Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к способу формирования растягивающейся структуры для впитывающего изделия, имеющей удлиненные упругие и эластичные элементы между слоями из листов, наложенных друг на друга, и к растягивающейся структуре для впитывающего изделия, которая может быть изготовлена данным способом изготовления.
Предшествующий уровень техники
[0002]
Например, одноразовый подгузник типа трусов включает в себя наружный элемент, имеющий переднюю панель и заднюю панель, и внутренний элемент, который прикреплен к внутренней поверхности наружного элемента и имеет впитывающий компонент. Передняя панель и задняя панель наружного элемента соединены вместе на обеих боковых сторонах для образования отверстия для талии и двух отверстий для правой и левой ног.
[0003]
В одноразовом подгузнике типа трусов удлиненные упругие и эластичные элементы, такие как резиновые нити, закреплены в растянутом состоянии в нескольких частях наружного элемента вдоль направления по окружности для формирования растягивающейся структуры вдоль поясной части с целью улучшения прилегания к телу носителя. В частности, подгузники, включающие в себя упругие и эластичные элементы поясной части, расположенные у краевой части отверстия для талии вдоль направления ширины, и упругие и эластичные элементы нижней поясной части, расположенные ближе к промежностной части, чем упругие и эластичные элементы поясной части, вдоль направления ширины, широко используются вследствие их сравнительно хорошего прилегания к телу носителя.
[0004]
Между тем, подгузник одноразового использования, скрепляемый лентами, имеет промежностную часть, часть, расположенную с вентральной стороны/со стороны живота и проходящую до передней стороны промежностной части, часть, расположенную с дорсальной стороны/со стороны спины и проходящую до задней стороны промежностной части, впитывающий компонент, предусмотренный в зоне, включающей в себя промежностную часть, скрепляющие ленты, выступающие от обеих боковых сторон задней части, и ленты-«мишени», расположенные на наружной поверхности части, расположенной с вентральной стороны, к которым должны быть прикреплены скрепляющие ленты. Для надевания подгузника на тело носителя скрепляющие ленты загибают от обеих боковых сторон пояса по направлению к наружной поверхности части, расположенной с вентральной стороны, и прикрепляют к лентам-«мишеням». Подгузники одноразового использования, скрепляемые лентами, широко используются для людей, получающих уход (взрослых), а также для младенцев. Как правило, одноразовые подгузники, скрепляемые лентами, хуже прилегают вокруг талии по сравнению с одноразовыми подгузниками типа трусов. Для исправления этого удлиненные упругие и эластичные элементы, такие как резиновые нити, прикрепляют в растянутом состоянии к части, расположенной с дорсальной стороны, и к скрепляющим лентам вдоль направления ширины для формирования растягивающейся структуры вдоль поясной части.
[0005]
Кроме того, в качестве усовершенствования данных растягивающихся структур была предложена растягивающаяся структура, в которой два слоя 21 и 22 из листовых материаолов прерывисто соединены вместе в направлении растягивания и в вертикальном направлении, ортогональном к направлению растягивания, для образования большого числа соединенных частей 70 листов, и множество растягивающихся удлиненных упругих и эластичных элементов 19 размещены независимо от двух слоев 21 и 22 из листовых материалов так, чтобы данные упругие и эластичные элементы 19 не проходили через соединенные части 70 листов между слоями 21 и 22 из листовых материалов (так, чтобы они проходили через несоединенные части), как проиллюстрировано на фиг.16 (см. патентный документ 1. Данная растягивающаяся структура будет в дальнейшем также названа конфигурацией с соединением, прерывистым в вертикальном направлении). В соответствии с предшествующим уровнем техники соединенные части 70 листов, выровненные в вертикальном направлении, образуют канавки, непрерывные в вертикальном направлении, и части между канавками образуют большие складки 80, которые выпучиваются в одинаковой степени как с передней, так и с задней сторон. Канавки повышают воздухопроницаемость, и складки 80 создают отличную объемность. Ссылочная позиция 75 на фиг.16 показывает сваренные части слоев 21 и 22 из листовых материалов. Тем не менее, даже когда соединенные части 70 листов образованы посредством использования адгезива, складки 80 будут иметь аналогичную форму.
[0006]
Однако в техническом решении по предшествующему уровню техники складки образуют неустойчивые или волнообразные складки. Таким образом, существует проблема, заключающаяся в том, что ухудшаются внешний вид и воздухопроницаемость подгузника.
[0007]
Между тем, также известно, что два слоя из листовых материалов скрепляют прерывисто в направлении растягивания и непрерывно в направлении, пересекающем направление растягивания, для образования большого числа соединенных частей листов (см., например, патентный документ 2. В дальнейшем это будет также названо конфигурацией с соединением, непрерывным в вертикальном направлении). В данной конфигурации адгезионное скрепление обеспечивается посредством термоплавкого адгезива или процесса сварки, такого как термосварка или ультразвуковая сварка.
[0008]
Однако в такой конфигурации с соединением, непрерывным в вертикальном направлении, использование процесса сварки для соединяемых частей листов может привести к разрезанию упругих и эластичных элементов, перекрещивающихся с соединенными частями листов.
Перечень ссылок
Патентный документ
[0009]
Патентный документ 1: JP-A № 2009-297096
Патентный документ 2: JP-A № 2010-22588
Сущность изобретения
Техническая проблема
[0010]
Основная задача настоящего изобретения состоит в предотвращении разрезания упругих и эластичных элементов, вызываемого процессом сварки.
Решение проблемы
[0011]
Автор настоящего изобретения серьезно изучал решение вышеуказанной проблемы и обнаружил, что упругие и эластичные элементы разрезались в основном за счет чрезмерного сдавливания, а не вследствие нагрева, и что давление, посредством которого обеспечивалась возможность соответствующей сварки в частях без упругих и эластичных элементов и которое действовало на упругие и эластичные элементы, было слишком высоким. Настоящее изобретение базируется на данных полученных результатах.
[0012]
<Изобретение по пункту 1 формулы изобретения>
Способ формирования растягивающейся структуры для впитывающего изделия, включающий - во время вращения первого валика с соединяющими выпуклыми частями, выполненными с интервалами в направлении вдоль окружности на наружной периферийной поверхности, и второго валика, противоположного по отношению к первому валику, в противоположных направлениях вокруг их центральных осей - пропускание первого слоя из листового материала, второго слоя из листового материала и удлиненных упругих и эластичных элементов, расположенных непрерывно в направлении MD (направлении перемещения полуфабриката в машине) между двумя слоями из листовых материалов, между первым валиком и вторым валиком и сдавливание и нагрев первого слоя из листового материала и второго слоя из листового материала, зажатых между соединяющими выпуклыми частями первого валика и вторым валиком, для образования соединенных частей листов посредством сварки первого слоя из листового материала и второго слоя из листового материала таким образом, чтобы соединенные части листов перекрещивались с упругими и эластичными элементами и чтобы между ними были интервалы в направлении MD, при этом канавки, непрерывные в направлении вдоль окружности, образованы на сдавливающей поверхности, по меньшей мере, одного из первого валика и второго валика для приложения давления в, по меньшей мере, зонах, представляющих собой части поверхностей, соответствующих полным оборотам при вращении первого валика и второго валика, и во время сдавливания и нагрева участки, на которых проходят упругие и эластичные элементы, сдавливаются и нагреваются в местах, включающих в себя канавки, и участки, на которых не проходят упругие и эластичные элементы, сдавливаются и нагреваются в местах, не включающих в себя канавки.
[0013]
(Действие и результат)
Таким образом, в том случае, когда канавки, непрерывные в направлении вдоль окружности, образованы на сдавливающей поверхности, по меньшей мере, одного из первого валика и второго валика, во время образования соединенных частей листов участки, на которых проходят удлиненные упругие и эластичные элементы, сдавливаются и нагреваются в местах, включающих в себя канавки, и участки, на которых не проходят упругие и эластичные элементы, сдавливаются и нагреваются в местах, не включающих в себя канавки, и разность давления, приложенного к первому слою из листового материала и второму слою из листового материала на участках, на которых не проходят упругие и эластичные элементы, и давления, приложенного к первому слою из листового материала, упругим и эластичным элементам и второму слою из листового материала на участках, на которых проходят упругие и эластичные элементы, становится меньше. Это обеспечивает снижение давления, приложенного к упругим и эластичным элементам при одновременном уменьшении изменений качества сварки, в результате чего реже имеет место разрезание упругих и эластичных элементов.
[0014]
<Изобретение по пункту 2 формулы изобретения>
Способ формирования растягивающейся структуры для впитывающего изделия согласно пункту 1 формулы изобретения, в котором соединяющие выпуклые части являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы, и имеют первые части, сравнительно длинные в направлении вдоль окружности, и вторые части, сравнительно короткие в направлении вдоль окружности, и первые части расположены на участках, включающих в себя участки, на которых проходят упругие и эластичные элементы, и вторые части расположены на участках, не включающих в себя участки, на которых проходят упругие и эластичные элементы.
[0015]
(Действие и результат)
При образовании соединяющих выпуклых частей с такой формой, как описанная выше, существует возможность дополнительного снижения давления, приложенного к участкам, на которых проходят упругие и эластичные элементы, в результате чего дополнительно усиливается эффект предотвращения разрезания. Такой же эффект можно было бы получить за счет выполнения более глубоких канавок, но в этом случае существует вероятность того, что сдавливание и нагрев участков, на которых проходят упругие и эластичные элементы, будут недостаточными. Соответственно, форма соединяющих выпуклых частей изменена в предпочтительном варианте.
[0016]
<Изобретение по пункту 3 формулы изобретения>
Способ формирования растягивающейся структуры для впитывающего изделия согласно пункту 1 формулы изобретения, в котором соединяющие выпуклые части являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы, и имеют выступающие части, выступающие от обеих определяемых в направлении CD (направлении, поперечном к направлению перемещения полуфабриката в машине) сторон участков, перекрещивающихся с упругими и эластичными элементами, в направлении вращения.
[0017]
(Действие и результат)
При образовании соединяющих выпуклых частей с такой формой, как описанная выше, упругие и эластичные элементы направляются в пространство между выступающими частями, в результате чего предпочтительно обеспечивается возможность надежного размещения участков, на которых проходят упругие и эластичные элементы, в местах, включающих в себя канавки.
[0018]
<Изобретение по пункту 4 формулы изобретения>
Способ формирования растягивающейся структуры для впитывающего изделия согласно пункту 1 формулы изобретения, в котором канавки образованы в зонах, представляющих собой части поверхности, соответствующей полным оборотам при вращении первого валика и второго валика, но никакая канавка не образована в остальных зонах, и упругие и эластичные элементы разрезают за счет сдавливания и нагрева в зонах без канавок, и упругие и эластичные элементы не разрезают в зонах с канавками во время сдавливания и нагрева.
[0019]
(Действие и результат)
В подгузнике одноразового использования упругие и эластичные элементы должны проходить через некоторые зоны, такие как зона, перекрывающая впитывающий компонент, вследствие соображений, связанных с изготовлением, но в данных зонах эластичность упругих и эластичных элементов не нужна, и упругие и эластичные элементы разрезают на малые части в данных зонах, чтобы проявление их эластичности было невозможным. Настоящее изобретение предназначено для предотвращения разрезания упругих и эластичных элементов во время сварки первого слоя из листового материала и второго слоя из листового материала посредством использования канавок на сдавливающей поверхности. Однако канавки не выполнены на сдавливающей поверхности в месте, соответствующем зоне, в которой эластичность не нужна, так что процесс сварки также используется для разрезания упругих и эластичных элементов. Это обеспечивает возможность образования соединенных частей листов и разрезания упругих и эластичных элементов в одно и то же время, в результате чего процесс изготовления упрощается.
[0020]
<Изобретение по пункту 5 формулы изобретения>
Растягивающаяся структура для впитывающего изделия, включающая в себя: первый слой из листового материала, второй слой из листового материала, противоположный по отношению к одной поверхности первого слоя из листового материала, и множество удлиненных упругих и эластичных элементов, предусмотренных между первым слоем из листового материала и вторым слоем из листового материала вдоль направления растягивания с интервалами между ними, при этом первый слой из листового материала и второй слой из листового материала соединены вместе посредством процесса сварки, который является прерывистым в направлении растягивания и непрерывным в направлении, пересекающем направление растягивания, для образования соединенных частей листов, при этом упругие и эластичные элементы прикреплены к первому слою из листового материала и второму слою из листового материала посредством процесса сварки для образования соединенных частей листов в местах, перекрещивающихся с соединенными частями листов, при этом участки первого слоя из листового материала и второго слоя из листового материала, расположенные между соединенными частями листов, выпучиваются в противоположных направлениях для образования складок, когда первый слой из листового материала и второй слой из листового материала стягиваются вместе со стягиванием упругих и эластичных элементов, и в одном из первого слоя из листового материала и второго слоя из листового материала в соединенных частях листов в состоянии естественной длины видимая толщина частей, перекрывающих центры упругих и эластичных элементов, составляет от 80 до 100% от видимой толщины частей без упругих и эластичных элементов.
[0021]
(Действие и результат)
Настоящее изобретение базируется на конфигурации с соединением, непрерывным в вертикальном направлении, и обеспечивает такую структуру, что в одном из первого слоя из листового материала и второго слоя из листового материала в соединенных частях листов в состоянии естественной длины разность видимой толщины частей, перекрывающих центры упругих и эластичных элементов, и видимой толщины частей, не имеющих упругих и эластичных элементов, мала. В слое из листового материала, имеющем меньшую разность толщин, части, покрывающие упругие и эластичные элементы, являются более толстыми, чем обычные. Это обеспечивает текстуру с пружинением и делает упругие и эластичные элементы более мягкими. Такие же результаты могут быть получены даже тогда, когда лист растянут до некоторой степени во время использования.
[0022]
Вышеуказанная структура может быть сформирована способом по пункту 1 формулы изобретения. Слой из листового материала, находящийся в контакте с поверхностями канавок, входит в канавки во время сдавливания и нагрева, слой из листового материала вместе с упругими и эластичными элементами удлиняется в направлении, пересекающем упругие и эластичные элементы, и разность толщин слоя из листового материала становится малой как в состоянии естественной длины, так и в состоянии при ношении.
В соответствии с традиционными способами изготовления как первый слой из листового материала, так и второй слой из листового материала являются плоскими в направлении, пересекающем упругие и эластичные элементы, во время сварки соединяемых частей листов, и упругие и эластичные элементы имеют больший диаметр в состоянии естественной длины и в состоянии при ношении, чем во время изготовления. Соответственно, первый слой из листового материала и второй слой из листового материала растягиваются, и их толщина на участках с упругими эластичными элементами уменьшается, что делает большей разность видимых толщин.
В настоящем изобретении вариант, в котором процесс сварки для образования соединенных частей листов является непрерывным, означает вариант, в котором сваривают первый слой из листового материала и упругие и эластичные элементы и сваривают второй слой из листового материала и упругие и эластичные элементы, и, таким образом, первый слой из листового материала и второй слой из листового материала будут сварены не напрямую для обеспечения непрерывности сварки/непрерывного сварного соединения.
Кроме того, вариант, в котором упругие и эластичные элементы прикрепляют к слоям из листовых материалов посредством процесса сварки в местах, перекрещивающихся с соединенными частями листов, включает в себя вариант, в котором сварное соединение упрочняют/усиливают с помощью другого средства, такого как адгезив, в местах, перекрещивающихся с соединенными частями листов, или в других местах.
Кроме того, видимую толщину измеряют таким образом: соединенные части листов разрезают в направлении, ортогональном к упругим и эластичным элементам, в условиях, соответствующих JIS L 1913: 2010 (JIS - Japanese Industrial Standard - Японский промышленный стандарт), сечение, полученное разрезанием, фотографируют при 100-кратном увеличении посредством микроскопа, и толщину визуально измеряют линейкой на фотографии.
[0023]
<Изобретение по пункту 6 формулы изобретения>
Растягивающаяся структура для впитывающего изделия согласно пункту 5 формулы изобретения, в которой соединенные части листов являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы, и имеют первые части, сравнительно длинные в направлении ширины, и вторые части, сравнительно короткие в направлении ширины, и первые части расположены на участках, включающих в себя участки, на которых проходят упругие и эластичные элементы, и вторые части расположены на участках, не включающих в себя участки, на которых проходят упругие и эластичные элементы.
[0024]
(Действие и результат)
Растягивающаяся структура может быть сформирована посредством способа по пункту 2 формулы изобретения.
[0025]
<Изобретение по пункту 7 формулы изобретения>
Растягивающаяся структура для впитывающего изделия согласно пункту 5 формулы изобретения, в которой соединенные части листов являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы, и имеют на участках, перекрещивающихся с упругими и эластичными элементами, выступающие части, которые выступают от обеих сторон, определяемых в направлении, пересекающем упругие и эластичные элементы, к одной стороне, определяемой в направлении ширины.
[0026]
(Действие и результат)
Растягивающаяся структура может быть сформирована посредством способа по пункту 3 формулы изобретения.
[0027]
<Изобретение по пункту 8 формулы изобретения>
Растягивающаяся структура для впитывающего изделия согласно любому из пунктов 5-7 формулы изобретения, при этом впитывающее изделие представляет собой одноразовый подгузник типа трусов, включающий в себя наружный элемент, образующий переднюю панель и заднюю панель, и внутренний элемент, который прикреплен к внутренней поверхности наружного элемента и включает в себя впитывающий компонент, при этом передняя панель наружного элемента и задняя панель наружного элемента соединены вместе на обеих боковых сторонах для образования частей с боковыми швами, в результате чего образуются поясная часть с кольцеобразной формой, часть, представляющая собой отверстие для талии, и два отверстия для правой и левой ног, и растягивающаяся структура предусмотрена в зоне наружного элемента, включающей в себя, по меньшей мере, обе определяемые в направлении ширины, боковые стороны внутреннего элемента, так, что упругие и эластичные элементы размещены в определенном порядке в направлении ширины.
[0028]
(Действие и результат)
Растягивающаяся структура по настоящему изобретению предпочтительно подходит для зоны наружного элемента в одноразовом подгузнике типа трусов, расположенной с определяемых в направлении ширины, обеих боковых сторон внутреннего элемента.
Предпочтительные эффекты от изобретения
[0029]
Как описано выше, в соответствии с настоящим изобретением можно обеспечить преимущества, заключающиеся в обеспечении возможности надлежащей сварки и обеспечении меньшей вероятности возникновения разрезания упругих и эластичных элементов, и тому подобном.
Краткое описание чертежей
[0030]
Фиг.1 представляет собой вид в плане внутренней поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг.2 представляет собой вид в плане наружной поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг.3 представляет собой вид в разрезе, выполненном по линии 3-3 на фиг.1;
фиг.4 представляет собой вид в разрезе, выполненном по линии 4-4 на фиг.1;
фиг.5 представляет собой вид в разрезе, выполненном по линии 5-5 на фиг.1;
фиг.6(а) представляет собой вид в плане растягивающейся структуры в раскрытом состоянии, фиг.6(b) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 6-6, в состоянии естественной длины, фиг.6(с) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 6-6, в состоянии, в котором растягивающаяся структура растянута до некоторой степени, и фиг.6(d) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 7-7;
фиг.7 представляет собой вид в разрезе основных компонентов одноразового подгузника типа трусов;
фиг.8 представляет собой вид в перспективе одноразового подгузника типа трусов;
фиг.9 представляет собой вид в плане наружной поверхности одноразового подгузника типа трусов в раскрытом состоянии;
фиг.10 представляет собой схематическое изображение, иллюстрирующее этап формирования растягивающейся структуры;
фиг.11 представляет собой схематическое изображение в перспективе, иллюстрирующее этап сдавливания и нагрева, на котором первый валик и первый лист не показаны;
фиг.12 представляет собой вид спереди основных компонентов перед сдавливанием и нагревом;
фиг.13 представляет собой вид спереди основных компонентов во время сдавливания и нагрева;
фиг.14(а)-14(е) представляют собой виды в плане примеров форм соединяющих выпуклых частей;
фиг.15 представляет собой вид спереди второго валика;
фиг.16(а) представляет собой вид в плане обычной растягивающейся структуры в раскрытом состоянии, фиг.16(b) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 8-8, в состоянии естественной длины, фиг.16(с) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 6-6, в состоянии естественной длины, и фиг.16(d) представляет собой вид растягивающейся структуры в разрезе, выполненном по линии 7-7.
Описание вариантов осуществления
[0031]
Варианты осуществления настоящего изобретения будут описаны ниже подробно со ссылкой на сопровождающие чертежи.
<О растягивающейся структуре>
Фиг.1-8 иллюстрируют одноразовый подгузник 100 типа трусов в качестве одного примера одноразовых подгузников типа трусов. Одноразовый подгузник 100 типа трусов состоит из наружного элемента 12, образующего наружную поверхность (заднюю поверхность) изделия, и внутреннего элемента 200, прикрепленного к внутренней поверхности наружного элемента 12. Ссылочная позиция Y обозначает полную длину подгузника, и ссылочная позиция Х обозначает полную ширину подгузника.
[0032]
Внутренний элемент 200 представляет собой компонент, впитывающий и удерживающий выделения, такие как моча, и наружный элемент 12 представляет собой компонент, подлежащий прикреплению к телу носителя. Отмеченные точками части на видах в разрезе показывают соединенные части, в которых составляющие элементы соединены вместе. Соединенные части образованы посредством нанесения термоплавкого адгезива или тому подобного в виде сплошного покрытия, покрытия, нанесенного валиком, покрытия, нанесенного наливом, поверхностного покрытия или покрытия, нанесенного в виде спиралей. В нижеприведенном описании «направление вперед-назад» относится к направлению, соединяющему вентральную сторону (переднюю сторону) и дорсальную сторону (заднюю сторону), и «направление ширины» относится к направлению (направлению вправо-влево), ортогональному к направлению вперед-назад. «Направление вверх-вниз» относится к направлению, которое становится ортогональным к направлению вдоль талии при ношении подгузника 100, то есть, когда подгузник 100 сложен вдвое в промежностной части так, что передняя панель и задняя панель перекрываются на обеих боковых сторонах, другими словами, к направлению, соединяющему отверстие WO для талии и промежностную часть.
[0033]
(Внутренний элемент)
Внутренний элемент 200 является прямоугольным в проиллюстрированном примере, но может иметь произвольную форму. Как проиллюстрировано на фиг.3-5, внутренний элемент 200 представляет собой основную панель, которая выполняет функцию впитывания, и включает в себя верхний лист 30 на стороне, обращенной к телу носителя, не проницаемый для жидкостей лист 11 и впитывающий элемент 50, расположенный между верхним листом 30 и не проницаемым для жидкостей листом 11. Ссылочная позиция 40 обозначает межслойный лист (второй лист), который расположен между верхним листом 30 и впитывающим элементом 50 для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий элемент 50. Ссылочная позиция 60 обозначает трехмерные сборки 60, которые предусмотрены с обеих боковых сторон внутреннего элемента 200 и являются стоячими по направлению к телу носителя для предотвращения вытекания выделений к обеим боковым сторонам внутреннего элемента 200.
[0034]
(Верхний лист)
Верхний лист 30 является проницаемым для жидкости и может представлять собой, например, пористый или непористый нетканый материал или пористый пластиковый лист. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые или полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы, «купры» или тому подобного, натуральные волокна из хлопка или тому подобного или смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление. Для обеспечения гибкости и драпируемости предпочтительны фильерный способ получения нетканого материала и способ гидроперепутывания. Для обеспечения объемности и мягкости предпочтительны способы обработки пропусканием воздуха насквозь, точечного скрепления и термоскрепления.
[0035]
Верхний лист 30 может состоять из одного листа или из многослойного листа, полученного скреплением двух или более листов друг с другом. Аналогичным образом, верхний лист 30 может состоять из одного листа или из двух или более листов в направлении в плоскости.
[0036]
В случае выполнения трехмерных сборок 60 предпочтительно, чтобы обе стороны верхнего листа 30 проходили до задней стороны впитывающего элемента 50 между не проницаемым для жидкостей листом 11 и трехмерными сборками 60 и были прикреплены к не проницаемому для жидкостей листу 11 и трехмерным сборкам 60 посредством термоплавкого адгезива или тому подобного для предотвращения проникновения жидкости.
[0037]
(Межслойный лист)
Для обеспечения быстрого перемещения жидкости, прошедшей через верхний лист 30, во впитывающий компонент может быть предусмотрен межслойный лист (также называемый «вторым листом») 40, имеющий более высокую скорость пропускания жидкости по сравнению с верхним листом 30. Межслойный лист 40 может обеспечить быстрое перемещение жидкости во впитывающий компонент при улучшении характеристики впитывания, обеспечиваемой впитывающим компонентом, а также может обеспечить предотвращение явления «обратного потока» впитанной жидкости из впитывающего компонента для поддержания верхнего листа 30 в сухом состоянии. Межслойный лист 40 может быть не предусмотрен.
[0038]
Материал для межслойного листа 40 может представлять собой такой же материал, как материал для верхнего листа 30, например, нетканый материал, полученный гидроперепутыванием, нетканый материал фильерного способа производства, нетканый материал со структурой SMS (SMS - слой (S) из нетканого материала фильерного способа производства - слой (М) из нетканого материала, полученного аэродинамическим способом из расплава, - слой (S) из нетканого материала фильерного способа производства) или лист нетканого материала из целлюлозных волокон, лист из смеси целлюлозных и вискозных волокон, бумага, полученная точечным скреплением, или крепированная бумага. В частности, нетканый материал, полученный способом с пропусканием воздуха насквозь, является предпочтительным вследствие его объемности. Для нетканого материала, получаемого способом с пропусканием воздуха насквозь, предпочтительно используются многокомпонентные волокна со структурой с ядром и оболочкой. Смола, предназначенная для использования в ядре, может представлять собой полипропилен (ПП), но предпочтительно представляет собой сложный полиэфир (ПЭТ) вследствие его высокой жесткости. Поверхностная плотность предпочтительно составляет 20-80 г/м2, более предпочтительно - 25-60 г/м2. Толщина исходных волокон в нетканом материале предпочтительно составляет 2,2-10 дтекс. Для обеспечения высокой объемности нетканого материала волокна с эксцентрической структурой, не имеющие ядра в центре, полые волокна или полые волокна с эксцентрической структурой предпочтительно используются в качестве некоторых или всех исходных волокон.
[0039]
В проиллюстрированном варианте межслойный лист 40 имеет меньшую ширину по сравнению с шириной впитывающего компонента 56 и расположен в центре впитывающего компонента 56. Альтернативно, межслойный лист 40 может быть предусмотрен на всей ширине впитывающего компонента 56. Определяемая в продольном направлении длина межслойного листа 40 может быть такой же, как длина впитывающего компонента 56, или может находиться в пределах интервала меньших длин с центром в зоне, предназначенной для приема жидкости.
[0040]
(Не проницаемый для жидкостей лист)
Отсутствует какое-либо особое ограничение в отношении материала для листа 11, не проницаемого для жидкостей. Например, не проницаемый для жидкостей лист 11 может быть образован из пластиковой пленки, выполненной из смолы на основе олефинов, таких как полиэтилен или полипропилен, из листа многослойного нетканого материала, в котором пластиковая пленка предусмотрена на поверхности нетканого материала, или из многослойного листа, в котором нетканый материал или тому подобное наложен на пластиковую пленку и присоединен к пластиковой пленке. Не проницаемый для жидкостей лист 11 предпочтительно образован из не проницаемого для жидкостей и влагопроницаемого материала, который предпочтительно использовался в последние годы по соображениям, связанным с предотвращением затхлости. В качестве влагопроницаемой пластиковой пленки широко использовалась микропористая пластиковая пленка, которая получена расплавлением и вмешиванием неорганического наполнителя в смолу на основе олефинов, таких как полиэтилен или полипропилен, для образования листа и последующим удлинением листа в направлении одной оси или двух осей. Кроме того, не проницаемый для жидкостей лист 11 может представлять собой лист нетканого материала из волокон микроденье или может представлять собой не проницаемый для жидкостей лист, который образован без использования пластиковой пленки, за счет улучшения характеристик предотвращения утечек при уменьшении размера воздушных зазоров между волокнами посредством подвода тепла или приложения давления или за счет нанесения на лист покрытия из смолы с высокой способностью к впитыванию воды, из гидрофобной смолы или из водоотталкивающего средства.
[0041]
Для улучшения характеристик предотвращения утечек предпочтительно, чтобы не проницаемый для жидкостей лист 11 мог выступать за обе боковые стороны впитывающего элемента 50 до обеих боковых сторон впитывающего элемента 50, расположенных со стороны верхнего листа 30. Соответствующая ширина выступающей части составляет приблизительно 5-20 мм с каждой из правой и левой сторон.
[0042]
Индикатор выделений, изменяющий цвет при впитывании жидкости, может быть предусмотрен с внутренней стороны листа 11, не проницаемого для жидкостей, в частности, на боковых поверхностях впитывающего компонента 56.
[0043]
(Трехмерные сборки)
Трехмерные сборки 60 представляют собой лентообразные элементы, проходящие на всей длине вдоль обеих боковых сторон внутреннего элемента 200 в направлении вперед-назад. Трехмерные сборки 60 выполнены для того, чтобы остановить мочу или жидкий стул, перемещающиеся в боковом направлении по верхнему листу 30, для предотвращения вытекания жидкости в боковом направлении. В данном варианте осуществления трехмерные сборки 60 являются стоячими на боковых сторонах внутреннего элемента 200. Трехмерные сборки 60 являются стоячими с наклоном по направлению к части, центральной в направлении ширины, в частях, расположенных со стороны основания, и являются стоячими с наклоном по направлению к стороне, наружной в направлении ширины, от промежуточной до верхней частей.
[0044]
Более конкретно, трехмерные сборки 60 образованы так, что лентообразные листы 62 для сборок, имеющие такую же длину, как длина внутреннего элемента 200, определяемая в направлении вперед-назад, сложены вдвое в направлении ширины, и множество удлиненных упругих и эластичных элементов 63 зафиксированы в растянутом состоянии между листами вдоль продольного направления с интервалами в направлении ширины, в сложенных частях и вблизи них. Концы трехмерных сборок 60, противоположные по отношению к сложенным/загнутым частям в направлении ширины, образуют части 65 для прикрепления, прикрепленные к задней поверхности внутреннего элемента 200 у бокового края. Части трехмерных сборок 60, отличные от частей 65 для прикрепления, образуют выступающие части 66 (загнутые/сложенные части), которые выступают от частей 65 для прикрепления. Оба конца выступающих частей 66, определяемые в направлении вперед-назад, состоят из частей, расположенных со стороны основания, которые проходят от частей 65 для прикрепления за стороны внутреннего элемента 200 к боковой поверхности верхнего листа 30 и прикреплены в виде передних - задних закрепленных частей 67 к боковым поверхностям верхнего листа 30 посредством термоплавкого адгезива или термосварки, и частей, расположенных со стороны вершин, которые загнуты наружу в направлении ширины от верхних участков частей, расположенных со стороны основания, и прикреплены к частям, расположенным со стороны основания. Участки выступающих частей, промежуточные в направлении вперед-назад, представляют собой незакрепленные свободные части (внутренние свободные части). Удлиненные упругие и эластичные элементы 63 прикреплены к свободным частям в состоянии, в котором они растянуты вдоль направления вперед-назад.
[0045]
Листы 62 для сборок могут быть предпочтительно образованы при применении водоотталкивающей обработки силиконом или тому подобным в случае необходимости для гибкого нетканого материала, обладающего отличной однородностью и маскирующей способностью, такого как нетканый материал, полученный фильерным способом производства (со структурой SS (из двух слоев, полученных фильерным способом производства, SSS (из трех слоев, полученных фильерным способом производства) или тому подобной), нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), SSMMS (слой (S), полученный фильерным способом производства, - слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) или тому подобной) или нетканый материал, полученный аэродинамическим способом из расплава. Поверхностная плотность волокон предпочтительно составляет приблизительно 10-30 г/м2. Удлиненные упругие и эластичные элементы 63 могут представлять собой резиновые нити или тому подобное. В случае использования резиновых нитей из спандекса толщина нитей предпочтительно составляет 470-1240 дтекс, более конкретно - 620-940 дтекс. Степень растяжения нитей во время прикрепления предпочтительно составляет 150-350%, более конкретно - 200-300%. «Степень растяжения» в данном документе принимает значение относительно длины в естественном состоянии, рассматриваемой как 100%. Кроме того, водонепроницаемая пленка 64 может быть расположена внутри листа для сборок, сложенного вдвое, как проиллюстрировано на чертеже.
[0046]
Число удлиненных упругих и эластичных элементов 63, предусмотренных на свободных частях трехмерных сборок 60, предпочтительно составляет от двух до шести, в частности, от трех до пяти. Интервал 60d при размещении составляет соответственно 3-10 мм. В соответствии с данной конфигурацией подгузник, вероятно, будет касаться кожи поверхностью посредством удлиненных упругих и эластичных элементов 63. Удлиненные упругие и эластичные элементы 63 могут быть размещены в определенном порядке не только в частях, расположенных со стороны вершины, но также в частях, расположенных со стороны основания.
[0047]
Предназначенные для прикрепления части 65 трехмерных сборок 60 могут быть прикреплены к соответствующему элементу во внутреннем элементе 200, такому как верхний лист 30, не проницаемый для жидкостей лист 11 или впитывающий элемент 50.
[0048]
В трехмерных сборках 60, выполненных с такой конфигурацией, стягивающее усилие, создаваемое удлиненными упругими и эластичными элементами 63, действует для приближения обеих частей, концевых в направлении вперед-назад, друг к другу. Выступающие части 66 закреплены так, чтобы обе части, концевые в направлении вперед-назад, не были стоячими, в то время как промежуточные части между выступающими частями 66 представляют собой незакрепленные свободные части. Соответственно, только свободные части являются стоячими для касания тела носителя, как проиллюстрировано на фиг.3. В частности, когда части 65 для прикрепления расположены на задней поверхности внутреннего элемента 200, трехмерные сборки 60 являются стоячими и расходятся наружу в направлении ширины в промежностной части и в зоне вблизи нее. Соответственно, трехмерные сборки 60 вводятся в поверхностный контакт с окружными поверхностями ног для обеспечения улучшенного прилегания.
[0049]
Размеры трехмерных сборок 60 могут быть выбраны соответствующим образом. В случае одноразового подгузника для младенцев определяемая в стоячем положении высота 66w (ширина выступающих частей 66 в раскрытом состоянии) трехмерных сборок 60 предпочтительно составляет 15-60 мм, более предпочтительно - 20-40 мм, как проиллюстрировано, например, на фиг.7. Кроме того, когда трехмерные сборки 60 плоско сложены параллельно поверхности верхнего листа 30, разделяющее расстояние 60d между складками с самой внутренней стороны предпочтительно составляет 60-190 мм, более предпочтительно - 70-140 мм.
[0050]
В отличие от проиллюстрированного примера трехмерные сборки могут быть выполнены в виде двойных сборок (в двух рядах) на каждой из правой и левой сторон внутреннего элемента 200.
[0051]
(Впитывающий элемент)
Впитывающий элемент 50 имеет впитывающий компонент 56 и оберточный лист 58 для обертывания всего впитывающего компонента 56. Оберточный лист 58 может быть не предусмотрен.
[0052]
(Впитывающий компонент)
Впитывающий компонент 56 может быть образован из совокупности волокон. Совокупность волокон может представлять собой скопление коротких волокон, таких как волокна из вспушенной измельченной целлюлозы или синтетические волокна, или совокупность элементарных волокон, полученную разрыхлением жгутов (пучков волокон) синтетических волокон, таких как волокна из ацетилцеллюлозы, в соответствии с необходимостью. Поверхностная плотность волокон из вспушенной измельченной целлюлозы или скопления коротких волокон может составлять, например, приблизительно 100-300 г/м2, и поверхностная плотность совокупности элементарных волокон может составлять приблизительно 30-120 г/м2. Тонина синтетических волокон составляет, например, 1-16 дтекс, предпочтительно 1-10 дтекс, более предпочтительно 1-5 дтекс. В случае совокупности элементарных волокон элементарные волокна могут представлять собой неизвитые волокна, но предпочтительно представляют собой извитые волокна. Число извивов в извитых волокнах может составлять, например, приблизительно 5-75 на дюйм (на 2,54 см), предпочтительно приблизительно 10-50 на дюйм (на 2,54 см), более предпочтительно - приблизительно 15-50 на дюйм (на 2,54 см). Извитые волокна равномерно извиты во многих случаях. Частицы полимера с высокой впитывающей способностью предпочтительно диспергированы и удерживаются во впитывающем компоненте 56.
[0053]
Впитывающий компонент 56 может иметь прямоугольную форму, но предпочтительно имеет форму песочных часов с передней концевой частью, задней концевой частью и более узкой частью, которая расположена между передней и задней концевыми частями и является более узкой, чем две концевые части, как проиллюстрировано на фиг.6, для улучшения прилегания впитывающего компонента 56 и трехмерных сборок 60 к окружным поверхностям ног.
[0054]
Размеры впитывающего компонента могут быть выбраны в зависимости от конкретного случая. Тем не менее, впитывающий компонент предпочтительно простирается до периферийных краев внутреннего элемента или до зон вблизи них в направлении вперед-назад и в направлении ширины. Ссылочная позиция 56Х обозначает ширину впитывающего компонента 56.
[0055]
(Частицы полимера с высокой впитывающей способностью)
Впитывающий компонент 56 может частично или полностью содержать частицы полимера с высокой впитывающей способностью. Частицы полимера с высокой впитывающей способностью включают «порошок», а также «частицы». Частицы полимера с высокой впитывающей способностью могут представлять собой частицы, которые предназначены для обычного использования во впитывающем изделии данного типа, и размер частиц предпочтительно составляет 1000 мкм или менее, более предпочтительно - 150-400 мкм.
Отсутствует какое-либо особое ограничение в отношении материала для частиц полимера с высокой впитывающей способностью, но данный материал предпочтительно имеет способность к впитыванию воды, составляющую 40 г/г или более. Частицы полимера с высокой впитывающей способностью могут представлять собой частицы на основе крахмала, целлюлозы или синтетического полимера. Частицы полимера с высокой впитывающей способностью могут быть образованы из привитого сополимера крахмала и акрилата, омыленного вещества из сополимера крахмала и акрилонитрила, сшивающего вещества из натриевой соли карбоксиметилцеллюлозы, полимера на основе акрилата или тому подобного. Частицы полимера с высокой впитывающей способностью предпочтительно используются в виде обычных частиц, но могут быть использованы в другом виде.
[0056]
Скорость впитывания воды частицами полимера с высокой впитывающей способностью предпочтительно составляет 40 секунд или менее. Когда скорость впитывания воды превышает 40 секунд, более вероятно вытекание впитанной жидкости обратно из впитывающего компонента 56 наружу.
[0057]
Поверхностная плотность частиц полимера с высокой впитывающей способностью может быть выбрана соответствующим образом в зависимости от впитывающей способности, которая требуется при использовании впитывающего компонента 56. Несмотря на то, что это не указано однозначно, поверхностная плотность может составлять 50-350 г/м2. Когда поверхностная плотность полимера составляет менее 50 г/м2, трудно обеспечить необходимую впитывающую способность. Когда поверхностная плотность полимера превышает 350 г/м2, эффект впитывания становится предельным.
[0058]
В случае необходимости могут быть скорректированы плотность диспергирования или количество диспергируемых частиц полимера с высокой впитывающей способностью вдоль направления в плоскости впитывающего компонента 56. Например, количество диспергируемых частиц полимера с высокой впитывающей способностью может быть больше в зоне выделения, чем в остальных зонах. Что касается различий, связанных с полом, то плотность диспергирования (количество) частиц полимера с высокой впитывающей способностью может быть увеличена (-о) с передней стороны изделия для мужчин и может быть увеличена (-о) в центральной части изделия для женщин. Кроме того, полимер может быть не предусмотрен локально (например, в виде точек) в направлении в плоскости впитывающего компонента 56.
[0059]
(Оберточный лист)
Материал для оберточного листа 58 может представлять собой санитарно-гигиеническую бумагу, в частности, крепированную бумагу, нетканый материал, нетканый материал с полиэтиленом, прикрепленным путем ламинирования, пористый лист или тому подобное. Тем не менее, желательно, если лист материала выполнен с конфигурацией, обеспечивающей возможность удерживания частиц полимера с высокой впитывающей способностью. В случае использования нетканого материала вместо крепированной бумаги гидрофильный нетканый материал со структурой SMS (со структурой SMS (слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства), SSMMS (слой (S), полученный фильерным способом производства, - слой (S), полученный фильерным способом производства, - слой (М), полученный аэродинамическим способом из расплава, - слой (М), полученный аэродинамическим способом из расплава, - слой (S), полученный фильерным способом производства) или тому подобной) является особенно предпочтительным, и его материалом может быть полипропилен, композиционный материал из полиэтилена и полипропилена или тому подобное. Поверхностная плотность материала желательно составляет 5-40 г/м2, в частности, 10-30 г/м2.
[0060]
Форма обертывания оберточным листом 58 может быть выбрана в зависимости от обстоятельств. Тем не менее, с точки зрения легкости изготовления и предотвращения «утечки» частиц полимера с высокой впитывающей способностью из переднего и заднего концевых краев оберточный лист 58 предпочтительно обертывает впитывающий компонент 56 подобно цилиндру для окружения передней и задней поверхностей и обеих боковых поверхностей впитывающего компонента 56 и имеет переднюю и заднюю концевые части, выступающие от передней и задней сторон впитывающего компонента 56 так, что выступающие части сдавливаются с верхней и нижней сторон и соединяются вместе с помощью средства соединения, такого как термоплавкий адгезив.
[0061]
(Наружный элемент)
Наружный элемент 12 имеет часть, образующую переднюю панель F, проходящую от промежностной части к вентральной стороне, и часть, образующую заднюю панель В, проходящую от промежностной части к дорсальной стороне. Передняя панель F и задняя панель В соединены вместе на обеих боковых сторонах для образования отверстия WO для талии, через которое проходит талия носителя, и двух отверстий LO для правой и левой ног, через которые проходят ноги носителя, как проиллюстрировано на фиг.8. Ссылочная позиция 12А обозначает соединенные части (в дальнейшем также называемые частями с боковыми швами). Промежностная часть относится к части, центральной в направлении вперед-назад от поясного края передней панели F до поясного края задней панели В в раскрытом состоянии. Части, расположенные с передней стороны и с задней стороны промежностной части, относятся соответственно к передней панели F и задней панели В.
[0062]
Наружный элемент 12 имеет поясную часть Т, определяемую как зона, проходящая в направлении вперед-назад от отверстия WO для талии до верхних концов отверстий LO для ног, и промежуточную часть L, определяемую как зона, проходящая в направлении вперед-назад и образующая отверстия LO для ног (между проходящей в направлении вперед-назад и имеющей части 12А с боковыми швами зоной передней панели F и проходящей в направлении вперед-назад и имеющей части 12А с боковыми швами зоной задней панели В). Поясная часть Т концептуально разделена на «поясную часть» W, образующую край отверстия для талии, и «нижнюю поясную часть» U в качестве части, расположенной под поясной частью W. Обычно, когда имеются границы в поясной части Т с изменениями напряжения при растягивании и стягивании в направлении ширины (например, изменениями толщины или степени растяжения упругих и эластичных элементов), часть, более близкая к отверстию WO для талии, чем граница, ближайшая к отверстию WO для талии, образует поясную часть W. Когда отсутствуют границы, часть, более близкая к отверстию WO для талии, чем впитывающий компонент 56 или внутренний элемент 200, образует поясную часть W. Длины данных частей варьируются в зависимости от размера изделия и могут быть выбраны соответствующим образом. В качестве примера длина поясной краевой части W может составлять 15-40 мм, и длина нижней поясной части U может составлять 65-120 мм. Оба конца промежуточной части L сужены вдоль окружных поверхностей ног носителя, и ноги носителя размещаются через суженные концы. В результате наружный элемент 12 имеет в целом почти форму песочных часов. Степень сужения наружного элемента 12 может быть выбрана соответствующим образом. Как и в варианте, проиллюстрированном на фиг.1-8, наружный элемент 12 предпочтительно является более узким, чем внутренний элемент 200, в самой узкой зоне для обеспечения простого внешнего вида. Альтернативно, наружный элемент 12 может быть более широким, чем внутренний элемент 200, даже в самой узкой зоне.
[0063]
Наружный элемент 12 образован посредством скрепления двух листовых материалов 12S и 12Н, как проиллюстрировано на фиг.3-6. Второй листовой материал 12Н, расположенный внутри, проходит вплоть до края отверстия WO для талии, в то время как первый листовой материал 12S, расположенный снаружи, загнут вокруг края второго листового материала 12Н со стороны талии и загнут по направлению к внутренней стороне. Загнутые/сложенные части 12r продолжаются так, чтобы закрыть верхнюю концевую часть внутреннего элемента 200 со стороны талии.
[0064]
Отсутствует какое-либо особое ограничение в отношении листовых материалов 12S и 12Н при условии, что они представляют собой листовой материал, но они предпочтительно образованы из нетканого материала. Отсутствует какое-либо особое ограничение в отношении исходных волокон для нетканого материала. Например, исходные волокна могут представлять собой синтетические волокна на основе олефина, такие как полиэтиленовые или полипропиленовые, полиэфирные или полиамидные, репродуцированные волокна из вискозы, «купры» или тому подобного, натуральные волокна из хлопка или тому подобного или смешанные волокна или многокомпонентные волокна из двух или более из вышеуказанных волокон. Нетканый материал может быть получен посредством любого способа обработки. Способ обработки может представлять собой любой из публично известных способов, например, такой как гидроперепутывание, фильерный способ получения нетканого материала, термоскрепление, аэродинамический способ получения нетканого материала из расплава, иглопробивание, обработка пропусканием воздуха насквозь и точечное скрепление.
[0065]
Наружный элемент 12 имеет удлиненные упругие и эластичные элементы 19, такие как резиновые нити (упругие и эластичные элементы 17 поясной части, упругие и эластичные элементы 15 нижней поясной части и упругие и эластичные элементы 16 промежуточной части), предусмотренные с заданной степенью растяжения между листовыми материалами 12S и 12Н для улучшения прилегания к талии носителя. Удлиненные упругие и эластичные элементы 19 могут быть образованы из синтетического каучука или натурального каучука.
[0066]
Более конкретно, в поясных частях W задней панели В и передней панели F множество упругих и эластичных элементов 17 поясной части зафиксированы в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалами в направлении вверх-вниз таким образом, чтобы они были полностью непрерывными в направлении ширины, между внутренней поверхностью второго листового материала 12Н и наружными поверхностями загнутых частей 12r первого листового материала 12S. Один или более из упругих и эластичных элементов 17 поясной части в зоне, смежной с нижней поясной частью U, могут перекрывать внутренний элемент 200 или могут быть предусмотрены с обеих боковых сторон части, центральной в направлении ширины, за исключением части, центральной в направлении ширины и перекрывающей внутренний элемент 200. В качестве упругих и эластичных элементов 17 поясной части приблизительно от 3 до 22 резиновых нитей с толщиной, составляющей приблизительно 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (это применяется в случае синтетического каучука, и в случае натурального каучука площадь поперечного сечения составляет приблизительно 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2), предпочтительно зафиксированы со степенью растяжения, составляющей приблизительно 150-400%, в частности, приблизительно 220-320%, и с интервалами, составляющими 4-12 мм. Все упругие и эластичные элементы 17 поясной части могут не иметь одинаковой толщины и одинаковой степени растяжения. Например, упругие и эластичные элементы, расположенные с верхней стороны поясной части W, могут отличаться по толщине и степени растяжения от упругих и эластичных элементов, расположенных с нижней стороны поясной части W.
[0067]
В нижних поясных частях U передней панели F и задней панели В множество упругих и эластичных элементов 15 нижних поясных частей, состоящих из удлиненных упругих и эластичных элементов, зафиксированы в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалами в направлении вверх-вниз таким образом, чтобы они были полностью непрерывными в направлении ширины, между наружной поверхностью второго листового материала 12Н и внутренней поверхностью первого листового материала 12S с верхней стороны и с обеих боковых сторон части, центральной в направлении ширины, за исключением части, центральной в направлении ширины и перекрывающей внутренний элемент 200.
[0068]
В качестве упругих и эластичных элементов 15 нижней поясной части приблизительно от 5 до 30 резиновых нитей с толщиной 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (это применяется в случае синтетического каучука, и в случае натурального каучука площадь поперечного сечения составляет приблизительно 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2), предпочтительно зафиксированы со степенью растяжения, составляющей приблизительно 200-350%, в частности, приблизительно 240-300%, и с интервалами, составляющими 1-15 мм, в частности, 3-8 мм.
[0069]
В промежуточных частях L передней панели F и задней панели В множество упругих и эластичных элементов 16 промежуточной части, состоящих из удлиненных упругих и эластичных элементов, зафиксированы в состоянии, в котором они растянуты вдоль направления ширины с заданной степенью растяжения, с интервалами в направлении вверх-вниз таким образом, чтобы они были полностью непрерывными в направлении ширины между наружной поверхностью второго листового материала 12Н и внутренней поверхностью первого листового материала 12S с обеих боковых сторон части, центральной в направлении ширины, за исключением части, центральной в направлении ширины и перекрывающей внутренний элемент 200.
[0070]
В качестве упругих и эластичных элементов 16 промежуточной части приблизительно от 2 до 10 резиновых нитей с толщиной, составляющей приблизительно 155-1880 дтекс, в частности, приблизительно 470-1240 дтекс (это применяется в случае синтетического каучука, и в случае натурального каучука площадь поперечного сечения составляет 0,05-1,5 мм2, в частности, приблизительно 0,1-1,0 мм2), предпочтительно зафиксированы со степенью растяжения, составляющей 150-300%, в частности, 180-260%, и с интервалами, составляющими 5-40 мм, в частности, 5-20 мм.
[0071]
Когда упругие и эластичные элементы 15 нижней поясной части и упругие и эластичные элементы 16 промежуточной части предусмотрены с обеих боковых сторон части, центральной в направлении ширины, за исключением некоторого участка части, перекрывающей внутренний элемент 200, или всей части, перекрывающей внутренний элемент 200, как проиллюстрировано на чертежах, внутренний элемент 200 не стягивается в большей степени, чем необходимо, в направлении ширины, его внешний вид не ухудшается и он не становится неустойчивым, и его впитывающая способность не снижается. Вышеприведенный вариант включает в себя вариант, в котором упругие и эластичные элементы находятся только с обеих боковых сторон в направлении ширины, и вариант, в котором упругие и эластичные элементы расположены так, что они проходят с перекрещиванием с внутренним элементом 200 от одной к другой из боковых сторон в направлении ширины, но упругие и эластичные элементы разрезаны на малые части и не создают никакого стягивающего усилия, действующего на некотором участке части, перекрывающей внутренний элемент 200, или на всей части, перекрывающей внутренний элемент 200 (это по существу означает, что не предусмотрены никакие упругие и эластичные элементы), и, таким образом, стягивающее усилие, создаваемое упругими и эластичными элементами, действует только с обеих сторон, боковых в направлении ширины. Само собой разумеется, варианты размещения упругих и эластичных элементов 15 нижней поясной части и упругих и эластичных элементов 16 промежуточной части не ограничены вышеприведенными вариантами. Альтернативно, некоторые или все из упругих и эластичных элементов 15 нижней поясной части и упругих и эластичных элементов 16 промежуточной части могут быть предусмотрены так, что они будут проходить с перекрещиванием с внутренним элементом 200 поверх него от одной до другой из сторон, боковых в направлении ширины, так что стягивающее усилие будет полностью действовать на части, включающие в себя часть, перекрывающую внутренний элемент 200 в направлении ширины.
[0072]
(Структура с разделением наружного элемента)
В вышеприведенном примере составляющий одно целое, наружный элемент 12 проходит непрерывно от передней панели F к задней панели В, охватывая их. Альтернативно, наружный элемент 12 может быть выполнен с такой конфигурацией, что наружный элемент, расположенный с вентральной стороны, и наружный элемент, расположенный с дорсальной стороны, не являются непрерывными и отделены друг от друга со стороны промежности (не проиллюстрировано). В этом случае наружный элемент промежностной части может быть прикреплен к наружной поверхности внутреннего элемента, чтобы закрыть часть, открытую для воздействия между наружным элементом, расположенным с вентральной стороны, и наружным элементом, расположенным с дорсальной стороны. Для наружного элемента промежностной части может быть использован такой же материал, как для вышеуказанного наружного элемента.
[0073]
(О растягивающейся структуре)
В одноразовом подгузнике типа трусов, проиллюстрированном на фиг.2, растягивающаяся структура по настоящему изобретению используется в зоне, охватывающей интервал от поясной части W до промежуточной части L. В частности, как проиллюстрировано на фиг.6, первый слой 21 из листового материала и второй слой 22 из листового материала соединены вместе посредством процесса сварки, который является прерывистым в направлении растягивания и непрерывным с заданной шириной в направлении, пересекающем направление растягивания (направлении, ортогональном к направлению растягивания в проиллюстрированном варианте), для образования соединенных частей 70 листов. Сваренные части показаны посредством ссылочной позиции 75.
[0074]
Отсутствует какое-либо ограничение в отношении материала для первого слоя 21 из листового материала и второго слоя 22 из листового материала при условии, что они соединяются вместе посредством процесса сварки. В частности, желателен нетканый материал с толщиной от 0,1 до 1 мм и поверхностной плотностью от 10 до 20 г/м2. Первый слой 21 из листового материала и второй слой 22 из листового материала могут быть образованы посредством отдельных листовых материалов 12S и 12Н, как в нижней поясной части U и промежуточной части L, или могут быть образованы загнутыми частями одного листового материала 12S, как в поясной части W. Кроме того, первый слой 21 из листового материала и второй слой 22 из листового материала могут быть образованы из материалов, состоящих из одного листа, или же или один, или оба из них могут представлять собой многослойный элемент из множества листовых материалов.
[0075]
В качестве процесса сварки может быть использован любой из публично известных способов, такой как термосварка или ультразвуковая сварка. В этом случае вариант, в котором процесс сварки для образования соединенных частей 70 листов является непрерывным, означает вариант, в котором сваривают первый слой 21 из листового материала и упругие и эластичные элементы и сваривают второй слой 22 из листового материала и упругие и эластичные элементы, и, таким образом, первый слой 21 из листового материала и второй слой 22 из листового материала будут сварены не напрямую для обеспечения непрерывности сварки, как проиллюстрировано на фиг.6(d).
[0076]
Упругие и эластичные элементы 19 прикрепляют к первому слою 21 из листового материала и второму слою 22 из листового материала посредством процесса сварки для образования соединенных частей 70 листов в местах, «пересекающих» соединенные части 70 листов. То есть, первый слой 21 из листового материала и второй слой 22 из листового материала расплавляют и приваривают к упругим и эластичным элементам 19 посредством процесса сварки, и в результате упругие и эластичные элементы фиксируются без расплавления.
[0077]
Интервалы 19d между соседними упругими и эластичными элементами 19 могут быть выбраны в зависимости от конкретного случая. Однако, когда интервалы 19d превышают 10 мм, толщина складок 80 изменяется в направлении, пересекающем направление растягивания, хотя и не так существенно, как в конфигурации с соединением, прерывистым в вертикальном направлении, и складки 80 становятся неустойчивыми. Соответственно, интервалы 19d между соседними упругими и эластичными элементами 19 предпочтительно составляют 10 мм или менее, в частности, 3-7 мм.
[0078]
Толщина и степень растяжения (в состоянии, в котором растягивающаяся структура полностью раскрыта) упругих и эластичных элементов 19 могут быть выбраны соответствующим образом в соответствии с местами прикрепления упругих и эластичных элементов 19. Предпочтительная зона такова, как описанная выше. Как правило, толщина упругих и эластичных элементов 19 желательно составляет от приблизительно 300 до 1000 дтекс, и степень растяжения упругих и эластичных элементов 19 желательно составляет приблизительно 200-350%.
[0079]
В растягивающейся структуре, описанной выше, вместе со стягиванием упругих и эластичных элементов 19 части первого слоя 21 из листового материала и второго слоя 22 из листового материала, расположенные между соединенными частями 70 листов, стягиваются и выпучиваются в противоположных направлениях для образования складок 80, как проиллюстрировано на фиг.6(b). Несмотря на то, что фиг.6(b) иллюстрирует состояние естественной длины, при ношении подгузника упругие и эластичные элементы 19 растягиваются до некоторой степени, и складки 80 расширяются в нижних частях, и высота 80h складок 80 становится меньше, как проиллюстрировано на фиг.6(с). Кроме того, растягивающаяся структура образована в виде конфигурации с соединением, непрерывным в вертикальном направлении, и складки 80 проходят линейно вдоль соединенных частей 70 листов. Соответственно, внешний вид и воздухопроницаемость растягивающейся структуры являются отличными.
[0080]
Характерным образом, в состоянии естественной длины видимая толщина t1 второго слоя 22 из листового материала в соединенных частях 70 листов в местах, перекрывающих центры упругих и эластичных элементов 19, составляет от 80 до 100% от видимой толщины t2 второго слоя 22 из листового материала в местах без упругих и эластичных элементов 19. Более предпочтительно, если данный диапазон составляет от 95 до 100%. Соответственно, второй слой 22 из листового материала с меньшей разностью толщин является более толстым, чем обычный слой, в частях, закрывающих упругие и эластичные элементы 19. Это обеспечивает текстуру с пружинением и делает упругие и эластичные элементы 19 более мягкими. Те же самые результаты могут быть получены даже тогда, когда лист растянут до некоторой степени во время использования.
[0081]
В проиллюстрированном варианте обеспечивается меньшая разность толщин во втором слое 22 из листового материала в соединенных частях 70 листов. Вместо этого или в дополнение к этому может быть обеспечена меньшая разность толщин в первом слое 21 из листового материала. В том случае, когда должна быть обеспечена меньшая разность толщин или в первом слое 21 из листового материала, или во втором слое 22 из листового материала, уменьшение разности толщин в слое из листового материала на стороне, обращенной к коже, создает возможность усиления эффекта улучшения ощущения от материала для носителя при осязании.
[0082]
Структура с меньшей разностью толщин может быть сформирована посредством способа, описанного позднее. Слой из листового материала, находящийся в контакте с поверхностями канавок, входит в канавки во время сдавливания и нагрева, и слой из листового материала в частях, имеющих упругие и эластичные элементы 19, становится более длинным в направлении, пересекающем упругие и эластичные элементы 19, и разность толщин в слое из листового материала, описанном выше, становится малой как в состоянии естественной длины, так и в состоянии при ношении.
[0083]
Форма соединенных частей 70 листов может быть выбрана соответствующим образом, но соединенные части 70 листов предпочтительно являются непрерывными с заданной шириной в направлении, пересекающем направление растягивания, (направлении, ортогональном к направлению растягивания в проиллюстрированном варианте) как в проиллюстрированном варианте. Ширина 70w соединенных частей 70 листов, определяемая в направлении растягивания, может быть выбрана в зависимости от обстоятельств, но предпочтительно составляет приблизительно 1-4 мм (более предпочтительно - приблизительно 1-2 мм). Интервалы 70d между соседними соединенными частями 70 листов могут быть выбраны в зависимости от обстоятельств, но предпочтительно составляют приблизительно 4-8 мм (более предпочтительно - приблизительно 5-7 мм). Ширина 70w соединенных частей 70 листов, определяемая в направлении растягивания, влияет на интервалы между соседними складками 80. В том случае, когда складки 80 являются узкими, как в конфигурации с соединением, непрерывным в вертикальном направлении, если ширина 70w превышает 4 мм, интервалы между соседними складками 80 становятся слишком широкими, и отдельные складки 80 будут выглядеть «независимыми». Кроме того, когда складки 80 деформируются таким образом, что они сминаются и расширяются или опускаются вниз под действием сжимающей силы, действующей в направлении толщины, соседние складки 80 обеспечивают более слабую опору друг для друга. В результате уменьшается стойкость складок 80 к деформированию и снижается их способность к восстановлению после деформирования, что приводит к недостаточной объемности.
[0084]
Кроме того, когда ширина 70w соединенных частей 70 листов, определяемая в направлении растягивания, задана равной 1-4 мм и интервалы 70d между соседними соединенными частями 70 листов заданы меньшими, чем 4 мм, или бóльшими, чем 8 мм, будут иметь место следующие ситуации. То есть, интервалы между соседними соединенными частями 70 листов влияют на высоту 80h и ширину складок 80: когда интервалы составляют приблизительно 2 мм, складки 80 становятся менее непрерывными в вертикальном направлении, как если бы складки 80 были непрерывно скреплены в направлении растягивания (нет никакого смысла выполнять соединенные части 70 листов прерывисто в направлении растягивания), и, когда интервал составляет 3 мм, складки 80 проходят прямолинейно в направлении, ортогональном к направлению растягивания, но нельзя ожидать того, что соседние складки 80 будут обеспечивать опору друг для друга, и в результате объемность становится недостаточной. Кроме того, когда интервалы между соединенными частями 70 листов превышают 8 мм, складки 80 нерегулярно сминаются вследствие сжатия во время упаковывания, в результате чего внешний вид изделия ухудшается. Напротив, только тогда, когда ширина 70w соединенных частей 70 листов, определяемая в направлении растягивания, задана равной 1-4 мм и интервалы 70d между соединенными частями 70 листов заданы равными 4-8 мм, существует возможность обеспечения достаточной объемности и обеспечения меньшей подверженности складок 80 смятию нерегулярным образом вследствие сжатия во время упаковывания. Кроме того, когда соединенные части 70 листов образованы посредством сварки в конфигурации с соединением, непрерывным в вертикальном направлении, сваренные части 75 неизбежно становятся твердыми. Однако влияние затвердевания мало, когда размеры соединенных частей 70 листов находятся в вышеуказанных пределах. Кроме того, в качестве побочного эффекта сваренные части 75 имеют более высокую прозрачность, что позволяет получить внешний вид, при котором глянцевитые сваренные части 75 образуют рисунок в полоску.
[0085]
В качестве другой предпочтительной формы соединенных частей 70 листов соединенные части 70 листов могут иметь форму частей, полученных за счет процесса сварки и образованных посредством различных соединяющих выпуклых частей, проиллюстрированных на фиг.14, которая описана позднее (то есть такую же форму, как форма соединяющих выпуклых частей), для повышения стабильности изготовления способом, описанным позднее.
[0086]
С другой стороны, когда усилие фиксации упругих и эластичных элементов 19 недостаточно, упругие и эластичные элементы 19 могут отсоединиться. В частности, ширина 70w соединенных частей 70 листов, определяемая в направлении растягивания, желательно является малой, но в этом случае части, в которых упругие и эластичные элементы 19 и соединенные части 70 листов перекрещиваются, становятся меньше. Соответственно, необходимо зафиксировать упругие и эластичные элементы 19 в таких малых частях, и важно обеспечить усилие фиксации упругих и эластичных элементов 19.
[0087]
Соответственно, в предпочтительном варианте фиксация упругих и эластичных элементов 19 относительно первого слоя 21 из листового материала и второго слоя 22 из листового материала усиливается в местах, которые перекрещиваются с соединенными частями 70 листов, или в других местах. Например, как проиллюстрировано на фиг.9, усиливающий адгезив 71, такой как термоплавкий адгезив 71, нанесен на, по меньшей мере, один из первого слоя 21 из листового материала и второго слоя 22 из листового материала в зонах, в которых расположены оба конца упругих и эластичных элементов 19, для усиления фиксации упругих и эластичных элементов 19 относительно первого слоя 21 из листового материала и второго слоя 22 из листового материала посредством адгезива 71, как проиллюстрировано на фиг.9.
[0088]
Наружные в направлении ширины концы упругих и эластичных элементов 19 наружного элемента 12 в одноразовом подгузнике типа трусов прочно зафиксированы посредством частей 12А с боковыми швами. Соответственно, в предпочтительном варианте вышеуказанное средство усиления фиксации может быть исключено в концевых зонах на сторонах частей 12А с боковыми швами.
[0089]
(Прочее)
В примере, проиллюстрированном на фиг.2, растягивающаяся структура по настоящему изобретению применяется для всей растягивающейся зоны наружного элемента одноразового подгузника типа трусов. Растягивающаяся структура по настоящему изобретению также применяется только для зоны от нижней поясной части U до промежуточной части L одноразового подгузника типа трусов или только для нижней поясной части или промежуточной части. Кроме того, упругие и эластичные элементы 16 в промежуточной части L могут быть исключены. Кроме того, вышеуказанная растягивающаяся структура также применима для других растягивающихся частей, таких как поясная часть с задней стороны одноразового подгузника, скрепленного лентами и описанного выше в связи с обычным техническим решением, и для трехмерных сборок.
[0090]
(О способе формирования растягивающейся структуры)
Далее будет описан способ формирования растягивающейся структуры для впитывающего изделия, проиллюстрированный на фиг.10-13. По существу, в соответствии со способом формирования растягивающейся структуры для впитывающего изделия, когда первый валик 90 с соединяющими выпуклыми частями 91, выполненными с интервалами в направлении вдоль окружности на наружной периферийной поверхности, и второй валик 92, противоположный по отношению к первому валику 90 и имеющий круговую наружную периферийную поверхность, приводятся во вращение в противоположных направлениях вокруг их центральных осей, первый слой 21 из листового материала, второй слой 22 из листового материала и удлиненные упругие и эластичные элементы 19, расположенные непрерывно в направлении MD (направлении перемещения листов) между двумя слоями из листовых материалов, пропускают между первым валиком 90 и вторым валиком 92, и первый слой 21 из листового материала и второй слой 22 из листового материала, зажатые между соединяющими выпуклыми частями 91 первого валика 90 и вторым валиком 92, сдавливают и нагревают для образования соединенных частей 70 листов посредством сварки первого слоя 21 из листового материала и второго слоя 22 из листового материала таким образом, чтобы соединенные части 70 листов перекрещивались с упругими и эластичными элементами 19 и чтобы между ними были образованы интервалы в направлении MD. Средства нагрева могут представлять собой фрикционный нагрев (ультразвуковую сварку) за счет ультразвуковых вибраций первого валика 90 или теплопередачу (термосварку) посредством первого валика 90 и второго валика 92.
[0091]
Характерным образом, канавки 92d, непрерывные в направлении вдоль окружности, образованы в направлении вдоль окружности на всей наружной периферийной поверхности как поверхности второго валика 92, предназначенной для приложения давления, и во время сдавливания и нагрева участки, на которых проходят упругие и эластичные элементы 19, сдавливаются и нагреваются в местах, включающих в себя канавки 92d, и участки, на которых не проходят упругие и эластичные элементы 19, сдавливаются и нагреваются в местах, не включающих в себя канавки 92d, как проиллюстрировано на фиг.13. Соответственно, разность давления, приложенного к первому слою 21 из листового материала и второму слою 22 из листового материала на участках, на которых не проходят упругие и эластичные элементы 19, и давления, приложенного к первому слою 21 из листового материала, упругим и эластичным элементам 19 и второму слою 22 из листового материала на участках, на которых проходят упругие и эластичные элементы 19, становится меньше, и, таким образом, уменьшается изменение качества сварки. Тем не менее, давление, приложенное к упругим и эластичным элементам 19, становится ниже, в результате чего реже имеет место разрезание упругих и эластичных элементов. При этом, как проиллюстрировано на фиг.11-13, второй слой 22 из листового материала, находящийся в контакте с поверхностями канавок 92d, входит в канавки 92d, второй слой 22 из листового материала вместе с упругими и эластичными элементами 19 удлиняется в направлении, пересекающем упругие и эластичные элементы 19, и разность толщин второго слоя 22 из листового материала становится малой как в состоянии естественной длины, так и в состоянии при ношении, как описано выше.
[0092]
В проиллюстрированном варианте осуществления канавки 92d образованы только на сдавливающей поверхности второго валика 92. Вместо этого или в дополнение к этому канавки 92d, непрерывные в направлении вдоль окружности, могут быть образованы на сдавливающей поверхности первого валика 90 (то есть на верхних поверхностях соединяющих выпуклых частей 91). В этом случае первый слой 21 из листового материала входит в канавки 92 на первом валике 90, первый слой 21 из листового материала вместе с упругими и эластичными элементами 19 удлиняется в направлении, пересекающем упругие и эластичные элементы 19, и разность толщин первого слоя 21 из листового материала становится малой как в состоянии естественной длины, так и в состоянии при ношении, как описано выше. Кроме того, в проиллюстрированном варианте отсутствуют выпуклые и вогнутые части на наружной периферийной поверхности второго валика 92. Альтернативно, соединяющие выпуклые части 91 также могут быть предусмотрены на периферийной поверхности второго валика 92 в местах, соответствующих соединяющим выпуклым частям 91 на первом валике 90.
[0093]
Как и в проиллюстрированном варианте, упругие и эластичные элементы 19 предпочтительно направляются так, чтобы они охватывали валик, имеющий канавки 92d (второй валик 92 в проиллюстрированном варианте), как проиллюстрировано на фиг.12, на этапе перед сдавливанием и нагревом, поскольку слой из листового материала, находящийся в контакте с упругими и эластичными элементами 19 и поверхностями канавок 92d, (второй слой 22 из листового материала в проиллюстрированном варианте) вводится в процесс сдавливания и нагрева в состоянии, в котором слой из листового материала вдавлен в канавки 92d за счет линейного натяжения. Кроме того, слой из листового материала, не находящийся в контакте с поверхностями канавок 92d, (первый слой 21 из листового материала в проиллюстрированном варианте) предпочтительно направляется так, чтобы он охватывал валик без канавок 92d и проходил в направлении касательной к месту нагрева и сдавливания так, чтобы он не охватывал валик с канавками 92d.
[0094]
Соединяющие выпуклые части 91 могут быть удлиненными и могут проходить с определенной шириной в направлении, пересекающем упругие и эластичные элементы 19, как проиллюстрировано на фиг.14(а), или могут быть образованы в соответствии с вариантами, проиллюстрированными на фиг.14(b)-14(е). В частности, соединяющие выпуклые части 91, проиллюстрированные на фиг.14(b), являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы 19, и имеют первые части 91w, сравнительно длинные в направлении вдоль окружности, и вторые части 91n, сравнительно короткие в направлении вдоль окружности, и первые части 91w расположены на участках, включающих в себя участки, на которых проходят упругие и эластичные элементы 19, и вторые части 91n расположены на участках, не включающих в себя участки, на которых проходят упругие и эластичные элементы 19. При образовании соединяющих выпуклых частей 91 с такой формой, как описанная выше, существует возможность дополнительного снижения давления, приложенного к участкам, на которых проходят упругие и эластичные элементы 19, в результате чего дополнительно усиливается эффект предотвращения разрезания. Такой же эффект можно было получить при выполнении более глубоких канавок 92d, но в этом случае существует вероятность того, что сдавливание и нагрев участков, на которых проходят упругие и эластичные элементы 19, будут недостаточными. Соответственно, форма соединяющих выпуклых частей 91 изменена в предпочтительном варианте. В проиллюстрированном варианте первые части 91w выступают в обе стороны - по отношению к направлению вращения - относительно вторых частей 91n, но первые части 91w могут выступать только в одну из сторон.
[0095]
Как проиллюстрировано на фиг.14(с)-14(е), в предпочтительном варианте соединяющие выпуклые части 91 являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы 19, и имеют выступающие части 91р, выступающие от определяемых в направлении CD (ортогональном к направлению MD), обеих сторон частей, перекрещивающихся с упругими и эластичными элементами 19, в направлении вращения. При образовании соединяющих выпуклых частей с такой формой, как описанная выше, упругие и эластичные элементы 19 направляются в пространство между выступающими частями 91р, в результате чего предпочтительно обеспечивается возможность надежного размещения участков, на которых проходят упругие и эластичные элементы 19, в местах, включающих в себя канавки 92d. В частности, интервалы между выступающими частями 91р, предпочтительно увеличиваются непрерывно (или ступенчато) по мере приближения к стороне, соответствующей направлению вращения, как проиллюстрировано на фиг.14(d). Интервалы между выступающими частями 91р могут быть больше толщины упругих и эластичных элементов 19, как в проиллюстрированном варианте, или могут быть меньше толщины упругих и эластичных элементов 19 для обеспечения такого же преимущества.
[0096]
Места расположения канавок 92d в направлении CD (ортогональном к направлению MD) могут быть постоянно прямолинейными в направлении вдоль окружности, как проиллюстрировано на фиг.12, или могут быть криволинейными, как проиллюстрировано на фиг.15, в зависимости от формы размещения упругих и эластичных элементов 19 (в зависимости от того, проходят ли они прямолинейно или криволинейно в направлении MD). Отсутствует какое-либо особое ограничение в отношении формы поперечного сечения канавок 92d, и форма поперечного сечения канавок 92d может представлять собой перевернутый треугольник, как в проиллюстрированном варианте, или может представлять собой прямоугольник, полукруг или U-образную форму.
[0097]
Канавки 92d могут быть выполнены на поверхностях, соответствующих полным оборотам при вращении (то есть на полных перифериях) первого валика 90 и второго валика 92, как в проиллюстрированном варианте, или могут быть выполнены только в зонах, представляющих собой части поверхностей, соответствующих полным оборотам при вращении. Например, в одноразовом подгузнике типа трусов, описанном выше, упругие и эластичные элементы 19 должны проходить через некоторые зоны наружного элемента 12, такие как зона, перекрывающая впитывающий компонент 56, вследствие соображений, связанных с изготовлением, но в данных зонах эластичность упругих и эластичных элементов 19 не нужна, и упругие и эластичные элементы 19 разрезают на малые части в данных зонах, чтобы проявление их эластичности было невозможным. Соответственно, в зоне, которая должна быть предусмотрена с эластичностью, разрезание упругих и эластичных элементов 19, вызываемое процессом сварки первого слоя 21 из листового материала и второго слоя 22 из листового материала, предотвращается за счет использования канавок 92d на сдавливающей поверхности, и в зоне, в которой эластичность не требуется, упругие и эластичные элементы 19 разрезаются посредством процесса сварки при отсутствии канавок 92d на сдавливающей поверхности. Это обеспечивает возможность образования соединенных частей 70 листов и разрезания упругих и эластичных элементов 19 в одно и то же время, в результате чего процесс изготовления упрощается. То есть, канавки 92d образованы в зонах, представляющих собой части поверхностей, соответствующих полным оборотам при вращении первого валика 90 и второго валика 92, и канавки 92d не образованы в остальных зонах поверхностей, соответствующих полным оборотам при вращении первого валика 90 и второго валика 92, так что упругие и эластичные элементы 19 могут быть разрезаны за счет сдавливания и нагрева в зоне с канавками 92d, и упругие и эластичные элементы 19 не разрезаются во время сдавливания и нагрева в зоне без канавок 92d.
[0098]
<Описания терминов, используемых в данном документе>
Если в данном документе не указано иное, термины, используемые в данном документе, имеют значения, описанные ниже.
- «Направление вперед-назад (вертикальное направление)» относится к направлению, соединяющему вентральную сторону (переднюю сторону) и дорсальную сторону (заднюю сторону), и «направление ширины» относится к направлению (направлению вправо-влево), ортогональному к направлению вперед-назад.
[0099]
- «Степень растяжения» относится к величине относительно 100%, отображающих длину в естественном состоянии.
[0100]
- «Поверхностную плотность» определяют так, как описано ниже. То есть, образец или испытательный образец предварительно высушивают и оставляют выстаиваться в испытательной лаборатории или испытательном устройстве в стандартном состоянии (при температуре, составляющей 20±5°С, и относительной влажности, составляющей 65% или менее) до достижения постоянной массы. Предварительная сушка относится к доведению образца или испытательного образца до постоянной массы в среде с относительной влажностью от 10 до 25% и температурой, не превышающей 50°С. Предварительная сушка не нужна для волокон со стандартной влажностью в процентах от веса абсолютно сухого материала, составляющей 0,0%. Из испытательного образца с постоянной массой вырезают образец с размерами 200 мм × 250 мм (±2 мм) посредством использования пластины для определения поверхностной плотности (200 мм × 250 мм±2 мм). Массу образца измеряют, и измеренную величину умножают на 20 для определения массы на квадратный метр в качестве поверхностной плотности.
[0101]
- «Толщину» измеряют автоматически автоматизированным толщиномером (KES-G5 с доступной программой измерения сжатия) при условиях, что нагрузка составляет 10 гс/см2 и площадь приложения давления составляет 2 см2.
[0102]
- Способность к впитыванию воды определяют, выполняя измерения в соответствии со стандартом JIS К7223-1996 ʺTesting method for water absorption capacity of super absorbent polymersʺ («Метод испытаний для определения способности к впитыванию воды полимерами со сверхвысокой впитывающей способностью»).
[0103]
- Скорость впитывания воды определяют как «время, которое проходит до конечной точки», выполняя измерения в соответствии со стандартом JIS К7224-1996 ʺTesting method for water absorption rate of super absorbent polymersʺ («Метод испытаний для определения скорости впитывания воды полимерами со сверхвысокой впитывающей способностью») и используя 2 г полимера с высокой впитывающей способностью и 50 г солевого раствора.
[0104]
Когда отсутствуют описания окружающих условий при испытаниях и измерениях, испытания и измерения выполняются в испытательной лаборатории или в испытательном устройстве при стандартном состоянии (при температуре, составляющей 20±5°С, и относительной влажности, составляющей 65% или менее).
Промышленная применимость
[0105]
Настоящее изобретение пригодно для одноразовых подгузников типа трусов по вышеприведенным примерам, но также применимо для растягивающихся структур в подгузниках одноразового использования, скрепляемых лентами, или подгузниках одноразового использования типа прокладок и в других обычных впитывающих изделиях, таких как гигиенические прокладки, и для их изготовления.
Перечень ссылочных позиций
[0106]
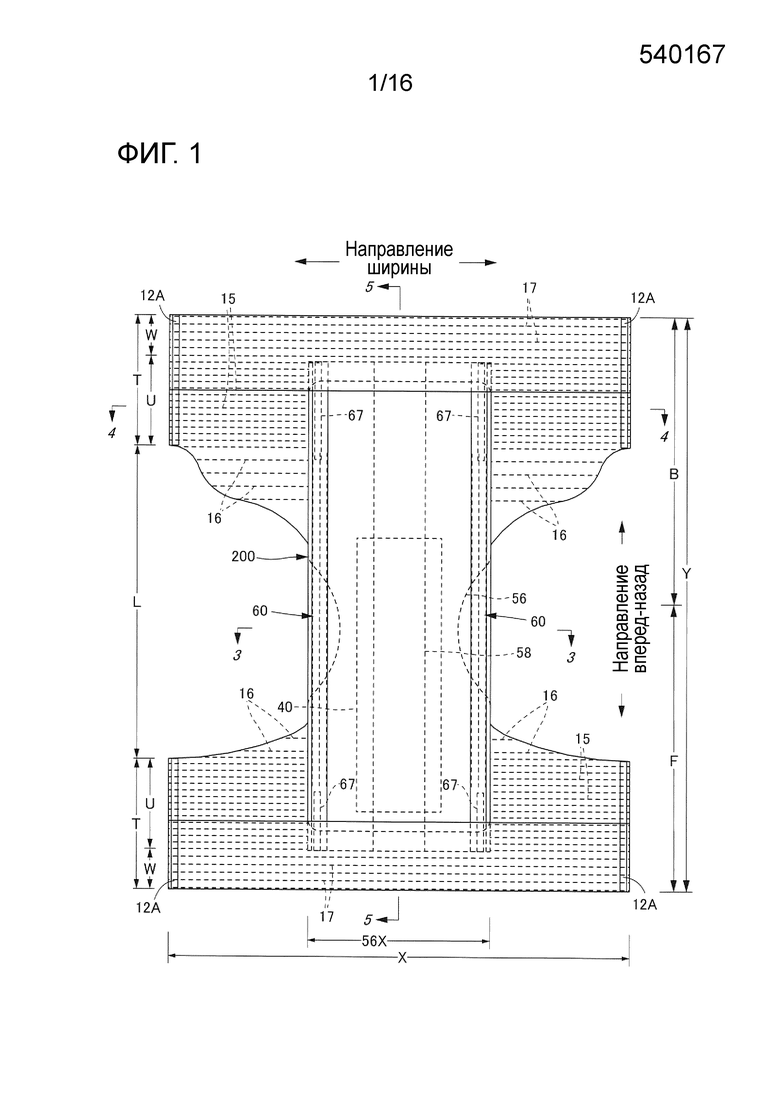
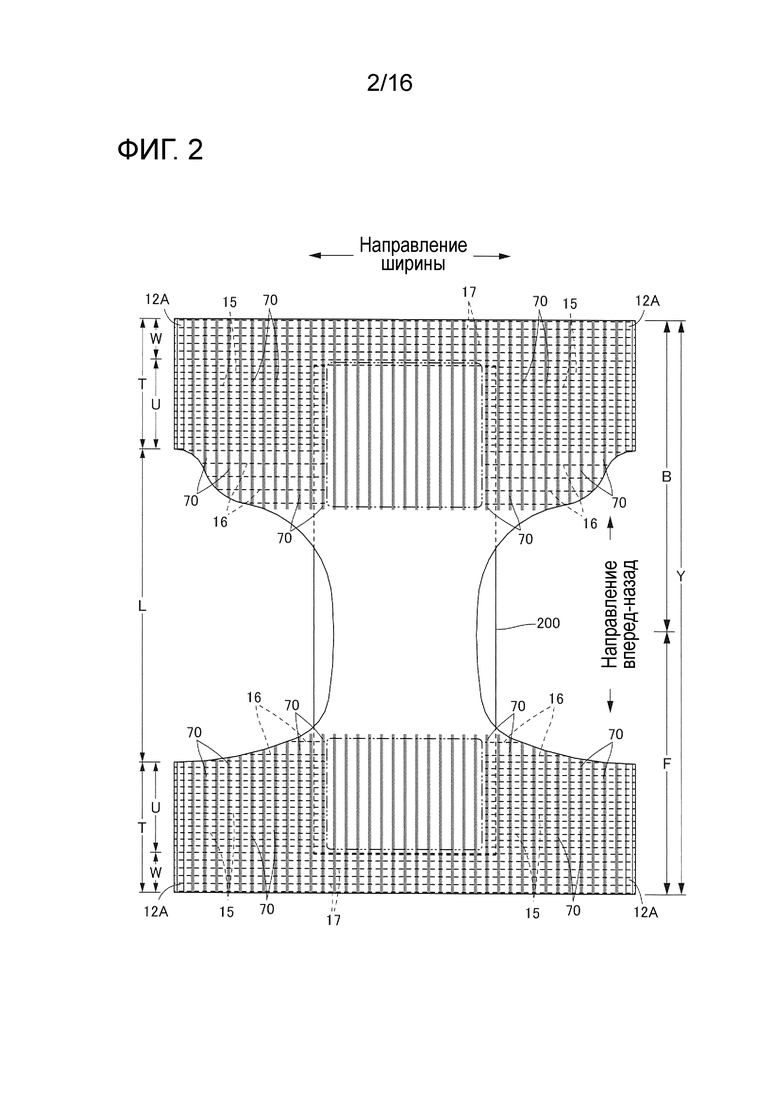
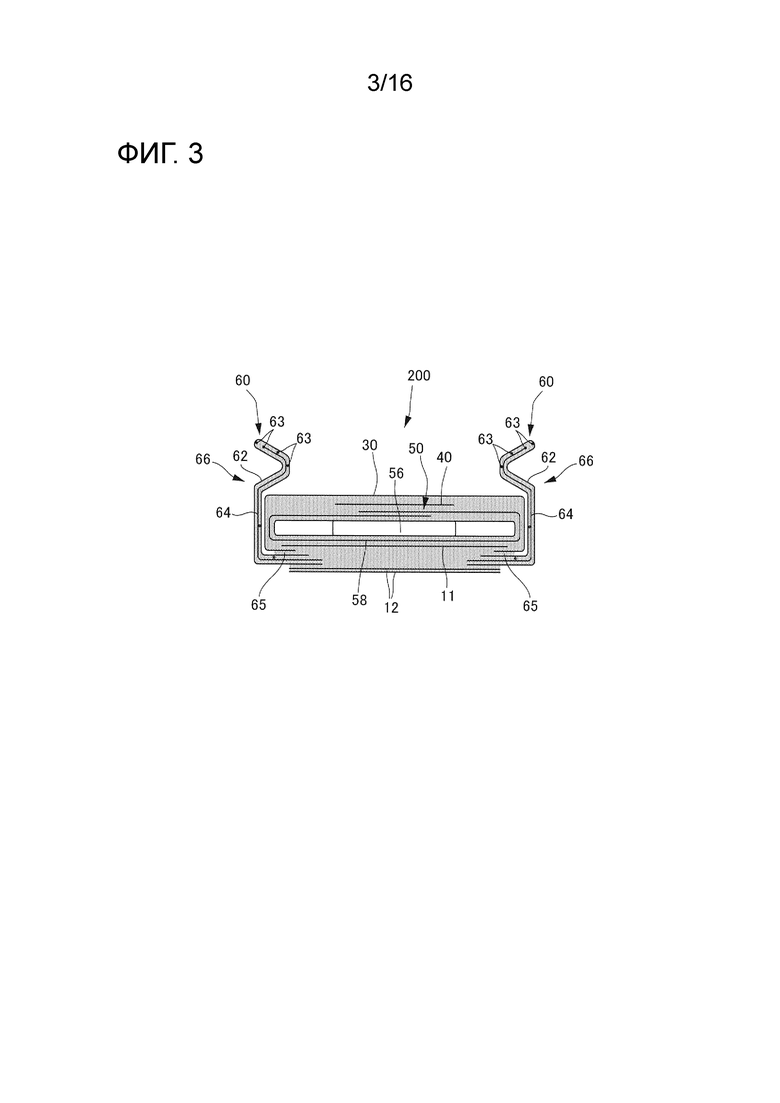
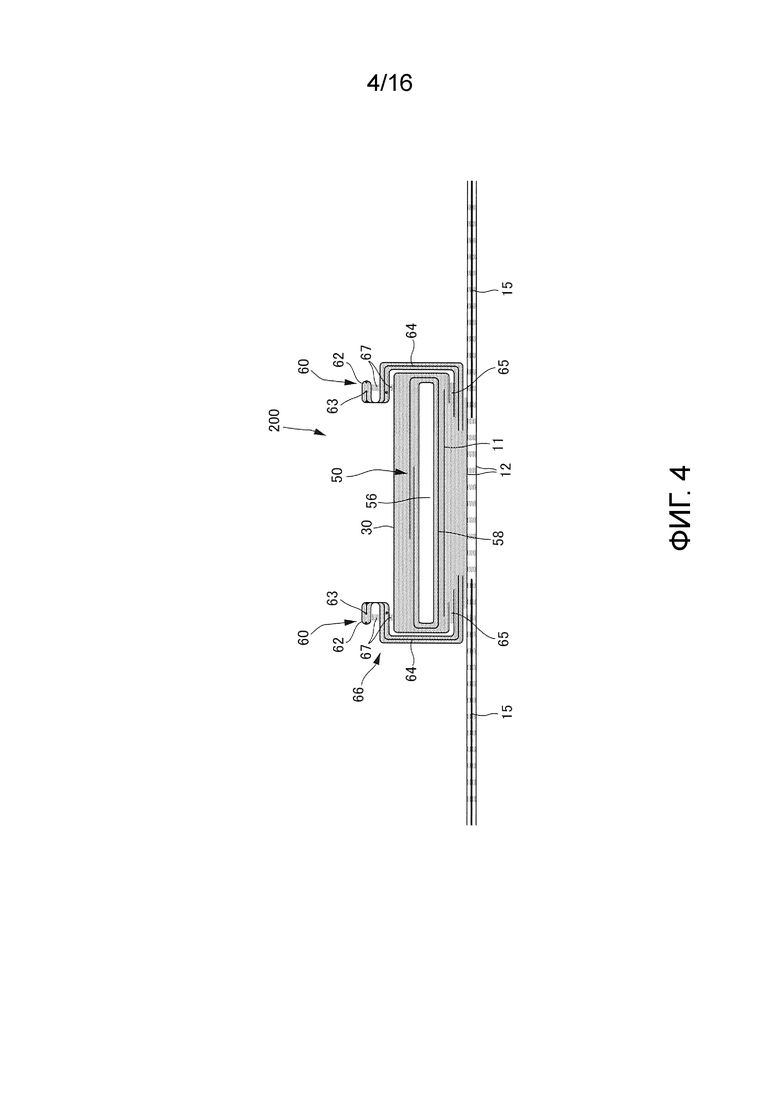
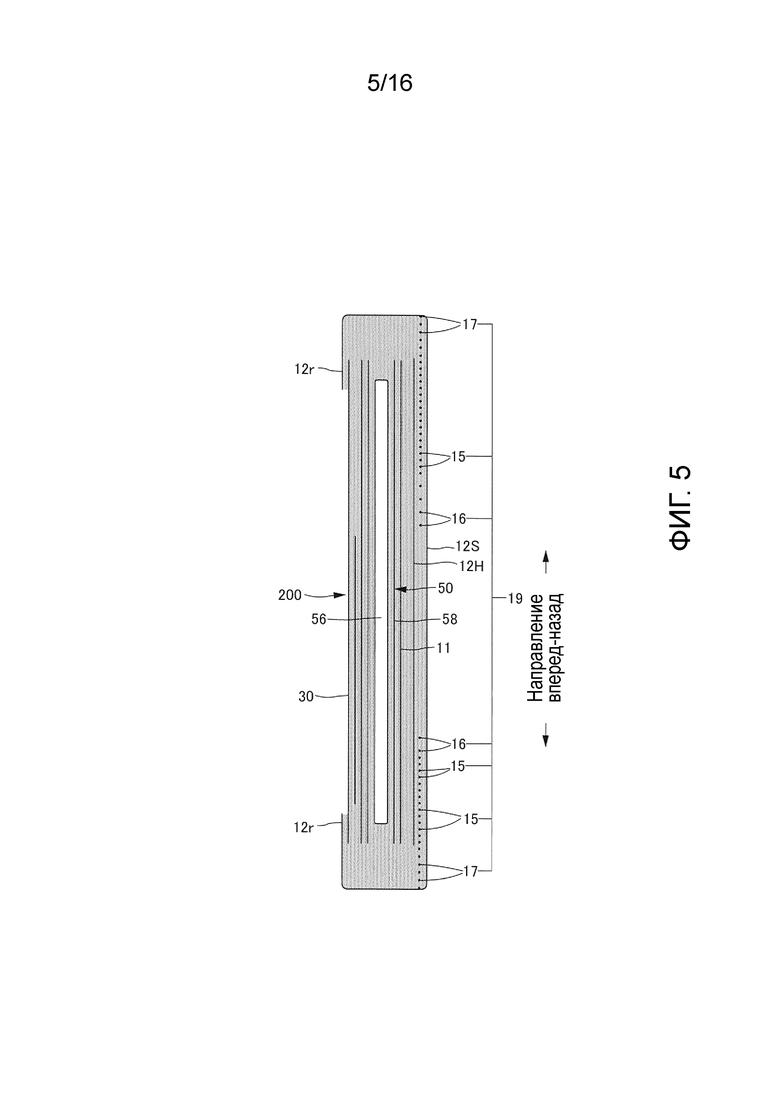
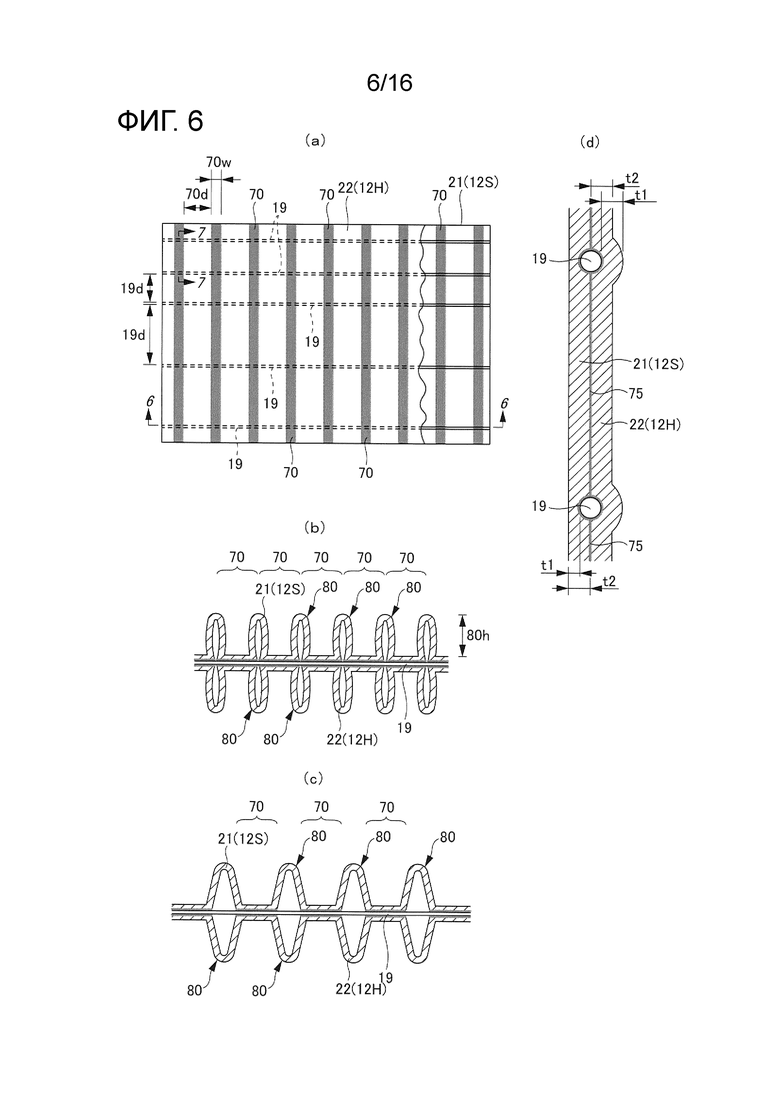
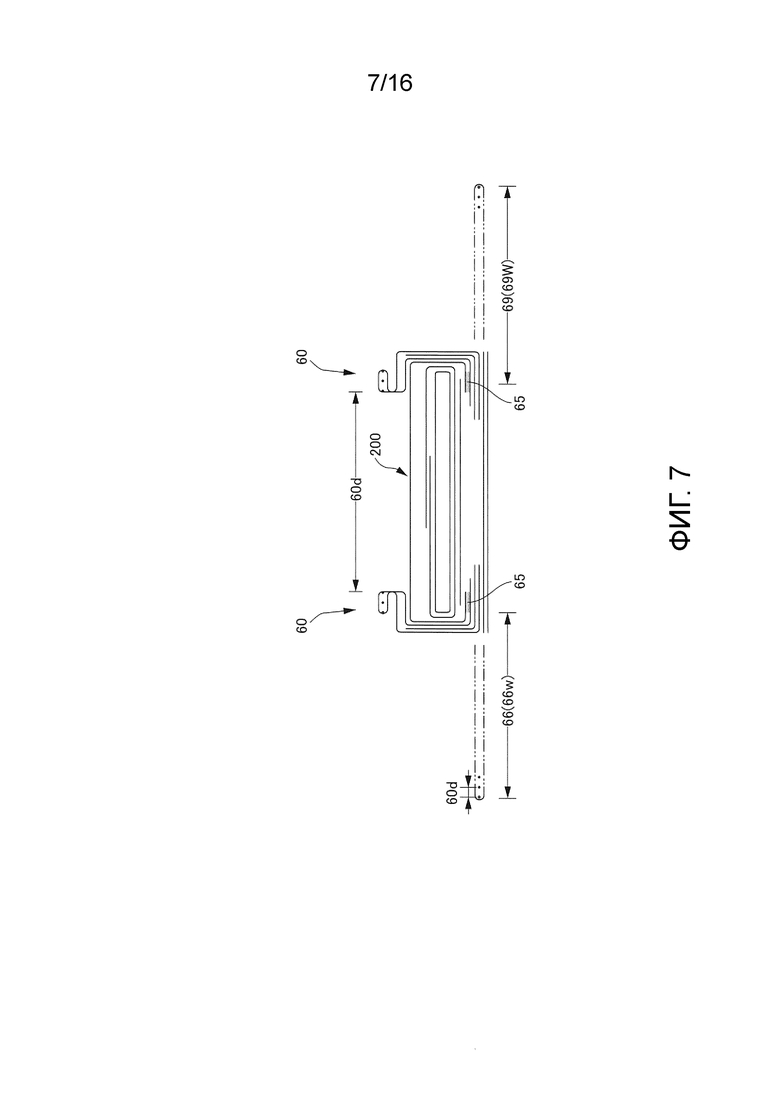
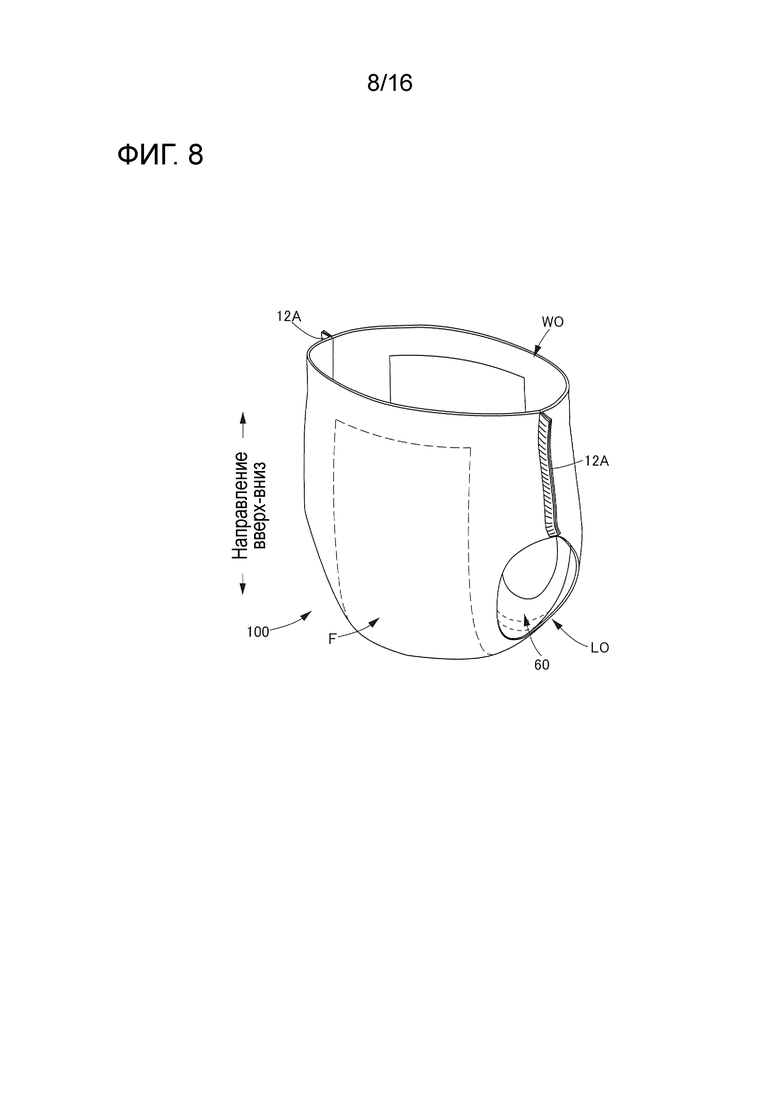
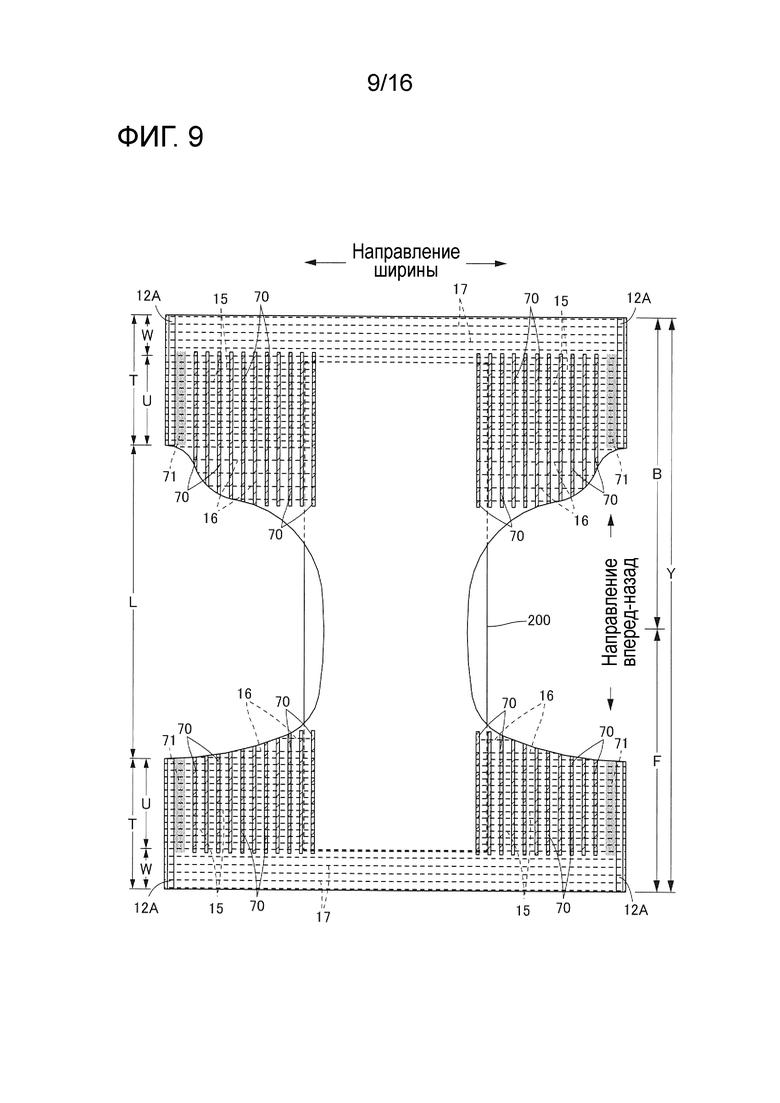
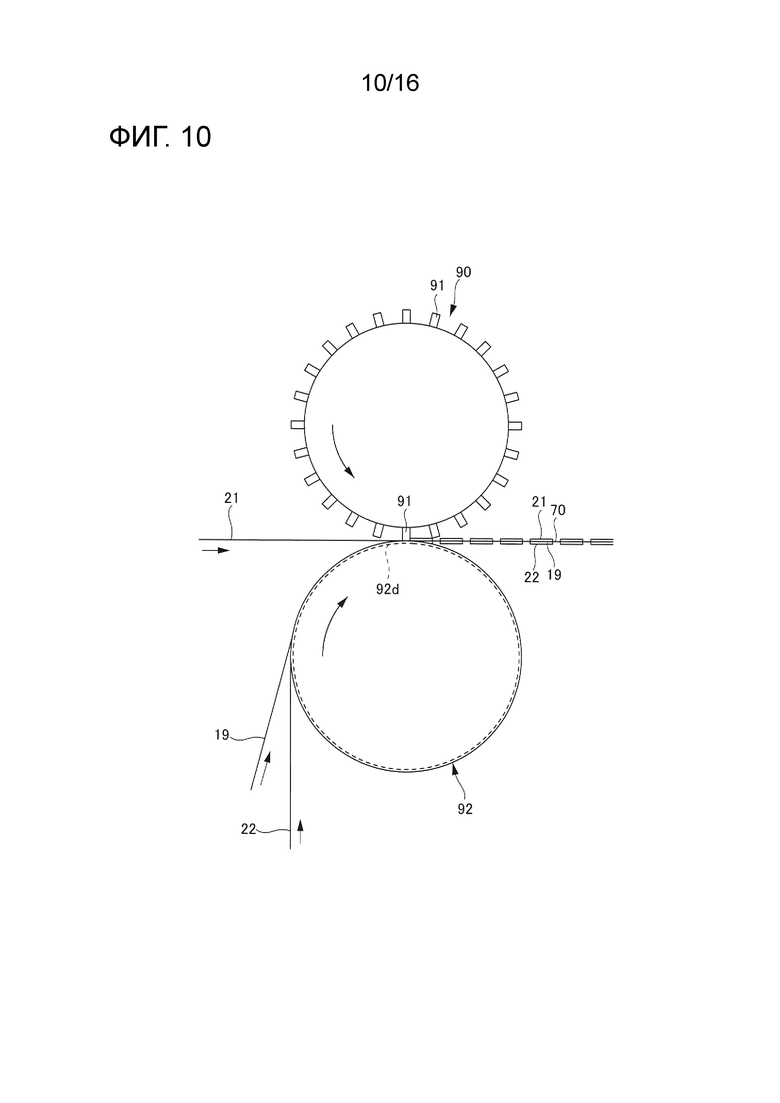
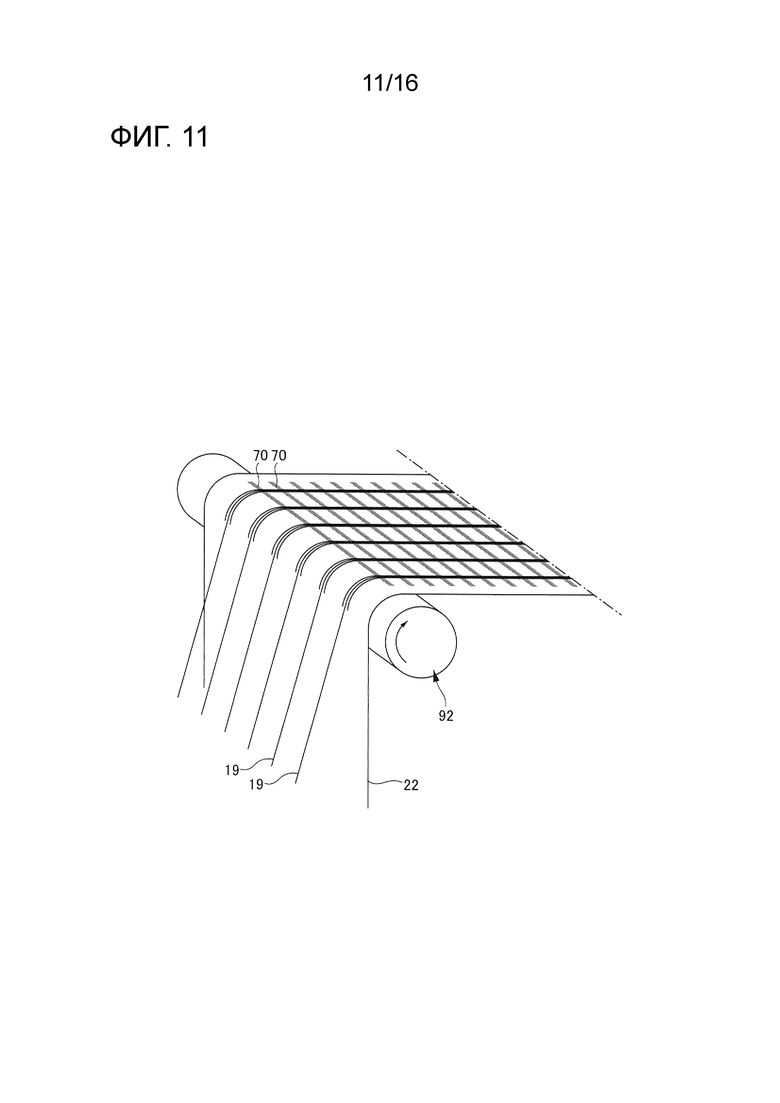
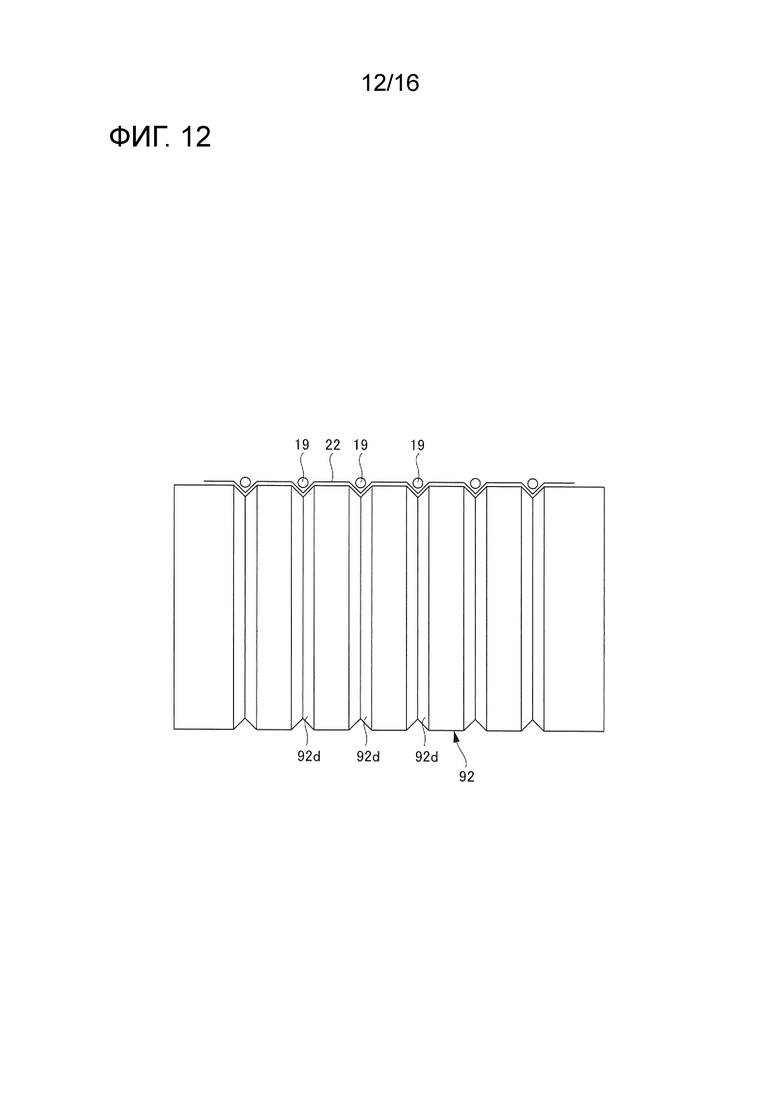
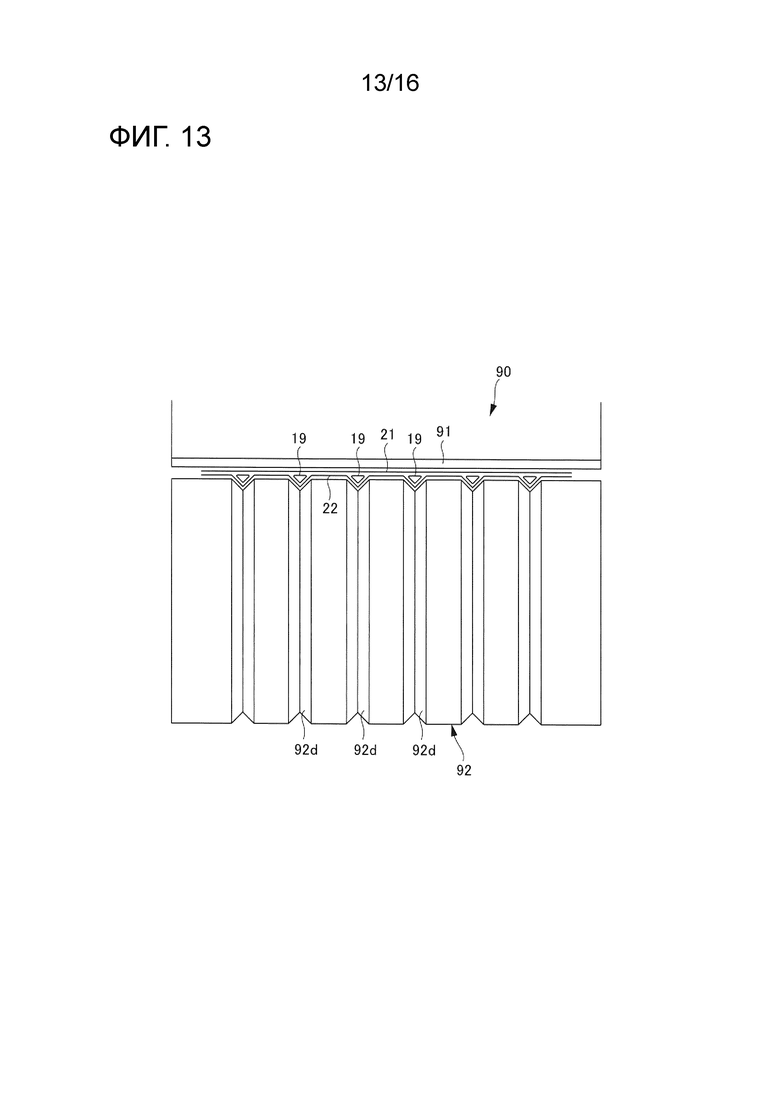
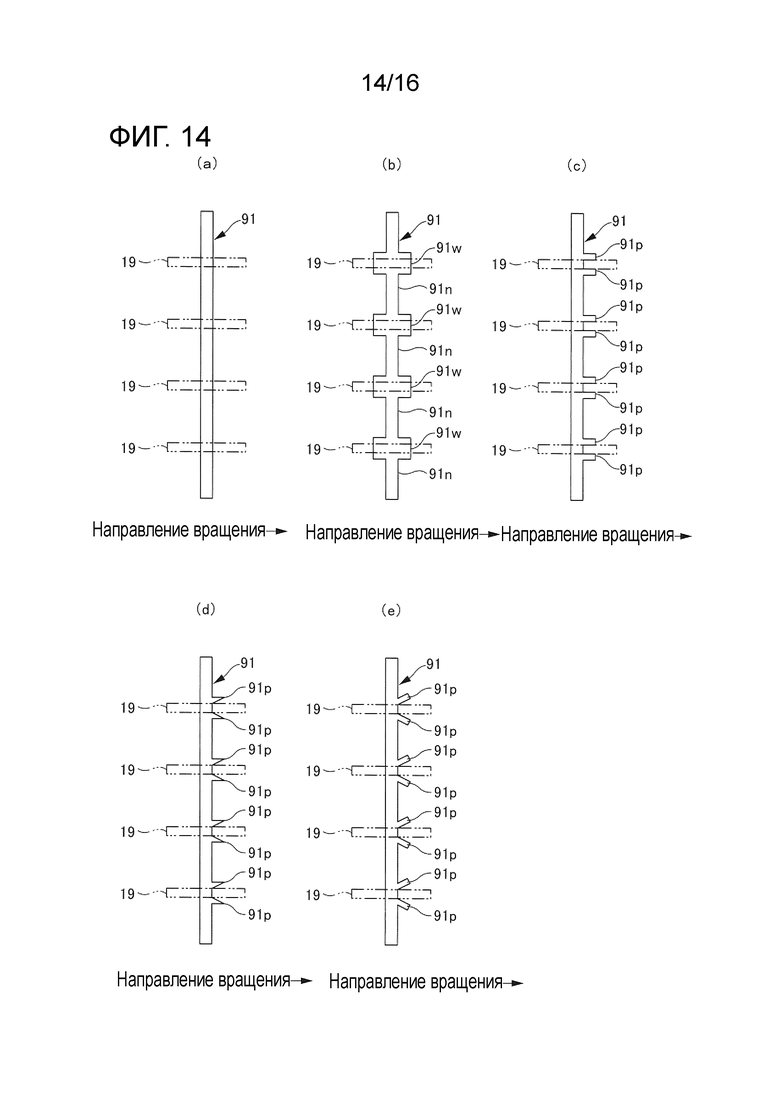
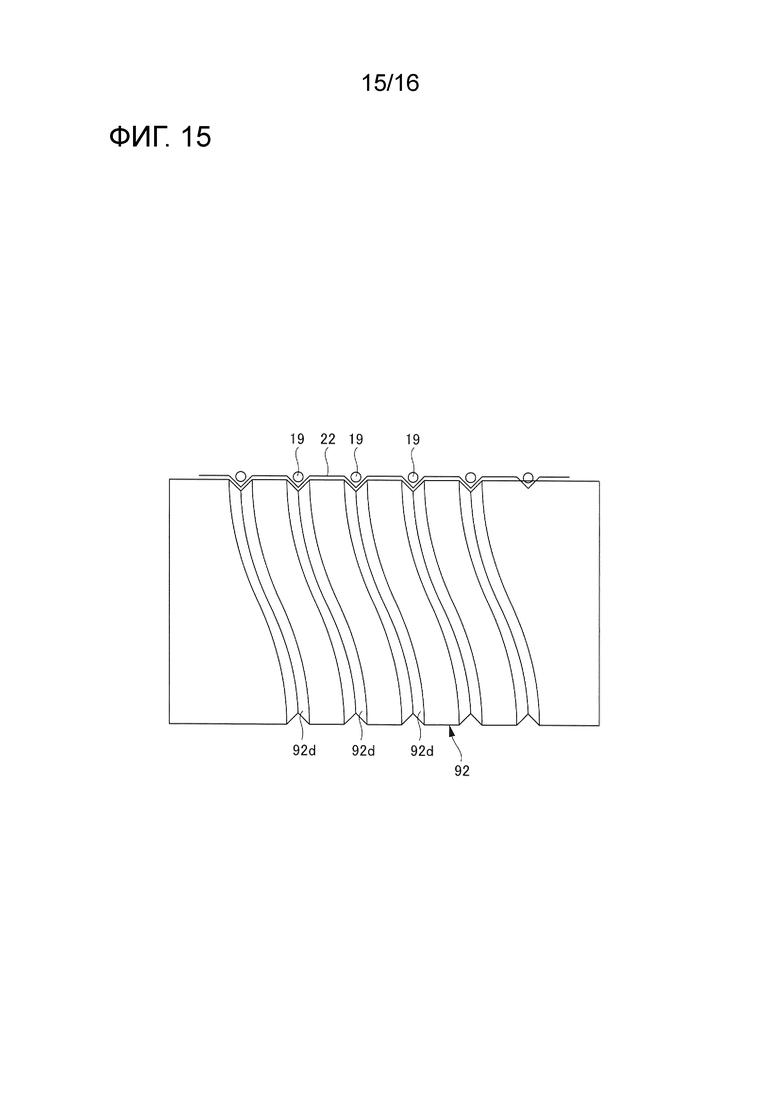
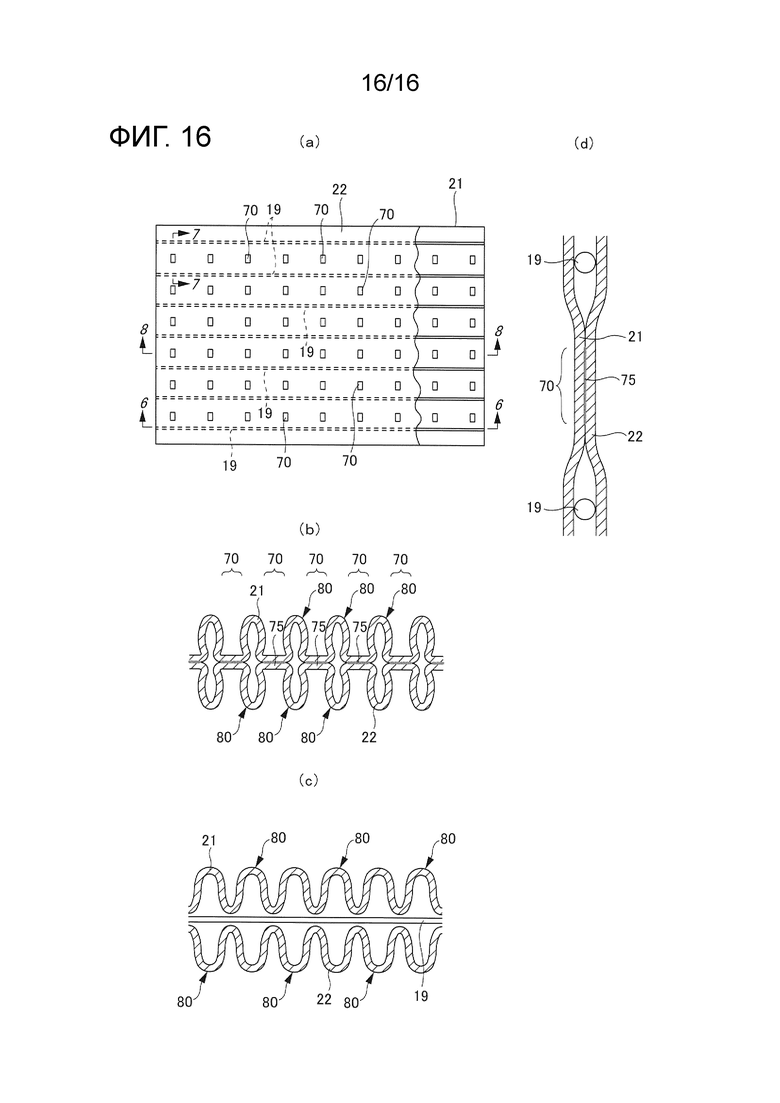
Задача: предотвратить разрезание эластичных растягивающихся элементов, вызываемое сваркой. Решение: при образовании скрепленных частей (70) листов, которые получаются в результате приваривания первого слоя (21) из листового материала ко второму слою (22) из листового материала, так чтобы скрепленные части листов были ортогональными к эластичным растягивающимся элементами (19) и были расположены с интервалами в направлении (MD) обработки, за счет пропускания, сдавливания и нагрева первого слоя (21) из листового материала, второго слоя (22) из листового материала и длинных тонких эластичных растягивающихся элементов (19), которые расположены между ними так, чтобы они были непрерывными в направлении MD, между первым валиком (90), на наружной окружной периферийной поверхности которого скрепляющие гребнеобразные выступы (91) предусмотрены с интервалами в направлении вдоль окружности, и вторым валиком (92), обращенным к указанному первому валику (90), сформулированная проблема решается посредством: образования канавок (92d), которые являются непрерывными в направлении вдоль окружности, на сдавливающей поверхности второго валика (92), сдавливания и нагрева зон, в которых проходят эластичные растягивающиеся элементы (19), в местах, которые включают в себя канавки (92d) второго валика (92), и сдавливания и нагрева зон, в которых эластичные растягивающиеся элементы (19) не проходят, в местах, отличных от канавок (92d) второго валика (92). 2 н. и 6 з.п. ф-лы, 26 ил.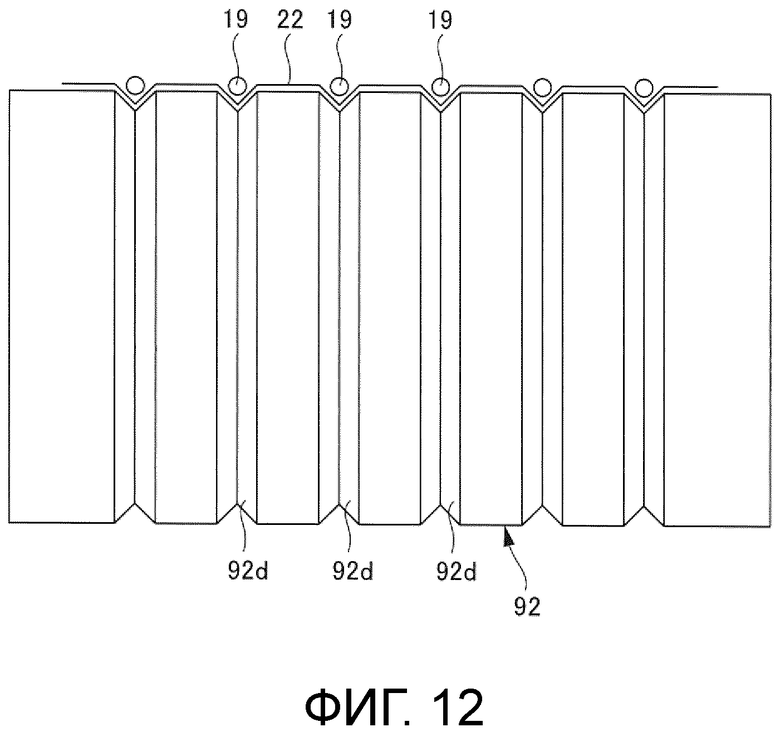
1. Способ формирования растягивающейся структуры для впитывающего изделия, согласно которому: во время вращения первого валика с соединяющими выпуклыми частями, выполненными с интервалами в направлении вдоль окружности на наружной периферийной поверхности, и второго валика, противоположного по отношению к первому валику, в противоположных направлениях вокруг их центральных осей пропускают первый слой из листового материала, второй слой из листового материала и удлиненные упругие и эластичные элементы, расположенные непрерывно в направлении (МD) обработки между этими слоями из листовых материалов, между первым валиком и вторым валиком, и сдавливают и нагревают первый слой из листового материала и второй слой из листового материала, помещенные между соединяющими выпуклыми частями первого валика и вторым валиком, для образования соединенных частей листов посредством сварки первого слоя из листового материала и второго слоя из листового материала таким образом, чтобы соединяющие части листов перекрещивались с упругими и эластичными элементами и чтобы между ними были интервалы в направлении (MD) обработки, при этом
формируют канавки, непрерывные в направлении вдоль окружности, на сдавливающей поверхности по меньшей мере одного из первого валика и второго валика для приложения давления в по меньшей мере зонах, представляющих собой части поверхностей, соответствующих полным оборотам при вращении первого валика и второго валика, и
при этом при сдавливании и нагреве участки, на которых проходят упругие и эластичные элементы, сдавливают и нагревают в местах, включающих в себя канавки, и участки, на которых не проходят упругие и эластичные элементы, сдавливают и нагревают в местах без канавок.
2. Способ по п.1, согласно которому
соединяющие выпуклые части являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы, и имеют первые части, сравнительно длинные в направлении вдоль окружности, и вторые части, сравнительно короткие в направлении вдоль окружности, при этом
первые части располагают на участках, включающих в себя участки, на которых проходят упругие и эластичные элементы, и
вторые части располагают на участках, не включающих в себя участки, на которых проходят упругие и эластичные элементы.
3. Способ по п.1, согласно которому соединяющие выпуклые части являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы, и имеют выступающие части, выступающие в направлении вращения от обеих определяемых в направлении (CD), поперечном к направлению обработки, сторон участков, перекрещивающихся с упругими и эластичными элементами.
4. Способ по п.1, согласно которому
формируют канавки в зонах, представляющих собой части поверхности, соответствующей полным оборотам при вращении первого валика и второго валика, не формируя никакой канавки в остальных зонах, и
разрезают упругие и эластичные элементы за счет сдавливания и нагрева в зонах без канавок и во время сдавливания и нагрева не разрезают упругие и эластичные элементы в зонах с канавками.
5. Растягивающаяся структура для впитывающего изделия, содержащая:
первый слой из листового материала;
второй слой из листового материала, противоположный одной поверхности первого слоя из листового материала; и
множество удлиненных упругих и эластичных элементов, предусмотренных между первым слоем из листового материала и вторым слоем из листового материала вдоль направления растягивания с интервалами между ними, при этом
первый слой из листового материала и второй слой из листового материала соединены вместе посредством процесса сварки, который является прерывистым в направлении растягивания и непрерывным в направлении, пересекающем направление растягивания, для образования соединенных частей листов,
упругие и эластичные элементы прикреплены к первому слою из листового материала и второму слою из листового материала посредством процесса сварки для образования соединенных частей листов в местах, перекрещивающихся с соединенными частями листов,
участки первого слоя из листового материала и второго слоя из листового материала, расположенные между соединенными частями листов, выпучены в противоположных направлениях для образования складок, когда первый слой из листового материала и второй слой из листового материала стянуты при стягивании упругих и эластичных элементов, и
в одном из первого слоя из листового материала и второго слоя из листового материала в соединенных частях листов в состоянии естественной длины видимая толщина частей, перекрывающих центры упругих и эластичных элементов, составляет 80-100% от видимой толщины частей без упругих и эластичных элементов.
6. Растягивающаяся структура по п.5, в которой
соединенные части листов являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы, и имеют первые части, сравнительно длинные в направлении ширины, и вторые части, сравнительно короткие в направлении ширины, причем
первые части расположены на участках, включающих в себя участки, на которых проходят упругие и эластичные элементы, и
вторые части расположены на участках, не включающих в себя участки, на которых проходят упругие и эластичные элементы.
7. Растягивающаяся структура по п.5, в которой соединенные части листов являются удлиненными и проходят в направлении, пересекающем упругие и эластичные элементы, и имеют на участках, перекрещивающихся с упругими и эластичными элементами, выступающие части, которые выступают из обеих сторон в направлении, пересекающем упругие и эластичные элементы, к одной стороне в направлении ширины.
8. Растягивающаяся структура по любому из пп.5-7 для впитывающего изделия, которое представляет собой одноразовый подгузник типа трусов, включающий в себя наружный элемент, образующий переднюю панель и заднюю панель, и внутренний элемент, который прикреплен к внутренней поверхности наружного элемента и включает в себя впитывающий компонент,
при этом передняя панель наружного элемента и задняя панель наружного элемента соединены вместе на обеих боковых сторонах для образования частей с боковыми швами, в результате чего образуются поясной участок, имеющий кольцеобразную форму, участок отверстия для талии и два отверстия для правой и левой ног, причем
растягивающаяся структура предусмотрена в зоне наружного элемента, включающей в себя по меньшей мере обе в направлении ширины боковые стороны внутреннего элемента, так что упругие и эластичные элементы размещены в направлении ширины.
| JP 5015551 A, 26.01.1993 | |||
| JP 2008104853 A, 08.05.2008 | |||
| JP 2008154998 A, 10.07.2008 | |||
| JP 2009056156 A, 19.03.2009. |

