Настоящее изобретение относится к курительному изделию, имеющему полость на мундштучном конце, образованную полым трубчатым сегментом.
Сигареты с фильтром обычно содержат цилиндрический стержень из наполнителя из резаного табака, окруженный бумажной оберткой, и цилиндрический фильтр, выровненный по оси с обернутым табачным стержнем с прилеганием торец к торцу. Цилиндрический фильтр обычно содержит фильтрующий материал, окруженный бумажной фицеллой. Обычно, обернутый табачный стержень и фильтр соединены с помощью полосы ободковой обертки, обычно образованной из непрозрачного бумажного материала, который окружает фильтр по всей его длине и смежный участок обернутого табачного стержня. Также были предложены курительные изделия, имеющие полость на мундштучном конце своей фильтрующей секции.
В уровне техники был также предложен ряд курительных изделий, в которых табак нагревают, а не сжигают. В нагреваемых курительных изделиях аэрозоль генерируется в результате нагрева образующего аэрозоль субстрата, такого как табак. Известные нагреваемые курительные изделия включают в себя, например, курительные изделия, в которых аэрозоль генерируется в результате электрического нагрева или в результате передачи тепла от горючего тепловыделяющего элемента или источника тепла на образующий аэрозоль субстрат. Во время курения летучие соединения выделяются из образующего аэрозоль субстрата в результате переноса тепла от источника тепла и захватываются воздухом, втягиваемым через курительное изделие. По мере охлаждения выделяющихся соединений они конденсируются с образованием аэрозоля, который вдыхается потребителем. Известны также курительные изделия, в которых никотиносодержащий аэрозоль генерируется из табачного материала, табачного экстракта или другого источника никотина без сгорания и, в некоторых случаях, без нагрева, например в результате химической реакции.
Как отмечалось выше, в некоторых случаях курительное изделие может иметь полость на мундштучном конце, фильтра. Такие полости на мундштучном конце обычно образованы вследствие выхода фицеллы и/или ободковой бумаги фильтра за пределы самого дальнего по ходу потока сегмента фильтрующего материала. Однако типовые фицеллы могут не обеспечивать достаточную прочность, в частности, при увеличении длины полости на мундштучном конце. Следовательно, существует риск деформации таких полостей на мундштучном конце. Кроме того, прочность фицеллы фильтра будет значительно снижаться по мере ее увлажнения из-за абсорбции влаги во время курения, вследствие чего дополнительно возрастает риск деформации.
Ранее было предложено использовать полую бумажную или картонную трубку для образования полости на мундштучном конце. Несмотря на повышение жесткости мундштучного конца фильтра перед курением, это не решает проблему повышения риска деформации полости на мундштучном конце по мере того, как материалы, образующие указанную полость, увлажняются во время курения. Как и в случае фицеллы, прочность бумажной трубки будет значительно снижаться по мере того, как бумажная трубка абсорбирует влагу во время курения, и, следовательно, бумажная трубка будет иметь повышенную тенденцию к деформации.
Следовательно, было бы желательно создать такое курительное изделие с полостью на мундштучном конце, структура которого обладала бы повышенной стойкостью к влаге и, следовательно, повышенной стойкостью к деформации во время курения. В то же самое время было бы желательно создать такое курительное изделие с фильтром, которое обеспечивало бы возможность его изготовления с использованием стандартного высокоскоростного оборудования и технологий, без необходимости в значительном изменении существующих машин и способов. Кроме того, было бы желательно создать указанное курительное изделие с фильтром без нежелательного изменения обычных ощущений от курения у пользователя.
Согласно настоящему изобретению, предложено курительное изделие, содержащее: табачный стержень; фильтр, выровненный по оси с табачным стержнем и содержащий полый трубчатый сегмент, толщина стенки которого составляет не более чем 0,9 мм; и фильтрующий участок, расположенный раньше по ходу потока относительно полого трубчатого сегмента и содержащий один или более фильтрующих сегментов. Полый трубчатый сегмент образует полость на мундштучном конце фильтра, обеспечивая недросселированный канал потока, который проходит от расположенного дальше по ходу потоку конца фильтрующего участка до мундштучного конца фильтра. Полый трубчатый сегмент образован из волоконного фильтрующего материала и содержит пластификатор фильтра, количество которого составляет по меньшей мере 22 процента от веса волоконного фильтрующего материала.
Согласно настоящему изобретению, предложен также фильтр для курительного изделия, содержащий полый трубчатый сегмент, толщина стенки которого составляет не более чем 0,9 мм; и фильтрующий участок, расположенный раньше по ходу потока относительно полого трубчатого сегмента и содержащий один или более фильтрующих сегментов. Полый трубчатый сегмент образует полость на мундштучном конце фильтра, обеспечивая недросселированный канал потока, проходящий от расположенного дальше по ходу потока конца фильтрующего участка до мундштучного конца фильтра. Полый трубчатый сегмент образован из волоконного фильтрующего материала и содержит пластификатор фильтра, количество которого составляет по меньшей мере 22 процента от веса волоконного фильтрующего материала.
В контексте данного документа термины «раньше по ходу потока» и «дальше по ходу потока» используются для описания относительных положений элементов или частей элементов курительного изделия относительно направления, в котором пользователь осуществляет затяжку на курительном изделии во время его использования. Курительные изделия, описанные в настоящем документе, содержат расположенный дальше по ходу потока конец и противоположный ему расположенный раньше по ходу потока конец. При использовании пользователь осуществляет затяжку на расположенном дальше по ходу потока конце курительного изделия. Расположенный дальше по ходу потока конец, который также описан как мундштучный конец, расположен дальше по ходу потока относительно расположенного раньше по ходу потока конца, который может быть также описан как дальний конец. «Расположенный дальше по ходу потока конец» фильтра согласно настоящему изобретению соответствует тому концу фильтра, который будет образовывать мундштучный конец фильтра в собранном курительном изделии.
Выражение «недросселированный поток» используется по всему данному описанию для указания на то, что полый трубчатый сегмент образует внутри себя канал, имеющий по существу постоянную площадь поперечного сечения для прохождения через него дыма и воздуха. Кроме того, выражение «недросселированный канал потока» используется по всему данному описанию для указания на то, что полый трубчатый сегмент не содержит каких-либо объектов, которые могли бы вызвать локальное дросселирование потока дыма и воздуха. Иначе говоря, полый трубчатый сегмент является пустым. Таким образом, площадь поперечного сечения, доступная для прохождения через нее дыма и воздуха, является по существу постоянной на протяжении всей длины полого трубчатого сегмента, и поток дыма и воздуха через полый трубчатый сегмент является по существу недросселированным потоком.
Недросселированный полый трубчатый сегмент по существу не вносит вклад в повышение сопротивления затяжке (resistance to draw, RTD) курительного изделия. В крайнем случае, недросселированный полый трубчатый сегмент лишь косвенно способствует повышению RTD курительного изделия. На практике недросселированный полый трубчатый сегмент может быть выполнен с возможностью создания RTD в диапазоне от приблизительно 1 мм H2O (приблизительно 10 Па) до приблизительно 20 мм H2O (приблизительно 200 Па). Предпочтительно, недросселированный полый трубчатый сегмент выполнен с возможностью создания RTD от приблизительно 2 мм H2O (приблизительно 20 Па) до приблизительно 10 мм H2O (приблизительно 100 Па).
В контексте данного документа термин «сопротивление затяжке» относится к давлению, требующемуся для принудительного прохождения воздуха по всей длине испытуемого объекта со скоростью 17,5 миллиметра в секунду при температуре 22 градуса по Цельсию и давлении 101 килопаскаль (760 Торр). Сопротивление затяжке выражается в миллиметрах водяного столба (мм H2O) и измеряется согласно ISO 6565:2011.
В курительных изделиях согласно настоящему изобретению полость на мундштучном конце образована в фильтре посредством полого трубчатого сегмента, содержащего комбинацию волоконного фильтрующего материала с пластификатором в количестве, которое значительно больше, чем в обычном фильтрующем жгуте. Таким образом обеспечивается жесткая структура полости на мундштучном конце, обладающая повышенной стойкостью к влаге, так что полость на мундштучном конце остается по существу жесткой при увлажнении фильтра во время курения, благодаря чему сводится к минимуму риск деформации полости на мундштучном конце.
Благодаря использованию жесткого полого трубчатого сегмента, который по существу сохраняет свою жесткость во время курения, обеспечивается также возможность создания фильтра со сравнительно длинной полостью на мундштучном конце, без значительного повышения риска того, что полость на мундштучном конце будет нестойкой к деформации.
В курительных изделиях согласно настоящему изобретению полый трубчатый сегмент обеспечивает возможность достижения требуемой жесткости и стойкости к влаге, несмотря на сравнительно малую толщину стенки, составляющую 0,9 мм или менее. Таким образом обеспечивается преимущество, состоящее в минимизации визуального воздействия полого трубчатого сегмента, а также в минимизации влияния полого трубчатого сегмента на поток дыма через фильтр.
Полый трубчатый сегмент курительного изделия согласно настоящему изобретению образован в виде кольцевого сегмента из волоконного фильтрующего материала в комбинации с пластификатором. Волоконный фильтрующий материал, содержащий пластификатор, сжат для обеспечения толщины стенки не более чем приблизительно 0,9 мм, предпочтительно не более чем приблизительно 0,8 мм, более предпочтительно не более чем 0,6 мм.
Предпочтительно, толщина стенки полого трубчатого сегмента составляет по меньшей мере приблизительно 0,3 миллиметра.
«Толщина стенки» полого трубчатого сегмента соответствует толщине стенки в радиальном направлении. Она может быть измерена, например, с использованием штангенциркуля. Предпочтительно, толщина стенки является по существу постоянной по всей окружности стенки полого трубчатого сегмента. Тем не менее, в случае, если толщина стенки не является по существу постоянной, эта толщина стенки предпочтительно составляет не более чем 0,9 мм в любой точке на окружности полого трубчатого сегмента.
Предпочтительно, плотность волоконного фильтрующего материала в полом трубчатом сегменте составляет по меньшей мере 0,6 грамма на кубический сантиметр, более предпочтительно по меньшей мере 0,7 грамма на кубический сантиметр, более предпочтительно по меньшей мере 0,8 грамма на кубический сантиметр. Для целей настоящего изобретения, термин «плотность» в отношении волоконного фильтрующего материала относится к плотности волоконного фильтрующего материала с включенным в него пластификатором. Указанная плотность может быть определена путем деления общего веса полого трубчатого сегмента на общий объем полого трубчатого сегмента, причем общий объем может быть вычислен с использованием надлежащих измерений полого трубчатого сегмента, осуществленных, например, с использованием штангенциркуля. При необходимости, надлежащие размеры могут быть измерены с использованием микроскопа.
Плотность волоконного фильтрующего материала может быть повышена путем сжатия волоконного фильтрующего материала во время изготовления полого трубчатого сегмента. Благодаря обеспечению повышенной плотности по сравнению с обычными волоконными фильтрующими сегментами, обеспечивается преимущество, состоящее в возможности достижения требуемых жесткости и стойкости к влаге без дополнительного уменьшения толщины стенки.
Предпочтительно, длина полого трубчатого сегмента составляет по меньшей мере приблизительно 25 процентов от общей длины фильтра, более предпочтительно по меньшей мере приблизительно 30 процентов от общей длины фильтра, более предпочтительно по меньшей мере приблизительно 40 процентов от общей длины фильтра, более предпочтительно по меньшей мере приблизительно 50 процентов от общей длины фильтра. Как указано выше, улучшенные свойства полого трубчатого сегмента и повышенная стойкость к влаге обеспечивают возможность образования сравнительно длинной полости на мундштучном конце в фильтре. Выражение «общая длина фильтра» используется по всему данному описанию для обозначения суммы длин различных компонентов, образующих фильтр.
Предпочтительно, длина полого трубчатого сегмента составляет менее чем приблизительно 80 процентов от общей длины фильтра, более предпочтительно менее чем приблизительно 70 процентов. Таким образом, длина фильтрующего участка, расположенного раньше по ходу потока относительно полого трубчатого сегмента, должна составлять по меньшей мере приблизительно 20 процентов от общей длины фильтра.
Предпочтительно, длина полого трубчатого сегмента составляет менее чем приблизительно 30 мм. Более предпочтительно, длина полого трубчатого сегмента составляет менее чем приблизительно 20 мм. Еще более предпочтительно, длина полого трубчатого сегмента составляет менее чем приблизительно 15 мм. Дополнительно или в качестве альтернативы, длина полого трубчатого сегмента составляет по меньшей мере приблизительно 8 мм. Предпочтительно, длина полого трубчатого сегмента составляет по меньшей мере приблизительно 10 мм. В некоторых предпочтительных вариантах осуществления длина полого трубчатого сегмента составляет от приблизительно 8 мм до приблизительно 30 мм, более предпочтительно от приблизительно 10 мм до приблизительно 20 мм, еще более предпочтительно от приблизительно 10 до приблизительно 15 мм, наиболее предпочтительно приблизительно 10 мм. Таким образом не только обеспечивается полость на мундштучном конце и недросселированный канал потока, имеющий надлежащий размер, но также гарантируется достаточное перекрытие между полым трубчатым сегментом и любой оберткой, которая может окружать полый трубчатый сегмент для удержания его в состоянии осевого выравнивания с фильтрующим сегментом и/или с табачным стержнем. Такие обертки содержат фицеллы и полосы ободковой бумаги.
В предпочтительных вариантах осуществления полый трубчатый сегмент имеет внешний диаметр, который по существу соответствует внешнему диаметру фильтрующего участка фильтра. Это облегчает объединение и обертывание полого трубчатого сегмента вместе с другими сегментами фильтра и обеспечивает возможность изготовления фильтра и генерирующего аэрозоль изделия с использованием существующих высокоскоростных объединительных машин и процессов.
Предпочтительно, твердость фильтра в области полости на мундштучном конце составляет по меньшей мере приблизительно 90 процентов, более предпочтительно по меньшей мере приблизительно 92 процента и наиболее предпочтительно по меньшей мере приблизительно 94 процента при измерении до курения. Это соответствует «сухой твердости» фильтра в области полости на мундштучном конце.
Предпочтительно, влажная твердость фильтра в области полости на мундштучном конце отличается не более чем приблизительно на 10 процентов от сухой твердости фильтра в области полости на мундштучном конце, как определено выше. «Влажная твердость» соответствует твердости фильтра после того, как фильтр был погружен воду в течение 5 секунд при температуре 22 градуса по Цельсию. Более предпочтительно, влажная твердость фильтра в области полости на мундштучном конце отличается не более чем приблизительно на 5 процентов от сухой твердости курительного изделия в области полости на мундштучном конце. Это означает, что воздействие влаги на полый трубчатый сегмент по существу не оказывает влияния на твердость этого полого трубчатого сегмента. Следовательно, для полого трубчатого сегмента обеспечивается возможность по существу сохранения его жесткости во время курения, так что риск деформации является незначительным.
Предпочтительно, влажная твердость фильтра в области полости на мундштучном конце составляет по меньшей мере 85 процентов, более предпочтительно 90 процентов. Особо предпочтительно, как сухая твердость, так и влажная твердость фильтра в области полости на мундштучном конце составляют по меньшей мере приблизительно 90 процентов.
В отличие от этого, соответствующая влажная твердость фильтра уровня техники, имеющего бумажную трубку, образующую полость на мундштучном конце, обычно составляет по меньшей мере на 40 процентов ниже, чем сухая твердость, что указывает на значительное снижение жесткости области полости на мундштучном конце после воздействия влаги на фильтр.
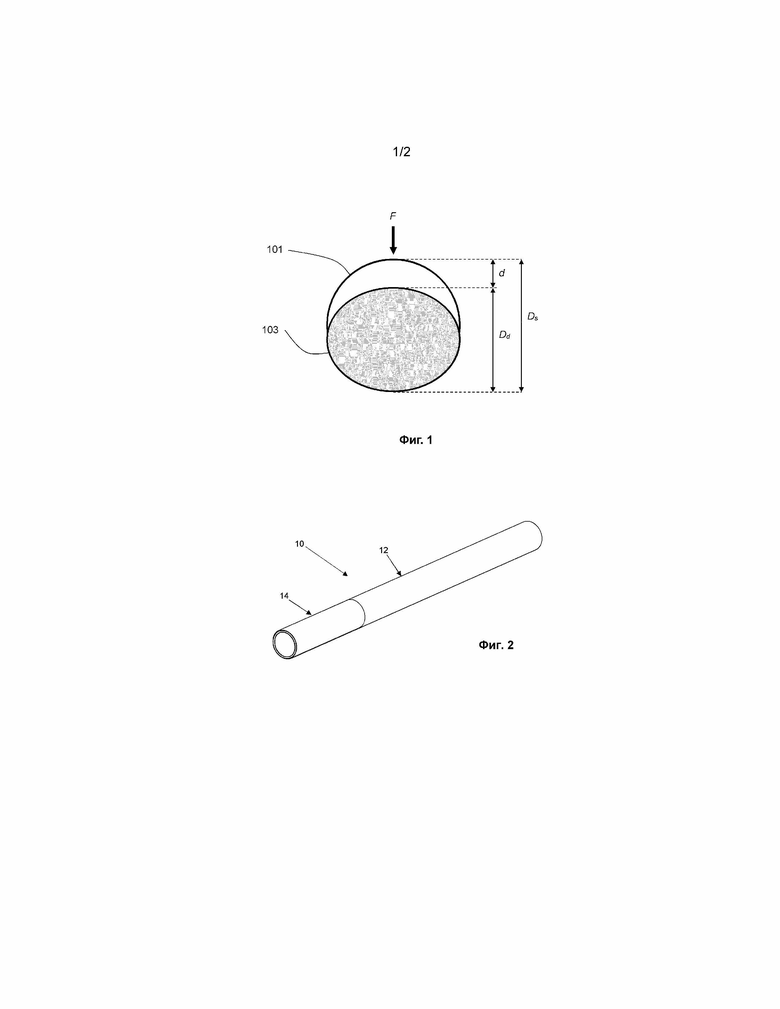
Термин «твердость», используемый в данном описании, обозначает сопротивление деформации. Твердость обычно выражают в процентах. На фиг. 1 показан фильтр 101 до приложения нагрузки F и тот же самый фильтр 103 во время приложения нагрузки F. До приложения нагрузки F фильтр 101 имеет диаметр DS. После приложения установленной нагрузки в течение установленного периода времени (но при сохранении приложения нагрузки) фильтр 103 имеет (уменьшенный) диаметр Dd. Сжатие d=DS - Dd. Согласно фиг. 1, твердость определяется следующим образом:
где DS - диаметр исходного (несжатого) фильтра, и Dd - диаметр сжатого фильтра после приложения установленной нагрузки в течение установленного периода времени. Чем тверже материал, тем ближе его твердость к 100%.
Тест для определения твердости фильтра может быть осуществлен с использованием стандартной процедуры применения измерителя твердости Borgwaldt Hardness Tester H10 (производится и поставлятся на рынок компанией Heinr Borgwaldt GmbH, Германия).
В некоторых предпочтительных вариантах осуществления полый трубчатый сегмент имеет по существу круглую форму поперечного сечения. В других предпочтительных вариантах осуществления полый трубчатый сегмент имеет некруглую форму поперечного сечения, например овальную или эллиптическую форму поперечного сечения. Во всех вариантах осуществления форма поперечного сечения курительного изделия предпочтительно является по существу одинаковой по всей длине курительного изделия, включая полый трубчатый сегмент.
Как описано выше, полые трубчатые сегменты курительных изделий согласно настоящему изобретению образованы из волоконного фильтрующего материала в сочетании с повышенным количеством пластификатора фильтра.
Подходящие волоконные фильтрующие материалы для образования полого трубчатого сегмента должны быть известны специалистам. Предпочтительно, полый трубчатый сегмент образован из ацетилцеллюлозного жгута.
Предпочтительно, фильтрующий материал полого трубчатого сегмента содержит волокна с весовым номером в денье на нить (denier per filament, dpf) от приблизительно 3,5 dpf до приблизительно 9 dpf, более предпочтительно от приблизительно 5 dpf до приблизительно 8 dpf.
Предпочтительно, фильтрующий материал полого трубчатого сегмента содержит волокна с общим весовым номером в денье (total denier, td) от приблизительно 25000 td до приблизительно 50000 td, более предпочтительно от приблизительно 35000 td до приблизительно 50000 td.
Подходящие пластификаторы для использования в полом трубчатом сегменте включают в себя, но без ограничения, триацетин, триэтиленгликольдиацетат (TEGDA), этиленвинилацетат, поливиниловый спирт, крахмал и их комбинации.
Согласно настоящему изобретению, полый трубчатый сегмент содержит пластификатор фильтра в количестве, соответствующем по меньшей мере приблизительно 22 процентам от веса волоконного фильтрующего материала, более предпочтительно по меньшей мере приблизительно 23 процентам от веса волоконного фильтрующего материала, более предпочтительно по меньшей мере приблизительно 24 процентам от веса волоконного фильтрующего материала.
Предпочтительно, количество пластификатора фильтра составляет не более чем приблизительно 30 процентов от веса волоконного фильтрующего материала, более предпочтительно не более чем приблизительно 28 процентов от веса волоконного фильтрующего материала, и наиболее предпочтительно не более чем 26 процентов от веса волоконного фильтрующего материала.
Предпочтительно, количество пластификатора фильтра составляет от приблизительно 22 процентов до приблизительно 30 процентов от веса волоконного фильтрующего материала, более предпочтительно от приблизительно 23 процентов до приблизительно 28 процентов от веса волоконного фильтрующего материала, и наиболее предпочтительно от приблизительно 24 процентов до приблизительно 26 процентов от веса волоконного фильтрующего материала.
Предпочтительно, пластификатор фильтра нанесен на волокна фильтрующего материала до сжатия волокон с образованием кольцевой формы. Подходящие устройства и способы нанесения пластификатора фильтра на фильтрующие волокна должны быть известны специалистам.
Предпочтительно, курительные изделия согласно настоящему изобретению содержат вентиляционную зону, содержащую по меньшей мере один окружной ряд перфорационных отверстий, выполненных вокруг фильтрующего участка. Благодаря наличию указанного по меньшей мере одного окружного ряда перфорационных отверстий вокруг фильтрующего участка, исключено влияние вентилирующего ввода воздуха внутрь фильтра на структуру полости на мундштучном конце. Вдыхаемый дым может быть разбавлен раньше по ходу потока относительно полости на мундштучном конце и дополнительно смешан с воздухом по мере прохождения через полость на мундштучном конце.
Предпочтительно, указанный по меньшей мере один окружной ряд перфорационных отверстий расположен на расстоянии по меньшей мере приблизительно 5 мм раньше по ходу потока относительно расположенного дальше по ходу потока конца фильтрующего участка. В более предпочтительных вариантах осуществления, указанный по меньшей мере один окружной ряд перфорационных отверстий расположен на расстоянии по меньшей мере приблизительно 8 мм раньше по ходу потока относительно расположенного дальше по ходу потока конца фильтрующего участка. Таким образом обеспечивается преимущество, состоящее в снижении вероятности того, что потребитель перекроет вентиляционную зону, когда будет удерживать курительное изделие своими губами или пальцами.
Дополнительно или в качестве альтернативы, указанный по меньшей мере один окружной ряд перфорационных отверстий предпочтительно расположен на расстоянии менее чем приблизительно 12 мм раньше по ходу потока относительно расположенного дальше по ходу потока конца фильтрующего участка. Более предпочтительно, указанный по меньшей мере один окружной ряд перфорационных отверстий предпочтительно расположен на расстоянии менее чем приблизительно 10 мм раньше по ходу потока относительно расположенного дальше по ходу потока конца фильтрующего участка. Это позволяет обеспечить, чтобы указанный по меньшей мере один окружной ряд перфорационных отверстий не был расположен слишком близко к табачному стержню.
Дополнительно или в качестве альтернативы, указанный по меньшей мере один окружной ряд перфорационных отверстий может быть расположен на расстоянии от мундштучного конца фильтра, которое составляет по меньшей мере приблизительно 50 процентов от общей длины фильтра. Предпочтительно, указанный меньшей мере один окружной ряд перфорационных отверстий расположен на расстоянии от мундштучного конца фильтра, которое составляет по меньшей мере приблизительно 70 процентов от общей длины фильтра.
В некоторых предпочтительных вариантах осуществления вентиляционная зона содержит два окружных ряда перфорационных отверстий, выполненных вокруг фильтрующего участка. Предпочтительно, каждый окружной ряд перфорационных отверстий содержит от 8 до 30 перфорационных отверстий.
Фильтрующие участки фильтров курительных изделий согласно настоящему изобретению содержат один или более фильтрующих сегментов, расположенных раньше по ходу потока относительно полого трубчатого сегмента.
В предпочтительных вариантах осуществления фильтрующий участок содержит первый фильтрующий сегмент, расположенный раньше по ходу потока относительно полого трубчатого сегмента. Предпочтительно, длина первого фильтрующего сегмента составляет по меньшей мере приблизительно 8 мм. В некоторых предпочтительных вариантах осуществления длина первого фильтрующего сегмента составляет по меньшей мере приблизительно 10 мм. В качестве альтернативы или дополнительно, длина первого фильтрующего сегмента составляет менее приблизительно 14 мм. В предпочтительных вариантах осуществления длина первого фильтрующего сегмента составляет от приблизительно 8 мм до приблизительно 14 мм, более предпочтительно от приблизительно 10 мм до приблизительно 14 мм. В некоторых предпочтительных вариантах осуществления длина первого фильтрующего сегмента составляет приблизительно 12 мм.
В некоторых вариантах осуществления согласно настоящему изобретению длина полого трубчатого сегмента отличается не более чем на 5 мм от длины первого фильтрующего сегмента. В более предпочтительных вариантах осуществления длина полого трубчатого сегмента отличается не более чем на 2 мм от длины первого фильтрующего сегмента. В качестве альтернативы или дополнительно, в некоторых вариантах осуществления согласно настоящему изобретению длина полого трубчатого сегмента составляет меньше, чем длина первого фильтрующего сегмента.
В определенных вариантах осуществления согласно изобретению длина первого фильтрующего сегмента составляет по меньшей мере приблизительно 10 процентов от общей длины фильтра. Предпочтительно, длина первого фильтрующего сегмента составляет по меньшей мере приблизительно 20 процентов от общей длины фильтра. Более предпочтительно, длина первого фильтрующего сегмента составляет по меньшей мере приблизительно 30 процентов от общей длины фильтра. В качестве альтернативы или дополнительно, длина первого фильтрующего сегмента может составлять менее чем приблизительно 80 процентов от общей длины фильтра. Предпочтительно, длина первого фильтрующего сегмента составляет менее чем приблизительно 60 процентов от общей длины фильтра. Более предпочтительно, длина первого фильтрующего сегмента составляет менее чем приблизительно 40 процентов от общей длины фильтра.
В некоторых предпочтительных вариантах осуществления длина первого фильтрующего сегмента составляет от приблизительно 10 процентов до приблизительно 80 процентов от общей длины фильтра. В более предпочтительных вариантах осуществления длина первого фильтрующего сегмента составляет от приблизительно 20 процентов до приблизительно 60 процентов от общей длины фильтра. В еще более предпочтительных вариантах осуществления длина первого фильтрующего сегмента составляет от приблизительно 30 процентов до приблизительно 40 процентов от общей длины фильтра.
В некоторых предпочтительных вариантах осуществления настоящего изобретения суммарная длина полого трубчатого сегмента и первого фильтрующего сегмента составляет по меньшей мере приблизительно 35 процентов от общей длины фильтра. Предпочтительно, суммарная длина полого трубчатого сегмента и первого фильтрующего сегмента составляет по меньшей мере приблизительно 50 процентов от общей длины фильтра. Более предпочтительно, суммарная длина полого трубчатого сегмента и первого фильтрующего сегмента составляет по меньшей мере приблизительно 70 процентов от общей длины фильтра.
Полый трубчатый сегмент и один или более фильтрующих сегментов фильтрующего участка предпочтительно окружены полосой фицеллы, именуемой далее объединяющей фицеллой. Предпочтительно, объединяющая фицелла является непроницаемой.
Предпочтительно, объединяющая фицелла имеет плотность менее чем приблизительно 120 грамм на квадратный метр, предпочтительно менее чем приблизительно 100 грамм на квадратный метр, более предпочтительно менее чем приблизительно 90 грамм на квадратный метр. Дополнительно или в качестве альтернативы, объединяющая фицелла предпочтительно имеет плотность по меньшей мере приблизительно 70 грамм на квадратный метр, предпочтительно по меньшей мере приблизительно 80 грамм на квадратный метр. Объединяющая фицелла может иметь плотность от приблизительно 120 грамм на квадратный метр до приблизительно 70 грамм на квадратный метр, предпочтительно от приблизительно 80 грамм на квадратный метр до приблизительно 100 грамм на квадратный метр. Более предпочтительно, фицелла имеет плотность приблизительно 80 грамм на квадратный метр. Благодаря применению объединяющей фицеллы для получения такой сравнительно высокой плотности, фильтрующие сегменты, которые расположены раньше по ходу потока относительно полого трубчатого сегмента, способны показывать прочность, которая сравнима с прочностью фильтра на полом трубчатом сегменте. Таким образом обеспечивается преимущество, состоящее в возможности создания у потребителя ощущения того, что фильтр имеет в целом равномерную прочность по всей своей длине, и, следовательно, обеспечения меньшей заметности присутствия полого трубчатого сегмента.
Предпочтительно, объединяющая фицелла имеет толщину по меньшей мере приблизительно 80 микрометров, более предпочтительно толщину по меньшей мере приблизительно 100 микрометров. Предпочтительно, объединяющая фицелла имеет толщину менее чем приблизительно 180 микрометров, более предпочтительно толщину менее чем приблизительно 140 микрометров. Благодаря применению объединяющей фицеллы для получения такой сравнительно большой толщины, сегменты фильтра, которые расположены раньше по ходу потока относительно полого трубчатого сегмента, способны показывать прочность, которая сравнима с прочностью фильтра на полом трубчатом сегменте. Таким образом обеспечивается преимущество, состоящее в возможности создания у потребителя ощущения того, что фильтр имеет в целом равномерную прочность по всей своей длине и, следовательно, обеспечения меньшей заметности присутствия полого трубчатого сегмента.
Объединяющая фицелла может быть прикреплена к полому трубчатому сегменту и к одному или более фильтрующим сегментам фильтрующего участка с использованием, например, адгезива. Если фильтр содержит по существу воздухонепроницаемую объединяющую фицеллу, то этот фильтр предпочтительно содержит по меньшей мере один окружной ряд перфорационных отверстий, проходящих через участок объединяющей фицеллы. В качестве примера, перфорационные отверстия, проходящие через фицеллу, могут быть образованы на производственной линии в процессе изготовления курительного изделия. Предпочтительно, указанный окружной ряд или ряды перфорационных отверстий, проходящих через участок объединяющей фицеллы, по существу выровнены с участком первого фильтрующего сегмента.
Фильтр, содержащий объединяющую фицеллу, предпочтительно прикреплен к табачному стержню посредством полосы по существу непроницаемой ободковой бумаги. Ободковая обертка может содержать бумагу, имеющую плотность менее чем приблизительно 70 грамм на квадратный метр, предпочтительно менее чем приблизительно 50 грамм на квадратный метр. Ободковая обертка предпочтительно имеет плотность более чем приблизительно 20 грамм на квадратный метр.
Полоса ободковой бумаги может проходить по всей длине фильтра и поверх участка табачного стержня. Таким образом, полоса ободковой бумаги может перекрывать вентиляционные перфорационные отверстия, выполненные вокруг первого фильтрующего сегмента. В таких вариантах осуществления вентиляционные перфорационные отверстия предпочтительно проходят через полосу ободковой бумаги.
Как указано выше, указанные один или более фильтрующих сегментов фильтрующего участка могут содержать дополнительные фильтрующие сегменты в сочетании с первым фильтрующим сегментом. Например, в одном варианте осуществления курительное изделие дополнительно содержит образованный из фильтрующего материала концевой сегмент стороны стержня, расположенный между первым фильтрующим сегментом и табачным стержнем. Фильтр может содержать один или более дополнительных фильтрующих сегментов между первым концевым сегментом и концевым сегментом стороны стержня. Однако в предпочтительных вариантах осуществления выполненный из фильтрующего материала концевой сегмент стороны стержня примыкает к первой фильтрующей секции. В более предпочтительных вариантах осуществления выполненный из фильтрующего материала концевой сегмент стороны стержня примыкает как к первому фильтрующему сегменту, так и к табачному стержню.
Предпочтительно, длина выполненного из фильтрующего материала концевого сегмента стороны стержня отличается не более чем приблизительно на 5 мм от длины первого фильтрующего сегмента. Более предпочтительно, длина выполненного из фильтрующего материала концевого сегмента стороны стержня отличается не более чем приблизительно на 1 мм от длины первого фильтрующего сегмента. В некоторых особо предпочтительных вариантах осуществления длина выполненного из фильтрующего материала концевого сегмента стороны стержня является по существу такой же, что и длина первого фильтрующего сегмента.
В некоторых предпочтительных вариантах осуществления длина выполненного из фильтрующего материала концевого сегмента стороны стержня составляет по меньшей мере приблизительно 20 процентов от общей длины фильтра. Более предпочтительно, длина выполненного из фильтрующего материала концевого сегмента стороны стержня составляет по меньшей мере приблизительно 30 процентов от общей длины фильтра.
В качестве альтернативы или дополнительно, длина выполненного из фильтрующего материала концевого сегмента стороны стержня составляет менее чем приблизительно 80 процентов от общей длины фильтра. Предпочтительно, длина выполненного из фильтрующего материала концевого сегмента стороны стержня составляет менее приблизительно 50 процентов от общей длины фильтра.
В некоторых предпочтительных вариантах осуществления длина выполненного из фильтрующего материала концевого сегмента стороны стержня составляет от приблизительно 20 процентов до приблизительно 80 процентов от общей длины фильтра. В более предпочтительных вариантах осуществления длина выполненного из фильтрующего материала концевого сегмента стороны стержня составляет от приблизительно 30 процентов до приблизительно 50 процентов от общей длины фильтра.
Фильтрующий материал внутри каждого фильтрующего сегмента курительного изделия предпочтительно представляет собой заглушку из волоконного фильтрующего материала, такого как ацетилцеллюлозное волокно или бумага. Пластификатор фильтра может быть нанесен на волоконный фильтрующий материал обычным способом, путем его распыления на разделенные волокна, предпочтительно перед нанесением любого дополнительного материала на фильтрующий материал. В качестве альтернативы или дополнительно, курительные изделия согласно настоящему изобретению могут содержать один или более сегментов, содержащих одну или более добавок. Эти добавки могут включать в себя, но без ограничения, ароматизаторы и частицы углерода.
Предпочтительно, концевой сегмент стороны стержня содержит частицы углерода. Предпочтительно, углерод представляет собой активированный уголь. В предпочтительных вариантах осуществления плотность частиц углерода в концевом сегменте стороны стержня составляет по меньшей мере приблизительно 1 миллиграмм углерода на миллиметр фильтрующего материала. Более предпочтительно, плотность частиц углерода в концевом сегменте стороны стержня составляет по меньшей мере приблизительно 5 миллиграмм углерода на миллиметр фильтрующего материала. Плотность частиц углерода в концевом сегменте стороны стержня может составлять не более чем приблизительно 15 миллиграмм углерода на миллиметр фильтрующего материала, предпочтительно не более чем 10 миллиграмм углерода на миллиметр фильтрующего материала.
Плотность частиц углерода в концевом сегменте стороны стержня может составлять от приблизительно 1 миллиграмм углерода на миллиметр фильтрующего материала до приблизительно 15 миллиграмм углерода на миллиметр фильтрующего материала, предпочтительно от приблизительно 5 миллиграмм углерода на миллиметр фильтрующего материала до приблизительно 10 миллиграмм углерода на миллиметр фильтрующего материала.
В некоторых вариантах осуществления может быть желательно обеспечить фильтр со средствами для выделения ароматизатора или другой добавки по требованию, обычно путем выделения, инициируемого вручную пользователем непосредственно перед курением изделия. Следовательно, фильтр может содержать по меньшей мере один фильтрующий сегмент, содержащий ароматический материал, например такой, как одна или более разрушаемых капсул, содержащих внешнюю оболочку и внутреннюю сердцевину, заключающую в себе добавку. Предпочтительно, указанный по меньшей мере один фильтрующий сегмент содержит одну или более разрушаемых капсул, распределенных внутри волоконного фильтрующего материала. Указанный по меньшей мере один фильтрующий сегмент может представлять собой первый фильтрующий сегмент или дополнительным фильтрующий сегмент, который может быть включен в фильтр, или их сочетание.
В вариантах осуществления, содержащих материал, заключающий в себе ароматизатор, указанный по меньшей мере один фильтрующий сегмент, заключающий в себе ароматизатор, предпочтительно окружен фицеллой, которая по существу непроницаема для ароматической добавки. Таким образом обеспечивается преимущество, состоящее в препятствовании переносу добавки через фицеллу на внешнюю сторону курительного изделия, где может произойти ее нежелательное вступление в контакт с пальцами потребителя и потускнение внешнего вида курительного изделия.
Табачный стержень может содержать любой подходящий тип или типы табачного материала или заменителя табака, в любом подходящем виде.
Настоящее изобретение будет далее описано исключительно на примерах, со ссылками на сопроводительные графические материалы, на которых:
на фиг. 1 проиллюстрировано приведенное выше определение твердости;
на фиг. 2 показано курительное изделие согласно настоящему изобретению; и
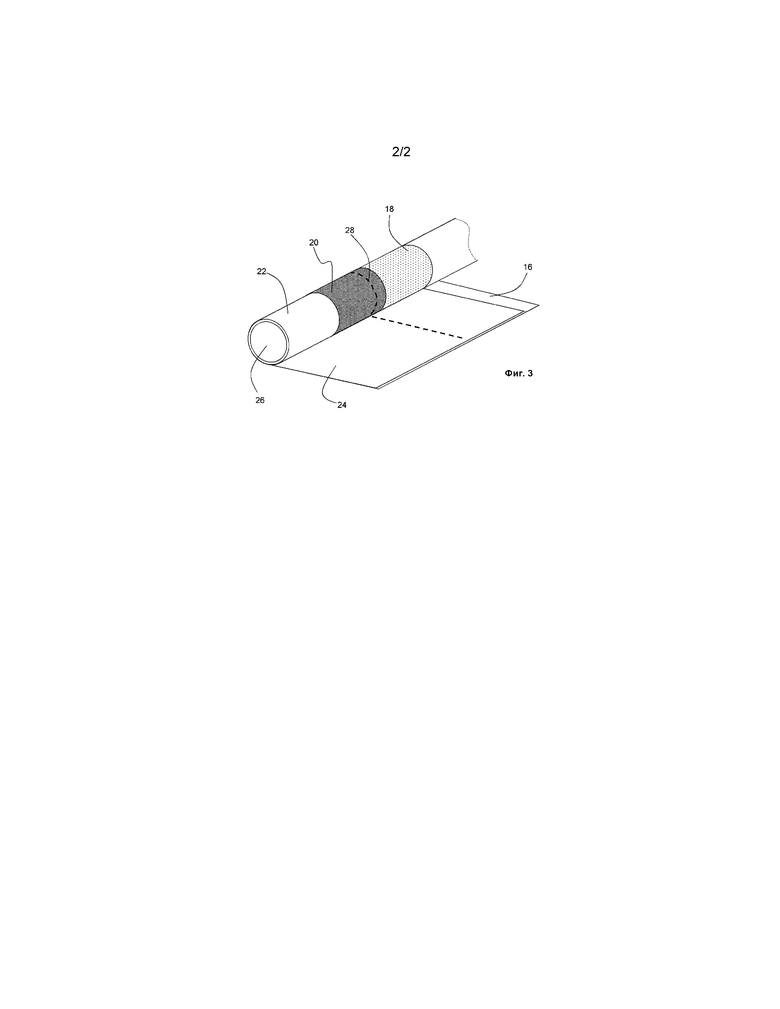
на фиг. 3 показано курительное изделие по фиг. 2 в необернутом состоянии.
На фиг. 2 и фиг. 3 показано курительное изделие 10 согласно настоящему изобретению. Курительное изделие 10 содержит обернутый стержень 12 из резаного табачного наполнителя, прикрепленный одним концом к выровненному по оси фильтру 14. Полоса ободковой бумаги 16 окружает фильтр 14 и участок обернутого стержня 12 из табака для соединения вместе этих двух частей курительного изделия 10.
Как показано на фиг. 3, фильтр 14 содержит полый трубчатый сегмент 24, первый фильтрующий сегмент 20, который может содержать, а может и не содержать ароматизатор, и концевой фильтрующий сегмент 18 стороны стержня. Расположенный раньше по ходу потока конец полого трубчатого сегмента 22 примыкает к расположенному дальше по ходу потока концу первого фильтрующего сегмента 20. Расположенный раньше по ходу потока конец первого фильтрующего сегмента 20 примыкает к расположенному дальше по ходу потока концу концевого фильтрующего сегмента 18 стороны стержня. Расположенный раньше по ходу потока конец концевого фильтрующего сегмента 18 стороны стержня примыкает к табачному стержню 12. Полый трубчатый сегмент имеет длину 10 мм. Первый фильтрующий сегмент имеет длину 12 мм. Концевой фильтрующий сегмент стороны стержня имеет длину 12 мм. Общая длина фильтра составляет 34 мм.
Полый трубчатый сегмент 22 и фильтрующие сегменты 20 и 18 окружены полосой объединяющей фицеллы 24, которая соединяет три указанных сегмента для образования фильтра 14. Один или более сегментов 18, 20, 22 могут быть дополнительно обернуты в отдельную фицеллу.
Первый фильтрующий сегмент 20 и концевой фильтрующий сегмент 18 стороны стержня образованы из подходящего фильтрующего материала, такого как ацетилцеллюлозный жгут. Кроме того, первый фильтрующий сегмент 20 может содержать подходящий ароматизатор, который может быть выполнен в виде одной или более ломких капсул, заключенных внутри первого фильтрующего сегмента 20. В этом случае указанные одна или более ломких капсул разрушаются потребителем при необходимости, путем сдавливания первого фильтрующего сегмента 20 между пальцами пользователя. Концевой фильтрующий сегмент 18 стороны стержня содержит адсорбирующий материал, такой как адсорбирующий материал на основе углерода.
Полый трубчатый сегмент 22 образует полость 26 на мундштучном конце в фильтре 14 и обеспечивает недросселированный канал потока, который проходит между расположенным дальше по ходу потока концом первого фильтрующего сегмента 20 и мундштучным концом фильтра 14. Более конкретно, полый трубчатый сегмент 22 образует внутри себя канал, имеющий по существу постоянную площадь поперечного сечения для прохождения через нее дыма и воздуха. Кроме того, полый трубчатый сегмент 22 не содержит каких-либо объектов, которые могли бы вызвать локальное дросселирование потока дыма и воздуха. Таким образом, площадь поперечного сечения, доступная для прохождения через нее дыма и воздуха, является по существу постоянной по всей длине полого трубчатого сегмента 22, и поток дыма и воздуха через полый трубчатый сегмент 22 является недросселированным.
Полый трубчатый сегмент 22 представляет собой кольцевой сегмент, образованный из ацетилцеллюлозного жгута с триацетиновым пластификатором. Количество триацетина в ацетилцеллюлозном жгуте соответствует диапазону от 22 процентов до 26 процентов от веса ацетилцеллюлозного жгута. Толщина стенки полого трубчатого сегмента составляет 0,6 мм, а плотность составляет приблизительно 1 грамм на кубический сантиметр.
В фильтре 14 сухая твердость на мундштучном конце составляет приблизительно 96 процентов, а влажная твердость составляет приблизительно 92 процента при измерении согласно вышеописанной процедуре тестирования на твердость. Указанные значения твердости показывают, что полый трубчатый сегмент 22 имеет очень высокую стойкость к влаге, так что жесткость полого трубчатого сегмента по существу сохраняется при увлажнении фильтра. Следовательно, стойкость к деформации полости 24 на мундштучном конце по существу сохраняется во время курения курительного изделия 10.
Курительное изделие 10 дополнительно содержит вентиляционную зону 28 в месте, расположенном вдоль первого фильтрующего сегмента 20. Более конкретно, вентиляционная зона 28 содержит ряд перфорационных отверстий, проходящих через первый фильтрующий сегмент 20. Ряд перфорационных отверстий расположен на расстоянии 10 мм раньше по ходу потока относительно расположенного дальше по ходу потока конца первого фильтрующего сегмента. Ряд перфорационных отверстий проходит также через полосу объединяющей фицеллы 24 и через полосу ободковой бумаги 16. Ряд перфорационных отверстий, проходящих через полосу объединяющей фицеллы 24 и через полосу ободковой бумаги 16, по существу выровнен с рядом перфорационных отверстий, проходящих через первый фильтрующий сегмент 20.
Курительное изделие (10) содержит: табачный стержень (12); фильтр (14), выровненный по оси с табачным стержнем и содержащий: полый трубчатый сегмент (22), толщина стенки которого составляет не более чем 0,9 мм; и фильтрующий участок, расположенный раньше по ходу потока относительно полого трубчатого сегмента (22) и содержащий один или более фильтрующих сегментов (18, 20). Полый трубчатый сегмент (22) образует полость (26) на мундштучном конце фильтра (14), обеспечивая недросселированный канал потока, который проходит от расположенного дальше по ходу потока конца фильтрующего участка до мундштучного конца фильтра (14). Полый трубчатый сегмент (22) образован из волоконного фильтрующего материала и содержит пластификатор фильтра, причем количество пластификатора фильтра составляет по меньшей мере 22% от веса волоконного фильтрующего материала. 2 н. и 13 з.п. ф-лы, 3 ил.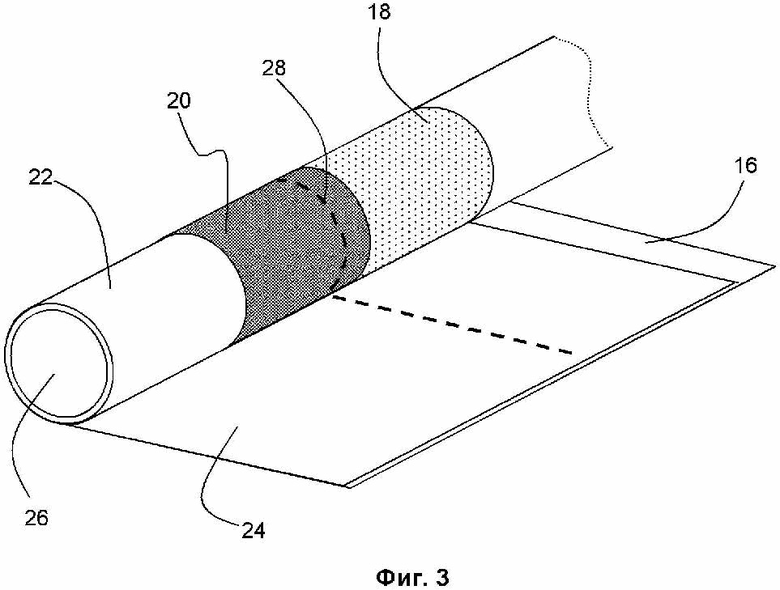
1. Курительное изделие, содержащее:
табачный стержень;
фильтр, выровненный по оси с табачным стержнем и содержащий:
полый трубчатый сегмент, толщина стенки которого составляет не более чем 0,9 мм; и
фильтрующий участок, расположенный раньше по ходу потока относительно полого трубчатого сегмента и содержащий один или более фильтрующих сегментов;
причем полый трубчатый сегмент образует полость на мундштучном конце фильтра, обеспечивая недросселированный канал потока, который проходит от расположенного дальше по ходу потока конца фильтрующего участка до мундштучного конца фильтра; и
полый трубчатый сегмент образован из волоконного фильтрующего материала и содержит пластификатор фильтра, причем количество пластификатора фильтра составляет по меньшей мере 22% от веса волоконного фильтрующего материала.
2. Курительное изделие по п. 1, в котором толщина стенки полого трубчатого сегмента составляет не более чем 0,6 мм.
3. Курительное изделие по п. 1 или 2, в котором толщина стенки полого трубчатого сегмента составляет по меньшей мере 0,3 мм.
4. Курительное изделие по любому из пп. 1-3, в котором плотность волоконного фильтрующего материала в полом трубчатом сегменте составляет по меньшей мере 0,6 грамма на кубический сантиметр.
5. Курительное изделие по п. 4, в котором плотность волоконного фильтрующего материала в полом трубчатом сегменте составляет по меньшей мере 0,8 грамма на кубический сантиметр.
6. Курительное изделие по любому из предшествующих пунктов, в котором волоконный фильтрующий материал, образующий полый трубчатый сегмент, представляет собой ацетилцеллюлозу.
7. Курительное изделие по любому из предшествующих пунктов, в котором волоконный фильтрующий материал содержит волокна с весовым номером от 3,5 денье на нить до 9 денье на нить.
8. Курительное изделие по любому из предшествующих пунктов, в котором волоконный фильтрующий материал содержит волокна с общим весовым номером от 25000 денье до 50000 денье.
9. Курительное изделие по любому из предшествующих пунктов, в котором пластификатор фильтра выбран из следующего: триацетин, триэтиленгликольдиацетат (TEGDA), этиленвинилацетат, поливиниловый спирт, крахмал или их комбинации.
10. Курительное изделие по любому из предшествующих пунктов, в котором количество пластификатора фильтра составляет не более чем 30% от веса волоконного фильтрующего материала.
11. Курительное изделие по любому из предшествующих пунктов, в котором длина полого трубчатого сегмента составляет по меньшей мере приблизительно 25% от общей длины фильтра.
12. Курительное изделие по любому из предшествующих пунктов, в котором влажная твердость фильтра в области полости на мундштучном конце отличается не более чем на 10% от сухой твердости фильтра в области полости на мундштучном конце.
13. Курительное изделие по любому из предшествующих пунктов, в котором влажная твердость фильтра в области полости на мундштучном конце составляет по меньшей мере 90%.
14. Курительное изделие по любому из предшествующих пунктов, в котором фильтр содержит вентиляционную зону, содержащую по меньшей мере один окружной ряд перфорационных отверстий, выполненных вокруг фильтрующего участка.
15. Фильтр для курительного изделия, содержащий:
полый трубчатый сегмент, толщина стенки которого составляет не более чем 0,9 мм; и
фильтрующий участок, расположенный раньше по ходу потока относительно полого трубчатого сегмента и содержащий один или более фильтрующих сегментов;
причем полый трубчатый сегмент образует полость на мундштучном конце фильтра, обеспечивая недросселированный канал потока, который проходит от расположенного дальше по ходу потока конца фильтрующего участка до мундштучного конца фильтра; и
полый трубчатый сегмент образован из волоконного фильтрующего материала и содержит пластификатор фильтра, причем количество пластификатора фильтра составляет по меньшей мере 22% от веса волоконного фильтрующего материала.
| WO 2014023557 A1, 13.02.2014 | |||
| WO 2014049118 A1, 03.04.2014 | |||
| WO 2015181354 A1, 03.12.2015 | |||
| УСТРОЙСТВО ОБРАБОТКИ ИНФОРМАЦИИ, СПОСОБ ОБРАБОТКИ ИНФОРМАЦИИ И ПРОГРАММА | 2014 |
|
RU2683262C2 |

