ОБЛАСТЬ ТЕХНИКИ
Это раскрытие относится к области техники конструкций грузового автомобиля малой грузоподъемности. Конкретнее, раскрытие относится к конструкции платформы грузовика на шасси легкового автомобиля.
УРОВЕНЬ ТЕХНИКИ
Грузовые автомобили малой грузоподъемности являются моторными транспортными средствами с задней открытой верхней грузовой зоной, также часто указываемой ссылкой как платформа. Грузовые автомобили малой грузоподъемности весьма популярны, так как платформа дает им возможность использоваться столькими многими разными способами, включая перевозку многообразия типов груза и буксировку различных типов прицепов. Традиционно, большинство конструкций кузова на грузовых автомобилях малой грузоподъемности были сформированы из стальных сплавов. За годы опыта, конструкторы грузовых автомобилей малой грузоподъемности научились, как проектировать детали кузова грузового автомобиля из конструкционной стали, которые выдерживают многообразие требующихся применений грузовых автомобилей малой грузоподъемности. Современная регулятивная и экономическая среда повысила важность становления грузовых автомобилей малой грузоподъемности более эффективными, а также функциональными и долговечными. Один из способов уменьшить расход топлива транспортного средства, особенно когда не загружено, состоит в том, чтобы снижать вес конструкции транспортного средства.
Алюминиевые сплавы типично имеют более высокое отношение предела прочности к массе, чем стальные сплавы. Следовательно, замена стали алюминием предлагает потенциальную возможность для снижения веса. Однако, модуль упругости алюминия, как правило, является более низким, чем модуль упругости стали. Кроме того, технологии и способы изготовления соединительных деталей, которые хорошо работают для стальных деталей, могут не срабатывать для такой же алюминиевой детали. Вследствие этих и других различий, простая замена материала не обязательно создает приемлемую конструкцию.
Алюминиевые сплавы обычно идентифицируются четырехзначным числом, первый знак которого типично определяет основной легирующий элемент. При описании серии алюминиевых сплавов на основании основного легирующего элемента, первая цифра может сопровождаться тремя x (заглавными или строчными) или тремя нулями. Например, основным легирующим элементом в алюминиевом сплаве серии 6xxx (или 6000) является магний и кремний наряду с тем, что основным легирующим элементом серии 5xxx является магний, а для серии 7xxx - цинк. Дополнительные цифры, представленные буквой ‘x’ (или нулями) в обозначении серии, определяют точный алюминиевый сплав. Например, алюминиевый сплав 6061 имеет состав из 0,4-0,8% кремния, 0-0,7% железа, 0,15-0,4% меди, 0-0,15% марганца, 0,8-1,2% магния, 0,04-0,35% хрома, 0-0,25% цинка и 0-0,15% титана. Разные сплавы дают разные компромиссные соотношения прочности, твердости, обрабатываемости и других свойств.
В дополнение, пять основных обозначений закалки могут использоваться для алюминиевых сплавов, которыми являются: F- как изготовленный, O- отожженный, H- деформационно упрочненный, T- термообработанный, и W- как закаленный (между термообработкой и искусственным или естественным старением решения). Обозначение закалки может сопровождаться одно или двухзначным числом для дальнейшего определения. Например, алюминий с обозначением закалки T6 был решением, термообработанным и искусственно состаренным, но не подвергнутым холодной обработке после термообработки решения (или так, что холодная обработка не была бы распознаваемой в свойствах материала).
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Алюминиевая платформа грузовика включает в себя днище кузова, передний обвязочный брус и головной борт. Передний обвязочный брус включает в себя заднюю стенку, нижнюю стенку, переднюю стенку, закрытый передний фланец и задний фланец. Передний и задний фланцы могут быть приварены к днищу кузова. Некоторое количество отверстий может быть сформировано в нижней стенке переднего обвязочного бруса, чтобы содействовать приварке закрытого переднего фланца к днищу кузова. Фланец днища кузова может продолжаться вниз от днища кузова между головным бортом и передней стенкой переднего обвязочного бруса. Головной борт, фланец днища кузова и передняя стенка переднего обвязочного бруса могут скрепляться приливными самосверлящими винтами.
Способ сборки платформы грузовика включает в себя получение днища кузова, получение переднего обвязочного бруса, получение головного борта, прикрепление днища кузова к переднему фланцу переднего обвязочного бруса и установку винтов сквозь головной борт, передний фланец днища кузова и переднюю стенку переднего обвязочного бруса. Винты могут быть приливными самосверлящими винтами, установленными со стороны головного борта многослойной конструкции. Предварительно просверленные отверстия не требуются. Передний фланец переднего обвязочного бруса может крепиться к днищу кузова посредством вставки сварочного инструмента через отверстия в нижней стенке переднего обвязочного бруса. Днище кузова и головной борт могут быть выштампованы из обрабатываемого материала из алюминиевого сплава, такого как 6111. Передний обвязочный брус может быть сформирован роликовым профилированием из обрабатываемого материала из алюминиевого сплава, такого как 6111.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
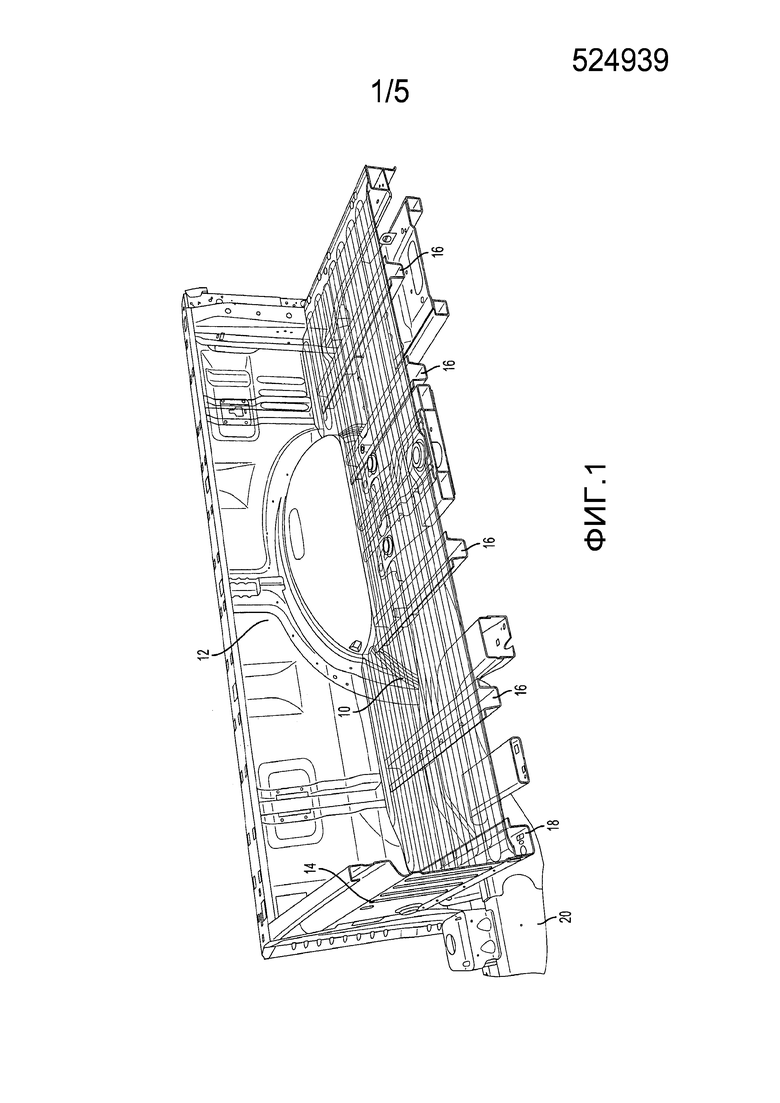
Фиг. 1 - наглядное представление в разрезе платформы грузового автомобиля малой грузоподъемности.
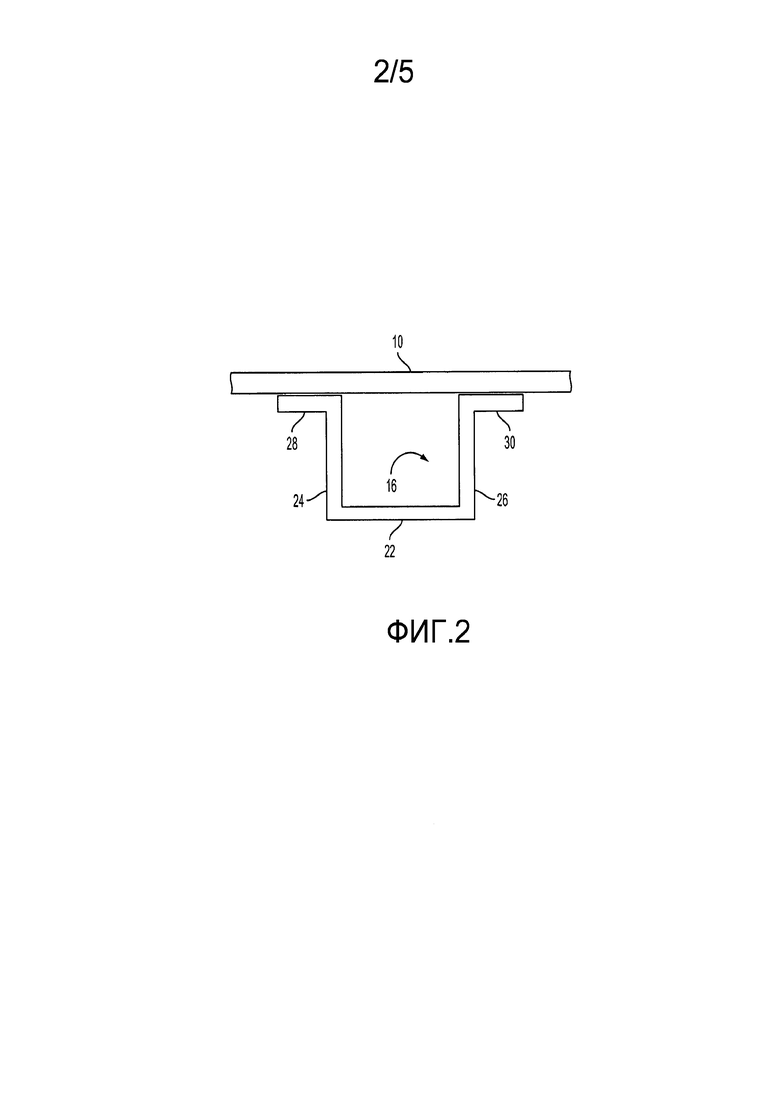
Фиг. 2 - схематический вид в поперечном разрезе поперечного элемента платформы грузового автомобиля малой грузоподъемности по фиг. 1.
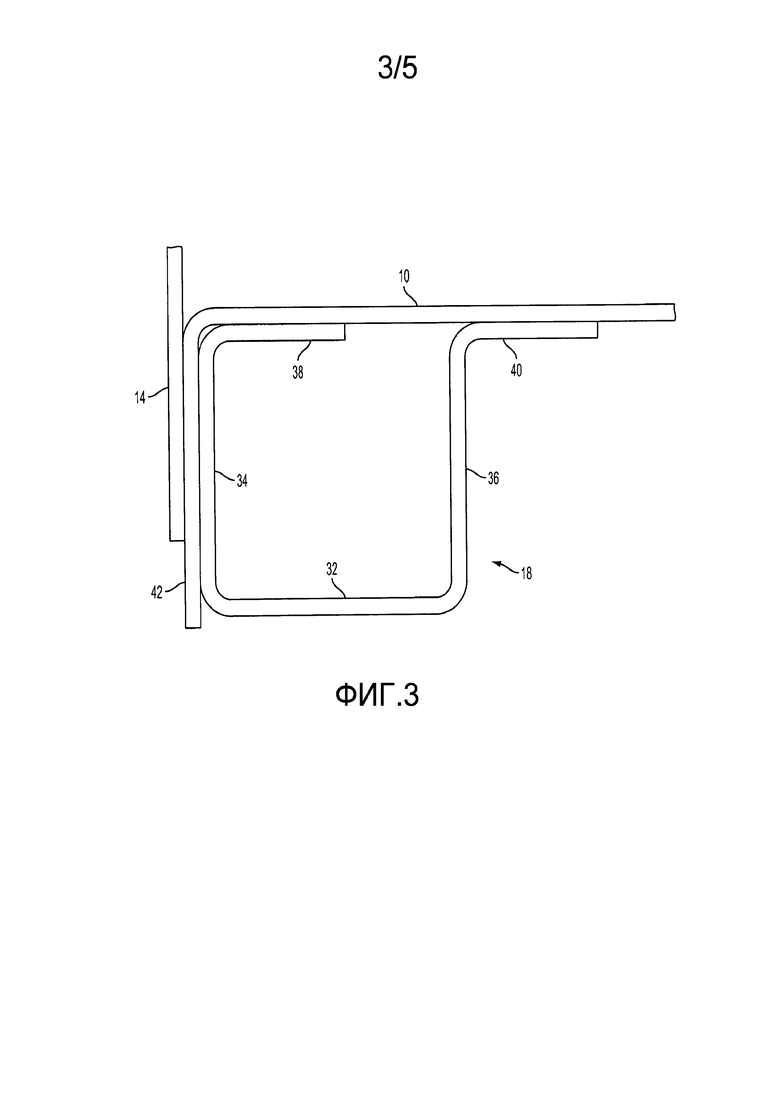
Фиг. 3 - схематический вид в поперечном разрезе переднего обвязочного бруса платформы грузового автомобиля малой грузоподъемности по фиг. 1.
Фиг. 4 - схематический вид в поперечном разрезе соединения с приливным сверлением платформы грузового автомобиля малой грузоподъемности по фиг. 1.
Фиг. 5 - наглядное представление в разрезе участка платформы грузового автомобиля малой грузоподъемности по фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ
Варианты осуществления настоящего раскрытия являются примерами, и другие варианты осуществления могут принимать различные и альтернативные формы. Фигуры не обязательно должны определять масштаб, и некоторые признаки могут быть преувеличены или сведены к минимуму, чтобы показать подробности конкретных компонентов. Раскрытые специфичные конструктивные и функциональные детали должны интерпретироваться не в качестве ограничивающих, а в качестве представляющих основу для обучения специалиста в данной области техники, каким образом использовать изобретение на практике. Различные признаки, проиллюстрированные и описанные со ссылкой на любую одну из фигур, могут комбинироваться с признаками, проиллюстрированными на одной или более других фигур, для создания вариантов осуществления, которые не проиллюстрированы и не описаны явно. Комбинации и модификации признаков, совместимых с доктринами этого раскрытия, могли бы использоваться для конкретных применений или реализаций.
Фиг. 1 показывает вид в разрезе грузового кузова грузового автомобиля малой грузоподъемности и лонжерона. Конструкция грузового кузова включает в себя днище 10 кузова, левую и правую боковые стенки 12, и головной борт 14. Днище кузова, боковые стенки и головной борт могут быть сформированы из листового металла посредством процесса штамповки. Для добавления жесткости, некоторое количество поперечных элементов 16 может быть приварено к днищу 10 кузова. Самый передний поперечный элемент 18, ближайший к головному борту может называться обвязочным брусом. Поперечные элементы могут быть сформированы из листового металла с использованием процесса роликового профилирования. Детали, произведенные из процесса роликового профилирования, имеют постоянную форму поперечного сечения. Днище кузова, головной борт, боковые стенки и поперечные элементы могут быть сделаны из алюминиевого сплава, такого как 6111. Конструкция грузового кузова приболчена к лонжеронам 20.
Во время использования, широкое многообразие нагрузок может прикладываться в различных точках в грузовом кузове и в различных направлениях. Конструкция грузового кузова сконструирована, чтобы передавать эти нагрузки на лонжероны с приемлемыми уровнями прогиба и без разупрочнения или ослабления каких бы то ни было соединений, и не испытывая никакой постоянной деформации. Было обнаружено, что некоторые типы нагружения время от времени должны вызывать повреждение сварных соединений в конструктивных построениях предшествующего уровня техники. В частности, соединение между передним обвязочным брусом, головным бортом и днищем кузова должно быть сконструировано, чтобы выдерживать большие вертикальные силы на головном борте и сосредоточенные вертикальные силы на днище кузова возле самого головного борта. Эти нагрузки, например, могут происходить в результате, когда грузовой автомобиль едет по разбитой дороге с установленным жилым автофургоном для грузовика на шасси легкового автомобиля.
Фиг. 2 показывает поперечное сечение поперечного элемента 16, прикрепленного к днищу 10 кузова. Поперечный элемент включает в себя нижнюю стенку 22, переднюю и задние стенки 24 и 26 и передний и задний фланцы 28 и 30. Поперечный элемент 16 может привариваться точечной сваркой к днищу кузова с промежутками вдоль переднего и заднего фланцев. Фланцы, которые продолжаются от оставшейся части поперечного элемента, подобно фланцам 28 и 30 на фиг. 2, все называются открытыми фланцами. Открытые фланцы облегчают сварку, так как нижняя поверхность фланца легко доступна. Когда вертикальная нагрузка приложена к днищу кузова между лонжеронами, нижняя стенка становятся работающими на растяжение, а фланцы становятся работающими на сжатие, обеспечивая жесткость на изгиб.
Если обвязочный брус головного борта имеет два открытых фланца, как показано на фиг. 2, то головной борт должен отделяться от передней стенки обвязочного бруса, для того чтобы предусматривать приварку переднего фланца к днищу кузова. Вертикальная нагрузка на головном борте затем передается через днище кузова на обвязочный брус, а затем, в итоге, на лонжероны. Это нагружает днище кузова на изгиб в области, в которой днище кузова имеет ограниченную жесткость на изгиб. Следовательно, прогиб может быть чрезмерным. Прогиб должен быть проблемой у алюминиевой платформы грузовика вероятнее, чем у стальной платформы грузовика вследствие низкого модуля упругости алюминиевых сплавов. К тому же, некоторая изгибающая нагрузка может отзываться натяжением на сварных швах на заднем фланце обвязочного бруса, которое заставляет эти сварные швы ослабевать или разрушаться.
Фиг. 3 - вид в поперечном разрезе переднего обвязочного бруса 18, головного борта 14 и днища 10 кузова. Передний обвязочный брус 18 включает в себя нижнюю стенку 32, переднюю и задние стенки 34 и 23 и передний и задний фланцы 38 и 40. Передний фланец 38 является закрытым фланцем, продолжающимся назад от верхней кромки передней стенки 34 в таком же направлении, как нижняя стенка 32 продолжается от нижней кромки передней стенки 32. Нижняя стенка 32 имеет отверстия или промежутки по своей длине, которые обеспечивают доступ для приварки переднего фланца 38 к нижней поверхности днища 10 кузова. Задний фланец 40 является открытым фланцем, делающим возможной сварку без особо оговоренных условий. Днище 10 кузова включает в себя передний фланец 42, продолжающийся вниз от передней кромки. Передний фланец 42 вставлен между головным бортом 14 и передней стенкой 34, и все три детали скреплены.
Соединение тройной толщины между головным бортом 14, передним фланцем 42 и передней стенкой 34 может быть соединено с использованием приливных самосверлящих винтов. В процессе приливного сверления, все три детали сжимаются вместе наряду с тем, что набор винтов продавливается через всю тройную толщину материала. Монтажный инструмент вращает каждый винт наряду с тем, что он прикладывает осевое усилие к материалу, который должен быть соединен. Сверление направляющих отверстий не нужно. Процесс приливного сверления временно локально расплавляет листовой металл по мере того, как винт продавливается насквозь. По мере того, как металл повторно твердеет вокруг винта, резьбы формируются в металле. Фиг. 4 показывает поперечный разрез через один из приливных самосверлящих винтов 44. Отметим, что небольшой прилив 46 формируется избыточным материалом, который приливает из пространства, теперь занятого винтом 44.
Приливное сверление дает ряд преимуществ над сваркой для этого соединения. Приливное сверление пригодно для соединения более чем двух деталей в едином месте соединения. Приливное сверление не находится под неблагоприятным влиянием высокой электропроводности алюминия. Приливное сверление может выполняться без доступа к обеим сторонам деталей. Поскольку формируется резьбовое соединение, винт может выниматься, а затем, повторно устанавливаться или заменяться другим винтом.
Соединение тройной толщины дает эффективный способ передачи вертикальных нагрузок на головном борте 14 на переднюю стенку 34 обвязочного бруса 18. К тому же, передний фланец придает жесткость днищу 10 кузова возле передней кромки и эффективно передает вертикальные нагрузки на переднюю стенку 34 обвязочного бруса. Эти нагрузки передаются главным образом с помощью срезающих усилий, действующих внутри приливных самосверлящих винтов 44. Поскольку изгибающие нагрузки не формируются, напряжения на сварном соединении между задним фланцем 40 и днищем 10 кузова минимальны. С передней стенки обвязочного бруса 18, нагрузки легко передаются на лонжероны 20, к которым приболчен обвязочный брус.
Фиг. 5 показывает вид в разрезе днища 10 кузова, головного борта 14 и переднего обвязочного бруса 18. Некоторое количество приливных самосверлящих винтов 44 установлено с промежутками по передней стороне узла платформы. Одно из отверстий 48 на нижней стенке обвязочного бруса 18 для обеспечения приварки переднего фланца 38 к днищу 10 кузова также является видимым.
Несмотря на то, что примерные варианты осуществления описаны выше, не предполагается, что эти варианты осуществления описывают все возможные формы, охваченные формулой изобретения. Слова, использованные в описании изобретения, являются скорее словами описания, нежели ограничения. Понятно, что могут быть произведены различные изменения, и признаки различных вариантов осуществления могут комбинироваться для формирования дополнительных вариантов осуществления изобретения, которые могут не быть описаны или проиллюстрированы в прямой форме. Несмотря на то, что различные варианты осуществления описаны в качестве обеспечивающих преимущества и являющихся предпочтительными над другими вариантами осуществления или реализациями предшествующего уровня техники, рядовые специалисты в данной области техники должны осознавать, что один или более признаков или характеристик могут быть подвергнуты компромиссу для достижения требуемых атрибутов системы в целом, которые зависят от специфичных применения и реализации. Варианты осуществления, описанные в качестве менее желательных, чем другие варианты осуществления или реализации предшествующего уровня техники, в отношении одной или более характеристик, не выходят за пределы объема раскрытия и могут быть желательными для конкретных применений.


Группа изобретений относится к области транспортного машиностроения. По первому варианту алюминиевая платформа грузовика содержит днище кузова, передний обвязочный брус и головной борт. Передний обвязочный брус имеет задний фланец, прикрепленный к днищу кузова, заднюю стенку, нижнюю стенку, переднюю стенку и закрытый передний фланец, прикрепленный к днищу кузова. Головной борт присоединен к передней стенке переднего обвязочного бруса приливными самосверлящими винтами. По второму варианту алюминиевая платформа грузовика содержит днище кузова, приваренное к переднему фланцу. Днище кузова имеет фланец днища кузова, продолжающийся вниз от передней кромки и вставленный между головным бортом и передней стенкой. Способ сборки платформы грузовика заключается в том, что получают днище кузова, получают передний обвязочный брус, прикрепляют днище кузова к переднему фланцу, получают головной борт и устанавливают множество винтов сквозь головной борт, фланец днища пола и передний обвязочный брус. Достигается повышение прочности и снижение веса платформы грузовика. 3 н. и 16 з.п. ф-лы, 5 ил.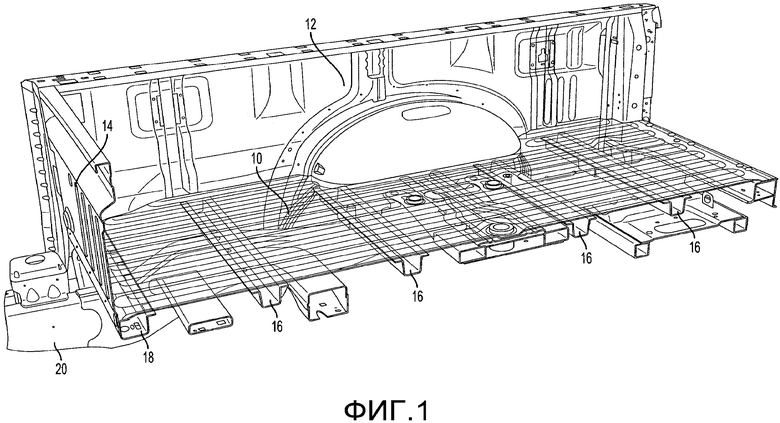
1. Алюминиевая платформа грузовика, содержащая:
днище кузова;
передний обвязочный брус, имеющий задний фланец, прикрепленный к днищу кузова, заднюю стенку, продолжающуюся от заднего фланца, нижнюю стенку, продолжающуюся от задней стенки, переднюю стенку, продолжающуюся от нижней стенки, и закрытый передний фланец, продолжающийся от передней стенки и прикрепленный к днищу кузова; и
головной борт, присоединенный к передней стенке переднего обвязочного бруса приливными самосверлящими винтами.
2. Алюминиевая платформа грузовика по п.1, в которой днище кузова имеет продолжающийся вниз фланец днища кузова, вставленный между головным бортом и передней стенкой переднего обвязочного бруса.
3. Алюминиевая платформа грузовика по п.1, в которой нижняя стенка переднего обвязочного бруса определяет множество отверстий, чтобы предоставлять доступ для приварки переднего фланца к днищу кузова.
4. Алюминиевая платформа грузовика по п.1, в которой задний фланец приварен к днищу кузова.
5. Алюминиевая платформа грузовика, содержащая:
головной борт;
передний обвязочный брус, имеющий переднюю стенку, нижнюю стенку и передний фланец, продолжающийся от передней стенки, и заднюю стенку, продолжающуюся от нижней стенки; и
днище кузова, приваренное к переднему фланцу, днище кузова имеет фланец днища кузова, продолжающийся вниз от передней кромки и вставленный между и присоединенный к головному борту и передней стенке.
6. Алюминиевая платформа грузовика по п.5, дополнительно содержащая множество винтов, соединяющих головной борт, фланец днища кузова и переднюю стенку переднего обвязочного бруса.
7. Алюминиевая платформа грузовика по п.5, в которой винтовое соединение между головным бортом, фланцем днища кузова и передней стенкой получено приливным сверлением.
8. Алюминиевая платформа грузовика по п.5, в которой передний обвязочный брус дополнительно содержит задний фланец, продолжающийся от нижней стенки, по существу, лежащий в одной плоскости с передним фланцем и приваренный к днищу кузова.
9. Алюминиевая платформа грузовика по п.8, в которой передний фланец является закрытым фланцем, а задний фланец является открытым фланцем.
10. Алюминиевая платформа грузовика по п.9, в которой нижняя стенка определяет множество отверстий, чтобы предоставлять доступ для приварки переднего фланца к днищу кузова.
11. Алюминиевая платформа грузовика по п.5, в которой каждое из днища кузова, головного борта и обвязочного бруса сделано из алюминиевого сплава серии 6xxx.
12. Способ сборки платформы грузовика, состоящий в том, что:
получают днище кузова, имеющее фланец днища кузова;
получают передний обвязочный брус, имеющий переднюю, нижнюю и заднюю стенки, и передний и задний фланцы;
прикрепляют днище кузова к переднему фланцу;
получают головной борт; и
устанавливают множество винтов сквозь головной борт, фланец днища пола и передний обвязочный брус из условия, чтобы фланец днища кузова был вставлен между головным бортом и передней стенкой.
13. Способ по п.12, в котором множество винтов устанавливается со стороны головного борта.
14. Способ по п.13, в котором винты являются приливными самосверлящими винтами.
15. Способ по п.14, в котором винты устанавливаются без предварительно просверленных отверстий.
16. Способ по п.12, в котором нижняя стенка определяет отверстие доступа, а прикрепление днища кузова к переднему фланцу состоит в том, что вставляют сварочный инструмент через отверстие доступа и приваривают днище кузова к переднему фланцу.
17. Способ по п.12, в котором получение переднего обвязочного бруса заключается в том, что осуществляют роликовое профилирование обрабатываемого материала из алюминиевого сплава для формирования переднего фланца, передней стенки, нижней стенки, задней стенки и заднего фланца.
18. Способ по п.17, дополнительно содержащий приварку заднего фланца к днищу кузова.
19. Способ по п.12, в котором каждое из получения днища кузова и получения головного борта состоит в том, что штампуют обрабатываемый материал из алюминиевого сплава.
| Способ направления электроэрозионного или ультразвукового инструмента-проволочки | 1960 |
|
SU142138A1 |
| Многоступенчатый автоматический обратный клапан | 1958 |
|
SU120396A1 |
| WO 2006096599 A2, 14.09.2006 | |||
| US 6893076 B1, 17.05.2005 | |||
| US 6142549 A1, 07.11.2000. | |||

