Область техники, к которой относится изобретение
Изобретение относится к производству сельскохозяйственной техники, конкретнее решетных систем очистки зерноуборочных комбайнов.
Уровень техники
В конструкциях решетных очисток современных зерноуборочных комбайнов широко используются жалюзийные регулируемые решета, благодаря их универсальности и приспосабливаемости к условиям уборки различных сельскохозяйственных культур. Основным элементом жалюзийных решет является гребенка, известная также из различных источников как «створка», «поворотная пластина», «ламель жалюзийного решета», которая устанавливается посредством поворотной оси в раме решета в ряду аналогичных гребенок.
Известна гребенка жалюзийного решета (патент RU 2041597, МПК: A01F12/44, опубл. 20.08.1995), представляющая собой пластину с просеивающими отверстиями и грабельными зубьями, перпендикулярными нижней поверхности пластины.
Способ изготовления упомянутой гребенки включает вырубку листовой заготовки с одновременным пробиванием в теле заготовки просеивающих отверстий и контуров элементов, образующих грабельные зубья при последующем отгибании.
К недостаткам упомянутого аналога можно отнести невозможность получения высоких аэродинамических характеристик жалюзийного решета, что обусловлено конструкцией гребенки.
Более высокими аэродинамическими характеристиками обладает гребенка, используемая в конструкции жалюзийного решета по патенту RU 94409 U1, МПК: A01F12/44, опубл. 27.05.2010. Упомянутая гребенка характеризуется наличием плоских сегментов по продольному краю и расположенных между ними изогнутых зубьев с желобчатым профилем, обращенных выпуклостью поперечного сечения к открытым пазам, выполненным по другому продольному краю, напротив изогнутых зубьев.
Способ изготовления упомянутой гребенки включает несколько операций, на которых последовательно осуществляют: вырубку листовой заготовки, по одному продольному краю которой расположены плоские сегменты и язычковые выступы между ними, а по другому продольному краю - открытые пазы, выполненные напротив язычковых выступов, формирование продольного зига для оси в средней части заготовки, отгиб края с открытыми пазами, профилирование язычковых выступов и их последующий отгиб с образованием изогнутых зубьев гребенки.
Как известно, при профилировании плоского элемента существенно повышается его жесткость и сопротивляемость к любым деформациям. Для того чтобы обеспечить отгиб спрофилированных, а значит обладающих повышенной жесткостью язычковых выступов и при этом избежать появления в зоне отгиба дефектов материала, в патенте RU 94409, в основании каждого язычкового выступа, образующего после отгибания зуб гребенки, по обеим его сторонам, формируют полукруглые вырезы, хорошо различимые на чертежах (фиг. 1 и 3) к упомянутому патенту.
Такое решение позволяет выровнить поперечное сечение зуба в зоне отгиба и благодаря этому уменьшить жесткость и избежать повреждения материала в основании зуба при отгибании. Однако вследствие упомянутых вырезов существенно уменьшается и ослабляется сечение в основании зуба, и, следовательно, снижается надежность работы зуба под нагрузкой, появляется вероятность его «среза» (поломки).
Другим существенным недостатком упомянутого решения является то, что вырезы в основаниях зубьев образуют «крючки», которые задерживают соломистые частицы сепарируемого зернового вороха, что в процессе работы жалюзийного решета приводит к постепенному забиванию гребенки и решета соломой.
В качестве наиболее близкого аналога для заявляемой гребенки принята поворотная пластина жалюзийного решета, раскрытого в патенте RU 2397634, МПК: A01F12/44, A01D41/12, опубл. 27.08.2010.
Согласно упомянутому патенту поворотная пластина (гребенка) жалюзийного решета, сформированная из листовой заготовки, включает продольный зиг для размещения оси поворота и расположенные по сторонам от него рабочие поверхности, из которых одна выполнена с плоскими лепестками-сегментами по продольному краю и расположенными между ними зубьями с желобчатым профилем, основания которых лежат на одной линии с основаниями лепестков, а другая – со сквозными открытыми пазами, расположенными напротив упомянутых зубьев. Зубья с желобчатым профилем отогнуты от плоскости лепестков книзу с ориентацией выпуклости поперечного сечения в направлении соответствующего открытого паза.
Согласно описанию патента RU 2397634, способ изготовления поворотной пластины (гребенки) жалюзийного решета включает вырубку листовой заготовки с образованием по одному её продольному краю плоских лепестков и расположенных между ними язычковых выступов для образования зубьев гребенки, основания которых лежат на одной линии с основаниями лепестков, и образованием сквозных открытых пазов - по другому продольному краю, напротив язычковых выступов. Заготовку подвергают гибке, в результате которой формируется продольный зиг для оси поворота и отгибается край с пазами, образующий юбку гребенки, формируют желобчатый профиль зубьев путем изгиба язычковых выступов в поперечном сечении, после чего спрофилированные зубья отгибают от плоскости лепестков с ориентацией выпуклости поперечного сечения в направлении соответствующего открытого паза.
Способ, раскрытый в патенте RU 2397634, МПК: A01F12/44, опубл. 27.08.2010, принят в качестве наиболее близкого аналога для заявляемого способа изготовления гребенки жалюзийного решета.
Существенным недостатком вышеупомянутого технического решения, и для устройства, и для способа, является сложность выполнения отгиба зубьев, спрофилированных по всей длине, а значит обладающих большой жесткостью и повышенным сопротивлением к любого рода деформациям. В этом случае практически невозможно избежать появления дефектов материала (разрывов, трещин) в основаниях зубьев и гарантировать точность получения заданной формы зуба и заданной ориентации. При этом операция отгиба осложнена тем, что одновременно выполняют продольный изгиб по дуге отгибаемого зуба.
Нарушение ориентации зубьев по отношению к воздушным потокам ведет к ухудшению аэродинамических характеристик гребенки и жалюзийного решета в целом, что в итоге отрицательно скажется на качестве очистки зерна. Появление трещин и разрывов материала в основаниях зубьев также приведет к снижению аэродинамических показателей гребенки и существенному уменьшению срока ее службы.
Технической проблемой, на решение которой направлено заявляемое изобретение, является повышение эффективности работы и долговечности эксплуатации гребенки за счет повышения качества ее изготовления.
Достигаемые, благодаря использованию предлагаемого изобретения, технические результаты заключаются в предотвращении появления дефектов (трещин, разрывов, нежелательных деформаций) в основаниях зубьев при их отгибании, повышении точности формы и расположения зубьев, обеспечении их соответствия заданным параметрам и заданной ориентации относительно воздушных потоков, что в итоге обеспечивает высокие аэродинамические характеристики и эффективность работы гребенки, надежность и долговечность её эксплуатации.
Раскрытие изобретения
Вышеупомянутая техническая проблема решена и технические результаты достигнуты благодаря тому, что в заявляемом способе изготовления гребенки жалюзийного решета, включающем вырубку листовой заготовки с образованием по одному её продольному краю плоских лепестков и расположенных между ними, язычковых выступов для образования зубьев гребенки, основания которых лежат на одной линии с основаниями лепестков, и с образованием открытых пазов - по другому продольному краю напротив язычковых выступов, гибку заготовки, формирование желобчатого профиля зубьев за счет изгиба язычковых выступов в поперечном сечении и последующий отгиб зубьев с ориентацией выпуклости их поперечного сечения в направлении соответствующего открытого паза, согласно заявляемому изобретению, желобчатый профиль зубьев формируют с отступом на 1,5 - 6 мм от основания язычковых выступов, при этом последующий отгиб зубьев выполняют в зоне упомянутого отступа.
Вышеупомянутая проблема решена и технические результаты достигнуты также благодаря тому, что в конструкции гребенки жалюзийного решета, сформированной из листовой заготовки и содержащей плоские лепестки по одному продольному краю и расположенные между ними зубья с желобчатым профилем, основания которых лежат на одной линии с основаниями лепестков, и открытые пазы, расположенные по другому продольному краю напротив упомянутых зубьев, которые отогнуты от плоскости лепестков с ориентацией выпуклости их поперечного сечения в направлении соответствующего открытого паза, согласно заявляемому изобретению, желобчатый профиль каждого зуба выполнен с отступом на 1,5-6 мм от основания зуба, при этом зуб отогнут в зоне упомянутого отступа.
В отличие от ближайшего аналога, в заявляемом решении в основании каждого зуба оставляют плоский участок длиной 1,5-6 мм, за счет отступа, выдерживаемого при профилировании язычкового выступа заготовки, и отгиб выполняют на этом плоском участке. Так как на плоском участке, прилежащем к основанию зуба, сохраняется исходная жесткость листового металла, то выполнение отгиба по ровной линии не представляет трудностей, при этом исключено появление каких-либо нежелательных деформаций и разрывов материала в основании зуба.
В результате обеспечиваются высокая точность формы зуба и точность его расположения, и, как следствие, точность его ориентации по отношению к движущимся потокам воздуха в процессе работы гребенки. Т.е. достигаются наиболее оптимальные, заданные при конструировании параметры гребенки, что обеспечивает ее высокие аэродинамические показатели при работе.
Отсутствие дефектов материала, а также достаточно большая площадь поперечного сечения в основании зубьев, в отличие от известных аналогов, где выполнены боковые вырезы, позволяют обеспечить высокую надежность работы гребенки.
Указанные пределы длины плоского участка от 1,5 до 6 мм, являются наиболее оптимальными. Длина плоского участка, образуемого при отступе менее 1,5 мм, будет недостаточной для выполнения отгиба металла толщиной 0,6-0,8 мм. Увеличение отступа более 6 мм ведет к снижению аэродинамических характеристик гребенки.
В предпочтительном примере изготовления зубья гребенки выполнены с продольным дугообразным изгибом профилированной части зуба, что обеспечивает в процессе работы гребенки постоянство зазоров между зубом и стенками паза соседней гребенки, в котором этот зуб перемещается, при любом угле открытия гребенки.
Причем упомянутый продольный дугообразный изгиб выполняют одновременно с формированием желобчатого профиля. Т.е. уже на первоначальном этапе - этапе профилирования - зубьям гребенки придают окончательную заданную форму, и отгибают уже полностью сформированные зубья. Это, во-первых, способствует достижению наибольшей точности формы и расположения зубьев в готовой гребенке, а во-вторых, при такой последовательности операций можно использовать более простую технологическую оснастку, по сравнению с отгибом, совмещаемым с изгибом зуба по дуге, выполняемым в способе по патенту RU 2397634.
Предпочтительным является использование в качестве материала для получения заготовки и изготовления гребенки листового металла толщиной 0,6-0,8 мм.
Профиль зуба в поперечном сечении может иметь форму дуги окружности или параболы. В любом случае выпуклость поперечного сечения зуба обращена навстречу воздушным потокам, выходящим из расположенного напротив зуба открытого паза.
В процессе гибки заготовки формируют продольный зиг для последующей установки оси поворота и отгибают край с открытыми пазами на угол 44-50° от плоскости заготовки книзу с образованием юбки гребенки. Предпочтительно выполнение этого отгиба со скруглением по дуге окружности, что способствует плавности обтекания юбки гребенки воздухом и снижению эффекта турбулентности между гребенками, при этом наблюдается эффект прилипания струи к близлежащей поверхности, что способствует дополнительной направленности воздушных потоков вдоль решета.
Операции формирования продольного зига и отгиба края с открытыми пазами могут быть выполнены последовательно или одновременно с формированием желобчатого профиля зубьев.
Суть заявляемого технического решения поясняется примером конкретного осуществления, приведенным ниже, и чертежами, на которых изображены:
на фиг. 1 – гребенка, общий вид, изометрия;
на фиг. 2 (а, б) – листовая заготовка для гребенки, два примера исполнения;
на фиг. 3 – 5 показана заготовка, прошедшая операции гибки и профилирования:
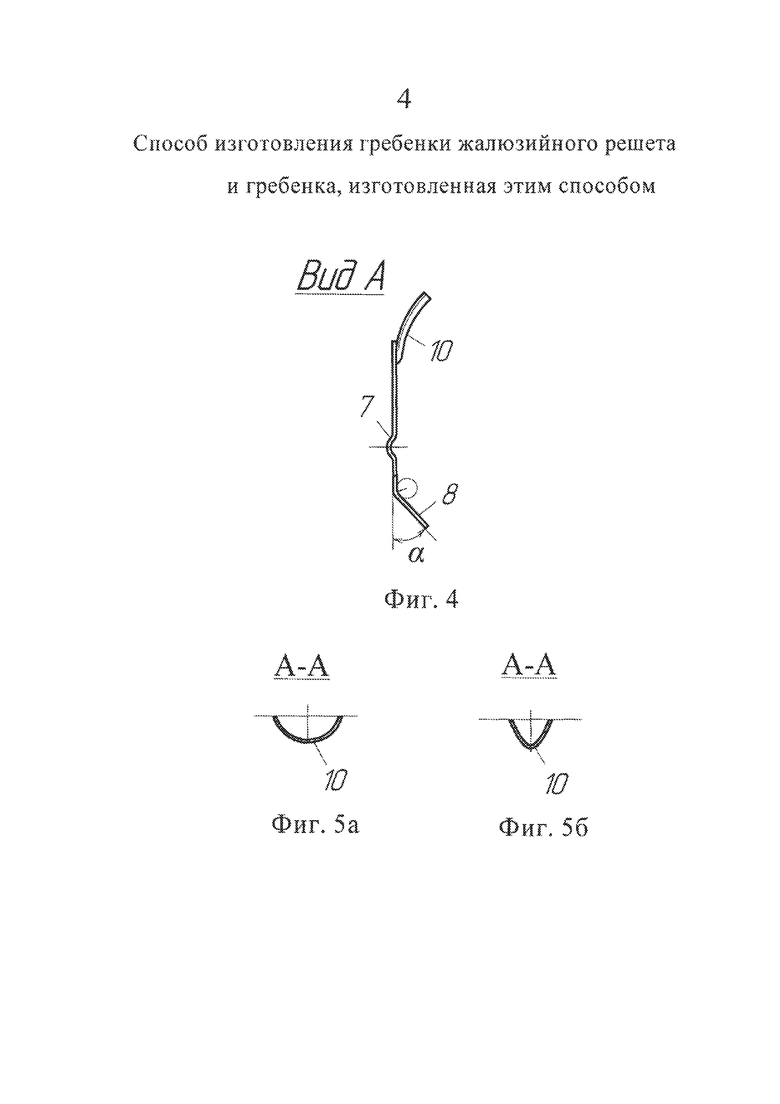
на фиг. 3 – вид в плане; на фиг. 4 – вид А на фиг. 3;
на фиг. 5 (а, б) - сечение А-А на фиг. 3, увеличено, два примера исполнения;
на фиг. 6 – готовая гребенка, после операции отгиба зубьев, изометрия;
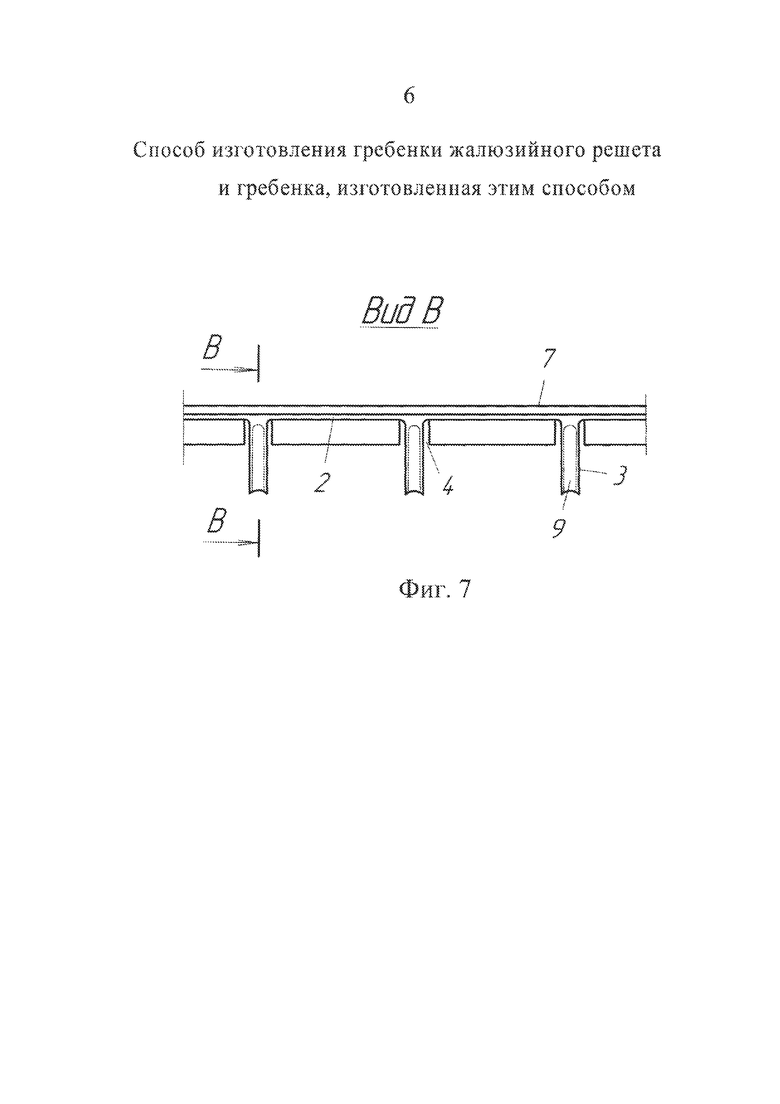
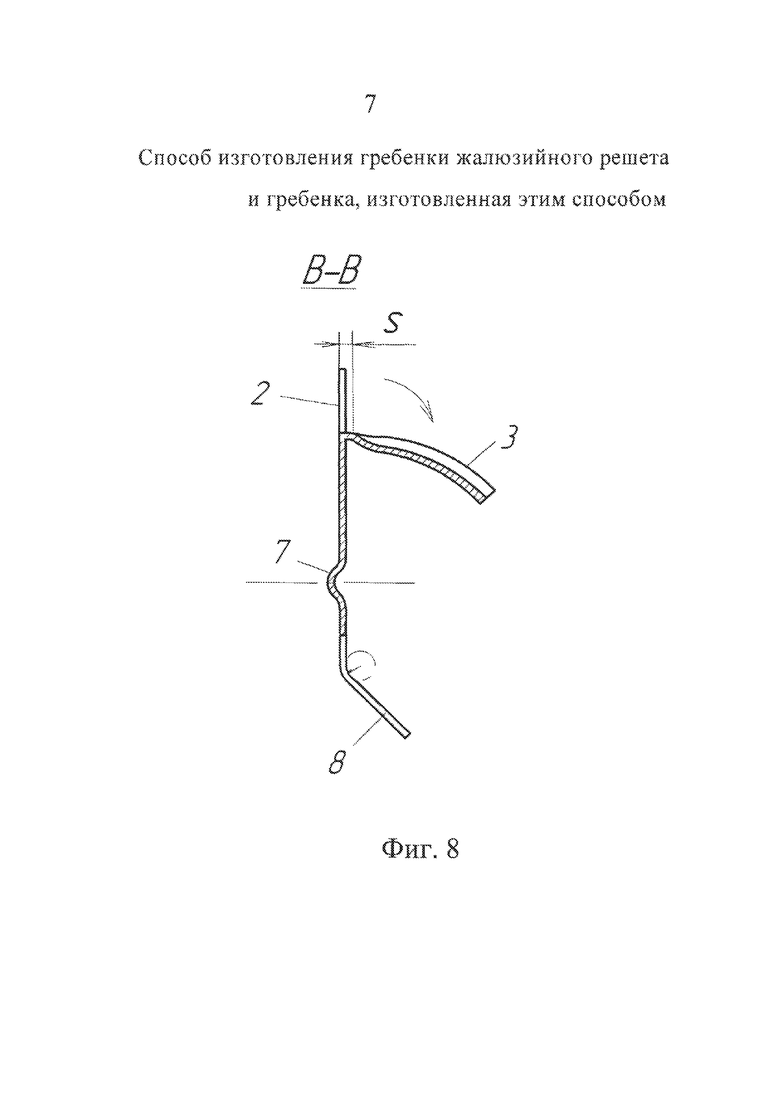
на фиг. 7 - вид В на фиг.6; на фиг. 8 – сечение В-В с фиг. 7, повернуто.
Осуществление изобретения
Гребенка 1 жалюзийного решета (см. фиг.1) содержит по одному продольному краю плоские лепестки 2 и расположенные между ними изогнутые зубья 3 с желобчатым профилем, основания которых лежат на одной линии с основаниями лепестков 2. По другому продольному краю гребенки напротив зубьев 3 выполнены открытые пазы 4.
Изготовление гребенки осуществляют методом холодной штамповки с применением известного оборудования, в частности, прессового оборудования с вырубными и гибочными штампами, выполненными соответствующим образом для получения заданной формы гребенки.
Способ изготовления гребенки осуществляется следующим образом.
Из полосы листового металла толщиной 0,6 - 0,8 мм вырубают плоскую листовую заготовку 5 (см. фиг. 2). В процессе вырубки обеспечивается формирование лепестков 2 в форме круговых сегментов, расположенных между ними язычковых выступов 6, и расположенных напротив них открытых сквозных пазов 4.
Основания язычковых выступов 6, образующих на последующих операциях зубья 3 гребенки, лежат на одной линии Q с основаниями лепестков 2.
На фиг. 2а показан предпочтительный пример исполнения заготовки 5, в котором пазы 4 и язычковые выступы 6 имеют постоянную ширину.
На фиг. 2б показан один из других возможных примеров исполнения заготовки, иллюстрирующий возможность выполнения пазов 4 гребенки с постепенным расширением от дна к выходу, а язычковых выступов 6 – с постепенным сужением в направлении свободного конца. Эти и другие отличия пазов 4, язычковых выступов 6, а также формы лепестков 2, которые могут иметь форму сегмента, удлиненного сегмента, трапеции со скругленными углами и т.д., улучшают работу гребенки в составе решета, однако не имеют существенного значения для заявляемого изобретения, поэтому приведены только для иллюстрации возможностей использования способа.
Заготовку 5 подвергают гибке, в процессе которой формируют продольный зиг 7 (см. фиг. 3, 4), служащий в дальнейшем для размещения поворотной оси и установки гребенки в раме решета, и выполняют отгиб продольного края 8 с открытыми пазами 4.
Угол α упомянутого отгиба составляет, предпочтительно, 44-50°, при этом отгиб выполняется по дуге окружности, что способствует, при работе гребенки в составе решета, плавности обтекания «юбки» поднимающимися воздушными потоками и их ориентации вдоль решета.
Далее формируют желобчатый профиль зубьев путем изгиба язычковых выступов 6 в поперечном сечении с образованием дуги окружности (фиг. 5а) или параболы (фиг. 5б).
В результате такого профилирования на передней поверхности зуба образуется продольное углубление 9 (см. фиг. 3, 6, 7), а на задней поверхности – выпуклость 10 (см. фиг. 4, 5, 6).
Выбор упомянутых сечений обусловлен тем, что они обеспечивают наилучший коэффициент обтекания зубьев воздушными потоками.
Формирование зига 7, отгиб края 8 и профилирование язычковых выступов 6 может быть осуществлено последовательно с применением отдельных штампов, либо за одну операцию, при использовании более сложного штампа.
Желобчатый профиль зубьев 3 формируют с отступом от линии Q основания язычковых выступов 6 на величину s = 1,5 - 6 мм (см. фиг. 3).
Одновременно с профилированием выполняют продольный изгиб по дуге профилируемой части зуба (см. фиг. 4), придавая зубу в процессе одной операции окончательную (заданную) форму.
Сформированные зубья 3 отгибают книзу от плоскости лепестков (условной плоскости, включающей лепестки 2 гребенки), при этом отгиб выполняют в зоне плоского участка, образованного отступом s, с направленностью выпуклости 10 поперечного сечения зуба 3 в направлении соответствующего открытого паза 4 (см. фиг. 6).
Благодаря тому, что отгиб зуба выполняют на плоском участке, где материал имеет обычную жесткость листового металла, исключено возникновение каких-либо побочных деформаций и разрывов материала в основании зуба.
В результате вышеупомянутых операций достигается высокая точность формы и ориентации зубьев 3 по отношению к пазам 4, образующим аэродинамические каналы для прохождения воздушных потоков, что обеспечивает достижение наилучших аэродинамических показателей, заданных при конструировании гребенки.
В соответствии с принципами аэродинамики, является очевидным, что правильная дугообразно изогнутая форма зуба и точность ориентации выпуклости его поперечного сечения по отношению к открытому пазу, а значит – к набегающему потоку воздуха, являются определяющими в формировании усиленных, направленных кверху ускоренных воздушных струй, разрыхляющих зерновой ворох, обозначенных в патенте RU 2397634 как эффект «флажка», что в итоге обеспечивает эффективность работы жалюзийного решета и высокое качество очистки зерна.
В целом гребенка характеризуется высоким качеством изготовления, надежностью и долговечностью эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЖАЛЮЗИЙНОЕ РЕШЕТО | 2011 |
|
RU2487525C1 |
| ЖАЛЮЗИЙНОЕ РЕШЕТО | 2009 |
|
RU2397634C1 |
| ЖАЛЮЗИЙНОЕ РЕШЕТО | 2016 |
|
RU2631399C1 |
| ЖАЛЮЗИЙНОЕ РЕШЕТО | 2016 |
|
RU2631398C1 |
| Жалюзийное решето | 2019 |
|
RU2723720C1 |
| ВЕРХНЕЕ РЕШЕТО ОЧИСТКИ ЗЕРНОУБОРОЧНОГО КОМБАЙНА | 2015 |
|
RU2613456C1 |
| Жалюзийное решето системы очистки зерноуборочного комбайна | 2016 |
|
RU2611850C1 |
| ВСПОМОГАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ СОЛОМОТРЯСА | 2016 |
|
RU2631400C1 |
| ГРЕБЕНКА ЖАЛЮЗИЙНОГО РЕШЕТА | 1993 |
|
RU2041597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗВЕРТКИ | 2015 |
|
RU2677912C2 |




Группа изобретений относится к сельскому хозяйству. Способ изготовления гребенки жалюзийного решета включает вырубку листовой заготовки с образованием по одному ее продольному краю плоских лепестков и расположенных между ними язычковых выступов для образования зубьев гребенки. Основания язычковых выступов лежат на одной линии с основаниями лепестков. По другому продольному краю заготовки напротив язычковых выступов выполняют открытые пазы. Осуществляют формирование желобчатого профиля зубьев за счет изгиба язычковых выступов в поперечном сечении. Желобчатый профиль зубьев формируют с отступом на 1,5 – 6 мм от основания язычковых выступов. Осуществляют отгиб зубьев в зоне упомянутого выступа с ориентацией выпуклости их поперечного сечения в направлении соответствующего открытого паза. Группа изобретений обеспечивает высокие аэродинамические характеристики и надежность эксплуатации гребенки жалюзийного решета. 2 н. и 10 з.п. ф-лы, 10 ил.
1. Способ изготовления гребенки жалюзийного решета, включающий вырубку листовой заготовки с образованием по одному её продольному краю плоских лепестков и расположенных между ними язычковых выступов для образования зубьев гребенки, основания которых лежат на одной линии с основаниями лепестков, и образованием открытых пазов - по другому продольному краю напротив язычковых выступов, гибку заготовки, формирование желобчатого профиля зубьев за счет изгиба язычковых выступов в поперечном сечении и последующий отгиб зубьев с ориентацией выпуклости их поперечного сечения в направлении соответствующего открытого паза, отличающийся тем, что желобчатый профиль зубьев формируют с отступом на 1,5 - 6 мм от основания язычковых выступов, при этом последующий отгиб зубьев выполняют в зоне упомянутого отступа.
2. Способ по п.1, отличающийся тем, что желобчатый профиль зубьев формируют с одновременным продольным изгибом по дуге профилируемой части.
3. Способ по п.1, отличающийся тем, что в качестве материала для заготовки используют листовой металл толщиной 0,6-0,8 мм.
4. Способ по п.1, отличающийся тем, что изгиб язычковых выступов выполняют с образованием в поперечном сечении дуги окружности.
5. Способ по п.1, отличающийся тем, что изгиб язычковых выступов выполняют с образованием в поперечном сечении параболы.
6. Способ по п.1, отличающийся тем, что в процессе гибки заготовки формируют продольный зиг для установки оси поворота и отгибают край с открытыми пазами на угол 44-50° от плоскости заготовки книзу.
7. Гребенка жалюзийного решета, сформированная из листовой заготовки, содержащая плоские лепестки по одному продольному краю и расположенные между ними зубья с желобчатым профилем, основания которых лежат на одной линии с основаниями лепестков, и открытые пазы, расположенные по другому продольному краю напротив упомянутых зубьев, причем зубья отогнуты от плоскости лепестков с ориентацией выпуклости их поперечного сечения в направлении соответствующего открытого паза, отличающаяся тем, что желобчатый профиль каждого зуба выполнен с отступом на 1,5-6 мм от основания зуба, при этом зуб отогнут в зоне упомянутого отступа.
8. Гребенка по п. 7, отличающаяся тем, что зубья выполнены с продольным дугообразным изгибом профилированной части зуба.
9. Гребенка по п. 7, отличающаяся тем, что она выполнена из металла толщиной 0,6 -0,8 мм.
10. Гребенка по п. 7, отличающаяся тем, что зубья выполнены с поперечным сечением в форме дуги окружности.
11. Гребенка по п. 7, отличающаяся тем, что зубья выполнены с поперечным сечением в форме параболы.
12. Гребенка по п. 7, отличающаяся тем, что край с открытыми пазами отогнут от плоскости лепестков гребенки книзу на угол 44-50°.
| ЖАЛЮЗИЙНОЕ РЕШЕТО | 2009 |
|
RU2397634C1 |
| ЖАЛЮЗИЙНОЕ РЕШЕТО | 2011 |
|
RU2487525C1 |
| ЖАЛЮЗИЙНОЕ РЕШЕТО | 2016 |
|
RU2631399C1 |
| ПРУЖИННЫЙ ПЕРЕДАТОЧНЫЙ МЕХАНИЗМ ДЛЯ СТРЕЛОК ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ | 1949 |
|
SU87321A1 |
| US 5041059 A1, 20.08.1991. | |||

