Изобретение относится к способам защиты (санации) трубопроводов при их строительстве и ремонте, при этом трубы могут быть размещены как под землей, так и на/над ее поверхностью.
Известен способ ремонта трубы путем размещения в ее полости по всей длине многослойного рукава, состоящего из одного, двух или более слоев на основе различных материалов органической или неорганической природы, играющих роль армирующего начала комплексного пакета (рукава) и одного или двух слоев на базе полимерных пленочных материалов, выполняющих в процессе ремонта различные функциональные нагрузки раздува этого многослойного рукава давлением сжатого воздуха и водяного пара и прижатии его к стенкам подлежащей ремонту трубы и последующим отверждением "реактивной" части пакета (армирующего слоя, пропитанного термоактивным связующим) подачей во внутрь комплексного рукава теплоносителя при температуре, исключающей тепловое разрушение внутреннего пленочного слоя, играющего роль "эластичного" пуансона" (патент РФ B 2000513, кл. F 16 L 58/02, 1993).
Известен также способ санации внутренней поверхности трубопровода с использованием комплексного рукава, пропитанного термореактивным связующим и затем отвержденного двумя жидкими теплоносителями в две стадии при двух уровнях температур. Теплоносители подаются в полость "ремонтного" рукава поочередно и, таким образом, обеспечивают "мягкий" режим отверждения, снижающий уровень внутренних напряжений в стенке покрытия, а следовательно, и образование трещин в отвержденном композите (патент Великобритании N 2074691, кл. F 16 L 55/18, 1981).
Недостатком известных способов ремонта трубопровода с использованием комплексных рукавов является невозможность их применения при ремонте теплотрасс длиной пятьдесят и более метров, так как они предусматривают прямое протаскивание рукава в ремонтируемой трубе. При ремонте теплотрасс используется метод выворота рукава для размещения его в трубе. Для такого метода известные комплексные рукава не могут быть использованы из-за недостаточной их прочности. Кроме того, структура известных рукавов такова, что они не могут выдержать жестких условий эксплуатации теплотрасс и воздействия рабочей среды.
Еще известен способ ремонта трубопровода с использованием комплексного рукава, пропитанного термореактивным связующим, размещаемого в полости ремонтируемой трубы, и отверждения покрытия горячим воздухом, подаваемым в полость рукава под избыточным давлением (заявка ЕВП N 0241297, кл. B 29 C 63/46, 1987).
Известный рукав для реализации известного способа характеризуется низкой степенью надежности в процессе размещения его в полости ремонтируемой трубы. Реализация способа требует наличия сложного аппаратурного оформления (компрессора, источника электроэнергии, калорифера и т.д.).
Известен способ ремонта трубопровода, в котором отверждение санирующего покрытия после его размещения в полости подлежащей ремонту трубы осуществляется под действием горячего воздуха, циркулирующего в полости рукава вплоть до его полного отверждения, при этом температура воздуха составляет 40 - 200oC, а время его воздействия 10 - 500 мин (патент США N 3996967, кл. F 16 L 55/18, 1976).
К недостаткам способа относятся также длительность процесса и сложность аппаратурного оформления.
Наиболее близким к изобретению по технической сущности является способ ремонта внутренней поверхности трубопровода теплотрассы путем введения с одного конца трубопровода рукавного облицовочного материала, состоящего из силового слоя на основе полимерного композиционного материала и защитного герметичного слоя, одновременного прижатия к внутренней поверхности трубопровода и отверждения рукавного облицовочного материала под действием поэтапного давления рабочих сред (патент РФ N 2037732).
Недостатком известного способа и используемого рукава для его реализации является низкая надежность при эксплуатации в условиях жестких параметров, воздействующих на покрытие в процессе эксплуатации. Это выражается в появлении трещин в покрытии, что объясняется наличием высокого уровня внутренних напряжений в покрытии.
Задача изобретения - повышение качества санирования внутренней поверхности трубопровода за счет уменьшения трещиностойкости покрытия.
Для решения этой задачи предлагается в известном способе санирования внутренней поверхности трубопровода теплотрассы путем введения с одного конца трубы рукавного облицовочного материала, состоящего из силового слоя на основе полимерного композиционного материала и защитного герметичного слоя, одновременного прижатия к внутренней поверхности трубопровода и отверждения рукавного облицовочного материала под действием поэтапного давления рабочих сред, прижатие и отверждение рукавного облицовочного материала осуществлять в три этапа тремя рабочими средами, при этом на первом этапе использовать давление водяного пара, на втором - сжатого воздуха, на третьем - перегретой воды теплотрассы.
Кроме того, предлагается на первом этапе прижатия и отверждения использовать водяной пар давлением 0,3 - 1,5 ати в течение 1 - 3 ч, на втором - сжатый воздух давлением 0,5 - 1,5 ати в течение 5 - 30 мин, на третьем этапе - перегретую воду теплотрассы давлением 10 - 30 ати при 90 - 130oC.
Кроме того, предлагается прижатие и отверждение рукавного полимерного материала совмещать с вулканизацией защитного слоя.
Одновременно предлагается в известном рукаве для санирования внутренней поверхности трубопровода, состоящего из силового слоя на основе тканого и/или нетканого армирующих материалов, пропитанных связующим, и защитного герметичного слоя, силовой слой образовывать из комбинации волокнистых армирующих материалов различной плотности по толщине, уложенных послойно с увеличением плотности материала в направлении от внутренней поверхности рукава к наружной, защитный слой выполнять из синтетического каучука, дублированного с волокнистым материалом, при этом связующее должно содержать мелкодисперсный наполнитель.
Кроме того, предлагается весовое содержание волокнистых армирующих материалов в рукаве в пределах от 2 - 3% на внутренней поверхности рукава до 5 - 65% на наружной его поверхности от общего веса композиционного материала.
Кроме того, предлагается содержание мелкодисперсного наполнителя в связующем в количестве 1 - 8% от веса связующего.
Технический результат, полученный при решении поставленной задачи, заключается в увеличении срока службы рукавного покрытия при санации трубопровода теплотрасс за счет снижения уровня внутренних напряжений в структуре покрытия, приводящих к трещинообразованию. Этот результат обеспечивается за счет послойной укладки волокнистых армирующих материалов в определенном порядке с учетом их плотности, а также за счет плавного режима отверждения пластика различными средами, позволяющими к тому же сократить затраты теплоносителя и времени. Дифференциация плотности армирующих наполнителей по толщине обеспечивает получение в композите низкого уровня остаточных напряжений, а следовательно, и его надежную работу в условиях жесткого воздействия рабочей среды и ее температурных колебаний в процессе эксплуатации теплотрассы. Достижению этого же результата служит дополнительное армирование матрицы в межволоконном пространстве силового слоя посредством введения мелкодисперсного наполнителя. При этом обеспечивается также дифференцированное содержание связующего по его толщине от минимального в слое, непосредственно контактирующем с металлом подлежащим ремонту трубы, до максимального в слое, контактирующем с резиной защитного слоя. Прочностные характеристики предлагаемого рукава, обеспечиваемые определенной последовательностью применения рабочих сред и оптимальных режимов отверждения, выше по сравнению с прототипом, что позволяет его размещать внутри ремонтируемой трубы методом "выворота".
Кроме того, техническим результатом может быть сокращение по времени технологического процесса санации трубопровода за счет совмещения операции отверждения пластика с операцией вулканизации резины в защитном слое.
Примеры конкретного осуществления способа с использованием рукава.
Пример 1. Рукав изготавливали из материалов с различным функциональным назначением. В качестве защитного герметичного слоя использовалась дубль-система из войлока на основе синтетических нитей марки КМ (ТУ- 1867888-90-ОПЗ), совмещенного с покрытием на базе этилен-пропиленового каучука марки "СКЭПТ" (ТУ- 38-403-590-88). Такой дубль-материал покрывали со стороны войлока слоем стеклоткани сатинового переплетения марки ТР-07, изготовленной из ровингов (ОСТ- 6-19-521-85). Слои армирующих материалов пропитывались эпоксидной смолой марки ЭД-22, с отвердителем "кислого" типа (изометил тетрагидрофталевый ангидрид). Перед пропиткой в связующее добавлялся 1 вес.% дисперсного наполнителя марки "аэросил" (ГОСТ 14922-69). При этом смесь тщательно перемешивалась до получения однородной системы. Весовое содержание волокнистых материалов в рукаве составляло от 2 % на внутренней поверхности рукава до 50% на наружной его поверхности от общего веса композиционного материала. Готовый санирующий рукав до стадии пропитки связующим выворачивался посредством сжатого воздуха таким образом, что слой резинового покрытия занимал внешнюю "позицию", а слои армирующего тканого материала оказывались внутри. Пропитку рукава осуществляли путем заливки связующего внутрь рукава и перераспределения его по всей длине рукава. Рукав размещали в ремонтируемой трубе методом "выворота". Затем в систему подавали водяной пар давлением с температурой 100 - 105oC 0,3 ати в течение 3 ч, при этом достигалось прижатие рукава к стенкам трубы и частичное отверждение связующего (а также частичная вулканизация каучука) с приданием рукаву необходимой формоустойчивости. После этого в трубу подавался холодный сжатый воздух давлением 0,5 ати в течение 30 мин, под действием которого ремонтное покрытие охлаждалось до нормальной температуры. Ремонтируемый участок трубопровода подсоединяли к магистральной системе теплотрассы с ее рабочими параметрами: температурой перегретой воды- 130oC при давлении 10 ати. Под действием рабочей среды теплотрассы осуществлялось полное отверждение композитной части санирующего покрытия и окончательная вулканизация каучука в защитном слое.
Пример 2. Осуществлялся аналогично примеру 1, но в качестве защитного слоя использовали цельнотканую систему из стеклоровингов (ТУ- 6-48-0209777-13-89), совмещенную со слоем синтетического каучука винилового типа марки СКТ (ТУ-38-103-694-89) на "шпрединг" машине. Со стороны тканой системы дубль-материал покрывали ровинговой стеклотканью марки ТР-65-ГВС-9 (ОСТ 6-19-521-85). Весовое содержание волокнистых материалов составляло 25 - 55 % от общего веса композитного материала. Рукав пропитывали эпоксидным связующим марки ЭХД (ТУ-6-05-1725-78), в которое добавляли 4 вес.% каолина марки (ГОСТ 19608-74). На первом этапе использовали водяной пар давлением 0,9 ати в течение 2 ч, на втором - сжатый воздух давлением 1,0 ати в течение 17 мин, на третьем - перегретую воду теплотрассы давлением 20 ати при 110oC.
Пример 3. Осуществляли аналогично примеру 1, но в качестве защитного слоя использовали дубль-материал из стеклоткани марки ТР (ОСТ 6-19-521-85) разреженной структуры, совмещенной с каучуком марки СКФ-26 (ГОСТ 18-376-79). Со стороны стеклоткани на рукав надевали цельнотканую оболочку полотняного переплетения из синтетических нитей. Весовое содержание волокнистых материалов в рукаве составило 3 - 65 % от общего веса композиционного материала. Рукав пропитывали эпоксидным связующим марки ЭТФ с отвердителем аминного типа, в которое добавляли 8 вес.% кварцевой муки (ГОСТ 19729-74). На первом этапе использовали водяной пар давлением 1,5 ати в течение 1 ч, на втором - сжатый воздух давлением 1,5 ати в течение 5 мин, на третьем - перегретую воду теплотрассы давлением 30 ати при 90oC.
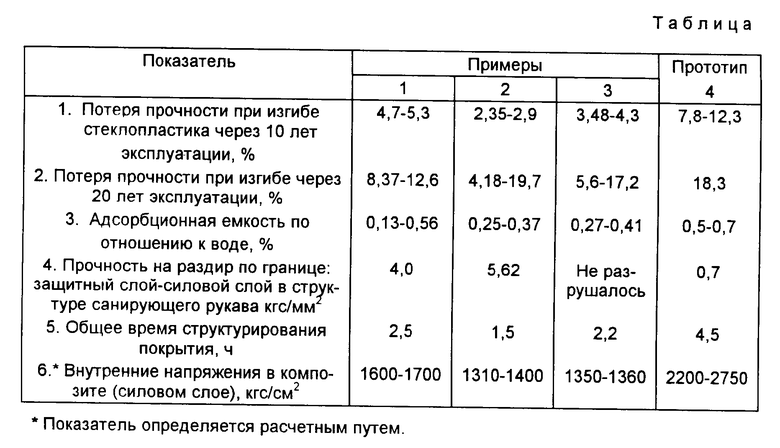
Пример 4 (по прототипу). Осуществляли аналогично примеру 1, но рукав воспроизводили по прототипу: стеклоткань марки ТР-07 на основе ровингов пропитывали эпоксидной смолой и размещали между двумя пленочными рукавами. Свойства санирующего рукава в сравнении с прототипом по примерам 1 - 4 приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2081368C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1994 |
|
RU2075687C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1994 |
|
RU2076990C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1993 |
|
RU2037732C1 |
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1997 |
|
RU2141072C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1993 |
|
RU2037420C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1995 |
|
RU2084751C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1993 |
|
RU2037734C1 |
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 1997 |
|
RU2141602C1 |
Рукав предназначен для защиты от коррозии трубопроводов при их строительстве и ремонте. Для защиты внутренней поверхности трубопровода теплотрассы в него вводят многослойный, пропитанный связующим, рукав. Прижатие и отверждение рукава осуществляют поэтапно водяным паром, сжатым воздухом и перегретой водой теплотрассы. Кроме того приведены диапазоны давлений, температур и времени воздействия теплоносителей на многослойный рукав. Качество санирования поверхности трубопровода повышается за счет уменьшения трещиностойкости покрытия. 2 с. и 3 з. п. ф-лы, 1 табл.
| RU, патент 2037732, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
