Область техники
Настоящее изобретение относится к упаковочной машине и упаковочному способу для изготовления пачки курительных изделий, снабженной, по меньшей мере, одной прокладкой, расположенной внутри группы сигарет.
В последующем описании для краткости дана ссылка на жесткую пачку сигарет с шарнирной крышкой, без потери широкой применимости.
Уровень техники
Обычно жесткая сигаретная пачка с шарнирной крышкой содержит внутреннюю упаковку, содержащую группу сигарет, и жесткий наружный кожух, вмещающий внутреннюю упаковку. внутренняя упаковка изначально полностью закрыта и имеет верхнюю часть, которую можно удалить путем отрывания (с надписью «тяни»), удаляемой при первом открывании сигаретной пачки для возможности извлечения сигарет, помещенных во внутренней упаковке.
В некоторых случаях группа сигарет имеет сокращенный размер, или группа сигарет значительно меньше объема наружного кожуха; в таких ситуациях используется, по меньшей мере, один наполнительный элемент (то есть, наполнитель), имеющий такой размер, что он занимает часть объема наружного кожуха, свободную от группы сигарет. Функция наполнительного элемента заключается в предотвращении поступления газа в сигаретную пачку и, таким образом, предотвращении «тряски» группы сигарет в сигаретной пачке; фактически, если бы группа сигарет могла свободно «трястись» в сигаретной пачке, перемещение группы сигарет во время обращения с сигаретной пачкой (как на этапе производства, так и во время распространения и продажи) подвергает сигареты механическому давлению, что может легко вызвать опустошение кончиков (то есть, потерю табачных частиц из свободных концов сигарет).
По возможному варианту выполнения, такому как описанный в патенте US 4771882 A1, наполнительный элемент располагают снаружи внутренней упаковки, возле самой внутренней упаковки. По альтернативному варианту выполнения, как описано, например, в публикации WO 2014/170829 A1, наполнительный элемент расположен внутри внутренней упаковки в непосредственном контакте с сигаретами, образующими группу сигарет. В последнем случае, то есть, когда наполнительный элемент расположен во внутренней упаковке, образование группы сигарет, снабженной наполнительным элементом, достаточно сложно, особенно из-за необходимости удерживать как сигареты, так и наполнительный элемент в правильном положении, пока соответствующий лист оберточного материала не обертывают вокруг группы сигарет. Кроме того, когда наполнительный элемент расположен во внутренней упаковке, извлечение сигарет может быть усложнено из-за наполнительного элемента между сигаретами, препятствующего захвату самих сигарет. Наконец, когда наполнительный элемент расположен во внутренней упаковке, открытая сигаретная пачка обычно выглядит неприятно (из-за присутствия наполнительного элемента между сигаретами) и в связи с этим не очень нравится курильщикам.
Патентная заявка ЕР 1052192 А1 раскрывает упаковочную машину для изготовления сигаретной пачки, содержащей жесткую емкость и мягкую внутреннюю упаковку, расположенную в жесткой емкости и вмещающую группу сигарет; при этом во внутренней упаковке возле группы сигарет расположен эластично деформируемый прессовой элемент, толкающий группу сигарет к боковой стенке внутренней упаковки. упаковочная машина содержит ленточный конвейер для изготовления групп, поддерживающий несколько группирующих гнезд, каждое из которых выполнено для содержания группы сигарет и соединено со вспомогательным гнездом, расположенным возле группирующего гнезда, а также выполнено для вмещения прессового элемента и образовано L-образной пластиной. В частности, каждый прессовой элемент вставляют в соответствующее вспомогательное гнездо до вставления группы сигарет в соответствующее группирующее гнездо; впоследствии, прессовой элемент и группу сигарет извлекают вместе для подачи в гнездо упаковочного колеса.
Сущность изобретения
Задачей настоящего изобретения является обеспечение упаковочной машины и упаковочного способа для изготовления пачки курительных изделий, снабженной, по меньшей мере, одной прокладкой, расположенной в группе курительных изделий, при этом упаковочный способ и упаковочная машина позволяют изготавливать группу курительных изделий эффективным образом и, в то же время, являются простыми и недорогостоящими в производстве.
По настоящему изобретению обеспечены упаковочная машина и упаковочный способ для изготовления пачки упаковочных изделий, снабженной, по меньшей мере, одной прокладкой в группе курительных изделий, как указано в прилагаемой формуле.
Краткое описание чертежей
Настоящее изобретение далее описано со ссылкой на сопровождающие чертежи, на которых представлены неограничивающие варианты выполнения, на которых:
Фиг. 1 - вид в перспективе спереди жесткой пачки сигарет в закрытой конфигурации, полученной по настоящему изобретению;
Фиг. 2 - вид спереди в перспективе пачки сигарет по Фиг. 1 в открытой конфигурации;
Фиг. 3 - вид сзади в перспективе пачки сигарет по Фиг. 1 в закрытой конфигурации;
Фиг. 4 - вид спереди в перспективе внутренней упаковки сигаретной пачки по Фиг. 1;
Фиг. 5 - вид спереди в перспективе внутренней упаковки по Фиг. 4 после извлечения отрывного участка;
Фиг. 6 - вид в перспективе группы сигарет и двух наполнительных элементов, расположенных во внутренней упаковке по Фиг. 4;
Фиг. 7 - вид в перспективе группы сигарет по Фиг. 6 и альтернативы наполнительных элементов по Фиг. 6;
Фиг. 8 - вид в поперечном сечении внутренней упаковки по Фиг. 4;
Фиг. 9 - вид спереди в перспективе другого варианта выполнения внутренней упаковки сигаретной пачки по Фиг. 1;
Фиг. 10 - вид спереди в перспективе внутренней упаковки по Фиг. 9 после извлечения отрывного участка;
Фиг. 11 - вид в перспективе группы сигарет и наполнительного элемента, содержащегося во внутренней упаковке по Фиг. 9;
Фиг. 12 - вид в перспективе группы сигарет по Фиг. 11 и альтернативны наполнительных элементов по Фиг. 11;
Фиг. 13 - вид в поперечном сечении внутренней упаковки по Фиг. 9;
Фиг. 14 - схематичный вид в перспективе упаковочной машины для изготовления сигаретной пачки по Фиг. 1;
Фиг. 15 - схематичный вид в перспективе узла для изготовления группы упаковочной машины по Фиг. 14;
Фиг. 16 и 17 - два вида спереди гнезда для выполнения группы узла для изготовления группы по Фиг. 15 дои после подачи группы сигарет;
Фиг. 18 и 19 - виды спереди альтернативного варианта выполнения гнезда для выполнения группы по Фиг. 16 и 17 до и после подачи группы сигарет; и
Фиг. 20, 21 и 22 - соответствующие виды в поперечном сечении трех дополнительных альтернатив внутренней упаковки сигаретной пачки по Фиг. 1.
Предпочтительные варианты выполнения изобретения
На Фиг. 1, 2 и 3 позицией 1 обозначена в целом жесткая сигаретная пачка. сигаретная пачка 1 содержит чашеобразную наружную емкость 2, выполненную из картона или жесткого картона, шарнирную крышку и вмещает внутреннюю упаковку 3 (частично видимую на Фиг. 2).
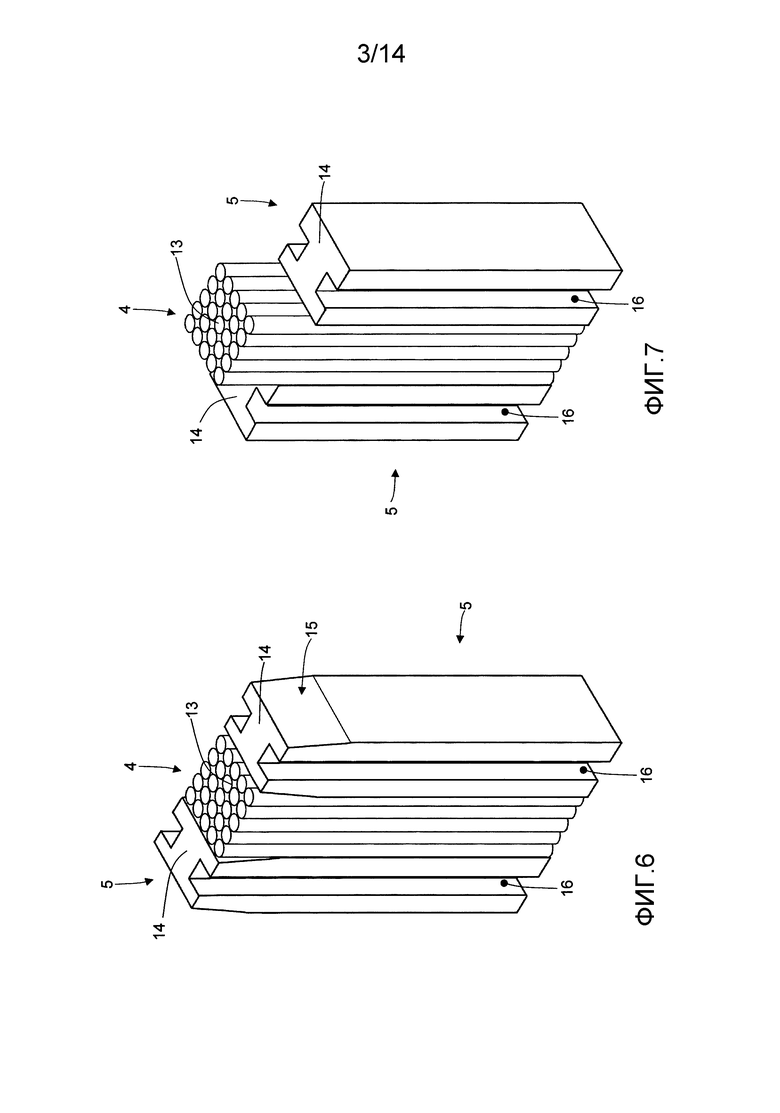
Как показано на Фиг. 4, 5 и 6, внутренняя упаковка 3 вмещает сигаретную группу 4, имеющую форму параллелепипеда, и пару прокладок 5 (то есть, прокладки 5 расположены во внутренней упаковке 3 возле группы 4 сигарет). По предпочтительному, но неограничивающему варианту выполнения, показанному на сопровождающих чертежах, каждая прокладка 5 выполнена наполненной (то есть, не полой) из пластикового материала низкой плотности (и, таким образом, имеет небольшой общий вес), например, из пенополистирола или губчатого материала; альтернативно каждая прокладка 5 также может быть выполнена в виде коробчатого корпуса (то есть, полой внутри) путем сгибания и стабилизации плоской заготовки из картона посредством клея.
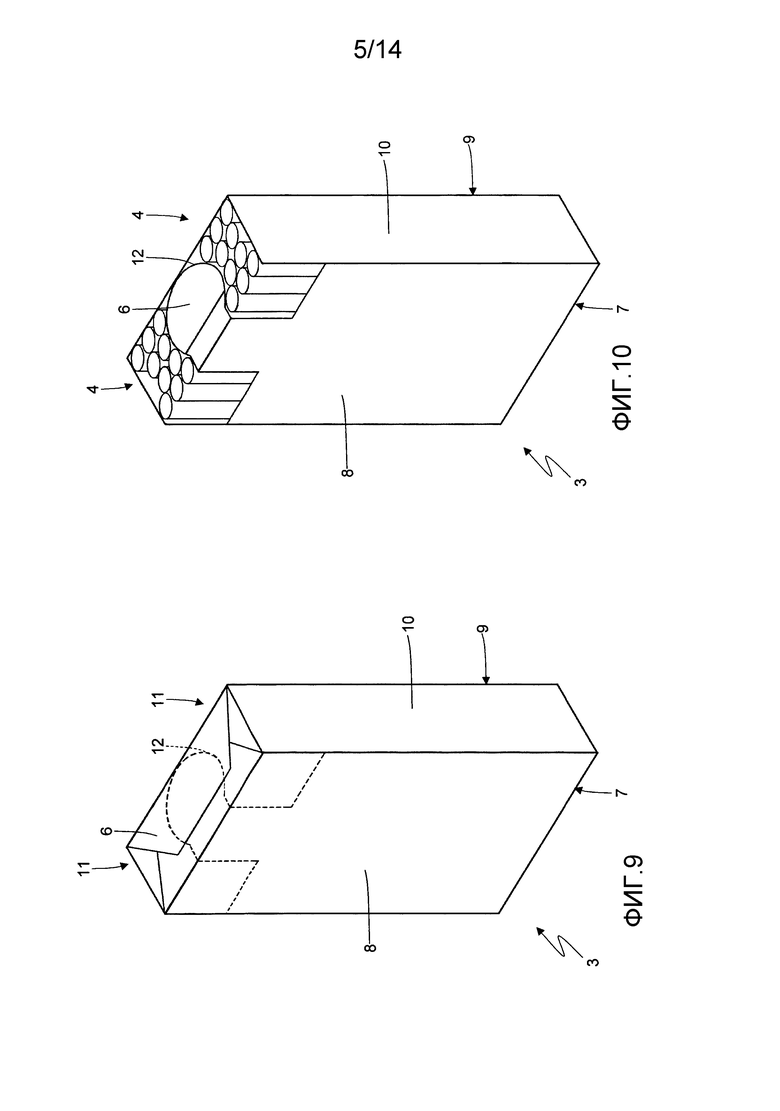
Как показано на Фиг. 4 и 5, внутренняя упаковка 3 имеет форму параллелепипеда и имеет верхнюю стенку 6 и нижнюю стенку 7, противоположные и параллельные друг другу, переднюю стенку 8 и заднюю стенку 9, противоположные и параллельные друг другу, и две боковые стенки 10, противоположные и параллельные друг другу. Кроме того, внутренняя упаковка 3 имеет отрываемый участок 11, отделенный от оставшейся части внутренней упаковки 3 заранее ослабленной линией 12 и выполненный для удаления путем отрывания в первый раз при открывании сигаретной пачки 1 для образования отверстия для извлечения, допускающего доступ к группе 4 сигарет, содержащихся во внутренней упаковке 3.
В предпочтительном варианте выполнения, показанном на сопровождающих чертежах, отрывной участок 11 внутренней упаковки 3 касается ограниченного участка верхней стенки 6 (то есть, только часть верхней стенки 6) и ограниченный участок передней стенки 8 (то есть, только часть передней стенки 8). В частности, как показано на Фиг. 6, группа 4 сигарет имеет верхнюю стенку 13, расположенную в контакте с внутренней поверхностью верхней стенки 6 внутренней упаковки 3 и полностью непокрытую (то есть, полностью открытую), когда отрывной участок 11 внутренней упаковки 3 удален (как показано на Фиг. 5); кроме того, каждая прокладка 5 имеет верхнюю стенку 14, расположенную в контакте с внутренней поверхностью верхней стенки 6 внутренней упаковки 3 и не открыт (то есть, полностью скрыт) при удалении отрывного участка 11 внутренней упаковки 3 (как показано на Фиг. 5). Другими словами, отрывной участок 11 внутренней упаковки 3 касается ограниченной части верхней стенки 6 внутренней упаковки 3, расположен соответственно только верхней стенке 13 группы 4 сигарет, и не соответственно верхней стенке 14 каждой прокладки 5. Затем, как показано на Фиг. 5, при удалении отрывного участка 11 внутренней упаковки 3, соответствующее отверстие для извлечения продолжается только на верхней стенке 13 группы 4 сигарет (открывая все и только верхнюю стенку 13 группы 4 сигарет) и не действует каким-либо образом на верхние стенки 14 прокладок 5.
По предпочтительному варианту выполнения верхняя стенка 14 каждой прокладки 5 приклеена к внутренней поверхности верхней стенки 6 внутренней упаковки 3. Другими словами, клей вложен между верхней стенкой 14 каждой прокладки 5 и внутренней поверхностью верхней стенки 6 внутренней упаковки 3, вызывая таким образом постоянное и прочное приклеивание. Таким образом, верхняя стенка 6 внутренней упаковки 3 надежно приклеивается к верхней стенке 14 каждой прокладки 5 путем «покрывания» самой верхней стенки 14 (то есть, покрывания полностью и постоянно верхней стенки 14).
По варианту выполнения по Фиг. 6 каждая прокладка 5 имеет ту же высоту (то есть, ту же продольную протяженность) группы 4 сигарет; следовательно, верхняя стенка 14 каждой прокладки 5 расположена в контакте с внутренней поверхностью верхней стенки 6 внутренней упаковки 3. В этом варианте выполнения верхняя часть (то есть, расположенная возле верхней стенки 6 внутренней упаковки 3) каждой прокладки 5 сужается от стороны верхней стенки 14 (то есть, вверх) для получения минимального поперечного измерения его верхней стенки 14; в частности, верхняя часть каждой прокладки 5 имеет две наклонные поверхности 15, противоположные друг другу, постепенно сокращающие поперечное сечение самой прокладки 5. Таким образом, верхняя часть каждой прокладки 5 отделена от группы 4 сигарет, оставляя свободное пространство между ней и группой 4 сигарет, упрощая, таким образом, захват сигарет (особенно когда группа 4 сигарет завершена или почти завершена, то есть, когда пачка 1 сигарет наполнена или почти наполнена).
В альтернативном варианте выполнения, показанном на Фиг. 7, каждая прокладка имеет высоту (то есть, продольное измерение) ниже группы 4 сигарет; следовательно, верхняя стенка 14 каждой прокладки 5 расположена на определенном расстоянии от внутренней поверхности верхней стенки 6 внутренней упаковки 3 (очевидно, в данном варианте выполнения верхняя стенка 14 каждой прокладки 5 не может быть приклеен к верхней стенке 6 внутренней упаковки 3). В этом варианте выполнения верхняя часть (то есть, расположенная возле верхней стенки 6 внутренней упаковки 3) каждой прокладки 5 не сужается от стороны верхней стенки 14 (то есть, вверх), поскольку меньшая высота прокладок 5 уже достаточна для легкого захвата сигарет.
В вариантах выполнения, показанных на Фиг. 6, 7 и 8, каждая прокладка 5 имеет прямоугольную форму в поперечном сечении и снабжена двумя желобами 16, продолжающимися продольно (то есть, вертикально, параллельно сигаретам группы 4 сигарет) и расположены симметрично, противоположно друг другу; при этом желоба 16 могут иметь прямоугольную форму в поперечном сечении (как показано на Фиг.6, 7 и 8) или любую другую форму. Функция желобов 16 заключается как в облегчении прокладок 5, так и в упрощении удержания прокладок 5 во время выполнения группы 4 сигарет (как лучше раскрыто далее). Для дополнительного облегчения прокладок 5 прокладки 5 могут иметь дополнительные желоба 16 (также расположенные на двух других боковых поверхностях самих прокладок 5) и/или также сквозные отверстия, расположенные внутри и продолжающиеся продольно (то есть, вертикально, параллельно сигаретам группы 4 сигарет).
Следует отметить, что прокладки 5 могут упрощать изготовления жестких сигаретных пачек 1 с закругленными углами и закругленными краями (общеизвестных как пачки с закругленными углами и скошенным краем, соответственно) в случае, когда, по меньшей мере, одна пара смежных продольных краев прокладки 5 имеет закругленный или скошенный участок, при этом прокладка 5 расположена во внутренней упаковке 3 с парой краев, расположенных на продольных краях наружной емкости 2. В результате, продольные края пачек 1 сигарет имеют более правильную форму, поддерживаемую прокладками 5, снабженными значительно большей механической жесткостью, чем опора, которую может предложить сигарета.
В вариантах выполнения, показанных на Фиг. 4-8, внутренняя упаковка 3 содержит одиночную группу 4 сигарет, расположенных в центре, и две двойных прокладки 5, расположенных сбоку на противоположных сторона группы 4 сигарет для вмещения между ними группы 4 сигарет. Следовательно, внутренняя упаковка 3 имеет одиночный отрывной участок 11, расположенный по центру (то есть, соответственно одиночной группе 4 сигарет).
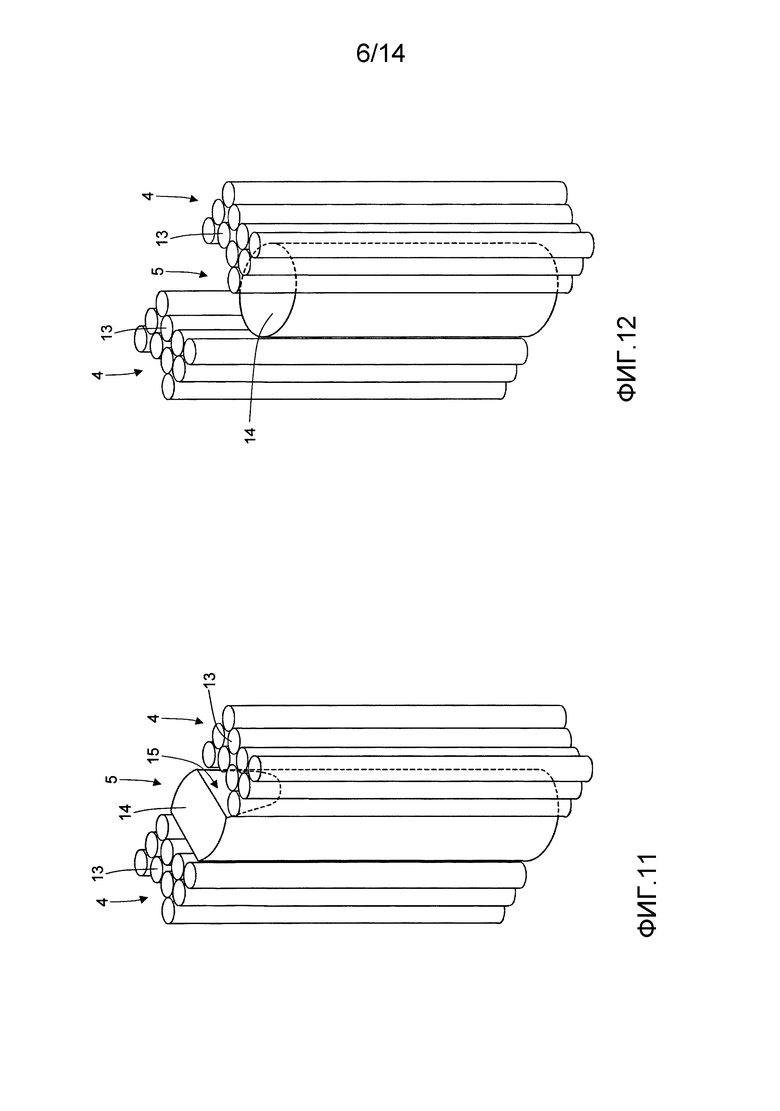
В альтернативных вариантах выполнения, показанных на Фиг. 9-13, внутренняя упаковка 3 содержит единственную прокладку 5, расположенную по центру, и две двойные группы 4 сигарет, расположенных сбоку на противоположных сторонах прокладки 5 для вмещения между ними самой прокладки 5. Предпочтительно в вариантах выполнения, показанных на Фиг. 9-13, прокладка 5 имеет круглую или эллиптическую форму в поперечном сечении. По возможному варианту выполнения, обозначенному пунктиром на Фиг. 13, боковая поверхность прокладки 5 может иметь продольные полости 17, каждая из которых имеет дугообразное поперечное сечение круга, зеркально повторяющего форму боковой стенки сигареты и расположенного соответственно сигарете группы 4 сигарет; при этом функция продольной полости 17 состоит в увеличении пространства, доступного для сигарет групп 4 сигарет, для сокращения сжатия группы 4 сигарет и, таким образом, упрощения как соединения групп 4 сигарет с прокладкой 5 во время изготовления сигаретной пачки 1, так и извлечения сигарет из группы 4 сигарет во время использования сигаретной пачки 1. В вариантах выполнения, показанных на Фиг. 9-13, внутренняя упаковка 3 имеет два отрывных участка 11, каждый из которых расположен сбоку на соответствующей группе 4 сигарет и образует соответствующее отверстие для извлечения. два отрывных участка 11 могут быть полностью разделены и независимы, и, таким образом, могут быть по отдельности и независимо удаляемыми друг от друга; альтернативно, два отрывных участка 11 могут быть соединены друг с другом для одновременного удаления. За исключением указанных различий, альтернативные варианты выполнения, показанные на Фиг. 9-13, полностью аналогичны вариантам выполнения, показанным на Фиг. 4-8.
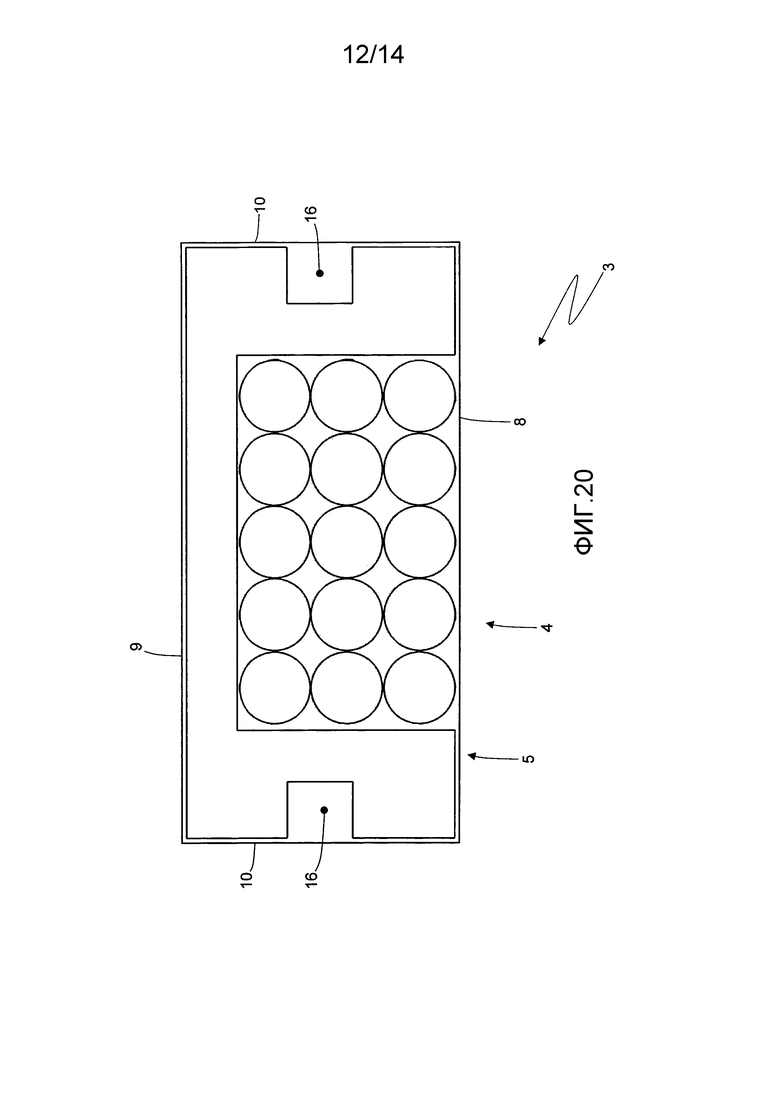
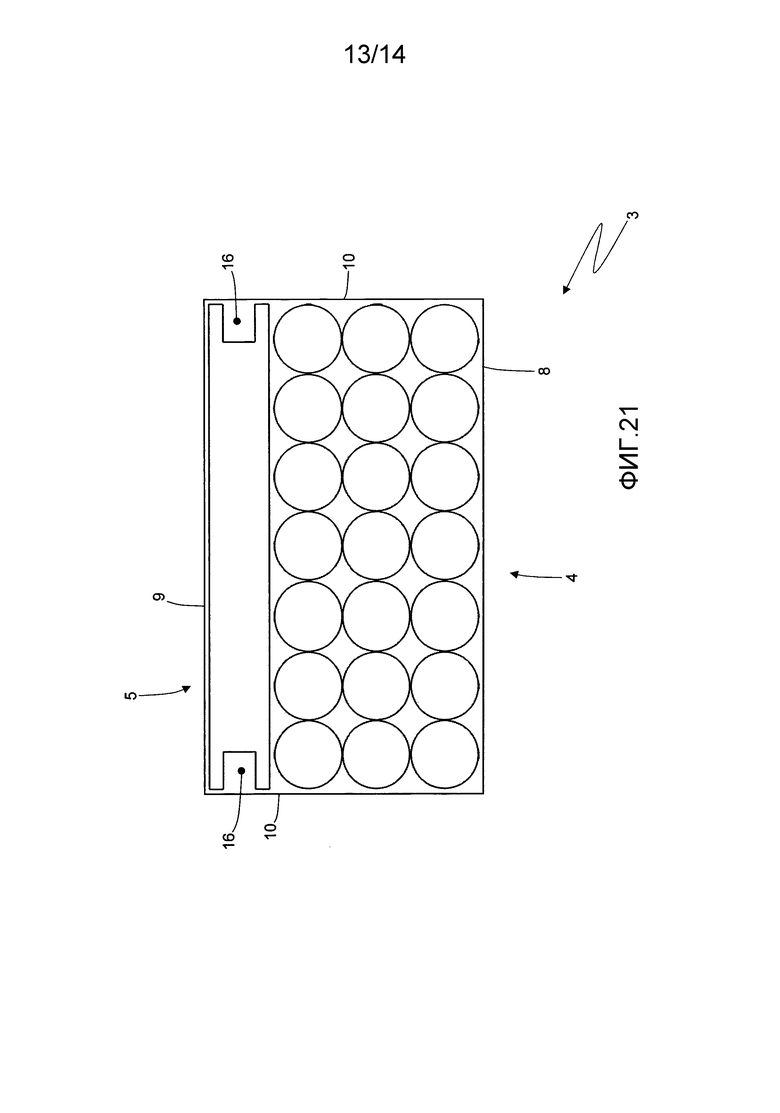
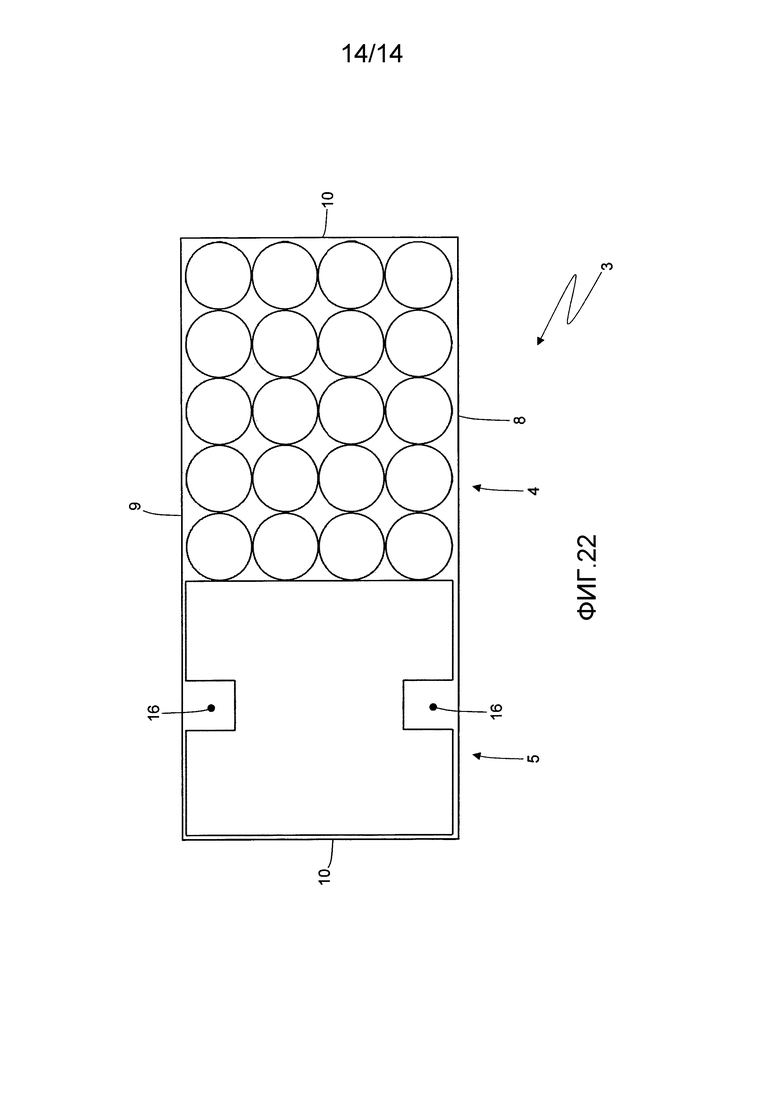
По дополнительным непоказанным вариантам выполнения форма, количество и/или конструкция групп 4 сигарет и прокладок 5 могут быть разными. Путем примера, на Фиг. 20, 21 и 22 показаны три возможные конфигурации, обеспечивающие одиночную группу 4 сигарет и единственную прокладку 5: в варианте выполнения, показанном на Фиг. 20, группа 4 сигарет расположена в центральном положении и окружена с трех сторон U-образной прокладкой 5, при этом в варианте выполнения по Фиг. 21 группа 4 сигарет расположена в центральном положении и поддерживается на одной «длинной» стороне только прокладкой 5, и в варианте выполнения по Фиг. 22 группа 4 сигарет расположена в боковом положении и поддерживается на одной «короткой» стороне только одной прокладкой 5.
Сигаретная пачка 1, раскрытая выше, имеет несколько преимуществ.
В первом месте сигаретная пачка 1, раскрытая выше, всегда позволяет легкое извлечение сигарет через отверстие для извлечения внутренней упаковки 3.
Дополнительно сигаретная пачка 1, раскрытая выше, также имеет исключительно благоприятный аспект, заключающийся в открытой конфигурации, поскольку наполнительные элементы 5 (которые выглядят «грубо» и недостаточно эстетично) большей частью скрыты; в частности, верхние стенки 14 наполнительных элементов 5 полностью скрыты.
Также сигаретная пачка 1, раскрытая выше, может быть легко изготовления в по существу стандартной упаковочной машине (которая требует только несколько незначительных модификаций, как лучше описано далее) и, таким образом, не требует использования дорогостоящей специальной упаковочной машины (то есть, специально разработанной для такого типа сигаретной пачки 1) для ее производства.
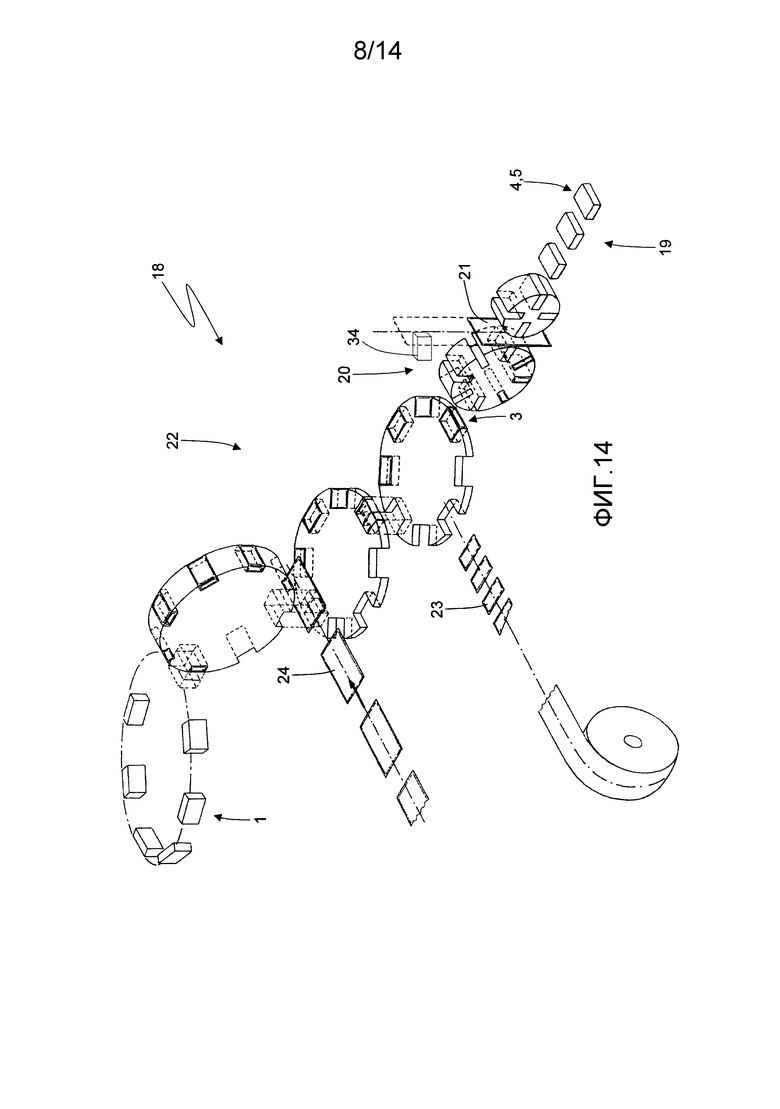
На Фиг. 14 схематично показана упаковочная машина 18, изготавливающая вышеописанную и показанную на Фиг. 1-8 сигаретную пачку 1 (с незначительными изменениями упаковочная машина 18 может также производить сигаретную пачку 1 по Фиг. 9-13).
Как показано на Фиг. 14, упаковочная машина 18 содержит группо-формирующий узел 19, в котором образуются сигаретные группы 4 вместе с соответствующими прокладками 5; в котором лист 21 упаковочного материала сгибают вокруг каждой сигаретной группы 4 и соответствующих прокладок 5 для образования внутренней упаковки 3; в котором манжету 23 и заготовку 24 сгибают вокруг каждой внутренней упаковки 3 для образования наружной емкости2, а затем завершают изготовление сигаретной пачки 1.
Как показано на Фиг. 15, группо-формирующий узел 19 содержит пояс группо-формирующего конвейера 25, поддерживающий множество группирующих гнезд 26, каждое из которых подходит для принятия и подачи соответствующей сигаретной группы 4 и двух соответствующих прокладок. группо-формирующий конвейер 25 перемещается поэтапно против часовой стрелки для подачи каждого группирующего гнезда 26 по прямому направлению группирования Р.
По группо-формирующему пути Р образована станция S1 подачи, в которой две прокладки 5 одновременно вставляют в каждое группирующее гнездо 26 вдоль направления D подачи, перпендикулярно направлению группирования Р; также по группо-формирующему пути Р, по ходу после станции S1 подачи, расположена станция S2 подачи, в которой группу 4 сигарет вставляют в каждое группирующее гнездо 26 (между двумя прокладками 5 до вставления в станцию S1 подачи) вдоль направления D подачи перпендикулярно направлению группирования Р. Важно отметить, что в каждом группирующем гнезде 26 две прокладки ограничивают внутренний объем самого группирующего гнезда 26, так что сигаретная группа 4 находит ровно столько места, сколько требуется для ее вмещения); таким образом, каждая группа 4 сигарет может быть легко вставлена в соответствующее группирующее гнездо 26 и, в то же время, каждая группа 4 сигарет остается устойчивой и достаточно ограниченной внутри соответствующего группирующего гнезда 26 (то есть, группа 4 сигарет не нарушает образование при вставлении в соответствующее группирующее гнездо 26, как верным образом ограничено сбоку двумя прокладками 5, ранее вставленными в станцию S1 подачи).
По группо-формирующему пути Р выполнена станция S3 передачи, в которой каждое группирующее гнездо 26 соответствующей группы 4 сигарет вместе с соответствующими прокладками 5 извлекается аксиально для передачи в выпускное отверстие упаковочного узла 20.
станция S1 подачи содержит два двойных бункера 27, каждый из которых содержит вертикальную стопку прокладок 5 и имеет нижнее выпускное отверстие, через которое извлекают по одной прокладке 5 из бункера 27 и вставляют в соответствующее группирующее гнездо 26, арретированно обращенное к выпускному отверстию. Каждый бункер 27 имеет соответствующий толкатель 28, который перемещается линейно возвратно-поступательно в направлении D подачи для циклического перемещения через выпускное отверстие бункера 27 и аксиально толкает прокладку 5 к соответствующему группирующему гнезду 26, арретированно обращенное к выпускному отверстию.
Следует отметить, что прокладки 5 такого типа, суженные к верхней части (то есть, по варианту выполнения, показанному на Фиг. 6 и раскрытому выше) сложены стопкой в бункере 27 с сужением, направленным к стороне выпускного отверстия, обращенного к группирующему гнезду 26 в момент извлечения, так что вставление прокладки 5 в само группирующее гнездо 26 упрощается.
станция S2 подачи содержит бункер 29, содержащий множество сигарет и имеющий нижнее выпускное отверстие, через которое извлекают группу 4 сигарет за раз из бункера 29 и вставляют в соответствующее группирующее гнездо 26, арретированно обращенное к выпускному отверстию. Соответствующий толкатель 30, объединенный с бункером 29, перемещающимся линейно возвратно-поступательно в направлении D подачи для перемещения циклично через выпускное отверстие бункера и для аксиального толкания группы 4 сигарет в соответствующее группирующее гнездо 26, арретированно обращенное к выпускному отверстию.
станция S3 передачи содержит толкатель 31, который перемещается линейно возвратно-поступательно для цикличного прохождения через соответствующее группирующее захваченную группу гнездо 26 для аксиального толкания соответствующей группы 4 сигарет вместе с соответствующими прокладками 5 из самого группирующего гнезда 26.
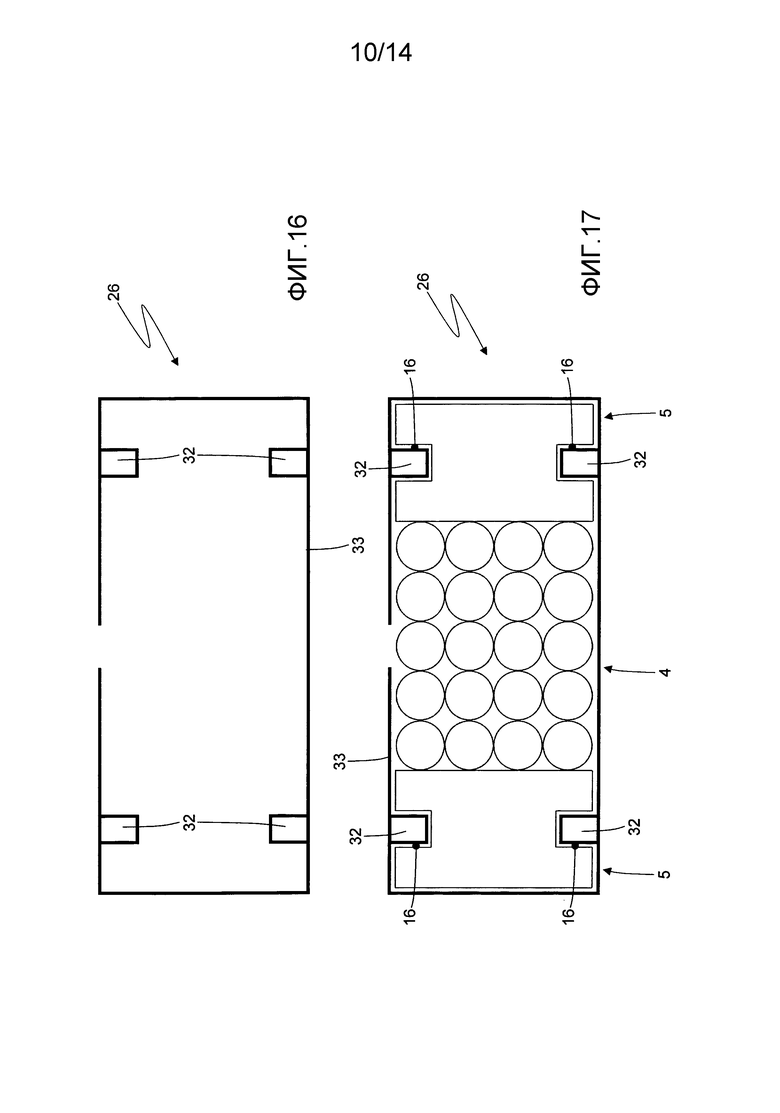
Как показано на Фиг. 16 и 17, каждое группирующее гнездо 26 имеет направляющие 32, выступающие внутрь гнезда 26 от соответствующих стенок 33 группирующего гнезда 26, которые расположены аксиально (продольно, то есть, параллельно направлению D подачи), и зацепляют прокладки 5 для предотвращения поперечного смещения (относительно направления D подачи) прокладок 5 внутрь группирующих гнезд 26. Другими словами, каждая прокладка 5 поддерживается соответствующими направляющими 32 в четком и заданном положении внутри группирующего гнезда 26, предотвращая таким образом поперечное перемещение прокладки 5. направляющие 32 по существу являются выступами (ребрами, упорами, выступами), выступающими свободнонесущими от стенок 33 группирующих гнезд 26 для выступания внутрь самого группирующего гнезда 26.
В варианте выполнения, показанном на Фиг. 16 и 17, каждая направляющая 32 зацепляет соответствующий желоб 16 прокладки 5 (таким образом, каждая направляющая 32 повторяет форму соответствующего желоба 16 прокладки 5); следовательно, каждая направляющая 32 «входит» в прокладку 5 путем поступления в соответствующий желоб 16. Альтернативно прокладки 5 не имеют желобов 16, и каждая направляющая 32 поддерживается частью наружного периметра соответствующей прокладки 5 (как в случае варианта выполнения, показанного на Фиг. 18 и 19).
Вариант выполнения группо-формирующего узла 19, показанный на Фиг. 15, 16 и 17, образует сигаретную пачку 1, показанную на Фиг. 1-8; при этом вариант выполнения группо-формирующего узла 19, показанный на Фиг. 18 и 19, образует сигаретную пачку 1 по Фиг. 9-13. Важно отметить, что для изготовления сигаретной пачки 1 по Фиг. 1-8, или для изготовления сигаретной пачки 1 по Фиг. 9-13 оставшаяся часть упаковочной машины 1 (то есть, два упаковочных узла 20 или 22) не подвергается каким-либо модификациям (за исключением адаптации к формату).
В частности, в варианте выполнения образующего группу узла 19, показанного на Фиг. 18 и 19, форма и конструкция бункеров 27 и 29 изменена, поскольку два бункера 29 на станции S2 подачи, безусловно, необходимо вставить две группы 4 сигарет одновременно в одно группирующее захваченную группу гнездо 26, и поскольку только одного бункера 27 на станции S1 подачи достаточно для вставления одиночной прокладки 5 в каждое группирующее захваченную группу гнездо 26. Кроме того, в варианте выполнения группо-формирующего узла 19, показанного на Фиг. 18 и 19, положение и структура направляющих 32 каждого группирующего гнезда 26 изменены, в частности, количество (один вместо двух), поперечное сечение (круглое вместо прямоугольного) и положение (центральное вместо бокового) прокладок 5 каждого группирующего гнезда 26 различаются. Также в этом варианте выполнения функция направляющих 32 всегда одна и та же, а именно, удержание прокладки 5 в точном и заданном положении в группирующем гнезде 26 до вставления двух групп 4 сигарет в само группирующее гнездо 26.
В вышеописанных вариантах выполнения бункер 29 образует каждую группу 4 сигарет за один прием (то есть, все слои каждой группы 4 сигарет извлекаются одновременно из бункера 29); по альтернативному и эквивалентному вариантами выполнения бункер 29 образует каждую группу 4 сигарет слоями (то есть, каждый слой группы 4 сигарет извлекают по отдельности из соответствующего выпускного отверстия бункера 29).
Согласно возможному варианту выполнения каждый бункер 27 принимает последовательно прокладки 5 со своей линии подачи, независимой и отделенной от линии подачи другого бункера 27 и содержащей горизонтальную вибрирующую пластину (чашу), на которой циклично расположена неправильная конструкция прокладок 5, расположенных кипой; при этом вибрирующая пластина направляет (ориентирует) прокладки 5 к вертикальным направлениям, с завершением в верхнем участке бункера 27.
По возможному варианту выполнения каждый бункер 27 содержит более одного выпускного отверстия (обычно два или более выпускных отверстий), используемых циклично чередующимися; другими словами, если обеспечены два выпускных отверстия того же бункера 27, прокладки 5 попеременно извлекаются из двух самих выпускных отверстий. Таким образом, прокладкам 5 дается больше времени для опускания под действием гравитации к соответствующему выпускному отверстию (в этом отношении следует помнить, что прокладки 5 имеют низкую плотность и, таким образом, малую массу и, следовательно, не достигают высокой скорости при спуске под действием гравитации).
Как показано на Фиг. 14, упаковочный узел 20 содержит склеивающее устройство 34, накладывающее клей на внутреннюю поверхность каждого листа 21 упаковочного материала на верхней стенке 6 внутренней упаковки 3 для определения последующего приклеивания верхней стенки 6 внутренней упаковки 3 к верхней стенке 14 каждой прокладки 5.
группо-формирующий узел 19, описанный выше, имеет несколько преимуществ.
Во-первых, описанный выше группо-формирующий узел 19 позволяет простым и точным образом изготовить содержимое каждой внутренней упаковки 3 или позволяет соединять вместе группу/группы 4 сигарет с прокладкой/прокладками 5. Это дает повышенную точность благодаря направляющим 32 в каждом группирующем гнезде 26; в частности, направляющие 32 удерживают прокладки 5 в точном и заданном положении в группирующем гнезде 26 до вставления группы 4 сигарет в само группирующее гнездо 26. Таким образом, возможно подавать прокладки 5 и группы 4 сигареты в две отдельные и хорошо разделенные станции S1 и S2 подачи для простоты выполнения двух самих станций S1 и S2 подачи (в частности, в отношении транспортировки прокладок 5 и групп 4 сигарет к бункерам 27 и 29).
Кроме того, вышеописанный группо-формирующий узел 19 производят простым и недорогостоящим образом, по сравнению со сходным известным группо-формирующим узлом, он требует легко выполнимых модификаций.
Наконец, группо-формирующий узел 19 технологически очень гибкий, как в случае с быстрым и недорогим замещением группирующих гнезд 26 его легко приспособить для обработки прокладок 5, и, таким образом, получать группы 4 сигарет с различной формой/положением/количеством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пачка для курительных изделий | 2014 |
|
RU2654190C2 |
| УПАКОВКА С КУРИТЕЛЬНЫМИ ИЗДЕЛИЯМИ | 1997 |
|
RU2189928C2 |
| УПАКОВОЧНЫЙ СПОСОБ И УПАКОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕСТКОЙ СИГАРЕТНОЙ ПАЧКИ | 2015 |
|
RU2684723C2 |
| ПАЧКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2539646C2 |
| ВЫДВИЖНАЯ ПАЧКА С ТАБАЧНЫМИ ИЗДЕЛИЯМИ С КУПОНОМ И СПОСОБ УПАКОВКИ И МАШИНА ДЛЯ ПРОИЗВОДСТВА ВЫДВИЖНОЙ ПАЧКИ С ТАБАЧНЫМИ ИЗДЕЛИЯМИ С КУПОНОМ | 2011 |
|
RU2581575C2 |
| ПАЧКА И КОРОБКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2469937C2 |
| ПАЧКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2507143C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО КОНТЕЙНЕРА ВЫДВИЖНОЙ УПАКОВКИ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2647315C2 |
| СПОСОБ ОБРАБОТКИ И УЗЕЛ ДЛЯ АВТОМАТИЧЕСКОГО ОТКРЫВАНИЯ ВЫДВИЖНОЙ УПАКОВКИ ТАБАЧНЫХ ИЗДЕЛИЙ С ШАРНИРНОЙ КРЫШКОЙ | 2012 |
|
RU2607096C2 |






Машина содержит группо-формирующий узел, имеющий группирующее гнездо для вмещения группы курительных изделий и прокладки, группо-формирующий конвейер, подающий гнездо на первую станцию для вставления в него прокладки и на вторую станцию для вставления группы изделий в гнездо, и упаковочный узел, принимающий группу изделий вместе с прокладкой из группо-формирующего узла и обертывающий лист упаковочного материала вокруг группы изделий и прокладки для образования внутренней упаковки. Изобретением является также и способ изготовления пачки курительных изделий. Группа изобретений обеспечивает упрощение и повышение качества. 2 н. и 10 з.п. ф-лы, 22 ил.
1. Упаковочная машина (18) для изготовления пачки (1) курительных изделий, содержащей внутреннюю упаковку (3), вмещающую, по меньшей мере, одну группу (4) курительных изделий и, по меньшей мере, одну прокладку (5); при этом упаковочная машина (18) содержит:
группо-формирующий узел (19), содержащий группирующее гнездо (26) для вмещения группы (4) курительных изделий и прокладки (5) в непосредственном контакте с группой (4) курительных изделий, группо-формирующий конвейер (25), подающий группирующее гнездо (26) по группо-формирующему пути (Р), первую станцию (S1) подачи, расположенную вдоль группо-формирующего пути (Р), при этом первая станция (S1) подачи расположена по группо-формирующему пути (Р) для вставления прокладки (5) в группирующее гнездо (26) в направлении (D) подачи, и вторую станцию (S2) подачи, расположенную вдоль группо-формирующего пути (Р) для вставления группы (4) курительных изделий в группирующее гнездо (26) в непосредственном контакте с прокладкой (5) и по направлению (D) подачи; и
упаковочный узел (20), принимающий группу (4) курительных изделий вместе с прокладкой (5) от группирующего гнезда (19) и обертывающий лист (21) упаковочного материала вокруг группы (4) курительных изделий и прокладки (5) для образования внутренней упаковки (3);
отличающаяся тем, что
группирующее гнездо (26) содержит, по меньшей мере, одну направляющую (32), которая выступает внутрь от стенки (33) группирующего гнезда (26), так чтобы располагаться в пространстве для принятия курительных изделий, ориентирована параллельно направлению (D) подачи и зацепляет прокладку (5) для предотвращения поперечного перемещения прокладки (5) в группирующее гнездо (26).
2. Упаковочная машина (18) по п. 1, в которой направляющая (32) удерживает прокладку (5) в точном заданном положении в группирующем гнезде (26) для предотвращения поперечного перемещения прокладки (5).
3. Упаковочная машина (18) по п. 1, в которой направляющая (32) выполнена для зацепления полости (16) в прокладке (5).
4. Упаковочная машина (18) по п. 1, в которой направляющая (32) зеркально повторяет наружную форму части прокладки (5).
5. Упаковочная машина (18) по одному из пп. 1-4, в которой первая станция (S1) подачи расположена по ходу раньше второй станции (S2) подачи по группо-формирующему пути (Р).
6. Упаковочная машина (18) по п. 5, в которой:
первая станция (S1) вставляет сразу по две прокладки (5) в группирующее гнездо (26), так что две прокладки (5) расположены на противоположных сторонах группирующего гнезда (26); и
вторая станция (S2) подачи вставляет группу (4) курительных изделий в группирующее гнездо (26) между двумя ранее вставленными прокладками (5).
7. Упаковочная машина (18) по п. 5, в которой:
первая станция (S1) подачи вставляет одну прокладку (5) в группирующее гнездо (26), так что прокладка (5) располагается центрально внутри группирующего гнезда (26); и
вторая станция (S2) подачи вставляет сразу по две группы (4) курительных изделий в группирующее гнездо (26) на противоположных сторонах прокладки (5).
8. Упаковочная машина (18) по одному из пп. 1-4, в которой первая станция (S1) содержит:
первый бункер (27), содержащий вертикальную стопку прокладок (5) и имеющий нижнее выпускное отверстие, через которое прокладка (5) выталкивается из первого бункера (27) в группирующее гнездо (26), арретированно обращенное к выпускному отверстию; и
первый толкатель (28), который перемещается линейно возвратно-поступательно в направлении (D) подачи для циклического перемещения через выпускное отверстие первого бункера (27) и толкания прокладки (5) аксиально в группирующее гнездо (26), арретированно обращенное к выпускному отверстию.
9. Упаковочная машина (18) по одному из пп. 1-4, в которой вторая станция (S2) подачи содержит:
второй бункер (29), содержащий множество курительных изделий и имеющий нижнее выпускное отверстие, через которое извлекают группу (4) курительных изделий из второго бункера (29) в группирующее гнездо (26), арретированно обращенное к выпускному отверстию; и
второй толкатель (30), который перемещается линейно возвратно-поступательно в направлении (D) подачи для цикличного перемещения через выпускное отверстие второго бункера (29) и толкания группы (4) курительных изделий аксиально в группирующее гнездо (26), арретированно обращенное к выпускному отверстию.
10. Упаковочная машина (18) по одному из пп. 1-4, в которой группирующее гнездо (26) имеет форму параллелепипеда, содержит четыре стенки (33), ориентированные параллельно направлению (D) подачи и ограничивающие одиночную камеру, выполненную для вмещения как группы (4) курительных изделий, так и прокладки (5) в непосредственном контакте с группой (4) курительных изделий.
11. Упаковочная машина (18) по одному из пп. 1-4, в которой прокладка (5) касается курительных изделий группы (4) курительных изделий внутри группирующего гнезда (26).
12. Упаковочный способ изготовления пачки (1) курительных изделий, содержащей внутреннюю упаковку (3), вмещающую, по меньшей мере, одну группу (4) курительных изделий и, по меньшей мере, одну прокладку (5), включающий стадии:
подачи группирующего гнезда (26) для вмещения группы (4) курительных изделий и прокладки (5) в непосредственном контакте с группой (4) курительных изделий посредством группо-формирующего конвейера (25) и по группо-формирующему пути (Р);
вставления прокладки (5) в группирующее гнездо (26) в направлении (D) подачи; в первую станцию (S1) подачи, расположенную вдоль группо-формирующего пути (Р),
вставления группы (4) курительных изделий в группирующее гнездо (26) в непосредственном контакте с прокладкой (5) и в направлении (D) подачи, во вторую станцию (S2) подачи, расположенную вдоль группо-формирующего пути (Р);
передачи группы (4) курительных изделий вместе с прокладкой (5) из группирующего гнезда (26) в упаковочный узел (20); и
обертывания листа (21) упаковочного материла вокруг группы (4) курительных изделий и прокладки (5) на упаковочном узле (20) для образования внутренней упаковки (3);
отличающийся тем, что группирующее гнездо (26) содержит, по меньшей мере, одну направляющую (32), которая выступает внутрь от стенки (33) группирующего гнезда (26), так чтобы располагаться в пространстве для принятия курительных изделий, ориентирована параллельно направлению (D) подачи и зацепляет прокладку (5) для предотвращения поперечного перемещения прокладки (5) в группирующее гнездо (26).
| Механизм привода ножей косилки | 1976 |
|
SU1052192A1 |
| WO 2009004421 A2, 08.01.2009 | |||
| US 4771882 A1, 20.09.1988 | |||
| 0 |
|
SU406342A1 | |

