Изобретение касается способа для изготовления полости в статоре эксцентрикового шнекового насоса, при котором инструментом снимается материал внутри статорной заготовки.
Кроме этого, изобретение касается устройства для осуществления способа.
Способ вначале указанного типа известен из уровня техники.
Эксцентриковые шнековые насосы используются, среди прочего, для непрерывной подачи вязкотекучих текучих сред. Они имеют статор и установленный с возможностью вращения в нем спирально скрученный ротор, так что при изготовлении статора для эксцентрикового шнекового насоса получается спирально скрученная полость с соответствующей структурой внутренней стенки в статорной заготовке.
Традиционный способ для изготовления статора предусматривает, что сначала изготовляется статорная заготовка, которая затем для выполнения желаемой структуры внутренней стенки обрабатывается, например, механически. Такая механическая обработка становится тем сложнее, чем больше аксиальная длина изготавливаемого статора, в частности, так как традиционные устройства обработки не в состоянии предотвратить возникающие при обработке поперечные усилия без того, чтобы это не привело к упругому деформированию устройств обработки поперек их продольной протяженности. Однако в результате этих деформирований точная обработка статорной заготовки не всегда гарантирована.
Другие методы изготовления статоров для эксцентриковых шнековых насосов являются электрическими, соответственно, электрохимическими способами снятия, как например электроэрозионная обработка, соответственно, электрохимическое эродирование. В рамках этих методов изготавливались, в частности, статоры из металлических материалов. Однако при электромеханическом эродировании возникает увеличивающийся нагрев, вследствие чего это приводит к нежелательному коническому отверстию в процессе охлаждения.
Существенный недостаток, который связан со всеми традиционными способами изготовления статора для эксцентрикового шнекового насоса, можно видеть в том, что могут изготовляться только относительно короткие статоры, соответственно, для достаточно длинного статора для эксцентрикового шнекового насоса должны собираться несколько сегментов статора, что в свою очередь является дорогостоящим и требует дополнительных конструктивных затрат.
Поэтому задачей изобретения является усовершенствовать способ названного в начале типа таким образом, что в рамках одного технологическом процессе становится возможным изготовление принципиально почти неограниченно длинного статора из материала, как например металл, полимер и т.д.
Эта задача решается с помощью признаков пункта 1 формулы изобретения. Предпочтительные варианты осуществления изобретения выявляются из зависимых пунктов формулы изобретения.
Изобретение предусматривает, что инструмент внутри статорной заготовки выполняет вращательное посредством приводного вала движение, а также эксцентрическое движение посредством опорного вала, причем статорная заготовка и инструмент перемещаются относительно друг друга.
Основной идеей изобретения является создать посредством эксцентрикового сверления ответную эксцентрическому движению расположенного в эксцентриковом шнековом насосе ротора полость. Вследствие того, что инструмент внутри статора совершает посредством приводного вала вращательное движение и статорная заготовка и инструмент перемещаются относительно друг друга, что способствует тому, что инструмент направляется непрерывно внутри статорной заготовки и тем самым имеет место непрерывное снятие материала. Предпочтительный многолезвийный инструмент, который целесообразно имеет от четырех до пяти лезвий, выполняет при этом колебательное движение вследствие движения подачи.
В эксцентриковом шнековом насосе ротор и статор находятся предпочтительно в стальной втулке. Ось вращение ротора при этом не является осью симметрии втулки. Наоборот, ротор вращается «эксцентрично». Посредством эксцентрического движения инструмента и относительного движения статорной заготовки и инструмента друг относительно друга формируется ответная эксцентрическому движению ротора полость. Вследствие этого преимущество изобретения состоит в том, что из единственного куска материала посредством сверления (проточки) могут изготовляться очень длинные статоры.
Другим преимуществом изобретения является то, что инструмент перемещается в результате наложения, по меньшей мере, двух взаимодействующих валов для проведения предназначенной обработки внутри статорной заготовки. Таким образом, также необходимая для обработки, сложная последовательность движений инструмента может разделяться на два менее сложных движения, которые выполняются взаимодействующими валами. Вследствие этого, также могут использоваться относительно простые приводные устройства для приведения в действие валов. Кроме того, в соответствующем изобретению способе возможно применять приводные устройства, соответственно, приводы, которые являются менее мощными (производительными), что также является преимуществом в издержках производства относительно других методов изготовления.
Оказалось, что шаг статора формируется в результате изменения передаточного отношения между статорной заготовкой и эксцентрическим вращением инструмента. Поэтому, изобретение предусматривает, что статорная заготовка осуществляет вращательное движение. Вращательное движение статорной заготовки представляет собой условие для регулировки (настройки) передаточного отношения между статором и эксцентрическим движением инструмента.
Один предпочтительный вариант изобретения предусматривает, что рабочий инструмент во время полного оборота статорной заготовки выполняет, по меньшей мере, два полных эксцентрических движений. Это передаточное отношение ведет к тому, что кроме продольного паза внутри статорной заготовки также могут создаваться гипоциклоидные формирования внутри статорной заготовки, которые также могут включать в себя обычные для эксцентрикового шнекового насоса винтовые (шнековые) формы.
Целесообразным образом указанные вращательно и эксцентриковое движения осуществляются внутри направляющей трубы или опорного вала. При этом предпочтительно, если направляющая труба, соответственно, опорный вал может вращаться.
Чтобы обеспечить непрерывное снятие материала внутри статорной заготовки, другой предпочтительный вариант осуществления изобретения предусматривает, что инструмент во внутренней части статорной заготовки устанавливается вдоль статорной заготовки. Для этого предпочтительно служит также то, что статорная заготовка и/или рабочий инструмент выполняет аксиальное движение подачи. Вследствие того, что статорная заготовка выполняет аксиальное движение подачи, к тому же гарантировано, что ось симметрии задана так, что эксцентрическое движение инструмента может осуществляться непрерывно. Целесообразным образом приводной вал и опорный вал проходят параллельно друг другу, а также направляющей трубе или опорному валу.
Предпочтительным образом эксцентрическое обращение инструмента приводится в действие эксцентриковым валом. Однако также возможно, что эксцентрическое обращение инструмента приводится в действие вращающимся валом, который расположен несоосно оси симметрии статорной заготовки.
Для приведения в действие приводного и опорного вала могут быть предусмотрены специально ориентированные на это приводы.
Наконец, изобретение также предусматривает устройство для осуществления способа. Соответствующее изобретению устройство имеет выполненный с возможностью присоединения своим приводным концом к первому приводу опорный вал, который выполнен с возможностью вращения вокруг своей продольной оси посредством первого привода, выполненный с возможностью присоединения своим приводным концом ко второму приводу проводной вал, который посредством второго привода вокруг своей продольной оси расположен с геометрическим замыканием и с возможностью вращения относительно опорного вала в отверстии опорного вала, и обрабатывающий инструмент, который соединен без возможности вращения с выполненным с возможностью ввода в полое тело обрабатывающим концом приводного вала и выполнен с возможностью приведения посредством него во вращение вокруг продольной оси приводного вала, причем продольная ось приводного вала пересекает продольную ось опорного вала в точке или расположена наклонно к продольной оси опорного вала, причем предусмотрена направляющая труба и опорный вал расположен в отверстии направляющей трубы с геометрическим замыканием и с возможностью вращения вокруг своей продольной оси относительно направляющей трубы наружного вала, и причем опорный вал проходит параллельно направляющей трубе.
Согласно изобретению, может быть предусмотрено, что приводной конец приводного вала выступает по центру из приводного конца опорного вала, а обрабатывающий конец приводного вала вне центра выступает из выполненного с возможностью ввода в полое тело обрабатывающего конца опорного вала.
Согласно изобретению, может быть предусмотрено, что приводной конец приводного вала вне центра выступает из приводного конца опорного вала, а обрабатывающий конец приводного вала выступает по центру из выполненного с возможностью ввода в полое тело обрабатывающего конца опорного вала.
Согласно изобретение, устройство может характеризоваться тем, что приводной вал расположен с возможностью перестановки вдоль своей продольной оси относительно опорного вала.
Согласно одному предпочтительному варианту осуществления изобретения, продольная ось опорного вала может быть расположена параллельно и дистанцированно от продольной оси направляющей трубы, причем направляющая труба может быть выполнена с возможностью присоединения своим приводным концом к третьему приводу, с помощью которого она имеет возможность вращения вокруг своей продольной оси.
Предпочтительно в соответствующем изобретению устройстве обрабатывающий инструмент представляет собой фрезерный инструмент, эффективный диаметр которого больше, чем наружный диаметр опорного вала.
Далее, изобретение более подробно поясняется на основании показанных на приложенных фигурах примерах осуществления изобретения. Фигуры показывают в схематичном изображении:
Фиг.1а–d: способ согласно изобретению;
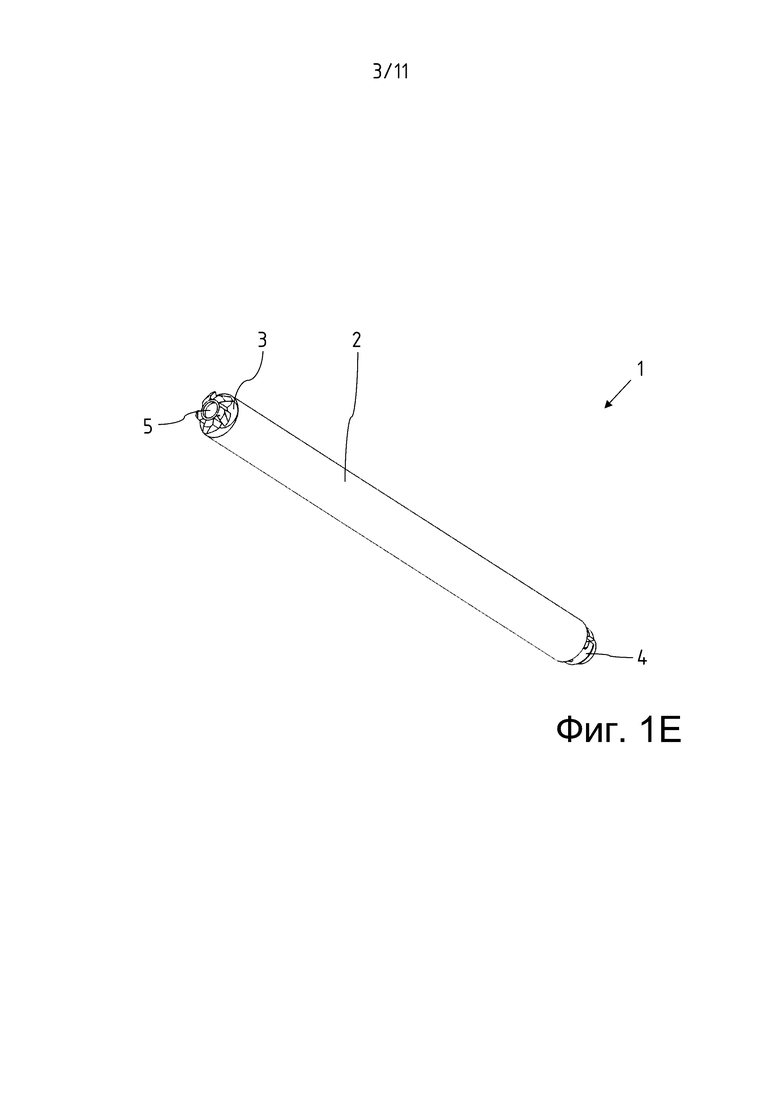
Фиг.1е: перспективное изображение первого примера осуществления для соответствующего изобретению устройства и
Фиг.2а–5b: различные обрабатывающие состояния соответствующего изобретению устройства по фиг.1е.
Фигуры 1а-1d поясняют на виде в сечении моментальные снимки процесса движения рабочего инструмента внутри статорной заготовки 10 для изготовления статора для эксцентрикового шнекового насоса.
Для изготовления статора предусмотрен инструмент, который на показанном на фиг.1а-1d варианте осуществления изобретения имеется в виде фрезерного устройства и обозначен ссылочной позицией 5. Кроме того, в рамках соответствующего изобретению способа предусмотрен приводной вал 4, посредством которого вращающийся инструмент 5 приводиться внутри статорной заготовки.
Другое движение инструмента 5 имеется в виде эксцентрического движения, а именно вокруг опорного вала 3, который не совпадает с осью симметрии статорной заготовки 10. Другие движения выполняет статорная заготовка 10, а именно в виде аксиального движения подачи и вращающегося движения. Как для движения статорной заготовки 10, так и для вращающегося вокруг приводного вала 4 движения рабочего инструмента 5, а также для эксцентрического вокруг опорного вала 3 движения инструмента 11 предусмотрены соответствующие не показанные на фиг.1а-1d приводы.
Способ начинается с того, что статорная заготовка 10 и вращающийся инструмент 5 движутся друг относительно друга и одновременно вращающийся инструмент 5 приводится в движение внутри статорной заготовки 10 посредством приводного вала 4 и выполняет эксцентрическое движение вокруг опорного вала 3 (эксцентрикового вала). Посредством использующегося движения подачи статорной заготовки 12 обеспечивается, что инструмент 5 направляется внутри и вдоль статорной заготовки 10, что сопровождается снятием материала внутри статорной заготовки 10. Вследствие этого, внутри статорной заготовки 10 формируется полость (полое пространство) 14, которая в поперечном сечении имеет обычную для эксцентрикового шнекового насоса форму продольного паза (отверстия).
Как далее иллюстрируют фиг.1а-1d, инструмент 5 выполняет во время вращения статорной заготовки 10 эксцентрические движения. Вследствие этого при заданном аксиальном движении подачи статорной заготовки 10 доходят до обычной для статора эксцентрикового шнекового насоса спиралеобразной (винтообразной) полости 14, которая отображается на фиг.1а-1d в показанных в поперечном сечении продольных пазах.
Движения статорной заготовки 10 и инструмента 5 согласованы друг с другом. В начале способа инструмент 5 находится по центру, т.е. соосно направляющей трубе 2 и статорной заготовке 10. Выполняемое в рамках эксцентрического движения 90-градусное вращение инструмента 5 ведет к тому, что статорная заготовка 10 при своем вращательном движении поворачивается на 45°. Вращение статорной заготовки на 135° соответствует в свою очередь вращению инструмента 5 вокруг опорного вала 3 на 270°. Другое вращение статорной заготовки 10 на, в целом, 180° сопровождается вращением инструмента 5 на 360°, так что инструмент 5 принимает показанное на фиг.1с центрированное положение.
Другие согласованные друг с другом состояния движения между статорной заготовкой 10 и эксцентрично двигающимся инструментом 5 следуют из фиг.1d. Фиг.1d показывает, что инструмент 5 опять передвинулся далее, что сопровождается новой ориентацией статорной заготовки.
Вращательное движение статорной заготовки 10 и эксцентрическое движение инструмента 5 при этом настроены/согласованы таким образом, что при ориентации статора на 360°, т.е. при полном обороте статорной заготовки 10, инструмент 5 внутри статорной заготовки 10 расположен по центру, т.е. исполнил два полных эксцентрических оборота в 360° каждый.
В результате взаимодействия аксиального движения подачи статорной заготовки 10, а также вращающегося движения статора вокруг приводного вала 4 и эксцентрического движения статора вокруг опорного вала 3 при одинаково настроенном передаточном отношении между статорной заготовкой 10 и опорным валом 3 в статорной заготовке 10 образуется ответная спиралеобразной форме ротора в эксцентриковом шнековом насосе полость 14.
Фиг.2 показывает перспективно первый пример осуществления соответствующего изобретению устройства 1. Устройство 1 включает в себя выполненную продольно протяженно направляющую трубу 2, которая соответствует направляющей трубе 2 на фиг.1, с изображенным справа обрабатывающим концом и изображенным слева приводным концом, опорный вал 3, от которого справа виден обрабатывающий конец, а слева - часть приводного конца, и приводной вал 4, от которого слева виден обрабатывающий конец, а справа – часть приводного конца, причем на обрабатывающем конце опорного вала 3, который соответствует опорному валу 3 на фиг.1, расположен без возможности вращения обрабатывающий инструмент 5, который соответствует инструменту 5 на фиг.1. Опорный вал 3 расположен в отверстии в направляющей трубе 2 с геометрическим замыканием и с возможностью вращения вокруг своей продольной оси, причем продольная ось опорного вала 3 расположена параллельно и дистанцированно от продольной оси направляющей трубы 2. Приводной вал 4 расположен в отверстии в опорном валу 3 с геометрическим замыканием и с возможностью вращения вокруг своей продольной оси, причем продольная ось приводного вала 4 расположена пересекая продольную ось опорного вала.
Изображенные справа приводные концы трубы 2 и валов 3 и 4 выполнены для соединения соответственно с не показанными приводами, посредством которых они выполнены с возможностью приведения во вращение вокруг своей продольной оси. Однако также возможно, что приводные концы трубы 2 и валов 3 и 4 соединяются с, по меньшей мере, одним не показанным удлинителем, который имеет три соответственно выполненные с возможностью вращения вала, вследствие чего длина устройства 1 в целом могла бы удлиниться, чтобы иметь возможность желательным образом обрабатывать также полые тела с очень большой аксиальной длиной. Таким образом, длина устройства 1 простым образом может подгоняться к различным условиям использования. Кроме того, соответственно предшествующим вариантам осуществления приводы соединяются со свободным концом валов последнего удлинителя.
Фиг.2а показывает торцевой вид показанного на фиг.1 устройства 1 в первом обрабатывающем состоянии. В частности, можно обнаружить нецентральное расположение отдельных трубы 2 и валов 3 и 4 относительно друг друга. Выполненный в виде фрезерного инструмента обрабатывающий инструмент 5 имеет эффективный диаметр, который больше чем наружный диаметр опорного вала. В показанном исходном положении устройства 1 ось вращения обрабатывающего инструмента 5 по существу идентична с продольной осью направляющей трубы 2.
Фиг.2b показывает частично прозрачный боковой вид соответственно изображенной на фиг.2а стрелке 6 показанного на фиг.1 устройства 1 в изображенном на фиг.2а обрабатывающем положении. Вследствие этого, расположение трубы 2 и валов 3 и 4 относительно друг друга становится более понятным. Кроме того, можно видеть, что приводной вал 4 установлен с геометрическим замыканием в опорном валу 3, а опорный вал 3 установлен с геометрическим замыканием в направляющей трубе 2.
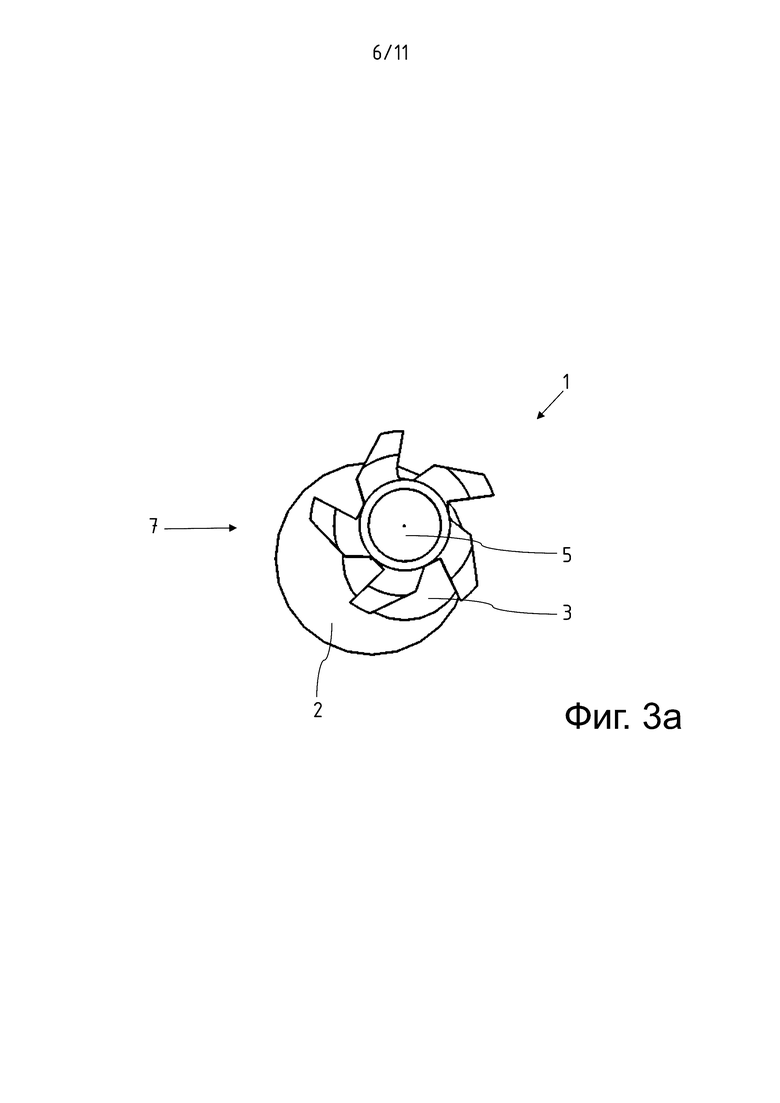
Фиг.3а показывает торцевой вид показанного на фиг.1 устройства 1 во втором обрабатывающем состоянии, которое следует из показанного на фиг.2а и 2b первого обрабатывающего состояния посредством вращения опорного вала 3 на 90° по часовой стрелке.
Фиг.3b показывает частично прозрачный боковой вид соответственно изображенной на фиг.3а стрелке 7 показанного на фиг.1 устройства 1 в изображенном на фиг.3а обрабатывающем положении. В данном случае можно видеть, что приводной вал 4 расположен таким образом относительно опорного вала 3, что их продольные оси пересекаются. Показанный слева приводной конец приводного вала 4 выступает по центру изображенного слева приводного конца опорного вала 3, в то время как изображенный справа обрабатывающий конец приводного вала 4 выступает вне центра из изображенного справа обрабатывающего конца опорного вала 3.
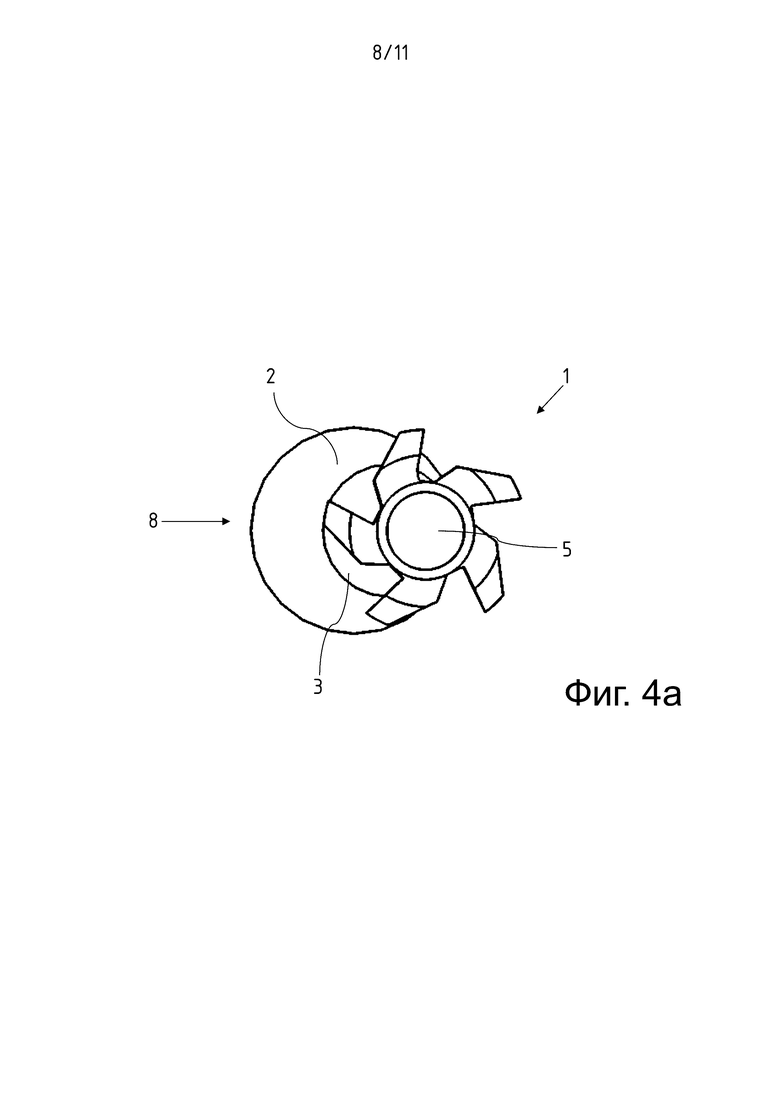
Фиг.4а показывает торцевой вид показанного на фиг.1 устройства 1 в третьем обрабатывающем состоянии, которое следует из показанного на фиг.3а и 3b второго обрабатывающего состояния посредством вращения опорного вала 3 на 90° по часовой стрелке.
Фиг.4b показывает частично прозрачный боковой вид соответственно изображенной на фиг.4а стрелке 8 показанного на фиг.1 устройства 1 в изображенном на фиг.4а обрабатывающем положении. Боковой вид соответствует изображенному на фиг.1b, так как не видно, что приводной вал 4 расположен, в частности, на своем обрабатывающем конце далее от наблюдателя.
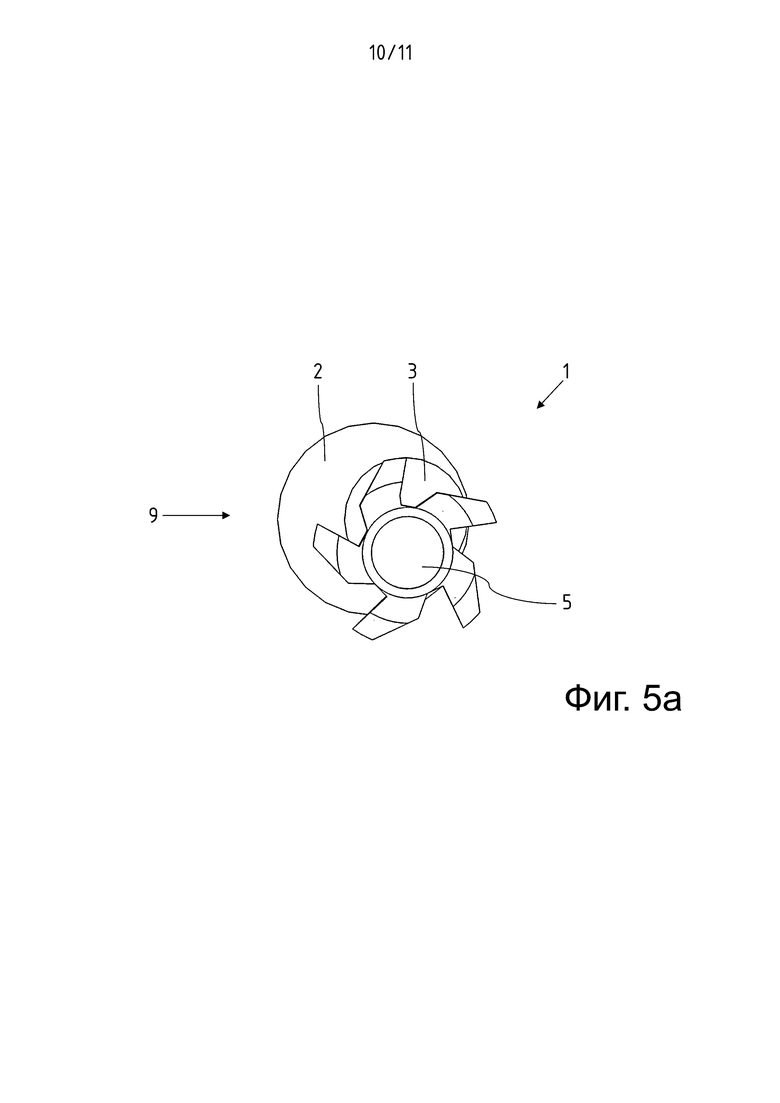
Фиг.5а показывает торцевой вид показанного на фиг.1 устройства 1 в четвертом обрабатывающем состоянии, которое следует из показанного на фиг.4а и 4b третьего обрабатывающего состояния посредством вращения опорного вала 3 на 90° по часовой стрелке.
Фиг.5b показывает частично прозрачный боковой вид соответственно изображенной на фиг. 5а стрелке 9 показанного на фиг.1 устройства 1 в изображенном на фиг.5а обрабатывающем положении. Фиг.5b соответствует по существу фиг.3b, однако опорный вал 3 показан в повернутом на 180° положении, вследствие чего приводной вал 4 и, следовательно, обрабатывающий рабочий инструмент 5 был смещен.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОВИНТОВОЙ НАСОС СО ВСТРОЕННЫМ ПРИВОДОМ | 2005 |
|
RU2361116C2 |
| БУРОВОЕ УСТРОЙСТВО, УСТРОЙСТВО РЕГУЛИРОВАНИЯ СКОРОСТИ ВРАЩЕНИЯ БУРИЛЬНОГО ИНСТРУМЕНТА И СПОСОБ БУРЕНИЯ | 2009 |
|
RU2450122C1 |
| ШАРНИР ДЛЯ ПЕРЕДАЧИ МОМЕНТОВ ВРАЩЕНИЯ И ОСЕВЫХ СИЛ | 2012 |
|
RU2573538C2 |
| РУЧНОЕ ОБРАБАТЫВАЮЩЕЕ УСТРОЙСТВО | 2013 |
|
RU2633669C2 |
| СИСТЕМА УПРАВЛЕНИЯ НА ОСНОВЕ ВИНТОВОГО ЗАБОЙНОГО МЕХАНИЗМА | 2013 |
|
RU2617759C2 |
| Устройство для вырезания отверстий в неметаллических трубах | 1983 |
|
SU1299492A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ИЛИ ОБРАБОТКИ ВНУТРЕННИХ СТЕНОК СТАТОРА | 2015 |
|
RU2695766C2 |
| ЭКСЦЕНТРИКОВАЯ ШЛИФОВАЛЬНАЯ МАШИНА | 2007 |
|
RU2464151C2 |
| СПОСОБ БУРЕНИЯ СКВАЖИНЫ И ОДНОВРЕМЕННОГО НАПРАВЛЕНИЯ БУРОВОЙ КОРОНКИ АКТИВНО УПРАВЛЯЕМОЙ ВРАЩАТЕЛЬНОЙ НАПРАВЛЯЕМОЙ БУРОВОЙ СИСТЕМОЙ И АКТИВНО УПРАВЛЯЕМАЯ ВРАЩАТЕЛЬНАЯ НАПРАВЛЯЕМАЯ СИСТЕМА | 1999 |
|
RU2239042C2 |
| ДВИГАТЕЛЬ ОБЪЕМНОГО ТИПА С РАДИАЛЬНО ОГРАНИЧЕННЫМ ЗАЦЕПЛЕНИЕМ РОТОРА | 2012 |
|
RU2602856C2 |







Изобретения относятся к машиностроению и могут быть использованы при изготовлении полости в статоре эксцентрикового шнекового насоса. В способе рабочим инструментом снимают материал внутри статорной заготовки, при этом рабочему инструменту сообщают вращательное движение внутри статорной заготовки посредством первого вала и эксцентрическое движение вокруг второго вала. Статорная заготовка и рабочий инструмент перемещаются друг относительно друга. Статорная заготовка совершает вращательное движение, при котором настраивают передаточное отношение между статорной заготовкой и опорным валом. Статорная заготовка и/или инструмент выполняет аксиальное движение подачи, инструмент в статорной заготовке направляют вдоль нее, а направляющую трубу и опорный вал располагают параллельно друг другу. Раскрыто устройство для осуществления указанного способа. Обеспечивается изготовление статора неограниченной длины из различных материалов в рамках одного технологического процесса. 2 н. и 6 з.п. ф-лы, 5 ил.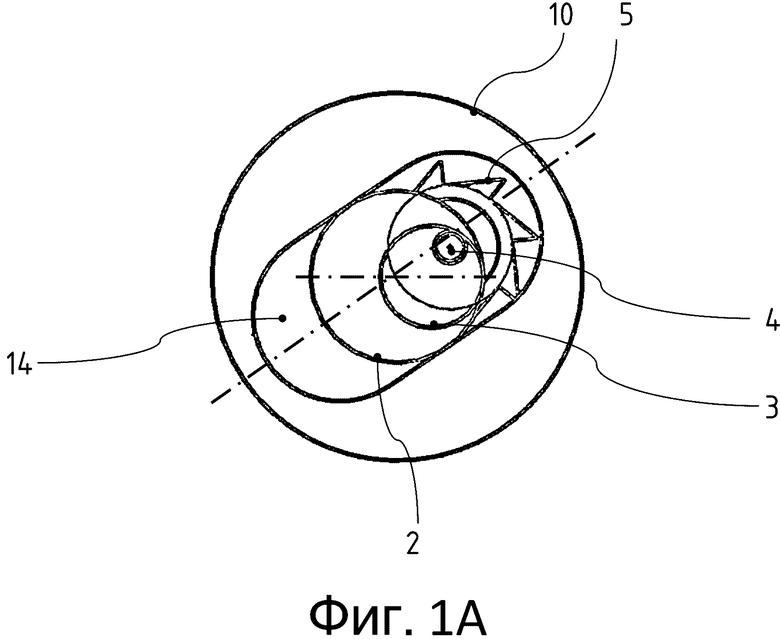
1. Способ изготовления полости (14) в статоре эксцентрикового шнекового насоса, при котором инструментом (5) снимают материал внутри статорной заготовки (10),
отличающийся тем, что инструмент (5) внутри полости (14) выполняет вращательное движение посредством приводного вала (4), а также выполняет эксцентрическое движение посредством опорного вала (3), причем указанные движения выполняют внутри направляющей трубы (2) и причем статорная заготовка (10) и инструмент (5) перемещают относительно друг друга,
причем статорная заготовка (10) выполняет вращательное движение и причем настраивают передаточное отношение между статорной заготовкой (10) и опорным валом (3),
причем статорная заготовка (10) и/или инструмент (5) выполняет аксиальное движение подачи,
причем рабочий инструмент (5) в статорной заготовке направляют вдоль статорной заготовки (10), и
причем направляющая труба (2) и опорный вал (3) проходят параллельно друг другу.
2. Способ по п.1, отличающийся тем, что рабочий инструмент (5) во время полного оборота статорной заготовки (10) выполняет по меньшей мере два полных эксцентрических движения.
3. Устройство (1) для изготовления полости (14) в статоре эксцентрикового шнекового насоса способом по п.1 или 2, содержащее
выполненный с возможностью присоединения своим приводным концом к первому приводу опорный вал (3), который посредством первого привода выполнен с возможностью вращения вокруг своей продольной оси,
выполненный с возможностью присоединения своим приводным концом ко второму приводу приводной вал (4), который посредством второго привода вокруг своей продольной оси расположен с геометрическим замыканием и с возможностью вращения относительно опорного вала (3) в отверстии опорного вала (3), и
рабочий инструмент (5), который соединен без возможности вращения с выполненным с возможностью ввода в полое тело обрабатывающим концом приводного вала (4) и посредством него выполнен с возможностью приведения во вращение вокруг продольной оси приводного вала (4),
при этом продольная ось приводного вала (4) расположена с пересечением продольной оси опорного вала (3) в точке или со скрещиванием относительно продольной оси опорного вала (3),
причем устройство содержит направляющую трубу (2) и опорный вал (3), расположенный в отверстии направляющей трубы (2) с геометрическим замыканием и с возможностью вращения вокруг своей продольной оси относительно направляющей трубы (2), и проходящий параллельно направляющей трубе (2).
4. Устройство (1) по п.3, отличающееся тем, что приводной конец приводного вала (4) выступает по центру из приводного конца опорного вала (3), а обрабатывающий конец приводного вала (4) вне центра выступает из выполненного с возможностью ввода в полое тело обрабатывающего конца опорного вала (3).
5. Устройство (1) по п.3, отличающееся тем, что приводной конец приводного вала (4) вне центра выступает из приводного конца опорного вала (3), а обрабатывающий конец приводного вала (4) выступает по центру из выполненного с возможностью ввода в полое тело обрабатывающего конца опорного вала (3).
6. Устройство (1) по любому из пп.3-5, отличающееся тем, что приводной вал (4) расположен с возможностью перестановки вдоль своей продольной оси относительно опорного вала (3).
7. Устройство (1) по п.3, отличающееся тем, что продольная ось опорного вала (3) расположена параллельно и дистанцированно от продольной оси направляющей трубы (2), причем направляющая труба (2) выполнена с возможностью присоединения своим приводным концом к третьему приводу, с помощью которого она имеет возможность вращения вокруг своей продольной оси.
8. Устройство (1) по п.3, отличающееся тем, что обрабатывающий инструмент (5) представляет собой фрезерный инструмент, эффективный диаметр которого больше, чем наружный диаметр опорного вала (3).
| DE 1942050 A1, 27.05.1970 | |||
| СПОСОБ ФОРМИРОВАНИЯ ПРОТОЧНОГО ТРАКТА СТАТОРА ВИНТОВОГО НАСОСА | 1999 |
|
RU2227849C2 |
| DE 3723133 A1, 14.07.1988 | |||
| WO 2011095823 A1, 11.08.2011. | |||

