Изобретение относится к сварочному производству, в частности к производству порошковой проволоки, и может быть использовано при наплавке рабочих поверхностей деталей горно-металлургического оборудования, к которым предъявляются повышенные требования по твердости и износостойкости.
Известна, шихта порошковой проволоки (RU №2492981 МПК В23К 35/36, опубл. 29.09.2013), преимущественно для механизированной износостойкой плазменной наплавки в азотсодержащих защитных газовых смесях, содержащая углерод, хром, молибден, вольфрам, ванадий, алюминий и железо, которая дополнительно содержит никель и пыль электрофильтров алюминиевого производства при соотношении компонентов, масс. %:
Недостатками данной шихты порошковой проволоки являются:
- пониженные механические свойства наплавленного металла, в частности, износостойкости и твердости, за счет недостаточной легированности остаточного аустенита;
- возможность образования холодных трещин в процессе многослойной наплавки из-за недостаточного количества стабилизированного аустенита в процессе наплавки;
Для решения этой проблемы предлагается шихта порошковой проволоки, содержащая углерод, азотированный феррохром, молибден, вольфрам, ванадий, алюминий, никель, пыль электрофильтров алюминиевого производства и железо, отличающаяся тем, что она дополнительно содержит титан при следующем соотношении компонентов, масс. %:
Техническими результатами при использовании изобретения являются:
- повышение механических свойств наплавленного металла, в частности твердости, износостойкости и теплостойкости, за счет увеличения количества остаточного аустенита, дисперсных нитридов алюминия и титана, и эффекта дисперсионного твердения высоколегированного аустенита при отпуске;
- предотвращение образования холодных трещин в процессе многослойной наплавки за счет увеличения количества стабилизированного аустенита и уменьшения роста его зерна в процессе наплавки.
Пыль электрофильтров является одним из отходов алюминиевого производства и применяется в промышленности как одна из сильных углеродфторсодержащих добавок в производстве стали, цемента и сварочном производстве (1. Баранов А.Н. и др. Переработка твердых фторсодержаших отходов алюминиевого производства // Современые технологии. Электронный ресурс brstu. ru>методы>docs/ humber 10/113-115. Pdf/ 2. Зенкин Е.Ю. Гавриленко А.А. Немчинова Н.В. О переработке отходов первичного алюминия
ОАО «РусалБратск»// Вестник Иркутского государственного технического университета, 2017. Т. 21 №3 С. 123-132/ 3. Ларионов Л.М., Кондратьев В.В., Кузьмин М.П. Пути использования углеродосодержащих отходов алюминиевого производства// Вестник Иркутского государственного технического университета, 2017. Т. 21 №4 С. 139-146).
Химический состав пыли электрофильтров зависит от многих факторов и постоянен лишь в объеме конкретной партии, поэтому можно говорить только о среднем химическом составе, который приведен работе (1). Но действует эта добавка одинаково, как источник поступления фтора для предотвращения холодных трещин и углерода для повышения твердости.
Введение в состав шихты порошковой проволоки пыли электрофильтров алюминиевого производства позволяет:
- проводить удаление водорода за счет комплекса фторсодержащих соединений, разлагающихся при температурах сварочных процессов с выделением фтора, который в свою очередь, взаимодействует с водородом, растворенным в стали, с образованием газообразного соединения HF. Снижение содержания водорода в наплавленном металле уменьшает вероятность образования пор и холодных трещин в нем;
- проводить интенсивное науглероживание при взаимодействии фтористого углерода с карбидообразующими элементами, что позволяет увеличить количество карбидной составляющей в структуре наплавленного металла и дополнительно повысить его твердость.
Заявляемая шихта порошковой проволоки дополнительно содержит титан, что позволяет повысить содержание азота в наплавленном металле в 1,5-2,0 раза с 0,06-0,08% до 0,09-0,12% при наплавке в азотсодержащей защитно-легирующей среде. Комплексное легирование наплавленного металла азотом при плазменной наплавке в азотсодержащей защитно-легирующей среде, введение азотированного феррохрома, наличие алюминия в шихте порошковой проволоки и дополнительное введение в ее состав титана, позволяет повысить его твердость, износостойкость и теплостойкость.
Введение в состав наплавленного металла сильного стабилизатора аустенита - титана повышает количество остаточного аустенита и уменьшает объемный эффект мартенситного превращения, что уменьшает вероятность образования холодных трещин.
Заявляемые пределы подобраны эмпирическим путем, исходя из качества, получаемого при наплавке металла, стабильности процесса наплавки, предотвращения образования холодных трещин и требуемых механических свойств (твердости, износостойкости и теплостойкости).
Титан, активно поглощая из расплавленного металла кислород, является одним из лучших раскислителей стали. Титан так же активно поглощает из расплавленной стали азот, образуя нитрид титана, что способствует равномерному распределению легирующих элементов и образованию мелкозернистых структур стали.
Введение титана в состав шихты позволяет дополнительно увеличить количество остаточного аустенита, дисперсных нитридов алюминия и титана. Дисперсные нитриды алюминия и титана не растворяются даже при высоком нагреве и дополнительно задерживают рост зерна аустенита, повышая при этом теплостойкость наплавленного металла. Получение наплавленного металла повышенной твердости и износостойкости достигается 3 - 4 - кратным высокотемпературным отпуском остаточного аустенита при 560-580°С. При отпуске азот выделяется из мартенсита, образует нерастворимые мелкодисперсные нитриды алюминия и титана, а также карбонитриды других легирующих элементов, при этом повышается твердость, износостойкость и теплостойкость. Твердость наплавленного металла возрастает на 1- 2 HRC, но при этом значительно повышается износостойкость и теплостойкость (на 25-50 градусов). Износостойкость улучшается из-за увеличения количества выделяющихся фаз - упрочнителей (дополнительно выделяются нитриды титана).
Для изготовления шихты порошковой проволоки использовали ферротитан марки Фти70 по ГОСТ 4761-91. содержащий не менее 70% титана.
Изменение содержания ферротитана в составе заявляемой шихты производилось с учетом получения высококачественного наплавленного металла (стабильное горение дуги, хорошее формирование, плотный наплавленный металл без трещин, пор и неметаллических включений), при этом учитывалось содержание остальных компонентов. Порошковая проволока изготавливалась из стальной холоднокатаной ленты 08кп (оболочка) размером 15×0,8 мм. Шихта перемешивалась в специальном приспособлении для получения однородной массы. Порошковая проволока прокаливалась для удаления влаги при температуре 250-350°С. Коэффициент заполнения составлял 0,32-0,33, диаметр готовой проволоки - 3,7 мм. Порошковой проволокой с предложенной шихтой производилась плазменная наплавка заготовок рабочих валков с диаметром рабочей части 150 мм, длиной 425 мм. Наплавка производилась в азотсодержащей защитно-легирующей среде на следующих режимах:
Наплавка производилась с регулируемым низкотемпературным подогревом выше температуры начала фазовых превращений и составляла 200-250°С.
В процессе наплавки проводилась экспертная оценка стабильности горения дуги, качества формирования наплавленного металла. Наличие трещин в процессе наплавки
пор и неметаллических включений оценивали ультразвуковым и магнитопорошковым методами, а также на металлографических шлифах. Содержание водорода и азота в наплавленном металле определялось методом вакуум - нагрева на установке Баталина и на эксхалографе ЕАН-220 фирмы «Бальцерс». Содержание водорода находилось в пределах 0,2-0,4 см3/100 г наплавленного металла при допустимом содержании водорода в высоколегированном наплавленном металле до 2 см3 /100 г металла. Содержание азота находилось в пределах 0,09-0,12%. Твердость наплавленного металла контролировалась непосредственно после наплавки и после проведения четырехкратного часового отпуска при температуре 580°С. Твердость наплавленного металла после наплавки составляла 52-56 HRC, после четырехкратного часового отпуска при 580°С возрастала до 64-68 HRC. Дефекты (трещины, поры и неметаллические включения) при наплавке порошковой проволокой с шихтой заявляемого состава, содержащей титан, не обнаружены.
Теплостойкость быстрорежущих сталей оценивали температурой дополнительного 4-х часового отпуска (после окончательной термической обработки), после которого твердость образца снижалась до HRC 58.
Эффективность работоспособности образцов при ускоренных испытаниях на лабораторной установке оценивалась по величине износа, которая определялась по потере массы (ΔQ) образцов в процессе работы до появления первых дефектов (трещин и сколов). На лабораторной установке испытывались шесть вариантов дисков, вырезанных из наплавленных заготовок. В качестве наплавочного материала использовали порошковые проволоки, состав шихты которых приведен в таблице 1. Скорость вращения испытуемых образцов составляла 1000 об/мин, а нагрузка в зоне контакта 1000 МПа, что соответствовало режимам прокатки в реальных производственных условиях. Стойкость до разрушения образцов, наплавленных по первому варианту (прототип) составляет (50-75)*105 циклов нагружения против (75-100)*105 циклов нагружения у образцов, изготовленных с применением шихты
заявляемого состава. Потери в весе в зависимости от числа циклов нагружения у образцов с заявляемой шихтой снизились также в 1.5-2.0 раза.
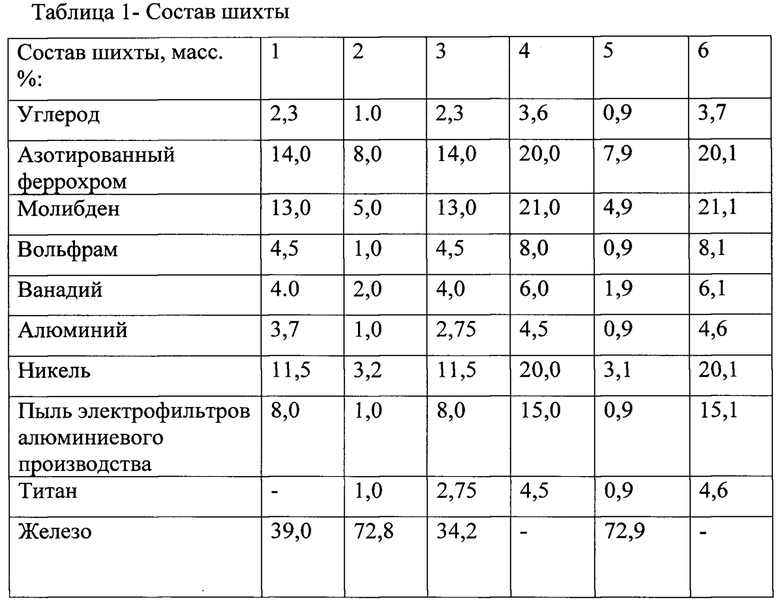
Исследовались 6 вариантов составов шихты (таблица 1) порошковой проволоки, масс. %: 1 - прототип; 2 - нижний предел заявляемой шихты; 3 -среднее содержание состава заявляемой шихты; 4 - верхний предел заявляемой шихты; 5 - нижний заграничный состав; 6 - верхний заграничный состав.
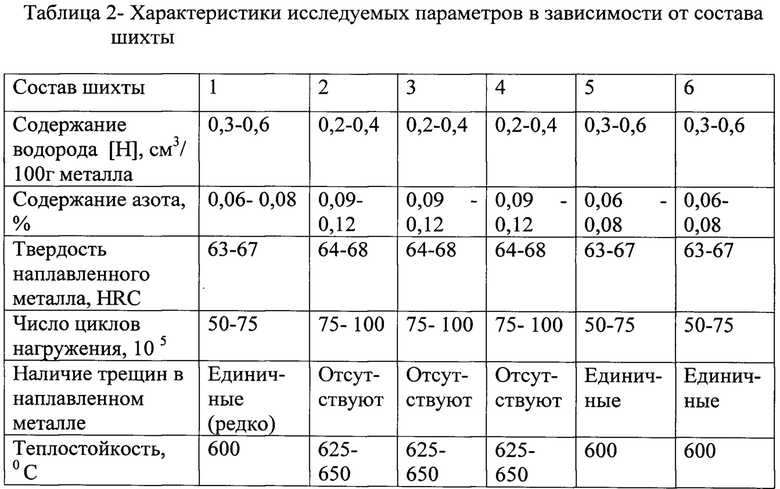
Влияние изменения химического состава на технологические свойства и механические характеристики наплавленного металла приведено в таблице 2. В строке 3 указана твердость наплавленного металла после высокотемпературного отпуска.
Использование заявляемого состава шихты порошковой проволоки по сравнению с базовым составом (прототип) позволяет:
- повысить качество наплавленного металла за счет предотвращения образования холодных трещин;
- повысить твердость наплавленного металла до HRC 64-68;
- повысить износостойкость в 1,5-2,0 раза;
- повысить теплостойкость наплавленного металла на 25-50°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта порошковой проволоки | 2016 |
|
RU2634526C1 |
| Шихта порошковой проволоки | 2023 |
|
RU2813060C1 |
| Шихта порошковой проволоки | 2024 |
|
RU2830787C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 2014 |
|
RU2579328C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 2012 |
|
RU2492981C1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 2017 |
|
RU2665859C1 |
| ШИХТА ПОРОШКОВОЙ ПРОВОЛОКИ | 2012 |
|
RU2492982C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2021 |
|
RU2762690C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
Изобретение может быть использовано при наплавке рабочих поверхностей деталей горно-металлургического оборудования, к которым предъявляются повышенные требования по твердости и износостойкости. Шихта порошковой проволоки содержит компоненты в следующем соотношении, мас.%: углерод 1,0-3,6, азотированный феррохром 8,0-20,0, молибден 5,0-21,0, вольфрам 1,0-8,0, ванадий 2,0-6,0, алюминий 1,0-4,5, никель 3,2-20,0, пыль электрофильтров алюминиевого производства 1,0-15,0, титан 1,0-4,5 и железо остальное. Изобретение обеспечивает повышение механических свойств наплавленного металла, в частности твердости, износостойкости и теплостойкости, а также предотвращение образования холодных трещин в процессе многослойной наплавки в азотсодержащей среде за счет увеличения количества стабилизированного аустенита и уменьшения роста его зерна в процессе наплавки. 2 табл.
Шихта порошковой проволоки для наплавки в азотсодержащей среде, содержащая углерод, азотированный феррохром, молибден, вольфрам, ванадий, алюминий, никель, пыль электрофильтров алюминиевого производства и железо, отличающаяся тем, что она дополнительно содержит титан при следующем соотношении компонентов, масс. %:
| Шихта порошковой проволоки | 2016 |
|
RU2634526C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518035C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
| CN 102896437 A, 30.01.2013. | |||

