Изобретение относится к области строительства и ремонта трубопроводов и может быть использовано для усиления ослабленных противокоррозионной защиты и герметичности внутренних зон отдельных труб, трубных секций и трубопроводов, а также для повышения прочности этих зон.
Известны способ и устройство для внутреннего усиления ослабленной противокоррозионной защиты зоны сварного стыка трубопровода (патент РФ №2128800, кл. F 16 L 58/02, заявка 97112410.06 от 25.07.97 г., опубликован 10.04.99 г. авторы: Моисеенков В.А., Шведов В.В., Шведов В.Н. Патентообладатель: Научно-производственное объединение “Тарис”). В соответствии с этим способом материал защитного покрытия размещают на эластичной оболочке транспортного модуля, вводят его в зону сварного стыка, раздувают эластичную оболочку и прижимают материал к внутренней поверхности трубопровода до отвердения материала.
Недостатком известных способа и устройства является то, что для его выполнения требуется присутствие транспортного модуля в усиливаемой зоне в процессе отвердения материала, что увеличивает продолжительность работ.
Желательно иметь способ и устройство, не требующие присутствия транспортного модуля в усиливаемой зоне в процессе отвердения материала.
За прототип предлагаемого решения как по способу, так и устройству принят способ внутреннего усиления ослабленной противокоррозионной защиты зоны сварного соединения труб, и устройство для его выполнения (патент РФ №2133908, кл. F 16 58/02, заявка 97117309/06 от 16.10.97 г., опубликован 27.07.99 г. Авторы: Моисеенков В.А., Шведов В.В., Шведов В.Н. Патентообладатель: Научно-производственное объединение “Тарис”). Способ осуществляется следующим образом. Внутрь трубопровода в зону сварного стыка вводят разжимное устройство с раздуваемой изнутри эластичной оболочкой, на которой последовательно размещены спирально свернутая металлическая лента с замковым соединением и пропитанный полимерным связующим бандаж. В эластичную оболочку подают под давлением рабочую среду. Эластичная оболочка, расширяясь, разжимает спирально свернутую ленту и спирально свернутый бандаж и прижимает их к внутренней поверхности трубы. После достижения расчетной степени обжатия бандажа происходит фиксация обжатия в замковом соединении ленты, вследствие чего присутствие транспортного модуля в усиливаемой зоне в процессе отвердения материала не требуется.
Необходимость наличия эластичной оболочки и подачи в нее под давлением рабочей среды усложняет способ и устройство. Предложенные конструкции фиксаторов спирально свернутой ленты ослабляют ленту и усложняют технологию фиксации достигнутого обжатия.
Желательно иметь способ и устройство для внутреннего усиления ослабленной зоны трубопровода, позволяющие исключить эластичную оболочку и необходимость подачи в нее рабочей среды и исключить использование какого-либо замкового соединения для фиксации достигнутого обжатия.
Поставленная задача решается тем, что в способе внутреннего усиления ослабленной зоны трубопровода, заключающемся в размещении в усиливаемой зоне устройства, содержащего разжимную втулку, выполненную в виде спирально свернутой ленты, а также спирально свернутый бандаж, пропитанный полимерным связующим, с возможностью его прижатия лентой к внутренней поверхности трубопровода с расчетным усилием и фиксацией достигнутого обжатия, новым является то, что в устройстве разжимная втулка, выполненная в виде спирально свернутой двухслойной ленты, материалы слоев которой имеют различные коэффициенты температурного расширения, разогретой до расчетной температуры, необходимой для закручивания ленты с требуемым радиусом, устройство вводят в усиливаемую зону трубопровода, где происходит естественное остывание разжимной втулки, в результате чего она саморазвертывается и прижимает спирально свернутый бандаж к внутренней поверхности трубопровода с расчетным усилием, обеспечивая при этом и фиксацию достигнутого обжатия.
Поставленная задача решается тем, что в устройстве для внутреннего усиления ослабленной зоны трубопровода, содержащем разжимную втулку, выполненную в виде спирально свернутой ленты, а также спирально свернутый бандаж, пропитанный полимерным связующим, с возможностью его прижатия лентой к внутренней поверхности трубопровода с расчетным усилием и фиксацией достигнутого обжатия, новым является то, что в устройстве разжимная втулка, выполненная в виде спирально свернутой двухслойной ленты, материалы слоев которой имеют различные коэффициенты температурного расширения, разогретой до расчетной температуры, необходимой для закручивания ленты с требуемым радиусом. Спирально свернутая лента может быть изготовлена в коррозионно-стойком исполнении. С целью дополнительного упрочнения ослабленной зоны трубопровода бандаж может включать в себя высокопрочные армирующие элементы.
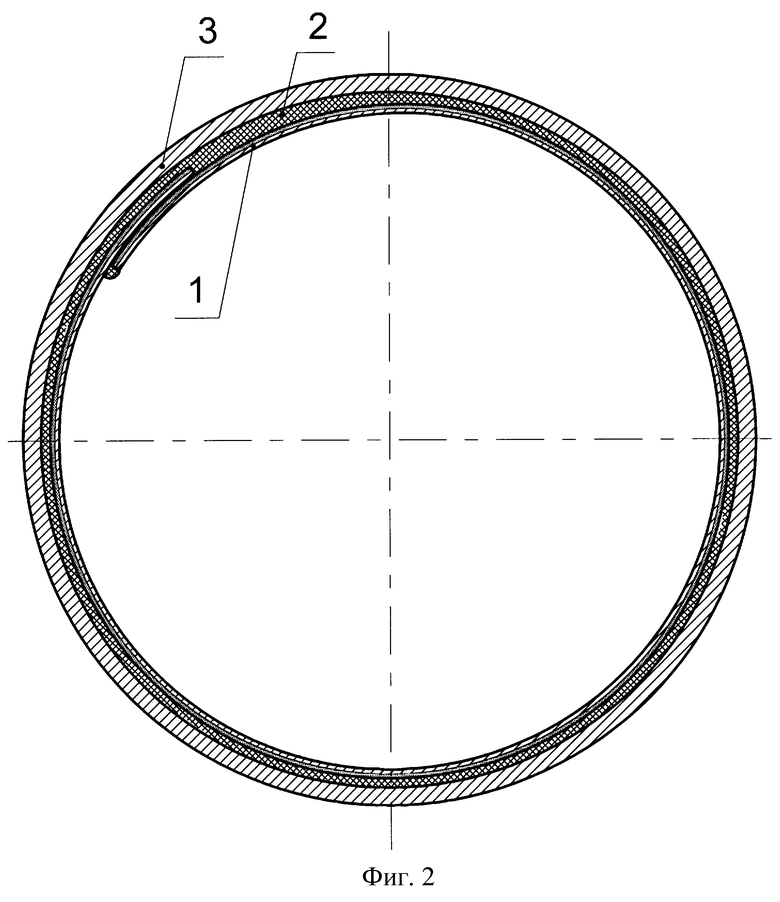
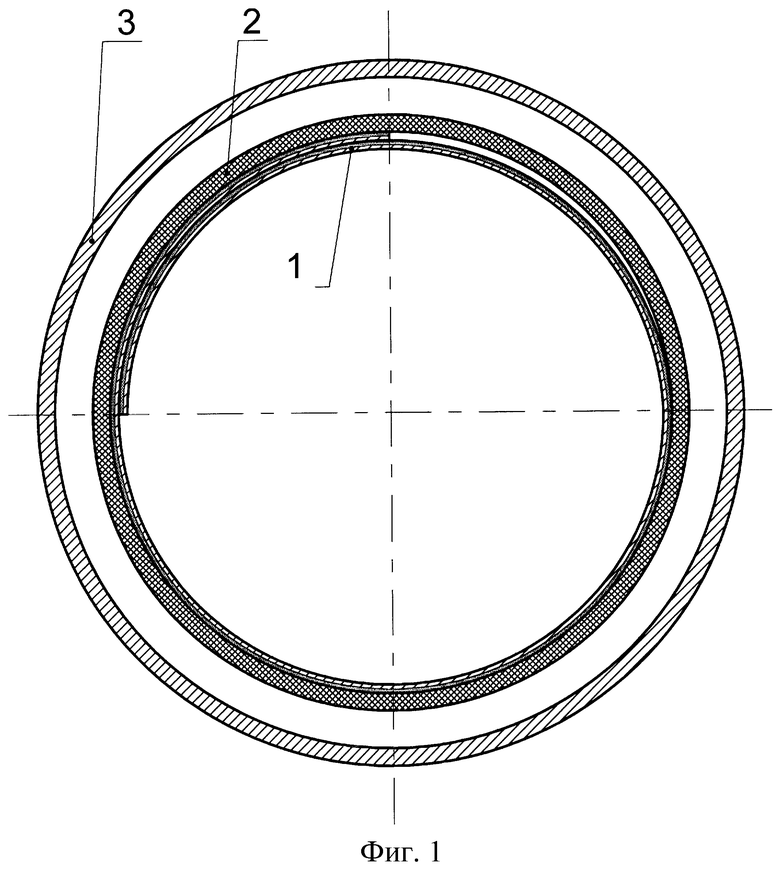
Изобретение иллюстрируется графическим материалом, где на фиг.1 представлено устройство, в состоянии, когда разжимная втулка разогрета и находится в свернутом положении; на фиг.2 представлено устройство, в состоянии, когда разжимная втулка остыла и прижимает бандаж к внутренней поверхности трубопровода.
Устройство содержит разжимную втулку 1, выполненную в виде спирально свернутой двухслойной ленты, и пропитанный полимерным связующим бандаж 2.
Способ осуществляется следующим образом. Устройство, в котором разжимная втулка разогрета до расчетной температуры, размещают внутри трубопровода в усиливаемой зоне. При этом обеспечивают зазор между внешней поверхностью бандажа 2 и внутренней поверхностью трубопровода 3. После остывания разжимная втулка 1, саморазвертывается и прижимает спирально свернутый бандаж 2 к внутренней поверхности трубопровода 4 с расчетным усилием, обеспечивая при этом и фиксацию достигнутого обжатия. Расчетная величина усилия прижатия разжимной втулкой 1 бандажа 2 к внутренней поверхности трубопровода 3 обеспечивает необходимую степень герметизации усиливаемой зоны трубопровода от перекачиваемого по нему продукта и препятствует излишнему выдавливанию полимерного связующего из бандажа 2. Расчетная сила прижатия зависит от диаметра трубопровода, ширины бандажа, его физико-механических свойств и других характеристик, в соответствии с которыми рассчитываются и подбираются требуемые параметры разжимной втулки 1. Полимерное связующее, частично выдавленное из бандажа 2, формирует защитные валики по всему периметру бандажа, что дополнительно повышает герметичность и надежность противокоррозионной защиты ослабленной зоны трубопровода.
Пример конкретного выполнения устройства. Для определения радиуса закручивания двухслойной ленты при ее нагревании воспользуемся формулой:

Е1 - модуль упругости материала первого слоя;
Е2 - модуль упругости материала второго слоя;
J1 - момент инерции сечения первого слоя;
J2 - момент инерции сечения второго слоя;
h - суммарная высота сечений слоев ленты;
b - ширина ленты;
t - температурный перепад;
α1 - коэффициент температурного линейного расширения материала первого слоя;
α2 - коэффициент температурного линейного расширения материала второго слоя.
Разжимная втулка выполнена из биметаллической ленты, состоящей из титана и меди. Толщина слоев 0,5 мм, ширина - 250 мм.
Для сворачивания ленты с радиусом 200 мм она была нагрета на 150°С. Бандаж выполнен из нетканного объемного полиэфирного материала, пропитанного полимерным связующим на основе эпоксидной эмали. Устройством производят внутреннее усиление ослабленной зоны сварного стыка трубопровода, изготовленного из стальных электросварных труб ГОСТ 20295-85, имеющих внутреннее антикоррозионное покрытие на основе эпоксидной эмали толщиной 0,5 мм по всей длине, кроме концов труб. Наружный диаметр труб - 530 мм, толщина стенки - 10 мм.
Изобретение относится к строительству и используется при сооружении и эксплуатации трубопроводов для противокоррозионной защиты внутренних поверхностей и зон сварных стыков труб. Внутрь трубопровода в усиливаемую зону вводят устройство - разжимную втулку в виде свернутой спирально двухслойной металлической ленты с размещенным на ее наружной поверхности спирально свернутым и пропитанным полимерным связующим бандажом. Двухслойную ленту предварительно нагревают до расчетной температуры. Металлическая двухслойная лента остывает в трубопроводе, разворачивается и прижимает бандаж к внутренней поверхности усиливаемой зоны трубопровода с расчетным усилием. Расширяет арсенал технических средств. 2 н. и 2 з.п. ф-лы, 2 ил.
| СПОСОБ ВНУТРЕННЕЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ВЫПОЛНЕНИЯ | 1997 |
|
RU2133908C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЗОТОБАКТЕРИНА | 0 |
|
SU370193A1 |
| 1971 |
|
SU413494A1 | |
| Грузовой компенсатор контактной сети | 1974 |
|
SU499153A1 |
| СПОСОБ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1998 |
|
RU2137976C1 |

