Область техники, к которой относится изобретение
Изобретение относится к усовершенствованиям способов изготовления изделий или предметов одежды, содержащих два паголенка и один торс, например, колготок, рейтуз и т.п.В особенности, настоящее изобретение относится к способам изготовления бесшовных предметов одежды вышеуказанного типа с использованием единого процесса вязания на кругловязальных машинах с одной или двумя игольницами.
Уровень техники
В области производства рейтуз, колготок и аналогичных трикотажных изделий постоянно идет поиск новых способов и систем автоматизации процесса вязания, используемого для получения бесшовного цельного изделия или предмета одежды, изготовленного на кругловязальной машине в ходе единого производственного процесса.
Некоторые направления поиска основаны на процессе, разработанном в 60-годы. прошлого века, позволяющем изготавливать в ходе единого процесса на кругловязальной машине трубчатое изделие от конца первого паголенка до конца второго паголенка, формируя три последовательных трубчатых участка или секции, которые, помимо двух паголенков, включают в себя торс изделия. После выгрузки из кругловязальной машины, центральная часть трубчатого изделия разрезается, образуя два отверстия, вокруг которых пришивается эластичный борт, образующий пояс торса. Указанный известный процесс подробно описан в документе GB-1235361. Для обеспечения более плотного прилегания, при изготовлении торса используют более широкие петли, таким образом, чтобы сечение центрального участка трубчатого изделия или предмета одежды было несколько больше сечения паголенков.
Способ, описанный в GB-1235361, является очень быстрым, поскольку его можно осуществить на кругловязальной машине с непрерывным движением. Между тем, изделия, получаемые с использованием данного способа, не пользуются спросом из-за того, что торс, изготовленный из трубчатой ткани с тем же количеством петель на ряд, что и трубчатые паголенки, прилегает недостаточно плотно. В частности, торс имеет ограниченную высоту, а эластичный борт расположен слишком близко к ластовице.
Предпринималось множество попыток усовершенствования данного способа, направленных на устранение его недостатков и ограничений.
В документе US-2962884 раскрыт способ, в котором после формирования первого паголенка и перед формированием второго паголенка, в ходе возвратно-поступательных движений кругловязальной машины формируют два кармана из ткани за счет создания рядов с постепенно уменьшающейся, а затем увеличивающейся длиной. Два кармана, которые вяжут путем возвратно-поступательных движений, образуют торс изделия, который сидит более плотно, чем торс, изготовленный с использованием способа, первоначально описанного в GB-1235361.
Между тем, способ, раскрытый в US 2962884, является очень медленным, поскольку большая часть изделия и, в частности весь торс целиком, вяжется в ходе возвратно-поступательных движений с использованием лишь одного нитевода, т.е. на иглу цилиндра подается лишь одна нить, и, следовательно, при каждом повороте игольного цилиндра формируется лишь один ряд петель. Несмотря на данный недостаток, в настоящее время бесшовные рейтузы изготавливают с использованием именно этого способа. В частности, бесшовные рейтузы австрийской фирмы Wolford изготавливают с использованием данного способа, комбинируя непрерывное движение при изготовлении паголенков с возвратно-поступательным движением при изготовлении торса.
В документе US 4022035 описан способ изготовления рейтуз в ходе единого процесса на кругловязальной машине по технологии, аналогичной той, что описана в US 2962884. По данному дополнительному варианту осуществления, при изготовлении центральной части торса в ходе возвратно-поступательных движений, осуществляют прецизионный подбор игл таким образом, чтобы отверстие в предмете одежды формировалось непосредственно на кругловязальной машине. Данный процесс также является медленным, поскольку в нем используют возвратно-поступательные движения игольного цилиндра.
Таким образом, существует потребность в дальнейшем совершенствовании способов вязания колготок, рейтуз и аналогичных изделий или предметов одежды, состоящих из торса и двух паголенков, с использованием единого процесса на кругловязальной машине, устраняющем или минимизирующем недостатки известных способов, которые по-прежнему продолжают использоваться.
Раскрытие изобретения
Для изготовления изделия или предмета одежды с одним торсом и двумя паголенками посредством более эффективного и быстрого процесса, предлагается способ, состоящий из следующих этапов:
вязание в ходе непрерывных движений первого паголенка с использованием нескольких нитеводов;
вязание в ходе возвратно-поступательных движений первого кармана из ткани с использованием нескольких нитеводов, начиная с конечного ряда первого паголенка, указанный первый карман из ткани образует первую боковую часть торса;
предпочтительно вязание в ходе непрерывных движений центральной части торса с использованием нескольких нитеводов;
вязание в ходе возвратно-поступательных движений второго кармана из ткани с использованием нескольких нитеводов, начиная с центральной части торса до начального ряда второго паголенка, указанный второй карман образует вторую боковую часть торса;
вязание в ходе непрерывных движений второго паголенка с использованием нескольких нитеводов.
Вязание целиком всего торса с использованием нескольких нитеводов позволяет добиться высокой скорости производства. Формирование двух боковых карманов из ткани улучшает посадку по фигуре предмета одежды. Использование лишь возвратно-поступательных движений при формировании боковых карманов позволяет добиться исключительной однородности ткани, которая удобна в носке, в свою очередь использование непрерывных движений при формировании центральной или промежуточной части торса позволяет сократить время, необходимое для изготовления предмета одежды.
По некоторым вариантам осуществления способ дополнительно включает в себя следующие этапы:
расположение нескольких нитеводов вокруг круглой игольницы, каждый нитевод содержит: нитевод для подачи в круглую игольницу соответствующей нити; кулачок для подъема игл; и кулачок для опускания игл;
назначение для каждого нитевода первого переключателя, функционально способного осуществлять выбор игл при повороте круглой игольницы по часовой стрелке, и второго переключателя, функционально способного осуществлять выбор игл при повороте круглой игольницы против часовой стрелки;
в зависимости от направления поворота круглой игольницы, выборочное включение первого переключателя или второго переключателя во время вязания первого кармана и второго кармана из ткани в ходе возвратно-поступательных движений.
По предпочтительным вариантам осуществления количество нитеводов, используемых для изготовления различных частей предмета одежды, всегда остается неизменным. Прежде всего, одно из преимуществ заключается в том, что при использовании Z-нитей и S-нитей для формирования разных рядов петель количество нитеводов предпочтительно является четным.
По некоторым вариантам осуществления используют два нитевода. Между тем, количество нитеводов предпочтительно должно быть больше этой цифры, например, можно использовать четыре или шесть нитеводов, если это позволяет диаметр игольного цилиндра. В целом, чем больше используется нитеводов, тем выше темп производства.
По некоторым вариантам осуществления этап вязания первого кармана из ткани в ходе возвратно-поступательных движений включает в себя следующие этапы:
вязание в ходе возвратно-поступательных движений первой последовательности частичных рядов, начиная с первого паголенка, постепенно уменьшая количество рабочих игл, формируя тем самым частичные ряды с постепенно уменьшающейся длиной, вплоть до группы из частичных рядов с минимальной длиной;
вязание в ходе возвратно-поступательных движений второй последовательности частичных рядов, начиная с группы частичных рядов с минимальной длиной, постепенно увеличивая количество рабочих игл, формируя тем самым частичные ряды с постепенно увеличивающейся длиной.
При каждом повороте круглой игольницы в одном направлении и при каждом повороте круглой игольницы в противоположном направлении, формируется несколько рядов, количество которых соответствует количеству нитеводов. По некоторым вариантам осуществления группа рядов, формируемая при каждом угловом шаге игольного цилиндра в одном направлении и в противоположном направлении, может быть одинаковой длины, даже если в этом нет острой необходимости.
В настоящем описании и в прилагаемой формуле изобретения длина ряда петель, в целом, означает длину, определяемую количеством петель. Следовательно, два ряда одинаковой длины состоят из одинакового количества петель.
Зеркальным образом, этап вязания второго кармана из ткани в ходе возвратно-поступательных движений включает в себя следующие этапы:
вязание в ходе возвратно-поступательных движений третьей последовательности частичных рядов, начиная с центральной части торса, постепенно уменьшая количество рабочих игл, формируя тем самым частичный ряд с постепенно уменьшающейся длиной, вплоть до группы из частичных рядов с минимальной длиной;
вязание в ходе возвратно-поступательных движений четвертой последовательности частичных рядов, начиная с группы частичных рядов с минимальной длиной, постепенно увеличивая количество рабочих игл, формируя тем самым частичные ряды с постепенно увеличивающейся длиной.
При каждом повороте круглой игольницы в одном направлении и при каждом повороте круглой игольницы в противоположном направлении, формируется несколько рядов, количество которых соответствует количеству нитеводов. В данном случае точно также ряды, формируемые при каждом повороте и угловом шаге игольного цилиндра, могут быть одинаковой или разной длины.
Для улучшения эстетических качеств и повышения прочности на растяжение ткани, несколько частичных рядов, формируемых при повороте игольницы в одном направлении или в противоположном направлении (т.е. при каждом угловом шаге игольного цилиндра), во время вязания первого и второго карманов из ткани в ходе возвратно-поступательных движений, смещены относительно друг друга на соответствующее количество петель. Это позволяет улучшить распределение напряжения в структуре трикотажной ткани при изготовлении предмета одежды, снизив тем самым вероятность разрыва по сравнению с ситуацией, когда все ряды, формируемые при каждом возвратно-поступательном движении игольного цилиндра, оканчиваются в одной и той же точке, т.е. в одном и том же столбце петель. На практике, смещение концов последовательных частичных рядов, формируемых в ходе возвратно-поступательных движений, приводит к тому, что указанные концы располагаются вдоль участка ткани, содержащего несколько столбов из петель, а не концентрируются в двух столбцах из петель.
По некоторым вариантам осуществления частичные ряды смещены относительно друг друга на определенное количество петель, составляющее от 2 до 15, предпочтительно от 3 до 10, более предпочтительно - от 3 до 7 петель. По некоторым вариантам осуществления смещение концов последовательных частичных рядов является фиксированным как при формировании уменьшающихся рядов (т.е. рядов уменьшающейся длины), так и увеличивающихся рядов (т.е. рядов увеличивающейся длины). Между тем, это не является строго обязательным. По некоторым вариантам осуществления, при формировании кармана из ткани, количество петель, на которое смещены последовательные ряды, может быть разным для последовательных рядов и даже может меняться по мере прохождения кармана из ткани. Например, при вязании первых уменьшающихся рядов смещение может быть осуществлено на N-oe число петель, а затем на М-ое число петель, при этом М отличается от N.
Другим объектом изобретения является трикотажное изделие или предмет одежды, содержащий торс и два трубчатых паголенка, в котором торс содержит два боковых кармана из трикотажной ткани, каждый карман образован из первой серии частичных рядов, определяющих протяженность трикотажной ткани, из которой сформированы два трубчатых паголенка, длина рядов указанной первой серии частичных рядов уменьшается, начиная с соответствующего паголенка вплоть до группы из частичных рядов с минимальной длиной соответствующего кармана, и второй серии частичных рядов, длина которых увеличивается, начиная с соответствующей группы частичных рядов с минимальной длиной вплоть до соответствующего полного ряда; и в котором указанные карманы из ткани сформированы с использованием нескольких нитеводов в ходе возвратно-поступательных движений.
В результате (возвратно-поступательных или непрерывных) движений игольного цилиндра создается определенная компоновка из рядов петель готового предмета одежды, в зависимости от траектории формирования петель. На участках ткани, формируемых в ходе непрерывных движений, ряды располагаются по непрерывной геликоидальной линии, тогда как в областях ткани, формируемых в ходе возвратно-поступательных движений, ряды располагаются зигзагом. Следовательно, задание структуры различных областей ткани предмета одежды путем выбора типа движения, используемого при их формировании, определяет структуру рядов петель, образующих ткань.
Предпочтительно торс дополнительно содержит центральный участок, расположенный между двумя карманами из ткани и формируемый в ходе возвратно-поступательных движений с использованием нескольких нитеводов.
Частичные ряды, формируемые с использованием нескольких нитеводов при каждом возвратно-поступательном вязальном движении предпочтительно смещены относительно друг друга таким образом, чтобы концы частичных рядов были разнесены друг от друга на количество петель, равное или больше 1, предпочтительно равное или больше 2, более предпочтительно - равное или больше 3.
Одним из дополнительных объектов изобретения является вязальная машина, содержащая игольный цилиндр с круглой игольницей, корпус кулачка и переключатели, несколько нитеводов для нитей и блок управления, в которой указанный блок управления выполняет программу осуществления способа вязания, рассмотренного выше.
Далее будут рассмотрены особенности и варианты осуществления, более точное сформулированные в прилагаемой формуле изобретения, которая является составной частью настоящего описания. В кратком описании выше рассмотрены особенности различных вариантов осуществления настоящего изобретения для того, чтобы предлагаемое ниже подробное описание стало более понятно и стал более очевиден его вклад в развитие известного уровня техники. Разумеется, ниже также будут рассмотрены и другие особенности изобретения, включенные в прилагаемую формулу изобретения. Поэтому, перед подробным рассмотрением различных вариантов осуществления изобретения, следует отметить, что различные варианты осуществления изобретения не ограничены областью применения, деталями конструкции и расположением компонентов, указанных в последующем описании или изображенных на чертежах. Изобретение допускает другие варианты осуществления и пути реализации и может использоваться различными путями. Также следует понимать, что используемая здесь фразеология и терминология носит описательный характер и не должна рассматриваться в качестве ограничения.
Поэтому специалистам в данной области техники должно быть понятно, что концепция изобретения может непосредственно использоваться в качестве основы для создания других конструкций, других способов и/или других систем для достижения различных целей настоящего изобретения. В этой связи важно понимать, что формула изобретения включает в себя подобные аналогичные конструкции, если они входят в объем и сущность настоящего изобретения.
Краткое описание чертежей
Изобретение станет более понятно из последующего описания и прилагаемых чертежей, на которых показаны практические, неограничивающие варианты осуществления изобретения. В частности, на чертежах:
на фиг. 1 показан схематический вид спереди участка трикотажного изделия или предмета одежды, изготовленного с использованием рассмотренного здесь способа;
на фиг. 2 показан вид в перспективе предмета одежды по фиг. 1;
на фиг. 3 показан схематический вид в продольном сечении кругловязальной машины для изготовления предмета одежды с использованием рассмотренного здесь способа;
на фиг. 4 показан схематический укрупненный вид области из частичных рядов кармана из ткани на торсе;
на фигурах 5А-5М показаны виды в плане схематической последовательности способа вязания рядов с уменьшающейся длиной кармана из ткани на торсе;
на фигурах 6A-6F показан схематический укрупненный вид, аналогичный виду по фиг. 4, последовательности формирования увеличивающихся частичных рядов в области кармана из ткани на торсе;
на фиг. 7 схематически показано расположение рядов петель, сформированных с использованием четырех нитеводов, в области кармана из ткани;
на фиг. 8 показан схематический укрупненный вид, аналогичный виду по фиг. 4, по другому варианту осуществления;
на фиг. 9, аналогично виду по фиг. 7, показано расположение рядов петель, сформированных с использованием четырех нитеводов, в области кармана из ткани из варианта осуществления по фиг. 8;
на фигурах 10А-10С показано положение корпуса кулачка и переключателей и их функционирование во время вязания в ходе непрерывных движений и возвратно-поступательных движений, при повороте в направлении против часовой стрелки и по часовой стрелке;
на фигурах 11 и 12, в продольном сечении, показан игольный цилиндр системы для проделывания отверстий в торсе при помощи электрического сопротивления, во время вязания; и
на фигурах 13, 14 и 15 показана схема вязания одного из карманов из ткани, образующих торс, по одному из видоизмененных вариантов осуществления, на фигурах 14 и 15 показаны укрупненные виды фрагментов XIV и XV по фиг. 13.
Осуществление изобретения
Подробное описание ниже типовых вариантов осуществления дано со ссылкой на прилагаемые чертежи. Аналогичные или схожие элементы на разных чертежах обозначены одинаковыми ссылочными позициями. Кроме этого, чертежи не обязательно даны в масштабе. Подробное описание ниже не ограничивает изобретение. Объем защиты настоящего изобретения определяется прилагаемой формулой изобретения.
В описании термин «один из вариантов осуществления» или «вариант осуществления» или «некоторые варианты осуществления» означают, что конкретный признак, конструкция или элемент, рассмотренный применительно для одного из вариантов осуществления содержится по меньшей мере в одном из вариантов осуществления описываемого объекта. Поэтому фразы «по одному из вариантов осуществления» или «по данному варианту осуществления» или «по некоторым вариантам осуществления», используемые в описании изобретения, необязательно относятся к одному и тому же варианту осуществления или к одним и тем же вариантам осуществления. Кроме этого, конкретные признаки, конструкции или элементы можно комбинировать любым соответствующим образом для получения одного или нескольких вариантов осуществления.
На фиг. 1 схематически показан вид спереди распрямленного изделия или предмета одежды, изготовленного с использованием способа, рассмотренного ниже. На фиг. 2 показан вид в перспективе этого же изделия или предмета одежды.
На фиг. 3 показан схематический вид в сечении в вертикальной плоскости, в которой находится ось вращения игольного цилиндра вязальной машины, посредством которой предмет одежды может быть связан с использованием рассматриваемого здесь способа. Как хорошо известно, машина содержит игольный цилиндр 101, снабженный круглой игольницей, и, в зависимости от конкретной ситуации, клиньями J, расположенными снизу каждой иглы А. Цилиндр 101 поворачивается непрерывно или возвратно-поступательно, в зависимости от этапов вязания, рассмотренных ниже, вокруг собственной оси А-А, таким образом, чтобы иглы могли вязать предмет одежды из нитей, подаваемых с двух или более нитеводов, которые на данной фигуре не показаны. Движение игл управляется посредством групп кулачков 103, переключателей 105 и любых иных элементов, необходимых для управления иглами. Элементы приведения в действие и управления иглами предпочтительно являются стационарными, т.е они не поворачиваются вокруг оси А-А игольного цилиндра 101. С игольным цилиндром 101 может быть соединен циферблат 105. По другим вариантам осуществления, как хорошо известно, машина может содержать два ярусных игольных цилиндра. Детали вязальных машин, используемых для вязания предметов одежды рассматриваемого здесь типа, хорошо известны специалистам в данной области техники и не требуют дополнительных разъяснений. Между тем, ниже будут рассмотрены некоторые признаки управляющих кулачков, используемых для оптимизации машины, с помощью которой реализуется способ вязания по изобретению.
По некоторым вариантам осуществления предмет одежды или изделие, в целом обозначенное ссылочной позицией 1, содержит первый трубчатый паголенок 3 и второй трубчатый паголенок 5. Каждый из двух трубчатых паголенков 3 и 5 проходит от соответствующего мыска или торца (не показан), который может быть открыт или закрыт, вплоть до торса 7. Трубчатые паголенки могут доходить до торцов, формирующих соответствующий след изделия, например, в случае трико или колготок. По другим вариантам осуществления паголенки 3 и 5 могут быть более короткими и даже могут содержать несколько рядов петель, таким образом, чтобы совместно с торсом 7 они образовывали что-то вроде трикотажных панталонов.
В торсе 7 имеется отверстие 9, окруженное отделочным бортом, обозначенным позицией 11, предпочтительно эластичным бортом. Эластичный борт 11 показан на фиг. 2, в то время как на фиг. 1 показано незавершенное изделие или предмет одежды, в частности до того, как к изделию крепится борт 11. В верхней части торса 7 имеется лишь отверстие 13, вдоль которого впоследствии пришивается борт 11. Отверстие 13 может прорезаться в готовом предмете 1 одежды.
По предпочтительным вариантам торс 7 состоит из трех частей: центральной части 15 и двух боковых частей 17 и 19. Как станет более понятно далее, каждая из боковых частей 17 и 19 содержит по меньшей мере один соответствующий карман из ткани.
Каждый карман из ткани, образующий две боковые части 17 и 19, содержит частичные ряды из петель с постепенно уменьшающейся и постепенно увеличивающейся длиной, формируемые в результате возвратно-поступательных движений игольного цилиндра. В свою очередь, центральная часть 15 торса 7, также как и паголенки, предпочтительно формируется в результате непрерывных движений игольного цилиндра.
На всех этапах вязания, подача нитей на иглы цилиндра осуществляется с по меньшей мере двух нитеводов, т.е. подаются по меньшей мере две нити. По предпочтительным вариантам осуществления используются четыре нитевода, подающие четыре нити в круглую игольницу с иглами А цилиндра 101. Если это позволяет диаметр игольного цилиндра, количество нитеводов также может быть больше четырех, например, шесть или более нитеводов. За счет этого время, необходимое для изготовления изделия или предмета одежды, сокращается и повышается качество готовой продукции. На самом деле, при каждом повороте игольного цилиндра 101 формируется определенное число (полных или неполных) рядов, по количеству подаваемых нитей.
Наличие карманов 17, 19 из ткани улучшает посадку по фигуре предмета одежды, не ограничивает эластичность центральной части торса, а, следовательно, позволяет использовать изделие или предмет одежды людьми относительно крупного размера.
По некоторым вариантам осуществления изделие или предмет 1 одежды изготавливают в ходе одной швейной операции на кругловязальной машине, например, в зависимости от конкретной ситуации, на машине с одним цилиндром, с циферблатом.
Процесс вязания, по существу, состоит из последовательности этапов, по завершении которых получают готовое изделие с торсом и трубчатыми паголенками. В частности, процесс вязания можно разделить, например, на семь последовательных этапов, которые будут рассмотрены ниже.
Процесс вязания можно произвольно начинать с трубчатого паголенка 3 или с трубчатого паголенка 5. В целях упрощения описания, ниже будет рассмотрен процесс, начинающийся с вязания трубчатого паголенка 3 и завершающийся вязанием трубчатого паголенка 5, при этом необходимо понимать, процесс можно реверсировать, начиная с вязания трубчатого паголенка 5 и завершая вязанием трубчатого паголенка 3.
На первом этапе вязания на кругловязальной машине 101 (фиг. 2) изготавливают трубчатый паголенок 3 при помощи традиционного вязания с непрерывным движением, при этом кулачки управления иглами предпочтительно являются стационарными, а игольный цилиндр 101 непрерывно поворачивается вокруг собственной оси А-А. Для вязания трубчатого паголенка 3 можно использовать все иглы, либо выбирать некоторые из них для получения конкретного эффекта вязания. Однако, поскольку паголенок имеет трубчатую форму, ряды петель, в целом, формируются таким образом, чтобы они проходили, по меньшей мере частично, по всей окружности игольницы.
При вязании трубчатого паголенка 3 можно использовать один или более нитеводов для подачи в круглую игольницу с иглами А одной или более нитей. Предпочтительно используют по меньшей мере четыре нитевода и, в целом, четное количество нитеводов, например, шесть нитеводов. За счет этого, при каждом повороте игольного цилиндра, формируется определенное количество рядов, по количеству нитеводов.
При наличии по меньшей мере двух нитеводов можно использовать Z-нити или S-нити с покрытием, т.е. например, нити с эластомерным сердечником, покрытым филаментными нитями, закрученными по часовой стрелке (Z-нити) и против часовой стрелки (S-нити). Как хорошо известно специалистам в данной области техники, одновременное использование Z-нитей и S-нитей улучшает однородность изделия, которое не имеет тенденцию к скручиванию.
Вместо комбинированного использования S-нитей и Z-нитей, можно использовать т.н. двойные нити, т.е. когда нити покрытия скручены вокруг эластомерного сердечника по оппозитным спиралям, таким образом, чтобы нити не имели тенденции к скручиванию. Между тем, двойные нити являются более дорогостоящими, чем нити с S-изгибом или Z-изгибом, поэтому использование Z-нитей и S-нитей вместо двойных нитей обеспечивает значительную экономию.
Вязание трубчатого паголенка 3 завершается формированием последнего кругового ряда петель, обозначенного позицией 23. Полный ряд 23 предпочтительно содержит количество петель, равное количеству игл, имеющихся в кругловязальной машине, хотя это не является обязательным условием. Важно лишь, чтобы указанный ряд был полным, т.е. проходил вокруг всего паголенка.
Следовательно, ряды петель, проходящие, по существу, горизонтально, и обозначенные на фиг. 1 позицией RG3, сформированы вдоль трубчатого паголенка 3. Петли, образующие ряды G3, расположены вдоль, по существу, продольных столбцов петель, по длине трубчатого паголенка 3, обозначенных позицией CG3 на фиг. 2.
Затем осуществляют второй этап процесса на кругловязальной машине; данный этап заключается в вязании первой серии частичных рядов с постепенно уменьшающейся длиной в ходе возвратно-поступательных движений, для формирования первой части 17D кармана 17 из ткани. Формирование данной части кармана и остальных частей карманов 17, 19 будет рассмотрено более подробно ниже, со ссылкой на фиг. 4 и последующие фигуры 5А-5М.
Также как и паголенки, часть 17D кармана 17 вяжут с использованием нескольких нитеводов. Предпочтительно количество нитеводов соответствует количеству нитеводов, используемых для вязания первого трубчатого паголенка 3, т.е. составляет по меньшей мере два, предпочтительно - по меньшей мере четыре или более нитеводов.
При формировании части 17D кармана 17 могут использоваться те же нити, что и для вязания трубчатого паголенка 3. По другим вариантам осуществления некоторые или все нити могут быть заменены, таким образом, чтобы при формировании части 17D кармана 17 использовалось такое же количество нитей, что и при формировании паголенка 3, но указанные нити были бы нитями другого типа; например, указанные нити могут иметь другой массовый номер волокна, либо другой состав или структуру. По некоторым вариантам осуществления, при вязании части 17D кармана 17 тип нитей может меняться один или более раз.
При формировании части 17D кармана 17, последовательно формируют частичные ряды петель, обозначенные позицией R17, длина которых постепенно уменьшается начиная с последнего полного ряда 23, формируемого при изготовлении паголенка 3, вплоть до ряда RM17 с минимальной длиной, завершающего указанный второй этап процесса вязания. Точней, поскольку карман 17 из ткани также вяжется с использованием нескольких нитеводов, а, следовательно, при каждом повороте игольного цилиндра 101 в одном направлении или в противоположном направлении, формируется несколько рядов, изготовление части 17D кармана 17 завершается формированием нескольких рядов RM17 с минимальной длиной, количество которых равно количеству нитеводов, используемых на данном этапе, например, четырех нитеводов.
Ряд или группа рядов RM17 с минимальной длиной проходит от одной точки до другой, обе обозначены позицией С1, двух оппозитных линий L17.
Как будет рассмотрено более подробно ниже, одиночные ряды, образуемые из нитей, подаваемых с различных нитеводов при каждом возвратно-поступательном такте, т.е. при каждом повороте игольного цилиндра 101 в одном направлении или в противоположном направлении в ходе возвратно-поступательных движений, смещены относительно друг друга на одну или несколько петель, предпочтительно на две или более петель, более предпочтительно на три или более петель, например, от 3 до 10 петель, с целью, которая станет совершенно очевидна специалистам в данной области техники из подробного описания ниже.
Первая группа частичных рядов, создаваемых при формировании части 17D кармана 17 из ткани, обозначенных, в целом, позицией Rx17 на фиг. 1, вяжется за счет использования лишь части дуги круглой игольницы с иглами А, а, следовательно, имеет меньшее количество петель, чем в рядах, образующих паголенок. Если машина содержит, например, 400 игл, то каждый из рядов RG3 паголенка 3 (а также паголенка 5) может содержать 400 петель, тогда как первый частичный ряд R17 части 17D кармана 17 может содержать количество петель, равное или примерно равной половине этого, поскольку он вяжется посредством полу-дуги с иглами А цилиндра 101, а остальные иглы не задействуются. При каждом реверсировании возвратно-поступательного вращения игольного цилиндра 101, длина частичных рядов, формируемых из нитей, подаваемых с разных активных нитеводов, уменьшается. Например, при каждом реверсировании движения длина рядов может уменьшаться на две петли, выводя из работы по одной игле у каждого конца каждого частичного ряда.
По существу, длина частичных рядов части 17D, последовательно формируемых в ходе циклического реверсирования направления вращения игольного цилиндра 101, постепенно уменьшается, т.е. постепенно уменьшается количество петель, поскольку при их формировании количество игл постепенно уменьшается, вплоть до формирования нескольких частичных рядов RM17 с минимальной длиной.
Кроме этого, все ряды, формируемые во время одного возвратно-поступательного такта в одном направлении (по часовой стрелке или против часовой стрелки), из ниток, подаваемых с разных нитеводов, предпочтительно имеют одинаковое количество петель, т.е. одинаковую длину. При этом ряды, формируемые во время каждого возвратно-поступательного такта или колебания игольного цилиндра 101, смещены относительно друг друга, т.е. концы петель отдельно взятых рядов одинаковой длины не выровнены друг с другом в отдельно взятом столбце, а смещены на определенное количество петель.
Концы частичных рядов, следующих друг за другом вдоль части 17D кармана 17, выровнены относительно двух оппозитных разграничительных линий L17, расположенных наклонно (одна спереди и одна сзади предмета одежды) начиная с ряда 23 и заканчивая рядами RM17 с минимальной длиной. Следует понимать, что хотя это и не показано на чертежах, в области кармана 17 на самом деле находятся две, по существу, зеркальные линии L17, одна - спереди и одна - сзади. Указанные оппозитные линии L17 образованы за счет выравнивания концов частичных рядов, формируемых на данном этапе процесса вязания.
После завершения формирования данной части 17D кармана 17, начинается следующий этап вязания второй части 17С кармана 17. Часть 17С кармана 17 также вяжется за счет возвратно-поступательных движений игольного цилиндра и постепенно увеличивается, т.е. с постепенным увеличением длины рядов, следующих друг за другом во время вязания данной части 17С кармана 17. Часть 17С кармана 17 также формируется за счет подачи в игольный цилиндр 101, который совершает возвратно-поступательные вращения, нитей с нескольких нитеводов, количество которых предпочтительно соответствует количеству нитеводов, используемых для вязания паголенка 3 и части 17D кармана 17.
Следовательно, как уже было рассмотрено применительно для рядов с уменьшающейся длиной при формировании части 17D кармана 17, во время формирования части 17С кармана 17, при каждом повороте игольного цилиндра 101 в одном направлении или в противоположном направлении фактически формируются группы рядов, количество рядов в каждой группе соответствует количеству нитеводов. На изображенном варианте осуществления ряды каждой группы имеют одинаковую длину, т.е. они содержат одинаковое количество петель. Это предпочтительно, хотя и не строго обязательно. По другим вариантам осуществления длина рядов в каждой из групп может различаться.
Более того, даже если ряды в каждой группе имеют одинаковую длину, они смещены относительно друг друга точно также как и ряды в группах, формируемых при вязании части 17D. Количество петель, а, следовательно, длина частичных рядов постепенно увеличивается, от одной группы рядов к другой, начиная с рядов RM17 с минимальной длиной.
Различные частичные ряды, формируемые на третьем этапе процесса вязания, при формировании части 17С кармана 17, соединяются у их концов с частичными рядами уменьшающейся длины, образующими часть 17D. Уменьшающиеся частичные ряды и увеличивающиеся частичные ряды соединяются между собой вдоль линии L17, как это будет более подробно рассмотрено ниже со ссылкой на фигуры 4, 5А-5М, 6A-6F.
Вязание части 17С кармана 17 продолжается формированием отдельных частичных рядов R17 с постепенно увеличивающейся длиной, вплоть до формирования последнего частичного ряда, точней последней группы частичных рядов части 17С, обозначенной позицией Ry17.
После этого начинается четвертый этап процесса вязания, выполняемый путем непрерывных движений игольного цилиндра 101 и начинающийся точно также с первого полного ряда 25. Ряд 25 является круговым, а количество образующих его петель предпочтительно равно общему количеству игл в машине. На указанном четвертом этапе изготавливают центральную часть 15 торса 7 в ходе непрерывных движений игольного цилиндра 101, иглы формируют последовательность из полных рядов 25Х, которые являются круговыми и проходят, по существу, параллельно ряду 25. Вязание центральной части 15 торса 7 завершается формированием последнего полного ряда 27.
Как, в частности, показано на фиг. 2, у части 17С кармана 17 и в центральной части 15 торса 7 петли формируемой ткани располагаются столбцами, по существу, параллельно борту 11, определяющему отверстие, через которое пользователь одевает на себя предмет одежды или изделие 1. Поэтому, как показано на фиг. 1, ряды петель, по существу, ортогональны столбцам.
На следующем, пятом этапе вязания, формируются две части 19D и 19С кармана 19 из ткани с использованием процесса, по существу, аналогичного тому, что использовался для формирования кармана 17. При вязании кармана 19 из ткани используют несколько нитеводов, количество которых предпочтительно соответствует количеству нитеводов, используемых на предыдущих четырех этапах процесса вязания. При каждом повороте игольного цилиндра 101 в одном направлении или в противоположном направлении, происходит формирование рядов одинаковой длины, количество которых равно количеству нитеводов. Ряды, формируемые при каждом повороте или возвратно-поступательном такте в одном направлении или в противоположном направлении, предпочтительно имеющие одинаковую длину, смещены относительно друг друга. При каждом реверсировании движения длина рядов уменьшается, предпочтительно на две петли;
В частности, пятый этап процесса вязания включает в себя формирование последовательности частичных рядов постепенно уменьшающейся длины в ходе возвратно-поступательных движений игольного цилиндра 101, начиная с ряда 27, завершающего центральную часть 15 торса 7. Первая группа частичных рядов обозначена позицией Rx19. Аналогично рядам Ry17, количество петель в частичных рядах Rx19 может быть равно или примерно равно половине количества игл в цилиндре 101. За частичными рядами Ry19 следуют ряды с постепенно уменьшающейся длиной, обозначенные позицией R19.
Концы частичных рядов, образующих часть 19D кармана 19, расположены вдоль двух линий L19, на чертеже показана лишь одна из них, а другая является ее зеркальным отражением. Линии L19, по существу, симметричны линиям L17.
Пятый этап процесса вязания завершается формированием группы частичных рядов с минимальной длиной, обозначенных позицией RM19; указанные частичные ряды проходят от одной конечной точки С2 до другой двух оппозитных линий L19.
После указанного пятого этапа вязания начинается шестой этап вязания, заключающийся в формировании второй части 19С кармана 19. На указанном шестом этапе формируют частичные ряды петель с постепенно увеличивающейся длиной, обозначенные позицией R19, начиная с рядов RM19 с минимальной длиной, вплоть до последней группы частичных рядов Ry19 с максимальной длиной. Количество рядов, формируемых при каждом повороте в одном направлении или в другом направлении, равно количеству нитеводов, а указанные ряды предпочтительно имеют одинаковую длину, но смещены относительно друг друга, как уже отмечалось применительно к формированию части 17С.
Следующий, седьмой этап является заключительным этапом процесса вязания; этап начинается с формирования полного ряда 29 кольцевой формы, состоящего из нескольких петель, количество которых равно количеству нитеводов в машине. Процесс вязания продолжается формированием непрерывных рядов RG5, начиная с первого ряда 29, являющего началом трубчатого паголенка 5, вплоть до последнего ряда, являющегося его завершением (не показан). Начиная с ряда 29, вязание осуществляют путем непрерывных движений игл, а количество нитеводов предпочтительно равно количеству нитеводов, используемых для формирования ранее рассмотренных частей изделия или предмета одежды, например, четырех нитеводов.
Аналогично тому, как это было рассмотрено применительно для кармана 17 и трубчатого паголенка 3, вдоль части 19D кармана 19 столбцы СС петель располагаются, по существу, параллельно борту 11, тогда как вдоль части 19С и вдоль паголенка 5 столбцы располагаются в продольном направлении трубчатого паголенка 5, как это схематически показано линиями CG5.
Процесс формирования карманов 17, 19 из ткани в ходе возвратно-поступательных движений будет рассмотрен ниже более подробно со ссылкой на фиг. 4 и последующие фигуры 5А-5М. Следует отметить, что рассматриваемое ниже относится к конкретному примеру, по которому для формирования предмета одежды или изделия 1 в машине используют четыре нитевода. На данный момент данное количество нитеводов является предпочтительным для вязания предмета одежды или изделия 1. Из данного типового описания специалистам в данной области техники будет понятно как можно изготовить изделие или предмет одежды с использованием иного количества нитеводов.
Ниже будет рассмотрен этап вязания кармана 17, который (как вкратце отмечалось выше) начинается с формирования части 17D с рядами уменьшающейся длины, т.е. области, в которой длина рядов уменьшается, после чего следует вязание области 17С с частичными рядами постепенно увеличивающейся длины. Из описания данных двух этапов процесса вязания полностью станет понятно, как осуществляется вязание кармана 19.
Ниже будет описан процесс, в котором длина частичных рядов постепенно уменьшается' равномерным и линейным образом, т.е. при каждом повороте или маятниковом движении игольного цилиндра 101 происходит одинаковое уменьшение длины рядов, под указанной длиной понимается количество петель, образующих отдельно взятый ряд. Специалистам в данной области техники будет понятно, что данный функциональный процесс является предпочтительным и что рассматриваемый способ может быть реализован иным путем, например, с уменьшением длины частичных рядов на иное количество петель в ходе последующих циклов, т.е. возвратно-поступательных тактов, во время вязания кармана из ткани.
Характер уменьшения и увеличения, т.е. ряды увеличивающейся и уменьшающейся длины в карманах 17 и 19, предпочтительно является зеркальным, однако последовательности для передней и задней частей предмета одежды не обязательно должны быть одинаковыми. Это означает, что последующие ряды разной длины могут увеличиваться или уменьшаться по длине по-разному на этих двух частях (передней и задней) из ткани. В описании ниже подразумевается, что при каждом реверсировании движения длина рядов из петель уменьшается на одну петлю с каждого конца.
На фиг. 4 схематически показан укрупненный, упрощенный вид ткани, формируемой в области кармана 17. Карман 19 формируется зеркальным образом. Следует понимать, что на фиг. 4 показано лишь несколько рядов; в действительности количество частичных рядов, образующих карманы 17 и 19, значительно больше количества рядов, показанных на фиг. 4. Кроме этого, на фиг. 4 показана лишь область с уменьшающимися и увеличивающимися частичными рядами, без учета (за исключением весьма ограниченного числа рядов) той части ткани, которая была сформирована в ходе непрерывных движений, до и после изготовления кармана из ткани. Кроме этого, для лучшей наглядности на фиг. 4 показаны лишь концы частичных рядов; данные ряды показаны разорванными, а их центральная часть не показана.
На фиг. 4 позицией «Ai» обозначены иглы, при этом «i» означает последовательный номер иглы в круглой игольнице машины. В изображенном примере используется четыреста игл, пронумерованных с А1 до А400. Эта же самая позиция Ai используется для обозначения петли, образованной иглой под соответствующим номером i. Позициями F1, F2, F3, F4 обозначены нити, подаваемые с четырех различных нитеводов, имеющихся в машине. Направление вращения цилиндра 101 с иглами А обозначено буквой F.
На фигурах 5А-5М схематически показаны виды в плане круглой игольницы с иглами А, в которые четыре нитевода, представленные в виде соответствующих направляющих G1, G2, G3 и G4 для нитей, подают нити F1, F2, F3 и F4, соответственно. Позиции G1-G4 также будут использоваться для обозначения соответствующих нитеводов. Позицией F обозначено направление вращения круглой игольницы, т.е. цилиндра 101 с иглами А. Позициями S1A, S2A, S3A, S4A обозначены переключатели для выбора игл, взаимодействующих с четырьмя нитеводами G1-G4, соответственно, при вращении игольного цилиндра 101 в направлении против часовой стрелки. Позициями S10, S20, S30 и S40 обозначены переключатели для нитеводов G1-G4, соответственно, используемые при вращении игольного цилиндра 101 в направлении по часовой стрелке. На фигурах 5А-5М показаны лишь активные переключатели, т.е. переключатели, которые используются на соответствующих этапах, представленных на фигурах.
Вначале со ссылкой на фиг. 4 позицией RG3 обозначены последние круговые полные ряды, связанные посредством цилиндра 101 машины 1 в ходе непрерывного движения. Подразумевается, что на изображенном варианте осуществления непрерывное движение происходит, например, против часовой стрелки. На фиг. 5А схематически показан завершающий этап вязания паголенка 3 при помощи указанного непрерывного движения.
Все иглы А1-А400 машины активны и формируют с использованием нитей F1-F4 последние четыре полных ряда, обозначенных на фиг. 4 позицией RG3.
На фиг. 5В в комбинации с фиг. 4 показан этап, в ходе которого первый частичный ряд, формируемый из нити F1 и обозначенный на фиг. 4 позицией RXF1, части 17D кармана 17, полностью завершен. Игольный цилиндр 101 поворачивается против часовой стрелки (в направлении F). Переключатель S1A, расположенный по ходу перед нитеводом G1, уже вывел из работы иглы, расположенные после иглы А200. Игла А200 формирует последнюю петлю ряда RxF1, тогда как игла А201 и последующие иглы, не задействованные переключателем S1A, проходят перед нитеводом G1 без формирования петель.
Со ссылкой на фиг. 5С в комбинации с фиг. 4, цилиндр 101 продолжает вращаться против часовой стрелки таким образом, чтобы игла А200 и последующие иглы проходили перед переключателем S2A и перед вторым нитеводом G2. Последней иглой, выбираемой переключателем S2A, является игла А197, образующая из нити F2 со второго нитевода G2, последнюю петлю последующего частичного ряда, обозначенного позицией RxF2. Иглы, следующие за иглой А197, не задействуются, а, следовательно, не формируют петли из нити F2. Конец частичного ряда RxF2 смещен на три петли относительно конца ряда RxF1, сформированного ранее из нити F1.
Со ссылкой на фиг. 5D в комбинации с фиг. 4, игольный цилиндр 101 продолжает вращаться против часовой стрелки, помещая иглы А200-А197 вначале перед переключателем S3A, связанным с третьим нитеводом G3, а затем перед последним. Переключатель S3A выбирает иглу А194 в качестве последней иглы и оставляет следующие за ней иглы А195, А196, … незадействованными. Поэтому нить F3, подаваемая с третьего нитевода G3, перестает образовывать петли вместе с иглой А194, таким образом, что частичный ряд, образованный из нити F3 и обозначенный позицией RxF3 на фиг. 4, оказывается смещенным на три петли относительно предыдущего ряда RxF2, образованного из нити F2, и смещенным на шесть петель относительно ряда RxF1, образованного из нити F1.
Со ссылкой на фиг. 5Е в комбинации с фиг.4, игольный цилиндр 101 продолжает вращаться против часовой стрелки, пока иглы А220, А199… не окажутся перед переключателем S4A, а затем перед четвертым нитеводом G4. Переключатель S4A выбирает иглу А191 в качестве последней иглы и оставляет последующие за ней иглы в опущенном положении. Поэтому нить F4 с четвертого нитевода образует первый частичный ряд RxF4, который смещен на три петли относительно ряда RxF3, на шесть петель относительно ряда RxF2 и на девять петель относительно ряда RxF1.
На фиг. 5F показано угловое положение, при котором происходит реверсирование игольного цилиндра 101 (см. двойную стрелку F). Это происходит после того как иглы А200, А197, А194 и А191, в которые заправлены концы петель частичных рядов RxF1, RxF2, RxF3 и RxF4, перемещаются на достаточный угол (почти на 30 градусов) относительно переключателя S4A.
По завершении непрерывного движения игольного цилиндра 101 в направлении против часовой стрелки формируются четыре частичных ряда, оканчивающиеся соответствующими последними петлями, образуемыми посредством игл А200 (для нити F1 первого нитевода), А197 (для нити F2 второго нитевода), А194 (для нити F3 третьего нитевода) и А191 (для нити F4 четвертого нитевода). Указанные смещенные концы четырех рядов RxF1-RxF4 расположены вдоль линии L17 (фигуры 2, 3). Концы указанных частичных рядов смещены относительно друг друга, например, на три иглы, а, следовательно, на три петли. Следует понимать, что количество петель между концом одного частичного ряда и концом последующего частичного ряда может быть больше трех, например, от 5 до 9 петель.
Со ссылкой на фиг. 5G в комбинации с фиг. 4, будет рассмотрен следующий этап способа формирования кармана 17 из ткани, в котором игольный цилиндр 101 реверсирует вращение и начинает вращаться по часовой стрелке (стрелке F на фиг. 5G). Переключатель S40, связанный с четвертым нитеводом G4, выбирает иглу А190 в качестве первой иглы и последующие иглы в направлении вращения (т.е. иглы А189, А188,…) и оставляет остальные иглы А191, А192… незадействованными. Таким образом, формирование следующего ряда начинается с нити F4. Данный ряд обозначен на фиг. 4 позицией RF4.
Со ссылкой на фиг. 5Н в комбинации с фиг. 4, по мере того как игольный цилиндр 101 продолжает вращаться в направлении по часовой стрелке, переключатель S30 начинает выбирать иглы для формирования ряда петель из нити F3, подаваемой с третьего нитевода G3. В качестве первой иглы выбирается игла А193. Предыдущие иглы (А194, А195…) остаются незадействованными, в то время как последующие иглы А192, А191, А190 формируют последующие петли ряда, образуемого из нити F3, обозначенного на фиг.4 позицией RF3.
Со ссылкой на фиг. 51 в комбинации с фиг. 4, по мере того как игольный цилиндр 101 продолжает вращаться в направлении по часовой стрелке, переключатель S20, связанный со вторым нитеводом G2 и расположенный по ходу перед указанным нитеводом по направлению часовой стрелки, выбирает иглу А196 в качестве первой иглы, оставляя предыдущие иглы (А197, А198, А199…) незадействованными, и выбирает следующие иглы (А195, А194…), таким образом, чтобы начать формирование ряда RF2 из нити F2 со второго нитевода. Одновременно с этим переключатель S40, связанный с четвертым нитеводом G4, выбирает последнюю иглу (А2), для завершения формирования частичного ряда RF4 из нити F4, подаваемой с четвертого нитевода. Последующие иглы (А1, А400…) проходят перед четвертым нитеводом без образования петель. Следовательно, четвертый ряд RF4 проходит от петли, формируемой посредством иглы А197, до петли, формируемой посредством иглы А2.
Со ссылкой на фиг. 5J в комбинации с фиг. 4, по мере того как игольный цилиндр 101 продолжает вращаться в направлении по часовой стрелке, переключатель S10, связанный с первым нитеводом G1 и расположенный по ходу перед указанным нитеводом в направлении часовой стрелки, выбирает иглы для формирования петель из нити F1, подаваемой с первого нитевода, образующих частичный ряд RF1. В качестве первой иглы выбирается игла А199, в то время как предыдущие иглы (А200, А201…) остаются незадействованными. Также со ссылкой на фиг. 5J, переключатель S30, связанный с третьим нитеводом, опускает иглы, следующие за иглой А5, таким образом, чтобы частичный ряд RF3, формируемый из нити F3 с третьего нитевода, оканчивался петлей, формируемой посредством иглы А5, а, следовательно, формировался из петель, создаваемых иглами А193, А192, А191 … А5.
Игольный цилиндр 101 продолжает вращаться по часовой стрелке, как это показано на фиг. 5K. На данной фигуре переключатель S20, связанный со вторым нитеводом G2, выбирает иглу А8 в качестве последней иглы для формирования последней петли ряда RF2, в то время как иглы А7, А6 и последующие остаются незадействованными. Следовательно, частичный ряд RF2, формируемый из нити F2, содержит петли, формируемые посредством игл А8, А9, А10 … А195. Переключатель S40 выбор игл не осуществляет.
Игольный цилиндр 101 продолжает вращаться по часовой стрелке до полного завершения формирования частичного ряда RF1, как это показано на фиг. 5L в комбинации с фиг. 4. A11 является последней иглой, выбираемой переключателем S10 для формирования частичного ряда RF1. Остальные иглы А10, А9, А8 … опускаются вниз и не участвуют в формировании петель. Следовательно, частичный ряд RF1 (фиг. 4) содержит петли, формируемые посредством игл А199, А198, А197 … A11.
Игольный цилиндр 101 продолжает вращаться по часовой стрелке, вплоть до положения, показанного на фиг. 5М, т.е. до тех пор, пока последние иглы, выбираемые переключателем S10, не пройдут перед следующим переключателем S1A. Таким образом, после того как вращение игольного цилиндра 101 снова будет реверсировано, переключатель S1A сможет правильно выбрать иглы для формирования последующих частичных рядов.
Результат данного процесса хорошо виден на фиг. 4. Последние частичные ряды RxF1, RxF2, RxF3, RxF4, формируемые во время последнего вращения игольного цилиндра против часовой стрелки в ходе непрерывного движения, оканчиваются в смещенных точках, т.е. последняя петля, образованная в каждом из этих рядов, смещена относительно последних петель соседних частичных рядов. Ряд RxF1, формируемый из нити F1 с первого нитевода G1, оканчивается петлей, формируемой посредством иглы А200. Ряд RxF1, формируемый из нити F2 со второго нитевода G2, оканчивается петлей, формируемой посредством иглы А197. Ряд RxF3, формируемый из нити F3 с третьего нитевода G3, оканчивается петлей, формируемой посредством иглы А194. Наконец ряд RxF4, формируемый из нити F4 с четвертого нитевода G4, оканчивается петлей, формируемой посредством иглы А191. Следовательно, завершающие петли каждого из рядов смещены относительно друг друга на три петли (по данному варианту осуществления). Первая серия частичных рядов, формируется за счет уменьшения длины каждого ряда на две петли, по одной с каждого конца соответствующего ряда. Например, нить F1 с первого нитевода, из которой при помощи иглы А200 образована последняя петля, начинает формировать следующий ряд RF1 при помощи иглы А199. Кроме этого, частичные ряды RF4, RF3, RF2, RF1 начинаются в точках, смещенных относительно друг друга на три петли, и точно также оканчиваются со смещением относительно друг друга на такое же количество петель, поэтому указанные ряды состоят из одинакового количества петель.
- ряд RF4 образован из петель, формируемых при помощи игл А190-А2;
- ряд RF3 образован из петель, формируемых при помощи игл А193-А5;
- ряд RF2 образован из петель, формируемых при помощи игл А196-А8;
- ряд RF1 образован из петель, формируемых при помощи игл А199-A11.
Между тем, оконечные петли разных частичных рядов, формируемых с использованием разных нитеводов во время углового шага, т.е. во время колебательного или возвратно-поступательного такта вращательного движения игольного цилиндра 101, выровнены не с теми же столбцами петель, а смещены.
По другим вариантам осуществления каждый ряд, формируемый из нитей, может быть уменьшен с обоих концов более чем на одну петлю по сравнению с предыдущим рядом.
С ссылкой на фиг. 6 хорошо видно, что во время вязания второй части каждого кармана из ткани длина частичных рядов постепенно увеличивается после каждого реверсирования движения игольного цилиндра. На изображенном варианте осуществления подобное увеличение происходит при каждом реверсировании, таким образом, что каждый ряд увеличивается с обоих концов. По типовому варианту осуществления увеличение длины рядов происходит на одну петлю с каждого конца ряда, т.е. у каждого ряда увеличивающейся длины имеется дополнительная петля с каждого его конца по сравнению с предыдущим (более коротким) рядом. Следует понимать, что количество увеличивающихся петель не обязательно должно быть по одной с каждого конца (например, может быть более двух на ряд).
При возобновлении вязания в направлении против часовой стрелки, начиная из положения по фиг. 5М, первый нитевод G1 начинает формирование петель при помощи иглы, примыкающей к игле, использовавшейся для формирования последней петли частичного ряда RF1; поэтому первой петлей следующего ряда, формируемого из нити F1, является петля, формируемая при помощи иглы А12. Указанный ряд обозначен на фиг. 4 позицией RF1'. Данный ряд доходит до ряда, формируемого при помощи иглы А198 и, следовательно, уменьшен на две петли (и, следовательно, на две петли короче) по сравнению с предыдущим частичным рядом RF1, образуемым из нити F1, подаваемой с первого нитевода G1.
Аналогичным образом, нить F2, подаваемая со второго нитевода, начинает формирование петель с иглы А9, примыкающей к игле А8, которая использовалась для формирования последней петли в ходе предыдущего движения по часовой стрелке, и завершает формирование частичного ряда RF2' петлей, формируемой при помощи предыдущей иглы А195, который на две петли короче ряда RF2, ранее сформированного с использованием этого же самого нитевода. Два ряда RF1', RF2' смещены относительно друг друга на три петли (ряд RFT' начинается от иглы А12 и оканчивается у иглы А198, в то время как ряд RF2' начинается от иглы А9 и оканчивается у иглы А195).
Как показано на фиг. 4, процесс вязания продолжается вязанием комплекта из четырех частичных рядов с уменьшающейся длиной, таким образом, чтобы четыре ряда, формируемые при каждом колебательном или возвратно-поступательном такте игольного цилиндра 101, были смещены на три петли относительно друг друга.
По рассматриваемому варианту осуществления иглы выбирают таким образом, чтобы ряды, формируемые с использованием четырех нитеводов, были смещены на три петли относительно друг друга упорядоченным образом, т.е. например, начало рядов RF1-RF4 было бы смещено на три петли, начиная с ряда, образуемого с использованием первого нитевода (нить F1), вплоть до ряда, образуемого с использованием четвертого нитевода (нить F4). С противоположного конца, начальные точки рядов RF1'-RF4' смещены в обратном порядке, начиная с первой петли, формируемой из нити F4, вплоть до первой петли, формируемой из нити F1. Между тем, это не является строго обязательным; как станет понятно далее, в некоторых случаях подобная последовательность может быть изменена.
В результате использования рассмотренного процесса вязания, концы частичных рядов R17 вдоль линий L17 кармана 17 из ткани (т.е. отдельно взятые ряды F1-RF4, RF1'-RF4' и последующие на фрагменте по фиг. 4) не совпадают, а распределены в диапазоне петель, образуя тем самым более равномерную ткань, с более низкой концентрацией растягивающего напряжения на отдельные нити.
По завершении вязания уменьшающихся частичных рядов, из которых сформирована часть 17D кармана 17, процесс переходит к формированию рядов с постепенно увеличивающейся длиной, показанных на фиг. 4, используемых для формирования части 17С из ткани. Процесс, по существу, аналогичен тому, что был рассмотрен для формирования частичных рядов с уменьшающейся длиной. Частичные ряды с постепенно увеличивающейся длиной, формируемые с использованием четырех нитеводов при каждом угловом шаге игольного цилиндра 101 в одном направлении или в противоположном направлении также смещены на три петли относительно друг друга, как это было рассмотрено выше применительно к формированию части 17D. Каждый ряд, формируемый из нити с определенного нитевода, увеличивается на две петли относительно предыдущего ряда, формируемого с использованием этого же нитевода. Длина частичных рядов, из которых формируется часть 17С из ткани, увеличивается до длины, равной 190 петлям. Четыре ряда длиной в 190 петель являются рядами, соответствующими линии 25 по фиг. 1.
Для упрощения восприятия на последовательности фигур 6A-6F показаны шесть последовательных этапов формирования частичных рядов с увеличивающейся длиной. На каждом этапе из нитей F1-F4, подаваемых с четырех нитеводов G1-G4, вяжутся четыре ряда.
В частности, на фиг. 6А показано формирование последней серии из четырех уменьшающихся рядов, формируемых из нитей F4, F3, F2, F1. В данном примере последнее движение игольного цилиндра осуществляется в направлении по часовой стрелке.
На фиг. 6В показано завершение последующего возвратно-поступательного движения в направлении против часовой стрелки, когда происходит формирование первой серии из четырех рядов (формируемых последовательно из нитей F1, F2, F3, F4) части 17С из ткани с рядами уменьшающейся длины.
На фиг. 6С показано завершение последующего возвратно-поступательного движения в направлении по часовой стрелке, когда происходит формирование новой серии рядов из нитей F4, F3, F2, F1, каждый ряд длиннее на две петли по сравнению с рядами, сформированными во время предыдущего цикла. На последующих фигурах 6D-6F показано продолжение данного процесса.
Следует понимать, что в схематическом примере по фигурам 4, 5А-5М, 6A-6F показано сокращенное количество рядов с уменьшающейся или увеличивающейся длиной, поскольку длина самого короткого ряда составляет 195-15=180 петель. Однако в действительности количество уменьшающихся рядов больше, а частичные ряды увеличенной длины содержат, например, 200 петель, длина рядов минимальной длины (ряды RM17 на фиг. 3) составляет, например, от 40 до 120 петель, предпочтительно от 70 до 90 петель, например, 80 петель. Разумеется, указанные величины и значения приведены в качестве неограничивающих примеров.
После завершения формирования последнего частичного ряда вдоль линии 25, игольный цилиндр 101 вновь начинает вращаться против часовой стрелки для формирования центральной части 15 торса 7 в ходе непрерывных движений. На фиг. 4 схематически показаны уменьшающиеся и увеличивающиеся ряды, из которых формируется карман 17 из ткани, между последними непрерывными рядами паголенка 3 и первыми непрерывными рядами центральной части 1 торса 7.
На фиг. 7 схематически показаны ряды, формируемые из нитей F1-F4 в соответствии с рассмотренным выше способом. Ряды, формируемые из четырех нитей, обозначены линиями разного типа.
Карман 19 из ткани изготавливают в соответствии с процедурой, рассмотренной со ссылкой на фигуры 4, 5А-5М, 6A-6F, начиная с группы рядов 27. Вначале формируют частичные ряды с уменьшающейся длиной, начиная с рядов Rx 19 вплоть до рядов RM19, из которых формируют часть 19D из ткани. Длина частичных рядов, формируемых на данном этапе в ходе возвратно-поступательных движений игольного цилиндра 101, постепенно уменьшается с максимальной длины в 190 петель до минимальной длины в рядах RM19. Точно также, как и при формировании кармана 17, при формировании части 19D из ткани при каждом реверсировании движения происходит уменьшение на две петли по сравнению с рядами, формируемыми во время предыдущего углового шага. Четыре ряда, формируемые при каждом движении в направлении по часовой стрелке и против часовой стрелки из нитей, подаваемых с четырех нитеводов, смещены относительно друг друга; на изображенном примере ряды смещены на три петли.
Аналогично части 17С, формирование части 19С из ткани начинается с постепенного увеличения длины рядов, с минимальной длины в рядах RM19, вплоть до максимальной длины в 190 петель в последних четырех частичных рядах, формируемых из нитей, подаваемых с четырех нитеводов во время последнего частичного вращения в ходе возвратно-поступательных движений. После этого процесс вязания продолжается с непрерывным движением в направлении против часовой стрелки для формирования из трубчатой ткани второго паголенка 5.
Со ссылкой на фигуры 4, 5А-5М, 6A-6F, 7 был рассмотрен процесс вязания карманов 17 и 19 из ткани, в ходе которого последовательность рядов в каждой группе рядов, формируемых из нитей F1-F4, подаваемых с разных нитеводов, имеющихся в машине, повторяется при каждом возвратно-поступательном такте в одном направлении симметрично последовательности рядов, создаваемых во время предыдущего возвратно-поступательного такта в противоположном направлении. Например, со ссылкой на фиг. 4, ряды RxF1-RxF4 формируют из данной последовательности нитей: F1, F2, F3, F4. Группу из четырех последующих рядов RF4-RF1 формируют из последовательности F4, F3, F2, F1. Группу из последующих рядов формируют из последовательности F1, F2, F3, F4 и т.д.
Между тем, данная конкретная реверсированная последовательность не является строго обязательной, но тем не менее предпочтительна, поскольку она упрощает движение нитей. На фиг.8 показаны ряды, формируемые из нитей F1-F4, подаваемых с четырех нитеводов G1-G4, следующие друг за другом в следующей последовательности: F1, F2, F3, F4 для последней серии рядов при непрерывном движении, затем F3 F2 F1 F4 F1 F2 F3 F4 F3 F2 F1 F4 F1 F2 F3 F4 … и т.д. Данная последовательность наиболее подходит при использовании нитей с Z-изгибом и S-изгибом, т.е. эластомерных нитей, покрытых внешними нитями, геликоидально намотанными вокруг эластомерного сердечника в направлении по часовой стрелке или против часовой стрелки, соответственно. Нити F1 и F3 могут быть, например, нитями с Z-изгибом, тогда как нити F2 и F4 могут быть нитями с S-изгибом. В вышеуказанной последовательности нити с S-изгибом и нити с Z-изгибом попеременно чередуются друг с другом: за каждым рядом, состоящим из нитей с S-изгибом, следует ряд из нитей с Z-изгибом и наоборот.
При этом частичные ряды уменьшающейся и увеличивающейся длины всегда смещены относительно друг друга, как, например, в варианте осуществления по фиг. 4.
Аналогично фиг. 7, на фиг. 9 показаны ряды, образованные из четырех нитей F1, F2, F3, F4 из варианта осуществления по фиг. 8.
На фигурах 10А, 10В и 10С показаны виды в плане возможной компоновки кулачковой опоры вязальной машины с соответствующими переключателями для выбора игл, которая может быть использована для реализации рассматриваемого здесь способа вязания. Слева схематически показаны две или три иглы, обозначенных позицией А, в разных положениях во время вязания. Позицией Т обозначены пятки игл А. Позициями Та и ТТ обозначены соответственно траектория крючков игл А и траектория пяток игл А. Позициями G1, G2, G3 и G4 обозначены направляющие нитей четырех нитеводов для четырех нитей F1, F2, F3, F4. Позициями S1A, S2A, S3A, S4A обозначены переключатели для игл, связанные с нитеводами G1, G2, G3, G4, используемыми на этапе вязания с возвратно-поступательным движением и используемыми при вращении игольного цилиндра 101 против часовой стрелки. В свою очередь позициями S10, S20 S30 S40 обозначены переключатели, связанные с этими же нитеводами G1-G4, используемыми при вращении по часовой стрелке, как это было рассмотрено со ссылкой на фигуры 5А-5М.
Позициями С1 и С2 соответственно обозначены кулачки для подъема и опускания игл. Пара кулачков C1, С2 связана с каждым из нитеводов G1-G4. Позицией С3 обозначены вспомогательные кулачки для опускания игл, которые используют лишь при вязании с возвратно-поступательным движением, как это будет рассмотрено более подробно ниже. Вспомогательные кулачки С3 убираются внутрь опоры во время вязания с непрерывным движением, таким образом, чтобы они не воздействовали на пятки игл А. На фигурах 10 В и 10С также показаны клинья J в двух положениях, которые они выборочно занимают в зависимости от того является ли соответствующая игла активной или неактивной. Позициями Л и J2 обозначены верхняя и нижняя пятки клиньев, а позициями TJ1 и TJ2 соответственно обозначены траектории перемещения указанных пяток 1 и J2. Позицией TJ обозначена траектория головок клиньев. В нижней части фигур 10В и 10С показаны кулачки С4 для опускания клиньев J; позицией С5 обозначены кулачки для поднятия указанных клиньев J, связанные с различными нитеводами G1-G4 и с соответствующими переключателями.
На фиг. 10А схематически показано функционирование при вращении с непрерывным движением против часовой стрелки, например, при формировании паголенков 3, 5 или центральной части 15 торса 7. Движение игольного цилиндра 101 обозначено стрелкой F. Все иглы являются активными и следуют по одной и той же траектории ТА. На фигуре вязальные элементы, т.е. кулачковая опора, показаны изнутри игольного цилиндра 101.
На фигурах 10В и 10С показано движение игл во время вязания частичных рядов в ходе возвратно-поступательного движения. В частности, на фиг. 10В показано движение игл во время вращения игольного цилиндра 101 против часовой стрелки, тогда как на фиг. 10С показано движение игл во время вращения игольного цилиндра 101 по часовой стрелке. Позицией Т0 обозначена траектория перемещения пяток незадействованных игл, т.е. неактивных игл, а позицией ТА обозначена траектория перемещения задействованных игл. Вспомогательные кулачки С3 приведены в действие и обеспечивают частичное опускание каждой из выбранных игл с максимальной высоты (обозначенной Q1) до промежуточной высоты (обозначенной Q2) перед захватом соответствующей нити, подаваемой с нитевода, с которым связан каждый вспомогательный кулачок С3. Например, на фиг. 10В показано частичное опускание с высоты Q1 до высоты Q2, осуществляемое при помощи вспомогательного кулачка С3, расположенного по ходу перед нитеводом G2. Как показано в левой части фиг. 10В, высоту Q2 выбирают таким образом, чтобы замок L иглы перемещался с данной высоты вверх до плоскости РМ формирования петли платины Р. Опускание каждой активной иглы до высоты Q2 обеспечивает правильный захват нити, подаваемой с соответствующего нитевода, и не позволяет нити опускаться ниже уровня замка иглы. Такая опасность может возникать из-за особенностей траекторий нитей при вязании с возвратно-поступательным движением, но не во время вязания с непрерывным движением, при котором частичное опускание игл на промежуточную высоту не осуществляется.
На фиг. 10С, используя те же критерии и те же ссылочные позиции, что и на фиг. 10В, показаны траектории задействованных и незадействованных (неактивных) игл и клиньев/во время движения игольного цилиндра 101 по часовой стрелке при вязании с возвратно-поступательным движением.
Как должно быть понятно из описания кулачковой опоры и процесса вязания карманов из ткани, в частности со ссылкой на фигуры 4, 6A-6F, во время вязания двух карманов из ткани в ходе возвратно-поступательных движений все иглы являются разгруженными, в т.ч. во время этапа, когда длина рядов, из которых формируется карман, уменьшается и увеличивается, каждая сформированная петля выгружается с соответствующей иглы таким образом, чтобы на ткани не оставалось удерживаемых петель.
Хотя на изображенных вариантах осуществления торс состоит лишь из двух боковых карманов из ткани, сформированных в ходе возвратно-поступательных движений, по другим вариантам осуществления количество формируемых карманов может быть больше, например по два кармана из ткани с каждой стороны торса.
Предполагается, что в вышеуказанном процессе изделие или предмет одежды изготавливается с торсом и двумя паголенками, которые полностью замкнуты в момент снятия с кругловязальной машины, т.е. не имеют отверстий для одевания предмета одежды и имеют лишь, в зависимости от ситуации, отверстия на концах паголенков. Отверстия в районе пояса для одевания предмета одежды изготавливают после снятия предмета одежды с машины, путем разрезания вдоль линии 13 и крепления эластичного борта 11 известными способами.
На фигурах 11 и 12 показан местный вид в продольном сечении цилиндра 101 кругловязальной машины с режущим устройством для разрезания изделия или предмета одежды, изготовленного с использованием круглой игольницы цилиндра 101. Режущее устройство, в целом, обозначено позицией 201.
По некоторым вариантам осуществления режущее устройство 201 содержит электрическое сопротивление 203, т.е. элемент, нагреваемый за счет теплового воздействия тока, проходящего через него.
Электрическое сопротивление 203 может быть электрически соединено с двумя электрическими проводами посредством разъема 205. Каждый электрический провод 207 электрически связан с контактной щеткой 208. Указанные контактные щетки запитывают электрическое сопротивление 203 во время его вращения вместе с цилиндром 101 из игл А.
Электрическое сопротивление 203 и разъемы 205 могут опираться на кольцевой опорный элемент 209, расположенный вокруг оси А-А игольного цилиндра и вращающийся вместе с игольным цилиндром 101. Опорный элемент 209 может перемещаться вертикально, т.е. параллельно оси А-А игольного цилиндра, в направлении стрелки f209, таким образом, чтобы он занимал два положения, изображенные на фигурах 11 и 12, соответственно. В первом положении (фиг. 11) опорный элемент 209 и электрическое сопротивление 203 находятся в крайнем нижнем положении. Электрическое сопротивление 203 расцеплено от изделия или предмета одежды 1, формируемого при помощи игл А игольного цилиндра 101. В данном положении режущее устройство 201 не воздействует на формируемое изделие или предмет одежды 1.
На фиг. 12 опорный элемент 209 и режущее устройство 201 находятся в верхнем или поднятом положении. Электрическое сопротивление 203 заходит в формируемое изделие или предмет одежды 1. Тепло, создаваемое электрическим сопротивлением 203 локально расплавляет нити, из которых сформировано изделие, проделывая в нем отверстие. Отверстие проходит в направлении столбцов петель, т.е. ортогонально рядам петель.
Поднимание и опускание электрического сопротивления 203 синхронизировано с процессом вязания, таким образом, чтобы отверстие проделывалось в надлежащем месте.
По некоторым вариантам осуществления режущее устройство 201 функционирует таким образом, чтобы оно воздействовало на трикотажное изделие после завершения его формирования. Например, можно вначале связать первую часть торса, как это было рассмотрено выше, а затем привести в действие режущее устройство 201. Вязальная машина останавливается и устройство 201 поднимается для прорезания отверстия в предмете одежды, находящимся на игольном цилиндре. После этого режущее устройство 201 опускается, т.е. становится неактивным, а процесс вязания возобновляется для формирования следующей части изделия или предмета одежды 1. Затем вязальную машину вновь останавливают и процесс разрезания повторяется путем повторного подъема режущего устройства. Процесс повторяется до тех пор, пока не будет проделано отверстие достаточной длины. Данный процесс требует времени, однако режущее устройство 201 не обязательно должно поворачиваться синхронно с игольным цилиндром 101.
По предпочтительным вариантам осуществления, для ускорения процесса вязания режущее устройство 201 вращается вместе с игольным цилиндром 101. За счет этого режущее устройство 201 может подниматься и удерживаться в поднятом, активном положении в течение времени, необходимого для формирования части торса, которая должна быть прорезана (оплавлением нитей). После проделывания отверстия достаточной длины, процесс вязания продолжается, в то время как режущее устройство 201 опускается и переводится в неактивное положение.
На фигурах 11 и 12 показан данный последний вариант осуществления, в котором режущее устройство 201 вращается синхронно с игольным цилиндром 101. По некоторым вариантам осуществления опорный элемент 209 установлен на вертикальную стойку 211, спускающуюся вниз, в направлении кольца 213. Кольцо 213 поворачивается вокруг оси А-А игольного цилиндра 101 вместе с игольным цилиндром 101 и приемным каналом 214 для предмета одежды 1. Верхняя часть приемного канала 214 для приема предмета одежды может иметь форму воронки, упрощающую помещение изделия или предмета одежды 1 внутрь канала 214.
Кольцо 213 может быть снабжено кольцевым каналом 215, с которым зацепляются ролики или колеса 217, на которые опирается подвижная штанга 219, оканчивающая дистальным участком 219А в виде вилки, на которую установлены колеса 217. По некоторым вариантам осуществления штанга 219 может быть шарнирно соединена с неподвижным элементом вязальной машины, расположенным вокруг горизонтальной оси. Для колебания штанги 219 в направлении двойной стрелки f219 может использоваться привод 221. За счет колебаний штанги 219 стойка 211 позволяет управлять подъемом и опусканием кольца 213 и опорного элемента 209. Колеса 217 зацепляются с кольцевым каналом 215 и позволяют стойке 211, кольцу 213 и опорному элементу 209 поворачиваться вместе с игольным цилиндром 101 вокруг оси А-А указанного цилиндра. За счет этого электрическое сопротивление 203 может поворачиваться вместе с игольным цилиндром 101 и перемещаться вертикально в направлении стрелки f209 из положения по фиг. 11 в положение по фиг. 12 и наоборот.
По другим вариантам осуществления могут использоваться другие режущие устройства, например, содержащие лазер, или механическое режущее устройство вместо электрического сопротивления 203. По некоторым вариантам осуществления, например, при использовании лазерного луча вертикальное перемещение для включения и отключения режущего устройства может не использоваться.
На фигурах 13, 14 и 15 показаны часть кармана из ткани и соответствующее расположение петель, подобно тому, что показано на фигурах 4 и 6f, по одному из модифицированных вариантов осуществления. Позициями F1, F2, F3 и F4 обозначены нити, подаваемые с четырех нитеводов. Стрелки в центральной части фигуры 4 и между укрупненными видами по фигурам 14 и 15 (показывающие части XIV и XV по фиг. 13 в укрупненном виде) обозначают направление движения вязального цилиндра во время формирования соответствующих рядов петель. В изображенном типовом варианте осуществления используются четыре нитевода и четыре нити. Допустимо также использовать иное, предпочтительно четное, количество нитей, например, шесть или восемь нитей. Позициями Rx, Ry и Rz обозначены выбранные линии или ряды петель. Каждый ряд петель образован из тех же самых нитей во время одного вращения игольного цилиндра 101, при помощи его последовательных игл А. Позициями С11, С12, С13, С14, С15 и С16 обозначены столбцы петель, петли в каждом столбце формируются одними и теми же иглами А игольного цилиндра 101.
Как видно, в частности, на укрупненных видах по фигурам 14 и 15, в конце каждого возвратно-поступательного движения два ряда петель смещаются относительно двух других рядов петель. Более конкретно, на фиг. 14 ряды петель, образованные из нитей F1 и F4, смещены на одну петлю вправо относительно двух рядов петель, образованных из нитей F2 и F4. При реверсивном движении два ряда петель, образованных из нитей F2 и F4, смещены на одну петлю влево относительно двух рядов петель, образованных из нитей F1 и F3. Применительно, например, к первому частичному ряду по фиг. 14 нити F1 и F3 образуют оконечную петлю в столбце С1. В свою очередь, нити F2 и F4 образуют оконечную петлю в соседнем столбце С12. С другого конца (фиг. 15) нити F1 и F3 завершают формирование петель соответствующими оконечными петлями в столбце С14, тогда как нити F2 и F4 завершают формирование петель в соседнем столбце С15.
Поэтому, аналогично рассмотренному ранее варианту осуществления, показанному, например, на фиг. 4, ряды петель, образуемые разными нитями во время одного и того же возвратно-поступательного такта, смещены. Однако в отличие от фиг. 4, не все ряды смещены относительно друг друга и могут быть расположены попарно, т.е. ряды, образуемые нитями F1 и F3, выровнены друг с другом таким образом, чтобы оконечные или завершающие петли обоих рядов находились в одном и том же столбце петель, например, в столбце С11, см. фиг. 14. Ряды, образуемые нитями F2 и F4, также выровнены друг с другом, например, вдоль столбца 12, см. фиг. 14. Однако ряды, образуемые нитями F1 и F3, смещены (на одну петлю в варианте осуществления по фигурам 13, 14, 15) относительно рядов, образуемых нитями F2, F4. Смещение на одну петлю приведено в качестве примера, следует понимать, что ряды петель, образуемые нитями Fl, F3 могут быть смещены более чем на одну петлю (т.е. один столбец) относительно рядов, образуемых нитями F2, F4.
Кроме этого, в варианте осуществления по фигурам 13, 14 и 15, в отличие от ранее рассмотренного примера, длина каждого ряда петель уменьшается лишь с одного конца, а не с обоих концов ряда. Это станет более понятно, например, из фигур 14 и 15.
Рассмотрим в качестве примера нить F3, при этом все описанное в полной мере относится и к остальным нитям F1, F2, F4. На фиг. 15 ряд Rx из петель, образуемых нитью F3, содержит оконечную петлю, образуемую на игле, которая формирует столбец С14 из петель. Т.е. ряд Рос имеет первую оконечную петлю в столбце С14. В этом же самом ряду Рос имеется вторая оконечная петля в столбце С11, см. фиг. 14. Таким образом, длина ряда Rx проходит от столбца C11 до столбца С14.
После реверсирования вращения игольного цилиндра, из этой же самой нити F3 начинает формироваться следующий ряд или линия петель Ry. Первая петля (фиг. 15) с левого конца ряда Ry формируется в том же самом столбце петель С14. Однако ряд Ry оканчивается на противоположной стороне у столбца С13, т.е. он короче ранее сформированного ряда Rx. В варианте осуществления по фигурам 13, 14 и 15 ряды Rx, Ry (т.е. два последовательных ряда, образуемых из одной и той же нити после реверсирования возвратно-поступательного движения игольного цилиндра 101) имеют разницу по длине в пять петель, т.е. столбцы С11 и С13 удалены на пять петель. По другим вариантам осуществления данная разница по длине может быть меньше или больше пяти петель. При этом важно, чтобы каждая нить создавала линию из петель, длина которой уменьшается лишь после каждых двух реверсирований возвратно-поступательного движения. Другими словами, каждая нить уменьшает количество петель, формируемых при реверсировании движения лишь с одного конца, а не с обоих концов ряда. На самом деле, если рассматривать эту же самую нить F3, то после реверсирования движения следующий ряд Rz, образуемый из указанной нити, начинается в столбце С13 (т.е. в том же столбце, где оканчивается ряд Ry), но доходит лишь до столбца С16, т.е. ряд Rz на пять петель короче ряда Ry.
Варианты осуществления, приведенные выше и изображенные на чертежах, были рассмотрены подробно в качестве типовых вариантов осуществления изобретения. Специалистам в данной области техники будет понятно, что допустимы модификации, вариации, дополнения и удаления, не выходящие за принципы, объем концепции и суть настоящего изобретения, в том виде как они определены в прилагаемой формуле изобретения. Поэтому объем изобретения определяется исключительно в самом широком смысле прилагаемой формулы изобретения, в объем которой входят модификации, вариации, дополнения и удаления. Термин «содержащий», «содержать» и т.п. не исключают наличия других элементов или этапов, помимо тех, что конкретно указаны в пункте формулы изобретения. Неопределенные артикли «a» и «an» перед элементом, Средством или признаком не исключают наличия нескольких подобных элементов, средств или признаков. Если в пункте формулы изобретения заявлено несколько «средств», то некоторые из этих «средств» могут приводиться в действие единственным компонентом, элементом или конструкцией. Указание конкретных элементов, признаков или средств в конкретных зависимых пунктах формулы изобретения не исключает возможности комбинирования указанных элементов, признаков или средств друг с другом. Если в способе перечисляется последовательность этапов, то последовательность выполнения указанных перечисленных этапов не является обязательной и может быть изменена, если не указано, что данная конкретная последовательность является обязательной. Любые ссылочные позиции в прилагаемой формуле изобретения используются для упрощения понимания пунктов формулы изобретения со ссылкой на описание и чертежи и не ограничивают объем защиты, определяемый формулой изобретения.

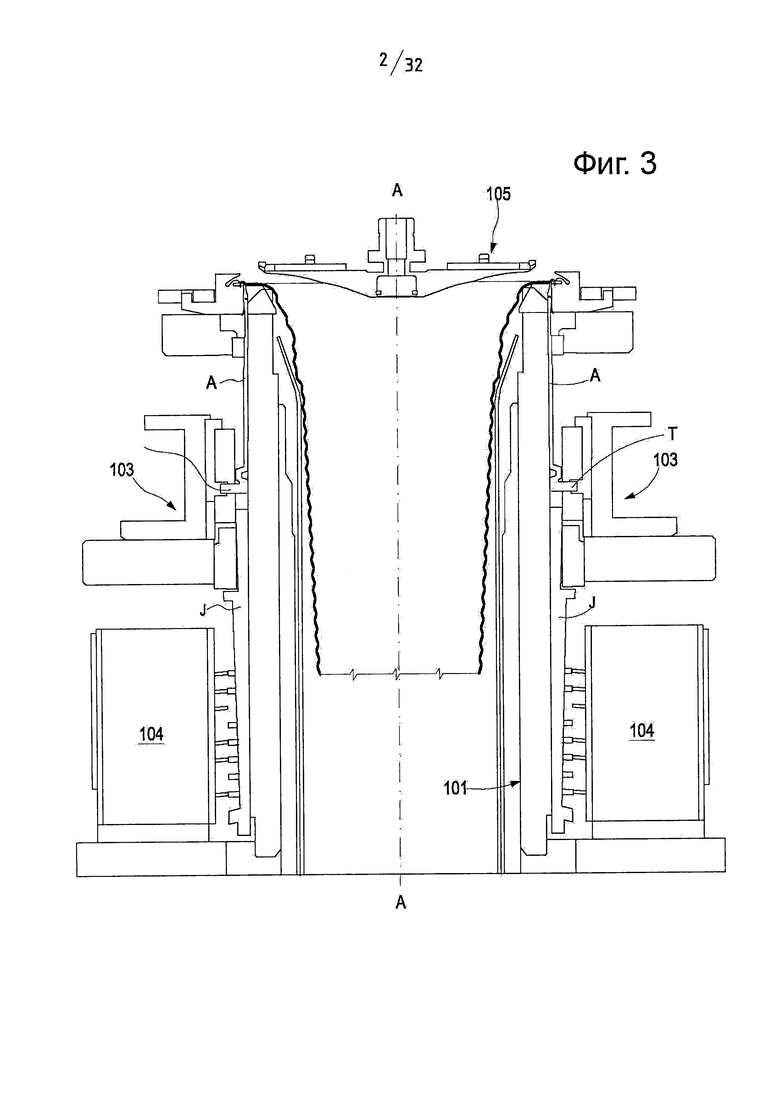



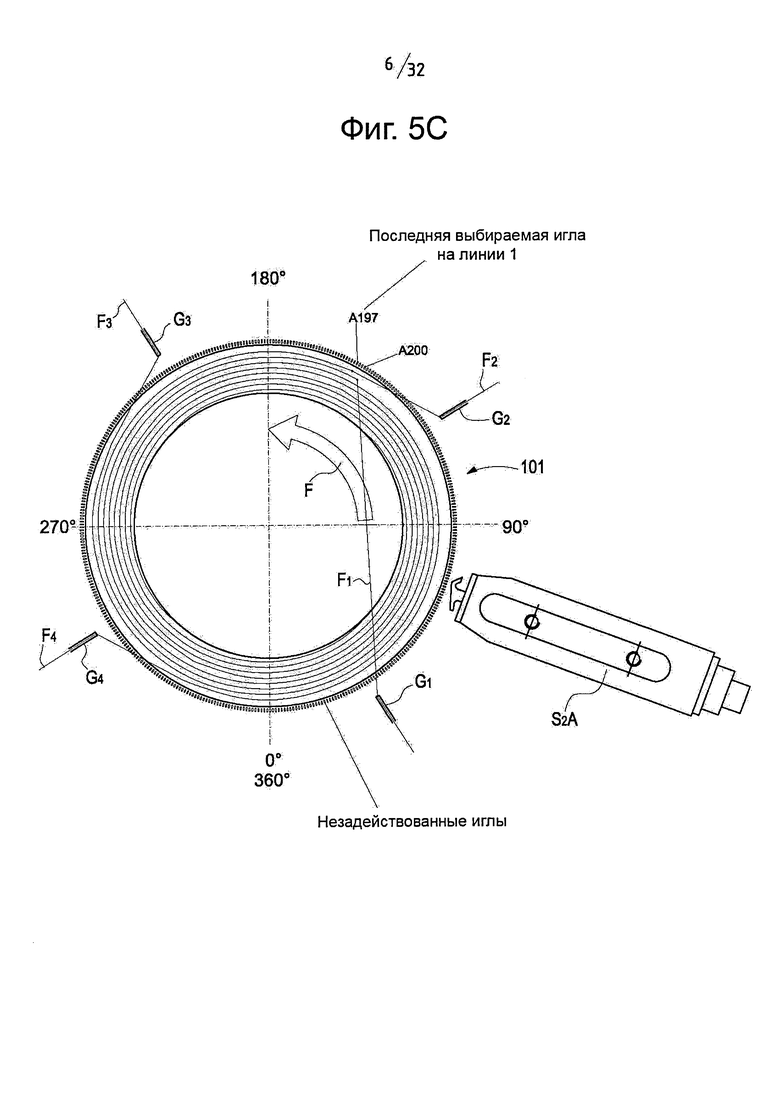




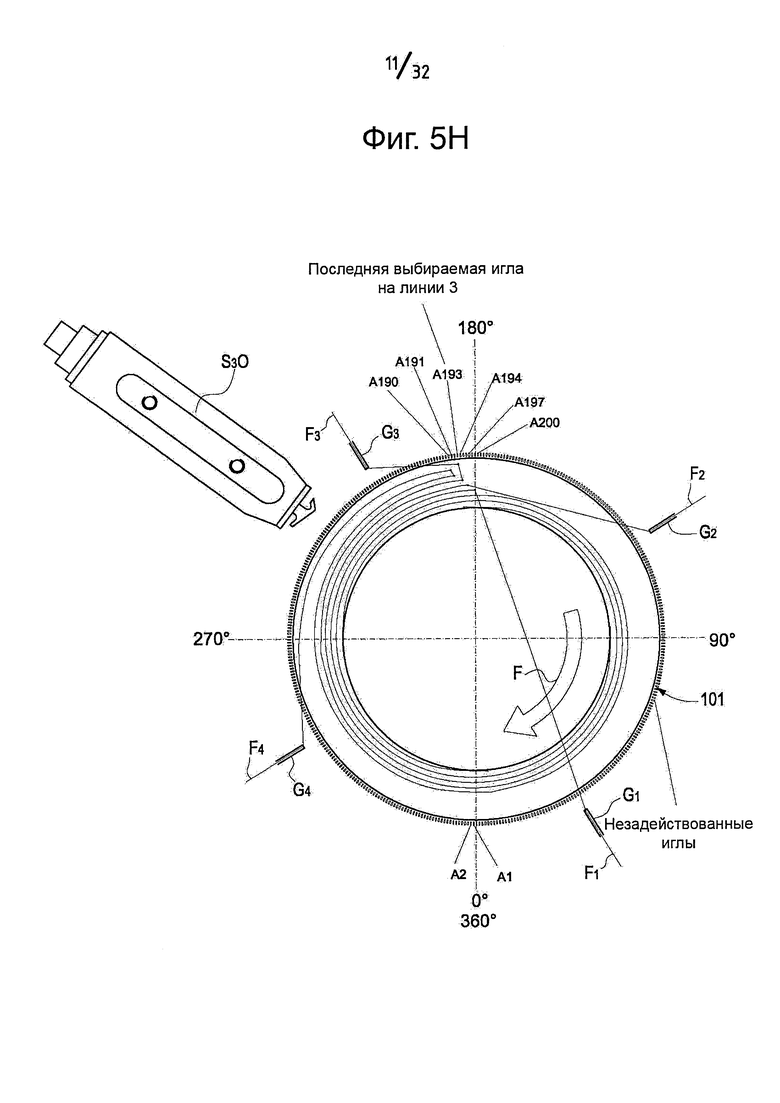


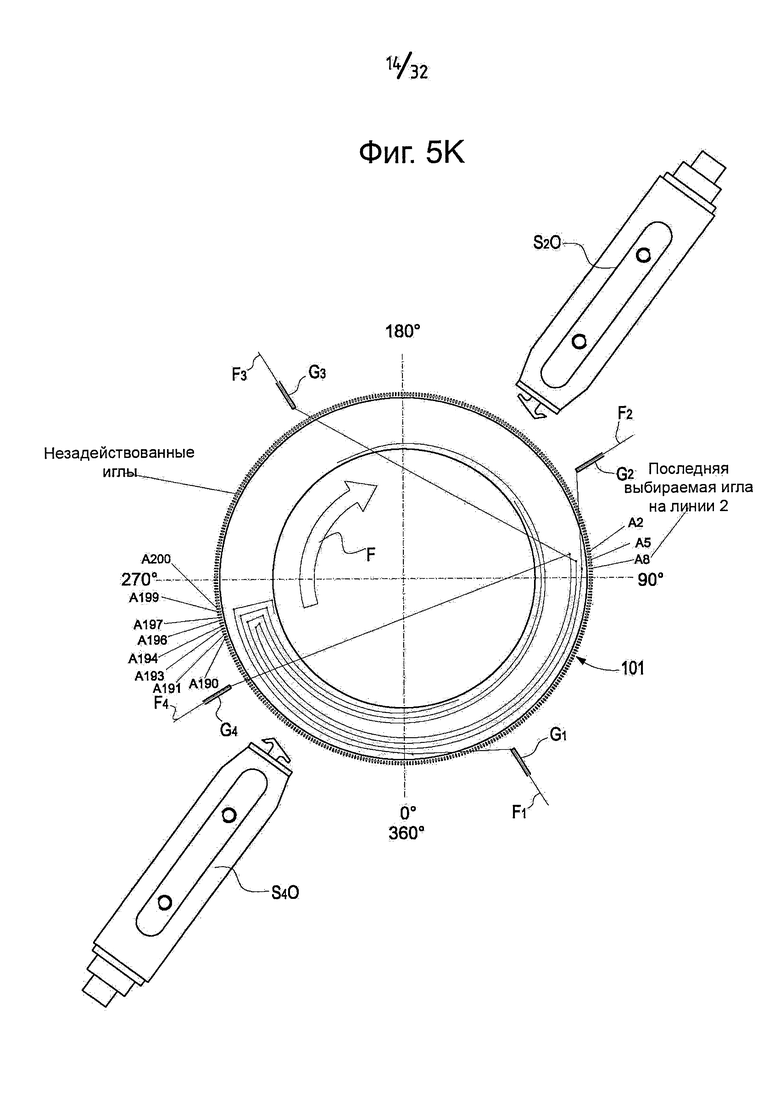
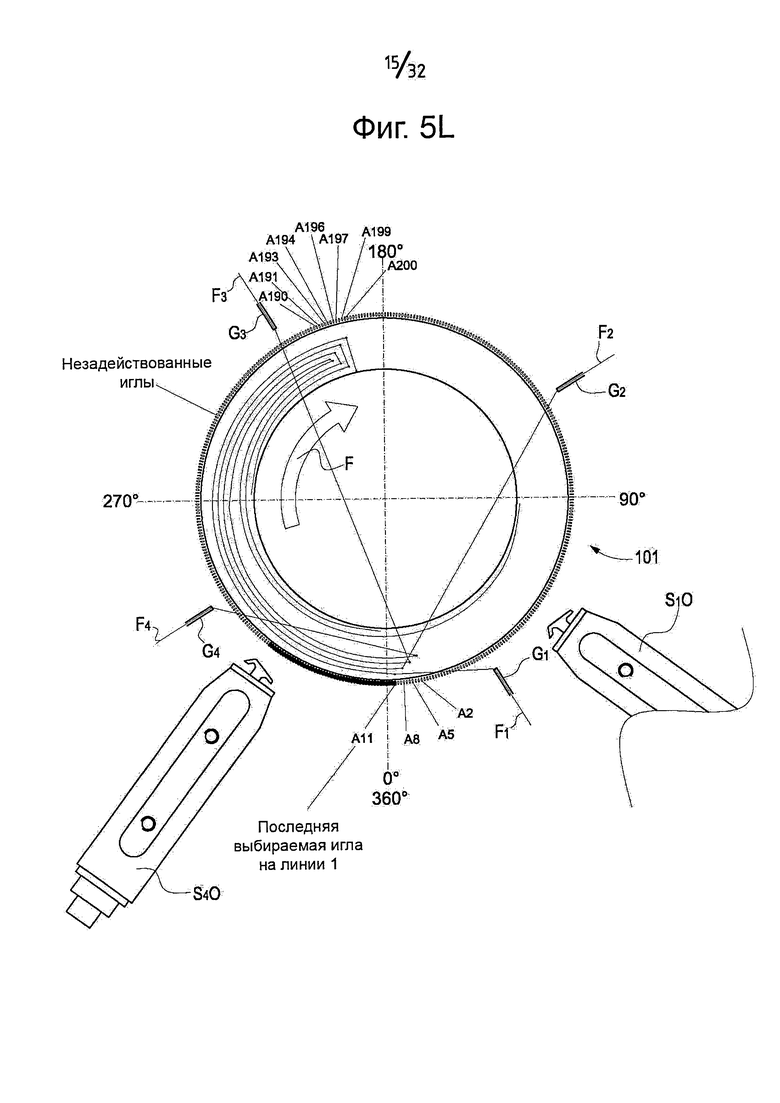






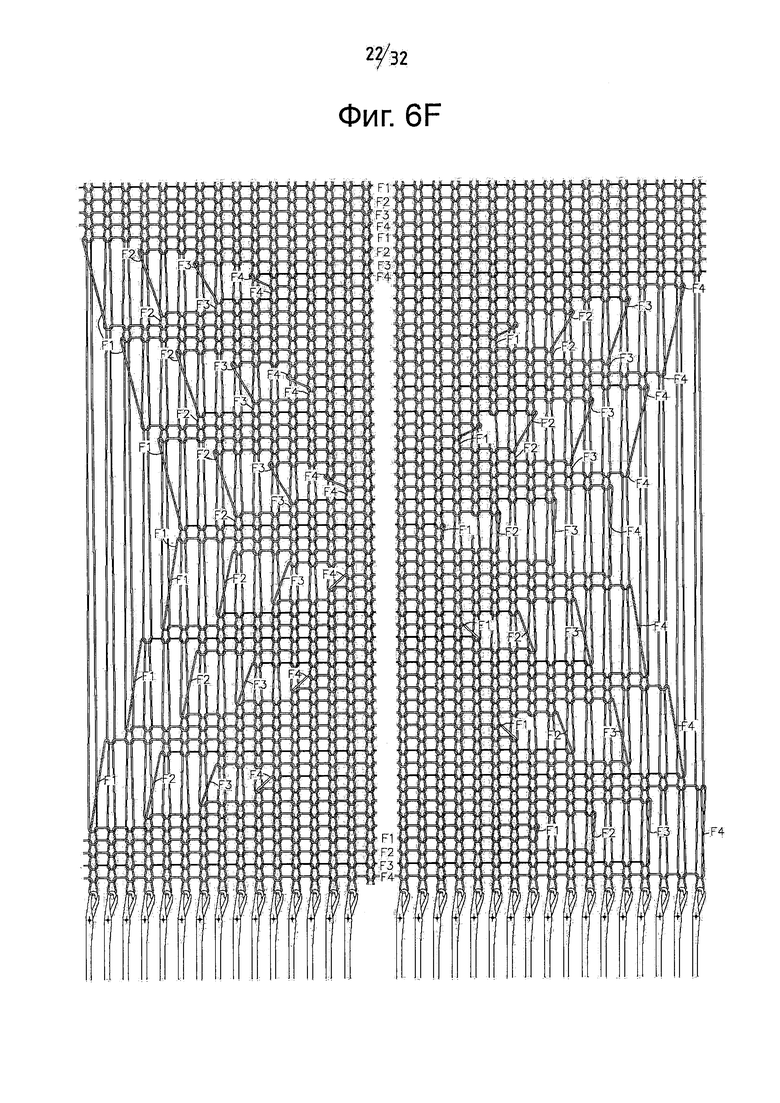
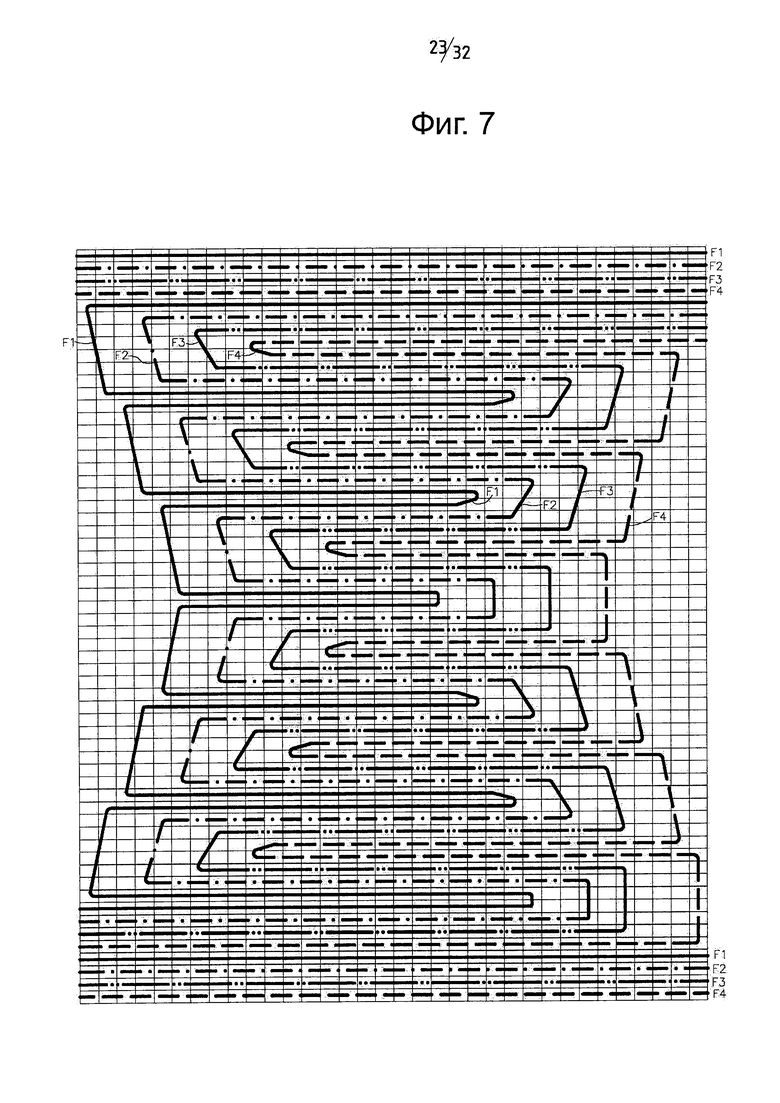



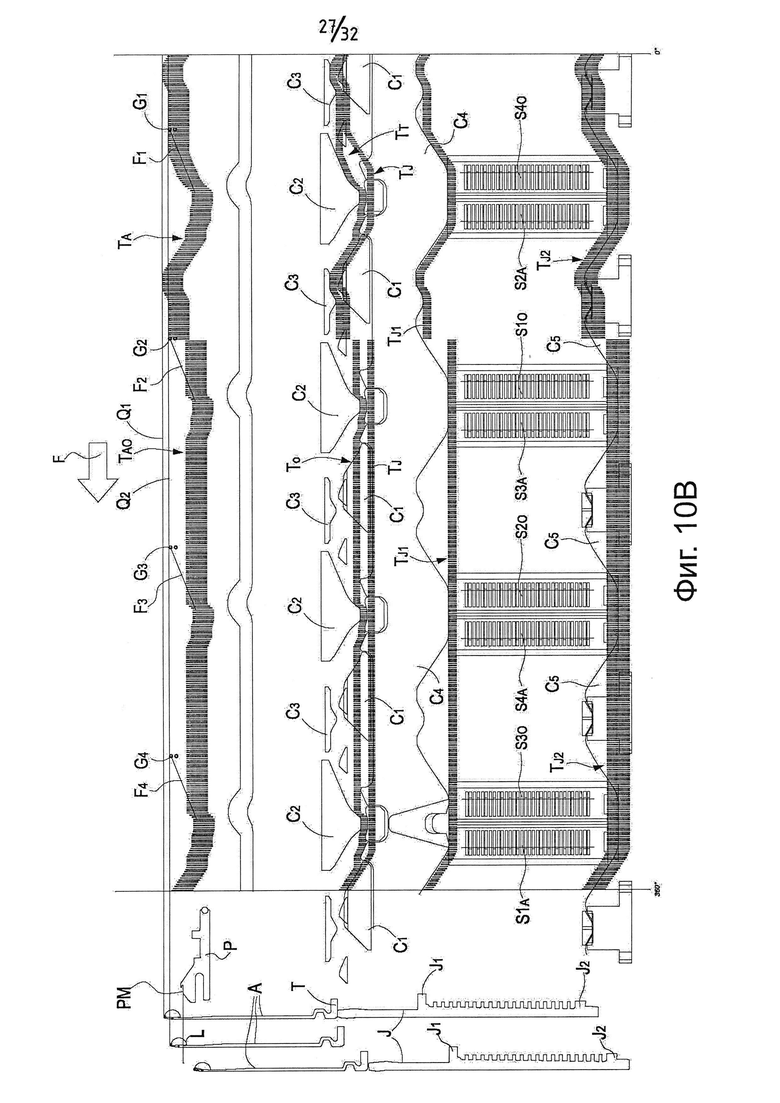
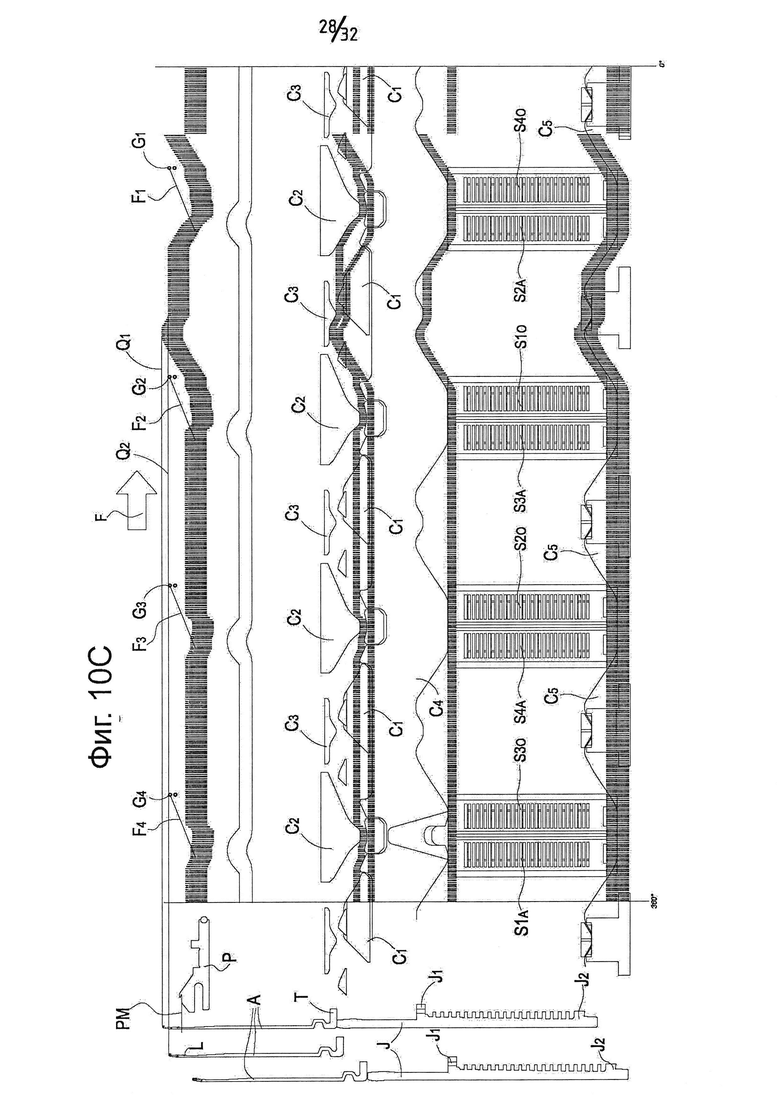
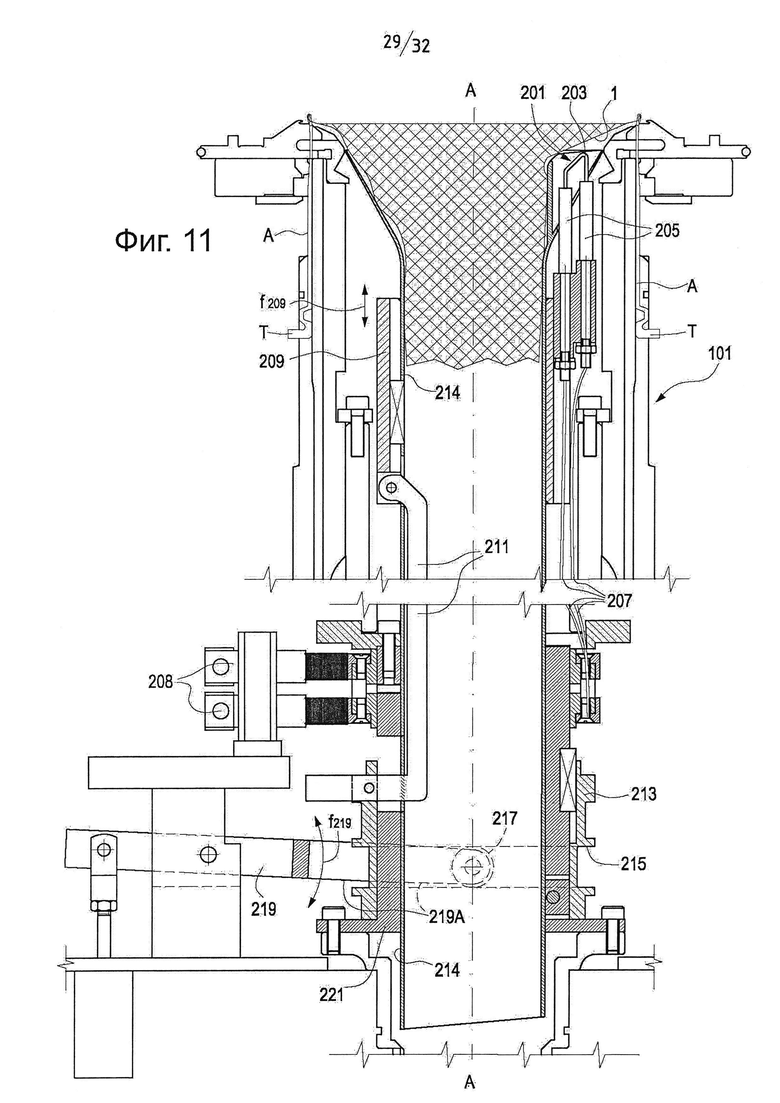
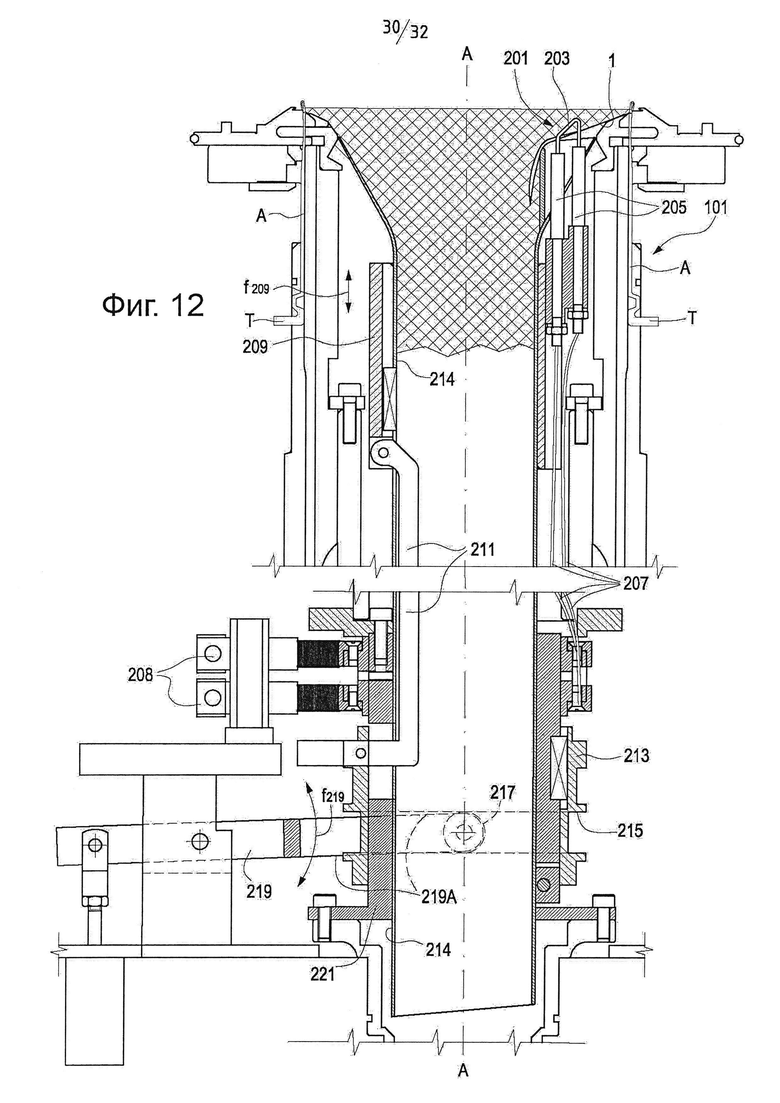

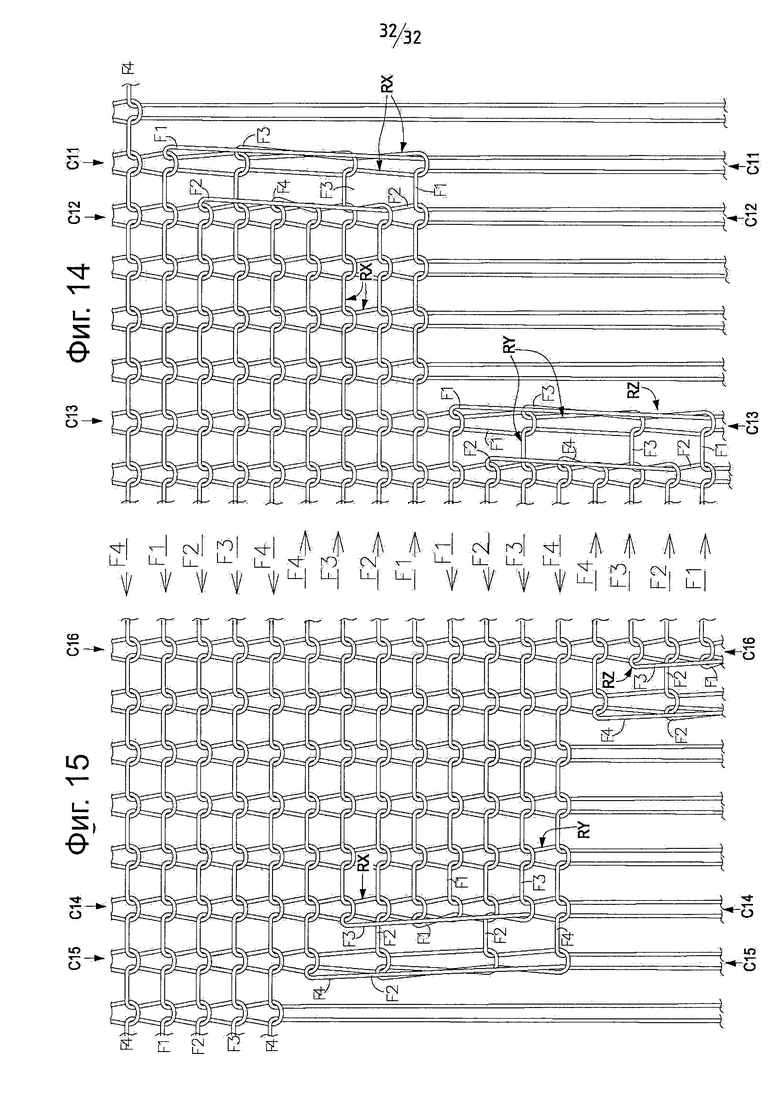
Изобретение позволяет изготавливать предмет одежды, содержащий два паголенка и торс. Способ изготовления трикотажного изделия с двумя паголенками и торсом на кругловязальной машине с по меньшей мере одной круглой игольницей включает в себя следующие этапы: вязание с использованием нескольких нитеводов в ходе непрерывных движений первого паголенка, вязание с использованием нескольких нитеводов в ходе возвратно-поступательных движений первого кармана из ткани, начиная с оконечного ряда первого паголенка, указанный первый карман из ткани образует первую боковую часть торса; в котором указанный этап вязания первого кармана из ткани включает в себя: вязание в ходе возвратно-поступательных движений первой последовательности частичных рядов, начиная с первого паголенка, постепенно уменьшая количество рабочих игл, формируя тем самым частичные ряды с постепенно уменьшающейся длиной, вплоть до группы из частичных рядов с минимальной длиной, вязание в ходе возвратно-поступательных движений второй последовательности частичных рядов, начиная с группы частичных рядов с минимальной длиной, постепенно увеличивая количество рабочих игл, формируя тем самым частичные ряды с постепенно увеличивающейся длиной, вязание с использованием нескольких нитеводов в ходе возвратно-поступательных движений второго кармана из ткани, вплоть до начального ряда второго паголенка, указанный второй карман образует вторую боковую часть торса; в котором указанный этап вязания второго кармана из ткани включает в себя: вязание в ходе возвратно-поступательных движений третьей последовательности частичных рядов, постепенно уменьшая количество рабочих игл, формируя тем самым ряды с постепенно уменьшающейся длиной, вплоть до группы из частичных рядов с минимальной длиной; вязание в ходе возвратно-поступательных движений четвертой последовательности частичных рядов, начиная с группы частичных рядов с минимальной длиной, постепенно увеличивая количество рабочих игл, формируя тем самым частичные ряды с постепенно увеличивающейся длиной; вязание с использованием нескольких нитеводов в ходе непрерывных движений второго паголенка; в котором во время этапов вязания в ходе возвратно-поступательных движений при каждом повороте круглой игольницы в одном направлении и при каждом повороте круглой игольницы в противоположном направлении формируется несколько рядов, количество которых соответствует количеству нитеводов; и в котором во время этапа вязания первого и второго карманов из ткани в ходе возвратно-поступательных движений формируют ряды с постепенно уменьшающейся и постепенно увеличивающейся длиной за счет управления иглами таким образом, чтобы все рабочие иглы были разгружены, так что каждая сформированная петля выгружается с соответствующей иглы и на сформированной таким образом ткани не остается удерживаемых петель. 4 н. и 34 з.п. ф-лы, 34 ил.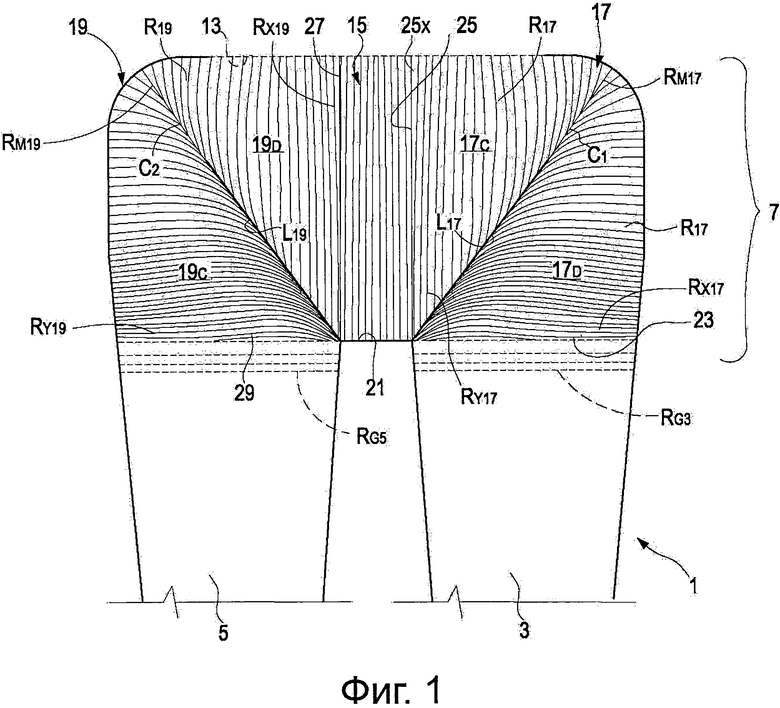
1. Способ изготовления трикотажного изделия с двумя паголенками и торсом на кругловязальной машине с по меньшей мере одной круглой игольницей, включающий в себя следующие этапы:
вязание с использованием нескольких нитеводов в ходе непрерывных движений первого паголенка;
вязание с использованием нескольких нитеводов в ходе возвратно-поступательных движений первого кармана из ткани, начиная с оконечного ряда первого паголенка, указанный первый карман из ткани образует первую боковую часть торса; в котором указанный этап вязания первого кармана из ткани включает в себя:
вязание в ходе возвратно-поступательных движений первой последовательности частичных рядов, начиная с первого паголенка, постепенно уменьшая количество рабочих игл, формируя тем самым частичные ряды с постепенно уменьшающейся длиной, вплоть до группы из частичных рядов с минимальной длиной;
вязание в ходе возвратно-поступательных движений второй последовательности частичных рядов, начиная с группы частичных рядов с минимальной длиной, постепенно увеличивая количество рабочих игл, формируя тем самым частичные ряды с постепенно увеличивающейся длиной;
вязание с использованием нескольких нитеводов в ходе возвратно-поступательных движений второго кармана из ткани, вплоть до начального ряда второго паголенка, указанный второй карман образует вторую боковую часть торса; в котором указанный этап вязания второго кармана из ткани включает в себя:
вязание в ходе возвратно-поступательных движений третьей последовательности частичных рядов, постепенно уменьшая количество рабочих игл, формируя тем самым ряды с постепенно уменьшающейся длиной, вплоть до группы из частичных рядов с минимальной длиной;
вязание в ходе возвратно-поступательных движений четвертой последовательности частичных рядов, начиная с группы частичных рядов с минимальной длиной, постепенно увеличивая количество рабочих игл, формируя тем самым частичные ряды с постепенно увеличивающейся длиной;
вязание с использованием нескольких нитеводов в ходе непрерывных движений второго паголенка; в котором во время этапов вязания в ходе возвратно-поступательных движений при каждом повороте круглой игольницы в одном направлении и при каждом повороте круглой игольницы в противоположном направлении формируется несколько рядов, количество которых соответствует количеству нитеводов; и в котором во время этапа вязания первого и второго карманов из ткани в ходе возвратно-поступательных движений формируют ряды с постепенно уменьшающейся и постепенно увеличивающейся длиной за счет управления иглами таким образом, чтобы все рабочие иглы были разгружены, так что каждая сформированная петля выгружается с соответствующей иглы и на сформированной таким образом ткани не остается удерживаемых петель.
2. Способ по п. 1, дополнительно включающий в себя следующие этапы:
расположение вокруг круглой игольницы нескольких нитеводов, каждый нитевод содержит: нитевод для подачи в круглую игольницу соответствующей нити; кулачок для подъема игл и кулачок для опускания игл;
назначение для каждого нитевода первого переключателя, функционально способного осуществлять выбор игл во время поворота круглой игольницы по часовой стрелке, и второго переключателя, функционально способного осуществлять выбор игл во время поворота круглой игольницы против часовой стрелки;
в зависимости от направления поворота круглой игольницы выборочное включение первого переключателя или второго переключателя во время вязания первого кармана и второго кармана из ткани в ходе возвратно-поступательных движений.
3. Способ по п. 2, включающий в себя этап назначения для каждого нитевода вспомогательного кулачка для частичного опускания игл, указанный вспомогательный кулачок приводится в действие во время вязания первого кармана и второго кармана из ткани в ходе возвратно-поступательных движений и не задействуется во время вязания в ходе непрерывных движений.
4. Способ по п. 2, в котором указанные иглы выбирают при помощи переключателей, воздействующих на селекторные клинья, причем с каждой иглой связан один селекторный клин.
5. Способ по п. 3, в котором указанные иглы выбирают при помощи переключателей, воздействующих на селекторные клинья, причем с каждой иглой связан один селекторный клин.
6. Способ по п. 1, в котором после завершения вязания первого кармана из ткани в ходе возвратно-поступательных движений и до начала вязания второго кармана в ходе возвратно-поступательных движений между двумя карманами формируется центральная часть, образуемая в ходе непрерывных движений с использованием нескольких нитеводов.
7. Способ по любому из пп. 2-5, в котором после завершения вязания первого кармана из ткани в ходе возвратно-поступательных движений и до начала вязания второго кармана в ходе возвратно-поступательных движений между двумя карманами формируется центральная часть, образуемая в ходе непрерывных движений с использованием нескольких нитеводов.
8. Способ по п. 6, в котором первый карман из ткани, второй карман из ткани, первый паголенок, второй паголенок и центральную часть торса вяжут с использованием одинакового количества нитеводов.
9. Способ по п. 6, в котором первый карман из ткани, второй карман из ткани, центральную часть торса, первый паголенок и второй паголенок вяжут с использованием четного количества нитеводов.
10. Способ по п. 7, в котором первый карман из ткани, второй карман из ткани, центральную часть торса, первый паголенок и второй паголенок вяжут с использованием четного количества нитеводов.
11. Способ по п. 8, в котором первый карман из ткани, второй карман из ткани, центральную часть торса, первый паголенок и второй паголенок вяжут с использованием четного количества нитеводов.
12. Способ по п. 6, в котором первый карман из ткани, второй карман из ткани, центральную часть торса, первый паголенок и второй паголенок вяжут с использованием по меньшей мере двух нитеводов, предпочтительно по меньшей мере четырех нитеводов.
13. Способ по п. 12, в котором при формировании первого паголенка, второго паголенка, первого кармана из ткани, второго кармана из ткани и центральной части торса используют по меньшей мере одну Z-нить и по меньшей мере одну S-нить.
14. Способ по п. 6, в котором центральная часть торса имеет трубчатую конструкцию, содержащую множество полных рядов петель.
15. Способ по п. 6, в котором указанный этап вязания центральной части торса в ходе непрерывных движений осуществляют с использованием всей круглой игольницы, формируя трубчатую часть из ткани, в то время как этапы вязания первого и второго паголенков из ткани осуществляют с использованием уменьшенного количества игл на активной дуге круглой игольницы, остальная часть дуги из игл остается незадействованной.
16. Способ по любому из пп. 1-6, 9, 12, 13, 14, 15, в котором в ходе возвратно-поступательных движений нити со всех нитеводов формируют одинаковое количество петель при повороте игольницы в одном направлении или в противоположном направлении таким образом, что при каждом возвратно-поступательном вращении во время формирования первого кармана и второго кармана из ткани формируются частичные ряды одинаковой длины, количество которых равно количеству нитеводов, используемых при каждом возвратно-поступательном такте круглой игольницы.
17. Способ по п. 16, в котором во время вязания первой последовательности частичных рядов и/или третьей последовательности частичных рядов длина рядов постепенно уменьшается с обоих концов ряда.
18. Способ по п. 16, в котором во время вязания второй последовательности частичных рядов и/или четвертой последовательности частичных рядов длина рядов постепенно увеличивается с обоих концов ряда.
19. Способ по любому из пп. 1-6, 9, 12, 13, 14, 15, в котором во время формирования первого кармана и второго кармана из ткани в ходе возвратно-поступательных движений множество частичных рядов, формируемых при повороте игольницы в одном направлении, и другое множество частичных рядов, формируемых при повороте игольницы в противоположном направлении, смещены относительно друг друга на определенное количество петель.
20. Способ по п. 19, в котором указанные частичные ряды смещены относительно друг друга на определенное количество петель, составляющее от 2 до 15, предпочтительно от 3 до 10, более предпочтительно от 3 до 7 петель.
21. Способ по любому из пп. 1-6, 9, 12, 13, 14, 15, дополнительно включающий в себя этап проделывания отверстия в торсе во время вязания торса.
22. Способ по п. 21, в котором отверстие в торсе формируют посредством нагревательного элемента, которым оплавляют нити, из которых образованы петли торса, по границе отверстия.
23. Способ по любому из пп. 1-6, 9, 12, 13, 14, 15, дополнительно включающий в себя этап замыкания торцов паголенков.
24. Способ по любому из пп. 1-6, 9, 12, 13, 14, 15, в котором во время вязания указанного первого кармана из ткани и второго кармана из ткани пары рядов, образуемые соответствующими парами нитей, смещены относительно друг друга таким образом, что оконечные петли по меньшей мере одной пары непоследовательных рядов находятся в столбце из петель, который смещен относительно столбца из петель, в котором находятся оконечные петли по меньшей мере другой пары непоследовательных рядов.
25. Трикотажный предмет одежды, содержащий один торс и два трубчатых паголенка, в котором торс содержит два боковых кармана из трикотажной ткани, каждый карман образован из первой серии частичных рядов, определяющих протяженность трикотажной ткани, из которой образованы два трубчатых паголенка, длина рядов указанной первой серии частичных рядов уменьшается, начиная с соответствующего паголенка вплоть до группы частичных рядов с минимальной длиной соответствующего кармана, и второй серии частичных рядов, длина которых увеличивается, начиная с соответствующей группы частичных рядов с минимальной длиной вплоть до соответствующего полного ряда; и в котором указанные карманы из ткани сформированы с использованием нескольких нитеводов, совершающих возвратно-поступательные движения, и в котором все петли, образующие карманы из ткани торса, являются сбавными.
26. Предмет одежды по п. 25, в котором торс дополнительно содержит центральный участок, расположенный между двумя карманами из ткани, сформированный в ходе возвратно-поступательных движений с использованием нескольких нитеводов.
27. Предмет одежды по п. 25, в котором каждый карман из ткани сформирован с использованием по меньшей мере двух нитеводов, предпочтительно по меньшей мере четырех нитеводов.
28. Предмет одежды по п. 26, в котором каждый карман из ткани сформирован с использованием по меньшей мере двух нитеводов, предпочтительно по меньшей мере четырех нитеводов.
29. Предмет одежды по п. 25, в котором два паголенка содержат трубчатую ткань, сформированную в ходе непрерывных движений с использованием нескольких нитеводов.
30. Предмет одежды по п. 26 или 27, в котором два паголенка содержат трубчатую ткань, сформированную в ходе непрерывных движений с использованием нескольких нитеводов.
31. Предмет одежды по любому из пп. 25-29, в котором все следующие элементы: карманы из ткани, паголенки и центральная часть торса, если имеется, сформированы с использованием одинакового количества нитеводов.
32. Предмет одежды по любому из пп. 25-29, в котором частичные ряды, сформированные с использованием нескольких нитеводов, в ходе каждого возвратно-поступательного вязального движения, смещены относительно друг друга таким образом, что концы частичных рядов разнесены друг от друга на определенное количество петель, составляющее от 2 до 15, предпочтительно от 3 до 10, более предпочтительно от 3 до 7 петель.
33. Предмет одежды по любому из пп. 25-29, в котором частичные ряды объединены в группы частичных рядов, каждая группа содержит несколько рядов по количеству нитеводов, используемых для вязания, и в котором частичные ряды каждой группы из частичных рядов имеют одинаковую длину, то есть одинаковое количество петель.
34. Предмет одежды по любому из пп. 25-29, содержащий ряды, образованные из нитей с S-изгибом и Z-изгибом.
35. Вязальная машина, содержащая игольный цилиндр с круглой игольницей, корпус кулачка и переключатели, несколько нитеводов и блок управления, в которой указанный блок управления выполняет программу по осуществлению способа вязания по любому из пп. 1-24.
36. Вязальная машина, содержащая:
игольный цилиндр с круглой игольницей;
несколько нитеводов, расположенных вокруг круглой игольницы, каждый нитевод содержит: нитевод для подачи в круглую игольницу соответствующей нити; кулачок для подъема игл и кулачок для опускания игл;
связанный с каждым нитеводом первый переключатель, предназначенный и используемый для выбора игл круглой игольницы при повороте игольного цилиндра по часовой стрелке, и второй переключатель, предназначенный и используемый для выбора игл круглой игольницы при повороте игольного цилиндра против часовой стрелки.
37. Машина по п. 36, в которой с каждым нитеводом связан вспомогательный кулачок для опускания игл, предназначенный и управляемый так, чтобы он использовался во время возвратно-поступательных движений игольного цилиндра.
38. Машина по п. 36 или 37, в которой каждая игла круглой игольницы связана с отдельно взятым селекторным клином, на который выборочно воздействуют указанные первый и указанный второй переключатели.
| ТОРОИДАЛЬНАЯ ПРУЖИНА УГЛОВЫХ ДЕФОРМАЦИЙ | 2012 |
|
RU2548208C2 |
| УСТРОЙСТВО ДЛЯ РЕНТГЕНОГРАФИЧЕСКИХ ИССЛЕДОВАНИЙ ТЕКСТУРЫ | 1991 |
|
RU2006840C1 |
| US 3802229 A1, 09.04.1974 | |||
| US 3650126 A1, 21.03.1972. | |||

