Изобретение относится к машиностроению, строительству, автомобильной и авиационной промышленности, судостроению и может быть использовано при возведении пространственных конструкций и сооружений различного назначения.
Известен способ возведения перекрытий, предполагающий формирование несущих железобетонных стен зданий, сооружений одновременно с плитами перекрытий. В процессе возведения в пространство, ограниченное щитами скользящей опалубки, подают значительные объемы бетонной смеси по известной технологии (SU, А, № 737600, 1980).
Наиболее близким к заявленному изобретению является способ возведения каркаса сооружений, конструкций, предполагающий послойное возведение вертикальных несущих армированных элементов посредством 3D-принтера (RU, С1, № 2618817, 2017).
Недостатком известного решения является невозможность возведения сложных пространственных конструкций, а также необходимость использования сложного оборудования.
Технический результат, достигаемый при реализации заявленного изобретения, направлен на возможность возведения сложных пространственных конструкций и повысить их прочностные характеристики.
Указанный технический результат достигается тем, что в способе возведения каркаса конструкции, предполагающем послойное формирование внешней длинномерной пространственной замкнутой оболочки требуемой конфигурации из твердеющего материала с внутренним сквозным продольным каналом, последующее размещение по всей длине упомянутых каналов тонкостенной резиновой трубки, покрытой снаружи армирующим рукавом из волокнистого материала, последующую подачу в пространство между внутренней поверхностью внешней оболочки и резиновой трубкой полимерного твердеющего материала, после чего до твердения полимерного твердеющего материала во внутреннюю полость резиновой трубки под избыточным давлением подают подвижный агент, удаляют избыточный объем полимерного твердеющего материала и поддерживают избыточное давление до набора твердеющим материалом требуемой прочности, после чего сбрасывают избыточное давление.
В качестве подвижного агента используют воздух.
В качестве армирующего волокнистого материала используют карбоновый рукав.
В качестве армирующего волокнистого материала используют рукав из стеклопластика.
Внешнюю длинномерную полую оболочку формируют путем соединения между собой предварительно изготовленных фрагментов.
В качестве отдельных фрагментов внешней оболочки используют элементы, способные сохранять стабильную форму.
В качестве отдельных фрагментов используют отрезки пластиковых и/или металлопластиковых труб.
Пространство между внешней поверхностью канала внешней оболочки и резиновой внутренней трубки заполняют методом вакуумного наполнения.
Поскольку заявленный способ отличается от наиболее близкого технического решения рядом существенных признаков, он соответствует условию патентоспособности «новизна».
Реализация заявленного изобретения не противоречит известным законам физики и механики, что позволяет утверждать о его соответствии условию патентоспособности «промышленная применимость».
Поскольку из известных источников информации не известен прием формирования сложного пространственного каркаса без применения опалубки и последующего армирования его рукавом из волокнистого материала подачей сжатого воздуха и упрочнением внешней оболочки твердеющим материалом, заявленное изобретение соответствует условию «изобретательский уровень».
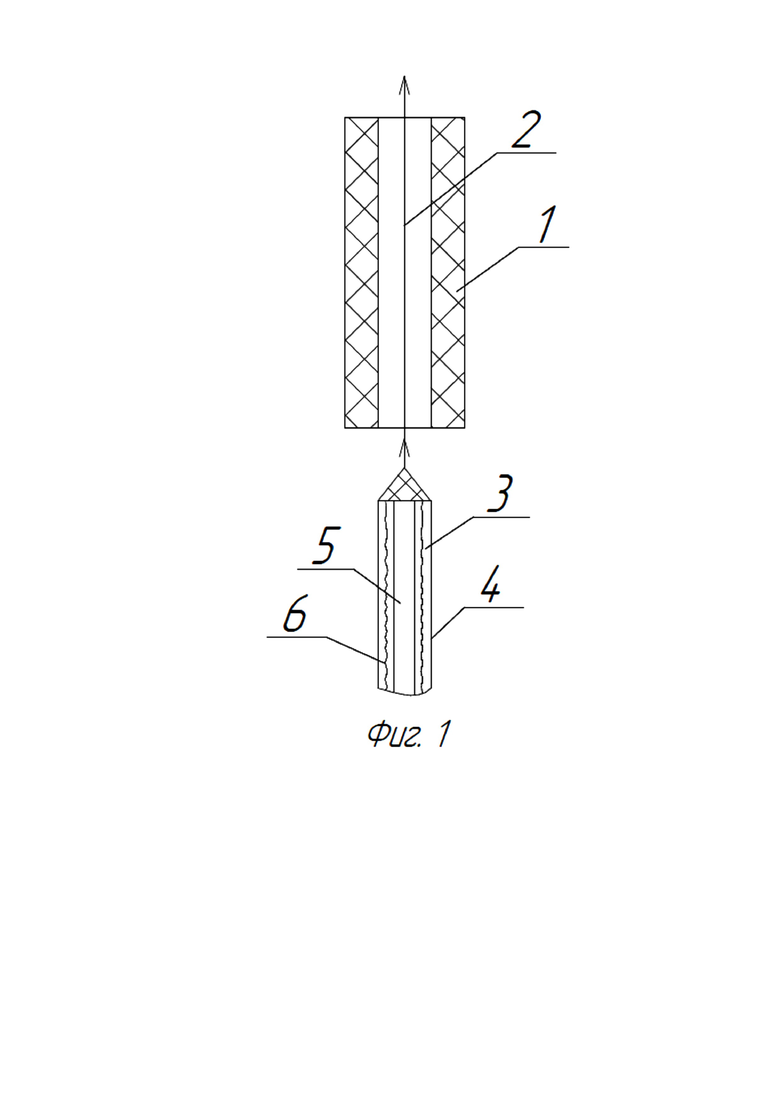
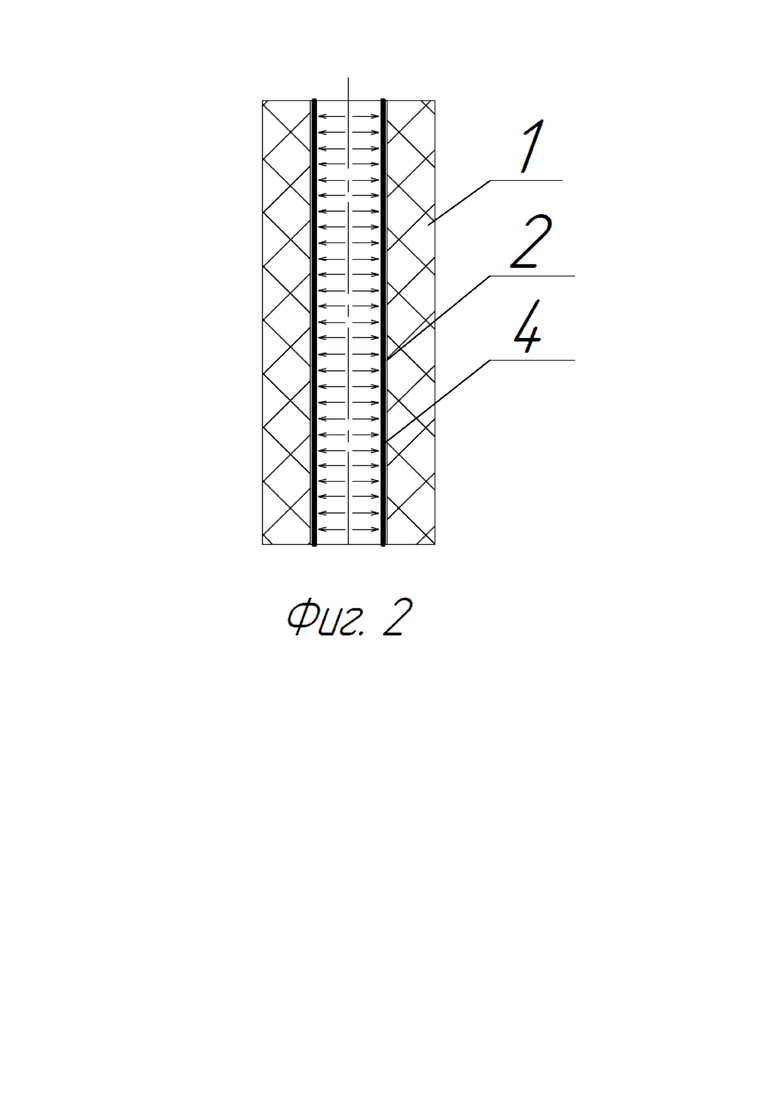
На фиг. 1 представлен процесс размещения капсулы во внешней оболочке; на фиг. 2 – подача сжатого воздуха во внутреннюю трубку.
Способ предусматривает послойное возведение внешней замкнутой пространственной оболочки 1 со сквозным продольным каналом посредством 3D-принтера. Материал нагревают до температуры плавления, после чего его подают через сопла малого диаметра, расположенные на печатающей головке (не показаны), с послойным нанесением на поверхность предыдущего слоя, где он и застывает. Слои оболочки 1 формируют перемещением головки в горизонтальной плоскости, а вертикальное смещение при переходе к следующему слою, обеспечивается опусканием рабочего стола или печатающей головки.
В случае формирования каркаса сложной пространственной структуры внешняя оболочка 1 может изготавливаться путем соединения между собой отдельных предварительно созданных фрагментов. В качестве таковых фрагментов могут быть использованы любые элементы, способные сохранять стабильную форму, например, куски пластиковых или металлопластиковых труб.
Во внутренних продольных каналах внешней оболочки 1 после набора прочности размещают отрезки 2 проволоки, полимерной нити и т.д., с помощью которых в дальнейшем протягивают на всю длину ее продольного отверстия длинномерную капсулу 3.
В качестве капсулы 3 используют внешнюю тонкостенную эластичную трубку 4, внутри которой размещена резиновая трубка 5 с армирующим рукавом 6 из волокнистого материала из карбона или стекловолокна. Затем в пространство между эластичной трубкой 4 и резиновой внутренней трубкой 5 вакуумного заполнения подают жидкий твердеющий полимерный материал, например эпоксидную смолу.
После размещения капсулы 3 перекрывают одно из отверстий резиновой трубки 5 и под избыточным давлением подают во внутреннюю ее полость подвижный агент, например сжатый воздух, выдавливая наружу излишнее количество твердеющего материала с прижатием армирующего рукава 6 к внутренней поверхности внешней оболочки 1. Избыточное давление в трубке 5 поддерживают до набора нормативной прочности твердеющим раствором, после чего давление сбрасывают.
В качестве подвижного агента может быть использована вода.
Армирующий рукав 6 обеспечивает каркасу высокую прочность и устойчивость к динамическим и статическим нагрузкам.
Помимо этого предложенный способ позволяет изготавливать пространственный каркас любой сложности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ КАРКАСА КОНСТРУКЦИИ | 2019 |
|
RU2699087C1 |
| СПОСОБ УСИЛЕНИЯ ГРУНТОВОГО ОСНОВАНИЯ | 2006 |
|
RU2333318C1 |
| ТЕПЛООБМЕННИК ЭЛЕКТРИЧЕСКОГО ВОДЯНОГО КОТЛА С ГЕНЕРАЦИЕЙ ТЕПЛОВОЙ ЭНЕРГИИ ПЛОСКИМИ ТЕРМИСТОРНЫМИ НАГРЕВАТЕЛЬНЫМИ ЭЛЕМЕНТАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2804784C1 |
| СПОСОБ САНИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА ТЕПЛОТРАССЫ И РУКАВ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОНАГРЕВАТЕЛЯ КОСВЕННОГО НАГРЕВА | 2018 |
|
RU2682799C1 |
| СПОСОБ ВОЗВЕДЕНИЯ КАРКАСА СООРУЖЕНИЙ | 2016 |
|
RU2618817C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 2011 |
|
RU2480664C2 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ПРОКЛАДКИ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2730767C1 |
| ГИБКИЙ ТРУБОПРОВОД С УЛУЧШЕННОЙ ТЕПЛОВОЙ ИЗОЛЯЦИЕЙ | 1991 |
|
RU2079039C1 |
| РАСТЯГИВАЕМЫЙ И СЖИМАЕМЫЙ САДОВЫЙ ШЛАНГ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ ТРАНСПОРТИРОВКИ ВОДЫ | 2012 |
|
RU2549011C2 |
Изобретение относится к машиностроению, строительству, автомобильной и авиационной промышленности, судостроению и может быть использовано при возведении пространственных конструкций и сооружений различного назначения и направлено на обеспечение возможности возведения сложных пространственных конструкций и повышение их прочностных характеристик. Способ предполагает послойное формирование внешней длинномерной пространственной замкнутой оболочки требуемой конфигурации из твердеющего материала с внутренним сквозным продольным каналом и последующее размещение по всей длине упомянутых каналов тонкостенной резиновой трубки, покрытой снаружи армирующим рукавом из волокнистого материала. Впоследствии в пространство между внутренней поверхностью внешней оболочки и резиновой трубкой подают полимерный твердеющий материал, после чего до твердения полимерного твердеющего материала во внутреннюю полость резиновой трубки под избыточным давлением подают подвижный агент и удаляют избыточный объем полимерного твердеющего материала. Избыточное давление поддерживают до набора твердеющим материалом требуемой прочности, после чего сбрасывают избыточное давление. 7 з.п. ф-лы, 2 ил.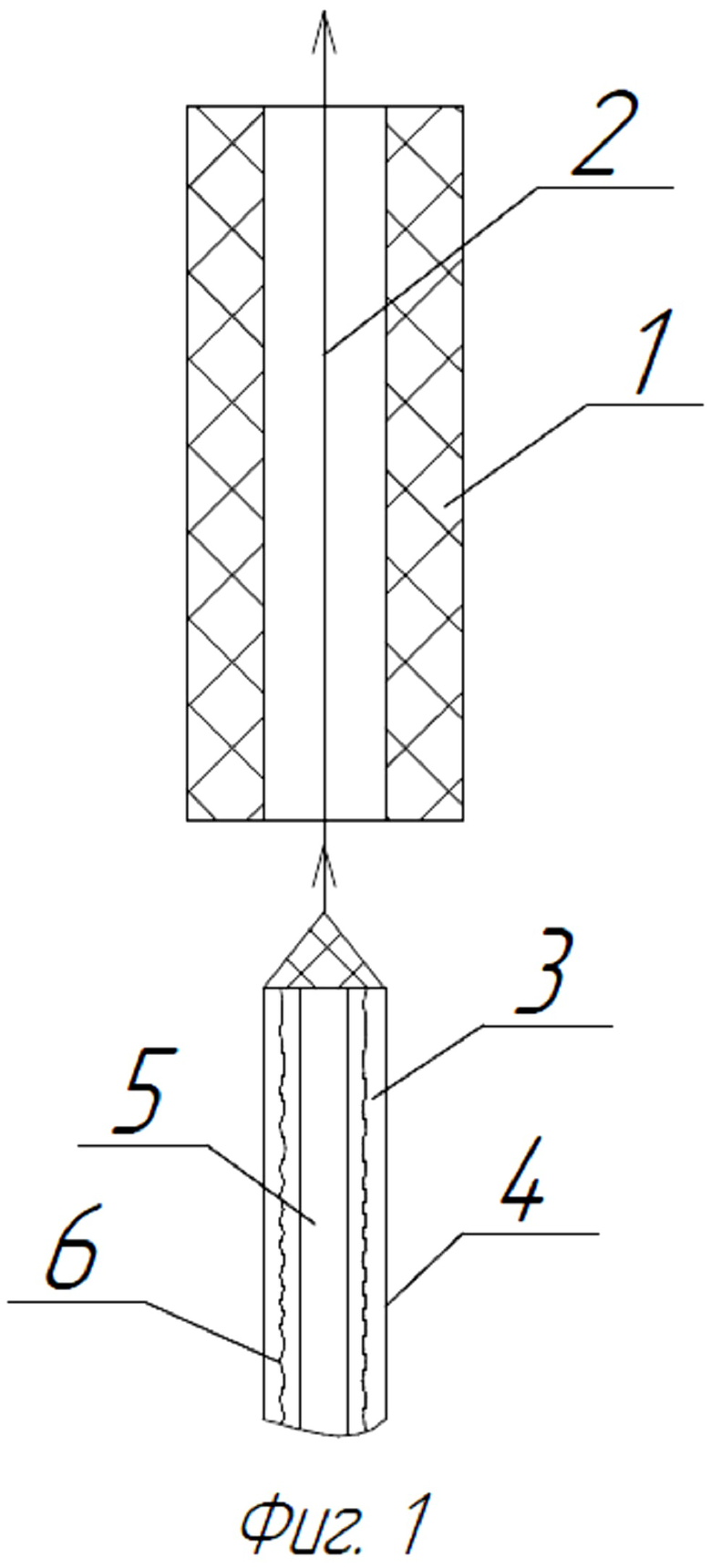
1. Способ возведения каркаса конструкции, предполагающий послойное формирование внешней длинномерной пространственной замкнутой оболочки требуемой конфигурации из твердеющего материала с внутренним сквозным продольным каналом, последующее размещение по всей длине упомянутых каналов тонкостенной резиновой трубки, покрытой снаружи армирующим рукавом из волокнистого материала, последующую подачу в пространство между внутренней поверхностью внешней оболочки и резиновой трубкой полимерного твердеющего материала, после чего до твердения полимерного твердеющего материала во внутреннюю полость резиновой трубки под избыточным давлением подают подвижный агент, удаляют избыточный объем полимерного твердеющего материала и поддерживают избыточное давление до набора твердеющим материалом требуемой прочности, после чего сбрасывают избыточное давление.
2. Способ возведения каркаса конструкции по п. 1, отличающийся тем, что в качестве подвижного агента используют воздух.
3. Способ возведения каркаса конструкции по п. 1, отличающийся тем, что в качестве армирующего волокнистого материала используют карбоновый рукав.
4. Способ возведения каркаса конструкции по п. 1, отличающийся тем, что в качестве армирующего волокнистого материала используют рукав из стеклопластика.
5. Способ возведения каркаса конструкции по п. 1, отличающийся тем, что внешнюю длинномерную полую оболочку формируют путем соединения между собой предварительно изготовленных фрагментов.
6. Способ возведения каркаса конструкции по п. 5, отличающийся тем, что в качестве отдельных фрагментов внешней оболочки используют элементы, способные сохранять стабильную форму.
7. Способ возведения каркаса конструкции по п. 6, отличающийся тем, что в качестве отдельных фрагментов используют отрезки пластиковых и/или металлопластиковых труб.
8. Способ возведения каркаса конструкции по п. 1, отличающийся тем, что пространство между внешней поверхностью канала внешней оболочки и резиновой внутренней трубки заполняют методом вакуумного наполнения.
| СПОСОБ ВОЗВЕДЕНИЯ КАРКАСА СООРУЖЕНИЙ | 2016 |
|
RU2618817C1 |
| Способ возведения подземной конструкции | 1981 |
|
SU1025794A1 |
| Способ выделения технически чистых серной и соляной кислот из туманообразной смеси этих кислот | 1928 |
|
SU18735A1 |
| СПОСОБ ВОЗВЕДЕНИЯ В ГРУНТЕ НАБИВНОЙ ОПОРНОЙ КОНСТРУКЦИИ И НАБИВНАЯ ОПОРНАЯ КОНСТРУКЦИЯ, ВОЗВЕДЕННАЯ ЭТИМ СПОСОБОМ | 2003 |
|
RU2252298C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ИНЪЕКЦИОННОГО НАГЕЛЯ И ИНЪЕКЦИОННЫЙ НАГЕЛЬ, ВОЗВЕДЕННЫЙ ЭТИМ СПОСОБОМ | 2009 |
|
RU2405888C1 |
| US 20050063781 A1, 24.03.2005. | |||

