов его осуществления существительные, имеющие формы единственного числа, а также прилагательное "упомянутый" предназначены для обозначения того, что имеется один или несколько таких элементов. Термины "содержащий", "включающий в себя" и "имеющий" предназначены быть включающими и означают, что могут быть дополнительные элементы, отличные от перечисленных элементов. Термин "примерный" означает "пример чего-либо". Фраза "одно или более из следующего: A, B и C" означает "по меньшей мере одно A, и/или по меньшей мере одно B и/или по меньшей мере одно C".
[0064] Из представленного выше подробного описания аспектов настоящего изобретения будет понятно, что модификации и изменения возможны без отклонения от объема аспектов изобретения, как это определено в прилагаемой формуле изобретения. Так как в приведенных выше конструкциях, изделиях и способах могут быть сделаны различные изменения без отклонения от объема аспектов настоящего изобретения, предполагается, что материал, содержащийся в приведенном выше описании и показанный на сопроводительных прилагаемых чертежах, следует интерпретировать как иллюстративный, а не в ограничивающем смысле.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА РАСПРЕДЕЛЕНИЯ МОЩНОСТИ С ИНДИВИДУАЛЬНО ИЗОЛИРУЕМЫМИ ФУНКЦИОНАЛЬНЫМИ ЗОНАМИ | 2006 |
|
RU2414786C2 |
| ГЕНЕРИРОВАНИЕ ИНДИКАТОРА НАВЕДЕНИЯ И СИГНАЛА ИНДИКАТОРА | 2017 |
|
RU2731206C2 |
| УЗЕЛ ПОДЪЕМНОГО КРОНШТЕЙНА, ВКЛЮЧАЮШИЙ В СЕБЯ СОЕДИНИТЕЛЬ ВИНТОВОГО ДОМКРАТА | 2011 |
|
RU2546369C2 |
| СКОБА ДЛЯ КРЕПЛЕНИЯ ЛАМПЫ К ЗАЩИТНОМУ ШЛЕМУ | 2013 |
|
RU2574963C2 |
| СИСТЕМА УПРАВЛЕНИЯ ШАССИ | 2014 |
|
RU2639883C2 |
| КРЕПЕЖНАЯ КНОПКА ДЛЯ КРЕПЕЖНОГО УЗЛА И КРЕПЕЖНЫЙ УЗЕЛ (ВАРИАНТЫ) | 2009 |
|
RU2499165C2 |
| СИСТЕМА И СПОСОБ ДОСТАВКИ НЕФТЕПРОМЫСЛОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2644738C2 |
| СВАРОЧНАЯ СИСТЕМА С ДВУМЯ НАПРАВЛЯЮЩИМИ | 2022 |
|
RU2795223C1 |
| ПОРТАТИВНОЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО | 2009 |
|
RU2473952C2 |
| Портативное вычислительное устройство | 2009 |
|
RU2610581C2 |
Группа изобретений относится к вычислительным устройствам, имеющим выключатель в сборе. Технический результат - обеспечение оптимизации выхода годной продукции, имеющей один или более выключателей в сборе, и повышение устойчивости к ударам продукции без потери осязательного ощущения. Для этого на основе пределов отказа зазора в выключателе в сборе во время изготовления вычисляется единый размер для прокладки. Прокладка избирательно вставляется в выключатель в сборе на основе зазора для максимизации выхода годных выключателей в сборе и при минимизации затрат. В некоторых примерах для выключателей в сборе разработана скоба. Скоба имеет базовые поверхности в трех измерениях и балку, настроенную для поглощения энергии во время события удара, с целью предотвращения отказа выключателя. 2 н. и 9 з.п. ф-лы, 17 ил., 2 табл.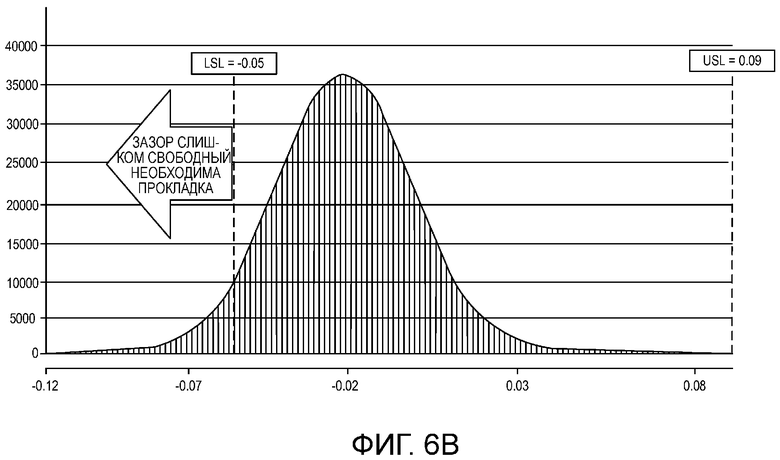
1. Вычислительное устройство, имеющее выключатель в сборе, причем выключатель в сборе содержит:
скобу, имеющую множество базовых поверхностей в трех измерениях, причем множество базовых поверхностей содержит по меньшей мере две опорные ножки, имеющие высоту, балку, имеющую ширину и толщину, и зону ударного воздействия между шасси вычислительного устройства и выключателем в сборе, при этом множество базовых поверхностей предотвращает отказ выключателя в сборе во время события удара за счет поглощения энергии с использованием зоны ударного воздействия, причем зона ударного воздействия имеет длину хода больше, чем ход, который имел бы место во время события удара;
кнопку, нажимаемую пользователем;
привод выключателя, задающий зазор, представляющий величину хода кнопки для контакта с приводом выключателя при нажатии кнопки пользователем; и
прокладку, избирательно вставляемую в выключатель в сборе, причем прокладка имеет толщину, основывающуюся на зазоре для выключателя в сборе.
2. Вычислительное устройство по п. 1, в котором прокладка имеет единый размер, вычисленный для использования для множества выключателей в сборе, причем данный размер вычисляется на основе заданных пределов отказа зазора для множества выключателей в сборе.
3. Вычислительное устройство по п. 1, в котором множество базовых поверхностей приспособлено для образования зоны ударного воздействия, имеющей длину хода больше, чем величина хода, возникающая во время события удара.
4. Вычислительное устройство по п. 1, в котором прокладка устанавливается без клеящих веществ, при этом скоба дополнительно содержит штифт для позиционирования и удержания прокладки, установленной для уменьшения размера зазора, причем прокладка устанавливается в скобе посредством штифта без клеящих веществ.
5. Вычислительное устройство по п. 1, в котором множество базовых поверхностей обеспечивает точное позиционирование гибкой печатной платы (FPC) выключателя относительно привода кнопки в трех измерениях без крепежных деталей или клеящих веществ.
6. Выключатель в сборе по п. 1, в котором изготовление выключателя в сборе регулируется на основе заданных пределов отказа для уменьшения статистической вероятности возникновения зазора, имеющего значение меньше, чем минимальное значение зазора.
7. Автоматизированный способ сборки и тестирования выключателя в вычислительном устройстве, содержащий этапы, на которых:
задают пределы отказа зазора в множестве выключателей в сборе, причем каждый из множества выключателей в сборе выполнен с возможностью приема кнопки, при этом зазор в каждом из множества выключателей в сборе представляет собой величину хода от кнопки до привода выключателя; и
на основе заданных пределов отказа вычисляют единый размер для прокладки для ее использования для множества выключателей в сборе, при этом для каждого из множества выключателей в сборе прокладку, имеющую вычисленный единый размер, избирательно вставляют в выключатель в сборе на основе зазора для выключателя в сборе.
8. Автоматизированный способ по п. 7, в котором избирательная вставка прокладки содержит этапы, на которых:
измеряют зазор с использованием щупа, имеющего расчетное единое значение толщины; и
вставляют прокладку на основе измеренного зазора,
причем при данном измерении зазора измеряют зазор от кнопки до шасси устройства без выключателя в сборе, установленного на нем.
9. Автоматизированный способ по п. 7, в котором прокладка, имеющая вычисленный единый размер, избирательно вставляется в выключатель в сборе посредством того, что:
определяют, превышает ли зазор для выключателя в сборе заранее заданное пороговое значение;
устанавливают выключатель в сборе в вычислительное устройство; и
после установки выключателя в сборе, вставляют прокладку, имеющую вычисленный единый размер прокладки, в выключатель в сборе на основе данного определения.
10. Автоматизированный способ по п. 7, в котором прокладку, имеющую расчетный единый размер, избирательно вставляют в выключатель в сборе путем вставки прокладки между гибкой печатной схемой (FPC) и скобой или между скобой и шасси устройства.
11. Автоматизированный способ по п. 7, при этом способ выполняется системой с компьютерным управлением, причем при упомянутом определении пределов отказа определяют верхний предел отказа и нижний предел отказа и, дополнительно, вычисляют на основе этих определенных пределов отказа единое значение толщины для использования при измерении зазора в каждом из множества выключателей в сборе.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Гимнастический конь | 1986 |
|
SU1389787A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Кнопка управления | 1943 |
|
SU64684A1 |

