Изобретение относится к способам ремонта напорных трубопроводов и может быть использовано в коммунальном хозяйстве при ремонтах напорных сетей водопровода и канализации, горячей воды и отопления, в нефтегазодобыче, химическом производстве при ремонтах технологических трубопроводов, при бестраншейном ремонте подземных трубопроводов.
Известен способ ремонта напорных трубопроводов путем протяжки внутрь старой трубы, потерявшей герметичность, новой полиэтиленовой трубы меньшего диаметра с толщиной стенок, рассчитанной на требуемое давление рабочей среды.
Недостатками данного способа является большая материалоемкость и стоимость новой трубы, большое снижение сечения новой трубы, трудность протяжки новой трубы из-за малого зазора между старой и новой трубой, большие затраты на перевозку новых труб.
Напорные трубопроводы из стали и чугуна обычно теряют герметичность из-за свищей, электрокоррозии, питтинговой коррозии, трещин, разгерметизации стыков и т.п., но потеряв герметичность, трубопровод, за редким исключением, имеет большую остаточную конструкционную прочность. Ремонт трубопровода путем замены на новую напорную трубу ведет к перерасходу материала и средств. Для ремонта трубопровода в таких случаях достаточно восстановить его герметичность.
Одним из таких способов восстановления герметичности является известный способ ремонта напорных трубопроводов по технологии санации фирмы Subterra, путем протяжки внутрь старой трубы полиэтиленового "чулка" - новой полиэтиленовой тонкостенной трубы диаметром, равным внутреннему диаметру старой трубы. "Наружный диаметр (строго говоря, длина окружности) облицовочного чулка выбирается так, чтобы он был немного меньше, чем минимальный диаметр канала приемного трубопровода, подлежащего облицовке" (стр. 4, статья "ПОСЛЕДНИЕ ДОСТИЖЕНИЯ В ОБЛАСТИ ТЕХНОЛОГИИ САНАЦИИ ТРУБОПРОВОДОВ МЕТОДОМ ПЛОТНОЙ ПОДГОНКИ ПОЛИЭТИЛЕНОВОГО ЧУЛКА". 29-я Международная конференция и выставка international No-Dig 2011», Берлин, 5 мая 2011 г., [Электронный ресурс], режим доступа: http://subterra-pipelines.com/uploadedfiles/knowledge-bank/12-1419269337-recent_advances_in _close-fit_pe_pipe_lining_technology_080311_russ.pdf).
Наиболее близким аналогом предлагаемого технического решения является чулок фирмы Subterra.
Недостатком данного способа является необходимость точного подбора диаметра новой тонкостенной трубы к ремонтируемой трубе. Если тонкостенная груба, расправляясь, не ляжет на стенки старой трубы, она при подаче перекачиваемой среды под давлением или растянется до требуемого размера, или порвется. Растяжение стенок тонкостенной трубы уменьшит их толщину и создаст в материале напряжения, которые в дальнейшем могут привести к его разрыву, т.е. аварии.
Стальные трубы одного диаметра могут иметь разные толщины стенок, внутренний диаметр которых из-за этого меняется, а учитывая, что на стальных трубопроводах могут быть участки труб с разными диаметрами, установленные при строительстве или ремонте трубопровода, изменения диаметров даже между ближайшими диаметрами труб могут доходить до 60%. Естественно, стенка тонкостенной трубы не выдержит таких изменений, а делать вставки разного диаметра в тонкостенной трубе невозможно. Кроме этого, делать фильеры для экструзии полиэтиленовой тонкостенной трубы каждого возможного диаметра очень дорого. Поэтому в способе фирмы Subterra допускается растяжение тонкостенной трубы, как для наименьшего, так и для наибольшего диаметра, но при этом эти изменения допускаются очень небольшие. Это ведет к увеличению толщины стенок тонкостенной трубы и предъявляет особые требования к материалу, он должен растянуться и оставаться в таком состоянии очень долгое время.
Тонкостенная экструдированная полиэтиленовая труба изготавливается на заводе, после чего ее надо доставить к месту работ, не сломав тонкие стенки в месте перегиба по ширине и длине, что создает определенные проблемы и ограничивает возможную длину тонкостенной трубы для перевозки.
Основной задачей изобретения является нахождение способа ремонта напорных трубопроводов, путем протяжки внутрь ремонтируемой грубы тонкостенной сложенной трубы, свободного от вышеуказанных недостатков, а именно:
1) должна быть полностью исключена возможность растяжения материала тонкостенной трубы по периметру, чтобы не создавать напряжения в стенке тонкостенной трубы, что увеличит надежность отремонтированной трубы в процессе эксплуатации;
2) должна быть возможность тонкостенной трубой одного размера ремонтировать трубопроводы с разными внутренними диаметрами, изменение внутреннего диаметра которых происходит за счет использования труб с разной толщиной стенки и с разными диаметрами;
3) толщина стенки тонкостенной трубы должна быть максимально тонкой, только из расчета прочности материала, внутреннего давления перекачиваемой среды, размеров перекрываемых отверстий и коэффициента запаса прочности;
4) должны быть и другие способы изготовления тонкостенной трубы, кроме экструзии полиэтилена, более подходящие для изготовления тонкостенной трубы на месте работ;
5) должна быть возможность изготовления тонкостенной трубы из других материалов.
Основная задача решена, и технический результат достигнут за счет того, что:
1. Способ ремонта напорных трубопроводов, заключающийся в протягивании внутрь ремонтируемой трубы свернутой тонкостенной трубы, отличающийся тем, что тонкостенная труба изготовлена в виде плоской оболочки со стенкой из плоского рулонного материала, сложенного вдвое, сложенные стенки плоской оболочки соединены между собой от кромки к линии Перегиба, с несоединенной частью у линии перегиба, плоская оболочка расправляется давлением рабочей среды внутри нссоединенной части, с расслаиванием соединенных стенок от разрывающего усилия в плоской оболочке до момента, пока расправленная часть плоской оболочки не увеличится до диаметра ремонтируемой трубы и полностью не ляжет на ее стенки, после чего разрывающее усилие от давления рабочей среды исчезает и расслоение соединенных стенок плоской оболочки прекращается, продольная складка, образованная оставшейся соединенной частью плоской оболочки, оказывается прижатой к стенке ремонтируемой трубы расправленной стенкой плоской оболочки и не мешает потоку рабочей среды, запас материала в соединенной части плоской оболочки исключает разрыв стенки плоской оболочки или полное расслоение при попадании плоской оболочки на участок, где внутренний диаметр ремонтируемого трубопровода больше первоначального.
Данное решение дает возможность использовать плоскую оболочку одного размера для ремонта всего трубопровода с разными внутренними диаметрами, размер плоской оболочки должен быть достаточен для самого большого диаметра ремонтируемого трубопровода. Данное решение позволяет одной плоской оболочкой ремонтировать целый ряд диаметров труб, например, от трубы диаметром 133 мм, с толщиной стенки 5,5 мм, до трубы диаметром 325 мм, с толщиной стенки 3,5 мм. Между этими крайними размерами находятся стандартные диаметры труб - 159 мм, 219 мм, 273 мм. Кроме этого каждый указанный диаметр трубы имеет целый ряд труб с разной толщиной стенки, что также меняет внутренние диаметры.
Конечно, таких изменений диаметров в одном трубопроводе быть не может, но ближайшие диаметры труб довольно часто используются. Благодаря такой универсальности плоской оболочки, появляется возможность ремонтировать разные трубопроводы разных диаметров одним размером плоской оболочки. Одна плоская оболочка может использоваться как аварийное средство для ремонта труб различных диаметров.
Эта возможность широкого изменения диаметров ремонтируемых труб доступна из-за склеенной или соединенной другим способом стенок плоской оболочки и прижатой продольной складки, образующейся при расправлении плоской оболочки под напором рабочей среды в ремонтируемой трубе. Усилие от давления рабочей среды на стенки расправляющейся части плоской оболочки направлена на отрыв соединенных стенок плоской оболочки друг от друга по всей длине плоской оболочки вдоль ремонтируемой трубы, характеристика такого отрыва для склеенных стенок имеет термин "прочность клеевого соединения при расслаивании" (ГОСТ 28789-90, стр. 7, п. 50, Москва, Государственный комитет СССР по управлению качеством продукции и стандартам, 1990 г.). Данное усилие отрыва действует, пока расслоенная часть плоской оболочки под напором рабочей среды не увеличится и полностью не ляжет на стенки ремонтируемой трубы. Как только это произойдет, все давление рабочей среды будет передано на ремонтируемую трубу и усилие, направленное на расслаивание исчезнет, расслаивание плоской оболочки прекратится. Там, где внутренний диаметр ремонтируемой трубы больше, расслаивание соединения стенок продолжится до момента, пока расслоенная часть плоской оболочки не увеличит свой периметр до размера ремонтируемой трубы, и т.д.
Величина прочности соединения стенок плоской оболочки при расслаивании должна быть гораздо меньше прочности материала плоской оболочки на разрыв, чтобы не создавать остаточных растягивающих напряжений в стенке плоской оболочки. Так как после того, как свободная часть плоской оболочки легла на отремонтированную трубу и расслоение стенок прекратилось, на соединение стенок воздействует только сила, равная давлению рабочей среды на площадь шва, учитывая малую толщину шва и то, что оставшаяся соединенная часть плоской оболочки зажата между стенкой ремонтируемой трубы и стенкой плоской оболочки, прижатой давлением рабочей среды, давление рабочей среды не может разорвать соединение стенок При любом значении прочности соединения отличным от нуля, прочность соединения стенок должна быть минимальна, но достаточно прочной от расслаивания плоской оболочки во время производства работ по затяжке в ремонтируемую трубу, разрыва фиксаторов и расправления свернутой плоской оболочки.
Продольная складка исключает возникновение тангенциального напряжения в плоской оболочке, что дает возможность уменьшить толщину стенки плоской оболочки, минимальная толщина стенки рассчитывается от максимальной величины свищей (отверстий) в ремонтируемой трубе, внутреннего давления, прочности материала плоской оболочки и коэффициента запаса прочности.
Размер радиусов изгибов материала плоской оболочки в продольной складке зависит от прочности материала на изгиб, его толщины и внутреннего давления в трубе.
2. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка выполнена из полиэтилена, или полипропилена, или полихлорвинила, или полиэтилентерефталата, или армированной резины, или полиуретана, или нержавеющей фольги, или латунной фольги.
Отсутствие растяжения плоской оболочки дает возможность использовать разные материалы для изготовления плоской оболочки, эти материалы должны быть достаточно гибки, чтобы образовать продольную складку в отремонтированной трубе. Это дает возможность изготавливать плоскую оболочку, используя материалы с особыми свойствами, которыми можно ремонтировать трубы для горячей воды и пара, высокого давления, химических продуктов и т.п.
3. Способ ремонта напорных трубопроводов по п. 1. отличающийся тем, что плоская оболочка изготовлена из сложенного вдвое плоского рулонного материала, где кромки материала сдвинуты относительно друг друга для более плавного изгиба стенки плоской оболочки при ее наложении на это место.
4. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка изготовлена из сложенного вдвое плоского рулонного материала, где кромки материала закруглены для более плавного изгиба стенки плоской оболочки при ее наложении на это место.
Решения по п. 3 и п. 4 направлены на увеличения радиуса изгиба стенки плоской оболочки в месте перехода кромки плоской оболочки, увеличение радиуса создает более плавный переход, уменьшает нагрузку на стенку плоской оболочки в месте перехода и увеличивает надежность отремонтированной трубы.
5. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка изготовлена из сложенного вдвое плоского рулонного материала, где кромки материала дополнительно сварены между собой по длине.
Сварка кромки материала увеличивает надежность плоской оболочки в случае наличия сквозных пор в соединительном слое, защищает плоскую оболочку от расклеивания со стороны кромок при механическом воздействии при транспортировке или при производстве работ.
6. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка для затягивания в ремонтируемую трубу сворачивается С-образно или спиралеобразно.
Минимальная толщина стенки и форма плоской оболочки дает возможность сворачивать ее для затяжки в ремонтируемую трубу С-образно или более плотно - спиралеобразно, что дает большие преимущества при затяжке и уменьшается риск повреждения плоской оболочки. Кроме этого уменьшение толщины стенки уменьшает количество и толщину кольцевых фиксаторов, удерживающих плоскую оболочку в свернутом состоянии и разрывающихся при ее расправлении.
7. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что сложенные стенки в плоской оболочке соединены склеиванием, или сшивкой, или пайкой, или сваркой.
Это дает возможность использовать другие материалы, например, для изготовления плоской оболочки из медной фольги при изготовлении плоской оболочки при помощи припоя, и т.п.
Клей, используемый для склеивания плоской оболочки, должен быть стойким к воздействию рабочей среды, эластичным, гладким и не липким на открытых участках, где произошло расслаивание плоской оболочки, клей не должен повреждать материал плоской оболочки при расслаивании, должен выдерживать параметры рабочей среды, например температуру.
Способы изготовления плоской оболочки по п. 1, 3, 4, 5 очень просты и позволяют производить плоскую оболочку на месте производства работ, складывать плоский рулонный материал, склеивать его, если требуется сваривать кромку, сворачивать плоскую оболочку, крепить кольцевыми фиксаторами из тонких ленточек или упаковочной пленки, от разворачивания и затягивать в ремонтируемую трубу. Данные операции вполне можно механизировать для производства плоской оболочки на месте производства работ.
Краткое описание чертежей.
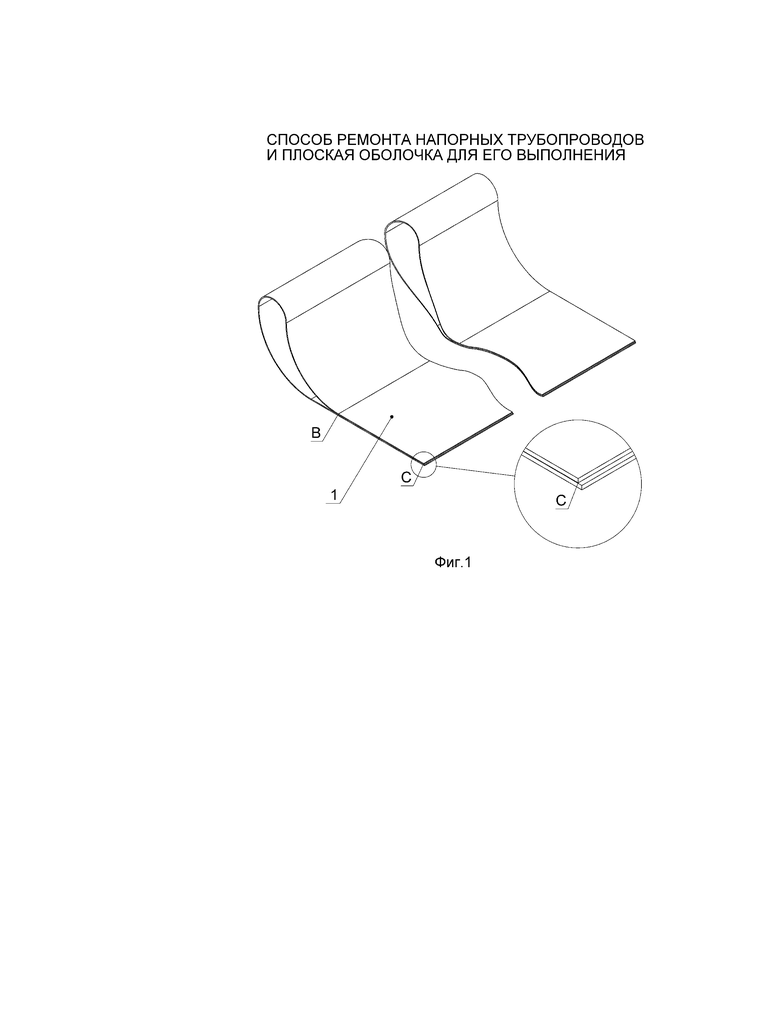
На Фиг. 1 изображена склеенная плоская оболочка 1, с толщиной стенки 2 мм. Плоская оболочка 1 склеена от т.С до т.В по всей длине. Кромки плоской оболочки 1 сдвинуты относительно друг друга.
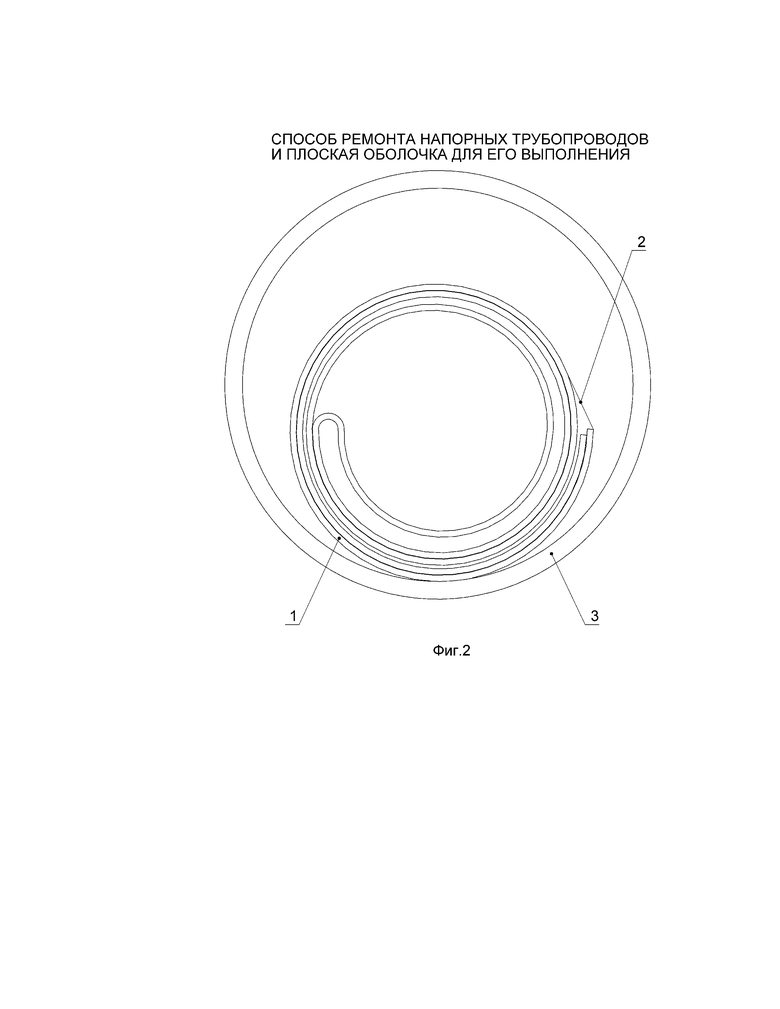
На Фиг. 2 плоская оболочка 1 свернута спиралеобразно в компактный рукав максимальным диаметром 95 мм и закреплена по периметру кольцевыми фиксаторами 2, из тонких ленточек или упаковочной пленки, от разворачивания. Плоская оболочка 1, свернутая спиралеобразно затянута в стальную трубу 3 наружным диаметром 133 мм, с толщиной стенки 5,5 мм.
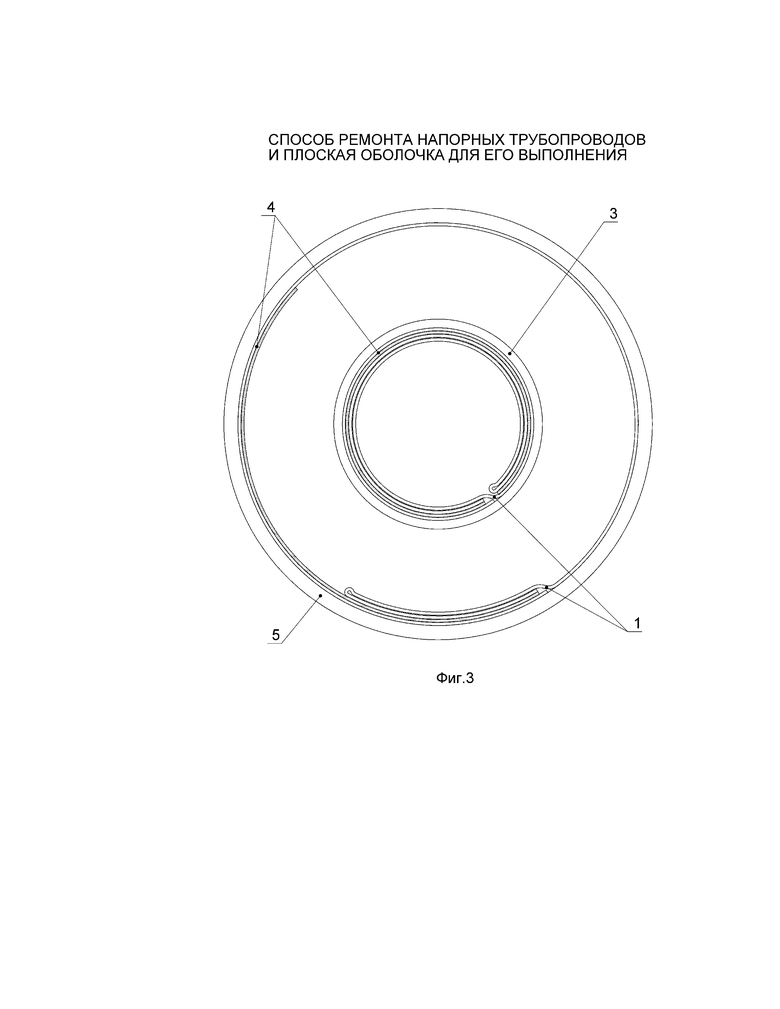
На Фиг. 3 плоская оболочка 1 расправлена внутренним давлением и, с образованием продольной складки, легла на стенку стальной трубы 3 наружным диаметром 133 мм, с толщиной стенки 5,5 мм, и стальной трубы 5 наружным диаметром 273 мм, с толщиной стенки 9 мм. Клей 4, склеивающий стенки плоской оболочки и оставшийся на одной стенке, после расслаивания склеенных стенок, показан заштрихованным и увеличенным по толщине. Без увеличения клей 4 на чертеже не видно. Стальные трубы размещены концентрично, для наглядности пропорций и размеров.
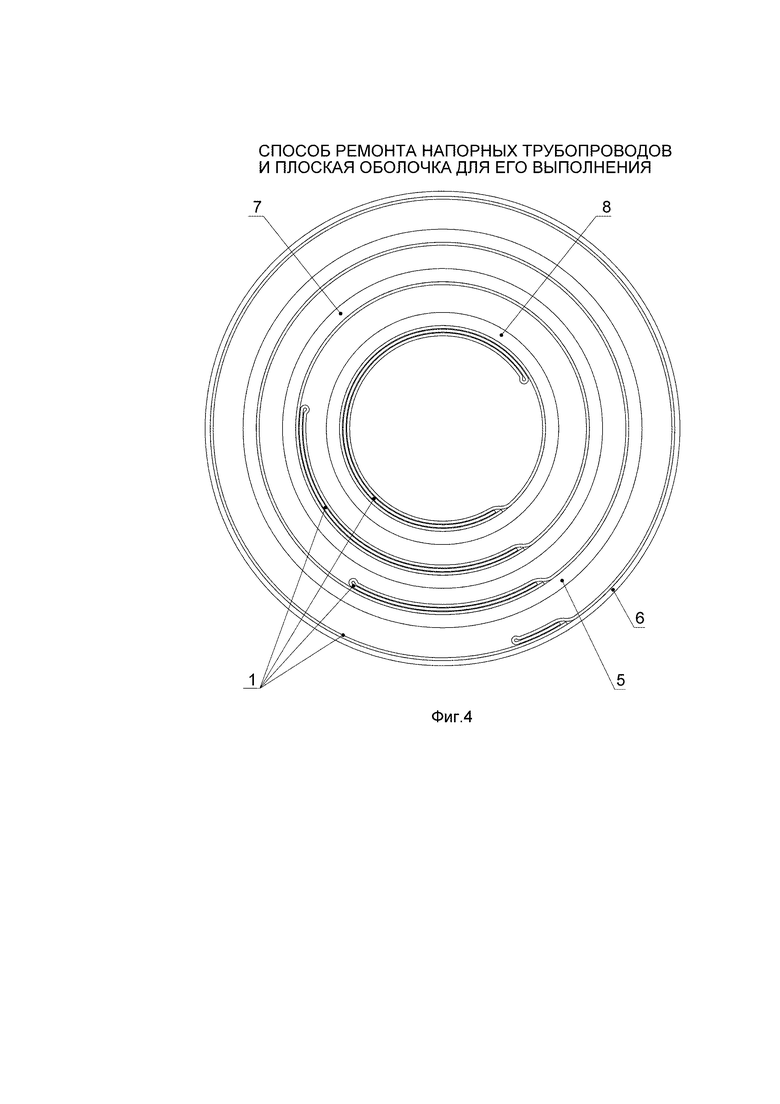
На Фиг. 4 плоская оболочка 1 расправлена внутренним давлением и, с образованием продольной складки, легла - на стенку стальной трубы 8 наружным диаметром 159 мм, с толщиной стенки 9 мм, - на стенку стальной трубы 7 наружным диаметром 219 мм, с толщиной стенки 9 мм, - на стенку стальной трубы 5 наружным диаметром 273 мм, с толщиной стенки 9 мм, - на стенку стальной трубы 6 наружным диаметром 325 мм, с толщиной стенки 3,5 мм. Стальные трубы размещены концентрично, для наглядности пропорций и размеров.
Примечание: На всех чертежах плоская оболочка имеет один и тот же периметр и толщину стенки, т.е. это одна и та же плоская оболочка, но в разных положениях.
Осуществление изобретения.
Испытания изобретения произведено на опытном участке трубопровода, собранного из отрезков стальных труб с приваренными переходами и фланцами. Использованы следующие стальные трубы:
- наружным диаметром 219 мм, с толщиной стенки 4 мм;
- наружным диаметром 273 мм, с толщиной стенки 8 мм;
- наружным диаметром 325 мм, с толщиной стенки 3,5 мм.
Произведен расчет требуемой толщины стенки плоской оболочки.
Так как все давление плоская оболочка передает на стенки ремонтируемой трубы, то нагрузка на стенки плоской оболочки ложится только на участках, прилегающих к отверстиям (свищам) на ремонтируемой трубе, где:
r - радиус отверстия свища;
D - диаметр отверстия свища;
Р - внутреннее давление в трубе;
δ - толщина стенки плоской оболочки;
σ - предел текучести ПНД при растяжении;
Sсв - площадь отверстия свища;
Sбок - площадь стенки плоской оболочки, работающей на сдвиг;
F1 - предельная сила, которую выдержит материал плоской оболочки;
F2 - сила, которая действует на участок с данным давлением;
τ - прочность материала плоской оболочки на сдвиг.





F1 больше F2, следовательно, материал плоской оболочки выдержит нагрузку. Причем, при толщине стенки плоской оболочки 2 мм существует почти шестикратный запас прочности.
Плоская оболочка склеена из рулонного полиэтилена низкого давления (ПНД) толщиной 2,0 мм, выпускающегося как геомембрана марки МЕАПЛАСТ. Лист шириной 1080 мм перегнут вдвое, ширина склеенной части 230 мм. Клей марки "DP-8005 Структурный адгезив для пластиков" с прочностью на отслаивания 28 Н/см, тип разрушения шва - когезионный, т.е. по клею без повреждения материала.
Плоская оболочка свернута спиралеобразно в рулон диаметром 150 мм и перевязана упаковочной лентой. После укладки в опытный трубопровод плоская оболочка расправлена давлением воды 6 атм. и выдержана под давлением 72 часа. В просверленные в трубах отверстия видно, что плоская оболочка везде плотно легла по периметру труб, ни в одном отверстии течи нет, отверстия диаметром 6 мм. После сброса давления и слива воды, трубопровод разобран. Обнаружено, что плоская оболочка в каждой трубе легла согласно расчетам, радиус изгиба стеки оболочки на складке остался в пределах 5 мм (без давления), небольшие морщины высотой до 10 мм образовались только в местах перехода диаметров стальных труб.
Изобретение относится к трубопроводному транспорту и может быть использовано для ремонта напорных сетей воды, канализации, отопления, пара и т.п. В ремонтируемые трубы (3) и (5) протягивается плоская оболочка (1), склеенная клеем (4). Плоская оболочка, расслаиваясь по клею под давлением рабочей среды, прижимается к трубе с образованием продольной складки, прижатой к трубе. Запас материала в склеенной части исключает разрыв плоской оболочки при попадании ее на участок, где внутренний диаметр ремонтируемой трубы больше первоначального. Указаны варианты изготовления плоской оболочки из различных материалов. Восстанавливает герметичность труб, имеющих большую остаточную конструкционную прочность. Позволяет ремонтировать трубопроводы, состоящие из труб с разными диаметрами. Может использоваться как универсальное аварийное средство для ремонта разных по диаметру трубопроводов. 6 з.п. ф-лы, 4 ил.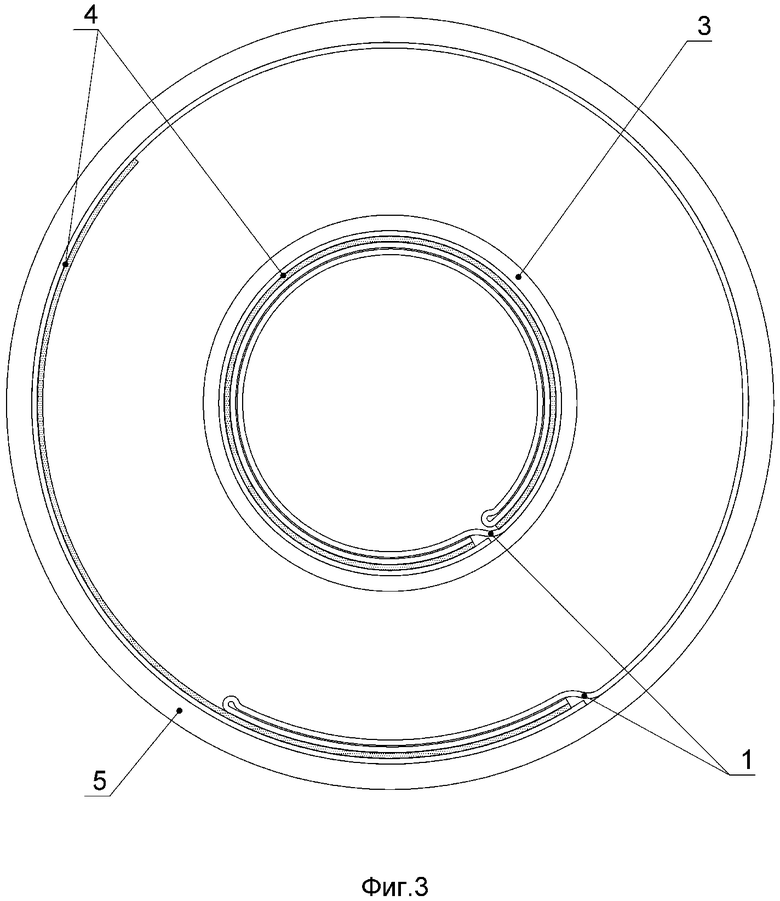
1. Способ ремонта напорных трубопроводов, заключающийся в протягивании внутрь ремонтируемой трубы свернутой тонкостенной трубы, отличающийся тем, что тонкостенная труба изготовлена в виде плоской оболочки со стенкой из плоского рулонного материала, сложенного вдвое, сложенные стенки плоской оболочки соединены между собой от кромки к линии перегиба с несоединенной частью у линии перегиба, плоская оболочка расправляется давлением рабочей среды внутри несоединенной части с расслаиванием соединенных стенок от разрывающего усилия в плоской оболочке до момента, пока расправленная часть плоской оболочки не увеличится до диаметра ремонтируемой трубы и полностью не ляжет на ее стенки, после чего разрывающее усилие от давления рабочей среды исчезает и расслоение соединенных стенок плоской оболочки прекращается, продольная складка, образованная оставшейся соединенной частью плоской оболочки, оказывается прижатой к стенке ремонтируемой трубы расправленной стенкой плоской оболочки и не мешает потоку рабочей среды, запас материала в соединенной части плоской оболочки исключает разрыв стенки плоской оболочки или полное расслоение при попадании плоской оболочки на участок, где внутренний диаметр ремонтируемого трубопровода больше первоначального.
2. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка выполнена из полиэтилена, или полипропилена, или полихлорвинила, или полиэтилентерефталата, или армированной резины, или полиуретана, или нержавеющей фольги, или латунной фольги.
3. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка изготовлена из сложенного вдвое плоского рулонного материала, где кромки материала сдвинуты относительно друг друга для более плавного изгиба стенки плоской оболочки при ее наложении на это место.
4. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка изготовлена из сложенного вдвое плоского рулонного материала, где кромки материала закруглены для более плавного изгиба стенки плоской оболочки при ее наложении на это место.
5. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка изготовлена из сложенного вдвое плоского рулонного материала, где кромки материала дополнительно сварены между собой по длине.
6. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что плоская оболочка для затягивания в ремонтируемую трубу сворачивается С-образно или спиралеобразно.
7. Способ ремонта напорных трубопроводов по п. 1, отличающийся тем, что сложенные стенки в плоской оболочке соединены склеиванием, или сшивкой, или пайкой, или сваркой.
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА И ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ТРУБОПРОВОДА | 2012 |
|
RU2597088C2 |
| US 5186987 A, 16.02.1993 | |||
| US 6254709 B1, 03.07.2001 | |||
| US 5334429 A, 02.08.1994 | |||
| СПОСОБ ОКЛЕЙКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТКАНЬЮ | 1997 |
|
RU2145028C1 |

