Настоящее изобретение относится к курительному изделию, имеющему полость на мундштучном конце, определенную полым трубчатым сегментом.
Сигареты с фильтром обычно содержат цилиндрический стержень наполнителя из резаного табака, окруженный бумажной оберткой, и цилиндрический фильтр, расположенный соосно с обернутым табачным стержнем и прилегающий к нему торцом к торцу. Цилиндрический фильтр, как правило, содержит фильтрующий материал, окруженный бумажной фицеллой. Традиционно, обернутый табачный стержень и фильтр соединены полосой ободковой обертки, обычно образованной из непрозрачного бумажного материала, который окружает всю длину фильтра и смежную часть обернутого табачного стержня. Также были предложены курительные изделия, имеющие полость на мундштучном конце своей секции фильтра.
Также в известном уровне техники был предложен ряд курительных изделий, в которых табак нагревается, а не сжигается. В нагреваемых курительных изделиях аэрозоль образуется в результате нагрева субстрата, образующего аэрозоль, такого как табак. К известным нагреваемым курительным изделиям относятся, например, курительные изделия, в которых аэрозоль создается путем электрического нагрева или путем передачи тепла от горючего топливного элемента или источника тепла на образующий аэрозоль субстрат. Во время курения летучие соединения высвобождаются из образующего аэрозоль субстрата в результате передачи тепла от источника тепла и захватываются воздухом, втягиваемым через курительное изделие. Когда высвобожденные соединения охлаждаются, они конденсируются с образованием аэрозоля, вдыхаемого потребителем. Известны также курительные изделия, в которых содержащий никотин аэрозоль получают из табачного материала, табачного экстракта или иного источника никотина без сжигания и в некоторых случаях без нагрева, например, посредством химической реакции.
Курительное изделие, содержащее фильтр, имеющий полый трубчатый элемент на мундштучном конце, известно из US 2009/0293894. Этот полый трубчатый элемент может быть образован, когда фильтр прикреплен к стержню курительного материала ободковой бумагой. Однако, полый трубчатый элемент предпочтительно включает цилиндрический элемент, такой как угольная трубка, которая обернута ободковой бумагой для придания дополнительной прочности фильтру. Способ производства курительного изделия, включающего полый трубчатый сегмент, образующий полость на мундштучном конце фильтра, известен из WO 2014/023555.
Желательно предоставить курительное изделие с фильтром, содержащее полость на мундштучном конце способствующую гомогенизации вдыхаемого дыма перед его поступлением в рот пользователя.
Соответственно, настоящее изобретение предусматривает курительное изделие, содержащее табачный стержень и фильтр, соединенный с табачным стержнем. Фильтр содержит по меньшей мере первый сегмент фильтра и полый трубчатый сегмент, расположенный ниже по потоку первого сегмента фильтра. Полый трубчатый сегмент образует полость на мундштучном конце фильтра, предусматривая канал для неограниченного потока, продолжающийся от расположенного ниже по потоку конца первого сегмента фильтра до мундштучного конца фильтра. Длина полого трубчатого сегмента составляет по меньшей мере приблизительно 25 процентов и менее чем приблизительно 50 процентов от общей длины фильтра. Дополнительно, курительное изделие содержит зону вентиляции, сообщающуюся с полостью на участке вдоль полого трубчатого сегмента. Зона вентиляции расположена на расстоянии от около 10 мм до около 15 мм выше по потоку от мундштучного конца фильтра.
Используемые в данном документе термины «выше по потоку» и «ниже по потоку» используются для описания относительных положений элементов или частей элементов курительного изделия относительно направления, в котором пользователь осуществляет затяжку курительного изделия во время его использования. Курительные изделия, описанные в данном документе, содержат задний, расположенный ниже по ходу потока конец и противоположный ему передний, расположенный выше по ходу потока конец. При использовании пользователь осуществляет затяжку расположенного ниже по потоку конца курительного изделия. Расположенный ниже по потоку конец, который также описан в качестве мундштучного конца, расположен ниже по потоку расположенного выше по потоку конца, который может быть также описан в качестве дальнего конца.
Выражение «неограниченный поток» используется на протяжении всего этого описания для указания того, что полый трубчатый сегмент внутри определяет канал, имеющий по существу постоянную площадь поперечного сечения для прохождения через нее дыма и воздуха. К тому же, выражение «канал для неограниченного потока» используется на протяжении всего этого описания для указания того, что полый трубчатый сегмент не содержит никакого объекта, который мог бы вызвать локальное ограничение потока дыма или воздуха. Другими словами, полый трубчатый сегмент является пустым. Таким образом, площадь поперечного сечения, доступная для прохождения через нее дыма и воздуха, является по существу постоянной на протяжении всей длины полого трубчатого сегмента и поток дыма и воздуха через полый трубчатый сегмент является в основном беспрепятственным.
Выражение «общая длина фильтра» используется на протяжении всего этого описания для ссылки на сумму длин различных компонентов, образующих фильтр. Таким образом, выражение «общая длина фильтра» должно рассматриваться в качестве ссылки по меньшей мере на сумму длины полого трубчатого сегмента и длины первого сегмента фильтра. Подобным образом, если курительное изделие содержит более одного сегмента фильтра, расположенного выше по потоку полого трубчатого сегмента, то выражение «общая длина фильтра» должно рассматриваться в качестве ссылки на сумму длины полого трубчатого сегмента и длины каждого из остальных сегментов фильтра в курительном изделии.
Согласно настоящему изобретению включение фильтра, содержащего неограниченный полый трубчатый сегмент и зону вентиляции с указанными выше характеристиками, преимущественно позволяет изготавливать курительные изделия, в которых достигнуто улучшенное распределение воздуха и вдыхаемого дыма на мундштучном конце. Без намерения ограничиваться теорией, под обеспечением зоны вентиляции, сообщающейся с неограниченным каналом, образованным внутри полой трубкой, подразумевается пропускание вихревого потока воздуха и вдыхаемого дыма через фильтр курительного изделия и, в частности, на расположенном ниже по потоку конце фильтра. Как известно, вихревые потоки способствуют гомогенизации текучих смесей, повышая скорости переноса массы, момента и энергии в потоке. Поскольку полый сегмент составляет по меньшей мере 25 процентов и менее чем приблизительно 50 процентов от общей длины фильтра, воздух, втягиваемый в фильтр через зону вентиляции и вдыхаемый дым имеют достаточно пространства для тщательного смешивания в условиях вихревого потока перед выходом из фильтра. Таким образом, в курительных изделиях согласно настоящему изобретению, преимущественно в рот пользователя поступают лучшим образом распределенный поток воздуха и вдыхаемый дым.
Дополнительно, длина сегмента или сегментов фильтра, расположенных выше по потоку полого трубчатого сегмента, таким образом, составляет по меньшей мере приблизительно 50 процентов от общей длины фильтра. Неограниченный полый трубчатый сегмент по существу не способствует увеличению сопротивления втягиванию (RTD) курительного изделия. В лучшем случае неограниченный полый трубчатый сегмент лишь косвенно способствует увеличению RTD курительного изделия. На практике неограниченный полый трубчатый сегмент может быть выполнен с возможностью генерирования RTD в диапазоне от приблизительно 1 мм H2O (приблизительно 10 Па) до приблизительно 20 мм H2O (приблизительно 200 Па). Предпочтительно, неограниченный полый трубчатый сегмент выполнен с возможностью генерирования RTD от приблизительно 2 мм H2O (приблизительно 20 Па) до приблизительно 10 мм H2O (приблизительно 100 Па). Поскольку сегмент или сегменты фильтра, расположенные выше по потоку неограниченного полого трубчатого сегмента, составляют по меньшей мере приблизительно 50 процентов от общей длины фильтра, тогда посредством выбора фильтрующего материала или материалов соответствующей плотности и с соответствующими характеристиками преимущественно возможно отрегулировать общее RTD курительного изделия до удовлетворительных уровней. В некоторых предпочтительных вариантах осуществления сегмент или сегменты фильтра, расположенные выше по потоку неограниченного полого трубчатого сегмента, составляют по меньшей мере приблизительно 60 процентов от общей длины фильтра.
Предпочтительно, длина полого трубчатого сегмента составляет менее чем приблизительно 25 мм. Предпочтительно, длина полого трубчатого сегмента составляет менее чем приблизительно 15 мм. В качестве дополнения или альтернативы длина полого трубчатого сегмента составляет по меньшей мере приблизительно 10 мм. В некоторых предпочтительных вариантах осуществления длина полого трубчатого сегмента составляет от приблизительно 10 мм до приблизительно 15 мм. Это не только предусматривает полость на мундштучном конце и канал для неограниченного потока соответствующего размера, но также гарантирует достаточное перекрытие между полым трубчатым сегментом и любой оберткой, которая может окружать полый трубчатый сегмент для удержания его в осевом выравнивании с сегментом фильтра или с табачным стержнем или с обоими. Такие обертки содержат фицеллы и полосы ободковой бумаги.
Зона вентиляции расположена на расстоянии по меньшей мере приблизительно 10 мм выше по потоку от мундштучного конца фильтра. Это преимущественно снижает вероятность того, что пользователь заблокирует зону вентиляции во время удерживания курительного изделия своими губами.
В качестве дополнения, зона вентиляции расположена на расстоянии менее чем приблизительно 15 мм выше по потоку от мундштучного конца фильтра. Когда зона вентиляции предпочтительно расположена на расстоянии от приблизительно 10 мм до приблизительно 15 мм выше по потоку от мундштучного конца фильтра, это обеспечивает наиболее подходящую длину канала для неограниченного потока для прохождения воздуха и дыма в вихревых условиях и, следовательно, для их тщательного смешивания перед тем, как они достигнут мундштучного конца курительного изделия.
Дополнительно или в качестве альтернативы, зона вентиляции расположена по меньшей мере приблизительно на 1 мм ниже по потоку от расположенного ниже по потоку конца первого сегмента фильтра, предпочтительно, по меньшей мере на 2 мм ниже по потоку от расположенного ниже по потоку конца первого сегмента фильтра. Более предпочтительно, зона вентиляции расположена на расстоянии по меньшей мере приблизительно 5 мм ниже по потоку от расположенного ниже по потоку конца первого сегмента фильтра. Еще предпочтительнее, зона вентиляции расположена на расстоянии по меньшей мере приблизительно 10 мм ниже по потоку от расположенного ниже по потоку конца первого сегмента фильтра. Таким образом, воздух, втягиваемый в полость, образованную полым трубчатым сегментом, по сути, в радиальном направлении встречается с вдыхаемым дымом, проходящим в полость из первого сегмента фильтра, по сути, в осевом направлении. Без намерения ограничиваться теорией, под этим подразумевается содействие протягиванию воздуха, втягиваемого в полость со стороны вдыхаемого дыма, проходящего в осевом направлении, благоприятствующее, таким образом, тщательному смешиванию и гомогенизации воздуха и вдыхаемого дыма внутри полости.
Предпочтительно, зона вентиляции содержит по меньшей мере один кольцевой ряд перфорационных отверстий, выполненных в полом трубчатом сегменте. В некоторых предпочтительных вариантах осуществления зона вентиляции содержит два кольцевых ряда перфорационных отверстий, выполненных в полом трубчатом сегменте. Например, перфорационные отверстия могут быть образованы в режиме реального времени во время изготовления курительного изделия. Предпочтительно, каждый кольцевой ряд перфорационных отверстий содержит от 8 до 30 перфорационных отверстий.
Табачный стержень, как правило, содержит заряд наполнителя из резаного табака, окруженный бумажной оберткой.
Полый трубчатый сегмент и сегмент или сегменты фильтра окружены полосами фицеллы. Предпочтительно, полый трубчатый сегмент и сегмент или сегменты фильтра окружены полосами непроницаемой фицеллы. В альтернативном варианте осуществления, полый трубчатый сегмент и сегмент или сегменты фильтра окружены полосой, по сути, воздухопроницаемой фицеллы, предпочтительнее, полоса фицеллы имеет проницаемость от приблизительно 7000 единиц Coresta до приблизительно 20000 единиц Coresta.
Фицелла может иметь основной вес менее чем приблизительно 120 г/м2, предпочтительно, менее чем приблизительно 100 г/м2, более предпочтительно, менее чем приблизительно 80 г/м2. В качестве дополнения или альтернативы фицелла может иметь основной вес по меньшей мере приблизительно 20 г/м2, предпочтительно по меньшей мере приблизительно 25 г/м2. Объединяющая фицелла предпочтительно имеет основной вес более чем приблизительно 20 г/м2.
Полоса фицеллы может быть прикреплена к полому трубчатому сегменту и сегменту или сегментам фильтра с использованием, например, клея. Если фильтр содержит полосу по существу воздухонепроницаемой фицеллы, тогда зона вентиляции предпочтительно содержит по меньшей мере один кольцевой ряд перфорационных отверстий, предусмотренных в части фицеллы. В качестве примера перфорационные отверстия через фицеллу могут быть образованы в режиме реального времени во время изготовления курительного изделия. Предпочтительно, кольцевой ряд или ряды перфорационных отверстий, предоставленных через часть фицеллы, по существу выровнены с соответствующим рядом или рядами перфорационных отверстий, выполненных в полом трубчатом сегменте.
Фильтр, содержащий полосу фицеллы, предпочтительно прикреплен к табачному стержню посредством полосы по существу непроницаемой ободковой бумаги. Ободковая обертка может содержать бумагу, имеющую основной вес менее чем приблизительно 70 г/м2, предпочтительно, менее чем приблизительно 50 г/м2. Ободковая обертка предпочтительно имеет основной вес более чем приблизительно 20 г/м2.
Полоса ободковой бумаги может проходить по всей длине фильтра и над частью табачного стержня. Таким образом, полоса ободковой бумаги может перекрывать перфорационные отверстия вентиляции, выполненные в полом трубчатом сегменте. В качестве альтернативы, полоса ободковой бумаги может проходить только по части фильтра и по части табачного стержня, то есть, по сути, на соединении фильтра и табачного стержня. Таким образом, по меньшей мере в некоторых вариантах осуществления, полоса ободковой бумаги может не перекрывать перфорационные отверстия вентиляции, выполненные в полом трубчатом сегменте.
При этом курительное изделие содержит полосу ободковой бумаги, проходящую по перфорационным отверстиям вентиляции, выполненным в полом трубчатом сегменте и/или обертке штранга фильтра, при этом полоса ободковой бумаги также содержит один или более рядов перфорационных отверстий вентиляции. Предпочтительно, кольцевой ряд или ряды перфорационных отверстий, выполненных в ободковой бумаге, по существу выровнены с соответствующим рядом или рядами перфорационных отверстий, выполненных в полом трубчатом сегменте и/или обертке штранга фильтра.
Как указано выше, курительные изделия в соответствии с настоящим изобретением могут содержать дополнительные сегменты фильтра в сочетании с первым сегментом фильтра. Например, в одном варианте осуществления курительное изделие дополнительно содержит концевой сегмент стержня фильтрующего материала между первым сегментом фильтра и табачным стержнем.
Фильтрующий материал внутри каждого сегмента фильтра курительного изделия предпочтительно является штрангом из волокнистого фильтрующего материала, такого как ацетатцеллюлозное волокно или бумага. Пластификатор фильтра может быть применен к волокнистому фильтрующему материалу традиционным образом посредством его распыления на разделенные волокна предпочтительно перед применением любого дополнительного материала к фильтрующему материалу. В качестве альтернативы или дополнения курительные изделия в соответствии с настоящим изобретением могут содержать один или несколько сегментов, содержащих уголь, предпочтительно концевой сегмент стержня, содержащий уголь.
Полый трубчатый сегмент предпочтительно образован из бумажного материала. Более предпочтительно, полый трубчатый сегмент образован из нескольких перекрывающихся бумажных слоев, таких как несколько параллельно скрученных бумажных слоев или несколько спирально скрученных бумажных слоев. Образование полого трубчатого сегмента из нескольких перекрывающихся бумажных слоев может способствовать улучшению сопротивления сжатию или деформации.
Предпочтительно, каждый полый трубчатый сегмент содержит по меньшей мере два бумажных слоя. В качестве альтернативы или дополнения каждый полый трубчатый сегмент предпочтительно содержит менее одиннадцати бумажных слоев.
Предпочтительно, толщина стенки полого трубчатого сегмента составляет по меньшей мере приблизительно 90 микрометров. Более предпочтительно, толщина стенки полого трубчатого сегмента составляет по меньшей мере приблизительно 100 микрометров. В качестве альтернативы или дополнения толщина стенки полого трубчатого сегмента составляет менее чем приблизительно 140 микрометров. Предпочтительно, толщина стенки полого трубчатого сегмента составляет менее чем приблизительно 130 микрометров. В некоторых предпочтительных вариантах осуществления толщина стенки полого трубчатого сегмента составляет от приблизительно 90 микрометров до приблизительно 140 микрометров, предпочтительно от 100 микрометров до 130 микрометров.
Приведенный в качестве примера способ образования сегмента трубки из нескольких скрученных бумажных слоев включает обертывание нескольких по существу непрерывных бумажных полосок путем перекрывания вокруг цилиндрического сердечника. Полоски обернуты параллельно или по спирали для образования по существу непрерывной трубки на сердечнике. Образованная трубка может быть повернута вокруг сердечника, например, с использованием резиновой ленты, таким образом, что бумажные слои непрерывно натянуты и обернуты вокруг сердечника. Образованная трубка может быть затем разрезана на необходимые длины ниже по потоку сердечника.
Одним фактором, который может ограничить способность полого трубчатого сегмента к сохранению своей овальности во время курения курительного изделия, является впитывание влаги в сегмент трубки во время курения. Следовательно, для препятствования перемещению влаги от одного бумажного слоя к следующему во время курения курительного изделия смежные бумажные слои каждого трубчатого элемента предпочтительно склеены вместе посредством промежуточного слоя клея, который предусматривает перегородку для передачи влаги между слоями.
В любом из описанных выше вариантов осуществления сопротивление полого трубчатого сегмента сжатию или деформации может являться таким, что разница между овальностью сегмента трубки после 50-процентной деформации фильтра и овальностью сегмента трубки перед деформацией составляет менее чем приблизительно 25 процентов, предпочтительно, менее чем приблизительно 20 процентов. Например, если овальность сегмента трубки перед деформацией составляет 5 процентов, то овальность сегмента трубки после 50-процентной деформации фильтра составляет предпочтительно менее чем 30 процентов, более предпочтительно менее чем 25 процентов. Конкретная методика испытания для проведения деформаций фильтра в соответствии с настоящим изобретением подробно описана далее.
Термин «овальность» в данном контексте означает степень отклонения от идеального круга. Овальность выражается в процентах, и математическое определение представлено далее.
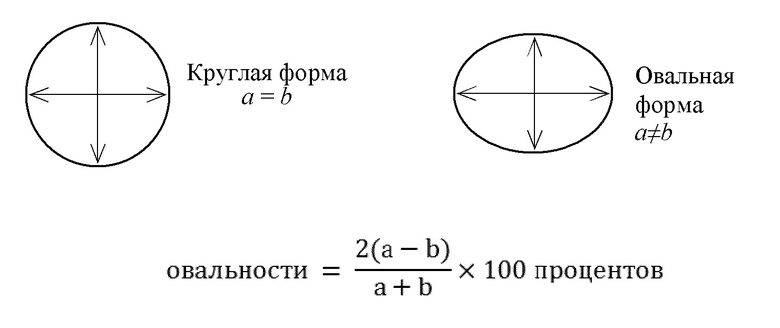
Поскольку фильтры курительного изделия обычно являются круглыми в поперечном сечении, то овальность полого трубчатого сегмента после 50-процентной деформации составляет предпочтительно менее чем приблизительно 25 процентов, более предпочтительно менее чем приблизительно 20 процентов. В данном случае полость на мундштучном конце курительных изделий в соответствии с настоящим изобретением будет сохранять или возобновлять обычно круглое поперечное сечение, даже после 50-процентной деформации фильтра. В качестве альтернативы или дополнения овальность сегмента трубки после 67-процентной деформации фильтра составляет предпочтительно менее чем приблизительно 35 процентов, более предпочтительно менее чем приблизительно 30 процентов.
В некоторых вариантах осуществления овальность полого трубчатого сегмента после 50-процентной деформации фильтра, выполненной после того, как курительное изделие было подвержено испытанию на курение, составляет предпочтительно менее чем приблизительно 35 процентов, более предпочтительно менее чем приблизительно 30 процентов. В качестве альтернативы или дополнения овальность сегмента трубки после 67-процентной деформации фильтра, выполненной после того, как курительное изделие было подвержено испытанию на курение, составляет предпочтительно менее чем приблизительно 45 процентов, более предпочтительно менее чем приблизительно 40 процентов. Это преимущественно предусматривает последовательность в овальности полости на мундштучном конце во время курения курительного изделия.
Испытание на курение, используемое для испытания курительных изделий в соответствии с настоящим изобретением, подробно описано далее. Если необходимо измерить овальность после тестов на деформацию, выполненных как перед, так и после курения, должны быть использованы два образца курительных изделий, имеющие одинаковую конструкцию. То есть недеформированное курительное изделие в невыкуренном состоянии должно быть использовано для испытания на деформацию перед курением, а недеформированные изделия, имеющие одинаковую конструкцию, подвергаются испытанию на курение и используются для испытания на деформацию после курения.
Как обсуждено выше, одним фактором, который может ограничить способность полого трубчатого сегмента к сохранению своей овальности во время курения курительного изделия, является впитывание влаги в сегмент трубки. Следовательно, полый трубчатый сегмент может содержать слой покрытия на своей внутренней поверхности, который может препятствовать впитыванию влаги в полый трубчатый сегмент. В данных вариантах осуществления, в которых полый трубчатый сегмент образуется из нескольких бумажных слоев, в качестве дополнения или альтернативы может быть предусмотрен слой покрытия между некоторыми или всеми смежными бумажными слоями. Подходящие материалы покрытия включают без ограничения воск, полимерные материалы и их сочетания. Особенно подходящий воск содержит растительный воск и другими особенно подходящими материалами являются этилцеллюлоза и нитроцеллюлоза.
Для увеличения сопротивления полого трубчатого сегмента разрушению фильтр предпочтительно имеет прочность на сжатие в невыкуренном состоянии по меньшей мере приблизительно 20 Ньютонов при 50-процентном сжатии. В качестве альтернативы или дополнения прочность на сжатие в невыкуренном состоянии фильтра при 50-процентном сжатии составляет предпочтительно менее чем приблизительно 50 Ньютонов. Термин «прочность на сжатие» означает измерение силы, необходимой, чтобы предусматривать определенное сжатие секции фильтра курительного изделия. Прочность на сжатие измеряется с помощью испытания на прочность при сжатии, подробно описанного далее, при этом прочность на сжатие заданной конструкции курительного изделия является средним значением измерений прочности на сжатие для образца из десяти курительных изделий, имеющих одинаковую конструкцию.
В некоторых вариантах осуществления может быть желательно предусматривать фильтр со средствами для высвобождения ароматизатора или другой добавки при необходимости, обычно посредством высвобождения вручную пользователем непосредственно перед курением изделия. Следовательно, фильтр может содержать по меньшей мере один сегмент фильтра, в том числе ароматизатор, содержащий материал, такой как, например, одну или несколько разрушаемых капсул, содержащих внешнюю оболочку и внутреннюю центральную часть, содержащую добавку. Предпочтительно, по меньшей мере один сегмент фильтра содержит одну или несколько разрушаемых капсул, распределенных внутри волокнистого фильтрующего материала. По меньшей мере один сегмент фильтра может являться первым сегментом фильтра или дополнительным сегментом фильтра, который может быть включен в фильтр, или их сочетанием.
В вариантах осуществления, включающих содержащий ароматизатор материал, по меньшей мере один сегмент фильтра, содержащий аромат, предпочтительно окружен фицеллой, которая по существу непроницаема для ароматизирующей добавки. Это преимущественно предотвращает перемещение добавки через фицеллу наружу курительного изделия, где она может нежелательно вступить в контакт с пальцами пользователя и может вызвать потускнение внешнего вида курительного изделия.
Методики испытания
Испытание на прочность при сжатии и деформации
Курительное изделие, которое должно быть испытано, располагается между плоской поверхностью и круглой пластиной напротив плоской поверхности, при этом круглая пластина имеет диаметр 10 мм. Круглая пластина, находящаяся рядом с мундштучным концом курительного изделия, расположена в 8 мм от мундштучного конца. Затем фильтр сжимается посредством перемещения круглой пластины в направлении плоской поверхности с постоянной скоростью 100 мм в секунду. Сила, прилагаемая круглой пластиной, увеличивается до тех пор, пока не будет достигнута необходимая деформация части курительного изделия между круглой пластиной и плоской поверхностью. Например, для достижения 50-процентной деформации сжимаемая часть курительного изделия сжимается до диаметра, равного 50 процентам от диаметра этой части перед сжатием. Подобным образом, для достижения 67-процентной деформации курительное изделие сжимается до тех пор, пока сжимаемая часть не уменьшится до диаметра, равного 33 процентам от диаметра этой части перед сжатием. Диаметр измеряется в направлении сжатия, которое является направлением, проходящим между плоской поверхностью и круглой пластиной. После достижения необходимого сжатия сила, необходимая, чтобы предусматривать это сжатие, указывается в качестве прочности на сжатие фильтра. Круглая пластина затем втягивается, так что сила сжатия удаляется. Курительное изделие оставляется на 30 секунд для расширения перед выполнением каких-либо дополнительных испытаний или измерений.
Испытание на курение
Для имитации курения курительного изделия курительное изделие подвергается стандартному испытанию на курение согласно условиям по ISO (35 мл затяжки продолжительностью 2 секунды каждая, каждые 60 секунд). В способе тестирования по ISO выкуривание курительного изделия обеспечивают с полностью открытой зоной вентиляции.
Настоящее изобретение будет далее описано, посредством примера, со ссылками на сопроводительные чертежи, на которых:
на фиг. 1 показано курительное изделие в соответствии с настоящим изобретением;
на фиг. 2 показан мундштучный конец курительного изделия, показанного на фиг. 1, с необернутым фильтром; и
на фиг. 3 показан приведенный в качестве примера способ образования трубчатого элемента для образования полых трубчатых сегментов в соответствии с настоящим изобретением.
На фиг. 1 и 2 проиллюстрировано курительное изделие 10 в соответствии с настоящим изобретением. Курительное изделие 10 содержит обернутый стержень 12 наполнителя из резаного табака, который крепится одним концом к выровненному по оси фильтру 14. Полоса ободковой бумаги 16 окружает фильтр 14 и часть обернутого стержня 12 из табака для соединения вместе двух частей курительного изделия 10.
Как показано на фиг. 2, фильтр 14 содержит полый трубчатый сегмент 18, первый сегмент 20 фильтра, который может содержать или не содержать аромат, и концевой сегмент 22 фильтра стержня. Полый трубчатый сегмент 18 и сегменты 20 и 22 фильтра окружены полосой объединяющей фицеллы 23, которая соединяет три сегмента для образования фильтра 14. Один или несколько сегментов 18, 20, 22 могут быть дополнительно обернуты в отдельную фицеллу.
Первый сегмент 20 фильтра и концевой сегмент 22 фильтра стержня образованы из подходящего фильтрующего материала, такого как ацетатцеллюлозное волокно. Кроме того, первый сегмент фильтра может содержать подходящий ароматизатор, который может быть предоставлен в виде одной или нескольких разрушаемых капсул, содержащихся внутри первого сегмента 20 фильтра. В данном случае, одна или несколько разрушаемых капсул разбивается пользователем, когда это необходимо, посредством сдавливания первого сегмента 20 фильтра между пальцами пользователя. Концевой сегмент 22 фильтра стержня содержит адсорбирующий материал, такой как угольный адсорбирующий материал.
Полый трубчатый сегмент 18 образует полость 24 на мундштучном конце в фильтре 14 и предоставляет канал для неограниченного потока, продолжающийся между расположенным ниже по потоку концом первого сегмента 20 фильтра и мундштучным концом фильтра 14. Более подробно, полый трубчатый сегмент 18 внутри определяет канал, имеющий по существу постоянную площадь поперечного сечения для прохождения через нее дыма и воздуха. К тому же, полый трубчатый сегмент 18 не содержит никакого объекта, который мог бы вызвать локальное ограничение потока дыма или воздуха. Таким образом, площадь поперечного сечения, доступная для прохождения через нее дыма и воздуха, является по существу постоянной на протяжении всей длины полого трубчатого сегмента 18 и поток дыма и воздуха через полый трубчатый сегмент 18 является беспрепятственным.
В варианте осуществления, показанном на фиг. 1 и 2, длина полого трубчатого сегмента 18 составляет приблизительно 35 процентов от общей длины фильтра. К тому же, полый трубчатый сегмент 18 может иметь толщину стенки от приблизительно 100 микрометров до приблизительно 130 микрометров.
Полый трубчатый сегмент 18 может быть образован из нескольких спирально скрученных бумажных слоев, которые могут дополнительно улучшить сопротивление деформации полости 24 на мундштучном конце, например, во время курения или во время разрушения одной или нескольких разрушаемых капсул, присутствующих в первом сегменте 20 фильтра. Овальность полого трубчатого сегмента после 50-процентной деформации фильтра 14 может составлять менее чем 25 процентов.
Курительное изделие 10 дополнительно содержит зону 26 вентиляции вдоль полого трубчатого сегмента 18. Более подробно, зона 26 вентиляции содержит ряд перфорационных отверстий, проходящих через стенку полого трубчатого сегмента 18. Два ряда перфорационных отверстий также проходят через полосу объединяющей фицеллы 23 и через полосу ободковой бумаги 16. Ряды перфорационных отверстий, проходящих через полосу объединяющей фицеллы 23 и через полосу ободковой бумаги 16, по существу выровнены с рядами перфорационных отверстий, проходящих через стенку полого трубчатого сегмента 18.
На фиг. 3 показан приведенный в качестве примера способ образования полого трубчатого элемента 30, который может быть разрезан для образования нескольких полых трубчатых сегментов для использования в образовании курительных изделий в соответствии с настоящим изобретением. Несколько непрерывных бумажных слоев 32 спирально скручено вокруг цилиндрической сердцевины 34 в шахматном перекрывающемся порядке. Подходящий клей может быть применен к одному или нескольким слоям 32 с использованием клейкого раствора 36 перед обмоткой каждого слоя вокруг сердцевины 34. Слои 32 прокладываются посредством резиновой ленты 38, так что образованный трубчатый элемент 30 вращается вокруг сердцевины 34 до тех пор, пока он разрезается на необходимые длины далее ниже по потоку.


Изобретение относится к курительному изделию. Курительное изделие (10) содержит табачный стержень (12) и фильтр (14), соединенный с табачным стержнем (12), при этом фильтр (14) содержит первый сегмент (20) фильтра и полый трубчатый сегмент (18), расположенный ниже по потоку от первого сегмента (20) фильтра, при этом полый трубчатый сегмент (18) образует полость на мундштучном конце фильтра с обеспечением канала для неограниченного потока, продолжающегося от расположенного ниже по потоку конца первого сегмента фильтра до мундштучного конца фильтра, причем длина полого трубчатого сегмента (18) составляет по меньшей мере приблизительно 25 процентов и менее чем приблизительно 50 процентов от общей длины фильтра и при этом курительное изделие содержит зону вентиляции (26), сообщающуюся с полостью на одном участке полого трубчатого сегмента (18), при этом зона вентиляции (26) расположена на расстоянии от приблизительно 10 мм до приблизительно 15 мм выше по потоку от мундштучного конца фильтра (14). Техническим результатом изобретения является создание курительного изделия с фильтром, содержащего полость на мундштучном конце, способствующую гомогенизации вдыхаемого дыма перед его поступлением в рот пользователя. 12 з.п. ф-лы, 3 ил.
1. Курительное изделие (10), содержащее:
табачный стержень (12) и
фильтр (14), соединенный с табачным стержнем (12), при этом фильтр (14) содержит:
первый сегмент (20) фильтра и
полый трубчатый сегмент (18), расположенный ниже по потоку от первого сегмента (20) фильтра, при этом полый трубчатый сегмент (18) образует полость на мундштучном конце фильтра с обеспечением канала для неограниченного потока, продолжающегося от расположенного ниже по потоку конца первого сегмента фильтра до мундштучного конца фильтра,
причем длина полого трубчатого сегмента (18) составляет по меньшей мере приблизительно 25 процентов и менее чем приблизительно 50 процентов от общей длины фильтра и при этом курительное изделие содержит зону вентиляции (26), сообщающуюся с полостью на одном участке полого трубчатого сегмента (18),
при этом зона вентиляции (26) расположена на расстоянии от приблизительно 10 мм до приблизительно 15 мм выше по потоку от мундштучного конца фильтра (14).
2. Курительное изделие по п. 1, отличающееся тем, что длина полого трубчатого сегмента (18) составляет менее чем приблизительно 25 мм.
3. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что длина полого трубчатого сегмента (18) составляет по меньшей мере приблизительно 10 мм.
4. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что зона вентиляции (26) расположена на расстоянии по меньшей мере приблизительно 1 мм ниже по потоку от расположенного ниже по потоку конца первого сегмента (20) фильтра.
5. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что зона вентиляции (26) содержит по меньшей мере один кольцевой ряд перфорационных отверстий, выполненных в полом трубчатом сегменте (18).
6. Курительное изделие по п. 5, отличающееся тем, что по меньшей мере один кольцевой ряд перфорационных отверстий содержит от 8 до 30 перфорационных отверстий.
7. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что толщина полого трубчатого сегмента (18) составляет от приблизительно 90 микрометров до приблизительно 140 микрометров.
8. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что толщина полого трубчатого сегмента (18) составляет от приблизительно 100 микрометров до приблизительно 130 микрометров.
9. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что полый трубчатый сегмент (18) образован из нескольких перекрывающихся бумажных слоев.
10. Курительное изделие по п. 9, отличающееся тем, что полый трубчатый сегмент (18) образован из нескольких спирально скрученных бумажных слоев.
11. Курительное изделие по п. 9 или 10, отличающееся тем, что смежные бумажные слои полого трубчатого сегмента (18) склеены вместе посредством промежуточного слоя клея.
12. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что разница между овальностью полого трубчатого сегмента (18) после 50-процентной деформации фильтра и овальностью полого трубчатого сегмента (18) перед деформацией фильтра составляет менее чем 25 процентов.
13. Курительное изделие по любому из предыдущих пунктов, отличающееся тем, что овальность полого трубчатого сегмента (18) после 50-процентной деформации фильтра составляет менее чем 25 процентов.
| US 20050066980 A1, 31.03.2005 | |||
| US 2009293894 A1, 03.12.2009 | |||
| WO 2008059377 A2, 22.05.2008. |

