Область техники, к которой относится изобретение
Настоящее изобретение относится к топливной сборке для ядерного реактора на быстрых нейтронах с охлаждением жидким металлом, а именно жидким натрием, известного как быстрый натриевый реактор (Sodium Fast Reactor, SFR), который принадлежит к семейству, так называемых, реакторов четвертого поколения.
Настоящее изобретение направлено на решение технической проблемы, которая состоит в разработке топливной сборки, рассчитанной на краткосрочную эксплуатацию в рамках французского демонстрационного технологического проекта реактора четвертого поколения, называемого «усовершенствованный натриевый технологический реактор для промышленной демонстрации» (Advanced Sodium Technological Reactor for Industrial Demonstration, ASTRID).
Топливные сборки согласно настоящему изобретению могут применяться как в ядерном реакторе интегрального типа, то есть в таком, в котором первичный контур натрия со средствами накачки полностью помещен в бак, где находятся также теплообменники, так и в реакторе петлевого типа, то есть в таком, в котором промежуточные теплообменники и средства накачки первичного натрия расположены вне бака.
Под топливной сборкой здесь понимают узел, содержащий топливные элементы и загружаемый в ядерный реактор и/или выгружаемый из него.
Под топливной сборкой типа SFR понимают топливную сборку, выполненную с возможностью облучения в ядерном реакторе на быстрых нейтронах с охлаждением жидким натрием типа SFR.
Хотя изобретение описано ниже согласно его основному предполагаемому применению, а именно для топливной сборки ядерного реактора, изобретение может применяться также к сборкам любого типа для ядерного реактора - таким, как отражатель, боковая нейтронная защита (БНЗ), управляющий стержень, экспериментальная сборка, дополнительное предохранительное устройство и пр.
Уровень техники
Топливные сборки, используемые в реакторах на быстрых нейтронах с натриевым охлаждением (SFR), имеют особую механическую структуру, обеспечивающую возможность поступления в них жидкого натрия.
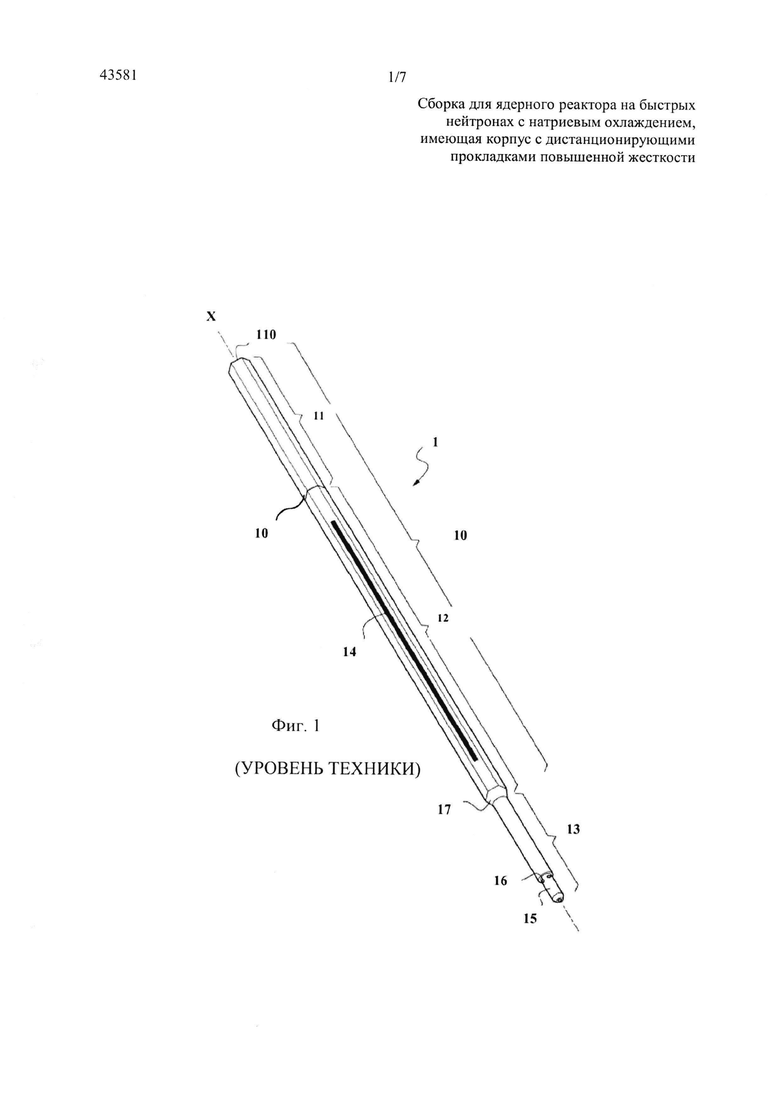
На фиг. 1 показана топливная сборка 1, уже используемая в ядерных реакторах SFR, известных как «Феникс».
Такая сборка 1, имеющая удлиненную форму в направлении продольной оси X, содержит прежде всего трубу или корпус 10 с шестигранным сечением, верхняя часть 11 которого образует захватную головку сборки и вмещает устройство верхней нейтронной защиты (ВНЗ) и в центральную часть 12 которого вставлены топливные элементы (здесь не показаны).
Другими словами, части 11, 12 образуют одну и ту же трубчатую оболочку или корпус 10 с шестигранным сечением, одинаковым по всей его высоте. В головке 11 сборки выполнено сквозное центральное отверстие 110.
В продолжении корпуса 10 сборка 1 содержит также нижнюю часть 13, которая образует основание сборки. Основание 13 сборки содержит удаленную концевую часть 15, имеющую коническую или скругленную форму и выполненную с возможностью вертикальной установки в стойки опорной конструкции активной зоны реактора. На периферии основания 13 сборки выполнены сквозные отверстия 16, выходящие вглубь основания.
Таким образом, в конфигурации установки топливной сборки, то есть в положении после ее загрузки в активную зону реактора, основание 13 сборки 1, имеющее форму штыря, вставлено в отверстие опорной конструкции реактора, благодаря чему сборка 1 удерживается в ней с вертикальным расположением продольной оси X.
Первичный натрий может циркулировать в корпусе 10 сборки 1 и, таким образом, благодаря своей теплопроводности, переносить тепло, выделяемое топливными элементами. Таким образом, натрий вводится через отверстия 16 в основании 13 и выходит через центральное отверстие 110 головки 11, пройдя перед этим через пучок топливных элементов.
В центральной части 12 сборки размещено множество топливных элементов. Каждый элемент выполнен в виде герметичной цилиндрической трубы, внутри которой уложены в столбик 14 таблетки ядерного топлива, в которых происходят ядерные реакции с выделением тепла. Все столбики 14 ограничивают собой, так называемую, зону расщепления, расположенную на середине высоты сборки 1. Она схематически изображена на фиг. 1 в виде черного прямоугольника.
Все сборки одного и того же реактора расположены вертикально на опорной конструкции, образуя собой активную зону с компактной решеткой с шестиугольными ячейками.
Сборки, установленные на опорной конструкции, отстоят друг от друга у их основания (нижнего конца), как правило, на несколько миллиметров между противолежащими поверхностями двух соседних корпусов с шестигранным сечением.
Указанное разнесение должно сохраняться практически постоянным по всей высоте сборки во время работы реактора.
Действительно, при сближении двух соседних сборок сразу же происходит ввод реактивности, то есть быстрое увеличение мощности, которое может привести к самым серьезным последствиям, например, к перегреву, закупорке и пр., что приведет к аварии с расплавлением активной зоны.
Чтобы избежать этого, в известных существующих реакторах SFR используют специальные дистанционирующие приспособления, размещаемые в верхней части сборок, сразу над зоной с расщепляющимися стержнями.
В основном, указанные приспособления расположены на высоте, равной приблизительно 2/3 высоты сборки, и выступают над опорной конструкцией.
Указанные дистанционирующие приспособления, обычно называемые «прокладками», образованы по существу выпуклостями, или утолщениями, которые выступают наружу от сборки. Каждая поверхность корпуса с шестигранным сечением содержит одно утолщение (прокладку).
Таким образом, указанные прокладки предназначены для локального уменьшения зазора между соседними топливными сборками, что позволяет:
- обеспечить компактность решетки сборок при обычной работе реактора и при работах по загрузке-выгрузке (при пониженной температуре),
- ограничить сжатие активной зоны, то есть перемещение сборок с их сближением, в случае подземных толчков или повторное сжатие активной зоны вследствие упругого возврата сборок после складывания, то есть раздвигания сборок, вызываемого выделением энергии внутри активной зоны в частности, расширением газов.
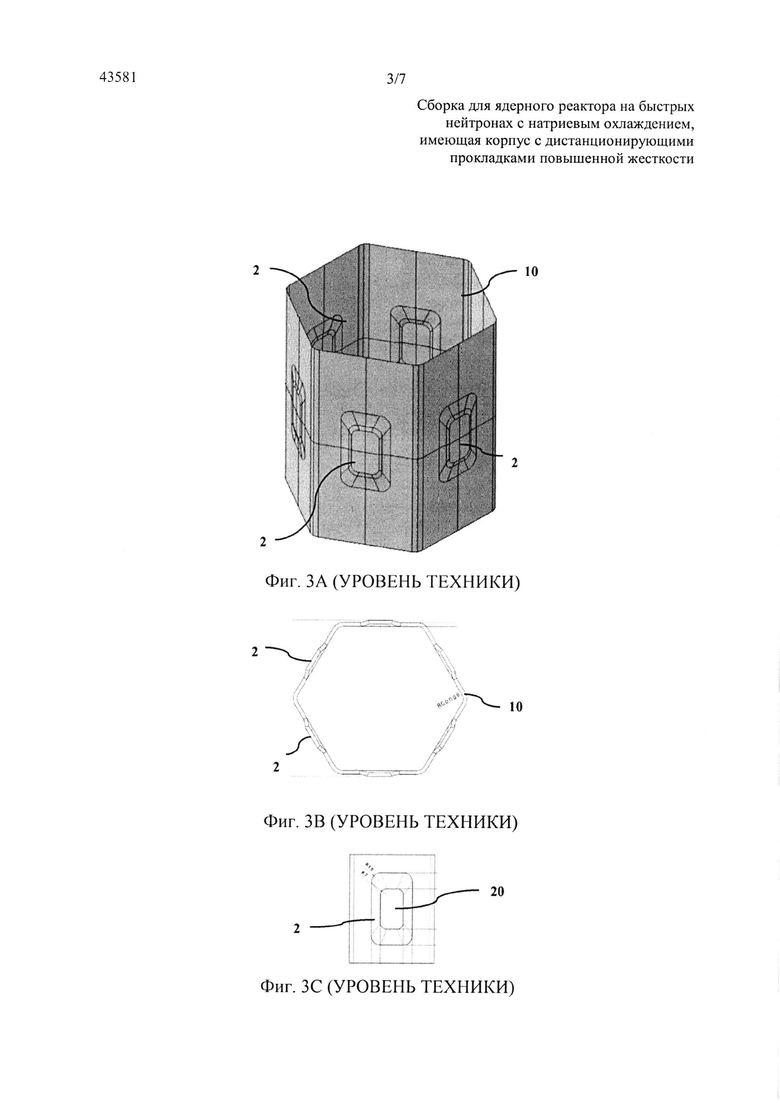
Прокладки, уже используемые в сборках реакторов SFR, эксплуатируемых во Франции, таких как «Феникс», «Суперфеникс» или «Рапсодия», получают методом штамповки пуансоном на каждой из шести сторон шестигранного корпуса для получения требуемой деформации в направлении наружу от корпуса.
Рабочая часть этих прокладок, то есть их плоская контактная поверхность 20, проиллюстрированная на фиг. 3C, представляет собой по существу прямоугольник со сторонами 20 мм и 50 мм с глубиной штамповки прокладок, то есть высотой выступа 20 на поверхности, равной максимум нескольким миллиметрам.
Как показал проведенный изобретателями анализ, принцип изготовления прокладок, применяемый, например, для топливных сборок упомянутых реакторов, показанных на фиг. 2-3C, не может применяться к топливным сборкам для реактора ASTRID, поскольку существующее прокладки являются недостаточно жесткими относительно задачи обеспечения безопасности, который будет описан ниже, или, другими словами, их жесткость недостаточно велика. Жесткость прокладки, обозначаемая символом К, характеризует сопротивление этой прокладки раздавливанию под действием внешних сил. Она задана в области упругих деформаций как равная отношению силы, действующей на прокладку, к смещению поверхности прокладки относительно оси шестигранного корпуса.
Действительно, жесткость К известных прокладок недостаточна при работе с реактором типа ASTRID, как будет показано ниже.
Прежде всего, ограничение сжатия активной зоны в аварийных ситуациях (при подземных толчках, выделении энергии внутри активной зоны и пр.) является одной из задач обеспечения безопасности, которая должна быть обеспечена в реакторе ASTRID для создания линейки реакторов четвертого поколения.
Если говорить о активной зоне, называемой «активной зоной с низким пустотным коэффициентом реактивности» ( Faible Vidange, CFV), особенность которой состоит в отрицательном натриевом пустотном коэффициенте, то, как показали исследования, критерий увеличения реактивности вследствие сжатия активной зоны, задаваемый на уровне максимум +1 доллар ($), соблюдается при условии использования прокладок, жесткость которых увеличена в пять раз по сравнению с известными штампованными прокладками, с соблюдением при этом других технических требований к топливной сборке, предусмотренной для эксплуатации в составе реактора ASTRID.
Faible Vidange, CFV), особенность которой состоит в отрицательном натриевом пустотном коэффициенте, то, как показали исследования, критерий увеличения реактивности вследствие сжатия активной зоны, задаваемый на уровне максимум +1 доллар ($), соблюдается при условии использования прокладок, жесткость которых увеличена в пять раз по сравнению с известными штампованными прокладками, с соблюдением при этом других технических требований к топливной сборке, предусмотренной для эксплуатации в составе реактора ASTRID.
Перечень указанных технических требований довольно велик, так что ниже будут детально рассмотрены лишь те из них, которые важны для разработки процесса конструирования прокладок.
Отрицательный пустотный коэффициент реактивности активной зоны CFV является ключевым фактором доказательства безопасности для реактора ASTRID. По существу, отрицательный пустотный коэффициент, характеризующийся естественным снижением реактивности активной зоны при удалении натрия, обеспечивается, в частности, путем сведения к минимуму количества стали в зоне, называемой «камерой нагнетания», находящейся непосредственно над топливными элементами. Действительно, сталь - это материал, отражающий нейтроны.
Однако при отведении натрия из камеры нагнетания, например при случайном выкипании натрия, значительное количество стали в камере нагнетания приводит к отражению нейтронов утечки в сторону топлива, следствием чего является увеличение реактивности, что является эффектом, противоположным эффекту, который стремятся обеспечить в активной зоне CFV.
В качестве напоминания, топливная сборка активной зоны CFV от верхней части активной зоны к нижней содержит:
- верхнюю зону поглощения, выполненную из материала, поглощающего нейтроны,
- зону камеры нагнетания жидкого металла,
- верхнюю зону расщепляющегося материала,
- промежуточную зону воспроизводящего материала,
- нижнюю зону расщепляющегося материала.
Кроме того, горизонтальная срединная плоскость промежуточной зоны воспроизводящего материала расположена под горизонтальной срединной плоскостью блока зон, образованного верхней зоной расщепляющегося материала, промежуточной зоной воспроизводящего материала и нижней зоной расщепляющегося материала, а отношение высоты промежуточной зоны воспроизводящего материала к высоте блока зон, образованного верхней зоной расщепляющегося материала, промежуточной зоной воспроизводящего материала и нижней зоной расщепляющегося материала, находится в пределах от 0,25 до 0,40.
Кроме того, следует отметить, что, прокладки размещают на шестигранном корпусе непосредственно над верхними концами топливных элементов, так чтобы обеспечить оптимальное дистанционирование между зонами расщепления двух соседних сборок и, следовательно, ограничить сжатие. Другими словами, прокладки размещают в нижней части камеры нагнетания.
Таким образом, поддержание отрицательного пустотного коэффициента позволяет свести к минимуму количество стали в прокладках. На практике только нейтронные расчеты могут дать оценку влияния формы прокладок на пустотный коэффициент.
Кроме того, как в любом ядерном реакторе, при выполнении загрузки-выгрузки сборок в реакторе ASTRID необходимо прикладывать минимальное усилие.
Когда сборки вставляют в опорную конструкцию, они соприкасаются, или почти соприкасаются, в области прокладок. Компактность активной зоны выражается в отрицательном или нулевом зазоре в плоскости прокладок. Указанной компактности добиваются при номинальной работе, соответствующей средним температурам натрия около 550°C в области прокладок и около 400°C в опорной конструкции, что позволяет обеспечить статическое механическое равновесие активной зоны.
Однако, если активная зона компактна при номинальной работе, это не обязательно так в холодных условиях при выполнении загрузки-выгрузки сборок в баке, где температура всего натрия в баке опускается до 200°C. Дело в том, что степень компактности активной зоны в холодном состоянии зависит от разницы в тепловом расширении между сталью, из которой изготовлена опорная конструкция, и сталью, из которой изготовлены прокладки.
Опорная конструкция изготавливается обычно из аустенитной стали с высоким коэффициентом теплового расширения, которой является нержавеющая сталь AISI 316 LN.
Прокладки могут быть изготовлены либо из аустенитной стали марки AISI 316, коэффициент расширения которой равен коэффициенту расширения для опорной конструкции, либо из мартенситной стали марки ЕМ 10 (9% Cr и 1% Мо) или ферритной стали с меньшими коэффициентами расширения, чем у сталей 316.
При этом различают два следующих варианта:
- прокладки и опорная конструкция выполнены из аустенитной стали: при этом компактность прокладок при номинальной работе, то есть в горячем состоянии, предполагает необходимость положительного зазора у прокладок в режиме выполнения загрузки-выгрузки, то есть в холодном состоянии. Указанный зазор в режиме выполнения загрузки-выгрузки способствует более удобной загрузке и выгрузке сборок из решетки с уменьшением трения между сборками и, соответственно, усилий при выполнении загрузки-выгрузки. Кроме того, предотвращается даже малейшая опасность блокирования сборки в решетке;
- прокладки выполнены из ферритной или мартенситной стали, а опорная конструкция - из аустенитной стали: компактность прокладок при номинальной работе предполагает также необходимость компактности в области прокладок с зазором, несколько меньшим или равным нулю, в режиме выполнения загрузки-выгрузки. Такой отрицательный зазор нежелателен, поскольку в этом случае требуется приложение значительных усилий для извлечения с риском превышения при этом тяговой мощности машины для загрузки-выгрузки или повреждения внешней поверхности прокладок (истирания, царапанья и т.п.). Усилие для извлечения сборки зависит от усилия, приложенного в зоне прокладок, и, следовательно, от их жесткости при заданных перемещениях, от поверхности контакта между прокладками и от коэффициента трения. Другими словами, использование очень жестких прокладок и/или прокладок с большой поверхностью контакта является нежелательным относительно задачи минимизации усилий при выполнении загрузки-выгрузки сборок.
В настоящее время технология установки сборок в реакторах ASTRID предусматривает вставление пучка топливных элементов через верхнюю часть шестигранного корпуса с приваренным основанием, и после указанного вставления осуществляется установка в верхней части узла, состоящего из ВНЗ и головки для закрытия сборки.
Пучок топливных элементов занимает все внутреннее пространство шестигранного корпуса. С учетом того, что прокладки размещены над пучком топливных элементов, возможность его вставления в корпус зависит, таким образом, от формы указанных прокладок.
Таким образом, когда форма прокладок не приводит к уменьшению внутреннего диаметра корпуса, то есть расстояния между двумя противолежащими поверхностями, они не препятствуют вставлению пучка. Такие прокладки называют «неинтрузивными». При этом прокладки могут быть установлены или изготовлены непосредственно на исходном шестигранном корпусе. Прокладки такого типа наиболее просты и совместимы с устанавливаемой сборкой.
Если же форма прокладок приводит к уменьшению внутреннего диаметра корпуса, как, в частности, в случае с жесткими прокладками, толщина которых увеличивается по мере приближения к внутреннему объему корпуса, то такие прокладки называют «интрузивными», потому что они мешают загрузке пучка через верхнюю часть корпуса. В этих случаях прокладки следует закреплять на корпусе только после того, как будет установлен пучок.
Однако указанная операция является довольно опасной. С одной стороны, из-за того, что прокладки расположены довольно близко (на расстоянии порядка от 8 см до 10 см) к верхней части топливных элементов, сварное соединение прокладок с корпусом становится невозможным из-за локального нагрева этой зоны до очень высокой температуры при выполнении сварки, и даже при стабилизирующем термическом отжиге, которой может привести к повреждению топливных элементов. С другой стороны, такая сварка является трудновыполнимой и трудноконтролируемой. Некачественный сварной шов, выполненный после установки пучка топливных элементов, способен привести к полному выходу сборки из строя.
Наконец, дистанционирующие прокладки должны быть совместимы с термогидравликой сборок и активной зоны реактора.
Как упомянуто выше, прокладки представляют собой утолщения на внешних поверхностях корпуса, которые локально уменьшают или устраняют зазор между соседними сборками. Следовательно, поверхность контакта, или, точнее, ширина прокладок, не должна быть слишком большой, чтобы избежать заполнения пространства между соседними сборками и создания таким образом препятствий для циркуляции натрия между корпусами сборок.
Расход натрия между сборками очень небольшой и не участвует в охлаждении сборок при обычной работе. С другой стороны, циркуляция натрия между корпусами сборок, которая обеспечивается благодаря естественной конвекции в некоторых аварийных ситуациях, например при утрате начального расхода, становится необходимой для отвода остаточной мощности от сборок.
Кроме того, внутренняя термогидравлика сборки имеет решающее значение для всех фаз работы.
В случае с неинтрузивными прокладками, то есть такими, применение которых не приводит к уменьшению внутреннего диаметра шестигранного корпуса, истечение натрия внутри сборки происходит беспрепятственно.
И наоборот, в случае с интрузивными прокладками уменьшение внутреннего диаметра создает локальное препятствие, приводящее к увеличению потери давления в сборке и способное нарушить истечение натрия на выходе из сборки, в зоне расположения контрольной аппаратуры (для контроля температуры и расхода натрия), находящейся над активной зоной. При этом необходимо изменить форму интрузивных прокладок так, чтобы добиться надлежащего истечения натрия.
Затем изобретатели стремились выделить среди известных решений для дистанционирующих приспособлений между соседними топливными сборками в баке ядерного реактора такие, которые могли бы обеспечить жесткое дистанционирование топливных сборок в реакторе SFR четвертого поколения типа ASTRID.
Из патента US 4142934 известна топливная сборка для ядерного реактора, а именно реактора SFR, шестигранный корпус которой содержит прокладки, закрепленные на каждой поверхности, причем каждая прокладка образована двумя полупрокладками, расположенными бок о бок. Обе полупрокладки имеют одинаковые размеры, но выполнены из разных материалов, один из которых выбирают так, чтобы получить небольшой коэффициент трения, а в качестве другого использована сталь. Расположение полупрокладок выполнено таким образом, что, когда обе полупрокладки сборки контактируют с обеими полупрокладками соседней сборки, каждая полупрокладка контактирует с полупрокладкой из другого материала. Сборка согласно указанному патенту US 4142934 не отвечает функциональным требованиям, предъявляемым к прокладкам для реакторов SFR четвертого поколения типа ASTRID, поскольку при разделении каждой прокладки на две половины, не удается добиться увеличения их жесткости.
Из патента FR 2509896 также известна топливная сборка для ядерного реактора, а именно реактора SFR, в которой прокладки имеют форму штамповок по всем углам шестигранной трубы корпуса. Если бы угловые прокладки согласно указанному патенту FR 2509896 даже заведомо обеспечивали увеличение жесткости в нужной степени, изобретатели полагают, что их нельзя было бы применить как средство решения проблемы дистанционирования в реакторах SFR четвертого поколения типа ASTRID из-за отсутствия допуска, который они могли бы обеспечить относительно угловой разориентации сборок. Действительно, незначительная угловая разориентация сборки согласно указанному патенту FR 2509896 вызывала бы более значительное смещение на уровне углов, что могло бы привести к более значительным контактным давлениям и, следовательно, к трению в области прокладок между сборками. Это не соответствует задаче по решению проблемы сведения к минимуму усилий при выполнении загрузки-выгрузки сборок.
Из патента FR 2403626 известна топливная сборка для ядерного реактора, а именно реактора SFR, имеющая трубу корпуса с двенадцатигранным сечением с плоской или выпуклой стороной в каждом углу трубы вместо трубы с шестигранным сечением, традиционной для корпуса сборки. Благодаря такой форме трубы с двенадцатигранным сечением удается ограничить расширение корпуса сборки под действием облучения. Это также обеспечивает требуемые форму и нейтронные характеристики активной зоны, поскольку уменьшаются вибрации благодаря сохранению зазоров между топливными элементами и корпусом и, соответственно, ослабляются явления нестабильности реактивности. Если предположить, что для корпуса сборки использовано такое двенадцатигранное сечение, как предложено в указанном патенте FR 2403626, с прокладками, которые будут по-прежнему располагаться по отдельности в середине каждой основной стороны, то увеличение жесткости прокладок будет эффективным благодаря уменьшению изгиба основных сторон, однако, возможно, недостаточным относительно задачи, поставленной относительно реактора SFR четвертого поколения типа ASTRID, поскольку толщина стали в зоне прокладок все же увеличена не будет.
Из патента US 4543233 также известна топливная сборка для ядерного реактора SFR с прокладками круглого сечения, размещенными на внешней поверхности шестигранного корпуса и прикрепленными к нему посредством пружинной шайбы.
Из патента JP 2006145506 известна топливная сборка для ядерного реактора SFR с прокладками, размещенными снаружи корпуса сборки, которые аналогичны прокладкам, предложенным в патенте US 4543233. Каждая из указанных прокладок, также имеющих круглое сечение, помещена в отверстие, выполненное в каждой из поверхностей трубы корпуса, и прикреплена к ней посредством винтов или сварки. Изобретатели полагают, что использование прокладок согласно патентам US 4543233 и JP 2006145506, размещенных на внешней стороне поверхностей корпуса, не позволит добиться существенного увеличения их жесткости, во всяком случае в степени, достаточной для реакторов SFR четвертого поколения типа ASTRID.
Из патента FR 2921509 известна топливная сборка для ядерного реактора, а именно реактора SFR, содержащая закрепленный в шестигранном корпусе элемент в форме шестилучевой звезды, которая расположена над пучком топливных элементов. Указанный элемент может иметь более или менее длинные лучи и может при необходимости содержать также боковые прутья, расположенные между лучами, для увеличения его жесткости. Свободный конец каждого из лучей имеет продолжение в виде дистанционирующей прокладки, которая проходит через отверстие в середине каждой поверхности корпуса. Сборка согласно патенту FR 2921509 не отвечает по меньшей мере некоторым из функциональных требований, предъявляемых к топливным сборкам для реакторов SFR четвертого поколения типа ASTRID. Так, в частности, звездообразный элемент, размещаемый внутри корпуса, представляет собой значительную массу стали, подводимую к зоне камеры нагнетания, что неизбежно приводит к ухудшению показателей по пустотному коэффициенту реактивности до такой степени, что становится невозможно обеспечить достижение эффекта CFV в активной зоне. Кроме того, звездообразный элемент естественным образом создает препятствие для истечения натрия в сборке, в результате чего происходит возрастание потерь давления и нарушение истечения на выходе из сборки.
Из патента US 4306938 известна топливная сборка для реактора SFR, содержащая штампованные прокладки в форме сплошного валика или полоски по всей периферии шестигранного корпуса. Жесткость прокладок увеличена посредством установки втулки, которую размещают внутри корпуса и штампуют одновременно с самими прокладками и сразу после деформации вставляют в полость деформирования прокладок. При этом диаметр за прокладками оказывается таким же, как в шестигранном корпусе. Сборка согласно патенту US 4306938 не удовлетворяет многим из особых функциональных требований, предъявляемых к топливным сборкам реакторов SFR четвертого поколения типа ASTRID. Прежде всего, поскольку втулка вставляется точно в полость, образующуюся при штамповке прокладок, ее толщина оказывается фактически ограниченной глубиной штамповки, которая равна половине расстояния между двумя соседними сборками, то есть, как правило, порядка от 1,5 мм до 3 мм. Эта толщина невелика и недостаточна для того, чтобы эквивалентная жесткость узла, образованного прокладками и втулкой, могла увеличить собственную жесткость прокладок в 5 раз. Далее, поскольку прокладки штампуют непрерывно по всей внешней периферии корпуса, они полностью заполняют пространство между сборками. Это препятствует циркуляции натрия или препятствует установлению естественной конвекции между сборками. Наконец, учитывая, что прокладка штампуется по всей ширине одной из сторон корпуса, поверхность контакта в зоне расположения прокладок двух соседних сборок оказывается довольно большой. Кроме того, прокладки штампуются в корпусе из ферритной стали, а поэтому зазор в области прокладок при температуре, при которой выполняют загрузку-выгрузку, близок к нулю. Эти два аспекта способствуют увеличению прикладываемых усилий при выполнении загрузки-выгрузки при извлечении сборки из решетки и ее вставлении в указанную решетку.
Из заявки на патент US 2014/185734 известна топливная сборка для ядерного реактора SFR, содержащая корпус с двойными стенками, образованный внутренней трубой, которая размещена во внешней трубе с шестигранным сечением. Внутренняя труба деформируется под действием внутренних нагрузок до контакта с наружной трубой. Внешняя труба воспринимает нагрузки, передаваемые от внутренней трубы. Надлежащее распределение деформаций/напряжений между двумя трубами позволяет ограничить деформации на внешней трубе. Для ограничения деформации внешней трубы между двумя трубами могут быть расположены дополнительные элементы жесткости. Проблематика указанной заявки связана с передачей усилий под действием давления теплоносителя из внутреннего объема конструкции сборки в направлении наружу. Эта проблема противоположна проблеме топливных сборок реакторов SFR четвертого поколения типа ASTRID, для которого необходимо обеспечить ограничение усилий, передаваемых из пространства снаружи от сборки во внутренний объем под действием сил давления соседних сборок.
Таким образом, существует потребность в усовершенствовании дистанционирующих приспособлений между соседними топливными сборками компактной решетки в активной зоне ядерного реактора, так чтобы удовлетворить требованиям, предъявляемым к дистанционирующим приспособлениям топливных сборок ядерных реакторов SFR четвертого поколения типа ASTRID.
Техническая проблема, на решение которой направлено настоящее изобретение, состоит в удовлетворении по меньшей мере части указанных потребностей.
Раскрытие сущности изобретения
Для решения указанной технической проблемы предложена сборка для ядерного реактора, а именно реактора на быстрых нейтронах с натриевым охлаждением (SFR), содержащая корпус с продольной осью (X), причем каждая основная сторона корпуса содержит в своей центральной части прокладку для дистанционирования от соседней сборки, содержащую выступающую наружу часть, ограничивающую изнутри выемку без материала внутри корпуса, при этом сборка дополнительно содержит армирующую втулку, образованную полой трубой, выполненную с возможностью прохождения через нее теплоносителя реактора, размещенную и удерживаемую внутри корпуса и расположенную напротив прокладок, образуя с каждой из них полость.
Согласно одному из вариантов осуществления корпус имеет шестигранное сечение.
Согласно одному из предпочтительных вариантов осуществления каждая прокладка представляет собой штампованную прокладку, причем втулка расположена напротив углублений штампованных выемок прокладок.
Предпочтительно, каждая прокладка имеет внешнюю поверхность контакта с соседней сборкой, имеющую прямоугольную форму.
Согласно одному из предпочтительных вариантов осуществления, армирующая втулка содержит скошенную прямолинейную кромку, образующую сужение, соединяющее внутреннюю периферию нижней части втулки с внешней периферией нижней части втулки, и скошенную прямолинейную кромку, образующую расширение, соединяющее внутреннюю периферию верхней части втулки с внешней периферией верхней части втулки. Прокладки, усиленные посредством втулки согласно изобретению, представляют собой интрузивные прокладки, поскольку устанавливаемая таким образом втулка образует препятствие для истечения натрия в сборке. Таким образом, сужение перед более толстой частью втулки и расширение за указанной толстой частью, обеспечивает, с одной стороны, сведение к минимуму потери давления и тем самым способствует получению нужной внутренней термогидравлики в сборке, а с другой стороны, обеспечивает поддержание в реакторе ASTRID нужного отрицательного пустотного коэффициента (CFV), благодаря уменьшению количества стали.
Предпочтительно, высота армирующей втулки меньше высоты прокладок, если измерять высоту вдоль продольной оси (X).
В случае с штампованными прокладками высота армирующей втулки может быть, наоборот, больше высоты штампованных прокладок, если измерять высоту вдоль продольной оси (X). В этом случае втулка содержит средства, обеспечивающие заливку и слив жидкого тела и предотвращение скопления газа внутри каждой полости, образованной между втулкой и прокладкой. Предпочтительно, указанные средства выполнены в виде по меньшей мере двух проходящих через втулку отверстий, каждое из которых выходит в каждую полость, образованную между втулкой и прокладкой, при этом указанные отверстия расположены соответственно в нижней части и в верхней части полости.
Согласно первому варианту осуществления армирующая втулка представляет собой полый цилиндр, высота которого больше или равна высоте прокладок, а внешний диаметр по существу равен наибольшему размеру внутреннего поперечного сечения корпуса.
Согласно второму варианту осуществления армирующая втулка представляет собой деталь с внешней периферией, имеющей шестиугольные участки, форма которых соответствует форме внутреннего шестигранного сечения корпуса. Согласно указанному варианту внутренняя периферия может иметь круглое сечение.
Согласно третьему варианту осуществления армирующая втулка представляет собой деталь с внешней периферией, имеющей шестигранное поперечное сечение, форма которого соответствует форме внутреннего шестигранного сечения корпуса. Согласно указанному варианту внутренняя периферия может также иметь шестигранное поперечное сечение, причем высота внутренней периферии детали меньше высоты ее внешней периферии.
Согласно одному из предпочтительных вариантов осуществления, армирующая втулка выполнена из материала с коэффициентом теплового расширения и разбуханием под действием облучения, превышающими значения указанных характеристик для материала корпуса, содержащего прокладки сборки.
Согласно указанному варианту, армирующая втулка выполнена предпочтительно из аустенитной стали, а корпус выполнен предпочтительно из ферритной или мартенситной стали.
Согласно одному из предпочтительных вариантов осуществления для максимально надежной фиксации втулки в корпусе армирующая втулка прикреплена к одному или нескольким элементам сборки посредством крепежных средств, расположенных по периферии внутренней части корпуса.
Сборка, описанная выше, образует предпочтительно топливную сборку, причем корпус выполнен с возможностью вертикальной установки в опорную конструкцию активной зоны реактора, при этом корпус содержит верхнюю часть, образующую головку сборки, в которой размещено устройство верхней нейтронной защиты (ВНЗ), состоящее из поглотителей нейтронов, и центральную часть, в которой размещены е топливные элементы, причем дистанционирующие прокладки расположены в плоскости над топливными элементами.
Согласно указанному варианту, крепежные средства втулки представляют собой штанги, соединенные с нижними элементами ВНЗ.
Указанная топливная сборка позволяет добиться соблюдения технических требований, предъявляемых к дистанционирующим приспособлениям топливных сборок для реакторов SFR четвертого поколения типа ASTRID.
Описанная сборка может также представлять собой нетопливную сборку любого другого типа, которая может быть установлена в активной зоне реактора с натриевым охлаждением SFR, а именно отражательную сборку, сборку боковой нейтронной защиты (БНЗ), управляющий стержень, экспериментальную сборку, дополнительное предохранительное устройство, сборку воспроизводящих элементов или сборку трансмутации.
Изобретение также относится к способу выполнения описанной сборки, включающему в себя этапы, на которых:
- изготавливают армирующую втулку с внешними размерами, адаптированными к реальным размерам внутреннего сечения корпуса сборки, так чтобы обеспечить получение уменьшенного монтажного зазора;
- выполняют предварительный нагрев корпуса для увеличения монтажного зазора;
- вставляют втулку с крепежными средствами в предварительно нагретый корпус, так чтобы она была размещена напротив прокладок;
- прикрепляют втулку к внутренним элементам сборки;
- охлаждают корпус.
Изобретение также относится к применению описанной сборки в ядерном реакторе на быстрых нейтронах (Fast Neutron Reactor, FNR), а именно в реакторе, охлаждаемом газом или жидким металлом, причем жидкий металл выбирают из натрия, свинца или свинца с висмутом.
Осуществление изобретения
Другие преимущества и признаки изобретения станут очевидны после прочтения подробного описания изобретения, приводимого в качестве неограничивающего примера, со ссылками на чертежи, на которых:
- фиг. 1 представляет собой внешний вид в аксонометрии топливной сборки, известной из предшествующего уровня техники и уже используемой в ядерном реакторе с натриевым охлаждением SFR;
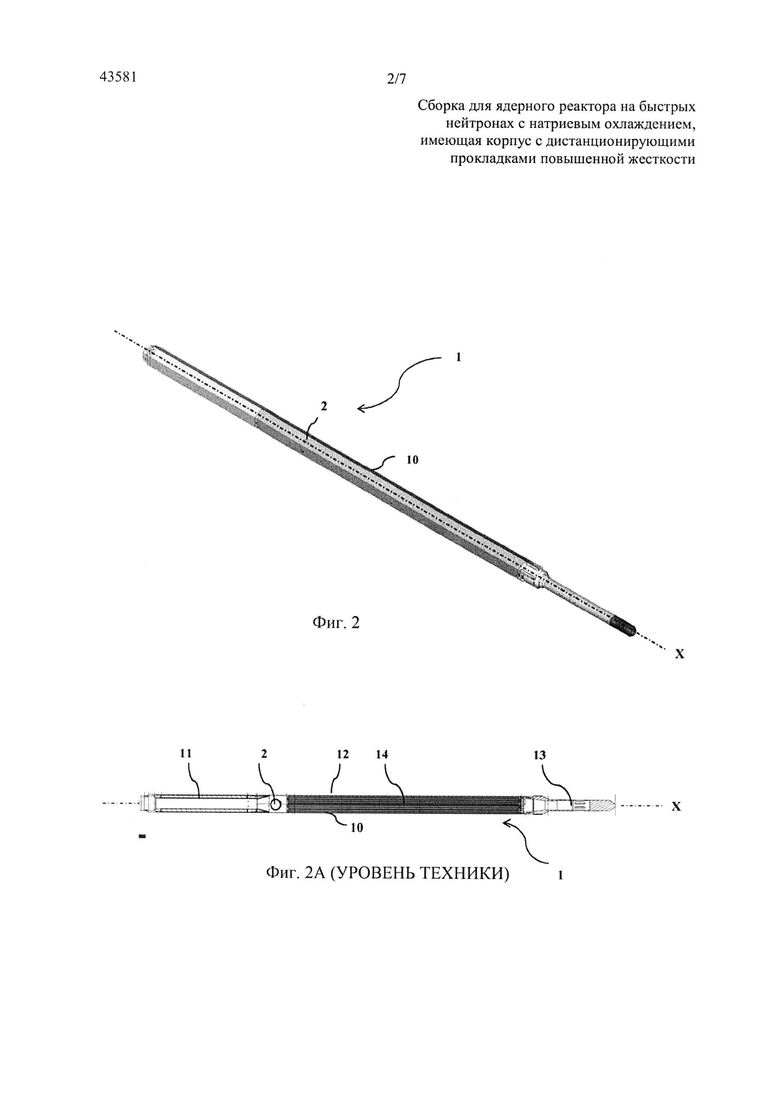
- фиг. 2 представляет собой вид в аксонометрии топливной сборки, известной из предшествующего уровня техники и уже используемой в ядерном реакторе «Феникс», на фигуре показаны приспособления в форме прокладок для дистанционирования от соседней топливной сборки в активной зоне реактора;
- фиг. 2А представляет собой вид в продольном разрезе топливной сборки, которая была предусмотрена для ASTRID на начальной стадии проекта, более подробно иллюстрирующий положение прокладок относительно других компонентов сборки;
- фиг. 3А и 3B представляют собой виды, соответственно, в аксонометрии и в поперечном разрезе части корпуса с шестигранным поперечным сечением топливной сборки, показанной на фиг. 2 и 2А, иллюстрирующие штампованные выемки, образующие собой прокладки;
- фиг. 3C представляет собой подробный вид спереди прокладки, показанной на фиг. 3А и 3B;
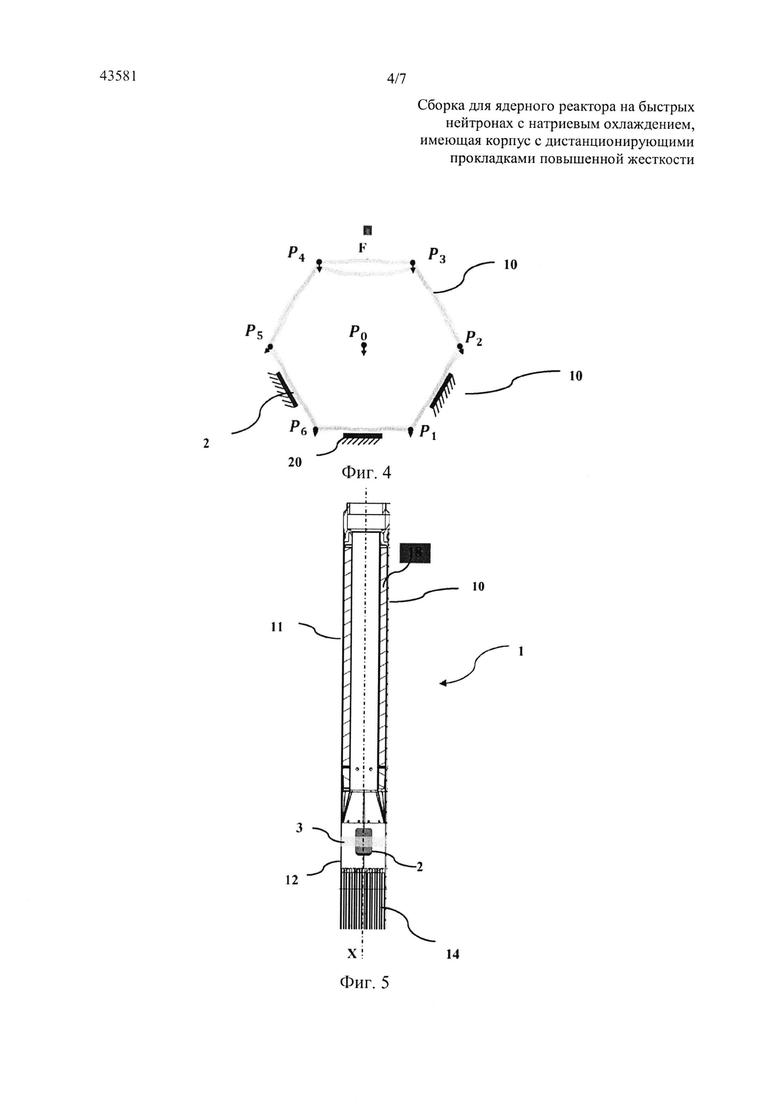
- фиг. 4 представляет собой вид, аналогичный виду, показанному на фиг. 3B, и иллюстрирует деформацию одной из сторон корпуса, когда на корпус действует сила, приложенная к прокладке, при этом три противоположных стороны корпуса удерживаются на месте;
- фиг. 5 представляет собой вид в поперечном разрезе части топливной сборки с корпусом с шестигранным поперечным сечением, иллюстрирующий дистанционирующее приспособление с прокладками, показанное на фиг. 2А, и вставную втулку согласно изобретению, предусматриваемые для ядерного реактора ASTRID;
- фиг. 6 представляет собой вид в аксонометрии части корпуса с шестигранным сечением с штампованными прокладками, иллюстрирующий первый вариант осуществления втулки согласно изобретению;
- фиг. 7 представляет собой вид в аксонометрии части корпуса с шестигранным сечением с штампованными прокладками, иллюстрирующий второй вариант осуществления втулки согласно изобретению;
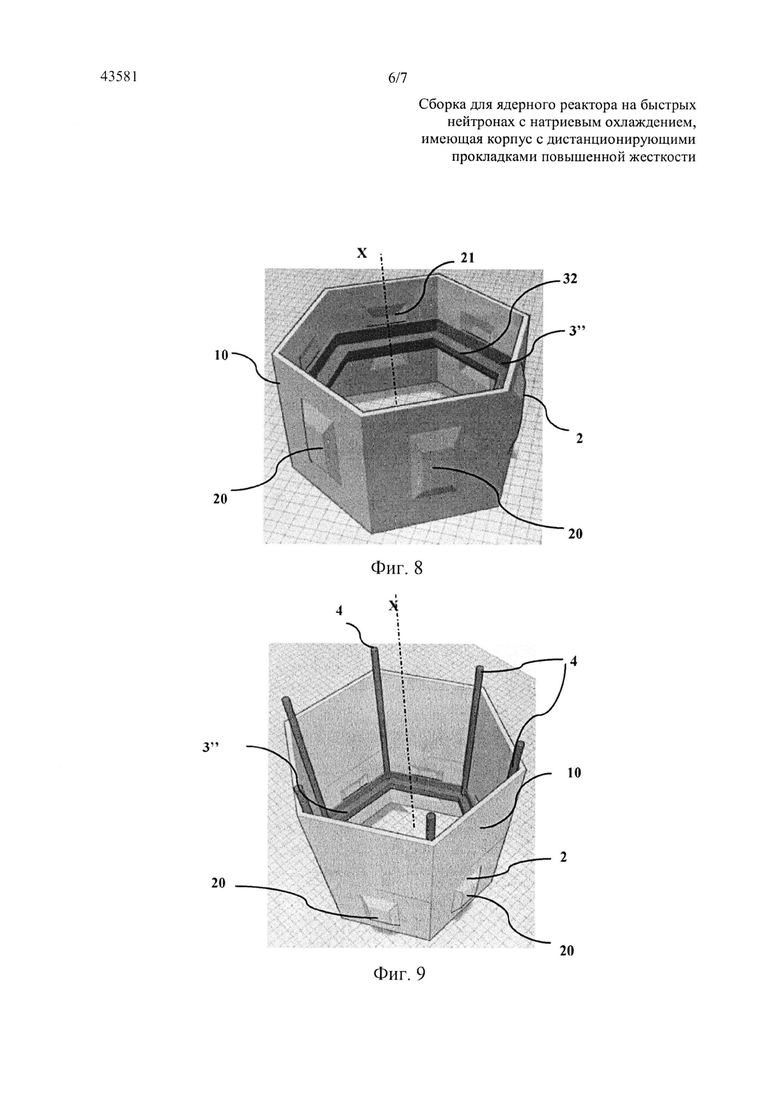
- фиг. 8 представляет собой вид в аксонометрии части корпуса с шестигранным сечением с штампованными прокладками, иллюстрирующий третий вариант осуществления втулки согласно изобретению;
- фиг. 9 представляет собой вид в аксонометрии части корпуса с шестигранным сечения с штампованными прокладками, иллюстрирующий первый вариант осуществления втулки согласно изобретению с средствами крепления к внутренней части корпуса сборки;
- фиг. 10 представляет собой подробный вид в разрезе, иллюстрирующий предпочтительный вариант осуществления армирующей втулки согласно изобретению, обеспечивающий улучшение термогидравлики в топливной сборке, содержащей указанную втулку;
- фиг. 11А и 11В представляют собой схематические виды в разрезе, иллюстрирующие другой предпочтительный вариант осуществления армирующей втулки согласно изобретению, обеспечивающий улучшение термогидравлики в топливной сборке, содержащей указанную втулку;
- фиг. 12 представляет собой схематический вид в разрезе армирующей втулки согласно изобретению с двенадцатигранным сечением, закрепленной в корпусе сборки с шестигранным сечением.
Для большей ясности на всех фигурах с 1 по 12 для одних и тех же компонентов топливной сборки и дистанционирующих приспособлений с прокладками, как известных, так и предлагаемых согласно изобретению, использованы одинаковые номера позиций.
По всему тексту заявки выражения «вертикальный», «нижний», «верхний», «низ», «верх», «под» и «над» следует понимать как относящиеся к топливной сборке с вертикальной конфигурацией в ядерном реакторе.
Фигуры 1-3С, относящиеся к предшествующему уровню техники, уже были детально рассмотрены во вступительной части, поэтому ниже комментироваться не будут.
На основании того, что прокладки 2 для дистанционирования от соседней топливной сборки не обладают жесткостью К, достаточной для удовлетворения требований, предъявляемых к сборкам ядерных реакторов SFR четвертого поколения, изобретатели проанализировали механизм деформации прокладок.
Таким образом, незначительная жесткость прокладки 2, изготовленной методом штамповки, проявляется в виде ее значительного смещения вследствие воздействия на указанную прокладку усилия раздавливания.
Изобретателям удалось доказать, что указанное значительное смещение, или сдвиг в сторону, прокладки, подвергающейся воздействию усилия, вызывается, в первую очередь, изгибной деформацией стороны шестигранного корпуса, на которой расположена указанная прокладка. Это явление воспроизводится посредством расчета методом конечных элементов и проиллюстрировано на фиг. 4.
Поэтому изобретатели решили усилить внутренний объем штампованных выемок 2 посредством армирующей втулки 3, вставляемой и закрепляемой в корпусе 10 с шестигранным сечением, удерживаемой в нем и расположенной напротив прокладок 20, а точнее на уровне штампованных выемок 21 прокладок 2.
На фиг. 5 проиллюстрирована топливная сборка 1, содержащая втулку 3, предназначенную для использования в ядерном реакторе SFR типа ASTRID. Как и в случае с топливными сборками для реакторов SFR, известными из предшествующего уровня техники, сборка 1 согласно изобретению имеет форму, вытянутую вдоль продольной оси X, и содержит корпус 10 с шестигранным поперечным сечением, конец верхней части 11 которого образует головку сборки и охватывает устройство нейтронной защиты ВНЗ, состоящее из поглотителей 18 нейтронов. Центральная часть 12 сборки 1 охватывает топливные элементы 14, образующие зону расщепления сборки.
Наконец, в продолжении корпуса 10 сборка 1 содержит нижнюю часть (не показана), образующую основание сборки, как и в сборке, известной из уровня техники. Основание сборки содержит удаленную концевую часть, имеющую коническую или скругленную форму и выполненную с возможностью вертикальной установки в опорную конструкцию активной зоны реактора. На периферии основания 13 сборки выполнены сквозные отверстия 16 для подачи натрия в сборку.
Как показано на фиг. 5, армирующая втулка 3 согласно изобретению размещена и удерживается в корпусе 10 над топливными элементами и расположена напротив штампованных выемок прокладки 2.
Каждая штампованная прокладка 2 также имеет внешнюю поверхность 20 контакта с соседней сборкой, имеющую прямоугольную форму и не прижатую к втулке 3, при этом в каждой прокладке 2 также выполнена штампованная выемка 21 без материала внутри корпуса.
Могут быть также предусмотрены прокладки, имеющие другую форму, в частности, круглую или любую другую технически осуществимую форму, которая отвечает требованиям к дистанционированию и необходимой жесткости.
Армирующая втулка 3 согласно изобретению обеспечивает возможность ограничения изгибной деформации каждой из шести граней корпуса 10, а также увеличения жесткости штампованных прокладок 2. При этом суммарная эквивалентная жесткость является суммой жесткости штампованных прокладок 2 и жесткости втулки 3.
Поскольку армирующая втулка 3 согласно изобретению является деталью, вставляемой вовнутрь корпуса 10, она может быть задана множеством геометрических форм (форма сечения, толщины, высоты) согласно требуемой жесткости и требованиям к изготовлению/установке, предъявляемым к сборкам.
Таким образом, могут быть предусмотрены втулки в форме колец с круглым, шестигранным, двенадцатигранным поперечным сечением, а также с квадратным, трапецеидальным, Т-образным (ребро), U-образным и т.п. радиальным сечением. По существу для армирующей втулки 3 согласно изобретению могут быть легко подобраны необходимые параметры относительно ее геометрической формы, размеров и/или материалов.
На фиг. 6-8 проиллюстрированы три различных варианта формы втулки, среди которых:
- полый цилиндр 3 с внешним диаметром, по существу равным внутреннему диаметру корпуса 10 (фиг. 6);
- деталь 3' с внешней периферией 30, имеющей шестигранное поперечное сечение, форма которого соответствует форме внутреннего шестигранного сечения корпуса 10, и с внутренней периферией 31, имеющей круглое поперечное сечение (фиг. 7);
- деталь 3'' с внешней периферией 30, имеющей шестигранное поперечное сечение, форма которого соответствует форме внутреннего шестигранного сечения корпуса 10, и с внутренней периферией 31, также имеющей шестигранное поперечное сечение, причем высота внутренней периферии детали меньше высоты ее внешней периферии. Внешняя периферия 30 может быть соединена с внутренней периферией 31 центральным ребром 32 (фиг. 8). При этом радиальное сечение втулки имеет Т-образную форму.
Выбор материала втулки 3 не ограничен. Предпочтительно, втулка 3 выполнена из материала с коэффициентом теплового расширения и разбуханием под действием облучения, превышающими значение указанных характеристик для материала корпуса, содержащего прокладки сборки. Предпочтительно, втулка 3 выполнена из аустенитной стали марки AISI 316, поскольку указанный материал демонстрирует оптимальное соотношение необходимых свойств, которыми должна обладать топливная сборка 1 для ядерного реактора SFR типа ASTRID, содержащей корпус из мартенситной стали марки ЕМ 10.
На фиг. 9 проиллюстрирован один из предпочтительных вариантов крепления втулки 3'', показанной на фиг. 8. Согласно указанному варианту втулка 3'' крепится (подвешивается) к неподвижным нижним элементам ВНЗ (не показаны) посредством крепежных штанг 4, каждая из которых расположена в одном из углов внутреннего шестигранного сечения корпуса 10. Указанные крепежные штанги 4 имеют круглое сечение, хотя может быть предусмотрена и любая другая форма сечения.
Благодаря использованию таких крепежных штанг 4, способ установки топливной сборки соответствует типовому технологическому процессу установки, ранее уже предложенному для реактора ASTRID, при этом в качестве предварительного этапа добавляется только соединение втулки 3 с устройством ВНЗ.
Преимущество способа установки втулки 3 в корпусе 10 состоит в том, что между втулкой 3 и корпусом 10 не требуется установление дополнительной механической связи типа сварки, винтового соединения, фальцовки и т.д.
Втулку 3 вставляют вовнутрь корпуса 10 с зазором между ними. При этом необходимо обеспечить надлежащую калибровку зазора между втулкой 3 и внутренней стенкой корпуса 10.
Таким образом, необходимо соблюдение следующих условий:
- зазор должен быть строго положительным и иметь достаточную величину при установке втулки 3 в корпус 10, то есть в цеховых условиях при температуре окружающей среды порядка 20°C;
- зазор должен быть нулевым или немного отрицательным (прижатие) при номинальной работе реактора, то есть при температуре в области прокладок 2, составляющей в среднем 550°C. Соблюдение этого условия обеспечивает надлежащий контакт между втулкой 3 и корпусом 10, так чтобы эффективно увеличить жесткость прокладок, требуемую согласно изобретению.
Оба указанных условия относительно зазора могут быть выполнены благодаря использованию втулки со следующими характеристиками:
- втулка 3 выполнена из аустенитной стали, имеющей более высокие значения коэффициента теплового расширения и разбухания под действием потока, чем у корпуса 10 из ферритной или мартенситной стали. В результате обеспечивается компенсация зазора между втулкой 3 и корпусом 10 в случае работы при температуре 550°C;
- для установки втулки 3 в корпусе 10 корпус предварительно нагревают до температуры порядка от 100°C до 200°C, при этом температуру втулки 3 поддерживают на уровне около 20°C. Таким образом, разность в расширении двух сталей, из которых выполнены указанные элементы, позволяет увеличить монтажный зазор;
- внешние размеры втулки 3, задающие поверхность контакта с корпусом 10, подвергают механической обработке незадолго до установки, приводя их в соответствие с производственными допусками для корпуса 10, которые могут быть довольно значительными.
Поскольку втулка 3 согласно изобретению является вставной, она может быть выполнена с высотой, не зависящей от высоты прокладок 2, в отличие от технического решения для втулки, известной из патента US 4306938, высота которой фактически такая же, как у прокладок.
В качестве примера, изобретатели считают, что удовлетворительные результаты демонстрирует втулка 3, проиллюстрированная на фиг. 10, с полезной высотой H1, равной 50 мм, при высоте h штампованных прокладок 2, равной 80 мм. При такой полезной высоте толщина Е втулки 3, необходимая для увеличения жесткости в 5 раз, составляет 8,6 мм.
Чтобы обеспечить минимальные потери давления, вызываемые использованием втулки согласно изобретению, предложен предпочтительный вариант осуществления, проиллюстрированный на фиг. 10, согласно которому втулка 3 содержит скошенную прямолинейную кромку 33, образующую сужение, соединяющее внутреннюю периферию 31 нижней части втулки с внешней периферией 30 нижней части втулки, и скошенную прямолинейную кромку 34, образующую расширение, соединяющее внутреннюю периферию 31 верхней части втулки с внешней периферией 30 верхней части втулки 3.
Чем больше толщина втулки, тем более эффективен указанный вариант осуществления. В варианте осуществления, согласно которому общая высота Н3 втулки 3, включая сужение 33 и расширение 34, превышает высоту штампованных прокладок, объем между штампованной прокладкой 2 и втулкой 3 ограничивается штампованной выемкой 21 и образует закрытую полость. При этом в нижней части сужения 33 должно быть выполнено, как минимум, одно сквозное отверстие для заливки жидкого натрия в указанную полость и слива из нее. Также при необходимости в верхней части расширения может быть выполнено второе сквозное отверстие для предотвращения задержки газа при заливке натрия в полость.
Вместо сужения 33 и расширения 34 могут быть предусмотрены другие средства, препятствующие нарушению истечения натрия в сборке.
На фиг. 11А и 11В проиллюстрированы сквозные более или менее крупные отверстия, соответственно, 35, 36, выполненные в толще втулки и обеспечивающие возможность циркуляции натрия. Изобретатели полагают, что такое решение не столь эффективно, как конструкция с сужением/расширением, и неприменимо для сборок с большим расходом или таких, для которых требуется значительная жесткость прокладок.
Втулка 3, имеющая незначительную высоту по сравнению с высотой прокладок, может обеспечить получение в целом отрицательного пустотного коэффициента (активная зона CFV), который является принципиальной особенностью реактора ASTRID. Действительно, как показали проведенные изобретателями исследования, параметром, минимизирующим увеличение реактивности в случае опорожнения является незначительная высота втулки 3, даже если ее толщину надо будет при этом увеличить для сохранения эквивалентной жесткости.
Кроме того, расчетным путем доказано также, что жесткость втулки 3, находящейся под воздействием сил сжатия, изменяется с ее высотой линейно, при этом зависимость изменения жесткости от толщины носит кубический характер.
Для максимального увеличения жесткости втулки 3 согласно изобретению и, следовательно, жесткости штампованных прокладок 2 предпочтительно использовать втулку с незначительной высотой и большой толщиной.
Наконец, изобретатели доказали по результатам различных исследований, что изобретение позволяет удовлетворить требованиям для топливных сборок для реактора ASTRID, в частности, необходимость в увеличении жесткости прокладок в 5 раз по сравнению с известными конструкциями, с сохранением при этом отрицательного пустотного коэффициента и с соблюдением требований к выполнению загрузки-выгрузки, изготовлению и термогидравлике реактора.
Таким образом, описанная топливная сборка 1 согласно изобретению отвечает всем функциональным требованиям к дистанционированию для топливной сборки ядерного реактора FNR четвертого поколения типа ASTRID.
Изобретение было описано применительно к топливной сборке для ядерного реактора FNR четвертого поколения типа ASTRID, то есть с активной зоной CFV, что связано с необходимостью одновременной проверки соблюдения многих требований.
В других реакторах RNR или для нетопливных сборок некоторые из этих требований могут быть ослаблены или отменены, например:
- строение активной зоны типа, отличного от CFV, обеспечивает возможность по существу неограниченного выбора размеров втулки (количество стали не ограничивается);
- отсутствие расхода натрия или его незначительный расход обеспечивают возможность выполнения втулки 3 без сужения 33 и расширения 34, проиллюстрированных на фиг. 10.
Таким образом, по существу, то есть если выйти за рамки применения непосредственно в реакторе ASTRID, изобретение может применяться в сборках любого типа:
- вне зависимости от формы, поперечного сечения, радиального сечения, размеров втулки. В частности, может быть предусмотрена втулка с двенадцатигранным сечением в корпусе с шестигранным сечением, как показано на фиг. 12;
- вне зависимости от типа прокладок: могут применяться как штампованные в корпусе прокладки, так и любые другие прокладки - нештампованные и неинтрузивные, как, например, прокладки, закрепляемые с внешней стороны корпуса;
- вне зависимости от формы прокладок на корпусе: может быть предусмотрена прямоугольная, круглая, квадратная или другая форма.
Могут быть предусмотрены другие варианты и модификации, не выходящие за рамки объема правовой охраны изобретения.
Таким образом, если описанная армирующая втулка 3 размещена в топливной сборке ядерного реактора на быстрых нейтронах FNR четвертого поколения типа ASTRID, это может быть предусмотрено и в любых других реакторах FNR, в которых дистанционирование между сборками должно быть обеспечено с определенной жесткостью с помощью корпуса. Это могут быть реакторы FNR с газовым, натриевым, свинцовым, свинцово-висмутовым охлаждением и т.д.
Если описанная армирующая втулка 3 вставлена в топливную сборку, она может быть также вставлена для усиления любой другой сборки, расположенной в активной зоне реактора FNR, такой как отражательная сборка, сборка для боковой нейтронной защиты (БНЗ), управляющий стержень, экспериментальная сборка, дополнительное предохранительное устройство, сборка воспроизводящих элементов, сборка трансмутации, и пр.
В рамках объема правовой охраны изобретения могут быть предусмотрены средства крепления втулки 3, отличные от штанг 4 для крепления к устройству ВНЗ. Изобретатели также считают, что предпочтительно любое соединение на основе шарового шарнира в качестве крепежных средств, в частности, для устранения явлений статической неопределимости, которые являются потенциальными источниками блокирования при установке или нежелательных усилий при эксплуатации.
Список цитирования
[1] Manuel « neutrons rapides refroidis au sodium» // Les techniques de
neutrons rapides refroidis au sodium» // Les techniques de  , В 3, p. 171
, В 3, p. 171
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ДЛЯ ЯДЕРНОГО РЕАКТОРА НА БЫСТРЫХ НЕЙТРОНАХ С НАТРИЕВЫМ ТЕПЛОНОСИТЕЛЕМ, СОДЕРЖАЩАЯ КОЖУХ, ВМЕЩАЮЩИЙ СЪЕМНО ПРИКРЕПЛЕННОЕ ВЕРХНЕЕ УСТРОЙСТВО НЕЙТРОННОЙ ЗАЩИТЫ | 2015 |
|
RU2648693C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2651263C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2647707C1 |
| Модульный ядерный реактор на быстрых нейтронах малой мощности с жидкометаллическим теплоносителем и активная зона реактора (варианты) | 2019 |
|
RU2699229C1 |
| КАНАЛ ТЕХНОЛОГИЧЕСКИЙ СОВМЕЩЕННЫЙ ДЛЯ ПРОМЫШЛЕННОЙ ЯДЕРНОЙ УСТАНОВКИ | 2015 |
|
RU2577783C1 |
| ИНТЕГРАЛЬНЫЙ ЯДЕРНЫЙ РЕАКТОР НА БЫСТРЫХ НЕЙТРОНАХ, ВКЛЮЧАЮЩИЙ В СЕБЯ ЗАЩИТНОЕ УСТРОЙСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ МИНИМИЗАЦИИ ПОСЛЕДСТВИЙ АВАРИЙ С РАСПЛАВЛЕНИЕМ АКТИВНОЙ ЗОНЫ | 2021 |
|
RU2833667C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1996 |
|
RU2106023C1 |
| ТРАНСПОРТНЫЙ УПАКОВОЧНЫЙ КОМПЛЕКТ ДЛЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2011 |
|
RU2459295C1 |
| ТРАНСПОРТНЫЙ УПАКОВОЧНЫЙ КОМПЛЕКТ ДЛЯ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2011 |
|
RU2463677C1 |
| Чехол контейнера для транспортирования и хранения отработавшего ядерного топлива | 2017 |
|
RU2642853C1 |


Изобретение относится к топливной сборке для ядерного реактора на быстрых нейтронах с охлаждением жидким металлом, а именно жидким натрием. Сборка для ядерного реактора, а именно реактора на быстрых нейтронах с натриевым охлаждением содержит корпус с продольной осью X, причем каждая основная сторона корпуса содержит в своей центральной части прокладку для дистанционирования от соседней сборки, имеющей выступающую наружную часть, которая с внутренней стороны ограничивает выемку, не содержащую материала внутри корпуса. При этом сборка дополнительно содержит армирующую втулку, образованную полой трубой, выполненную с возможностью прохождения через нее теплоносителя реактора, вставленную и удерживаемую внутри корпуса и расположенную напротив прокладок так, что образует с каждой из них полость. Технический результат – обеспечение предотвращения быстрого увеличения мощности, которое может привести к аварии с расплавлением активной зоны. 3 н. и 20 з.п. ф-лы, 12 ил.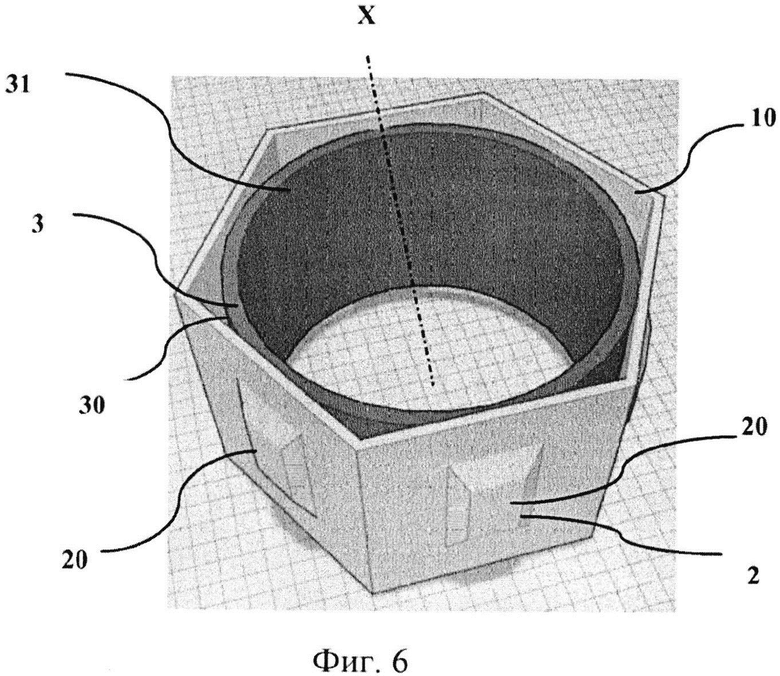
1. Сборка для ядерного реактора, а именно реактора на быстрых нейтронах с натриевым охлаждением, содержащая корпус (10) с продольной осью (X), причем каждая основная сторона корпуса содержит в своей центральной части прокладку (2) для дистанционирования от соседней сборки, имеющую выступающую наружу часть, которая с внутренней стороны ограничивает выемку, не содержащую материала внутри корпуса, при этом сборка дополнительно содержит армирующую втулку (3), образованную полой трубой, выполненную с возможностью прохождения через нее теплоносителя реактора, вставленную и удерживаемую внутри корпуса (10) и расположенную напротив прокладок (2) так, что образует с каждой из них полость.
2. Сборка по п. 1, в которой корпус (10) имеет шестигранное сечение.
3. Сборка по п. 1 или 2, в которой каждая указанная прокладка представляет собой штампованную прокладку (20), причем указанная втулка расположена напротив штампованных выемок (21) прокладок (2).
4. Сборка по любому из пп. 1-3, в которой каждая указанная прокладка имеет внешнюю поверхность (20) контакта с соседней сборкой, имеющую прямоугольную форму.
5. Сборка по любому из пп. 1-4, в которой армирующая втулка (3) содержит скошенную прямолинейную кромку, образующую сужение (33), соединяющее внутреннюю периферию (31) нижней части втулки с внешней периферией (30) нижней части втулки, и скошенную прямолинейную кромку, образующую расширение (34), соединяющее внутреннюю периферию (31) верхней части втулки с внешней периферией (30) верхней части втулки.
6. Сборка по любому из пп. 3-5, в которой высота армирующей втулки (3) меньше высоты штампованной выемки (21) прокладки (2), если измерять высоту вдоль продольной оси (X).
7. Сборка по любому из пп. 3-5, в которой высота армирующей втулки (3) больше или равна высоте штампованной выемки (21) прокладки (2), если измерять высоту вдоль продольной оси (X), причем втулка содержит средства, обеспечивающие заливку и слив жидкого тела и предотвращение скопления газа внутри каждой полости, образованной между втулкой и прокладкой.
8. Сборка по п. 7, в которой указанные средства выполнены в виде по меньшей мере двух проходящих через втулку отверстий, каждое из которых выходит в каждую полость, образованную между втулкой и прокладкой, при этом указанные отверстия расположены соответственно в нижней части и в верхней части полости.
9. Сборка по любому из пп. 1-8, в которой армирующая втулка содержит полый цилиндр, высота которого больше или равна высоте прокладок (2), а внешний диаметр по существу равен наибольшему размеру внутреннего поперечного сечения корпуса.
10. Сборка по любому из пп. 2-9, в которой армирующая втулка содержит деталь (3') с внешней периферией (30), имеющей шестиугольные участки, форма которых соответствует форме внутреннего шестигранного сечения корпуса.
11. Сборка по п. 10, в которой деталь (3') имеет внутреннюю периферию (31) с круглым сечением.
12. Сборка по любому из пп. 2-9, в которой армирующая втулка содержит деталь (3'') с внешней периферией (30), имеющей шестигранное поперечное сечение, форма которого соответствует форме внутреннего шестигранного сечения корпуса.
13. Сборка по п. 12, в которой деталь (3'') имеет внутреннюю периферию с шестигранным поперечным сечением, причем высота внутренней периферии указанной детали меньше высоты ее внешней периферии.
14. Сборка по любому из пп. 1-13, в которой армирующая втулка выполнена из материала с коэффициентом теплового расширения и разбуханием под действием облучения, превышающими значения указанных характеристик для материала корпуса, содержащего прокладки сборки.
15. Сборка по п. 14, в которой армирующая втулка (3) выполнена из аустенитной стали.
16. Сборка по п. 14 или 15, в которой корпус (10) выполнен из ферритной или мартенситной стали.
17. Сборка по любому из пп. 1-16, в которой армирующая втулка (3) прикреплена к одному или более элементам сборки посредством крепежных средств (4), расположенных по периферии внутренней части корпуса.
18. Сборка (1), в частности, для реактора на быстрых нейтронах с натриевым охлаждением по любому из пп. 1-17, образующая топливную сборку, причем корпус выполнен с возможностью вертикальной установки в опорную конструкцию активной зоны реактора, при этом корпус содержит верхнюю часть, образующую головку (11) сборки, в которой размещено устройство (2) верхней нейтронной защиты (ВНЗ), и центральную часть (12), в которой размещены ядерные топливные элементы (14), причем дистанционирующие прокладки (2) расположены над указанными топливными элементами.
19. Сборка (1) по п. 18, в которой армирующая втулка (3) прикреплена к одному или более элементам сборки посредством крепежных средств (4), расположенных по периферии внутренней части корпуса, причем крепежные средства (4) втулки представляют собой штанги, соединенные с нижними элементами ВНЗ.
20. Сборка (1), в частности, для реактора на быстрых нейтронах с натриевым охлаждением по любому из пп. 1-17, представляющая собой сборку отражателя, сборку боковой нейтронной защиты (БНЗ), управляющий стержень, экспериментальную сборку, дополнительное предохранительное устройство, сборку размножителя или сборку трансмутации.
21. Способ изготовления сборки по любому из пп. 1-20, включающий в себя этапы, на которых:
- изготавливают армирующую втулку (3) с внешними размерами, адаптированными к реальным размерам внутреннего поперечного сечения корпуса (10) сборки, так чтобы обеспечить получение уменьшенного монтажного зазора;
- выполняют предварительный нагрев корпуса (10);
- вставляют втулку (3) с крепежными средствами (4) в предварительно нагретый корпус (10), так чтобы она была размещена напротив прокладок;
- прикрепляют указанную втулку к внутренним элементам сборки;
- охлаждают корпус (10).
22. Применение сборки (1) по любому из пп. 18-20 в ядерном реакторе на быстрых нейтронах.
23. Применение по п. 22, в котором реактор охлаждают газом или жидким металлом, причем жидкий металл выбирают из натрия, свинца или сплава свинец-висмут.
| Лестница для купе пассажирского вагона | 1984 |
|
SU1172797A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2256243C2 |
| US 4489038 A1, 18.12.1984 | |||
| US 4229259 A1, 21.10.1980. | |||

